Гибка алюминиевого профиля: Гибка алюминиевого профиля по радиусу в Москве по выгодной цене
alexxlab | 09.04.2023 | 0 | Разное
Гибка прессованных алюминиевых профилей – фасадные системы Алюком
Прессованные алюминиевые профили подвергают гибке с применением одного из следующих четырех основных методов [1-3]:
- Роторная гибка
- Трехроликовая гибка
- Гибка растяжением
- Прессовая гибка
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава. Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Алюминиевые сплавы применяемые для гибки
Лучшие показатели по пластическим свойствам и способностью к гибке имеют марки алюминия и сплавы серий 3ххх и 5ххх. Профили из сплавов серий 2ххх и 7ххх обладают высокой прочностью и малой пластичностью и поэтому редко подвергаются гибке. Сплавы серии 6ххх, например, сплавы 6060 и 6063, имеют достаточно высокие пластические свойства. Поэтому их часто применяют для изготовления гнутых деталей и изделий.
Профили из сплавов серий 2ххх и 7ххх обладают высокой прочностью и малой пластичностью и поэтому редко подвергаются гибке. Сплавы серии 6ххх, например, сплавы 6060 и 6063, имеют достаточно высокие пластические свойства. Поэтому их часто применяют для изготовления гнутых деталей и изделий.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки. При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным. Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Гибка, анодирование и порошковая окраска
Гибку алюминиевых профилей обычно производят до операции анодирования, так как хрупкий анодный слой при гибке может растрескиваться, особенно на участках, которые подвергаются растяжению. Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые. Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Роторная гибка
Роторная гибка, является наиболее популярным методом гибки алюминиевых профилей. Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Деталь закрепляется на массивном поворотном ролике (рисунок 1). Ролик и ползун имеют форму профиля, который подвергается гибке. Профиль поворачивается вместе с поворотным роликом, поэтому этот метод иногда называют гибкой с наматыванием. В процессе гибки, наружная часть профиля подвергается растяжению, а внутренняя – сжатию. Для того, чтобы предотвратить образование на профиле царапин и вмятин ролик и ползун изготавливают из полимерного материала, обычно, фторопласта.
Рисунок 1 – Роторная гибка [3]
Трехроликовая гибка
Роликовую гибку алюминиевых профилей применяют для больших радиусов гиба, например, арочных окон и дверей. Профиль прокатывается несколько или много раз между двумя нижними приводными роликами и вертикальным прижимным роликом (рисунок 2). Обычно для управления роликовой гибочной машиной применяют числовое программное управление (ЧПУ). Ролики для этой машины, изготавливают обычно из полимерных материалов.
Обычно для управления роликовой гибочной машиной применяют числовое программное управление (ЧПУ). Ролики для этой машины, изготавливают обычно из полимерных материалов.
Рисунок 2 – Трехроликовая гибка [3]
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность. Что очень важно, при изготовлении трехмерной формы гнутого профиля [1]. По схеме деформирования это скорее формовка, чем гибка. Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.
Рисунок 3 – Гибка растяжением [3]
Прессовая гибка
Прессовая гибка, подходит для простой гибки больших партий алюминиевых профилей (рисунок 4). Гнутый профиль получают путем приложения усилия механического или гидравлического пресса на гибочную матрицу. Верхняя и нижняя матрицы имеют форму, которая задает форму гнутого профиля. Эти матрицы могут быть стальными или пластиковыми.
Рисунок 4 – Прессовая гибка [3]
Упругая отдача
Явление упругой отдачи является частой причиной несоответствия размеров согнутого профиля заданным размерам. Упругая отдача является результатом упруго-пластического деформирования материала профиля (рисунок 5). Гибочная машина изгибает профиль на заданный угол α2. После снятия изгибающего момента профиль «отпружинивает» на угол Δα. Этот угол Δα и называют углом упругой отдачи. Упругую отдачу обычно компенсируют гибкой профиля на угол, который больше заданного угла α2 на определенную величину. Эту величину перегиба определяют экспериментально или с помощью расчетов.
Эту величину перегиба определяют экспериментально или с помощью расчетов.
Основными факторами, которые влияют на величину упругой отдачи, являются:
- Модуль упругости материала
- Предел текучести материала
- Коэффициент деформационного упрочнения материала
- Размеры поперечного сечения профиля
- Радиус гибки.
