Гибка правка и рихтовка металла – —
alexxlab | 20.07.2020 | 0 | Разное
Правка, рихтовка и гибка металла. — МегаЛекции
ДНЕВНИК-ОТЧЕТ
по учебной практике
Студент ________________________________________________________________
(фамилия, имя, отчество)
Курс _____________________________ Группа _______________________________
Специальность___________________________________________________________
________________________________________________________________________
(полное название)
Руководитель практики от колледжа ________________________________________
________________________________________________________________________
(должность, фамилия, имя, отчество)
Итоговая оценка:__________________
м.п. ___________________________
(подпись руководителя практики от колледжа)
20___г.
ОПИСАНИЕ ИЗУЧЕННЫХ РАБОТ
(конструкций, технологических процессов, передовых методов труда, механизации и автоматизации производства, выполненных работ, применения информационных технологий и др.)
Вводное занятие.
Я ознакомился с программой учебной практики и с оборудованием в учебной мастерской: верстак слесарный.
Режим дня:
Понедельник-Пятница: с 8.30 до 14.00 ч.
Перерыв: с 11.00 до 11.40 ч.
Суббота-Воскресенье: выходной.
Правила техники безопасности:
· Рабочие места слесарей должны быть достаточно удалены друг от друга.
· Лучшая рабочая одежда слесаря – комбинезон. Волосы должны быть аккуратно убраны, особенно при работе на сверлильных станках или у машин, имеющие открытые движущиеся части.
Цель учебной практики:
· Получение первичных профессиональных навыков слесаря-ремонтника, умение работать на сверлильных станках.
Задачи учебной слесарной практики:
· Подготовка студентов к осознанному и углубленному обучению профессиональных и специальных дисциплин.
· Формирование у студентов умений и навыков выполнения работ на токарных и фрезерных станках.
· Обеспечение связи учебной практики с теоретическим обучением.
Оборудование рабочих мест: верстак, тиски, токарный станок, сверлильный станок.
Контрольно-измерительные инструменты.
1. Универсальный штангенциркуль.
Перед тем, как приступить непосредственно к измерениям, штангенциркуль следует очистить от смазки и пыли, и проверить на точность. Выполнить второе действие с нониусным прибором несложно – достаточно просто совместить основные (широкие) губки инструмента, расположенные снизу. При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей (миллиметровой) поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
Для того, чтобы проверить стрелочный и цифровой штангенциркули также необходимо совместить губки прибора. Стрелка на циферблате стрелочного прибора должна указать на нулевую отметку. На дисплее электронного штангенциркуля должна отобразиться цифра «0».
2. Угольники с углом 90°.
Слесарно-монтажные инструменты.
1. Ключи гаечные.
Рожковый (с открытым зевом) – ключ, рабочий профиль которого охватывает крепежную деталь с двух или трех сторон. Имеет U-образную форму. Зачастую рожковые ключи двухсторонние, с близкими по размеру рабочими областями. Рабочая область ключа повернута под углом 15° к продольной оси инструмента, что обеспечивает большой рабочий диапазон в труднодоступных местах.
Накидной – рабочий профиль которых охватывает крепежную деталь со всех сторон, повторяя профиль детали. Такой тип ключей, в основном, тоже двухсторонний. Также применяются накидные (кольцевые) ключи с храповиком, позволяющим откручивать (закручивать) гайку (болт), не переставляя ключа.
2. Торцевая вставка.
Измерение и разметка.
Разметкой называется операция нанесения на обрабатываемую поверхность детали или заготовки разметочных рисок, определяющих контуры профиля детали и места, подлежащие обработке. Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Для экономии времени простые заготовки часто обрабатывают без предварительной разметки. Например, чтобы слесарю-инструментальщику изготовить обыкновенную шпонку с плоскими торцами, достаточно отрубить кусок квадратной стали из прутка определенного размера, а затем опилить по размерам, указанным на чертеже.
