Гибка листового металла: Гибка листового металла – технология процесса
alexxlab | 31.12.2022 | 0 | Разное
Работа с металлом. Гибка — Национальная сборная Worldskills Россия
“
Гибка металла позволяет производить объемные изделия из плоских заготовок. Несмотря на внешнюю простоту процесса, необходимо точно знать, что делать, чтобы деформация металла прошла успешно. Давайте детально разберемся со всеми тонкостями этой операции.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Операция холодного и горячего деформирования металла
Станок для гибки листового металла
Видеолекция
Конспект
Работа с металлом. Гибка
Гибка металла: процесс
1. Расчет плоской развертки
Рассчитываем плоскую развертку детали. Для этого изучаем чертеж и определяем следующие характеристики:
- марку металла
- радиус гиба
- угол гиба
- количество перегибов детали
Затем производим расчеты плоской развертки, используя следующие формулы:
2. Подготовка детали
Подготовка детали
Переносим на металл расчеты заготовки. При разметке внешнего контура заготовки используем чертилку
Нарезаем металл и обрабатываем. Как это сделать, мы подробно разбирали в предыдущих видео
3. Гибка детали
Настраиваем листогиб.
Размещаем два листа металла справа и слева по краям рабочей зоны
Регулируем зажим так, чтобы каждый лист можно было двигать руками из стороны в сторону
Регулируем положение гибочной балки, ориентируясь на толщину металла и радиус гибки
Приступаем к гибке металла на листогибе.
Зажимаем деталь на листогибе
Аккуратно поднимаем станину на нужный угол гиба и формируем деталь
Важно
В процессе изгиба металлопрокат получает следующие искажения формы:
- изменение толщины, особенно для толстолистовых заготовок
- распружинивание / пружинение, то есть самопроизвольное изменение конечного угла гибки
- складкообразование металлического листа
- появление линий течения металла
“
Вы узнали обо всех тонкостях операции гибки металла на листогибе. А теперь предлагаем проверить полученные знания!
А теперь предлагаем проверить полученные знания!
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Меньше 1
Равен 1
Больше 1
Рассчитывается по формуле, нужно больше информации
| Дальше |
| Проверить |
| Узнать результат |
От радиуса гиба
От толщины металла
От радиуса гиба и толщины металла
От толщины металла и марки материала
| Дальше |
| Проверить |
| Узнать результат |
Они сжимаются
Они растягиваются
Они остаются неизменными
Они образуют складку
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
Гибка листового металла цена за метр в СПб – Услуги по гибке металла от ЛазерФлекс
Гибка листового металла – это прогрессивная технология обработки металла, в процессе которой получается заготовка необходимой формы. Осуществляется операция посредством сжатия и растяжения внутренних слоев металлического листа без применения сварочных аппаратов. Лист в процессе гибки деформируется, принимая нужную конфигурацию. Структура металла не нарушается, конструкция остается высокопрочной и долговечной.
На выгодных условиях услуги гибки металла толщиной 10 мм в Санкт-Петербурге оказывает компания LASERFLEX.
Гибка стали
Гибка алюминия
Гибка меди
Гибка латуни
Гибка труб
Цена на гибку металла
| Толщина металла, мм | Цена за один гиб в рублях с учетом НДС 20% в зависимости от длины заготовки | |||
| до 500 мм | свыше 500 мм | свыше 1500 мм | свыше 2500 мм | |
| до 2 | 10 | 18 | 25 | 32 |
| 3 | 15 | 28 | 35 | 42 |
| 4 | 30 | 38 | 45 | 52 |
| 5 | 35 | 43 | 50 | 62 |
| 6 | 40 | 48 | 55 | |
| 8 | 45 | 53 | 60 | 82 |
| 10 | 50 | 58 | 65 | 92 |
Применение гибки металла
Операции изгибания проводятся в механизированном режиме. Для гибки используются высокотехнологичные станки, работающие с алюминием, сталью, медью, окрашенными и оцинкованными листами.
Для гибки используются высокотехнологичные станки, работающие с алюминием, сталью, медью, окрашенными и оцинкованными листами.
