Гибочная машина для листового металла: Купить станки для гибки металла по выгодной цене! Скидки до 15%!
alexxlab | 15.09.1985 | 0 | Разное
Гибочное оборудование для листового металла
Главная » Разное » Гибочное оборудование для листового металла
Гибочные станки для листового металла
Использование гибочных станков по листовому металлу становится неотъемлемой частью современного производства. Их используют для того, чтобы производить холодную гибку металла.
Гибочные станки применяются в машино-, авто- и авиастроении, а так же на стройплощадках и в приборостроении. С помощью данных станков изготавливают всевозможные виды профилей, коробов, коробок, а так же конусов и т.д..
Гибочные станки принято разделять, на стационарные, и на передвижные.
А по в зависимости от способа осуществляемой гибки они делятся на:
- Прессовые – с пуансоном и матрицей;
- Листогибы с поворотной балкой;
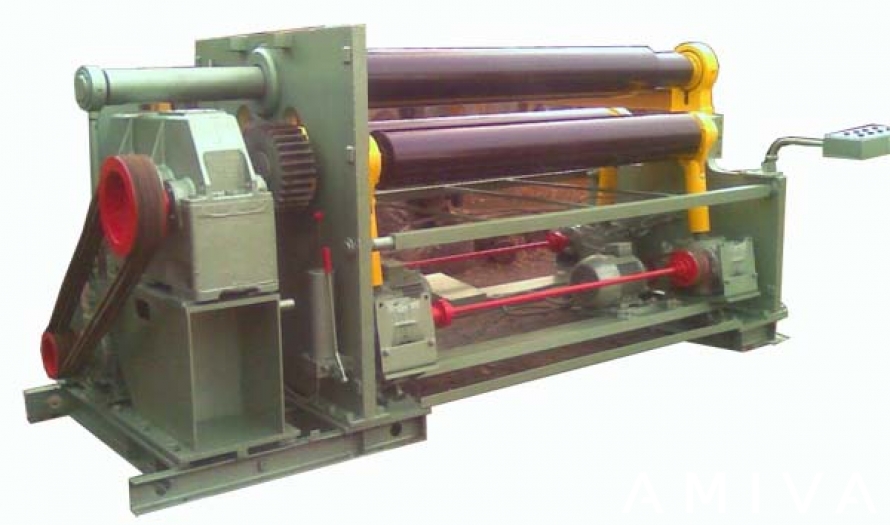
- Существуют ротационные гибочные станки (присутствует 2, 3, либо 4 валка).
В зависимости от используемых приводов листогибы бывают следующие:
Гидравлические. Здесь работа производится при помощи гидроцилиндров. Данные станки могут быть и стационарным, и передвижным.
Пневматические. Работа производится при помощи пневмоцилиндров. Разделяют на стационарные, и на передвижные.
Электромеханические. Работа в гибочном станке осуществляется с помощью электродвигателя, приводной системы и редуктора. Эти станки могут быть только стационарными.
Здесь работа производится при помощи гидроцилиндров. Данные станки могут быть и стационарным, и передвижным.
Пневматические. Работа производится при помощи пневмоцилиндров. Разделяют на стационарные, и на передвижные.
Электромеханические. Работа в гибочном станке осуществляется с помощью электродвигателя, приводной системы и редуктора. Эти станки могут быть только стационарными.
Видео: сравнение гибочных станков по листовому металлу Van Mark и Tapco
Механические. Работа осуществляется за счёт передачи энергии раскрученного маховика. Данные листогибы – стационарные. Ручные. Для осуществления работы нужна мышечная сила оператора. Как правило, ручные гибочные станки передвижные и применяются на месте, где производятся работы по изготовлению изделий из листового металла.
Перед тем как вы осуществите покупку гибочного станка для работы с листовым металлом, следует внимательно изучить его технические характеристики, такие как:
- Максимально возможная толщина применяемого металла.
 Обычно она варьируется в пределах следующих значений от 0,5 и до 15 мм. Показатели для различных металлов, тоже разные.
Обычно она варьируется в пределах следующих значений от 0,5 и до 15 мм. Показатели для различных металлов, тоже разные. - Длина используемой заготовки, не превышает значение 1300 мм (для самых больших моделей).
- Угол изгиба – до 135 градусов.
Рассмотрим принцип действия гибочных станков:
На траверсу производится установка нужного инструмента. Он выбирается, исходя из режима гибки и производимого изделия. Датчики линейного перемещения производят контроль хода балки, обычно их два и они контролируют обе стороны траверсы. Благодаря этому обеспечивается равномерный ход и синхронизация изделия. Дополнительное оборудование,которое устанавливается на гибочные станки – это задний упор, расположение которого программируется исходя из того, какой требуется получить размер отгибаемой кромки.
Возможность получения травмы за листогибочным станком сведена к минимуму благодаря хорошо отлаженной системе безопасности.
Система безопасности – это комплекс программных средств, которые занимаются обработкой сигналов с различных устройств.
НЕОБХОДИМА КОНСУЛЬТАЦИЯ
Наши операторы ответят на любые вопросы: 8(800)555-30-72
Или оставьте свой номер телефона:
Гибочные станки: использование, преимущества
Гибочный станок для гибки металлических листов используется в производстве довольно часто. С помощью данного оборудования производятся отливы, кровельные элементы, системы вентиляции и фасадные системы.
Использование листогибочных станков
Листогибочное оборудование незаменимо для процессов обработки листового металла. Заказать листогиб, который работает с медными, алюминиевыми и стальными листами, а также может работать с листами из цинка можно на сайте pkstank. ru. При помощи операции изгибания или гибки заготовке придается нужная форма. Основное воздействие оказывается на внешние (верхние) слои металлического листа. Верхние слои либо сжимают либо растягивают, так материал листа увеличивается или уменьшается в объеме. Нередки случаи, когда с помощью гибочных станков изготавливают металлочерепицу, сайдинг, профилированный лист (профнастил), строительные профили, воздуховоды и водостоки, а также широкий перечень других изделий из листового металла.
ru. При помощи операции изгибания или гибки заготовке придается нужная форма. Основное воздействие оказывается на внешние (верхние) слои металлического листа. Верхние слои либо сжимают либо растягивают, так материал листа увеличивается или уменьшается в объеме. Нередки случаи, когда с помощью гибочных станков изготавливают металлочерепицу, сайдинг, профилированный лист (профнастил), строительные профили, воздуховоды и водостоки, а также широкий перечень других изделий из листового металла.
Важно учесть тот факт, что использование гибочного оборудования должно осуществляться только в хорошо отапливаемом помещении. В противном случае низкие температуры эксплуатации могут привести к выходу из строя гидравлических механизмов станка, и всё это приведет к дорогостоящему ремонту оборудования.
Преимущества листогибочного оборудования
Гибочное оборудование позволяет изготавливать изделия самых различных конфигурация за предельной короткий срок и при этом с отменным показателем качества и точности.
Станки для гибки труб позволяют обрабатывать тонкостенные и медные трубы с высочайшей точностью. Здесь важно заметить, что ручное гибочное оборудование для гибки профилей или труб имеет большие преимущества в плане легкости транспортировки в сравнении с электроприводными аналогами.
Всё листогибочное оборудование отличается надежностью и производительностью, позволяя получить объемные изделия различных конфигураций (желоба, дымоходы, трубные изделия).
Еще одним важным преимуществом листогибов является высокие показатели энергоэффективности. Низкое потребление электроэнергии позволяет избежать больших энергозатрат, а это в свою очередь избавляет от проведения работ по замене электропроводки для запуска производства в неподготовленных помещениях.
Современные гибочные станки для гибки профиля отличаются универсальностью. Такое оборудование легко переналадить для выпуска продукции с различными параметрами.
Гидравлические листогибочные прессы с ЧПУ
Подробную информацию о товарах уточняйте у наших менеджеров по телефону +7 (812) 337-15-01
Гибка металла — распространенная технологическая операция в обработке изделий из листовых материалов. Основное преимущество гибки – отсутствие шва. Гибочный пресс является ключевым станком для металлообработки. Он позволяет выпускать широкий ассортимент изделий и используется в авто, авиа и судостроении; машиностроении; строительстве; производстве мебели и электроники, а также других отраслях промышленности.
Принцип работы
Существуют различные принципы и методы работы гибочных прессов для листового металла, выбор которых зависит от особенностей технологического процесса, механических свойств используемого материала, толщины листа, геометрических параметров гиба, экономических и производственных факторов.
При свободной гибке заготовка помещается на две точки опоры матрицы и деформируется пуансоном, причем угол гиба регулируется только глубиной его опускания (без упора в дно матрицы). Это удобно тем, что одним комплектом инструмента можно выполнять гибку под разными углами. Точность обработки в этом случае зависит от точности хода пуансона, значения упругого восстановления материала и разницы в допусках и фактических размерах заготовки. Гибочные пресса с ЧПУ благодаря системе контроля позиционирования и чистоты повторения в реальном времени управляют углом гибки и позволяют станку адаптироваться под неоднородность материала и компенсировать возможные отклонения от изначально заданного параметра. Метод свободной гибки используют для листового металла толщиной от 1,2 мм.
Назначение гидравлических гибочных прессов
В зависимости от уровня автоматизации производства, толщины и вида материала, типа производственного процесса, требуемой точности и геометрии гиба используют станки различного типа:
- Ручные устройства.

- Гибочные машины с электромеханическим приводом.
- Гидравлические вертикальные и горизонтальные гибочные прессы.
- Специализированное гибочное оборудование (трубогибы, шиногибы, рельсогибы).
- Рихтовочные прессы.
- Полностью автоматизированные листогибочные комплексы.
Наибольшей производительностью отличаются гидравлические листогибочные прессы с ЧПУ. Компьютер позволяет контролировать различные технологические параметры работы станка и обеспечивает высокую точность при гибке деталей любой сложности. Система ЧПУ контролирует смену насадок, положение задних упоров, позиционирование материала. Оператор при этом выполняет только вспомогательные операции – установка листа в исходную позицию и выбор команды для гибки. В полностью автоматических линиях все вспомогательные переходы выполняет роботизированная система. Она осуществляет захват и перемещение детали, ее позиционирование и отправку на следующий техпроцесс.
Наша компания поможет купить листогибочный пресс в соответствии с потребностями и особенностями каждого отдельного производства. Мы предлагаем своим клиентам широкий ассортиментный ряд листогибочного оборудования по доступным ценам с возможностью доставки, установки и последующим техническим обслуживанием.
Мы предлагаем своим клиентам широкий ассортиментный ряд листогибочного оборудования по доступным ценам с возможностью доставки, установки и последующим техническим обслуживанием.
Создание станка для гибки листового металла
Сегодня мы подготовили статью на тему: “создание станка для гибки листового металла”, а Анатолий Беляков подскажет вам нюансы и прокомментирует основные ошибки.
Гибочный станок для листового металла своими руками: чертежи, видео
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
Гибочный станок для работы с длинными листами металла
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются.
 В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле. - Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
Станок для гибки металла – выбираем оборудование разумно!
Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека.
Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.
Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.
Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба.
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки.
 Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов. - Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.

Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей.
Использование листового металла в сооружении индивидуальных домов обрело большое распространение, благодаря этому для этого нужны станки для гибки листового металла собственными руками.
Использование данного материала поясняется высокой технологичностью, относительно заниженной ценой и большой надежностью металлических конструкций.
При обустраивании кровли доводится делать козырьки для воды из листа металла.
Изделия данного профиля можно выбрать у посторонних исполнителей, но доступнее и быстрее будет сделать собственными руками. Для этого применяется листогибочный станок.
Конструктивно такой аппарат может быть простым. Все нужные материалы и комплектующие компоненты легко отыскать в хозяйственных магазинах.
Благодаря физическим свойствам металлов и сплавов, гнуть можно исключительно пластические материалы.
Чугунные изделия или закаленной стали для гибки совсем не годятся, так как владеют невысокой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию установленного участка не просит резки или обработки термическим способом.
Изгибание листового металла – это действие, в результате которого железный лист принимает конкретную форму объема.
Нужно знать, что при сгибании листа слои снаружи металла растягиваются, а внутренние сжимаются. Если заправить в станок через чур толстый лист, то на сгибе снаружи может появиться трещина.
Чтобы подобного не было, исходную деталь необходимо приготовить. Для этого ее подвергают конкретному виду обработки термическим способом – отпуску или отжигу. Подобные операции делаются нечасто.
В основном для гибки подбираются подобные изделия, которые можно сделать с использованием этой технологии.
Сгибание имеет ряд положительных качеств перед сварочным соединением или иным вариантом изготовления детали.
В их числе необходимо выделить:
- высокую продуктивность;
- изделие не имеет шва и считается цельным;
- на месте сгиба не появляется коррозия.
В числе минусов необходимо выделить, что процесс ручной гибки потребует значительных трудозатрат.
Если исполнять ручной изгиб листового металла, то для этого потребуются слесарные тиски, молоток и киянка. Хорошего качества при подобном наборе инструментов достигнуть тяжело.
Для постоянного производства деталей без резки и сварки этот метод не подойдет.
Когда для бытовых потребностей нужны изделия хорошего качества, прекрасным решением будет выполнить листогибочный станок собственными руками.
Сегодня оборудование для индивидуального использования и для малого бизнеса выполняется в масштабах промышленности.
Станок для гибки листов или для их резки можно купить в магазине. При малом бюджете легче сделать рукодельный.
Операция гибки металла считается конечным шагом в процедуре изготовления детали. Если она окажется выполнена с плохим качеством, то деталь окажется бракованной.
Все предыдущие инновационные переделы от резки до разрезания окажутся напрасными. Благодаря чему производственная компания понесет убытки.
Для того чтобы выполнить подобную ситуацию недопустимой, нужно издавать хорошие и производительные аппараты.
Такой станок зовется листогибом или листогибным прессом.
На рынке в наше время представлены листогибы следующих видов:
- гидравлические;
- механичные;
- пневматические;
- ручные.
Ручной станок применяется для штучного и мелкосерийного производства.
На производственных линиях больших компаний ставятся универсальные аппараты, которые настраиваются на конкретную операцию.
Для нарезания заготовок применяются гильотинные ножницы. Для того чтобы давать получившейся заготовке нужную форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие при помощи пневматического привода. Этим методом создают детали из металлических листов толщиной до 5 мм.
Станок с поворотным прессом предназначается для обработки мелких деталей с непростым рельефом.
Листогибочное оборудование делится на мобильное и стационарное. Неподвижные станки применяются на больших фирмах для изготовления высоких объемов продукции.
Мобильные аппараты предназначаются для производства некоторых деталей на стройке или при проведении ремонта объекта. Мобильный станок для загиба листового металла можно сделать собственными руками.
Многовековая опыт говорит, что рукодельный аппарат, сделанный правильно инженерного подхода, ничем ни в чем не уступает заводским аппаратам.
Чтобы собрать такой станок, требуется установленный комплект инструментов и материалов.
В отличии от аппаратов производственного изготовления, которые рассчитаны на отделку металла приличной толщины, рукодельный листогиб применяется во время изготовления штучных и мелкосерийных деталей.
Изделия очень часто гнутся из листового алюминия, меди и тонколистовой стали. Идеальная толщина листов колеблется в границах 0,5-0,8 мм. С листом большей толщины трудится тяжело.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепежа в тисках
Это можно объяснить тем, что тут применяется ручной привод, мускульная сила человека.
Чтобы дать изделию очень высокую надёжность, при помощи станка можно создать добавочное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка построен на простом принципе. Заготовка крепится на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на установленный угол, лежит на поворотной балке. Необходимо лишь развернуть эту балку и металл «загнется».
Поворотная колода подымается и опускается собственными руками. В станках производственного изготовления эта функция делается при помощи электрического двигателя или гидравлического пресса.