Инструменты: рулетка Р-3, метр-рулетка, складной метр, угольник, ерунок, малка, циркуль, нутромер, уровень с отвесом, угольник-центроискатель, уровень, отволока, скоба, черта, отвес, рейсмус, штангенциркуль, микрометр, калибр.
Правила безопасности при выполнении разметки:
· Во время разметки слесарь не должен забывать об острых концах чертилок и заготовок, расположенных на плите. Они могут серьезно травмировать рабочего.
· В целях безопасности во время работы, а также в перерывах на свободные острия чертилок и рейсмусов рекомендуется надевать предохранительные колпачки.
Рубка металла.
Рубкой называется операция, при которой с помощью зубила и слесарного молотка с заготовки удаляют слои металла или разрубают заготовку.
Физической основой рубки является действие клина, форму которого имеет рабочая (режущая) часть зубила. Рубка применяется в тех случаях, когда станочная обработка заготовок трудновыполнима или нерациональна.
С помощью рубки производится удаление (срубание) с заготовки неровностей металла, снятие твердой корки, окалины, острых кромок детали, вырубание пазов и канавок, разрубание листового металла на части.
Рубка производится, как правило, в тисках. Разрубание листового материала на части может выполняться на плите.
Основным рабочим (режущим) инструментом при рубке является зубило, а ударным – молоток.
Слесарное зубило изготавливается из инструментальной углеродистой стали. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть выполняется суживающейся кверху, а вершина ее (боек) – закругленной; за среднюю часть зубило держат во время рубки; рабочая (режущая) часть имеет клиновидную форму. Угол заострения выбирается в зависимости от твердости обрабатываемого материала.
Для наиболее распространенных материалов рекомендуются следующие углы заострения: для твердых материалов (твердая сталь, чугун) – 70°; для материалов средней твердости (сталь) – 60°; для мягких материалов (мель, латунь) – 45°; для алюминиевых сплавов – 35°.
Рабочая и ударная части зубила подвергаются термической обработке (закалке и отпуску). Степень закалки зубила можно определить, проведя напильником по закаленной части зубила: если напильник не снимает стружку, а скользит по поверхности, закалка выполнена хорошо.
Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой – крейцмейселем. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом.
Для вырубания профильных канавок (полукруглых, двугранных и др.) применяются специальные крейцмейсели – канавочники, отличающиеся только формой режущей кромки.
Слесарные молотки, используемые при рубке металлов, бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса. Для рубки металлов применяют молотки массой от 400 до 600 г.
Рубка металлов – операция очень трудоемкая. Для облегчения труда и повышения его производительности используют механизированные инструменты. Среди них наибольшее распространение имеет пневматический рубильный молоток. Он приводится в действие сжатым воздухом, который подается по шлангу от постоянной пневмосети или передвижного компрессора. При рубке металла нажимают курок, отжимающий золотник. Воздух, попадая через воздухопроводящие каналы, перемещает боек, который ударяет по хвостовищу зубила, вставленному в ствол. Во время рубки пневматический рубильный молоток держат обеими руками: правой – за рукоятку, левой – за конец ствола, и направляют зубило по линии рубки.
Правка, рихтовка и гибка металла.
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом – на стальной или чугунной плите, или на наковальне, и машинным – на правильных вальцах, прессах.
Правильную плиту изготавливают достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготавливают из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400х400; 750х1000; 1000х1500; 1500х2000; 2000х2000; 1500х3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Рихтовальные бабки используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150-200 мм.
Молотки для правки применяют с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400-500 г.) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05-0,1 мм.
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Резание металлов.
Обработка металлов резанием – один из основных способов изготовления деталей. С помощью резания обрабатывают детали различной формы – от простого валика до сложных корпусов, и разных размеров – от деталей, которые видны разве что под микроскопом, до судовых гребных валов длиной до 30 м.
Виды резания различаются по типу используемого при обработке металлорежущего инструмента. Процесс, при котором используются резцы, называется точением и строганием; сверла применяются при сверлении, фрезы при фрезеровании, абразивный инструмент при шлифовании (отметим, что в металлообработке полирование разновидность шлифования).
