Гибка алюминия: что особенного в этом процессе
alexxlab | 15.07.2021 | 0 | Разное
Гибка алюминия | гибка алюминиевого листа в Москве
Гибка листового алюминия представляет собой холодную деформацию профиля на профилегибочном оборудовании. Заготовку пропускают через фигурные ролики, чтобы получить требуемую кривизну дуги, а при финальном проходе – заданный радиус гиба.
Популярность алюминия как строительного материала обусловлена возможностью его применения в различных областях промышленности, строительстве, агрокомплексе и бытовых сферах. Среди наиболее важных качеств этого металла выделяют его легкость, устойчивость к неблагоприятным погодным условиям, антикоррозийные свойства, пластичность, высокую адгезию при покраске готовых изделий, возможность полировки.
В строительном деле хорошо зарекомендовали себя плоские и цилиндрические слитки из алюминия, из которых создают кровельные и оконные элементы, подвесные потолки, двери, лестницы, покрытия для крыш.
В результате гибки материала получаются прочные эстетичные конструкции из металла, имеющие улучшенные гидроаэродинамические свойства в сравнении с изделиями, изготовленными в процессе сварки.
Преимущества гибки листового алюминия в компании «Профлазермет»
Цена на гибку алюминия самая низкая в регионе
Мы выполняем гибку алюминия для самых разнообразных объектов заказчика (кровельных настилов, оконных и фонарных переплетов, стеновых панелей и т.д.) по чертежам любой сложности.
Гибка листов алюминия осуществляется в компании «Профлазермет» на современных гибочных станках для листового металла с автоматизированным управлением. Они позволяют производить данную технологическую операцию с возможностью визуального контроля за всеми этапами работы. Действия программируются точно и быстро, исключая возможность сбоя программы. Поэтому Вы сможете по достоинству оценить труд наших квалифицированных специалистов в ходе финального осмотра готового изделия.
Нашими специалистами осуществляется гибка металла любой сложности. Уточнить цены и задать любой вопрос Вы можете, связавшись с нами по телефонам в Москве: +7 (495) 928-96-58, +7 (495) 308-82-32
Гибка алюминия, листа, металла
Согнуть можно лбой сплав алюминия, титана, меди или стали. Хрупкое стекло и бетонные плиты гнутся. Радиус гибки , при котором можно согнуть , будет зависеть от пластичности и толщины пластины, которую надо согнуть. важен не угол загиба – только радиус.
Хрупкое стекло и бетонные плиты гнутся. Радиус гибки , при котором можно согнуть , будет зависеть от пластичности и толщины пластины, которую надо согнуть. важен не угол загиба – только радиус.
Гибка листового алюминия, титана, стали и др. металлов осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки.
При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны. В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается
в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки.
С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь н рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации. При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон.
Гибка алюминия в Москве: только профессиональный подход!
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Неспециалисту может показаться: нет ничего проще, чем гибка алюминия на заказ. Действительно, казалось бы, что в ней сложно, если мягкий и пластичный лист можно деформировать практически голыми руками? Но именно в этой мягкости и заключается главное коварство металла: незнание технологии может привести к потере целостности проката, то есть попросту к его порче.
Гибка листового алюминия
Гибка листа алюминия применяется для широкого спектра дальнейших работ: изготовления и монтажа окон, дверей, оформления фасадов, производства арочных конструкций, товаров для пищепрома, мебели. В отличие от сварки этот вид обработки металла сохраняет герметичность изделий, а следовательно, увеличивает срок их службы.Марки алюминия для гибки
Однако гибка алюминиевого листа по радиусу может проводиться далеко не для всех его видов. Всё зависит от характеристики сплава и входящих в него компонентов. Наиболее податливыми и не сулящими проблем при деформации считаются марки 1105 и ВД1, сплавы с включением алюминия и марганца, пищевые сплавы А5 и АД. Непревзойденными возможностями гибки обладает сплав АМЦ: из листов на его основе можно получать изделия сложных форм. В противоположность этим материалам дюралюминий, главной особенностью которого считается прочность, к гибке не приспособлен: детали нужных форм из него можно изготовить только технологией штамповки.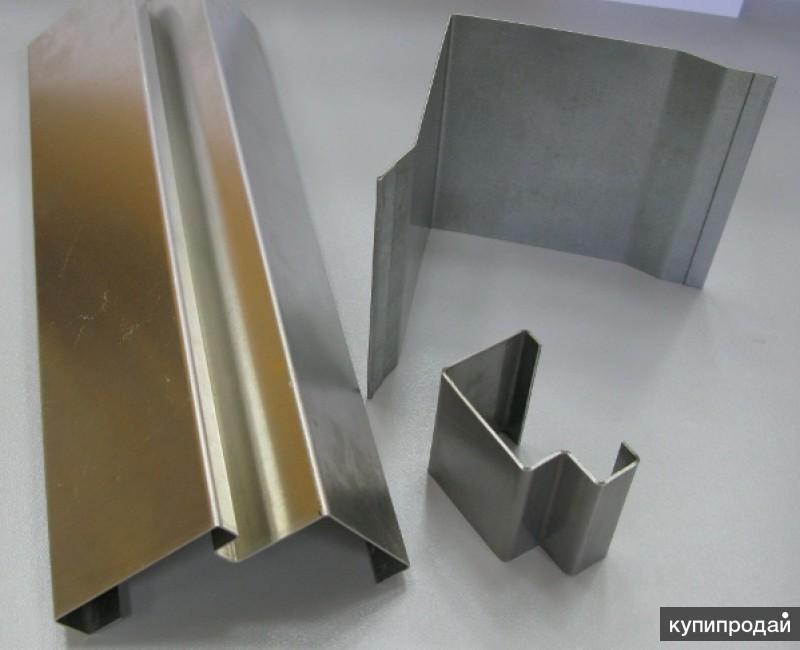 Относятся к труднообрабатываемым и сплавы марки В, используемые в авиастроении. Даже гибка алюминиевого листа 2 мм – проката небольшой толщины – в этом случае крайне затруднена. На такой прокат можно воздействовать только штамповочным оборудованием или прессом.
Относятся к труднообрабатываемым и сплавы марки В, используемые в авиастроении. Даже гибка алюминиевого листа 2 мм – проката небольшой толщины – в этом случае крайне затруднена. На такой прокат можно воздействовать только штамповочным оборудованием или прессом. Гибка алюминия в Москве
Широкие возможности и универсальность гибки алюминия в Москве делают эту услугу очень востребованной. Этот вид обработки применяется, когда необходимо получить прочные, но в то же время легкие по весу металлоизделия, удобные для дальнейшего монтажа, или сделать красивые дизайнерские вещи.Гибка рифленого алюминия
Как известно, существуют две технологии гибки алюминия – свободная (воздушная) и калибровочная. В первом случае между пуансоном и стенками формы сохраняется воздушный зазор и лист гнется практически на весу. Во втором такого зазора нет и лист плотно входит в форму. “Воздушная” технология более распространена, но подходит далеко не для всех типов листов. Если марка алюминия относится к мягким или требуется обработать изделие сложной формы – например, выполнить гибку рифленого листового алюминия, – используют способ калибровки.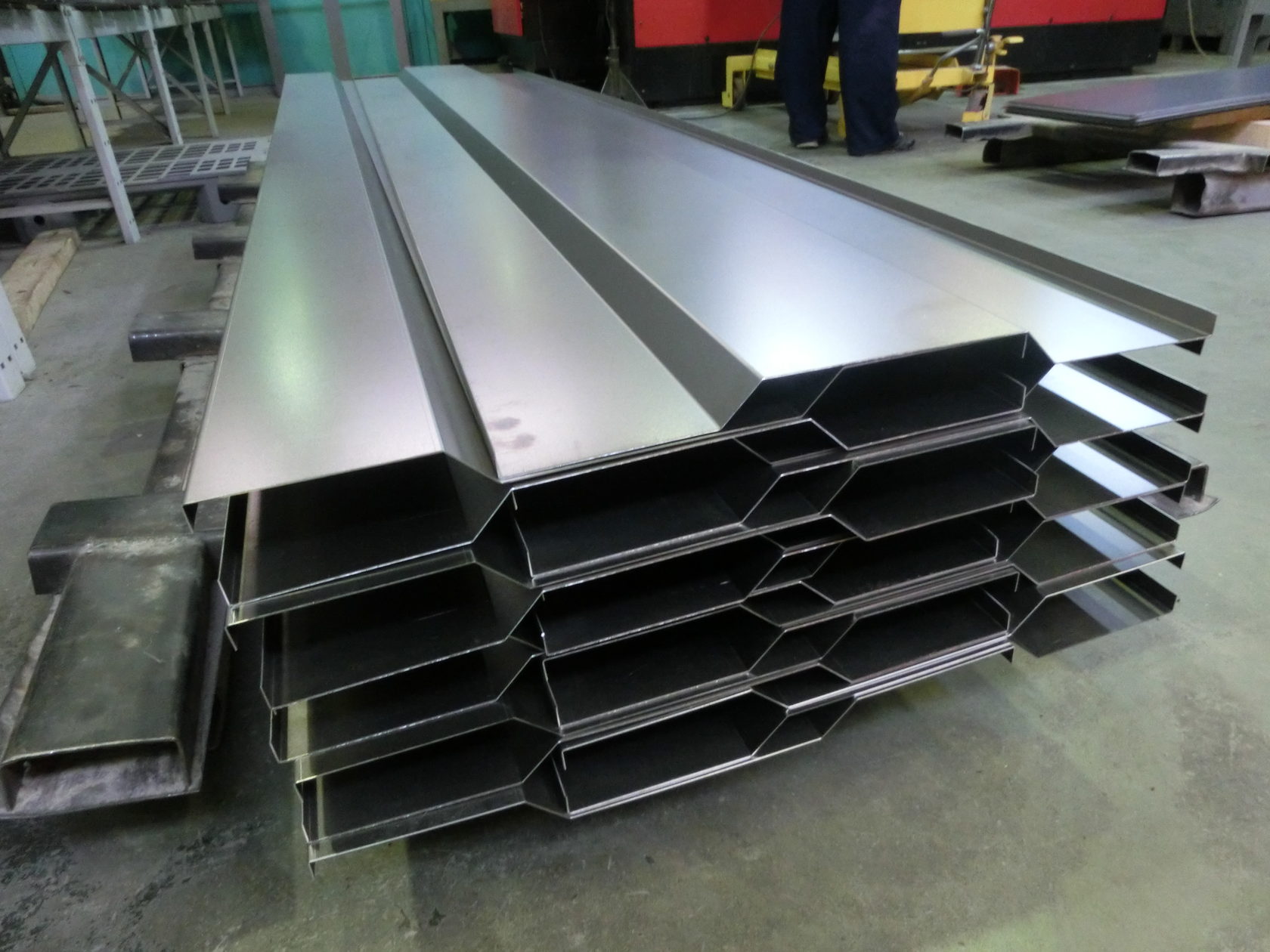
Специфика гибки алюминиевого листа
Чтобы настроить станок для серийной гибки листового алюминия в Москве, специалисту обычно требуются две-три “тренировочные” заготовки. Максимально возможный радиус определяется толщиной листа и другими геометрическими особенностями, типом сплава и даже временем, которое прошло с момента выпуска проката до его обработки.Перед гибкой листы металла тщательно очищают, иначе при прохождении через ролики на их поверхности могут возникнуть царапины и задиры. По той же причине мастер следит за своевременной очисткой самих роликов. Показателями правильно выполненной работы становятся параллельность сторон гнутого листа и прямая линия сгиба.
Стоимость листовой гибки