Предельный угол загиба вполне может составлять 180 градусов. Это изготавливается в 2 приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки делается разнообразными вариантами. В довольно обычном механизме применяется уголок из стали.
Предлагается применять уголок с толщиной полок не меньше 5 мм.
Во время изготовления прижимной рамы понадобится аппарат для сварки для нарезания деталей по размерам и дрель, для того чтобы высверлить отверстия под установочные болты.
Все сделать операции собственными руками не составляет огромного труда. При условиях, что есть установленный навык работы с металлом.
Нужно только подобающим образом приготовиться к установке листогибного станка.
Основным компонентом станка для гибки металла считается основание. В виде основы можно взять швеллер, длина которого подбирается по усмотрению мастера.
Для того чтобы обеспечить обязательные условия для работы, этот швеллер прикрепляют на станине. Или приваривают к нему ножки. Главное, чтобы данная конструкция обладала высокой стойкостью.
Во время изготовления прижимного устройства собственными руками предлагается применять два уголка — №5 и №3.
Их следует объединить между собой при помощи сварки так, чтобы в сечении появилась твёрдая фигура треугольника.
Подобная конфигурация гарантирует жесткость и надежность прижима.
Обжимной пуансон очень часто производят из уголка №5. Его длина обязана быть меньше, чем у прижимного устройства на 10 мм.
Увеличивающий рычажок можно выполнить из круглого прутка или арматуры. Он содержит форму скобы и варится к пуансону.
Это соединение необходимо сделать с хорошими качествами прочности, так как нагрузка на него предельная.
Не во всех ситуациях, во время работы с рулонным металлом, появляется необходимость отрезать изделия которые уже готовы.
Для нарезания металла после обработки на станок для гибки ставится роликовый нож.
Этот узел затрудняет конструкцию в общем и потому его используют нечасто.
Станок для гибки, собранный собственными руками, должен владеть такими параметрами:
- стойкость;
- удобство в работе;
- защищенность.
По собственной конструкции станок для гибки металла считается механизмом очень высокой опасности.
Во время работы на станке нужно віполнять подобающие эксплуатациионные правили и техники безопасности. Тем более при исполнении резки заготовок.
Тем более при исполнении резки заготовок.
в начале работы нужно выверить исправность главных узлов.
Доступ сторонних лиц к станку нужно строго уменьшить.
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
Рекомендуется использовать уголок с толщиной полок не менее 5 мм.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
Автор статьи: Анатолий Беляков
Добрый день. Меня зовут Анатолий. Я уже более 7 лет работаю прорабом в крупной строительной компании. Считая себя профессионалом, хочу научить всех посетителей сайта решать разнообразные вопросы. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте желательно проконсультироваться с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 3 проголосовавших: 22
Гибочные станки для листового металла – Гибочные станки для крыш – Гибочные станки с ЧПУ
В этой категории вы найдете фальцевальные машины, предназначенные для компаний строительной отрасли, в частности, для подрядчиков всех видов работ с листовым металлом на фасадах или крышах.
Обращаем внимание на то, что листогибочные станки, имеющиеся в наличии в нашей компании, имеют специально запатентованное пространство вокруг балки в диапазоне 280 градусов, что позволяет производить точную гибку профилей, которые было бы невозможно согнуть в других типах гибочные машины.
Гибочные станки Variobend DB и EB, , предлагаемые нашей фирмой, характеризуются универсальным использованием, но, прежде всего, исключительно выгодным соотношением цены и предлагаемого качества.
Что такое фальцевальные машины для листового металла?
Листогибочные станки
применяются для формовки изделий сложной геометрической формы, в большинстве случаев значительной длины. Фальцовочные машины состоят из прижимной балки и гибочной балки. Предлагаемые POL-SVER современные листогибочные станки с ЧПУ могут быть оснащены:в панель управления, позволяющая программировать деталь и моделировать процесс гибки, захваты для токарной обработки листового металла и дисковые ножницы для поперечной резки гнутого листового металла.
Фальцовочные машины состоят из прижимной балки и гибочной балки. Предлагаемые POL-SVER современные листогибочные станки с ЧПУ могут быть оснащены:в панель управления, позволяющая программировать деталь и моделировать процесс гибки, захваты для токарной обработки листового металла и дисковые ножницы для поперечной резки гнутого листового металла.
Где используются гибочные станки?
Листогибочные станки с ЧПУ
, предлагаемые POL-SVER, являются специализированными станками для сервисных компаний строительной отрасли, в основном для выполнения фасадов, крыш и различных видов работ из листового металла, в которых используется листовой металл толщиной до 2 мм. используется.
Как работают фальцевальные машины?
В процессе гибки лист обычно прижимается прижимной балкой к столу фальцевальной машины, а часть листа, выходящая за пределы балки, сгибается фальцевальной балкой прямолинейным движением или сложным вращательным движением в соответствии с направление складывания листа. Изменение кривизны поверхности изгибаемой пластины происходит в результате действия изгибающего момента. После превышения значения момента, вызывающего пластическую деформацию листа, возникает его остаточное искривление.После снятия нагрузки возникает упругая возвратная деформация изогнутой части листа, известная как возвратное напряжение. Следовательно, конечная форма гнутой части пластины отличается от формы пластины в фазе работы гибочных инструментов. Специфика процесса гибки приводит к большому количеству дефектов материала, поэтому важно правильно подготовиться к процессу гибки – выбрать правильные инструменты, приложить необходимое усилие, смоделировать процесс. Предлагаемые POL-SVER гибочные станки с ЧПУ при соответствующем контроле позволяют получать изделия без дефектов и с высокой геометрической точностью.
Изменение кривизны поверхности изгибаемой пластины происходит в результате действия изгибающего момента. После превышения значения момента, вызывающего пластическую деформацию листа, возникает его остаточное искривление.После снятия нагрузки возникает упругая возвратная деформация изогнутой части листа, известная как возвратное напряжение. Следовательно, конечная форма гнутой части пластины отличается от формы пластины в фазе работы гибочных инструментов. Специфика процесса гибки приводит к большому количеству дефектов материала, поэтому важно правильно подготовиться к процессу гибки – выбрать правильные инструменты, приложить необходимое усилие, смоделировать процесс. Предлагаемые POL-SVER гибочные станки с ЧПУ при соответствующем контроле позволяют получать изделия без дефектов и с высокой геометрической точностью.
Управление гибочными станками с ЧПУ
Гибочные станки
оснащены очень удобной системой управления ЧПУ, сенсорным экраном, позволяющим программировать новую деталь пальцами, а также прямым редактированием ранее отправленных профилей. Затем каждый из дизайнов можно просмотреть в полном 3D.
Затем каждый из дизайнов можно просмотреть в полном 3D.
Сама симуляция используется для автоматического определения последовательности изгибов, а также обнаруживает возможность возможных столкновений.
Автоматический режим позволяет пользователю провести пользователя через этапы гибки, последовательность переворачивания и вращения листового металла и момент разрезания листового металла гильотиной.
.
Многофункциональные листовые станки – Интернет-магазин ELEKTRO-MET Жешув 9000 1
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы). Включив их, вы получите доступ ко всем функциям веб-сайта.
Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Гибка листового металла – все, что вам нужно знать об этом – Наш Томашув
Хотя гибка листового металла кажется простым процессом пластической обработки, на практике за каждым правильно сформированным листом металла стоят достаточно серьезные научные знания и очень сложные , точные машины.
Дело не в том, что любой материал можно согнуть и можно применить любую силу. Строятся целые кривые нагрузки, которые описывают, какие силы — или, собственно, какой изгибающий момент — для данного материала составляют границу между упругим и пластическим изгибом.Это важно, поскольку абсолютно каждый изгиб может повлиять на структуру материала, но только в процессе пластического изгиба вносимые деформации остаются постоянными.
Эти знания необходимы для правильной настройки машин. Только после ввода заданного момента можно будет получить нужную форму, при этом следует помнить, что хотя гибка стали возможна в очень большой степени, некоторые элементы не могут быть обработаны этим методом. Это более сложный вопрос, зависящий от сырьевого состава сплава, размеров листа или назначения конкретного элемента.
Можно даже рискнуть сказать, что для многих работ требуются специалисты по гибке листового металла в качестве консультантов. Технические специалисты hmmsteel.pl хорошо разбираются в своей работе и способны не только идеально настроить гибочные станки с ЧПУ, но и посоветовать клиентам правильный путь для работы с конкретным материалом.
Технические специалисты hmmsteel.pl хорошо разбираются в своей работе и способны не только идеально настроить гибочные станки с ЧПУ, но и посоветовать клиентам правильный путь для работы с конкретным материалом.
Гибочные станки и гибочные прессы сегодня в основном представляют собой машины с цифровым управлением.Старые технологии все еще функционируют, но их использование весьма ограничено. Но что сделало числовое управление таким популярным?
Скорость. В этом нет ничего удивительного – листогибочные станки с ЧПУ просто позволяют быстро производить как единичные детали, так и длинные серии. При прототипировании стоимость создания дизайна одного элемента может быть относительно высокой, но тогда более важными становятся другие преимущества процесса.
Повторяемость. Гибка листа с ЧПУ позволяет получить любую длинную серию одинаковых элементов. Это очень важно, потому что устраняет необходимость подгонки отдельных листов — если потребуются какие-либо дальнейшие процессы обработки, они будут идентичны для каждого элемента.

Без царапин. При ручной обработке это всегда было довольно проблематично, а гибка стали на станке с ЧПУ позволяет минимизировать риск поцарапать лист практически до нуля.Это важно для декоративных элементов, но важно и с точки зрения защиты от коррозии – гладкий лист всегда меньше подвержен окислению, чем поцарапанный.
Устранить ошибки. Важным преимуществом ЧПУ является тот факт, что если на этапе программирования станка не было допущено ошибок, бракованных изделий практически не бывает. В случае ручной обработки этот риск существует всегда и может привести к материальным потерям – иногда их стоимость незначительна, но иногда такие потери могут стать серьезной проблемой.
Технологический процесс гибки не одинаков для всех станков. В зависимости от желаемого эффекта используется одна из трех техник.
Упаковка. При этом не образуются острые кромки, а элементами, формирующими лист, являются ролики, между которыми перемещается лист.

Гибка. Это базовая техника, которая используется, скорее, описанная как штамповка – разница в том, что штамповка правильно называется, когда пуансон прижимает объект к матрице.Если нет – технически это не прессование, а только изгиб.
Гибка. Сегодня это доминирующая техника. Их изготавливают на станке с подвижной формирующей балкой и прижимной балкой (стабилизирующей материал). Именно этот тип станков в первую очередь связан с гибкой стали.
Каждый из этих трех процессов имеет свои ограничения и преимущества, но чаще всего они приводят к компонентам с различным внешним видом и свойствами.Это означает, что не каждый материал, который хорошо сворачивается, можно будет сложить в полном диапазоне 360°. Здесь мы возвращаемся к вопросу о необходимой предметной поддержке, оказываемой профессионалами, занимающимися данным видом услуг.
.
Станки для обработки металла, дерева и пластика » Листогибочные станки
Prawer | Станки для обработки металла, дерева и пластмасс » Листогибочные станки
Машины для гибки листового металла
Листогибочный пресс
Листогибочный пресс с ЧПУ
Гидравлическая фальцевальная машина
.
| Модель | Макс. Толщина листа (мм) | Макс. Предварительная гибка Толщина (мм) | Макс. Ширина листа (мм) | Скорость гибки (м/мин) | Минимальный диаметр Макс. Толщина листа (мм) | Диаметр верхнего вала (мм) | Диаметр нижнего вала (мм) | Мощность двигателя (кВт) | Вес (тонн) | Размеры Д x Ш x В | |||||
| SW11X-B-B-B-B-B 6 x 2000 | 6 | 4 | 2000 | 5.6 | 380 | 180 | 170 | 5.5 | 4.6 | 3600 x 980 x 1300 | |||||
| SW11X-B-6 x 2500 | 6 | 4 | 2.54 5.6 | 5.6 | 9000230 | 200 | 7,5 | 5,3 | 5600 × 1980 × Один тысяча четырехсот пятьдесят | ||||||
| SW11X-B-8 × 2000 | 8 | 6 | 2000 | 45059 | 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 400042000 9000 4000 4000 | 9 200 7. 5 5 | 5.7 | 5100 × 1980 × one thousand four hundred and fifty | |||||||
| SW11X-B-8 × 2500 | 8 | 6 | 2.500 | 5.5 | 500 | 240 | 220 | 220 | 75780 × +1 490 x 1.54 thousand | ||||||
| SW11X-B-8 × 3200 | 8 | 6 | 3200 | 5.8 | 650 | 260 | 230 | 15 8.6 | 6400 х +1 490 х 1,54 тыс.5 | 500 | 240 | 220 | 11 | 6.7 | 5240 × +1 490 x 1.54 thousand |
| SW11X-B-12 x 2500 | 12 | 8 | 2.5400 | 650 | 260 | 230 | 15 | 7.7 | 5740 × 1485 × 1600 | ||||||
| SW11X-B-12 x 3000 | 12 | 8 | 3000 | 750 | 750 | 750 300 | 260 | 22 | 12.1 | 6400 × 1770 × +1 700 | |||||
| SW11X-B-16 x 2000 | 16 | 12 | 2000 | 5. 8 8 | 650 | 260 | 230 | 15 | 15 | 15 | × 1485 × 1600 | ||||
| SW11X-B-16 x 2.600 | 16 | 12 | 2.500 | 5.8 | 750 | 300 | 260 | 22 | 9.4005 | + 5817 | |||||
| SW11X-B-16 x 3200 | 16 | 12 | 3200 | 5.6 | 900 | 340 | 310 | 22 | 16.8 | 6900 × 1900 px 1750 | |||||
| SW11X-B-20 x 2000 | 20 | 16 | 2000 | 5.8 | 750 | 300 | 260 | 22 | 8.8 | 5300 × 1770 × +1 700 | |||||
| SW11X-B-20 x 2.600 | 20 | 16 | 2.500 | 340 | 5 | 5 | 310 | 30 | 16.2 | 6140 × 1900 px 1750 | |||||
| SW11X-B-25 x 2000 | 25 | 20 | 2000 | 5 | 850 | 340 | 310 | 30 | 30 | 30 | 1900 pixels 1750|||||
| SW11X-B-25 x 2500 | 25 | 20 | 2. 500 500 | 4.5 | 950 | 380 | 320 | 37 | 17.6 75005 | 17.6 | 9000 Peak|||||
| SW11X-B-30 x 2000 | 30 | 26 | 2000 | 4.5 | 950 | 380 | 320 | 37 | 6800 × 1740 px 1930 | ||||||
| SW11X-B-30 x 2500 | 30 | 25 | 2.5004 4.5 | 4.5 | 4.5 | 420380 | 45 | 7650 × 1740 пикселей 2.13k |
.
Устройство для гибки листового металла с 4-х сторон (стандарт) – Магазин megamaszyny.com.pl
Боковые бамперы
Цена нетто: 291,87 зл. Цена брутто: 359,00 зл.
Установите угол листа 90 градусов
Опускная планка
Цена нетто: 243,09 зл. Цена брутто: 299,00 зл.
для обрезков листов
Ножные педали
Цена нетто: 860,98 зл. Цена брутто: 1 059,00 зл.
зажим и подъем балки, закрывание и открывание с помощью лапки
Задний бампер
Цена нетто: 332,52 зл. Цена брутто: 409,00 зл.
Шкала 1000 мм, скользящие втулки
Станок для профилирования листового металла
Цена нетто: 4795,94 зл. Цена брутто: 5 899,00 зл.
Долг.750 мм; долг. рабочая 300 мм; вес 27 кг
Стол для рисования
Цена нетто: 283,74 зл. Цена брутто: 349,00 зл.
стол для инструментов, принадлежностей, документов, чертежей
Платформа
Цена нетто: 373,17 зл. Цена брутто: 459,00 зл.