В компании LASERFLEX технологией изгибания заказать можно изделия любой сложности:
- подвесные системы;
- декоративные отделочные элементы;
- водосточные трубы и желоба;
- уголки, сборные перегородки, откосы;
- дымоходы;
- корпусные и каркасные конструкции, и многие другие изделия.
Используя современные листогибочные прессы специалисты LASERFLEX за один рабочий цикл изготавливают заготовки с несколькими линиями сгиба без смены инструментов и переналадки оборудования. За счет сокращения количества стыков и стыкуемых элементов готовые конструкции получаются надежными и привлекательными внешне.
Типы гибки листового металла
Гибка тонколистового металла в СПб производится вручную или с помощью автоматизации процесса. Обработка происходит на специализированном оборудовании — прессах. Использование оборудования этого типа наиболее часто применяется для изменения формы листового металла.
У нас вы можете заказать услуги по гибке металла на высокотехнологичных прессах в соответствии с запросами клиента. Наши мастера способны изготовить из плоского листа детали необходимой конфигурации. Мы предлагаем доступные цены.
Преимущества технологии гибки металла
Листовая гибка – это эффективное направление в сфере металлообработки, позволяющее получать бесшовные монолитные конструкции с высокой точностью линейных углов и размеров.
В сравнении с другими технологиями металлообработки преимущества листовой гибки неоспоримы:
- полная автоматизация технологического процесса;
- высокая точность сгибов и качество готовых деталей;
- получение цельных конструкций с отсутствием швов, что повышает прочность и предотвращает развитие коррозии;
- возможность изготавливать детали разных толщин и конфигураций из различных материалов;
- минимизация брака за счет высокоточного оборудования.
Выполненная профессионалами LASERFLEX гибка листового металла позволяет получить заготовки неизменного качества и отменными эксплуатационными показателями.
Остались вопросы? Заполните форму и мы свяжемся с вами в ближайшее время
Наша компания располагает собственным складом металлопродукции, что поможет Вам снизить расходы на производство.
Наша компания располагает современным высокотехнологичным оборудованием.
Специалисты ЛАЗЕРФЛЕКС осуществляют доставку изделий.
Наши мастера имеют рекомендации на выполнение работ любой степени сложности.
Все выполняемые нами работы проходят обязательный контроль качества.
Выполнение заказов клиентов максимально оперативно, в срок от 3 до 5 рабочих дней.
Юрий15.12.2021
Сергей25.10.2021
Смотреть все отзывы
Калькулятор гибки листового металла – SendCutSend
Используйте калькулятор гибки SendCutSend, чтобы ввести желаемый материал и единицы измерения для вашей конструкции, чтобы получить расчетный допуск на изгиб и вычет изгиба для вашей детали перед отправкой ее на наши лазеры.
Воспроизвести видео
Использование калькулятора гибки
Мы составили это руководство, чтобы помочь вам узнать, как использовать наш Калькулятор гибки для деталей из листового металла, гнутых на станке с ЧПУ. Следуйте приведенным ниже инструкциям и внедрите результаты в свой собственный файл для достижения наилучших результатов.
Шаг 1: Выберите тип материала, толщину и требуемые единицы измерения
Шаг 2: Выберите вид
По умолчанию используется вид сверху на деталь, для которой вы собираете данные. Вы можете выбрать вид сбоку, чтобы получить представление о том, как он будет выглядеть после изгиба 9.0003
Шаг 3: Введите базовую длину
Это представляет собой общий внешний требуемый размер основания, центра или наибольшей части детали. Если бы это был U-образный профиль, это был бы внешний размер после изгиба центральной секции.
Шаг 4: Введите размеры фланца
Они также вводятся в желаемом внешнем размере после гибки. Вы можете отрегулировать фланцы по обе стороны от основания, выбрав левое или правое положение.
Это приведет к тому, что на виде сверху будет показано место, где линии сгиба должны быть размещены на развертке с учетом вычета сгиба.
Шаг 5: Настройте свой дизайн
Затем вы можете настроить свой дизайн, чтобы он соответствовал общему внешнему размеру (17,765 дюйма), и добавить линии сгиба (3,903 дюйма) от края детали. После того, как он будет согнут, он будет иметь желаемые внешние фланцы (внешний размер 4 дюйма) и основание (внешний размер 10 дюймов).