Источники:
1. Design Manual, SAPA, 2014.
2. TALAT 3706 – European Aluminium Association, 1996
3. http://www.alexandriaindustries.com/2016/08/25/bending-forming-aluminum-extrusions/
Статья подготовлена сотрудниками Алюком – системы навесного вентилируемого фасада.
Гибка алюминиевого профиля по выгодным ценам в Москве
«Компанией Стимул К» выполняется гибка алюминиевого профиля с приданием заготовкам необходимой формы, размеров.
Оставить заявку на заказ
Почему стоит заказывать услугу у нас
Выгодные цены
Индивидуальный подход
Быстрая доставка
Сертификаты
Предлагаем заказать гибку алюминиевого профиля в Москве на выгодных условиях, воспользовавшись преимуществами «Компании Стимул К»:
- высокое качество конечного продукта – возможна, гибка по радиусу 150 – 175 мм при ширине заготовки 45 – 50 мм;
- соблюдение технологического процесса – исключается скручивание профиля за счёт обеспечения свободного скольжения заготовки по полкам станка;
- обрабатываемая заготовка имеет идеальные внешние характеристики – задиры, царапины исключены благодаря идеально чистой поверхности роликов;
- обработка неокрашенного алюминиевого профиля осуществляется без формирования царапин – частицы окиси, оторвавшиеся от плакирующего элемента, не будут размазываться по поверхности, портя внешний вид благодаря своевременной протирке роликов для удаления накопившейся грязи;
- выполняется гибка алюминиевого крашенного профиля с гарантией качества.

Проводится обработка профиля для металлических строительных конструкций, торгового оборудования, рекламных носителей, душевых кабин, фасадных, дверных, оконных конструкций. Используемое оборудование позволяет выполнять все виды технологических операций. Наличие собственного привода позволяет гнуть заготовки со значительным сечением. Подвергаются высокоточному прогибу изделия большой высоты. Осуществляется обработка алюминиевого профиля по разным радиусам с плавным переходом от дуги к линии, аппроксимированному эллипсу.
Наши цены
Компанией выполняется гибка алюминиевого профиля по радиусу в Москве по оптимальным ценам. Стоимость услуги складывается из затрат, связанных с амортизацией оборудования, трудозатрат специалистов, расходов на энергоносители. Оптимизация цены достигается за счёт организации полноценного производственного цикла. Отсутствует необходимость выполнения определённых технологических процессов посредниками. Смазочные материалы для обслуживания станков закупаются на оптовых складах чуть дороже себестоимости.
Как сделать заказ
Предлагаем воспользоваться услугой по обработке заготовок, заказав обратный звонок. Менеджер детально объяснит порядок оформления заказа и проконсультирует бесплатно. Приветствуется обращение по любым вопросам в рабочие часы по номеру телефона: +7 (926) 640-72-90. Написать в любое время суток можно по электронной почте [email protected]. Обращайтесь в удобное время любым способом для получения объективной информации.
Оформить заказ
Поля, отмеченные * обязательны для заполнения.
Введите символы:
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных.
Краткий обзор для инженеров-проектировщиков
От рельсов для промышленного оборудования и автомобилей до смелых художественных скульптур и архитектурных проектов — существует множество причин, по которым вы можете захотеть создать изогнутые алюминиевые профили.
Несмотря на то, что пластичность алюминия делает его пригодным для гибки в этих областях, необходимо решить несколько задач, чтобы конечный продукт соответствовал спецификациям качества. Этот процесс принятия решений в конечном итоге сводится к управлению напряжениями при изгибе.
Изгиб алюминиевых профилей оказывает на заготовку огромное напряжение. Экструзия может испытывать растяжение, сжатие и кручение одновременно. Результаты могут варьироваться от незначительного утончения и вздутия сегментов профиля до неприемлемых дефектов, таких как деформация профилей, коробление или растрескивание.
В этой статье рассказывается о некоторых передовых методах, которые разработчики экструзионных профилей могут применять для обеспечения хорошей гибкости своих изделий, а также о шести популярных методах гибки алюминиевых профилей.
Содержание
Рекомендации по проектированию гибки алюминиевых профилей
Конструкторам, которые хотят согнуть алюминиевые профиля, нужно многое учесть. В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
Выбор материала
Во-первых, выбор материала оказывает большое влияние на гибкость. Как мы уже обсуждали в предыдущих статьях, некоторые сплавы лучше подходят для гибки, чем другие. Несмотря на то, что сплавы серии 6XXX не самые легкие для гибки, они, как правило, находят широкое применение благодаря своему исключительному сочетанию свойств.