Стоимость гибки алюминия по Москве считается исходя из толщины сечения листа и его длины. Однако многие компании определяют цену проекта индивидуально – с учетом типа сплава, срочности заказа и его серийности. Эти нюансы имеют значение и в нашей работе, поэтому в разделе “Стоимость” вы найдете средние расценки на услуги.
Цены на гибку листового алюминия
Цены на гибку листа алюминия могут существенно отличаться в зависимости от региона, в котором работает предприятие, уровня квалификации работников, используемого оборудования. Чем современнее станки, чем меньше операций приходится выполнять вручную, тем ниже может быть ценовой порог. Хотя когда гибка предлагается “за сущие копейки”, это может насторожить любого, даже самого экономного заказчика.Технические возможности нашего оборудования
по гибке алюминия Один из принципов нашей работы – непрерывное развитие, и обновление станочного парка мы ставим на одну из первых позиций. Цех металлообработки “вооружен” высокотехнологичными прессами, имеющими высокие показатели длины хода, длины гиба, скорости вращения поворотного инструмента и низкий уровень энергопотребления. Всё это позволяет нам предложить гибку алюминия в Москве по очень приемлемым ценам.
Особенности гибки алюминия
Процесс гибки алюминия на заказ можно условно разделить на четыре этапа:- Предварительные работы.
 На этом этапе специалисты оценивают особенности сплава листового алюминия, размеры листов, знакомятся с проектом, определяют, какое количество сгибов материала необходимо выполнить;
На этом этапе специалисты оценивают особенности сплава листового алюминия, размеры листов, знакомятся с проектом, определяют, какое количество сгибов материала необходимо выполнить; - Раскрой листов, если они поступили в работу в неразделенном виде;
- Фиксация заготовки в станке. Роль зажимов в этом случае выполняют гидроцилиндры;
- Собственно гибка. При гибке листа по радиусу на нём вместо угла формируется закругление.
Сферы применения гибки листового алюминия
Кроме изготовления уже упомянутых оконных и дверных профилей гибка листового алюминия в Москве используется для производства:- уголков, полочек, швеллеров;
- элементов мебели для нужд промышленности: складских стеллажей и полок;
- корпусов для бытовой техники, электроники;
- кровельных элементов;
- торговых и пищевых лотков.
Гибка алюминия с сохранением целостности
Преимущество нашей гибки алюминия по Москве – полное сохранение целостности материала. Над вашими листами будет работать только листогибочное оборудование: любые другие механические воздействия, в том числе и агрессивные для металла сварочные работы, полностью исключены. Мы также гарантируем полную сохранность материала: отсутствие разрывов, царапин, брака в процессе гиба.
Над вашими листами будет работать только листогибочное оборудование: любые другие механические воздействия, в том числе и агрессивные для металла сварочные работы, полностью исключены. Мы также гарантируем полную сохранность материала: отсутствие разрывов, царапин, брака в процессе гиба. Гибка алюминиевого профиля
Кроме обработки листов и гибки рифленого листового алюминия мы предлагаем обработку на гибочном оборудовании алюминиевого профиля: уголков, швеллеров, тавров, двутавров и прочего проката. Работы выполняются аккуратно, с учетом всех особенностей материала.Заказ гибки алюминия в Москве
Чтобы поручить нам гибку алюминиевого листа 2 мм или проката меньшей или большей толщины, советуем воспользоваться формой онлайн-заказа. Это удобный способ не только сообщить нам первичную информацию о вашем проекте, но и приложить к ней эскизы, чертежи, документацию по ТУ – любые файлы, которые вы посчитаете важными. Если у вас есть какие-либо вопросы перед оформлением заказа, свяжитесь с нами по телефону.
Гибка алюминиевого листа – что можно гнуть, а что нет
Гнуть алюминиевый лист легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. Об о все по порядку.
На первый взгляд нет более удобного материала, чем алюминиевый лист для создания самых разных форм своими руками. Гнуть алюминий легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. На практике гибка алюминиевого листа имеет определенную специфику как в самом процессе сгибания, так и в сохранении целостности листового материала в месте деформации.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.

Какие марки можно гнуть, а какие нет
Для начала определимся, какие виды алюминиевого проката выпускают на производстве.
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.
- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
- Нагартованный, в обозначении сорта содержит одну букву Н.
 Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность. - Закаленный или естественно состаренный, как правило, маркируется буквой Т. Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Основные выпускаемые виды сплавов алюминиевого листопроката можно расположить следующим образом:
- Технические сплавы марок 1105 и ВД1, имеют сравнительно малый удельный вес листа и без особых проблем легко сгибаются.
- Алюминиево-магниевые сплавы, маркируются буквами АМГ.
 Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок.
Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок. - Пищевые сплавы марок А5 и АД, выпускают нагартованными, полунагартованными или отожженными сортами.
- Повышенной пластичности сплавы АМЦ специально предназначены для изготовления сложноизогнутых деталей, таких как автомобильные радиаторы и т. п.
- Дюралюминий маркируется буквой Д. Он относиться к высокопрочным сортам, основным отличием которого является высокая устойчивость к внешнему воздействию. Дюралюминий практически не гнется, поэтому применяется только при изготовлении деталей методом штамповки.
- Авиационные особо прочные сплавы марки В, гнутся по особой технологии штамповки и прессования. Их используют при изготовлении высоконагруженных деталей в автомобильной промышленности и отраслях авиастроения.
Более детально описаны свойства и характеристики выпускаемых сортов и видов алюминиевого листового проката в ГОСТ 21631-76.

Гибка алюминия с сохранением целостности
Если для части сортов и марок практически не возникает вопрос, как согнуть алюминиевый лист, то для сплава дюралюминия, а также листового проката с явно выраженными закаленными и жесткими свойствами, это представляет определенную трудность, так как в месте сгибания он, как правило, должен лопнуть.
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.
Гибка листового металла на заказ в Казани | Цены на услуги гибки металла любой сложности
| Толщина мм | Количество 1-100 гиб |
Количество 100-500 гиб |
Количество свыше 500 |
|---|---|---|---|
| от 1 до 3 мм | 20 | 18 | 15 |
| 4 мм | 25 | 22 | 18 |
| 5 мм | 30 | 27 | 24 |
| 6 мм | 35 | 32 | 29 |
| 8 мм | 40 | 36 | 32 |
В таблице приведены базовые цены за гибку металла. Окончательный расчет стоимости работ зависит от количества и сложности деталей, количества замкнутых контуров и определяется после подготовки рабочей программы станка.