Если вы используете программу 3D CAD, нарисуйте деталь с установленными фланцами, используя функцию листового металла в любой используемой вами программе САПР. После того, как фланцы будут на месте, отредактируйте радиус изгиба, чтобы он соответствовал расширенным данным, найденным в нижней части калькулятора изгиба.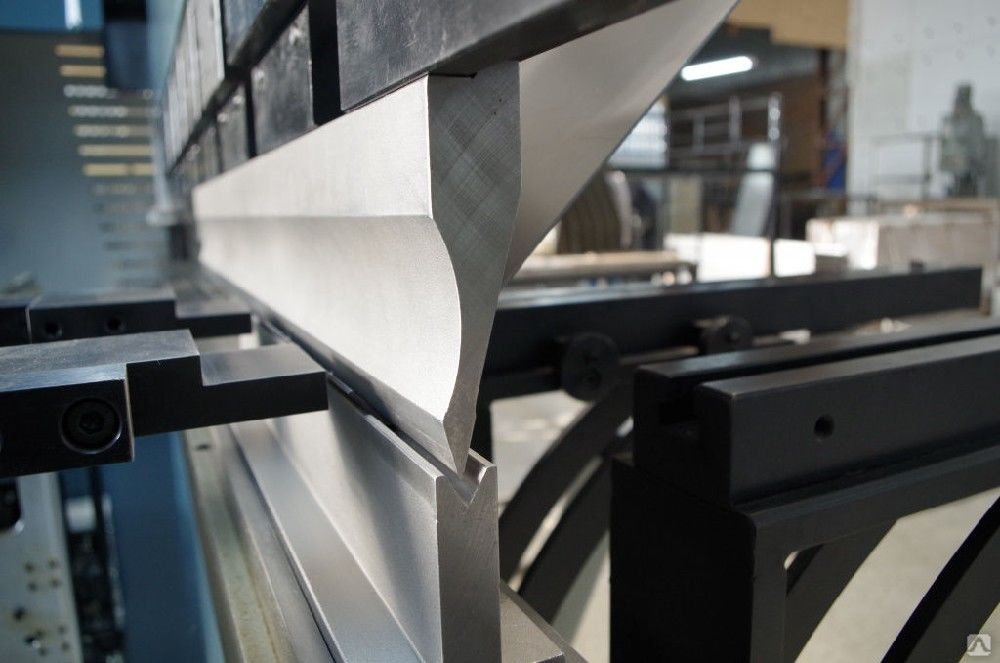 После обновления радиуса отрегулируйте значение К-фактора или вычитания изгиба, чтобы оно соответствовало этому в дополнительных деталях. Чтобы проверить правильность детали, вы можете разровнять ее, затем измерить общую длину и расположение линий сгиба в соответствии с компоновкой калькулятора сгиба.
После обновления радиуса отрегулируйте значение К-фактора или вычитания изгиба, чтобы оно соответствовало этому в дополнительных деталях. Чтобы проверить правильность детали, вы можете разровнять ее, затем измерить общую длину и расположение линий сгиба в соответствии с компоновкой калькулятора сгиба.
Имейте в виду, что если вам нужен определенный внутренний размер, вам нужно будет добавить некоторый зазор (не менее 0,030 дюйма) и отрегулировать его в зависимости от толщины материала. Например, эта деталь будет иметь внутренний размер около 9,762 дюйма. общая длина 17.612. Значение вычета изгиба можно найти внизу этой страницы в разделе «Дополнительные сведения». Если вы хотите узнать больше о расчете вычета изгиба, ознакомьтесь с нашим Руководством по расчету допуска изгиба и вычета изгиба.
Начните свой первый проект SendCutSend уже сегодня!