Гибка перед отпуском
Физические свойства сплава также можно улучшить с помощью отпуска, но их применение перед гибкой может сделать гибку алюминиевого профиля более трудным и дорогим в производстве. Простой обходной путь — провести полную или частичную отпускную обработку после гибки, чтобы ваш продукт был дешевле в производстве и лучше соответствовал спецификациям.
Выбор конструкции профиля
Другие соображения по улучшению качества изогнутых алюминиевых профилей и снижению производственных затрат могут включать:
- Улучшение геометрии профиля,
- Расчет одинаковой толщины стенок и
- Минимизация размера профиля, когда это возможно.

Неправильный дизайн, особенно в случае формы профиля, может привести к деформации профиля и растрескиванию при изгибе. Закругленные углы, симметрия профиля и хорошие внутренние опоры помогают улучшить устойчивость при изгибе.
Выполнение операций чистовой обработки поверхности после гибки
Наконец, если конструкция экструзионного изгиба требует финишной обработки поверхности, например анодирования, или других вторичных операций, лучше всего выполнять эти операции после гибки. Хотя некоторые виды отделки поверхности, такие как порошковое покрытие, могут выдерживать ограниченный изгиб, всегда существует риск того, что процесс гибки повредит поверхность.
Хотя применение приведенных выше соображений может улучшить гибкость и снизить стоимость, это может быть невозможно в зависимости от ограничений конструкции. К счастью, у вас еще есть варианты. Если у вас есть алюминиевый профиль, который трудно согнуть, вы можете проконсультироваться с опытным специалистом по гибке, чтобы определить, какие дополнительные меры вы можете предпринять для удовлетворения ваших потребностей в гибке или необходимо ли специальное оборудование.
Как согнуть экструдированный алюминий: 6 методов
Существует несколько распространенных способов сгибания экструдированного алюминия, которые можно разделить на шесть основных методов.
1) Роликовая гибка
Как один из наиболее широко используемых методов гибки длинных алюминиевых профилей, трехвалковая гибка обеспечивает минимальные затраты на инструмент для обычных профилей и может прокатывать полностью круглые компоненты. В то время как ключевым преимуществом роликовой гибки является то, что вы можете сгибать всю длину экструзии, а не только один сегмент за один раз, прокатку для более жестких изгибов может потребоваться выполнять поэтапно, чтобы постепенно уменьшать радиус изгиба до желаемой кривизны.
Последствия этого пошагового проката могут включать более низкую точность, чем другие методы, и плохую масштабируемость. Эти ограничения обычно делают роликовую гибку более подходящей для малых и средних производственных циклов и идеальной для прототипирования.
2) Изгиб на поршне
Этот метод, также известный как изгиб под давлением, иногда считается самым простым и наименее дорогим подходом, что делает его сравнимым с изгибом сжатием. Хотя он может надежно сгибать экструзии под точными углами, сгибание поршнем с большей вероятностью, чем большинство других методов, приведет к нежелательной деформации профиля и может сгибать только одну часть за раз.
3) Гибка с помощью вращательного вытягивания
Источник изображения: Kolb-Rahmenbau.ch на Flickr
Гибка с помощью вращательного вытягивания включает зажим экструзии и протягивание ее вокруг вращающейся гибочной матрицы. Несмотря на возможность гибки на исключительно точные углы, гибка с вращающимся вытягиванием может сгибать только один сегмент за раз.
Ротационно-вытяжная гибка также позволяет обрабатывать экструзионные профили большего размера и выполнять несколько близких гибок в одной детали. Это идеальный метод гибки нестандартных профилей на круглых трубах, которые могут поддерживаться внутренней оправкой для обеспечения дополнительной поддержки профиля во время гибки.
4) Гибка сжатием
Хотя базовая установка похожа на гибку с вращательным вытягиванием, этот процесс менее сложен. Вместо вращающейся матрицы, вытягивающей экструзию по периметру, при гибке сжатием используется пресс-матрица, которая оборачивает экструзию вокруг неподвижной гибочной матрицы.