Окончательный расчет стоимости работ зависит от количества и сложности деталей, количества замкнутых контуров и определяется после подготовки рабочей программы станка.
Виды и особенности листовой гибки
Lazer116 предлагает следующие виды гибки листового металла:
- одноугловую или V-образную;
- двухугловую или П-образную;
- многоугловую;
- радиусную или закатку.
Вышеперечисленные виды гибки мы выполняем по технологии холодного деформирования, в том числе и в сочетании с прочими видами металлообработки: резкой, пробивкой, вырубкой и т. д. Для листового металла толщиной более 12—16 мм, например дюралюминия или высокоуглеродистой стали, используем технологию горячего деформирования, позволяющую получить изделия без дефектов, к числу которых относятся:
- разная толщина заготовки;
- не соответствующий чертежу угол гибки;
- образование складок;
- появление линий раздела течения металла.

Преимущества холодной гибки
К преимуществам холодной гибки можно отнести:
- прочность готовых деталей;
- возможность изготовления заготовок без дополнительных технологических операций, к примеру резки и сварки;
- низкий риск появления коррозии в местах сгиба металла;
- возможность создания цельных конструкций со сложными параметрами гиба и разными углами.
Особенности гибки листового металла
Технология гибки листового металла кажется простой только на первый взгляд. На самом деле эта технологическая операция требует проведения сложных расчетов для полного соответствия готовых изделий утвержденным чертежам. Гибка листового металла в компании Lazer116 проводится поэтапно:
- выполняется анализ конструкционных особенностей детали;
- рассчитываются необходимое усилие для деформации и переход;
- разрабатывается чертеж заготовки;
- выполняется настройка оборудования.

Данной технологической операции предшествует анализ пластичности металла, подлежащего гибке, чтобы выявить возможность обеспечения требуемого радиуса гиба без риска растрескивания. На основании этого определяются вероятные искажения толщины заготовки или ее профиля после холодного или горячего деформирования.
География работ
- Казань
- Киров
- Ульяновск
- Самара
- Оренбург
- Уфа
- Йошкар-Ола
- Ижевск
- Чебоксары
Гибка и резка алюминиевого листа – ручные и станочные техники + видео
Резка и гибка – очень важные технологические операции, без которых попросту невозможно создать различные элементы, детали и конструкции, а производство алюминиевого листа – яркий тому пример. Как это происходит, мы и рассмотрим.
1 Способы деформирования алюминия
Гибка металла предполагает воздействие на него некоторых нагрузок. Этот технологический процесс позволяет придать заготовке необходимую форму. Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Кузнечно-прессовочное оборудование позволит гнуть деталь с небольшим радиусом. К достоинствам способа относится высокая точность обработки и скорость. Но намного проще согнуть металл с помощью специальных станков. Одним из популярных способов формирования профиля выступает формовка и холодное профилирование. Эти операции делают на специальном оборудовании. Алюминиевый лист пропускают между валками, которые и формируют заданный изгиб.
Резка алюминия
Гибка в штампе идет следующим образом. Заготовку фиксируют между двумя рабочими инструментами без зазора. Затем прилагается усилие, и лист приобретает форму вышеуказанных инструментов. Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Если необходимо гнуть различные элементы, то лучше всего подойдет свободная гибка. В этом случае алюминиевый лист вдавливается под нагрузкой пунсона (рабочего инструмента, расположенного сверху) в V-образный ручей матрицы. Этот способ известен как гибка в воздухе, потому что металлический элемент соприкасается с краями ручья нижнего инструмента и непосредственно пуансоном, а остальное пространство занимает воздух. Такая технология позволяет согнуть огромное количество различных деталей за короткий промежуток времени.
Благодаря современному оборудованию с ЧПУ можно свести человеческие усилия к минимуму. Оператору остается всего лишь задать необходимую программу. Кроме того, эта технология позволяет гнуть заготовки различной толщины на одних и тех же станках. Еще появляется возможность производства деталей самой сложной формы. Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
2 Ручные методы
Как деформировать металл (гнуть), понятно, но как металлическую заготовку разделить на части? Резка металла также делается различными способами, и выбор метода зависит от множества параметров (толщина заготовки, необходимое количество разрезов, их качества и т. д.). К наиболее простым вариантам относится использование ножниц по металлу. Этот способ отличается своей доступностью, ведь такой инструмент есть у каждого хозяина, а если и нет, то его можно легко приобрести с минимальными материальными затратами. Но в этом случае не стоит рассчитывать на качественный рез, особенно если делаете эту процедуру впервые. Еще этот метод требует гораздо больше времени и сил, чем механическая, плазменная и фрезерная резка.
Еще этот метод требует гораздо больше времени и сил, чем механическая, плазменная и фрезерная резка.
Изгиб алюминиевого листа
Хорошим помощником в этом деле послужит гильотина. Это специально кузнечно-прессовочная установка, которая может эксплуатироваться как в ручном, так в механическом режиме и даже иметь гидравлический привод. Благодаря компактным размерам и невысокой стоимости устройства его часто приобретают для домашнего использования. Чтобы разрезать лист металла, необходимо просто разместить его на специальной столешнице, зафиксировать и надавить рабочий инструмент. Наиболее высоким качеством среза обладают устройства с гидравлическим приводом. Однако такие установки имеют и довольно большие габариты, что делает их применение более актуальным на предприятиях.
3 Использование устройств с электрическим приводом
Вполне реальна резка болгаркой, но этот метод довольно сложный. Вязкая структура алюминия с трудом поддается такому виду обработки и часто требует дополнительных мероприятий. Например, чтобы разрезать толстый лист, необходимо смазать рабочий шов керосином, в противном случае отрезной диск может попросту увязнуть в металле. Также этот способ требует строгого соблюдения правил техники безопасности.
Вязкая структура алюминия с трудом поддается такому виду обработки и часто требует дополнительных мероприятий. Например, чтобы разрезать толстый лист, необходимо смазать рабочий шов керосином, в противном случае отрезной диск может попросту увязнуть в металле. Также этот способ требует строгого соблюдения правил техники безопасности.
Использование фрезерных установок позволит разрезать изделие любой конфигурации, главное, правильно настроить станок. Станки с ЧПУ позволяют получить отличное качество среза. Еще к достоинствам этого метода следует отнести высокую производительность и точность, а также возможность обрабатывать метал толщиной до 280 мм.
Прекрасно себя зарекомендовала и дисковая пила. Существует несколько конфигураций таких установок: настольные, фронтальные и вырубные. Благодаря специальным вспомогательным элементам обеспечивается мягкий ход режущего инструмента. Обычно резка алюминия делается посредством специальных дисков, диаметр которых колеблется от 160 до 600 мм. Кроме того, возможно и использование алмазных режущих инструментов.
Кроме того, возможно и использование алмазных режущих инструментов.
4 Высокотехнологические методы
Особого внимания заслуживает плазменная обработка алюминиевого листа, которая отличается высоким качеством. Суть процесса заключается в интенсивном расплавлении металла электрической дугой вдоль линии среза. Образовавшийся жидкий алюминий удаляется посредством высокоскоростного плазменного потока. Обычно для работы с этим металлом используют только неактивные газы. Но, стоит заметить, что этот вид обработки имеет некоторые недостатки. Во-первых, стоимость оборудования довольно высокая, поэтому для бытовых целей его не приобретают. Во-вторых, из-за термического воздействия кромки становятся более твердыми, и необходима последующая обработка. В-третьих, процесс предполагает потерю металла.
Гидроабразивный метод заключается в воздействии очищенной воды и специально подобранных абразивных зерен, в результате можно резать металл толщиной до 300 мм. Эта технология отличается высокой точностью. Еще одно достоинство – возможность формирования различных радиусов, скосов, острых углов и т. д. Отдав предпочтение такому способу, можно не переживать об экологической стороне. А с помощью оборудования с ЧПУ резать металл легко с минимальным вмешательством человека.
Эта технология отличается высокой точностью. Еще одно достоинство – возможность формирования различных радиусов, скосов, острых углов и т. д. Отдав предпочтение такому способу, можно не переживать об экологической стороне. А с помощью оборудования с ЧПУ резать металл легко с минимальным вмешательством человека.
Также неплохо зарекомендовала себя в этой области и лазерная резка. Правда, есть некоторые особенности такого процесса, вызванные высокой теплопроводностью металла. В этом случае луч должен быть более мощным, чем при обработке других материалов. К достоинствам метода нужно отнести высокое качество среза, возможность обрабатывать детали различной формы и сложности. Процесс протекает очень быстро и автоматизирован. Недостатки носят следующий характер. Несмотря на то что скорость обработки довольно высокая, она нестабильная. Максимальная толщина металла не должна превышать 20 мм. Да и оборудование довольно дорогостоящее.