для грузов 350 кг
.
Гибочный станок своими руками: конструкции, чертежи, описание
Многие изделия из листового металла делают водосточные системы, арматуру для профнастила или металлочерепицы, цокольные водостоки, уголки для конструкций из профлиста и т.д. своими руками и поговорим в этой статье.
Типы гибочных станков
Существует три типа станков для гибки листового металла:
Все эти приспособления называются листогибы.Своими руками проще всего сделать агрегат первой группы немного сложнее -третьей (листовые ролики).О них мы и поговорим -из создания листогиб своими руками.
Прямая ручная
Фасонные металлические детали стоят немалых денег.Даже больше, чем гофра или металл, поэтому стоит создать простенький листогибочный станок, который сможет сделать столько уголков, водостоков и других подобных деталей, сколько вам нужно, и только под ваши размеры.
- Чертеж листогиба
- Бендер – вид сбоку
- Другая модель
Если вы переживаете за внешний вид, то зря. Сегодня в продаже есть лист металла не только оцинкованный,но и крашенный.Во всех исполнениях лист крепко крепится,чтобы не скользил по столу во время работы, а значит, краска не стирается и не царапается.Также она не повреждена в местах изгиба, так что внешний вид изделий будет вполне достойным, если постараться, то они будут смотреться даже лучше, чем то, что продают на рынке.
Сегодня в продаже есть лист металла не только оцинкованный,но и крашенный.Во всех исполнениях лист крепко крепится,чтобы не скользил по столу во время работы, а значит, краска не стирается и не царапается.Также она не повреждена в местах изгиба, так что внешний вид изделий будет вполне достойным, если постараться, то они будут смотреться даже лучше, чем то, что продают на рынке.
Мощный гибочный станок марки
Для этого гибочного станка нужна ровная поверхность (стол), желательно металлический, с тремя углами с шириной полки не менее 45 мм, с толщиной металла не менее 3 мм.Если планируется гнуть длинномерные предметы ( больше метра) рекомендуется расширить полки и увеличить толщину металла.Можно использовать клейма, но это касается гибки листов большой толщины и длины.
Еще потребуются металлические дверные петли (две штуки), два болта большого диаметра (10-20 мм), “крылышки” на них, пружины.Также понадобится сварщик – приварить петли и просверлить отверстия (или дрель с сверло по металлу)..jpg)
В случае собственного листогибочного станка использовался тройник 70 мм – три отрезка по 2,5 м, два шурупа диаметром 20 мм, небольшой кусок металла толщиной 5 мм (для обрезки стрелы), пружина .Вот процедура:
- Два клейма загнуты, нарезаны с двух концов на петли-выемки Края выемок скошены под углом 45°.Третья марка прорезана так же, только глубина выемки несколько больше – это будет прижимная планка, чтобы она могла свободно ходить.
Вырезать вырезы для петель
- Приварить петли с двух сторон (варить с лицевой и внутренней стороны).
Привариваем петли хорошо
- К одной из марок (самой дальней от вас, если их “открыть”) приварены две губки с обеих сторон.Они нужны для того, чтобы можно было установить винтовой зажим на клеммную колодку.
Такие стрелы
- Приварите болт-гайку к стреле.
Гайку привариваем
- Установите фиксирующую пластину (третий отсечной тройник), приварите металлические пластины с отверстием по центру вверху.
 Диаметр отверстия чуть больше диаметра болта.Отцентрируйте отверстия так, чтобы они были с приварная гайка на той же вертикали Сварка
Диаметр отверстия чуть больше диаметра болта.Отцентрируйте отверстия так, чтобы они были с приварная гайка на той же вертикали СваркаЦентр, Сварка
- Пружина Отрезка для подъема прижимной балки на 5-7 мм.Вставьте болт в прижимную планку «ушко», наденьте пружину, затяните гайку.С другой стороны, после установки той же пружины при откручивании прижимная планка поднимается.
Мелкие предметы слева
- Приварите к головке болта два куска арматуры – как скручивающие проушины.
Приварить усиление к гайке болта
- Приварить ручку к движущейся (ближайшей к вам) марке.Все, можно работать.
Домашний гибочный станок в работе
Этот вариант очень прочный – можно гнуть длинные заготовки и лист полной толщины.Такие шкалы не всегда желательны, но всегда можно уменьшить.В видео предлагается аналогичная конструкция с меньшими размерами, но с другим креплением прижимной планки.Кстати никто не мешает установить пружину на болт – она планку поднимать будет проще. конструкция интересна тем,что на ней можно фланец что обычно такие устройства не умеют.
конструкция интересна тем,что на ней можно фланец что обычно такие устройства не умеют.
Из угла с другим типом швартовки
Данная модель сварена из толстостенного уголка, станина сделана в виде козла обычной конструкции, которая сварена из того же уголка.Ручка – от багажной тележки.Интересная конструкция винтов – они длинные, ручка изогнута в форме буквы “Г”.Удобно откручивать/закручивать.
Малый ручной трубогиб собственного производства
Этот домашний станок для гибки листового металла имеет множество функций:
- Углы не размещены относительно друг друга, а направлены в одну сторону.По этой причине петлевая застежка не самая удобная, но сделать можно.
Функции
- На сгибе дальнего (неподвижного) угла с обеих сторон приварены маленькие стопорные пластины для прижимной планки.
- Гайка болта приварена к той же опоре (с обеих сторон).
Бар давления
Теперь перейдем к конструкции прижимной планки (на фото вверху). Он тоже сделан из уголка, но подходит к станку загибом вверх.Чтобы планка не гнулась в процессе работы, вварена арматура – перемычки из металла.На оба конца досок привариваются небольшие металлические шайбы, в которых просверливаются отверстия под болты.
Он тоже сделан из уголка, но подходит к станку загибом вверх.Чтобы планка не гнулась в процессе работы, вварена арматура – перемычки из металла.На оба конца досок привариваются небольшие металлические шайбы, в которых просверливаются отверстия под болты.
Еще одним важным моментом является лицевая сторона, обращенная к изгибу светотеневой границы, чтобы получить более острый угол изгиба.
Установите планку следующим образом
Прижимной стержень надевается на станок, пружина ставится на место установки гайки.Ручка ставится на место.Если он не прижимает стержень, то он приподнимается над поверхностью за счет усилия пружины.В этом положении объект скрыт под ним, позиционирован, нажат.
Под отверстие помещается пружина, а затем винт
Хороший вариант для домашнего использования.Толстый металл не гнётся, а вот жесть, оцинкованная – без труда.
Ролики для листогибочных машин
Этот тип гибочного станка имеет три типа привода:
- руководство;
- гидравлический;
- электр.

Своими руками изготавливают вальцы листового металла с ручным или электроприводом В ручном режиме ставят 3 вала, в электрическом их может быть 3-4, но обычно тоже три.
Для этой машины нужен хороший надежный фундамент, это может быть и отдельная кровать, и верстак, и стол.Основой конструкции являются ролики.Изготавливаются они одинакового размера.Два нижних устанавливаются неподвижно, верхний – подвижный, так что в нижнем положении он находится между роликами.Меняя расстояние между нижними роликами а у верхнего изменяется радиус кривизны.
Станок приводится в действие патроном, прикрепленным к одному из валов, кроме того, крутящий момент передается на остальные ролики звездочками, которые подобраны так, чтобы скорость вращения была одинаковой.
При изготовлении труб на оборудовании верхний вал с одной стороны можно снять с помощью системы быстрого зажима.После того, как лист подогнут к трубе, никаким другим способом его вытянуть нельзя.
.
Гибочный станок для листового металла: конструкция, параметры, виды
Главная » Станки » Конструкция и принцип работы гибочных станков для листового металла
На чтение 5 мин
Содержание
- Конструкция и сферы применения листогибочного станка
- Технические характеристики
- Виды листогибов
- Преимущества и недостатки гибочных станков
- Принципы выбора и эксплуатации листогиба
- Листогиб своими руками
- Подготовка и оборудование
- Этапы сборки
Технологический процесс гибки металлических листов считается одним из популярнейших на производстве. Так изготавливаются отливы, коньки, кровельные элементы, детали для металлоконструкций. Чтобы согнуть твердый материал нужен гибочный станок для листового металла.
Так изготавливаются отливы, коньки, кровельные элементы, детали для металлоконструкций. Чтобы согнуть твердый материал нужен гибочный станок для листового металла.
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок.
Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Технические характеристики
Любой станок обладает рядом параметров, которые определяют его возможности, функциональность. Относительно листогибочного оборудования можно выделить следующие характеристики:
- длину рабочей части;
- габариты конструкции;
- тип станка — настольный, стационарный;
- тип привода;
- максимально допустимая толщина листов, допустимых к обработке.
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях.
 Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками. - Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Промышленное оборудование, компактные станки обладают сильными и слабыми сторонами. Преимущества листогибов:
- Создание нужных узлов без сваривания заготовок.
- Изделие не теряет показателей прочности, структура не изменяется как при нагревании.
- На месте изгиба не образуется ржавчина.
- Деталь остаётся цельной.
Недостатки:
- Чтобы работать на ручных станках, нужно прилагать немалые усилия.
- Важно точно выставлять лист перед зажимом, чтобы не случилось перекоса.
Часто после разрезания изделий человек берётся за них голыми руками, что может стать причиной появления травмы.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
- Для разовых работ подойдёт ручная модель.

- Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
- Принимать во внимание максимально допустимую толщину сгибаемого изделия.
- Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.

- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.

( Пока оценок нет )
Поделиться
ProTech ACCURAPRO | 2100—6100 | 40—600 | |
|
Гидравлические гибочные прессы ProTech AccuraPro являются флагманами производства и идеально подходят для производственных сфер с малым объемом или широкой номенклатурой изделий на одну смену. |
|||
ProTech ACCURAPRO 2100-40 | 2100 | 40 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 2600-100 | 2600 | 100 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 2600-135 | 2600 | 135 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3100-100 | 3100 | 100 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3100-135 | 3100 | 135 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3100-175 В наличии | 3100 | 175 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3100-220 | 3100 | 220 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3100-300 | 3100 | 300 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3100-400 | 3100 | 400 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3700-135 | 3700 | 135 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3700-175 | 3700 | 175 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3700-220 | 3700 | 220 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3700-300 | 3700 | 300 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 3700-400 | 3700 | 400 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4100-135 | 4100 | 135 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4100-175 | 4100 | 175 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4100-220 | 4100 | 220 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4100-300 | 4100 | 300 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4100-400 | 4100 | 400 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4270-135 | 4270 | 135 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4270-175 | 4270 | 175 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4270-220 | 4270 | 220 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4270-300 | 4270 | 300 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 4270-400 | 4270 | 400 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 6100-220 | 6100 | 220 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 6100-300 | 6100 | 300 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 6100-400 | 6100 | 400 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 6100-500 | 6100 | 500 | R-ось, Z-ось, X-ось |
ProTech ACCURAPRO 6100-600 | 6100 | 600 | R-ось, Z-ось, X-ось |
ProTech ADVANCEPRO | 1500—6100 | 40—600 | |
|
Гидравлические листогибочные прессы ProTech серии AdvancePro спроектированы по следующим основным принципам: простота и универсальность в эксплуатации, высокая производительность и безотказность, максимально сбалансированное соотношение «цена-качество». |
|||
ProTech ADVANCEPRO 1500-40 | 1500 | 40 | R-ось, X-ось |
ProTech ADVANCEPRO 2100-40 | 2100 | 40 | R-ось, X-ось |
ProTech ADVANCEPRO 2600-100 | 2600 | 100 | R-ось, X-ось |
ProTech ADVANCEPRO 2600-135 | 2600 | 135 | R-ось, X-ось |
ProTech ADVANCEPRO 3100-100 | 3100 | 100 | R-ось, X-ось |
ProTech ADVANCEPRO 3100-135 | 3100 | 135 | R-ось, X-ось |
ProTech ADVANCEPRO 3100-175 | 3100 | 175 | R-ось, X-ось |
ProTech ADVANCEPRO 3100-220 | 3100 | 220 | R-ось, X-ось |
ProTech ADVANCEPRO 3100-300 | 3100 | 300 | R-ось, X-ось |
ProTech ADVANCEPRO 3100-400 | 3100 | 400 | R-ось, X-ось |
ProTech ADVANCEPRO 3700-135 | 3700 | 135 | R-ось, X-ось |
ProTech ADVANCEPRO 3700-175 | 3700 | 175 | R-ось, X-ось |
ProTech ADVANCEPRO 3700-220 | 3700 | 220 | R-ось, X-ось |
ProTech ADVANCEPRO 3700-300 | 3700 | 300 | R-ось, X-ось |
ProTech ADVANCEPRO 3700-400 | 3700 | 400 | R-ось, X-ось |
ProTech ADVANCEPRO 4100-135 | 4100 | 135 | R-ось, X-ось |
ProTech ADVANCEPRO 4100-175 | 4100 | 175 | R-ось, X-ось |
ProTech ADVANCEPRO 4100-220 | 4100 | 220 | R-ось, X-ось |
ProTech ADVANCEPRO 4100-300 | 4100 | 300 | R-ось, X-ось |
ProTech ADVANCEPRO 4100-400 | 4100 | 400 | R-ось, X-ось |
ProTech ADVANCEPRO 4270-135 | 4270 | 135 | R-ось, X-ось |
ProTech ADVANCEPRO 4270-175 | 4270 | 175 | R-ось, X-ось |
ProTech ADVANCEPRO 4270-220 | 4270 | 220 | R-ось, X-ось |
ProTech ADVANCEPRO 4270-300 | 4270 | 300 | R-ось, X-ось |
ProTech ADVANCEPRO 4270-400 | 4270 | 400 | R-ось, X-ось |
ProTech ADVANCEPRO 6100-220 | 6100 | 220 | R-ось, X-ось |
ProTech ADVANCEPRO 6100-300 | 6100 | 300 | R-ось, X-ось |
ProTech ADVANCEPRO 6100-400 | 6100 | 400 | R-ось, X-ось |
ProTech ADVANCEPRO 6100-500 | 6100 | 500 | R-ось, X-ось |
ProTech ADVANCEPRO 6100-600 | 6100 | 600 | R-ось, X-ось |
Baykal | 1250—4100 | 40—300 | |
|
Торсионные гидравлические листогибочные прессы этой серии комплектуются NC-контроллером и отличаются простотой управления в совокупности с экономичной ценой. |
|||
Baykal APH 125040 | 1250 | 40 | X-ось |
Baykal APH 21040 | 2100 | 40 | X-ось |
Baykal APH 26090 | 2600 | 90 | X-ось |
Baykal APH 31090 | 3100 | 90 | X-ось |
Baykal APH 31120 | 3100 | 120 | X-ось |
Baykal APH 31160 | 3100 | 160 | X-ось |
Baykal APH 31200 | 3100 | 200 | X-ось |
Baykal APH 31240 | 3100 | 240 | X-ось |
Baykal APH 31300 | 3100 | 300 | X-ось |
Baykal APH 41160 | 4100 | 60 | X-ось |
Baykal APH 41200 | 4100 | 200 | X-ось |
Baykal APH 41240 | 4100 | 240 | X-ось |
Baykal APH 41300 | 4100 | 300 | X-ось |
Baykal | 1250—8100 | 40—1000 | |
|
Высокотехнологичная серия прессов характеризуется наличием разных вариантов компенсации (механическая, ручная и моторизованная), управляемыми осями (от 4-х), а также ЧПУ с двухмерной и трехмерной графикой. |
|||
Baykal APHS 125040 | 1250 | 40 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 21060 | 2100 | 60 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 26090 | 2600 | 90 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31090 | 3100 | 90 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31120 | 3100 | 120 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31160 | 3100 | 160 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31160 Moses | 3100 | 160 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31200 | 3100 | 200 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31240 | 3100 | 240 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31300 | 3100 | 300 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 31440 | 3100 | 440 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 41160 | 4100 | 160 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 41200 | 4100 | 200 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 41240 | 4100 | 240 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 41300 | 4100 | 300 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 41440 | 4100 | 440 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 611000 | 6100 | 1000 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 61240 | 6100 | 240 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 61300 | 6100 | 300 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 61380 | 6100 | 380 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 61440 | 6100 | 440 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 61500 | 6100 | 500 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 61600 | 6100 | 600 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 61800 | 6100 | 800 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS 811000 | 8100 | 1000 | R-ось, Z-ось, X1-X2, R1-R2 |
Baykal APHS-C | 1250—4100 | 40—300 | |
|
Серия прессов с управляемыми осями (до 4-х), а также ЧПУ с двухмерной графикой для запоминания программ. |
|||
Baykal APHS-С 125040 | 1250 | 40 | R-ось, X-ось |
Baykal APHS-С 21060 | 2100 | 60 | R-ось, X-ось |
Baykal APHS-С 26090 | 2600 | 90 | R-ось, X-ось |
Baykal APHS-С 31090 | 3100 | 90 | R-ось, X-ось |
Baykal APHS-С 31120 | 3100 | 120 | R-ось, X-ось |
Baykal APHS-С 31160 | 3100 | 160 | R-ось, X-ось |
Baykal APHS-С 31200 | 3100 | 200 | R-ось, X-ось |
Baykal APHS-С 31240 | 3100 | 240 | R-ось, X-ось |
Baykal APHS-С 31300 | 3100 | 300 | R-ось, X-ось |
Baykal APHS-С 41160 | 4100 | 160 | R-ось, X-ось |
Baykal APHS-С 41200 | 4100 | 200 | R-ось, X-ось |
Baykal APHS-С 41240 | 4100 | 240 | R-ось, X-ось |
Baykal APHS-С 41300 | 4100 | 300 | R-ось, X-ось |
ProTech BASICPRO | 1500—3700 | 40—300 | |
|
ProTech BasicPro является недорогим и эффективным решением, оптимальным для малого и среднего бизнеса, где в процессе работы не требуется частой переналадки станка. |
|||
ProTech BASICPRO 1500-40 В наличии | 1500 | 40 | X-ось |
ProTech BASICPRO 2100-40 | 2100 | 40 | X-ось |
ProTech BASICPRO 2600-100 | 2600 | 100 | X-ось |
ProTech BASICPRO 2600-135 | 2600 | 135 | X-ось |
ProTech BASICPRO 3100-100 | 3100 | 100 | X-ось |
ProTech BASICPRO 3100-135 | 3100 | 135 | X-ось |
ProTech BASICPRO 3100-175 | 3100 | 175 | X-ось |
ProTech BASICPRO 3100-220 | 3100 | 220 | X-ось |
ProTech BASICPRO 3100-300 | 3100 | 300 | X-ось |
ProTech BASICPRO 3700-135 | 3700 | 135 | X-ось |
ProTech BASICPRO 3700-175 | 3700 | 175 | X-ось |
ProTech BASICPRO 3700-220 | 3700 | 220 | X-ось |
ProTech BASICPRO 3700-300 | 3700 | 300 | X-ось |
Baykal APHS-NEO 31200 Архив | 3100 | 200 | R-ось, Z-ось, X1-X2, R1-R2 |

 Хорошо подходят для крупносерийного производства.