Загрузите свой проект САПР (файл DXF, DWG, EPS или AI) и получите мгновенное бесплатное предложение по изготовлению деталей, вырезанных лазером, которые будут доставлены к вашей двери в течение нескольких дней.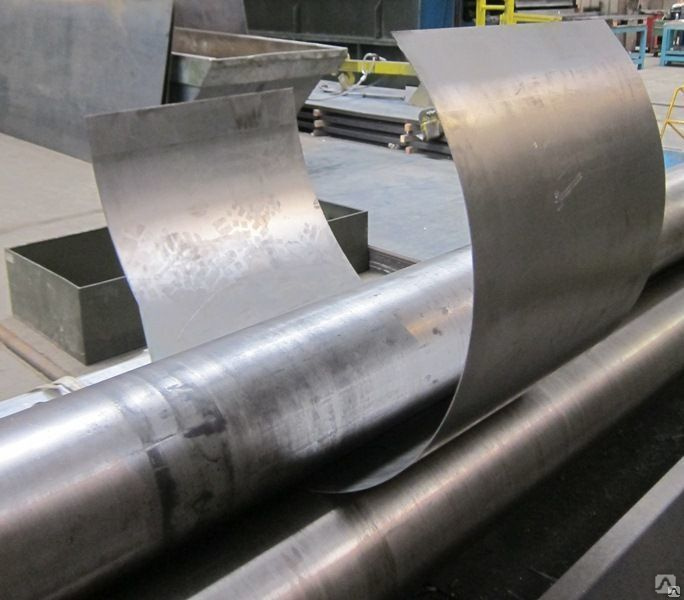
7 типов гибки листового металла, которые вы должны знать
Вы ищете способы улучшить производственный процесс при производстве листового металла? Ваша компания может извлечь большую выгоду из выбора подходящего вида гибки металла!
Придание формы металлу не составляет труда, но вы можете быть сбиты с толку, если сторонний поставщик предложит вам несколько вариантов. Вот почему вам нужно сначала иметь полное представление о гибке листового металла.
Прочтите этот пост, чтобы узнать о воздушном изгибе, изгибе/дне и чеканке. Вы станете экспертом в кратчайшие сроки!
Содержание(показать)
Гибка на воздухеДля начала давайте определим, что такое гибка листового металла. Этот процесс в основном представляет собой придание металлу заданной формы путем приложения к нему силы. Исходные формы заготовок могут существенно различаться. Но обычно это плоские листы металла.
Приступим к делу. Воздушная гибка, пожалуй, самый распространенный метод гибки листового металла. Его принцип работы заключается в придании поверхности заготовки формы V, U или любой другой формы. Это делается просто путем пробивки металла прочным рабочим инструментом.
Его принцип работы заключается в придании поверхности заготовки формы V, U или любой другой формы. Это делается просто путем пробивки металла прочным рабочим инструментом.
Такие инструменты могут различаться по своим наконечникам и буртикам матрицы. Эти элементы формируют окончательную форму заготовки из листового металла. Но принципиальным моментом является то, что заготовка при изгибе не касается стенок штампа.
С процессом гибки воздухом вы можете ознакомиться на изображении ниже.
Следует отметить, что все процессы гибки листового металла различаются по угловой точности. Он не имеет большого отношения к точности самого изгиба, т. е. к погрешности размеров. Это скорее технически поддерживаемый угол, под которым можно согнуть заготовку.
Для гибки на воздухе точность угла составляет 45° или выше. Это означает, что вы просто не сможете изготовить металлическую деталь, у которой острый угол будет меньше 45°. Это объясняется невозможностью пробивать большинство металлов под малыми углами без их растрескивания или прорезания вместо изгиба.
Воздушная гибка обладает следующими существенными преимуществами:
- Не требует первоначальных вложений в инструменты.
- Совместим практически с любым металлом независимо от его толщины.
- Метод гибки при низком давлении.
- Поверхностное повреждение происходит редко.
Однако этот метод не лишен некоторых ограничений:
- Не подходит для форм с острыми углами менее 45°, так как точность гибки низкая.
- Высокие производственные затраты на изготовленную деталь.
- Устаревшие единицы оборудования имеют тенденцию к неточному изгибу, если не используется технология лазерного измерения.
- Изогнутые детали проявляют эффект пружинения, т. е. частично возвращают свою прежнюю форму, ухудшая угол.
Что касается дна, то этот процесс аналогичен воздушной гибке. Это также метод гибки листогибочного пресса, основанный на штамповке поверхности заготовки. Таким образом, листовому металлу придается точная форма. Принципиальным моментом здесь, в отличие от гибки на воздухе, является то, что заготовка при гибке касается стенок штампа.