Услуга гибки металла в Казани | Цены
Оборудование:
Гибочный станок ЧПУ AMADA HFT 80-25 (80 тонн) максимальная длина гиба 2,5 м. п.
п.
Гибочный станок ЧПУ AMADA HFE 100-30 (100 тонн) максимальная длина гиба 3 м.п.
Услуга гибки листового металла представляет собой сложный с технологической точки зрения процесс, дающий возможность придать листу металла ту форму, которая нужна для его последующей обработки.
Важно отметить то, что раскрой и гибка листового металла не только не нарушают металлической конструкции изделия, но и делают его более прочным, надёжным и долговечным в процессе эксплуатации.
К преимуществам данного метода обработки можно отнести не только улучшение качества и точности сгиба, что позволило снизить количество бракованных изделий, но и сокращение количества времени, затрачиваемого на сам процесс.
Услуги по гибке листового металла заслуживают особого внимания не только со стороны промышленных производителей, но и тех людей, которые хотят украсить свой дом или загородный участок. Ведь при помощи гибки и рубки листового металла можно получать и промышленные материалы различного назначения, и уникальные декоративные элементы, которые могут стать украшением для вас и отличным подарком для родных и близких вам людей.
Гибка металла на заказ в Казани и республике Татарстан
Наша компания готова предложить вам свои услуги! Основным направлением деятельности компании являются резка и гибка металла, которые помогут изменить формы и размер металлических изделий. В своей работе мы используем только высококачественные материалы: алюминий, чёрный, нержавеющий и оцинкованный металл.
Вы можете ознакомится с прайс листом на услуги гибки металла на нашем сайте. Точная цена за гибку листового металла определяется объемом работы.
Сделайте заказ, и мы возьмём на себя все обязательства, выполним работу качественно и в максимально сжатые сроки!
Наряду с услугами по гибке, наша компания также предлагает услуги:
- лазерной резки металла,
- слесарно-сварочных работ,
- вальцовки металла,
- лазерной резки мдф, дерева и фанеры,
- порошковой покраски металла,
- перфорации профиля
по выгодным ценам.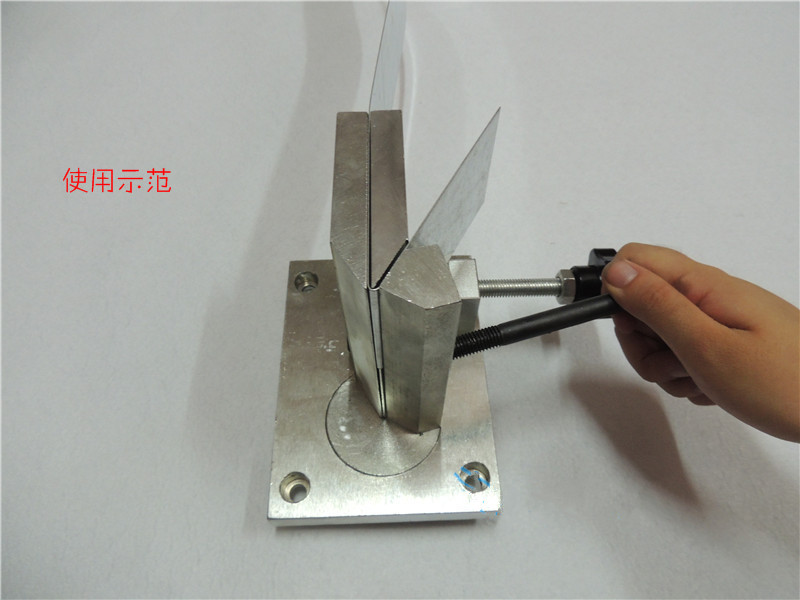
Вот лучшие алюминиевые сплавы для гибки
Свойства материалаОдной из наиболее полезных характеристик алюминия является его формуемость, и один из способов придать металлу желаемую форму – это сгибание. Некоторые алюминиевые сплавы и сплавы лучше подходят для гибки, чем другие. Это то, что вам нужно знать, чтобы выбрать тот, который вам подходит.
Процесс гибки алюминия удобен и экономичен.Это дает вам гибкость дизайна, интегрированные функции, хорошую эстетику и сложную геометрию. Вы также можете выбирать между различными процессами гибки, такими как роликовая гибка, гибка под давлением, гибка с вытяжкой и гибка с вытяжкой.
Я советую вам получить и сплав, и закалку, прежде чем выбирать метод гибки для конструкции вашего изделия.
Факторы, влияющие на изгиб алюминиевых сплавов
Какие моменты могут помочь вам выбрать подходящий сплав для гибки? А какие сплавы лучше всего гнуть?
Давайте рассмотрим три фактора: формуемость, толщину и радиус изгиба, а также процент удлинения.
- Формуемость . Обычно более высокая прочность означает, что алюминиевый сплав будет труднее изгибаться из-за компромисса между прочностью и удлинением – пластичностью. По мере того, как одно увеличивается, другое уменьшается.
- Толщина и радиус изгиба . Алюминиевые сплавы твердеют и укрепляются в процессе гибки. Поэтому необходимо учитывать толщину и радиус изгиба.
- Удлинение в процентах . Исследование процента удлинения и разницы между пределом текучести и пределом прочности также поможет вам принять правильное решение.При сравнении сплавов и сплавов склоняйтесь к сплавам с наибольшим диапазоном между текучестью и пределом прочности, поскольку это указывает на лучшую способность к формованию.
Алюминиевый сплав 3003 отлично подходит для гибки
Лучшими сериями для штамповки и, следовательно, гибки являются сплавы серий 3ххх, 5ххх и в некоторых случаях 6ххх. Например, алюминиевый сплав 6063 – хороший выбор, а 6082 – более сложный. Я бы не стал использовать сплавы семейств 2ххх и 7ххх, потому что они очень прочные и поэтому их трудно формировать.Однако при правильном состоянии изгиб этих сплавов также возможен. Я вернусь к этому позже.
Я бы не стал использовать сплавы семейств 2ххх и 7ххх, потому что они очень прочные и поэтому их трудно формировать.Однако при правильном состоянии изгиб этих сплавов также возможен. Я вернусь к этому позже.
Вот мои четыре фаворита:
- Алюминиевый сплав 3003 . В большинстве случаев это, вероятно, лучший сплав для гибки. Вы получаете среднюю прочность, очень хорошую обрабатываемость на холоде и высокое удлинение. Он также предлагает одно из самых больших различий между текучестью и пределом прочности на разрыв.
- Алюминиевый сплав 5052 . Этот сплав идет сразу после.Вы получаете высокое удлинение (не такое высокое, как 3003) и значительную разницу между текучестью и прочностью на разрыв. Вы также получаете высокую прочность по сравнению с другими сплавами без термической обработки и выдающиеся коррозионные свойства. После отжига он превосходит сплав 3003 по формуемости.
- Алюминиевый сплав 5083 . Недалеко от 5052 идет этот, его старший брат, классический сплав для морских применений с хорошей коррозионной стойкостью и свариваемостью.
 Есть некоторые вариации характера, но если вы выберете h211, h212 или O, все будет в порядке.
Есть некоторые вариации характера, но если вы выберете h211, h212 или O, все будет в порядке. - Алюминиевые сплавы 6061 и 6082 . Это универсальные термически обрабатываемые сплавы, которые после отжига обеспечивают удовлетворительную разницу между текучестью и пределом прочности при растяжении, а также хорошее удлинение. Однако их способность к изгибу уменьшится, когда вы перейдете к уровням T4 и T6. Поэтому я рекомендую согнуть в состоянии T4, а затем термически обработать до T6, если это возможно.
Не забывайте, что зернистая структура материала также влияет на способность к изгибу, хотя зернистая структура влияет на несколько процессов, а не только на гибку.
Учитывайте время при оптимизации способности алюминиевого сплава к изгибу
Мое последнее замечание: обратите внимание на темперамент, когда речь идет об оптимизации способности алюминиевого сплава к изгибу. Закалка так же важна, как и сплавы.
Для нетермообрабатываемых сплавов 3ххх и 5ххх, закалка О – это самый простой способ сгибания.
6ххх, 7ххх и 2ххх следует по возможности изгибать в состоянии Т4, так как он имеет более низкий предел текучести. Однако есть недостаток.Предел текучести в состоянии T4 со временем меняется из-за естественного старения, медленного процесса затвердевания, который происходит с течением времени.
Хотя изменение предела текучести невелико в течение короткого времени, это может вызвать отклонение упругого возврата в некоторых процессах изгиба. Так что в некоторых случаях изгиб в Т6 может быть лучшим вариантом. Существуют также специальные термообработки, которые останавливают естественное старение и позволяют термообработать материал до T6 после изгиба, что можно рассматривать.