В зависимости от качества получаемой в результате обработки поверхности различают обдирочные операции (подготовка заготовки к дальнейшей обработке или обработка поверхностей, качество которых не особо существенно) и финишные операции (часто такую обработку называют тонкой или чистовой). Финишная обработка позволяет получать поверхности, размеры неровностей на которых не превышают долей микрометра (толщина человеческого волоса в среднем 50 мкм!).
Процесс резания металлов в основном характеризуется скоростью резания – количеством снимаемого материала в единицу времени. Но равную скорость резания можно получить или медленно, снимая толстую стружку (малая подача и большая глубина резания) или быстро – тонкую.
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
megalektsii.ru
Правка и гибка металла
Правка– это слесарная операция, по выправке заготовок и деталей, имеющих вмятины, искривления, коробления.
Металл подвергается правке в холодном и горячем состоянии. Выбор способа правки определяется величиной прогиба, размерами детали и материалом.
Правке подвергаются только пластичные материалы – сталь, медь, алюминий и их деформируемые сплавы. Сила удара на краю изогнутости больше, на краю листа меньше.
Рихтовка- это правка закалённых деталей, а также деталей, изогнутых через ребро жесткости.
При рихтовке деталей удары рихтовальным молотком наносят по вогнутым ( укороченным ) сторонам заготовки. При этом металл в местах ударов пластически деформируется, укороченные слои металла удлиняются и деталь разгибается.
Правку полосового и пруткового металла выполняют на плитах и наковальнях. Удары молотком наносят по выпуклой части. Качество правки проверяют на глаз, линейками или на плитах.
Правильные плиты изготавливаются из стали или серого чугуна. Масса плиты должна быть в 80-150 раз больше массы молотка.
Молотки для правки применяют с круглыми полированными бойками. Молотки с квадратными бойками оставляют забоины на металле.
Деревянные молотки- киянки применяют для правки тонколистовых металлов.
Правку валов с небольшими искривлениями производят, нанося лёгкие удары молотком по вогнутой стороне вала, что приводит к её удлинению и исправлению вала. если усилие от молотка недостаточно, применяют винтовые или гидравлические прессы.
Выправленные таким способом валы, могут иметь внутренние остаточные напряжения, которые приводят к их искривлению при работе. Для устранения напряжений валы нагревают до температуры 400-500 градусов.
Правка методом подогрева применяется для исправления профильного металла ( уголков, швеллеров) .
Правка ведётся безударным способом. Нагревают изогнутую часть паяльной лампой или газовой горелкой до тёмно-вишнёвого цвета 800-850 градусов, окружающие выпуклость части детали охлаждают мокрым асбестом или мокрой ветошью. При этом нагретые слои быстро уменьшают свою длину и разгибают деталь.
Гибка– способ обработки давлением, при котором заготовке или ёе части придаётся изогнутая форма.
Гибке подвергаются только пластичные материалы. Сущность гибки состоит в том, что под действием сил, превышающих внутренние силы упругости металла, заготовка пластически деформируется и одна её часть перегибается по отношению к другой на заданный угол.
Для гибки труб применяют наполнители которые предотвращают дефекты. Наполнитель оказывает давление на внутреннюю поверхность стенки трубы и препятствует изменению формы поперечного сечения. В качестве наполнителей при гибке труб используются жидкости и сыпучие материалы.
При гибке заготовки различные слои её в поперечном сечении ведут себя по разному. Слои на выпуклой части заготовки растягиваются, на вогнутой- сжимаются, а в средней не изменяют своей длины, и длина его до и после гибки остаётся постоянной. Поэтому средний слой- нейтральная линия может быть использован для определения длины заготовки изогнутой детали.