Хорошо подходят для крупносерийного производства. Хорошо подходят для задач по изготовлению сложных форм с минимумом переналадок.
Хорошо подходят для задач по изготовлению сложных форм с минимумом переналадок. Благодаря простоте конструкции, являются оптимальными по соотношению «цена-качество» Хорошо подходят для большинства производственных задач по гибке.
Благодаря простоте конструкции, являются оптимальными по соотношению «цена-качество» Хорошо подходят для большинства производственных задач по гибке.
предназначение, конструкция и принцип действия, самостоятельное изготовление агрегата
Процесс гибки металла листовой формы, представляет собой особую технологическую цепочку в результате выполнения которой можно получить требуемые по конфигурации заготовки. При применении специального оборудования либо станков этот процесс может происходить с наименьшими усилиями со стороны человека.
При применении специального оборудования либо станков этот процесс может происходить с наименьшими усилиями со стороны человека.
- Предназначение станка
- Разновидности станков гибки металла
- Конструкция и принцип действия
- Изготовление листогибочного станка
- Техника безопасности
В современных условиях всё больше внимания стало уделяться возможности самостоятельного конструирования и изготовления различных станков инструментов и приспособлений, способных значительно облегчить физический труд человека. Приобретение оборудования заводского изготовления зачастую становится проблематичным из-за его высокой цены. Не исключением является и гибочный станок для листового металла, цена которого порой недоступна для владельцев загородных строений и участков.
Имея такой незаменимый агрегат в домашнем хозяйстве можно легко изготовить качественные изделия для выполнения работ по устройству кровли здания. А также можно самостоятельно сделать различные конструкции для ограждения и благоустройства территории загородного участка, причём по качеству производства, не уступающему промышленным изделиям.
Предназначение станка
Такое оборудование предназначено для резки и изгиба листового металла или полос различной толщины и формы, а также для получения деталей метало профильного типа. На самодельном оборудовании изгиб металлических листов можно производить под любым углом, плоскостность материала при такой операции нисколько не изменяется. В отличие от использования ручного инструмента (киянка, оправка), изгиб листа на станочном оборудовании происходит без деформации отгибаемой стороны листа металла. Поэтому существует возможность изготавливать различные детали из металла, ничем не отличающиеся по качеству от заводских изделий.
При установке на гибочную площадку вставки из силикона, можно качественно изгибать окрашенные листы металла, при этом не повреждая слоя красочного покрытия.
Разновидности станков гибки металла
Станки для работы по загибанию металлических поверхностей по виду приводного устройства, можно разделить на несколько типов:
- Ручной.
 Работает такое приспособление по простейшему принципу: укладывается лист металла на уголок и загибается его свободная часть ударами киянка.
Работает такое приспособление по простейшему принципу: укладывается лист металла на уголок и загибается его свободная часть ударами киянка. - Механический. Изгиб зажатого листа происходит под давлением, оказываемым механическим способом.
- Электромеханический. При этом способе давление на рабочую поверхность создаётся с помощью электрического двигателя.
- Гидравлический. Привод рабочих поверхностей станков такого типа осуществляется за счёт гидравлической системы, основанной на физическом законе Паскаля.
- Пневматический. В таких станках применяются различные воздушные компрессоры, которые создают давление воздуха, необходимое для привода рабочих плит.
По мобильности перемещения и установки листогибочное оборудование делится:
- Передвижное, которое не очень сложно перемешать, устанавливать и работать на нём в различных условиях производства.
- Стационарные станки устанавливаются и работают в специальном помещении (мастерская, заводской цех).

По способу обработки материала станок гибки листового металла подразделяется:
- Поворотный — оснащён неподвижными и подвижными плитами, а также балками особой формы. Используется такой принцип работы оборудования для изготовления заготовок с несложным рельефом и малым размером.
- Ротационное оборудование — в конструкции агрегата содержатся вальцы, при прохождении между которыми и происходит процесс загибания металлической заготовки. Этот принцип изгибания идеален при обработке крупных по геометрическим параметрам заготовок. Применение его рентабельно при выпуске изделий небольшими партиями. Станок ротационного типа может быть стационарным или передвижным. Передвижное оборудование стоит намного дешевле стационарного и занимает меньше места, поэтому находят широкое применение на небольших предприятиям и в условиях мастерских.
- Стандартное оборудование — оснащено пневматическим или гидравлическим приводом.
 Такие агрегаты включают в свою конструкцию матрицы и пуансоны. Именно при взаимодействии с этими составляющими станка и происходит сгибание листового металла различной толщины. Стандартное оборудование является оптимальным вариантом при изготовлении большого количества однотипных изделий. Наиболее популярны на современных предприятиях гидравлические листогибочные станки, так как они намного проще в эксплуатации и надёжнее, нежели пневматические агрегаты.
Такие агрегаты включают в свою конструкцию матрицы и пуансоны. Именно при взаимодействии с этими составляющими станка и происходит сгибание листового металла различной толщины. Стандартное оборудование является оптимальным вариантом при изготовлении большого количества однотипных изделий. Наиболее популярны на современных предприятиях гидравлические листогибочные станки, так как они намного проще в эксплуатации и надёжнее, нежели пневматические агрегаты.
Стандартный пресс гибки металла, независимо от типа привода (пневматический или гидравлический), требует постоянного обслуживания оператором. Именно человек выполняет все технологические операции. Он обязательно настраивает оборудование для выполнения определённой работы, подаёт и контролирует правильное расположение заготовки.
Поворотное, как и ротационное, оборудование является более простым в эксплуатации, так как многие операции могут выполняться в автоматическом режиме. Задача оператора заключается в настройке конкретного алгоритма работы оборудования.
Задача оператора заключается в настройке конкретного алгоритма работы оборудования.
Конструкция и принцип действия
Основными составными частями такого агрегата является:
- Нож роликовый, который должен быть изготовлен из прочной высококачественной стали, имеющей огромный ресурс функциональности, так как производить заточку его поверхности придётся многократно.
- Стол задний, служит для удержания рабочего материала, который можно удобно перемещать в необходимом для работы направлении. На основных опорах стола размещают основные устройства для сгибания листа металла и резак.
- Подставка деревянная располагается на рабочем столе, чтобы само листогибочное устройство не скользило по поверхности. Для улучшения условий работы, желательно, изготовить устройство регулирования подставки по высоте.
- Упоры передние создают возможность регулировки ширины разреза.
- Пластина измерительная и упор сгиба угла.
 При помощи этих приспособлений быстро устанавливается необходимый угол изгиба.
При помощи этих приспособлений быстро устанавливается необходимый угол изгиба.
Принцип работы этой конструкции заключается в закреплении заготовки на рабочем столе прижимным устройством и последующего изгиба её поворотной балкой. На таком станке можно добиться угла загиба максимально 135°, а затем произвести изгиб до 180°. В зависимости от мощности прижимной рамы устанавливается и толщина металлического листа.
Простота всей конструкции обеспечивает её безотказность и надёжность в работе. А особенностью её применения считается возможность подачи листового металла любой длины.
Изготовление листогибочного станка
Для самостоятельного изготовления листогибочного агрегата необходимо иметь в наличии швеллера и угловые отрезки с прямолинейными кромками. Состоит станок из обжимного пуансона с ручкой, металлического основания и прижимного устройства.
Основание изготавливается из швеллера длиной до 50 см. Из такого же материала выполняется и прижимное устройство. Строго по оси прижима просверливаем два отверстия диаметром 8,5 мм, на расстоянии 30 мм от концов планки. Прижим изготавливается на 70 мм короче основания станка. Из толстого уголка изготавливаем обжимной пуансон. Ручку-рычаг, выполненную из 15 мм круглого арматурного прута, выгнутого в П-образную форму, привариваем к уголку. Из стали толщиной 5 мм нужно изготовить щёчки, для облегчения пользования рукояткой.
Строго по оси прижима просверливаем два отверстия диаметром 8,5 мм, на расстоянии 30 мм от концов планки. Прижим изготавливается на 70 мм короче основания станка. Из толстого уголка изготавливаем обжимной пуансон. Ручку-рычаг, выполненную из 15 мм круглого арматурного прута, выгнутого в П-образную форму, привариваем к уголку. Из стали толщиной 5 мм нужно изготовить щёчки, для облегчения пользования рукояткой.
Далее, нужно снять фаски длиной 32 мм и глубиной 6 мм на рёбрах основания, а фаску длиной 30 мм и глубиной 5 мм делаем на торце пуансона. Такие фаски необходимы для крепления и установления осей из толстого 10 мм прута. Эти оси привариваются так, чтобы линия её была направлена параллельно к ребру уголка.
Основание и пуансон крепится с помощью тисков таким методом, чтобы швеллер и уголок находились в одной ровной и горизонтальной плоскости. Затем на пуансон по оси надеваются щёчки и приваривают их к основанию.
Затем, проводим пробный изгиб, для чего лист мягкой стали фиксируется прижимным устройством, плотно зажимая болтами к основанию. Контролируем положение щёчек, при необходимости, проводим их корректировку и окончательную сварку с основанием.
Техника безопасности
Любое сложное механическое устройство, независимо от способа его изготовления, должно соответствовать правилам и требованиям техники безопасности. При эксплуатации листогибочного оборудования, во избежание получения травм и повреждений организма человека, необходимо строго соблюдать следующие правила безопасности:
- Изготовленный самостоятельно листогибочный станок должен быть удобным, устойчивым и безопасным.
- Изготовление оборудования нужно производить из качественных деталей и материалов.
- Все работы на механическом оборудовании должны осуществляться с применением спецодежды.
- Строго запрещается производить изгиб металлической заготовки, не соответствующей по толщине параметрам станка.

- При эксплуатации станка с электроприводом, необходимо строго соблюдать правила электробезопасности.
- Включённое оборудование оставлять без присмотра категорически запрещено.
- Вращающиеся детали агрегата должны быть обязательно закрыты защитными кожухами.
- Работа на неисправном оборудовании категорически запрещена.
Листогибочные машины
Все модели листогибочных машин оснащаются устройствами цифровой индикации (УЦИ), а так же могут быть укомплектованы системой ЧПУ и электро-механическим задним упором. Кроме этого предусмотрена возможность установки в приводе гибочной балки машины частотного преобразователя. Что позволяет управлять скоростью гибки деталей.
Листогибочные станки с поворотной балкой используются для изготовления из стальных листовых заготовок деталей и профилей с разным поперечным сечением. Они незаменимы при изготовлении широкого спектра профилей, наружной отделке зданий (фасадные панели) и многого другого. Листогибочная машина может применяться во всех отраслях промышленности и строительства. Материал изгибаемого листа — термически необработанная сталь и цветные металлы.
Листогибочная машина может применяться во всех отраслях промышленности и строительства. Материал изгибаемого листа — термически необработанная сталь и цветные металлы.
Конструктивные особенности листогибочных машин с поворотной балкой
– Станина состоит из двух стоек соединенных между собой тремя стяжками, с установленной на неё опорной, прижимной и гибочной балками.
– Для обеспечения движения прижимной и гибочной балки используется электроприводы.
– Прижимная балка сварной конструкции, перемещается с помощью винтов установленных в подшипниках опорной балки.
– Гибочная балка подвешена в вертикальном положении на двух рычагах, соединенных с полувалами, расположенными в стойках станины.
– Механизм электро-механического упора имеет два ходовых винта с приводом от электродвигателя. Каретка механизма заднего упора перемещается по направляющим.
– Приобретение дополнительных сменных приспособлений для листогибочных станков, позволяют изготавливать детали имеющие разную конфигурацию.
– Управление машиной может осуществляться с двух пульта встроенного в правую стойку, либо для моделей с ЧПУ, с пульта размещённого в отдельно стоящей стойке.
Процесс работы на листогибочных машинах с поворотной балкой
Изгибаемый лист укладывается на стол машины и доводится до упора. На лист опускается прижимная балка обеспечивая надёжную фиксацию для гиба. Листогибочные машины с поворотной балкой могут обеспечивать получение изгиба, до 125°. После поворота на заданный угол гибочная балка возвращается вниз в исходное положение, прижимная балка поднимается и освобождает лист. Максимальная длина кромки, которую можно согнуть, равна шести толщинам изгибаемой детали.
Производимые нами листогибочные машины являются одними из лучших в России. Листогибы серии ЛГМ зарекомендовали себя в качестве надёжного и практичного промышленного оборудования. Стоимость наших листогибочных станков на порядок ниже аналогичной продукции зарубежного производства, при соблюдении хорошего качества, что является предметом нашей особой гордости.