- Состояние T4 умеренное для изгиба, с низким пределом текучести, однако для некоторых процессов изгиба могут возникать отклонения от упругости
- T6 сложнее всего согнуть, но нет вариации с пружинным возвратом
Хотите узнать больше?
5 Методы гибки и растяжения для экструзии алюминия
Когда алюминий выдавливается через матрицу, он должен выходить прямо. Разработчики штампов приложили много усилий для достижения этого результата, потому что экструзия изогнутой или скрученной формы бесполезна во многих сферах применения. Однако бывают случаи, когда требуется изогнутая или закругленная алюминиевая экструзия. Один пример – это орудия для катера, другой – компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы гнуть алюминиевый профиль: обычно наш ответ – это какой-то вариант: «Это зависит от обстоятельств».
Разработчики штампов приложили много усилий для достижения этого результата, потому что экструзия изогнутой или скрученной формы бесполезна во многих сферах применения. Однако бывают случаи, когда требуется изогнутая или закругленная алюминиевая экструзия. Один пример – это орудия для катера, другой – компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы гнуть алюминиевый профиль: обычно наш ответ – это какой-то вариант: «Это зависит от обстоятельств».
Гибка экструдированного алюминия сопряжена с множеством проблем. Здесь мы объясним, почему это нелегко, и познакомим с пятью методами, как это сделать.Если вы дизайнер, который хочет знать, каких радиусов мы можем достичь на различных участках, вы найдете здесь кое-что из того, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминия Алюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, он сплавлен с другими элементами. Эти алюминиевые сплавы производятся различных марок, называемых «серийными».Есть 1000 серий, 2000 и так далее, до 7000.
Чтобы преодолеть это, он сплавлен с другими элементами. Эти алюминиевые сплавы производятся различных марок, называемых «серийными».Есть 1000 серий, 2000 и так далее, до 7000.
Каждая серия имеет немного разный состав и, следовательно, разные свойства. Кроме того, для термообработки подходят сплавы серий 2000, 6000 и 7000. Это увеличивает их прочность при одновременном снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и устойчивостью к коррозии. Термическая обработка затрудняет изгиб сплава, поэтому, как правило, это лучше делать после придания окончательной формы.
Соображения по геометрии Изгиб сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ее ширины) разница в радиусе изгиба достаточно мала, поэтому растягивающие и сжимающие силы невелики. По мере того, как заготовка становится толще, проблемы возрастают.
В качестве примера трудности рассмотрим изгиб двутавровой балки того типа, который обычно используется в трейлерах и архитектурных приложениях.Для начала согнем его в направлении верхнего и нижнего фланцев. В этом случае центральная перемычка легко сгибается, но по мере изгиба внутренних и внешних кромок фланцев на разные радиусы они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может вызвать коробление.
Теперь, если мы согнем двутавровую балку в направлении полотна, проблемы умножатся. Разные радиусы имеют не только верхний и нижний фланцы, но и верхняя и нижняя части стенки.
Ключ к успешной гибке – это контроль перемещения каждого элемента экструзии.Это намного проще, когда экструзия симметрична, при условии, что ось симметрии совмещена с радиусом изгиба. Асимметричные профили чрезвычайно сложно согнуть без значительных искажений.
Экструзия полого профиля создает еще одну проблему: при отсутствии поддержки металл при сжатии имеет тенденцию изгибаться внутрь. В некоторой степени это можно преодолеть, если заполнить внутреннюю полость чем-то, что сопротивляется продольному изгибу, но это значительно усложняет изгиб.В качестве альтернативы можно сделать стены более толстыми, увеличить внутренние радиусы и, если возможно, добавить внутренние элементы жесткости.
В некоторой степени это можно преодолеть, если заполнить внутреннюю полость чем-то, что сопротивляется продольному изгибу, но это значительно усложняет изгиб.В качестве альтернативы можно сделать стены более толстыми, увеличить внутренние радиусы и, если возможно, добавить внутренние элементы жесткости.
В отличие от гибки листового металла на листогибочном прессе, при гибке прессованием целью является создание кривизны. Для этого экструдированный участок наматывают на матрицу. Некоторое чрезмерное изгибание обычно необходимо, потому что экструзия будет демонстрировать некоторую степень упругости. Пять наиболее распространенных методов гибки и экструзии:
- Плунжерная / нажимная гибка
В этом методе полукруглый плунжер прижимается к экструдированной секции.С обеих сторон пресс-плашки поддерживают секцию, поворачиваясь вокруг гидроцилиндра. Плунжер имеет форму зеркального отражения профиля внешнего сечения, как и штампы давления. Несколько изгибов можно расположить близко друг к другу, хотя за один раз выполняется только один. Наименьший достижимый радиус изгиба примерно в четыре раза больше диаметра секции (или описанной окружности).
Несколько изгибов можно расположить близко друг к другу, хотя за один раз выполняется только один. Наименьший достижимый радиус изгиба примерно в четыре раза больше диаметра секции (или описанной окружности).
- Ротационная гибка с вытяжкой
Этот метод позволяет получить очень малый радиус изгиба – примерно такой же, как диаметр сечения.Гибочная матрица имеет круглую форму с зеркалом внешнего профиля сечения примерно на 270 ° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, охватывая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением матрицы.
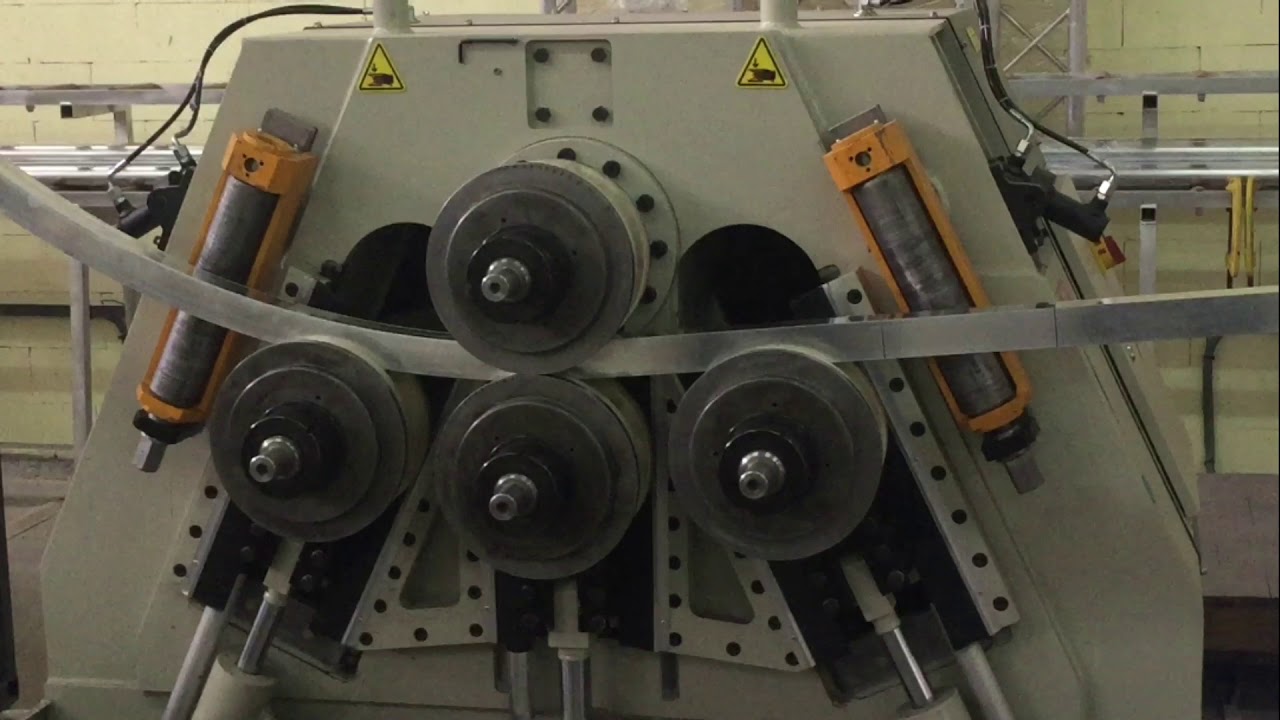
- Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с помощью плунжера / толкания, секция поддерживается в двух местах, а матрица опускается между ними.Отличие заключается в том, что цилиндр и пресс-плашки заменяют ролики. Имея форму, соответствующую секции, они вращаются, протягивая секцию насквозь и создавая большой радиус. При гибке валков можно даже получить полные круги. Его часто используют для придания формы большим сечениям, используемым в архитектурных или строительных приложениях.
Имея форму, соответствующую секции, они вращаются, протягивая секцию насквозь и создавая большой радиус. При гибке валков можно даже получить полные круги. Его часто используют для придания формы большим сечениям, используемым в архитектурных или строительных приложениях.