Подобно гибке с вращающимся вытягиванием, вы можете сгибать только одну секцию за раз и делать несколько гибок в любом направлении. Однако этот метод предлагает алюминиевому профилю гораздо меньшую опору и может легко привести к деформации. Основное преимущество компрессионной гибки заключается в больших объемах производства, поскольку выполнение каждой гибки выполняется быстро и с минимальными затратами.
5) Гибка с растяжением
Изгиб с растяжением, который иногда называют гибкой с растяжением, может быть одним из самых дорогих решений гибки из-за затрат на гибочные штампы, но он предлагает уникальные преимущества. Специалист по гибке может добиться желаемой формы гибки с минимальными искажениями или повреждением поверхности, помещая заготовку в постоянное натяжение во время гибки.
Хотя гибочная матрица для этого специального метода ограничена большим радиусом изгиба, она позволяет получать различные динамические формы на очень больших заготовках. Большие объемы производства с использованием одного и того же профиля могут помочь компенсировать влияние затрат на матрицу для гибки с растяжением.
6) Гибка произвольной формы
Как один из самых передовых методов в этом списке, гибка произвольной формы с ЧПУ подает алюминиевый профиль через шарнирную керамическую головку для формирования широкого спектра сложных нестандартных гибов. Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал.
Какой метод лучше всего подходит для вашего продукта?
Каждый метод гибки имеет уникальные преимущества, которые делают его более подходящим для конкретных применений.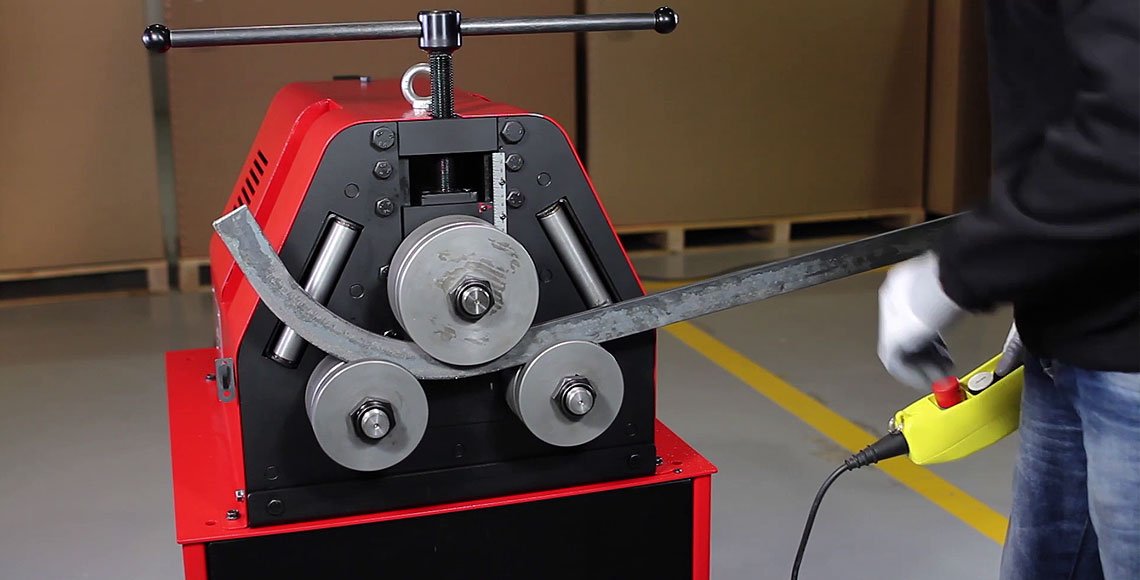 В то время как гибка под давлением и гибка сжатием предлагают недорогие варианты гибки алюминиевых профилей, они могут негативно сказаться на эстетике и прочности. С другой стороны, гибка с растяжением и гибка с вращательным вытягиванием могут производить высококачественные и точные гибки, но с более высокими затратами и с другими потенциальными недостатками.
В то время как гибка под давлением и гибка сжатием предлагают недорогие варианты гибки алюминиевых профилей, они могут негативно сказаться на эстетике и прочности. С другой стороны, гибка с растяжением и гибка с вращательным вытягиванием могут производить высококачественные и точные гибки, но с более высокими затратами и с другими потенциальными недостатками.