Развальцовка труб заключается в увеличении диаметра конца трубы или придания ему конической формы. Применяется при подготовке труб к образованию разъёмных и неразъёмных соединений
Конспект лекции по теме:
Резка металла
Резка сортового, листового и других металлов выполняется: без снятия стружки ( ручными или механическими ножницами, труборезами, кусачками) и со снятием стружки ( ручной ножовкой газовой электрической резкой)
Сущность резки ножницами в том. что под давлением пары встречных ножей, металл пластически деформируется и разделяется на части в плоскости движения ножей.
Чем тверже разрезаемый металл, тем больше угол заострения лезвия ножа, для мягких металлов он составляет 65 гр., для металлов средней твёрдости 70-75, для твёрдых металлов 80-85.
Для уменьшения трения ножей о разрезаемый металл лезвиям придают небольшой задний угол, равный 1,5-3 гр.
Ручные ножницы применяются для резки стальных листов толщиной до 0,5-1,0 мм, а для цветных металлов толщиной до 1,5мм.
По расположению режущих кромок ножницы делятся на правые ( со скосом режущей части с правой стороны) и левые ( со скосом режущей части с левой стороны)
Правыми ножницами удобно резать по прямой линии и по кривой без закруглений, т.к. постоянно видна разметочная риска. Левые ножницы применяются для резки по правой кромке листа против часовой стрелки.
Стуловы ножницы в отличии от ручных имеют большие размеры и применяются для резки листового металла толщиной до 3 мм
Силовые малогабаритные ножницы (рис. 1).
Они применяются для резки листовой стали толщиной до 2,5 мм
Ножницы имеют систему рычагов, которые позволяют увеличить усилие на лезвиях в два раза по сравнению с ручными ножницами. При работе рукоятка ножниц закрепляется в тисках.
Ручные рычажные ножницы (рис. 2). Применяются для резки листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Ножи имеют повышенную твердость закалки. Обеспечивают получение реза без вмятин и достаточную точность.
рис 1 Стуловые ножницы
рис 2
Расстояние между режущими кромками соседних зубов – шаг зуба у ручных ножовочных полотен может быть 0,8-1,6мм. Чем тоньше заготовка, тем мельче должен быть зуб. Чтобы облегчить резание, зубья ножовочных полотен отгибаются в стороны- разводятся.
Скорость резки должна составлять 30-60 рабочих ходов в минуту. Высокий темп резки приводит к перегреву и быстрому затуплению полотна.
Латунь и бронзу режут только новым ножовочным полотном . даже малоизношенные зубья не снимают стружку из-за низкого коэффициента трения этих сплавов
Конспект лекции по теме:
Похожие статьи:
poznayka.org
Слесарная правка – Гибка и правка металла
Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
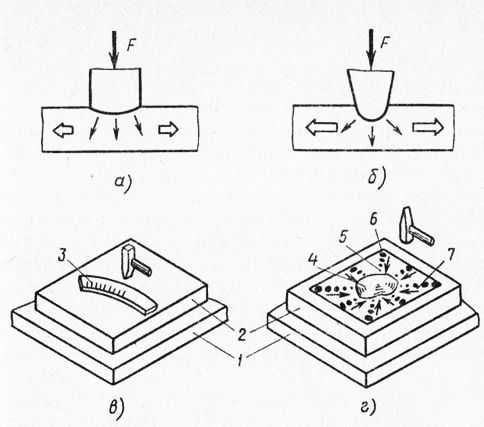
Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка. В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки. При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован. Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками. Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- \ струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары. По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы.
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости. Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости. Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
Реклама:
Читать далее:
Слесарная гибка
Статьи по теме:
pereosnastka.ru
Правка и гибка металла
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и тоже назначение, но отличаются приёмами выполнения и применяемыми инструментами и приспособлениями. Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от прогиба, размеров и материала изделия. Правка выполняется ручным способом на правильной плите или наковальне, машинным – на вальцах или прессах.
Правильные плиту изготавливают массивными из стали или чугуна размером 400х400; 750х1000; 1000х1500;1500х2000; 2000х2000; 1500х3000мм.