Это также метод гибки листогибочного пресса, основанный на штамповке поверхности заготовки. Таким образом, листовому металлу придается точная форма. Принципиальным моментом здесь, в отличие от гибки на воздухе, является то, что заготовка при гибке касается стенок штампа.
Вы можете ознакомиться с процессом дна на изображении ниже.
В отличие от чеканки, давление на заготовку не настолько велико, чтобы оставить отпечаток на материале. В основном отсутствует полный контакт пробивного инструмента и штампа с заготовкой. Но мы забегаем вперед.
Гибка/дно имеет следующие преимущества по сравнению с другими методами:
- Подходит для форм с любым углом, поскольку можно регулировать точность изгиба.
- Высокая точность метода в целом.
- Низкие производственные затраты на изготовленную деталь.
- На гнутых заготовках эффект пружинения практически отсутствует.
Этот процесс также имеет несколько недостатков, которые следует учитывать:
- В целом требуются большие первоначальные инвестиции в инструменты.

- Для некоторых форм могут потребоваться специальные инструменты.
- Инструмент оставляет следы на поверхности заготовок.
- Требует большего давления на металл, чем гибка на воздухе.

Вот интересный процесс, который, как видно, широко используется для изготовления монет. Технически конусность реализуется в любом случае, когда производителю требуется штамповка листового металла.
Принцип работы метода заключается в продавливании листового металла в нижние штампы с давлением до 30 раз большим, чем при воздушной гибке. Это вызывает постоянную деформацию заготовки в требуемую форму. В то же время он заставляет заготовку принимать форму, выгравированную на поверхности нижней матрицы, если это необходимо.
Вы можете ознакомиться с процессом чеканки на изображении ниже.
Угловая точность этого метода может варьироваться в широких пределах.
Чеканка может принести пользу вашему производству благодаря следующим плюсам.
- Эффект пружинения полностью исключен.
- Высокая точность метода в целом.
- Поддерживает любую точность изгиба.
- Может производить детали с напечатанным дизайном.
К сожалению, у процесса есть несколько существенных минусов.
- Это дорогостоящий метод, требующий больших первоначальных инвестиций.
- От умеренных до высоких производственных затрат на изготовленную деталь.
- Для большинства форм требуются специальные инструменты.
- Инструмент оставляет следы на поверхности заготовок.
- Метод гибки под высоким давлением.

Если вы когда-нибудь делали бумажные самолетики, складывание листового металла почти не отличается. Как следует из названия, фальцовка представляет собой сгибание заготовок под определенным углом.
Принцип работы метода заключается в позиционировании и удерживании металлического листа с помощью зажимного балочного инструмента. Затем этот инструмент поворачивает заготовку вокруг точки поворота, заставляя материал сгибаться.
В зависимости от выбора материала и толщины заготовки максимальный угол сгиба/сгиба составляет 45° или 9°.0°. Конечно, более толстую заготовку можно складывать снова и снова. Но, как правило, фальцовка выполняется на более тонких листах по сравнению с гибкой.
На самом деле складывание включает в себя ряд процессов, отвечающих критериям производственных технологий.
- V-образный изгиб.
- U-образный изгиб.
- Формовка.
- Свободный изгиб с односторонним зажимом.
- Трехточечный изгиб.
- Свободный круглый изгиб.

Пример гибки V-образной формы показан на изображении ниже.
Складывание имеет следующие преимущества перед другими методами:
- Это относительно простой метод.
- Низкие или умеренные производственные затраты на изготовленную деталь.
- Низкие первоначальные вложения в единицы оборудования.
- Высокая точность метода в целом.
Метод не лишен нескольких недостатков, которые следует учитывать:
- Инструмент оставляет следы на поверхности заготовок.
- Изогнутые детали демонстрируют умеренный эффект пружинения.
- Доступные углы складывания строго ограничены.
Протирка штамповкой или кромкогибка является модификацией технологии изготовления фальцевания. Это просто очередная пластическая деформация листового материала.
Это просто очередная пластическая деформация листового материала.