В целом, даже при использовании наилучшего метода гибки для вашего продукта постоянное соблюдение требований к качеству сложных экструзионных профилей может оказаться чрезвычайно трудным. Чтобы помочь в этом, обратитесь к нашему Руководству по проектированию экструзии или поговорите со специалистом по обслуживанию Gabrian, чтобы получить экспертную информацию о проектировании и гибке экструдированных алюминиевых изделий.
Получите максимальную отдачу от своего следующего проекта по экструзии алюминия, сотрудничая с Gabrian. Наши услуги по экструзии алюминия на заказ помогут вам удовлетворить требования вашего проекта, сохраняя при этом низкие производственные затраты.
Как проектировать изогнутые алюминиевые профили
Производство
Йон ван ден Овер, Hydro
В процессе экструзии используется способность алюминия к формованию, уникальное свойство, которое гарантирует, что алюминиевые профили можно очень хорошо сгибать. Но это касается не всех профилей. Что нужно знать при проектировании изогнутых алюминиевых профилей?
Мы используем изогнутые алюминиевые профили в архитектуре, строительстве, транспорте и машиностроении, а также в потребительских товарах, таких как детские коляски, осветительные решения и караваны. Сама возможность интегрировать такие профили в конструкцию дает дизайнеру больше свободы в дизайне.
Тем не менее, есть некоторые вещи, которые необходимо знать перед проектированием изогнутых алюминиевых профилей.
Сплав и условия влияют на изгиб
Начнем с рассмотрения алюминиевых сплавов серии 6xxx.
Сплавы этой серии часто выбирают для гнутых алюминиевых профилей, благодаря хорошему соотношению между прочностью и деформируемостью. Однако вы должны понимать, что сплавы с более высокой прочностью, такие как EN AW-6082, сложнее формовать.
Термическая обработка также затрудняет изгиб профилей. Следовательно, как правило, лучше согнуть в состоянии T4, а затем состарить до T6 после этого.
Влияние дополнительных функций на конструкцию изгиба и выдавливания
Вы также можете добавить функции в экструдированные алюминиевые профили, такие как защелкивающиеся соединения, винтовые каналы и ребра охлаждения, которые могут значительно упростить производство и сборку продукта.
При добавлении таких элементов вы, как дизайнер, должны учитывать, как эти элементы влияют на изгиб.
Например, поскольку толщина различных частей профиля влияет на изгибаемость профиля, одинаковая толщина стенок обеспечивает преимущества как для экструзии, так и для гибки. То же самое относится и к симметрии: при создании профиля вы должны стараться создать в профиле как можно больше симметрии.
То же самое относится и к симметрии: при создании профиля вы должны стараться создать в профиле как можно больше симметрии.
Профили с толщиной стенки от 2 до 15 мм могут изгибаться и имеют малый радиус изгиба 300 мм. Это возможно. Но варианты изгиба различаются для каждого профиля и должны рассматриваться отдельно.
Анодирование и порошковое покрытие только после гибки
Изогнутые алюминиевые профили также могут выполнять эстетическую функцию. Степень отделки и возможная обработка поверхности могут повлиять на выбор процесса и использование специальных инструментов. №
Анодирование или порошковое покрытие профилей рекомендуется производить только после гибки, так как при гибке в слое анодирования или порошкового покрытия могут образоваться небольшие микротрещины.
Различия между наиболее распространенными процессами гибки
Наиболее распространенными процессами гибки алюминиевых профилей являются валковая гибка, гибка с растяжением и гибка на оправке. Выбранный вами процесс должен зависеть от типа профиля, который вы разрабатываете, а также от его применения и производственных номеров.
Выбранный вами процесс должен зависеть от типа профиля, который вы разрабатываете, а также от его применения и производственных номеров.
- Гибка валков. Во многих случаях это самый гибкий и экономичный метод. Профиль направляется по трем регулируемым роликам, а затем шаг за шагом контролируемым образом сгибается до нужного радиуса. Роликовая гибка идеально подходит для профилей сложного сечения и разного радиуса. Ролики адаптированы для определенного типа профиля, поэтому они идеально направляют и поддерживают профиль.
- Гибка с растяжением. При этом профиль надежно зажимается с обоих концов. Машина растягивает профиль, затем протягивает его по гибочной форме. Благодаря постоянному натяжению деформация поперечного сечения сведена к минимуму. Этот метод подходит для профилей с высокими требованиями к качеству поверхности. Стоимость формы для гибки для этого процесса относительно высока, что делает этот процесс интересным для больших объемов производства.