Рихтовальные бабки используются для правки (рихтовки) закалённых деталей; изготавливают их из стали и закаливают.
Для правки применяют молотки с круглым гладким полированным бойком. Для правки закалённых деталей (рихтовки) применяют молотки с радиусным бойком; корпус молотка выполняют из стали У10; масса молотка равна 400…500 г. Молотки со вставными бойками из мягких металлов применяются при правке деталей с окончательно обработанной поверхностью.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
При правке металла кривизну деталей проверяют на глаз или по зазору между плитой и деталью. При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне, правильной плите или надёжных подкладках, исключая возможность соскальзывания с них детали при ударе.
Правка полосового металла осуществляется в следующем порядке. Полосу располагают на правильной плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят по выпуклым частям, регулируя их силу в зависимости от толщины полосы и величины кривизны; чем больше искривление и толще полоса, тем сильнее должны быть удары. Результат правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением линейки на полосу.
Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем пруток укладывают на плиту или наковальню так, чтобы изогнутая часть находилась выпуклостью вверх и наносят удары молотком.
Правка листового металла более сложна, чем предыдущие операции. При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл. Правку начинают с ближайшего к выпучеине края, по которому наносят один ряд ударов молотком в пределах, указанных зачернёнными кружками. Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к выпучине.
Тонкие листы правят лёгкими деревянными молотками – киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками.
Правку валов (диаметром до 30мм) выполняют на ручных прессах с применением призмы. В основном на предприятиях применяют машинную правку на правильных вальцах, прессах и специальных приспособлениях.
Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм – плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берётся от 0,5 до 0,8 толщены материала.
Гибка деталей в тисках производится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер. По окончании гибки концы детали опиливают в размер и снимают заусеницы с острых рёбер. Сюда относят гибку хомутика, ушка, втулки.
Профили, (полосовой, сортовой металл) с разными радиусами кривизны гнут на трёх – и четырёхроликовых станках.
Похожие статьи:
poznayka.org
инструменты для правки тонколистового металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
 Правка металла
Правка металлаДля выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Правка металла
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
- Ручная.
- Машинная.
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
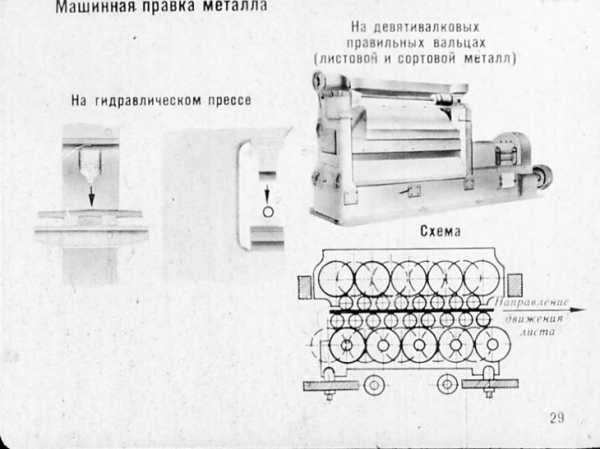
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
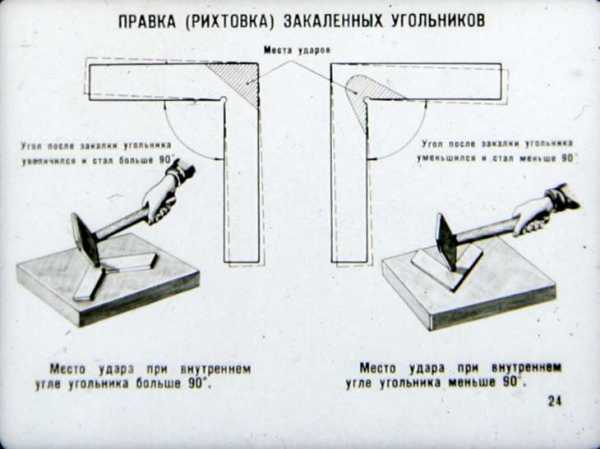
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.