- Компрессионная гибка
Здесь экструзия прижимается к стороне неподвижного плунжера, который имеет зеркальный профиль вокруг дуги 180 °.Затем пресс-форма оборачивает экструзию вокруг плунжера. Минимальный радиус примерно в три раза больше диаметра экструзии или описываемой окружности. Гибка сжатием часто выполняется на станках с двумя головками для изготовления форм с симметричными изгибами на каждом конце.
- Растяжка
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажатие обоих концов экструзии для удержания ее в напряжении (растяжение). Затем закругленная матрица прижимается к средней точке экструзии для создания изгиба. Благодаря натяжению сохраняется контроль над общей длиной, имеется небольшая маркировка на поверхности и хорошая повторяемость угла изгиба.
Благодаря натяжению сохраняется контроль над общей длиной, имеется небольшая маркировка на поверхности и хорошая повторяемость угла изгиба.
При правильной настройке экструзионный пресс производит прямые отрезки экструдированного профиля. Это то, что нужно многим приложениям, таким как рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевые экструзии серии 6000 обладают хорошей формуемостью и, в зависимости от геометрии, могут изгибаться различными способами.Однако это непросто. Если вы проектируете с помощью выдавливания и хотите добавить изгибы, мы рекомендуем вам позвонить или написать по электронной почте, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Методы гибки алюминия по сравнению со сталью
Когда производители металлических кровель впервые представили алюминиевый материал для фальцевых металлических кровель, большая часть производимого алюминия имела толщину 0,032.
Тем не менее, с течением времени промышленность строительных материалов тяготеет к более толстым кровельным и отделочным материалам, особенно из алюминия.Округ Дейд, Флорида, ввел в действие новые правила ветровой нагрузки для металлических кровель, которые требовали использования алюминия 0,040 для крыш и толщины 0,050 для отделочного материала, чтобы соответствовать требованиям правил.
Следовательно, подрядчики переходили от использования кровли Galvalume толщиной 0,018 к 0,024 или горячеоцинкованной стали и изделий для отделки к алюминию толщиной от 0,032 до 0,050. Многие подрядчики предполагали, что алюминий изгибается так же, как сталь, и поэтому считали, что для получения четких изгибов алюминия, как они это сделали со сталью, не требуется небольшая регулировка.Это привело к тому, что некоторые подрядчики согнули эти более тяжелые алюминиевые изделия за пределы их пределов прочности на разрыв, что привело к растрескиванию металла и краски, а также к тому, что потрескавшийся алюминий под краской стал серебристым.
Путем правильной регулировки гибочного пресса для листового металла подрядчики могут предотвратить растрескивание алюминиевого сплава под действием деформации изгиба. Чтобы настроить ручной тормоз для выполнения изгиба, вырежьте верхнюю прижимную пластину ручного тормоза. Это снизит нагрузку на алюминий и по-прежнему позволит вам получить надлежащий изгиб листа из алюминиевого сплава.
И помните, что одна основная теория связана с радиусом изгиба. Вы можете сделать изгиб по прямой, если используете направляющую, в три-пять раз превышающую толщину. Более резкий изгиб приведет к растрескиванию материала.
Алюминий имеет тенденцию к растрескиванию и не изгибается так, как сталь, в обычных листогибочных прессах. Алюминий также требует расчета радиуса изгиба в зависимости от толщины алюминия.
Обычное эмпирическое правило заключается в том, что радиус изгиба алюминия должен быть в 3-5 раз больше толщины металла; для этого необходимо использовать перекладину для носа, эквивалентную:. От 064 до 0,096 дюйма. Все исследования показывают, что этот подход предлагает лучший способ изгибать алюминий без растрескивания краски и металла. Используя эмпирическое правило, приведенное выше, диапазон радиуса изгиба для различных алюминиевых манометров Englert следующий:
От 064 до 0,096 дюйма. Все исследования показывают, что этот подход предлагает лучший способ изгибать алюминий без растрескивания краски и металла. Используя эмпирическое правило, приведенное выше, диапазон радиуса изгиба для различных алюминиевых манометров Englert следующий:
- 0,96–0,16 дюйма 032 = 0,0
- 0,040 = 0,12–2 дюйма
Для получения дополнительной информации по гибке алюминия обращайтесь в Englert.
Что нужно знать об алюминиевом сплаве 3003
Что касается элементов, алюминий доступен в больших количествах в земной коре.Как металл, это полезный материал для многих отраслей промышленности. Существуют различные виды металлического алюминия, называемые алюминиевыми сплавами, которые различаются по характеристикам.
Некоторые из них включают алюминий 3000, сплав 2011, алюминий 6061 и сплав 1100. Чтобы понять, что такое комбинированные металлы, вы должны знать процедуру легирования. Во-первых, должны быть металлические компоненты, такие как медь, магний и сталь.
Согласно последним исследованиям, сталь составляет около 30 миллиардов долларов дохода в США.Затем эти элементы из металла сочетаются с неблагородным металлом, которым в данном случае является алюминий. В этой статье подробно рассматриваются свойства и применение алюминия 3003.
Физические характеристики алюминия 3003
Комбинированные металлы, такие как алюминиевые сплавы, различаются по формуемости, механической обработке, коррозионной стойкости, прочности и термостойкости. Типы и пропорции легирующих компонентов определяют разницу. Обычно используется алюминиевый сплав 3003, а в коммерческих целях добавляют марганец для повышения его прочности.
Превосходит сплав 1100, так как на 20% выше по прочности. По показателям прочности сплав 3003 считается средним и получается твердым методом холодной обработки. Сплавы марки 3ххх упрочняются без термической обработки.
Процедура наклепа включает механическую деформацию, например, удар молотком и прокатку. В зависимости от метода, применяемого при закалке, он может иметь более значительные обозначения, например, алюминий 3003 с закалкой h28 (3003-h28). Когда дело доходит до коррозионной стойкости, свариваемости и формуемости, он оценивается как отличный.
В зависимости от метода, применяемого при закалке, он может иметь более значительные обозначения, например, алюминий 3003 с закалкой h28 (3003-h28). Когда дело доходит до коррозионной стойкости, свариваемости и формуемости, он оценивается как отличный.
Процесс изготовления
Различные металлы по-разному реагируют на методы изготовления. Все сплавы, включая нержавеющую сталь, алюминиевые сплавы и медную латунь, имеют разные производственные процессы. Большинство отраслей предпочитают использовать алюминий в качестве сырья из-за процесса изготовления металла.
При использовании в автомобилях, космических кораблях или солнечных батареях, для того, чтобы алюминиевые компоненты соответствовали их стандартам, необходим определенный уровень производства. С новой технологией процесс становится менее сложным.Сплавы из алюминия обычно поставляются в виде незавершенных изделий, таких как катушка, пластина, лист, труба и проволока.
Затем различные формы превращаются в готовую продукцию с помощью многих процессов. Резка обычно выполняется ножницей, долблением или распиловкой.
Резка обычно выполняется ножницей, долблением или распиловкой.
Свойства изгиба алюминиевого сплава 3003
Для гибки алюминия можно использовать различные методы, включая трехвалковую гибку, трехточечную гибку, формование с вытяжкой, наматывание и оправку. Подходящий метод зависит от формы сплава.Трехвалковая гибка включает в себя основной гибкий ролик, который постепенно вдавливается в заготовку до достижения подходящего радиуса.
Точно так же, как трехвалковая гибка, трехточечная гибка медленно или мгновенно продвигает объект насквозь. Два метода гибки реализованы в неактивных областях. Что касается изгиба, из-за его пластичности основным материалом является алюминий.
Алюминиевый сплав 3003 легко гнется, что обеспечивает большой радиус и высокую эластичность. Наименьший допустимый радиус изгиба зависит от таких факторов, как состояние, функции оправки, сплав и размеры поперечного сечения.По этой причине трудно дать общее правило относительно радиусов изгиба.
Типичные области применения
Поскольку алюминий используется в нескольких отраслях промышленности, включая авиакосмическую, он считается сплавом общего назначения. В строительном секторе алюминиевый сплав 3003 используется для изготовления крыш, гнутых листов, сайдинга и акустических потолков. Контейнеры для хранения, готовые металлические изделия и трубы используются в пищевой и химической промышленности.
Одно из важных применений алюминиевого сплава 3003 – в охлаждающих устройствах тепловых двигателей, включая радиаторы, поскольку он является легким и теплопроводным.Для систем отопления и охлаждения сплав используется в испарителях кондиционеров, радиаторах автомобилей и теплообменниках. Другие популярные применения включают кухонную утварь, поддоны для кубиков льда, панели холодильников, топливные баки и сосуды под давлением.
Марка алюминия этого сплава делает его идеальным для различных применений. Вы можете получить широкий спектр применения сплава 3003-алюминий из-за его реакции на определенные факторы, такие как изгиб, термообработка и упрочнение.
Aluminium Tube Bending II: Какие типы алюминиевых сплавов лучше всего подходят для гибки и почему?