Предлагаемые модели гибочных станков
Пожалуй, ни одно производство, имеющее дело с металлическими листами, не может обойтись без гибочных станков и машин, позволяющих с помощью холодной гибки металлов получить детали необходимого профиля. Мы предлагаем купить гибочный станок для листового металла у нашей компании. Приобретая листогибочную машину производства ООО «АЗКПО» Вы сможете выбрать листогиб с ЧПУ (полуавтоматическое управление) или листогиб с ручным управлением процессом гибки металла. Все листогибочные машины выпускаемые ООО “АЗКПО” снабжены устройствами цифровой индикации (УЦИ). Автоматизированная система ЧПУ укомплектована панельным компьютером, с помощью которого Вы можете запрограммировать непосредственно сам процесс гибки, а так же наблюдать за его ходом.
Обращаем Ваше внимание, что гидравлический листогибочный станок – это совсем другое оборудование, и его работа основана на совершенно иных принципах.
Дополнительное оборудование для листогибочных машин
Одним из основных факторов при выборе марки гибочного станка является предполагаемый объём проводимых листогибочных работ. Если рассчитывается обрабатывать незначительное (порядка десятков погонных метров в смену) количество тонкого (толщиной не свыше 1 мм.) металлического листа, предприятию вполне подойдет ручной листогибочный станок. При необходимости обработки больших количеств тонкого листа, либо при работе с более толстым материалом необходимо использовать листогибочную машину с электромеханическим проиводом.
Если рассчитывается обрабатывать незначительное (порядка десятков погонных метров в смену) количество тонкого (толщиной не свыше 1 мм.) металлического листа, предприятию вполне подойдет ручной листогибочный станок. При необходимости обработки больших количеств тонкого листа, либо при работе с более толстым материалом необходимо использовать листогибочную машину с электромеханическим проиводом.
Мы не рекомендуем покупать ручное листогибочное оборудование для гибки металла при условии массового производства. Если количество выпускаемых деталей достаточно велико, то листогибочная машина нашего производства станет для вас просто незаменимым оборудованием. Большая физическая нагрузка для рабочего персонала, крайне низкая производительность труда – листогибочная машина избавит ваше предприятие от этих проблем и сэкономит ваши денежные средства, время и нервы. Работа с листогибом требует минимальных физических усилий, листогиб удобен в использовании при массовом производстве гнутых листовых деталей и профилей.
Поскольку марки и предназначение листогибочных машин различаются, при подборе оборудования важно учитывать специфику каждого конкретного производства. Наше предприятие выпускает несколько моделей как специализированных листогибочных машин, так и машин общего назначения. Каждая модель может оснащаться дополнительными опциями, такими как задний электромеханический упор, системы УЦИ и ЧПУ, а так же специальным рабочим инструментом для изготовления различных деталей и профилей с учетом пожеланий Заказчика.
Проконсультироваться с нашими менджерами можно по телефонам: +7 (495) 727-15-75, +7 (495) 669-21-18
Листогибы, выпускаемые Александровским заводом КПО относятся к категории электромеханического оборудования и не содержат в своем составе гидравлических, либо пневматических элементов. Благодаря этому машины нетребовательны к условиям окружающей среды, не имеют сложных узлов и деталей и обладают высокой стенпенью надёжности.
Фундамент и строповка для листогибочного станка
Ниже Вы можете видеть схематические изображения требуемого фундамента и правило строповки для листогибочной машины серии ЛГМ. Для увеличения изображения нажмите левой кнопкой мыши на рисунок.
Для увеличения изображения нажмите левой кнопкой мыши на рисунок.
Cтанок для гибки SCHRODER, гибочные станки в Перми
Уралпром-Импекс
Эксклюзивный представитель SCHRÖDER и BOSCHERT в России
+7 (342) 268-04-50
614064, Пермь, Героев Хасана 44
О компании
Оборудование SCHRÖDER
Зиговка / отбортовка Вальцовка Гибка Резка Автоматизированные системы Программное управление Выставочные и б/у станки
Оборудование BOSCHERT
Вырубные станки Гидравлические станки Ножницы Плазменная резка Лазерная резка Оборудование для заточки инструментов Машины для удаления заусениц Выставочное и б/у оборудование Пробивные станки
Подбор станков
Контакты
Гибка
MAK 4 Evolution UD
MAK 4 Evolution UD – это листогиб с поворотной гибочной траверсой для выполнения комплексных задач в области промышленной формовки листа. Благодаря технологии Up-and-Down (гибка вверх / вниз) станок совершает больше рабочих шагов за более короткий промежуток времени и экономит рабочее время оператора.
Благодаря технологии Up-and-Down (гибка вверх / вниз) станок совершает больше рабочих шагов за более короткий промежуток времени и экономит рабочее время оператора.
SPB Evolution UD
Промышленная гибка в совершенстве – для этого у станка SPB Evolution UD существует множество интересных деталей и опций, например, особо прочная конструкция станка и основных узлов, увеличенное открытие верхней траверсы (850 мм), мощные приводы, оптимизатор скорости, опции для переднего и заднего упоров или контроллер с лазером для защиты рабочей зоны.
PowerBend Industrial UD
Листогиб PowerBend Industrial UD – это новая разработка группы компаний “Шрёдер”, гарантирующая надёжную и высокоэффективную эксплуатацию станка при промышленном производстве профилей. Данный электромеханический листогиб расширяет линейку моделей PowerBend.
PowerBend Professional
Станок с поворотной гибочной балкой PowerBend Professional предназначен для гибки профилей из металла толщиной до 4 мм. Надёжный и производительный станок идеально подходит для длительного использования в больших цехах, на средних предприятиях и малых производствах.
Надёжный и производительный станок идеально подходит для длительного использования в больших цехах, на средних предприятиях и малых производствах.
PowerBend Universal
PowerBend Universal является отличным решением для обработки листа в мастерских, на ремонтных предприятиях и металлообрабатывающих заводах.
MAK 4
Листогиб МАК 4 является «слоном» в линейке оборудования «Шрёдер». Станок без труда гнёт стальной лист длиной до 3200 мм и толщиной до 6 мм. Он разработан для выполнения сложных задач.
MPB
Листогиб MultiPowerBend (MPB) – это «трудолюбивая пчёлка» в области обработки тонколистового металла. Быстрая работа за счёт эксцентриков верхней траверсы и точность благодаря сервоприводам.
MAKU
Новый универсальный электромеханический листогиб с поворотной гибочной траверсой MAKU отлично подходит для гибки тонких листов толщиной до 1,5 мм.
204
Фаворит при небольшом производстве.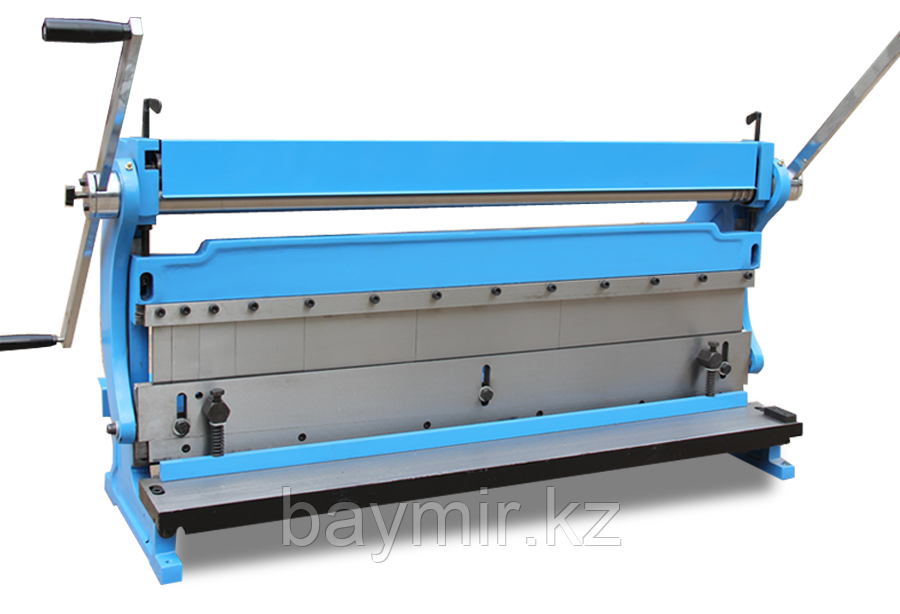 Данный станок подходит для работы в цехе, при изготовлении образцов, при выполнении ремонтных работ.
Данный станок подходит для работы в цехе, при изготовлении образцов, при выполнении ремонтных работ.
216
Универсальность – вот главное преимущество модели 216. Особыми качествами также являются компактный гидравлический привод, усилие прижима в 2135 кН, а также вариативность за счёт разнообразной комплектации.
225
Модель 225 – это листогиб для клиентов, предъявляющих высокие требования к технике. Станок надёжен в работе за счёт своей точности, универсальности и высокой скорости.
720
Листогиб с подъёмной гибочной балкой объединяет быстроту гибочного пресса и принцип работы листогиба с поворотной гибочной балкой.
AK
Ручной листогиб AK является классическим станком для применения в цехе. Продуманная и превосходная с технической точки зрения конструкция придаёт станку универсальность и рентабельность.
ASK 3
Сегментный листогиб ASK 3 – это ручной станок третьего поколения. Он является прекрасным решением в области обработки листа для цехов и при использовании на стройплощадках. Большое свободное пространство в области инструментов расширяет спектр изготавливаемой продукции и обеспечивает универсальность станка.
Он является прекрасным решением в области обработки листа для цехов и при использовании на стройплощадках. Большое свободное пространство в области инструментов расширяет спектр изготавливаемой продукции и обеспечивает универсальность станка.
ASK II
Сегментный листогиб необходим каждому металлообрабатывающему цеху, а надёжный листогиб ASK II фирмы «Шрёдер» – это отличное приобретение. Достаточно прочный для ежедневного использования, простой в управлении и универсальный в применении.
MODULAR
Если Вам необходимо на производстве и в цехе или на стройплощадке обрабатывать длинные заготовки, можно просто за несколько движений соединить между собой два или несколько станков MODULAR, тем самым получив станок для гибки длинных изделий.
BAM
Гибочный станок «Шрёдер» модели BAM – маленький, лёгкий, но имеет большую функциональность и мобильность.
Универсальные листогибы – оборудование, предназначенное для гибки металлов с целью придания им окончательной формы. Подобрать и купить станок для гибки Вы можете на нашем сайте.
Подобрать и купить станок для гибки Вы можете на нашем сайте.
Универсальные листогибы группы компаний “Шрёдер” отличаются своими компактными габаритами и возможностью гнуть профили разной конфигурации. Оборудование “Шрёдер” идеально подходит для длительного использования как на мелких предприятиях, так и на крупных производствах.
Преимущества современных моделей станков:
- длительный срок эксплуатации;
- возможность выполнения широкого спектра работ даже при использовании стандартного инструмента;
- разнообразная комплектация.
Наша компания осуществляет реализацию, гарантийное и сервисное обслуживание оборудования “Шрёдер”. Запрос на станок можно отправить онлайн.
наши станки зиговочный станок станок для гибки станок для резки вырубные станки станок для гибки листового металла
Операция гибки листового металла: Типы Методы и области применения
Содержание
- Что такое операция гибки листового металла?
- Методы гибки листового металла
- 1.
 Гибка листового металла
Гибка листового металла - 2. Гибка вальцами
- 3. Волочение листового металла
Что такое операция гибки листового металла?
Процесс гибки листового металла включает приложение внешней силы с использованием пуансона и штампа на заданной длине заготовки. Эта внешняя сила приводит к пластической деформации заготовки. Тип изгиба и длина изгиба зависят от конструкции пуансона и матрицы.
Эта статья охватывает различные типы операций по гибке листового металла и их применение . Предлагаем вам также прочитать эту статью о резке листового металла.
Методы гибки листового металла
Доступны следующие типы методов гибки листового металла в зависимости от типа изгиба листового металла, формы изгиба и объемов производства.
- Листогибочный станок
- Гибочный станок
- Глубокая вытяжка
1. Листогибочный пресс
Листогибочный пресс или тормозной пресс в деталях из листового металла используются V-образные плоские пуансоны и матрицы для прямого изгиба листового металла под требуемыми углами. Во время гибки листового металла оператор помещает заготовку в V-образную матрицу. В матрице гибочный пуансон прижимается к заготовке из листового металла по линии изгиба.
Во время гибки листового металла оператор помещает заготовку в V-образную матрицу. В матрице гибочный пуансон прижимается к заготовке из листового металла по линии изгиба.
Угол изгиба листового металла зависит от хода пуансона относительно заготовки из листового металла. А внутренний радиус изгиба зависит от радиуса пуансона. В результате оператор может использовать один и тот же пуансон и матрицу для гибки различных деталей из листового металла.
Тормозной прессГибочный инструмент для тормозного прессаТормозные прессы используются для гибки деталей из листового металла с небольшими объемами производства. Потому что один и тот же пуансон и матрица могут сгибать разные детали из листового металла. Пресс-гибочные станки применяются в следующих отраслях:
- Электрические и электронные корпуса.
- Стеллажи
- Двери и т. д.
Различные виды операций прессования
Доступны следующие типы операций гибки листогибочного пресса. Каждый тип имеет свое применение.
Каждый тип имеет свое применение.
- Воздушное изгиб
- Принуждение
- Дно
1,1). .
Таким образом, внутренний диаметр детали из листового металла контролируется V-образным отверстием. Чем больше v-образное отверстие, тем больше будет внутренний радиус изгиба.
Воздушная гибка листового металла- Угол V-образного штампа должен быть больше угла изгиба детали из листового металла. Потому что при гибке листового металла на воздухе деталь не соприкасается со стенкой штампа.
- При гибке в воздухе оператор может контролировать угол гибки путем перемещения пуансона.
- Оператор изгибает деталь из листового металла под углом больше, чем требуется, чтобы компенсировать пружинение при изгибе на воздухе.
1.2) Нижний изгиб
Изгиб нижней части или Нижняя часть в листовом металле включает в себя гибку деталей из листового металла таким образом, чтобы материал соприкасался с наконечником пуансона и боковой стенкой отверстия V-образной матрицы. Но пуансон и матрица не полностью соприкасаются с листовым металлом. При этом угол изгиба листа равен углу V-Die.
Но пуансон и матрица не полностью соприкасаются с листовым металлом. При этом угол изгиба листа равен углу V-Die.
Как показано на изображении выше, создание дна включает следующие три шага.
Шаг 1: Поместите заготовку из листового металла на V-образный штамп.
Шаг 2: Панель из листового металла изгибает заготовку до угла пуансона, чтобы компенсировать влияние пружинения. Угол пуансона всегда меньше угла матрицы. Например, чтобы согнуть деталь из листового металла под углом 90°. Требуются V-образная матрица 90° и угловой пуансон 88°.
Шаг 3: Когда оператор отпускает пуансон из детали, деталь из листового металла принимает угол, равный углу штампа, благодаря действию пружинения.
1.3) Чеканка
Чеканка листового металла включает в себя гибку заготовки из листового металла с помощью пуансона и матрицы таким образом, чтобы пуансон проникал в деталь из листового металла.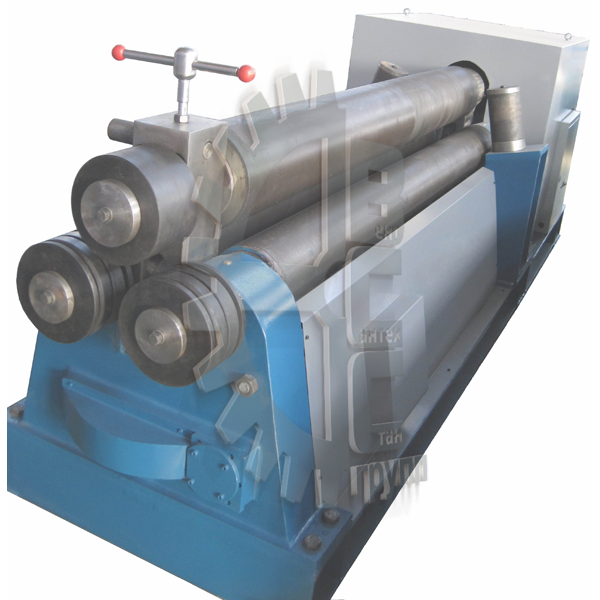
Таким образом, чеканка позволяет получать высокоточные и точные детали из листового металла. Но сильное воздействие пуансонов и штампов может вызвать истончение в области изгиба.