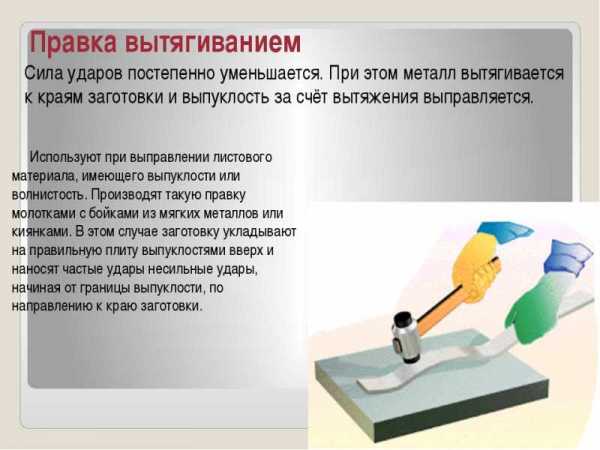
Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

Однорогая наковальня
В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Правка и гибка металла – Cлесарно-сборочные работы
Правка и гибка металла
Категория:
Cлесарно-сборочные работы
Правка и гибка металла
Правка. На изготовленных из металла заготовках и деталях после отжига, сварки, вырезки и других операций появляются изгибы, местные неровности, выпучины и вмятины различной формы, волнистость и прочие дефекты. Операция по устранению этих дефектов называется правкой.
Ручную правку листового металла производят на плите или наковальне при помощи деревянных молотков или молотков, сделанных из меди, свинца, алюминия или резины.
Заготовки из прутковой и профильной стали правят стальными молотками с круглым выпуклым бойком. Крупные заготовки правят ударами кувалды или на механических молотах и прессах.
Так как при ударах стальным молоткОм на металле неизбежно остаются следы, при правке изделий с уже обработанной поверхностью применяют подкладки из мягких материалов (дерево, латунь и др.). Тонкий листовой драгоценный металл (золото, серебро), а также фольгу правят, разглаживая деревянными или металлическими гладилами.
Наиболее трудоемкой является операция правки листового металла. Различают три случая: правка волнистости полосы или на краях (рис. 1, а), правка изогнутых (серповидных) заготовок под линейку (рис. 1, б) и правка выпучин.
При правке волнистости полосы или по краям заготовки, которая чаще всего получается при вырезании ее из листа, наносят Удары молотком, начиная от наиболее выпуклых мест к краям фис. 1, а). Наиболее сильные удары наносят в середине и силу уда-ра уменьшают по мере приближения к краям. Таким образом, выпуклые участки полосы осаживаются и волнистость выравнивается.
Чем тоньше листовая заготовка, тем аккуратнее и внимательнее надо производить правку, так как при неправильном ударе молотком его боковые гранц легко могут испортить заготовку или даже пробить ее.
Правку длинных, узких серповидно изогнутых заготовок производят на плите под линейку. Для этого заготовку кладут на плиту, одной рукой прижимают к плите и молотком (деревянным или стальным с выпуклым бойком) наносят удары, начиная с более короткой вогнутой кромки изогнутой заготовки, т. е. той, где волокна металла сжаты и их необходимо растянуть для того, чтобы заготовка выровнялась. В начале правки удары по вогнутой кромке должны быть более сильные, и по мере приближения к противоположной кромке— все слабее и слабее. Этим достигается то, что вогнутая, более короткая, кромка постепенно вытягивается и заготовка выпрямляется, что контролируется линейкой (рис. 1, б).