В предыдущем посте мы рассказали об основных свойствах алюминиевых сплавов и о том, как их идентифицировать.Алюминий высокой чистоты – один из самых мягких металлов, что делает его чрезвычайно пластичным, легко сгибается или иным образом формируется без ущерба для его целостности. Он чрезвычайно гибкий и работоспособный, по сравнению, например, со сталью, которую гораздо труднее придать форме. В то время как чистый алюминий, как правило, является самым легким для сгибания и формования видом алюминия, есть некоторые алюминиевые сплавы, которые лучше сгибать, чем другие.
Характеристики изгиба, которые необходимо учитывать
При определении того, подходит ли конкретный алюминиевый сплав для гибки, следует учитывать следующие факторы:
1.Формуемость
Некоторые сплавы имеют более высокую формуемость, чем другие, что делает их более подходящими для процесса гибки. Часто, чем выше формуемость сплава, тем ниже прочность, но наличие одного не всегда означает компромисс для другого. Вскоре мы поговорим о том, какие сплавы лучше всего подходят для формования и гибки.
Часто, чем выше формуемость сплава, тем ниже прочность, но наличие одного не всегда означает компромисс для другого. Вскоре мы поговорим о том, какие сплавы лучше всего подходят для формования и гибки.
2. Толщина и радиус изгиба
Еще одним важным фактором, который следует учитывать в процессе гибки, является толщина и радиус изгиба сплава.Как и любой листовой металл, алюминий «затвердевает» в процессе формования, а это означает, что он становится прочнее и тверже в процессе гибки. Если радиус небольшой или острый по сравнению с толщиной изгибаемого материала, то материал будет переутомлен и более подвержен разрушению.
Если радиус изгиба меньше рекомендуемого минимума, основанного на типе сплава, это может нарушить целостность детали в дополнение к аннулированию гарантии, выданной поставщиком.Следовательно, при формовании алюминия очень важно придерживаться указанного диапазона, рекомендуется проявлять особую осторожность при использовании меньшего радиуса.
3.
 Процент удлинения
Процент удлиненияПроцент удлинения является еще одним важным фактором, который следует учитывать при изгибе сплавов, и относится к разнице между пределом текучести материала и его пределом прочности на растяжение. Предел текучести относится к точке, в которой алюминиевый сплав изгибается и больше не возвращается к своей первоначальной форме.Прочность на растяжение относится к общей величине напряжения, которое может быть приложено к материалу до его разрушения. Чем больше разница между ними, тем лучше формуемость сплава.
Лучшие алюминиевые сплавы для гибки
Помимо чистого алюминия (серия 1xxx), лучше всего подходят для формовки и гибки серии 3xxx, 5xxx и 6xxx. В каждой серии следующие сплавы считаются исключительно подходящими для гибки по разным причинам:
- Серия 3003, нетермообрабатываемый сплав, является отличным решением для различных применений, так как это относительно прочный сплав, обладающий высокой обрабатываемостью в холодном состоянии, и высокий процент удлинения (25%).

- Серия 5052 – еще один отличный сплав без термической обработки для использования в проектах по гибке, который почти так же хорош, как серия 3003. Он обладает высокой коррозионной стойкостью, является самым прочным сплавом, не подвергающимся термической обработке, и обладает отличной формуемостью.
- Серия 6061, термообрабатываемый сплав, который часто используется для изгиба, поскольку он обладает потенциалом высокой прочности на разрыв, а также высокого процента относительного удлинения.
Сплавы серий 7xxx и 2xxx, с другой стороны, не рекомендуются для проектов по гибке труб, поскольку они являются самой прочной серией, что затрудняет их гибку и формование.
Гибка алюминия | Минифабер
Minifaber имеет более чем 50-летний опыт гибки алюминия, поэтому он не только предоставит вам желаемый полуфабрикат или готовый продукт, но также поможет вам с индивидуальными консультациями. Технический отдел Minifaber проведет вас через на каждом этапе процесса гибки алюминия от самого начала до самого конца, убедившись, что вы выберете правильный сплав, который наилучшим образом отвечает вашим потребностям.
Как работает гибка алюминия?
Процесс гибки алюминия значительно упрощается благодаря хорошо известным характеристикам этого металла. В формах высокой чистоты алюминий мягкий, пластичный, податливый и легкий. Эти особенности позволяют изгибать алюминий без риска поломки и образования трещин.
Однако во многих случаях чистого алюминия недостаточно (даже если его легче гнуть), и возникает потребность в алюминиевых сплавах .
Итак, какие сплавы лучше всего подходят для гибки?
Если вас интересует процесс гибки алюминия Minifaber, свяжитесь с нами! Мы окажем вам индивидуальную помощь. Свяжитесь с нами!Гибка алюминиевых сплавов
Чтобы ответить на этот вопрос, нам нужно рассмотреть 3 вещи :
1.Формируемость
Алюминий имеет широкий спектр различных сплавов с различным химическим составом, что делает их применимыми в различных областях обработки металлов.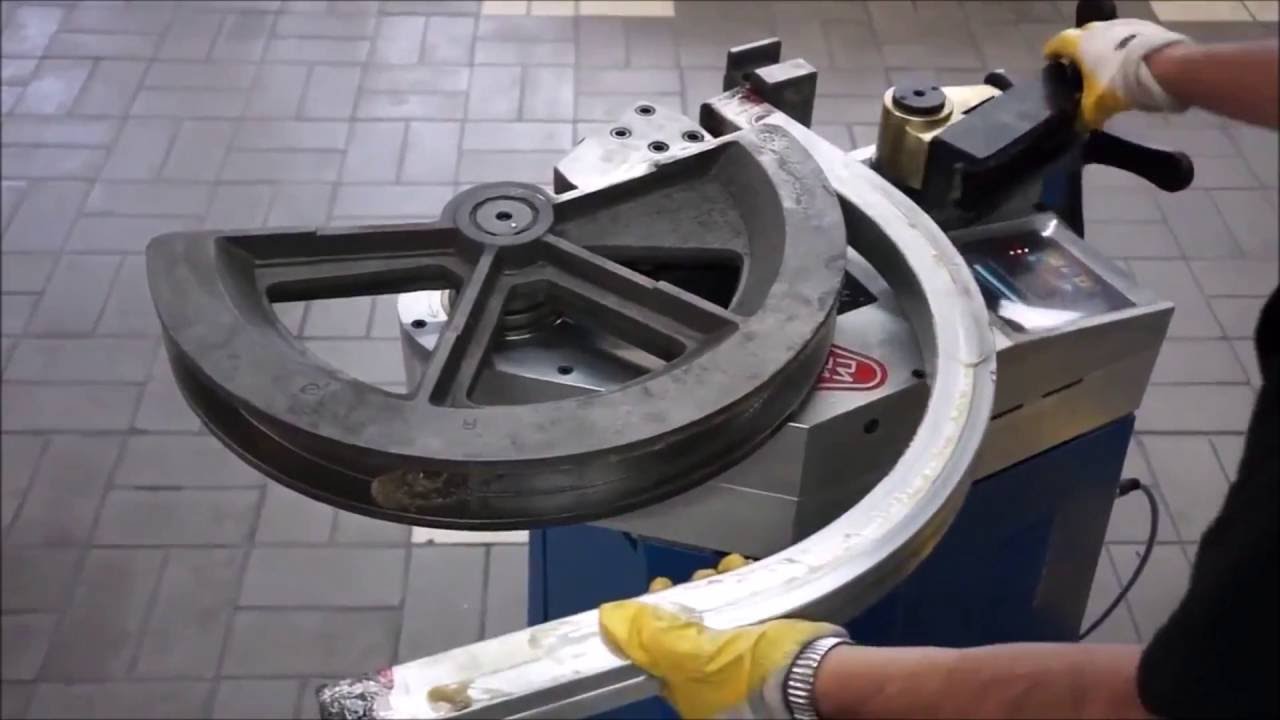 Давайте посмотрим на все различные серии алюминиевых сплавов :
Давайте посмотрим на все различные серии алюминиевых сплавов :
- Серия 1 : это сплавы, содержащие 99% чистого алюминия. Они очень пластичны и обладают отличной коррозионной стойкостью.
- Серия 2 : здесь алюминий смешан с медью. Эти сплавы имеют ограниченную формуемость в холодном состоянии и меньшую коррозионную стойкость, чем другие сплавы, поэтому перед использованием их анодируют.
- Серия 3 : здесь алюминий смешан с 1% марганца.Эти сплавы обладают хорошей коррозионной стойкостью и очень хорошей формуемостью.
- Серия 4 : эти сплавы содержат добавку кремния, которая снижает температуру плавления, и поэтому они полностью используются для производства сварочной проволоки.
- Серия 5 : эти сплавы смешаны с магнием. Они демонстрируют очень хорошее сочетание высокой прочности, устойчивости к коррозии, формуемости и хорошей свариваемости.

- Серия 6 : эти сплавы изготовлены из смеси алюминия, магния и кремния.Они обладают высокой прочностью, хорошей коррозионной стойкостью и простотой формования и в основном используются в архитектурных приложениях.