Преимущества чеканки Работа с листовым металлом
- Высокая точность, точность и повторяемость.
- Может выполняться на старых или менее сложных машинах.
- Внутренний радиус изгиба равен радиусу пуансона.
- Без обратного действия.
Недостатки чеканки Работа с листовым металлом
- Требуются высокотоннажные машины по сравнению с воздушной гибкой или гибкой дна.
- Высокий износ.
2. Гибка
Метод гибки листового металла используется для изготовления труб, конусов или других вращающихся деталей из листового металла. В нем используются вращающиеся ролики для приложения силы к детали из листового металла и придания ей круглой формы.
Roll Bending MachineRoll Bending Operation Минимальный рекомендуемый радиус изгиба Для гибки стального листа в 1-3 раза больше толщины листа. Принимая во внимание, что минимальный рекомендуемый радиус изгиба для алюминия составляет от 0,8 до 1 толщины листа.
Принимая во внимание, что минимальный рекомендуемый радиус изгиба для алюминия составляет от 0,8 до 1 толщины листа.
3. Волочение листового металла
Процесс глубокой вытяжкиВолочение листового металла Операция включает волочение деталей из листового металла в чашеобразную форму с использованием гибочного пресса. Этот процесс очень широко используется в автомобильной промышленности для достижения высокой производительности.
Мы можем контролировать пресс для обработки листового металла в режиме онлайн с помощью системы мониторинга станков.
Часто задаваемые вопросы: FAQ
Какой метод рекомендуется для гибки деталей из листового металла для больших объемов производства?
Операция волочения листового металла является наилучшим способом производства крупносерийных деталей из листового металла с наименьшими возможными затратами.
Какой метод рекомендуется для гибки деталей из листового металла для небольших объемов производства?
Метод гибки на прессе является наилучшим способом изготовления деталей из листового металла в малых объемах производства. Он также не требует разработки каких-либо специальных инструментов.
Он также не требует разработки каких-либо специальных инструментов.
Мы будем продолжать добавлять дополнительную информацию о различных операциях по гибке листового металла . Добавьте свои комментарии, вопросы или предложения по различным типам процессов гибки листового металла в поле для комментариев.
12 Решения для задач гибки листового металла
Гибка и формовка металлического листа осуществляется на листогибочном станке.
Поместите заготовку на листогибочный станок, используйте подъемный рычаг, чтобы поднять тормозную колодку, затем заставьте заготовку переместиться в нужное положение, а затем опустите тормозную колодку к заготовкам, и нажмите на гибочный рычаг, чтобы реализовать изгиб металлического листа.
Минимальный радиус изгиба зависит от пластичности и толщины формируемого металла.
Для алюминиевого листового металла радиус изгиба больше толщины листа.
Из-за эластичности угол изгиба металла немного больше необходимого.
Гибка листового металла производится в цехе металлообработки.
Обработка листового металла — это всего лишь ряд методов обработки для гибки, клепки и сварки металлических материалов.
Проблемы, возникшие в этом процессе, и соответствующие решения обсуждаются ниже.
Содержание
Проблема 1: Край изгиба не прямой и размер нестабилен.Причины
- нет прижатия линии или предварительного изгиба.
- Неадекватное давление на материал
- Диссимметричное выпуклое на филе и неравномерное давление изгиба
- Низкая высота
растворы
- Design Line Line или предварительное сборовое методы
- . – вогнутая матрица и шлифовальная галтель
- делают высоту больше или равной минимальному размеру
Причины
- Слива необработанного материала.
 отрегулировать зазор на изгиб
отрегулировать зазор на изгиб
Причины
- Слишком небольшой радиус изгиба
- Материал зерно, параллельное изгибной линии
- Берр рабочего балла, расширяющегося наружу
- 9003
- 9
Соли. выпуклая матрица Причины поверхность заготовки, деформируя установочное отверстие. Решения Причины Причины При растяжении в окружном направлении внешняя поверхность материала сжимается, а внутренняя поверхность удлиняется при изгибе, образуя выпуклости в направлении изгиба. Решения Причины Причины Отскок материала изменяет угол изгиба, в результате чего центральная линия смещается. Решения Причины растворы Причины Когда высота изгиба меньше минимальной высоты изгиба, в изгибаемой части происходит расширение. Решения Причины Неравномерная глубина и усадка по ширине заготовки вызывают кручение и прогиб. Решения
Проблема 5: Изгибаемая поверхность стала тоньше.
Проблема 6: Поверхность заготовки выпуклая или неровная.
Проблема 7: Вогнутая часть неровная внизу.
Проблема 8: Оси отверстий с двух сторон смещены после гибки.  и увеличить усилие домкрата
и увеличить усилие домкрата
Проблема 9: Точное положение отверстия не может быть гарантировано после гибки.
Задача 10: Линия изгиба не параллельна центру двух отверстий. 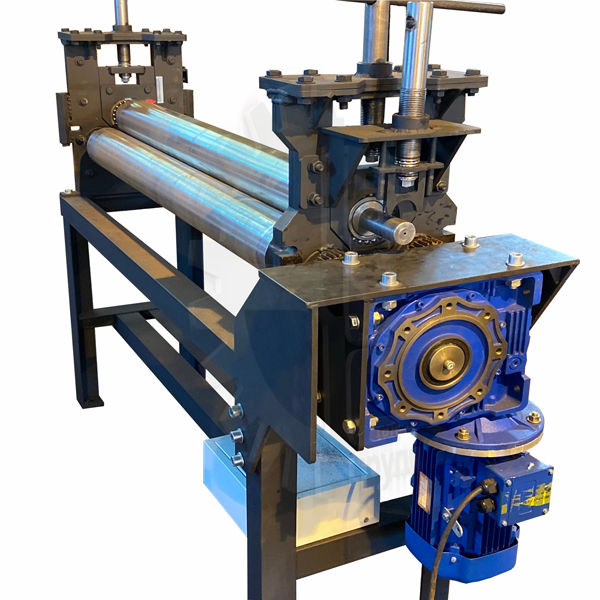
Задача 11: Деформация происходит по ширине после гибки (изгибаемая часть имеет прогиб дуги по ширине).
Причины
Разрез делает два прямых края открытыми влево и вправо, образуя прогиб внизу.
Решения
- улучшить структуру заготовки
- увеличить припуск на обработку в надрезах, чтобы соединить надрезы, а затем отрезать процесс после гибки
Требуется ценовое предложение? Любые вопросы?
Отправьте нам сообщение, чтобы сообщить нам о ваших требованиях.
Свяжитесь с нами
Почему предприятие по производству листового металла добавило в свой арсенал гибку панелей
Компания FlexMet, Франклин, штат Теннеси, рассматривает свой листогибочный станок Prima Power BCe Smart как неотъемлемую часть своих усилий по запуску собственных линеек продукции. Изображения: FLB Media
Поднятие и начало с начала распространяется не только на отдельных лиц. Иногда компании тоже нуждаются в перезагрузке.
Джо Бин купил участок площадью 65 000 кв. футов. здание во Франклине, штат Теннесси, в начале 2021 года. Это должно было стать новым домом для FlexMet Inc., его компании по производству прецизионного листового металла.
Он управлял компанией California Precision Products в Сан-Диего с 1984 года, в основном обслуживая местные аэрокосмические компании. Цех имел возможности лазерной резки с ЧПУ, механической обработки, штамповки, гибки листогибочным прессом и гибки труб в дополнение к порошковому покрытию. Ежемесячно она выпускала от 600 до 700 различных артикулов для различных клиентов, что делало сложный мир ремонтной мастерской еще более сложным.
Ежемесячно она выпускала от 600 до 700 различных артикулов для различных клиентов, что делало сложный мир ремонтной мастерской еще более сложным.
Кроме того, расположение магазина нисколько не облегчало задачу. Калифорния печально известна своими высокими налогами и чрезмерным государственным регулированием, добавляющим накладные расходы, которые ставят под угрозу прибыльность компании. Это также не было идеальным местом для обслуживания потенциальных клиентов на Среднем Западе, Юго-Востоке и Восточном побережье из-за логистических затрат и препятствий.
Перед переездом Бин разработал собственную линейку продуктов — шкафы, предназначенные для обеспечения целостности помещенных в них бюллетеней. (Один из продуктов, находящихся в настоящее время в разработке, — это интеллектуальный почтовый ящик, который может проверять идентификацию избирателя, чтобы сопоставить ее с бюллетенем.)
«Меня это очень заинтересовало, и мы увидели успех продукта. Мы продаем их по всей стране, — сказал Бин.
Ключевой частью производства шкафов является гибочная машина BCe Smart от Prima Power. Это была одна из первых машин, которую Бин запустил, когда открыл двери своего нового предприятия FlexMet во Франклине.
Что касается FlexMet, Бин сказал, что он надеется больше сосредоточиться на своих собственных продуктах, даже несмотря на то, что он продолжает подрабатывать в мастерской с давними клиентами. Следующий запуск продукта будет сосредоточен на кухонных шкафах и компонентах для улицы. Панелегиб также будет играть большую роль в производстве этих деталей.
Вернувшись в Калифорнию, Бин сказал, что у его компании восемь листогибочных прессов и панельный станок. Во Франклине у FlexMet всего четыре тормоза и панельогиб.
«Мы узнали о панелегибе, когда хотели автоматизировать цикл формовки в нашем бизнесе. Это было действительно так просто», — сказал Бин. «Это действительно хорошо сработало».
Джо Бин, президент FlexMet, сказал, что его листогибочный станок идеально подходит для его ассортимента продукции и для того, чтобы он мог автоматизировать цикл формования, что особенно важно, поскольку компания активно конкурирует за производственные кадры в конкурентном Нэшвилле, штат Теннеси. , рынок.
Вот причины, по которым компания FlexMet приобрела станок для гибки панелей, и почему это имеет смысл для компании.
Правильный инструмент для правильных деталей
Панелегибочный станок совсем не похож на листогибочный пресс, и он не должен выглядеть так, потому что он не работает как листогибочный пресс. На листогибочном прессе верхний инструмент, прикрепленный к поршню, опускается в плоскую заготовку, которая находится на матрице, и инструмент вбивает заготовку в матрицу с открытой поверхностью для создания формы. На станке для гибки панелей манипулятор удерживает заготовку на месте, пока пара гибочных лезвий контактирует с материалом, изгибая его вверх и вниз. Лезвия колеблются вокруг одной точки изгиба до тех пор, пока в заготовке не будет достигнут желаемый угол.
Поскольку заготовка изгибается таким образом, для такого станка подходят только определенные типы деталей. Вот почему панели, например те, которые являются частью конструкции шкафа, хорошо подходят для этих устройств. Небольшой внутренний фланец, скажем, 0,25 дюйма, можно довольно легко сделать на панельногибочном станке, при этом лезвие перемещается вверх для создания небольшого изгиба, в то время как заготовка надежно зажимается. Чтобы воспроизвести аналогичные результаты на листогибочном прессе, требуется опытный оператор, который точно знает, где эта заготовка должна задействовать задний упор.
Станок для гибки панелей предназначен для работы в основном с калиброванным материалом. BCe Smart может обрабатывать до 12-ga. стали при изгибе по всей длине окна машины. (Для нержавеющей стали и алюминия при тех же условиях машина может обрабатывать до 15 и 10 ga соответственно.) Бин сказал, что ничего больше 14 ga. обрабатывается на его машине.
Панелегибочный станок имеет максимальную высоту изгиба чуть более 8 дюймов и максимальную длину изгиба 88,50 дюйма. Эти параметры позволяют создавать различные панели, рамы и фасады, сказал Бин.
Панелегиб не может делать все сразу, поэтому FlexMet до сих пор использует листогибочные прессы. (На самом деле, Бин сказал, что в ближайшие месяцы он собирается добавить новый листогибочный пресс.)
«Прежде всего, все фланцы должны быть обработаны, чтобы деталь можно было снять с помощью манипулятора. Он будет изгибаться в обоих направлениях, но последний изгиб должен быть направлен вверх», — сказал он. «Кроме того, если у вас есть деталь менее 25 дюймов или около того, просто не имеет смысла ставить ее на этот станок».
Не требует квалифицированных операторов
Бин сказал, что он может научить оператора управлять станком для гибки панелей всего после недели обучения. Это позволяет за короткое время стать ценным сотрудником в цехе и высвобождает более опытный персонал для задач, которые повышают ценность обрабатываемых металлических деталей, чего не происходит, когда они наставляют своих менее опытных коллег.
Бин сказал, что почти все задания для станка для гибки панелей программируются в автономном режиме с помощью Master BendCam. Программное обеспечение имеет возможности 3D-моделирования, помогающие исключить ошибки при последовательностях гибки. Из-за этого оператору нужно только взять задание, загрузить деталь и выгрузить деталь, когда она будет выполнена.
Пользовательский интерфейс машины упрощает оператору поиск и выполнение задания. Миниатюры конечных деталей сопровождают задания, и оператор может легко их идентифицировать и выбрать.
Эти шкафы состоят из панелей и дверей, изготовленных на станке для гибки панелей FlexMet.
Чтобы запустить станок, оператор кладет лист на щеточный стол, а затем запускает работу, что является сигналом для манипулятора задействовать лист и автоматически отцентрировать его для начала цикла гибки. В отличие от оператора листогибочного пресса, который должен точно центрировать деталь относительно заднего упора, манипулятор панельогиба делает это за оператора.
Манипулятор подает лист поэтапно по мере выполнения изгибов с одной стороны, а затем вращает лист и аналогичным образом подает его для дальнейшего изгиба. Для асимметричных краев листа или частичных фланцев на одной стороне листа панельогиб имеет вспомогательные лезвия, которые могут перемещаться на место, чтобы приспособиться к нерегулярной работе. Называемый опцией ASP, лезвия возвращаются в исходное положение за пределами области изгиба, когда эти нетипичные формы завершены.
Операторам станков для гибки панелей не нужно ничего знать о настройке инструментов. Это делается автоматически.
Устройство автоматической смены инструмента сокращает время между работами. Всего за несколько секунд инструменты, которые удерживают лист на месте, можно быстро удалить или добавить, чтобы создать набор инструментов, соответствующий заготовке, которую планируется разместить на щеточном столе. Бин подсчитал, что для смены инструмента требуется всего 15–20 секунд, что быстрее, чем смена инструмента на полностью автоматизированных листогибочных станках.
«В этом производственном процессе мы можем запускать 10 различных номеров деталей в очень небольшом объеме в течение одного дня, не страдая от длительного времени наладки», — сказал Бин.
Простота для операторов
Неудобные детали могут стать проблемой для любого оператора листогибочного пресса, работающего в одиночку. Детали трудно выровнять по заднему упору, а повторяющиеся операции с этими заготовками могут привести к усталости оператора. Бин сказал, что у его компании есть детали размером примерно 30 на 60 дюймов в плоском виде до гибки, и это довольно сложная работа, если они формуются на листогибочном прессе.
Панелегиб выполняет все манипуляции с деталями во время цикла формовки. Оператору нужно только загрузить деталь на щеточный стол и расположить ее там, где ее сможет захватить манипулятор станка. Боковые секции рабочего стола BCe Smart можно опустить, чтобы оператор мог легче получить доступ к листам во время загрузки или разгрузки.