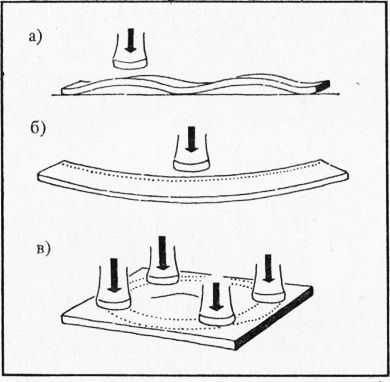
Рис. 1. Правка полосового и листового металла: а — правка полосы на плите; б — правка полосы, имеющей серповидную кривизну; в — правка листовой заготовки с выпучиной

Рис. 2. Последовательные операции гибки элемента решетки из квадратного прутка на специальной оправке: в — оправка, б — последовательные операции гибки
Гибка. При помощи гибки из прямолинейной заготовки получают криволинейное изделие. Гибку заготовки производят путем сгибания ее вокруг какой-либо оправки, форму которой она принимает, в тисках или на плите на нужный угол. На рис. 2 изображены оправка и последовательные операции гибки (1—6) квадратного прутка для изготовления элемента решетки. При толстых заготовках гибку осуществляют ударами молотка, лучше всего деревянного, не оставляющего на металле следов от удара. Иногда гибку производят на глаз или по шаблону. Проволоку гнут плоскогубцами или круглогубцами (рис. 3).
В процессе гибки наружные слои металла растягиваются и удлиняются, а внутренние, сжимаясь, укорачиваются. Неизменным по Длине Остается так называемый нейтральный слой, который у симметричных по сечению заготовок (квадратных, прямоугольных, круглых, овальных, шестигранных и др.) лежит на равном расстоянии от сторон, посередине, а у несимметричных профилей (треугольного, полукруглого) нейтральный слой проходит через центр тяжести сечения.
Рис. 3. Современное ювелирное украшение
Полученные в примерах размеры следует округлить до большего значения на припиловку краев в размер после гибки.
Часто длину заготовки указывают на чертеже; тогда определять ее нет необходимости. Если радиус гибки очень мал, то в металле могут образоваться трещины. Чтобы этого избежать, не следует гнуть по радиусам, меньшим двойной толщины заготовки.
Листовой металл после прокатки имеет волокнистую структуру. Чтобы не получалось трещин, его следует гнуть поперек волокон или так, чтобы линия гиба составляла с направлением прокатки угол, равный 45°.
При гибке деталей из листового металла (а в отдельных случаях также и проволоки круглого и квадратного сечения, полос и т. п.) происходит явление распружинения, т. е. угол изгиба несколько увеличивается, а деталь выпрямляется после снятия напряжения. Величина угла, на который распрямляется деталь, вследствие упругой отдачи зависит от степени упругости металла, его толщины и радиуса изгиба. Заранее точно определить угол пружинения очень трудно, поэтому приходится заготовки загибать сильнее, т. е. с заведомо меньшими радиусами и углами изгиба, а оснастку (оправки) для получения точных изгибов деталей необходимо подбирать и дорабатывать (доводить) опытным путем.
Реклама:
Читать далее:
Клепка
Статьи по теме:
pereosnastka.ru
4. Характеристика процесса правки Правка полосового, листового металла. Правка пруткового материала. Правка (рихтовка) закаленных деталей.
Наличие кривизны у деталей проверяется на глаз или же подлежащую правке деталь кладут на плиту и по зазору между плитой и деталью определяют есть ли кривизна. Изогнутые места отмечают мелом.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткие, соразмерные с величиной кривизны, и постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Работа считается законченной, когда все неровности исчезнут и деталь окажется прямой, что можно проверить наложением линейки. Выпрямленную деталь или заготовку необходимо правильно располагать на плите. Работать следует в рукавицах.
Правка полосового металла. Осуществляется в следующем порядке: обнаруженный изгиб отмечают мелом, после чего искривленную деталь берут за конец левой рукой и кладут на плиту или наковальню изогнутой частью кверху. В правую руку берут молоток и наносят удары по выпуклым местам широкой стороны, производя сильные удары по наибольшей выпуклости и уменьшая их в зависимости от величины изогнутости; чем больше кривизна и толще полоса, тем сильнее нужно наносить удары, и наоборот, по мере выпрямления полосы ослаблять их, заканчивая правку легкими ударами. Силу ударов следует уменьшать с уменьшением величины пятен.