Принцип работы метода заключается в удерживании заготовки между подушкой и матрицей и скольжении обтирочного фланца/пуансона вниз. В результате приложенная сила изгибает заготовку, придавая ей угловатую форму.
С процессом очистки вы можете ознакомиться на изображении ниже.
Излишне говорить, что метод не поддерживает углы изгиба более 90°. Это связано с геометрией обтирочного фланца.
Но хорошо, что можно закруглить изгибаемую заготовку. Это делается простым добавлением касательных углов от радиуса как к штампу, так и к фланцу. Посмотрите, как это работает на изображении ниже.
Процесс вытирания имеет несколько существенных преимуществ:
- Практически не повреждает поверхность по сравнению с другими методами.
- Прикладываемая сила равномерно распределяется по поверхности заготовки.
- Высокая точность метода в целом.
- Может сгибать заготовку несколько раз за один проход.

Ограничения процесса, которые следует учитывать, следующие:
- Изогнутые детали проявляют умеренный эффект пружинения.
- Это дорогой метод, требующий больших первоначальных инвестиций.
- От умеренных до высоких производственных затрат на изготовленную деталь.
- Изогнутые формы требуют специальных инструментов.
Хотите верьте, хотите нет, но гибка металлических труб ничем не отличается от протирки или складывания плоских металлических листов. Вращательная гибка представляет собой сложный процесс, который может производить трубы с широким диапазоном радиусов центральной линии.
Принцип работы метода заключается в сгибании трубы с вставленной внутрь оправкой так, чтобы она соответствовала точному наружному диаметру. Внутренняя твердая опора предотвращает разрушение трубы, в то время как вращающийся штамп толкает ее вперед и одновременно вращается.
Внутренняя твердая опора предотвращает разрушение трубы, в то время как вращающийся штамп толкает ее вперед и одновременно вращается.
Этот метод очень универсален. Он может вращать трубу максимум на 180° или сгибать одну и ту же трубу несколько раз за одну руну. Но только если единица оборудования поддерживает такую возможность, конечно.
С процессом поворотной гибки вы можете ознакомиться на изображении ниже.
Процесс ротационной гибки позволит вам воспользоваться следующими преимуществами.
- Может сгибать заготовку несколько раз за один проход под разными углами.
- На изогнутых заготовках наблюдается незначительный эффект пружинения.
- Он поддерживает сложные конструкции труб и трубопроводов.
- Потенциально может обрабатывать большинство материалов различной толщины.
Недостатками вращательного изгиба являются следующие.
- Это дорогостоящий метод, требующий умеренных или высоких первоначальных инвестиций.
- От умеренных до высоких производственных затрат на изготовленную деталь.
- Для некоторых форм требуются специальные инструменты.
- Метод гибки под высоким давлением.
- При неправильном выполнении может привести к ухудшению состояния поверхности заготовки или даже разрушению.
- В целом это сложный метод.

Изгиб с уступом или сегментный изгиб представляет собой формирование сечения листового металла с помощью стрингеров и шпангоутов. Этот метод особенно полезен, когда необходимо согнуть протяженную заготовку по периодически повторяющейся схеме.
Принцип работы метода заключается в проталкивании заготовки из листового металла в блоке оборудования или тормозе. Согните металл на 20°-30° с помощью формирователей. Отпустите деталь, переверните ее и снова согните. Повторяйте до тех пор, пока не будет достигнута правильная высота секции или выступа.![]()
Вы можете ознакомиться с процессом изгиба и инструментами для него на изображении ниже.
Гибка с изгибом имеет следующие основные преимущества:
- Универсальный процесс изготовления сложных форм в соответствии с заданным рисунком.
- На изогнутых заготовках наблюдается незначительный эффект пружинения.
- Низкие или умеренные производственные затраты на изготовленную деталь.
Однако этот процесс не лишен некоторых недостатков, которые следует учитывать:
- Это дорогостоящий метод, требующий умеренных или высоких первоначальных инвестиций.
- От умеренных до высоких производственных затрат на изготовленную деталь.
- Для некоторых форм требуются специальные инструменты.
- Метод гибки под высоким давлением с неравномерно распределенным усилием.
- Неизбежно вызывает ухудшение поверхности заготовки.