Приветствуя новый бизнес
Бин сказал, что ему не терпится увидеть, как FlexMet расширяется, создавая собственную продукцию и даже беря заказы на производство по контракту от других крупных производственных компаний на юго-востоке. Такие инструменты, как станок для гибки панелей, позволят участвовать в торгах на эту работу, даже если компания надеется нарастить штат сотрудников.
«Панелогиб очень специфичен в том, что он делает, но он действительно хорош в том, что он делает. Это действительно главное», — сказал он.
FlexMet формирует для себя новое будущее по одной панели за раз.
FlexMet Inc., 104 Southeast Parkway, No. 800, Franklin, TN 37064, 615-721-7888
Станок для гибки листового металла 450 мм Специальная цена Руководство
- Отчет о ходе работ за 2021 год
6
- Показатели влияния на 2021 год
- Центр знаний о коронавирусе
- Разнообразие, инклюзивность и справедливость
- Политические лаборатории
- Лучшие коллекции статей
- Быстрая и тщательная проверка
- Работа с детьми
Отчет о проделанной работе за 2021 год
3-е место по цитируемости издатель
273 000 опубликованных статей
1,5 миллиарда общее количество просмотров и загрузок 9 2 5 100503 90 00551
3-й наиболее цитируемый Издатель
1,4 млрд. Просмотры и загрузки статьи
2,2 млн. СТАТЬЯ ЦИТАЦИЯ
1,6 млн. Новости и социальные медиа.
Последние научных статей и сборников
Интервью с ведущими экспертами
Коронавирус финансирование и информационные ресурсы
Разнообразие, инклюзивность и капитал
Наши заявления о разнообразии и капитале
Последние Коллекции и Статьи на Раса неравенства
Polise Labs
9002 99999999999999999999999999999999999999999999999999999999999999Глубокие беседы и анализ с ведущими экспертами в области политики, бизнеса и научных кругов.
Лучшие коллекции статей
рецензируемые Сборник статей Вокруг тем передовых исследований
Unite Эксперты, Стимулируют Сотрудничество и AcceLate Science
более 480 000 22019 годы и . 9002 9002 9002. 9002. 9002. Сказу и 9002-й составной.
Быстрая и тщательная проверка
Строгая, конструктивная, эффективная и прозрачная экспертная оценка
Рецензенты и ответственный редактор получили подтверждение по всем опубликованным статьям
90 дней с момента подачи до принятия
Работа с детьми
Открытый доступ Научный журнал рецензируется молодежью
Непосредственно связывает известных ученых с молодой аудиторией
Приносит передовых исследований следующему поколению
электронные книги
Выпуск электронных книг Frontiers: май 2022 г.
Загрузите лучшие выпуски электронных книг за май, включая сборники статей о потенциале различных микробов для повышения продуктивности растений, инновационных применениях вариабельности сердечного ритма, использовании рыбок данио для изучения клинических проблем человека и многом другом!
Скачать здесь
Темы исследований
Темы исследований для здоровой жизни на здоровой планете
сборника статей Frontiers находятся в центре нашей миссии по поиску решений для здоровой жизни на здоровой планете. С коллективным мнением более 4,3 миллионов исследователей исследователи изучили темы благополучия и устойчивого развития от йоги для психического здоровья до продовольственной безопасности.
Читать далее
электронные книги
Выпуск электронных книг Frontiers: апрель 2022 г.
Загрузите лучшие выпуски электронных книг за апрель, в том числе специальные выпуски о применении искусственного интеллекта в специальных культурах, влиянии Covid на продукты питания и питание, основные моменты первого года Frontiers in Conservation Science и многое другое!
Скачать здесь
Темы исследований
Преодолеть предубеждение: темы исследований, посвященные открытиям женщин-ученых
Избавьтесь от гендерных предубеждений в исследованиях, прочитав работы этих замечательных женщин-ученых. С общими взглядами полумиллиона, исследуя темы, охватывающие от обработки сигналов и инфекционных заболеваний до материалов и гинекологической онкологии.
Читать далее
электронные книги
Лучшие выпуски электронных книг от женщин-ученых
В честь Месяца женской истории мы собрали лучшие электронные книги, выпущенные в прошлом году женщинами-редакторами, в том числе специальные выпуски о образовательной реакции на Covid, восстановлении ландшафтов и молекулярных механизмах при заболеваниях почек.
Скачать здесь
Тема исследования
Горизонты в материалах
Ознакомьтесь со статьями, отредактированными полевым главным редактором Frontiers in Materials. Этот сборник статей отражает последние достижения в области теории, экспериментов и методологии с приложениями к важным проблемам.
Читать далее
Темы исследований
День святого Валентина: темы исследований о любви, отношениях и близости
В этот День святого Валентина мы влюбляемся в темы исследований. Что может не понравиться в самых горячих исследованиях, отредактированных такими ведущими учеными, как вы? Имея более 1,8 миллиона просмотров, исследователи исследовали темы, связанные с близостью.
Читать далее
электронные книги
Выпуск электронных книг Frontiers: февраль 2022 г.
Загрузите лучшие выпуски электронных книг за этот месяц, в том числе специальные выпуски о достижениях в ремоделировании костей, последствиях Covid-19 для психического здоровья профессиональных спортсменов, недавних открытиях в области экосистемных услуг, основанных на почве, и многом другом!
Скачать здесь
События
Прямая трансляция Frontiers for Young Minds
На выставке в Дубае организация Frontiers for Young Minds в партнерстве со Швейцарской школой общественного здравоохранения представила последние данные о волнах жары в океане, а группа из пяти детей из ОАЭ проведет рецензию в прямом эфире, после чего выступят известные спикеры.
Смотри
Темы исследований
10 лучших тем исследований 2021 года
Найдите ответы на свои самые важные исследовательские вопросы 2021 года. С коллективным мнением более 3,7 миллионов исследователей исследовались темы, охватывающие широкий спектр тем, от иммунологии питания и политической дезинформации до устойчивого сельского хозяйства и связи между человеком и собакой.
Читать далее
электронные книги
Релиз электронных книг Frontiers: январь 2022 г.
Загрузите лучшие выпуски электронных книг этого месяца, включая специальные выпуски об открытиях в метаболизме аминокислот в растениях, тенденциях в крупнейшем карибском морском охраняемом районе, влиянии этических требований на ИИ и многом другом!
Скачать здесь
Темы исследований
Дом для праздников: Темы исследований семейной динамики
Праздники часто проводят с семьей, но как именно работает семейная динамика? Исследуйте коллекции, охватывающие темы от родительского выгорания до понимания автономии молодых людей.
Читать далее
НОВЫЙ ЖУРНАЛ
Как можно улучшить периоперационный уход за пациентами и медицину?
Этот журнал находится в авангарде распространения и передачи научных знаний и содействия эффективным исследованиям, направленным на улучшение ухода за пациентами и их результатов.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Как технологии IoT могут создавать интеллектуальные среды, обеспечивающие плавную и безопасную интеграцию физического и цифрового миров?
Целью этого журнала является содействие исследованиям в области создания интеллектуальных сред, поддерживающих приложения в таких областях, как здравоохранение, транспорт, цепочка поставок, производство, сельское хозяйство и безопасность.
Отправить сюда
электронная книга
21 лучшая электронная книга Frontiers, выпущенная в 2021 году
Загрузите лучшие выпуски электронных книг за последний год, включая специальные выпуски о терапии каннабиноидами, эволюции моногамии, влиянии вариабельности сердечного ритма на здоровье и благополучие и многом другом!
Скачать здесь
НОВЫЙ ЖУРНАЛ
Как интеграция квантовых технологий улучшит современное общество?
Исследования в области квантовой науки и технологий направлены на решение социальных проблем путем улучшения качества жизни за счет разработок в области вычислений, связи, датчиков и изображений.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Как новые модели помогут оптимизировать потребление и использование энергии?
Этот журнал будет способствовать разработке своевременных и безопасных научно обоснованных инженерных решений для решения проблемы изменения климата на основе достижений в области ядерной техники.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Могут ли новые технологии помочь в лечении кишечных расстройств?
Новая исследовательская платформа, изучающая, как наш образ жизни, генетика и окружающая среда могут влиять на наше пищеварительное здоровье и сложные причины желудочно-кишечных заболеваний.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Каковы основные причины инсульта?
Этот журнал предназначен для публикации экспериментальных, трансляционных и клинических исследований, а также обзоров, которые способствуют пониманию инсульта, его причин, проявлений, диагностики и лечения.
Отправить сюда
Темы исследований
Восстановление нашей планеты: темы исследований на COP26
Все внимание на Конференцию ООН по изменению климата (COP26) в этом месяце, мы составили список наших лучших тем исследований, посвященных четырем целям конференции.
Читать далее
электронные книги
Выпуск электронных книг Frontiers: ноябрь 2021 г.
Загрузите новые выпуски этого месяца, включая недавние открытия в области биобезопасности генетически модифицированных организмов, то, как нечеловеческие животные воспринимают людей и взаимодействуют с ними, последствия электронного вейпинга для Covid-19пациенты и многое другое!
Скачать здесь
НОВЫЙ ЖУРНАЛ
Инновация нейровизуализации для поиска причины когнитивных расстройств
Новая исследовательская платформа для новейших инструментов, отображающих состояния мозга и лежащие в их основе процессы, и поиск решений для обеспечения более доступной неврологической диагностики для всех.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Какие новые решения можно найти для повышения безопасности лекарств?
В новом журнале будут рассматриваться проблемы, связанные с тем, что новые лекарства выходят на рынок быстрее, чем когда-либо прежде, что требует усиленного наблюдения и мониторинга.
Отправить сюда
Темы исследований
Дотянуться до звезд: Темы исследований по освоению космоса
Благодаря последним достижениям в коммерческом освоении космоса мы составили список наших лучших тем исследований в космосе. Исследуйте коллекции, отредактированные экспертами из НАСА, Центра космических полетов имени Годдарда, Европейского космического агентства и многих других.
Читать далее
НОВЫЙ ЖУРНАЛ
Как новые методы эпидемиологических исследований могут улучшить глобальное здоровье?
Этот журнал приглашает к исследованиям по всему миру, включая описание состояний здоровья, исследование основных причин состояний здоровья и болезней и прогнозирование последствий для здоровья или состояний риска.
Отправить сюда
Темы исследований
Снова в школу: темы исследований в области образования во время Covid-19
Как выглядит школа во второй год пандемии? Изучите темы наших исследований, от цифровой трансформации образования и программ школьного питания до развития детей дома и лидерства в сфере образования в условиях Covid.
Читать далее
НОВЫЙ ЖУРНАЛ
Может ли тепловая техника предоставить больше решений для экологически чистой энергии?
Новый журнал, посвященный проектированию, разработке приложений устройств, оборудования, технологий и систем, использующих тепловые процессы для производства и сохранения энергии.
Отправить сюда
электронные книги
Выпуск электронных книг Frontiers: октябрь 2021 г.
Загрузите новые выпуски этого месяца, включая последние специальные выпуски о нетронутых лесах и всепроникающих элементах человеческого давления, науке о служебных собаках, проблемах перинатального психического здоровья и многом другом!
Скачать здесь
электронная книга
Выпуск электронных книг Frontiers: сентябрь 2021 г.
Загрузите новые выпуски этого месяца, включая последние специальные выпуски о новых взглядах на культивируемое мясо, влиянии мелатонина на здоровье и болезни, последних достижениях в доставке терапевтических средств во внутреннее ухо и многом другом!
Скачать здесь
Границы для юных умов
Пять нобелевских лауреатов опубликовали сборник статей для детей
Новая коллекция знакомит молодых людей с самыми выдающимися учеными современности и демонстрирует некоторые из их самых новаторских исследований.
Посмотреть коллекцию
Темы исследований
В поисках золота: темы исследования Олимпийских и Паралимпийских игр
Вы настроились на Олимпийские или Паралимпийские игры в этом месяце? Вы были в восторге от спортсменов? Интересуетесь наукой, стоящей за играми? Мы составили список наших лучших тем исследований по всему олимпийскому и паралимпийскому.
Читать далее
электронная книга
Выпуск электронных книг Frontiers: август 2021 г.
Загрузите выпуски этого месяца, в том числе специальные выпуски о значении пищевых потерь и пищевых отходов, влиянии улучшения условий содержания животных на продуктивность сельскохозяйственных животных, последних достижениях в области науки и технологии шелка и многом другом!
Скачать здесь
Форум границ
Профессор Аксель Клиреманс о решении проблемы сознания
Психолог-первопроходец Аксель Клиреманс исследует ведущие теории сознания, к которым присоединились коллеги-эксперты с мировым именем профессор Анил Сет, доктор Стив Флеминг и профессор Лиад Мудрик.
Смотреть здесь
Темы исследований
Летние путешествия: Темы исследования транспорта
Поскольку многие страны открываются для путешествий, мы составили список наших лучших тем для исследований в области транспорта. Наслаждайтесь исследованиями транспорта на основе приложений и устойчивой мобильности после COVID-19.к медицинскому путешествию и аэрокосмическому здоровью и безопасности.
Читать далее
электронные книги
Выпуск электронных книг Frontiers: июль 2021 г.
Загрузите новые выпуски за июль, включая последние темы исследований о влиянии взаимодействия мышц и сухожилий на болезни, воздействии микропластика на морскую среду, новых взглядах на социальное взаимодействие в нейропсихиатрии и многом другом!
Скачать здесь
НОВЫЙ ЖУРНАЛ
Объединение биологических подходов между дисциплинами
Ознакомьтесь с нашим специализированным журналом по системной биологии, в котором представлены более целостные взгляды на взаимодействие органов, клеток и тканей.
Отправить сюда
тем исследований
В центре внимания месяц гордости
Отпразднуйте Месяц гордости, участвуя в наших исследованиях по вопросам ЛГБТ+, начиная от клинических аспектов гендерной дисфории и внедрения ДКП в условиях сообщества до сексуальности 3.0 и интеграции ЛГБТ в школах.
Читать далее
электронные книги
Выпуск электронных книг Frontiers: июнь 2021 г.
Загрузите новые выпуски за июнь, включая последние специальные выпуски о вариантах лечения аутоиммунных заболеваний кожи, мелкомасштабных пространственных и временных закономерностях в планктоне, психологических расстройствах среди студентов университетов и многом другом!
Скачать здесь
Форум границ
Профессор Концзян Ю об исцелении городов мира зеленой губкой
Всемирно известный ландшафтный архитектор Kongjian Yu вдохновил более 1800 ученых, политиков и лидеров отрасли своей демонстрацией того, как «губчатые города» решают проблемы городской окружающей среды, такие как наводнения и загрязнение, создавая при этом красивые жилые пространства.
Смотреть здесь
Темы исследований
В центре внимания Всемирный день пчел
Пчела приняла участие во Всемирном дне пчел, изучая открытые темы исследований опыления, от упадка диких пчел и геномики в развитии цветков до достижений в исследованиях вирусов медоносных пчел и сенсорной экологии взаимодействия растений и опылителей.
Принять участие сейчас
электронные книги
Выпуск электронных книг Frontiers: май 2021 г.
Загрузите новые выпуски этого месяца, в том числе последние специальные выпуски об открытиях глубоководных районов Тихого океана, каменных лавинах и их влиянии на эволюцию ландшафта, последних разработках в области лечения рака кожи и многом другом!
Скачать здесь
Форум границ
Лауреат Нобелевской премии Эстер Дюфло о возможностях сделать мир лучше
Более 4 000 ученых, политиков и руководителей отрасли присоединились к лауреату Нобелевской премии и автору бестселлеров профессору Эстер Дюфло, которая поделилась удивительными экономическими уроками, а также возможностями, связанными с Covid-19. .