- Серия 7 : в эту серию входят сплавы из алюминия, цинка и магния, а также сплавы из алюминия, цинка и меди. Они обладают очень высокой прочностью, что затрудняет их формирование.
2.Толщина и радиус изгиба
При гибке алюминия нужно учитывать еще кое-что: в процессе гибки алюминий затвердевает и упрочняет из-за рабочего эффекта.Следовательно, толщина алюминиевого листа и радиус изгиба также являются критическими факторами, которые необходимо учитывать.
3. Уровень удлинения
Наконец, третий фактор, который необходимо учитывать, – это процентное удлинение каждого сплава и разница между пределом текучести и пределом прочности при растяжении. От этого процента зависит уровень формуемости алюминиевого сплава.
От этого процента зависит уровень формуемости алюминиевого сплава.
Согласно этому механическому правилу: , чем выше значение удлинения (что означает, что чем шире диапазон между текучестью и пределом прочности), , тем лучше формообразующая способность сплава .
Итак, после применения этого правила к характеристикам вышеупомянутых сплавов, похоже, что лучшая серия алюминия для гибки – это серия 3, 5 и в некоторых случаях 6 . Серии 2 и 7 следует избегать из-за того, что, будучи чрезвычайно сильными, их сложно сформировать каким-либо образом.
Если вас интересует процесс гибки алюминия Minifaber, свяжитесь с нами! Мы окажем вам индивидуальную помощь. Свяжитесь с нами!Какой алюминиевый сплав лучше всего гнется?
«Какой алюминиевый сплав лучше всего изгибается?» – это частый вопрос, на который клиенты хотят получить ответ. В этом посте мы вам это объясним.
В этом посте мы вам это объясним.
Фон
Алюминий высокой чистоты мягкий и пластичный. Гибка – это деликатный и сложный процесс в большинстве случаев, и обычные процессы производства требуют определенной степени формуемости, которая делает ваш выбор правильного сплава критическим.
В зависимости от назначения сплавы в процессе производства проходят различные процедуры термообработки. Обычно чистый алюминий легче обрабатывается, чем сплавы. Отожженные и искусственно состаренные закалки легче обрабатывать, чем закаленные и искусственно состаренные.
Clinton Aluminium предлагает широкий спектр продуктов, каждая из которых охватывает широкий спектр приложений и процессов. От нетермообрабатываемых 3003 и 5052 до термообрабатываемых 2024, 6061 и 7075, у вас есть много вариантов на выбор.
Но вопрос остается прежним – какой сплав лучше всего подходит для гибки? Есть три фактора, которые влияют на ответ.
Фактор 1 – формуемость
Чтобы лучше понять это, нам нужно поговорить о сплавах, что является первым фактором, который следует учитывать при выборе.У алюминия есть различные обозначения, которые имеют разный химический состав, что делает их применимыми в различных областях обработки металлов. Наиболее важные из них:
- Серия 1xxx – это алюминиевые сплавы с содержанием алюминия 99,00%. У них небольшая структурная ценность. Они очень пластичны в отожженном состоянии и обладают отличной коррозионной стойкостью.
- Серия 2xxx – это алюминиево-медные сплавы. Эти сплавы имеют отличную обрабатываемость, ограниченную формуемость в холодном состоянии (за исключением отожженного состояния) и меньшую коррозионную стойкость, чем другие сплавы, поэтому перед использованием их анодируют.
- Серия 3xxx – это алюминиево-марганцевые сплавы. С добавлением 1% марганца эти сплавы не имеют значительной потери пластичности, обладают хорошей коррозионной стойкостью и очень хорошей формуемостью.
 Эта серия является одной из наиболее предпочтительных для приложений , формирующих .
Эта серия является одной из наиболее предпочтительных для приложений , формирующих . - Серия 4xxx – это алюминиево-кремниевые сплавы. В эту серию добавлен кремний, что снижает температуру плавления, и по этой причине они полностью используются для производства сварочной проволоки.
- Серия 5xxx – это алюминиево-магниевые сплавы. Они демонстрируют очень хорошее сочетание высокой прочности, устойчивости к коррозии, формуемости и хорошей свариваемости.
- Серия 6xxx – это сплавы алюминия, магния и кремния. Эти термически обрабатываемые сплавы обладают высокой прочностью, хорошей коррозионной стойкостью и легкостью формуемости. В основном используются в архитектурных приложениях.
- Series 7xxx – это сплавы Алюминий – Цинк – Магний и Алюминий – Цинк – Медь.Они обладают очень высокой прочностью, что затрудняет их формирование.
Источник: http://www. slideshare.net/corematerials/talat-lecture-1501-properties-characteristics-and-alloys-of-aluminium/21
slideshare.net/corematerials/talat-lecture-1501-properties-characteristics-and-alloys-of-aluminium/21
Итак, мы видим, что определенные сплавы обладают высокой способностью к формованию, что обеспечивает надлежащее поведение при обработке и особенно при гибке.
Фактор 2 – толщина и радиус изгиба
Еще один фактор, который следует учитывать, это то, что в процессе гибки металл твердеет и упрочняется за счет рабочего воздействия.Помимо выбора сплава, критическими факторами также являются толщина и радиус изгиба. В таблице ниже показаны допустимые радиусы изгиба для изгиба 90, o .
Источник: https://www.aircraftspruce.com/pdf/2015Individual/Cat15056.pdf
Фактор 3 – относительное удлинение
Третий фактор, который следует учитывать, заключается в том, что формуемость конкретного сплава можно определить по проценту удлинения и разнице между пределом текучести и пределом прочности при растяжении.
Это правило гласит, что чем выше значение удлинения (чем шире диапазон между текучестью и пределом прочности), тем лучше формообразующая способность сплава.
Из вышеупомянутых описаний сплавов и данных, приведенных в таблице 3 (ниже), совершенно очевидно, что лучшими сериями для штамповки и, следовательно, для гибки являются серии 3ххх, 5ххх и в некоторых случаях 6ххх. Серии 2xxx и 7xxx не рассматриваются, поэтому их следует избегать из-за их высокой прочности. Их сложно сформировать любым способом.
Верхние 3 алюминиевых сплава для гибки
1. 3003 . Это было бы лучшим решением для большинства приложений. Этот сплав демонстрирует среднюю прочность, лучшую обрабатываемость в холодном состоянии вместе с высоким удлинением, например 25%, и одно из самых больших различий между пределом текучести и пределом прочности на разрыв 14 Ksi (килофунт силы на квадратный дюйм) при 0 состоянии – отожженный, с последующим состояние h24, частично отожженное и упрочненное деформацией.
2. 5052. 5052 – второе место.В отожженном состоянии он имеет удлинение 20% и разницу между текучестью и пределом прочности на разрыв 21,5 Ksi. Это сплав с наивысшей прочностью из наиболее распространенных нетермообрабатываемых марок. Он обладает отличными коррозионными свойствами и в отожженном состоянии имеет лучшую формуемость, чем сплавы 3003 или даже 1100, с разницей между текучестью и пределом прочности на разрыв 21,5 Ksi и относительным удлинением до 20%.
Это сплав с наивысшей прочностью из наиболее распространенных нетермообрабатываемых марок. Он обладает отличными коррозионными свойствами и в отожженном состоянии имеет лучшую формуемость, чем сплавы 3003 или даже 1100, с разницей между текучестью и пределом прочности на разрыв 21,5 Ksi и относительным удлинением до 20%.
3. 6061. Это один из самых универсальных из семейства термически обрабатываемых сплавов.В отожженном состоянии его можно использовать для изгиба, поскольку разница между пределом текучести и пределом прочности составляет 10 Ksi, а относительное удлинение – до 18%. Однако при переходе к уровням T4 и T6 способность к изгибу имеет тенденцию к снижению. Сгибание этих сплавов с термообработкой возможно, но требует большой осторожности и, вероятно, большего радиуса изгиба, чтобы избежать растрескивания.
Сплавы 7005 и 2024 не рекомендуются для гибки, поскольку они оба являются сплавами с большой прочностью и способностью к формованию, которые очень ограничены даже в отожженном состоянии.
Помимо этого, специальные продукты, такие как ATP-5, K100-S, Duramold-2, Duramold-CS и M-1, не рекомендуются для гибки. Таблица_3 ниже показывает характеристики сплавов, обсужденных ранее.
Источник: https://www.aircraftspruce.com/pdf/2015Individual/Cat15056.pdf
Приложение_A
Расчет максимальной силы изгиба:
Где,
- F = усилие изгиба
- TS = Прочность на растяжение листового металла
- W = ширина детали в направлении оси изгиба
- T = толщина заготовки
- K bf = 1,33 для V-образного изгиба
- K bf = 0,33 для гибки кромок
Дополнительные вопросы
Если вы хотите узнать больше о гибке определенных сплавов или о том, какой сплав лучше всего подходит для вашей области применения, свяжитесь с нашим отделом продаж по телефону 800-826-3370 .
.