При правке полосу по мере необходимости надо поворачивать с одной стороны на другую, а закончив правку широкой стороны, приступать к правке ребра. Для этого нужно повернуть полосу на ребро и наносить вначале сильные удары, а по мере устранения кривизны все слабее и слабее по направлению от вогнутого очертания к выпуклому. После каждого удара полосу следует поворачивать с одного ребра на другое.
Устранение неровностей проверяют на глаз, а более точно – на разметочной плите по просвету или наложением линейки на полосу.
Выправленный материал может иметь дефекты в основном из-за неправильного определения места, по которому нужно наносить удары, неравномерного уменьшения силы удара; отсутствия должной меткости при ударе; оставления забоин и вмятин.
Заготовки, отрезаемые на станках, обычно бывают по краям покороблены и имеют волнистую форму. Правка их производится несколько иначе. Перед правкой покоробленные места обводят мелом или простым графитовым карандашом. После этого заготовку кладут на плиту, прижимают ее левой рукой, а правой начинают наносить удары молотком рядами по всей длине полосы, постепенно переходят от нижней кромки к верхней. Удары наносят сначала сильные, а по мере перехода к верхнему краю с меньшей силой, но чаще.
Правка листового металла. Это более сложная операция. Образующиеся на заготовках выпуклости чаще всего разбросаны по всей поверхности листа или же находятся в середине, поэтому при правке заготовок с выпучинами нельзя наносить удары молотком по выпуклому листу, так как от этого они не только не уменьшатся, а, наоборот, еще больше вытянутся (рис. 1, б).
Перед тем как приступить к правке заготовок с выпучинами, нужно проверить и установить, где больше вытянут металл. Выпуклые места в виде выпучин обвести карандашом или мелом. После этого положить заготовку так, чтобы ее края лежали всей поверхностью, а не свешивались. Затем, поддерживая лист левой рукой, правой наносят ряд ударов молотком от края листа по направлению к выпуклости.
Удары по мере приближения к выпуклости нужно наносить все слабее, но чаще.
Правка тонких листов производится деревянными молотками-киянками, а очень тонкие листы кладут на ровную плиту и выглаживают гладилками.
Правка пруткового материала. Короткие прутки правят на правильных плитах, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоев на заготовке. Если же усилия, развиваемого молотком, недостаточно для выполнения правки, то применяют ручные или механические прессы. В этом случае заготовку устанавливают на призмы выпуклой частью вверх и давят на изогнутую часть.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка закаленных деталей называется рихтовкой. Точность рихтовки может быть достигнута в пределах от 0,01 до 0,05 мм.
В зависимости от характера рихтовки применяют различные молотки: при рихтовке точных деталей, на которых следы ударов молотка не допустимы, применяют мягкие молотки (из меди, свинца). Если же при рихтовке приходится вытягивать, удлинять металл, применяют стальные молотки весом от 200 до 600 г с закаленным бойком или специальные рихтовальные молотки с острыми бойками.
Изделия толщиной не менее 5 мм, если они прокалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко, и их можно рихтовать, как сырые детали, т. е. наносить удары по выпуклым местам.
Тонкие изделия (тоньше 5 мм) всегда прокаливают насквозь, поэтому рихтовать их нужно не по выпуклым, а, наоборот, по вогнутым местам. Волокна вогнутой части детали растягиваются, удлиняются от ударов молотка, а волокна выпуклой части сжимаются и деталь выдавливается.
На рис. 2 показана правка угольника. Если угольник имеет острый угол, то рихтовать его нужно у вершины внутреннего угла, если же тупой угол, то у вершины наружного угла. Благодаря такой рихтовке ребра угольника вытянутся и он примет правильную форму с углом 90°.

Рис. 2. Приемы правки (рихтовки) закаленных деталей угольников
В случае коробления изделия по плоскости и узкому ребру рихтовка выполняется отдельно: сначала по плоскости, а потом уже по ребрам.
studfiles.net