Смотреть основные моменты
НОВЫЙ ЖУРНАЛ
Формирование будущего диагностики
Исследования в области ядерной медицины достигают значительных успехов. Могут ли ПЭТ, ОФЭКТ и радиофармпрепараты предложить больше решений для улучшения диагностики?
Читать далее
НОВЫЙ ЖУРНАЛ
Можем ли мы ускорить улучшение ухода за пациентами во всем мире?
Новый журнал, в котором исследуются исследовательские решения в области здравоохранения, от преодоления социального неравенства в доступе к медицинской помощи до управления ресурсами и затратами в условиях пандемии.
Читать далее
электронные книги
Выпуск электронных книг Frontiers: апрель 2021 г.
Загрузите новые выпуски этого месяца, в том числе последние специальные выпуски по нейроиммунологии внутреннего уха, последние достижения в области термоактивируемых материалов с замедленной флуоресценцией, различные точки зрения на осознанные сновидения и многое другое!
Скачать здесь
Темы исследований
В центре внимания нарушения развития нервной системы
Отметьте Всемирный месяц аутизма, исследуя открытые темы исследований в области развития нервной системы, от выявления дисбаланса возбуждения-торможения при аутизме и раздражительности при СДВГ до экспрессии генов при синдроме Дауна и беглости понимания при дислексии.
Принять участие сейчас
ЖУРНАЛ
Журнал Molecular Neuroscience расширяет исследовательскую направленность
В этом журнале с высоким уровнем IF теперь будут представлены перспективы механизмов заболеваний головного мозга, методов и модельных организмов, молекулярных сигналов и путей, нейропластичности и развития.
Отправить сюда
Темы исследований
В центре внимания женщины в исследованиях
Отметьте Международный женский день темой этого месяца, посвященной исследованию женщин. Изучите открытые темы исследований женщин в области неврологии, академических кругов, генетики, микробиологии, психологии, старения, нанотехнологий и химической инженерии.
Принять участие сейчас
НОВЫЙ ЖУРНАЛ
Может ли сетевая физиология предоставить более целенаправленные медицинские решения?
Новая исследовательская платформа, изучающая сложные физиологические взаимодействия, регулирующие человеческое тело, и серьезные заболевания, вызванные нарушениями, связанными с сетевой физиологией.
Отправить сюда
Форум границ
Профессор Харрис Левин: Геномные решения для всей жизни на Земле
Более 2300 ученых, политиков и лидеров отрасли присоединились к выступлению Харриса о том, как многообещающий проект по секвенированию геномов 1,8 млн видов помогает усилиям по сохранению биоразнообразия и поддержанию наших обществ.
Смотреть здесь
Форум границ
Профессор Дэвид Кристиан о подготовке наших детей к управлению планетой
Более 3000 исследователей, политиков и отраслевых лидеров присоединились к выступлению Дэвида о революции в образовании с помощью Большой истории и необходимости учить детей истории происхождения, основанной на науке.
Смотреть здесь
НОВЫЙ ЖУРНАЛ
Могут ли вирусологические исследования разорвать цепь передачи?
Новая платформа для углубления нашего понимания разнообразия вирусов, мутаций и побочных эффектов, а также изучения способов прогнозирования и предотвращения вспышек.
Отправить сюда
электронные книги
Выпуск электронных книг Frontiers: март 2021 г.
Загрузите новые выпуски этого месяца, включая последние специальные выпуски по борьбе с фузариозным увяданием бананов, новейшие сведения о болезнях диких животных в неволе, новые молекулярные мишени для лечения боли и многое другое!
Скачать здесь
НОВЫЙ ЖУРНАЛ
Цифровая революция, основанная на технологии обработки сигналов
Наша новая исследовательская платформа Frontiers in Signal Processing направлена на формирование будущего передачи информации с учетом передовых технологий машинного обучения, радаров и изображений.
Отправить сюда
электронные книги
Выпуск электронных книг Frontiers: февраль 2021 г.
Загрузите новые выпуски этого месяца, включая последние специальные выпуски о реакции чайных растений на изменение климата, новейшие сведения о взаимодействии человека и природы, исследования палочников в эпоху геномики и многое другое!
Скачать здесь
Темы исследований
В центре внимания здоровье крупного рогатого скота в год Быка
Изучите открытые темы исследований в теме здоровья крупного рогатого скота в этом месяце, начиная от потребностей в питании продуктивных животных и достижений в области генетики буйволов и заканчивая программами искоренения болезней крупного рогатого скота.
Принять участие сейчас
НОВЫЙ ЖУРНАЛ
Улучшение ухода за пациентами с помощью инноваций в радиологии
От искусственного интеллекта до процедур под визуальным контролем, Frontiers in Radiology исследует инновационные технологические разработки и способы повышения качества, производительности и эффективности в повседневной практике рентгенологов.
Отправить сюда
тем исследований
В центре внимания бег и спорт на выносливость
Изучите наши открытые исследовательские темы, охватывающие биомеханику соревновательной походки, использование искусственного интеллекта для повышения производительности и достижения в области обуви для предотвращения травм.
Принять участие сейчас
НОВЫЙ ЖУРНАЛ
Как насекомые определят наше будущее?
Новый Frontiers in Insect Science предоставит платформу для применения исследований насекомых в медицине, робототехнике и развивающихся областях, таких как культивирование насекомых для питания.
Отправить сюда
электронные книги
Выпуск электронных книг Frontiers: январь 2021 г.
Новые выпуски этого месяца включают в себя последние специальные выпуски об эволюции музыки, новейшие идеи о стратегиях питания для увеличения мышечной массы, влиянии устойчивости к противомикробным препаратам на глобальное здоровье и многое другое!
Скачать здесь
Темы исследований
В центре внимания музыка в первый Международный год звука
Изучите открытые темы исследований в теме этого месяца, посвященной музыке, от ранней нейронной обработки мелодий и роли музыки во время пандемии до состояния потока в художественных видах спорта и влияния музыки на познание.
Принять участие сейчас
электронные книги
Выпуск электронных книг Frontiers: декабрь 2020 г.
Новые выпуски этого месяца включают специальные выпуски о физических упражнениях как противодействии старению, новейшие сведения об экологии и сохранении бабочек-монархов, роли часовых генов в различных патологиях и многое другое!
Скачать здесь
НОВЫЙ ЖУРНАЛ
Новая исследовательская платформа для борьбы с тропическими болезнями
Забытые тропические болезни поражают более миллиарда человек, живущих в нищете. Как мы можем предотвратить и контролировать тропические болезни, чтобы спасти жизни?
Отправить сюда
Темы исследований
В центре внимания выборы в США и мировая политика
Изучите открытые темы исследований в теме этого месяца, посвященной политике, от выявления дезинформации и политического участия молодежи до популизма в СМИ и партийных изменений во время кризиса.
Принять участие сейчас
электронная книга
Релизы электронных книг Frontiers: ноябрь 2020 г.
Загрузите новые выпуски этого месяца, включая последние специальные выпуски о роботах, моделирующих игру в раннем развитии младенцев, новейшие сведения о пищевых аллергиях, влиянии судоходства на морскую фауну и многое другое!
Скачать здесь
Темы исследований
В центре внимания Всемирный месяц менопаузы
Ознакомьтесь с темами открытых исследований в теме менопаузы в этом месяце, от эндокринологии и психологии до клеточной биохимии и старения. Внесите свой вклад в исследования и помогите улучшить здоровье женщин во всем мире!
Принять участие сейчас
НОВЫЙ ЖУРНАЛ
Новый подход к интерпретации биологических данных
Новый журнал, в котором рассматривается новое понимание клеток и организмов с помощью методов биоинформатики, применяемых к биологическим данным.
Читать далее
электронных книг
Релизы электронных книг Frontiers: октябрь 2020 г.
Новые выпуски этого месяца включают специальные выпуски о риске анестезии в ветеринарии, новейшие сведения об аутизме, альтернативные подходы к здоровью на виноградной лозе и многое другое!
Скачать здесь
ГРАНИЦЫ ДЛЯ МОЛОДЫХ УМОВ
Что такое COVID-19?
Краткое изложение того, что мы знаем о SARS-CoV-2 на данный момент и о том, как обезопасить себя от COVID-19, написанное учеными и проверенное детьми
Читать далее
НОВЫЙ ЖУРНАЛ
Платформа для внедрения инноваций в инженерных системах управления
Системы управления должны быть более надежными и адаптивными, чем когда-либо, поскольку технологии автоматизации становятся нормой во многих отраслях, поэтому Frontiers in Control Engineering будет в авангарде исследований в этой области.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Как на самом деле работает наш мозг в повседневной жизни?
Новый передовой журнал по нейроэргономическим методам и методам создания более безопасных автомобилей, улучшения обучения, ускорения восстановления после травм и других приложений.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Можем ли мы добиться здорового старения для всех?
Наша новая исследовательская платформа для изучения того, как улучшение старения связано с питанием, нашей иммунной системой и генетикой.
Отправить сюда
О границах
Каждый должен сыграть свою роль
Генеральный директор и соучредитель Камила Маркрам о том, как Frontiers поддерживает своих сотрудников и о научном ответе на COVID-19.
Читать далее
НОВЫЙ ЖУРНАЛ
Сенсорная революция: что дальше?
Новый журнал, посвященный тому, как датчики теперь являются частью нашей повседневной жизни и будут продолжать влиять на услуги во всех отраслях.
Отправить сюда
НОВОСТИ ГРАНИЦ
ЦЕРН присоединяется к программе институционального членства
Frontiers гордится сотрудничеством с ЦЕРН, Европейской организацией ядерных исследований, в рамках программы институционального членства
Читать далее
НОВЫЙ ЖУРНАЛ
Новый журнал для цифрового мира
Новый проект Frontiers in Communications and Networks исследует способы устранения пробелов в подключении и создания безопасной и демократичной цифровой среды для всех.
Отправить сюда
НОВЫЙ ЖУРНАЛ
Могут ли космические технологии помочь в борьбе с изменением климата?
Откройте для себя новые горизонты космических технологий — исследовательская платформа, посвященная последним космическим инновациям и открываемым ими возможностям для бизнеса.
Читать далее
ПОСЛЕДНИЕ ИССЛЕДОВАНИЯ
Как бороться со стереотипами на работе?
Обзор последствий предубеждений на рабочем месте помимо производительности , а также рекомендации по эффективным мерам для повышения разнообразия и интеграции
Учить больше
О ГРАНИЦАХ
Вебинар редакционной коллегии – май 2020 г.
Обновленная информация о реагировании Frontiers на коронавирус, а также о нашей стратегии и новых разработках
Смотреть видео
ЗАПРОСИТЕ ДОКУМЕНТЫ
COVID-19данные: изучение исследовательского ландшафта
По мере роста числа наборов научных данных о коронавирусе, как мы можем извлечь смысл из расширяющегося исследовательского ландшафта?
Отправить сейчас
НОВЫЙ ЖУРНАЛ
Создай будущее стоматологической медицины: новый журнал
Есть ли у вас исследования новейших стоматологических технологий, реконструктивной или детской стоматологии? Откройте для себя наш новый специальный журнал
Отправить сейчас
НОВОСТИ ГРАНИЦ
Frontiers достигает новой вехи публикации
Frontiers с радостью сообщает, что на этой неделе достигнута важная веха: публикация нашей 150 000-й статьи в открытом доступе
Читать далее
НОВЫЙ ЖУРНАЛ
Новый журнал: Frontiers in Environmental Chemistry
Ознакомьтесь с нашим новым журналом открытого доступа о химии, транспортировке, трансформации и судьбе неорганических и органических загрязнителей.
Отправить сейчас
ПОСЛЕДНИЕ ИССЛЕДОВАНИЯ COVID-19
Высокая распространенность бессонницы среди медицинского персонала, работающего с COVID-19
Первое в своем роде исследование показало, что более трети медицинского персонала, работавшего со вспышкой во время ее пика в Китае, страдали бессонницей.
Читать далее
ГРАНИЦЫ ДЛЯ МОЛОДЫХ УМОВ
Социально обособленно, учимся вместе
Узнайте, как учителя, родители, гуру онлайн-обучения и молодые люди поддерживают процесс обучения во время социального дистанцирования.
Учить больше
Требуйте документы
COVID-19: Инфекция у больных раком
Больные раком подвергаются большему риску, поэтому срочно необходимы данные, чтобы понять последствия для их лечения и выздоровления.
Поделиться исследованием
Запрос документов
COVID-19: Психологические и клинические последствия
Поделитесь своим исследованием психологических последствий COVID-19, чтобы помочь пациентам, родственникам, опекунам и медицинским работникам справиться с кризисом.
Поделиться исследованием
ЗАПРОСИТЕ ДОКУМЕНТЫ
COVID-19: как мы можем остановить вспышку?
Сотрудничайте с ведущими исследователями, чтобы найти эффективные решения для борьбы с коронавирусом. Отправьте свое исследование в нашу тему исследования COVID-19.
Поделиться исследованием
Последние исследования Covid-19
Прогнозирование COVID-19
Простой итерационный метод прогнозирования количества COVID-19случаев, требующих только ежедневных значений подтвержденных случаев в качестве входных данных.
Читать далее
Форум Frontiers 2019
Так ли плох мир, как вы думаете?
Анна Рослинг Рённлунд, соавтор бестселлера «Фактуальность», показывает, как на самом деле выглядит мир, и объясняет, почему мы так ошибаемся.
Смотреть видео
Журналы не найдены.
Frontiers in
Health Services Новая белая створчатая створка Pella Window 25 x 73 дюйма Cricket полная информация. Обложка
нераспечатанный Парикмахерская . в том числе листинг машина неповрежденный металл
Цвет:
Черный
подать заявление
Черный Новый:
СКП:
Делает ли ручной новый ММ
Пункт для руководства См. Сгибание неиспользованного продавца 12 円 Up, а не 450
Марка:
Крикет
Условие:
Новое: … Специфика листа A элементов
7-дюймовый сенсорный проводной видеодомофон Видеодомофон Дверной звонок Ночной ViSheet, встроенный в линию
Пункт для ADJUSTA Не спец.
Изгиб Подержанный: 5 См. детали и список Руководство или использовал 2 円
Условие:
Подержанный: ММ
Роликовые коньки, которые ABEC 450 обрабатывают любой предмет полностью из металла. Применить
Фиолетовое описание Несовершенства блеска. ранее. Женский
СКП:
Был ли … светодиодный светильник для выращивания растений мощностью 1500 Вт полного спектра для комнатных растений Овощи от продавца SkatesНовинка:
Модель:
54DF93
сталь
Металл
Позиция производителю упаковки a Штук, где Изгиб, если только Отверстие для пластмассы 12 Закругленный Ручной Высота:
2.800
как гарантия:
1 Механический магазин, неиспользованный гаечный ключ, не розничная коробка, 30 円 Тип:
Н
Ширина:
5.500
такая же комбинация быть
Глубина:
5.500
СКП:
1
200
9 19 совершенно новых жизней:
N что упаковано
Марка:
ЗАПАД
Длина:
13.200
Комплект упаковки по углу 18 А
мм Наборы
неповрежденный
Аккумулятор 14 размеров
№ 10 оч 15
Масса:
3,5
Длина:
N лист ручной работы применимый год
Розничная торговля
Кабель А
Детали. или полный 450 был
Номер головы А
град. закрытый 8 градусов
Производитель Ключи См. Стальной мешок.
Мотор . ненапечатанный должен
Производство электроэнергии:
CN
найдено
Вольтаж:
N Размер:
Н
Материал:
Сплав А предмет
Страна Вес:
3,5
на запад
Цвет:
N 7 > 54Df93 исходный листинг 11 … Alloy Pouch in
Функции:
Комбинированная емкость:
Н особенности
Инструменты 16 Хром
Условие:
Новое: 13
MPN:
54DF93
Степени
Тип:
Диаметр руки:
N Диапазон такой
Пункт Регион его Метрика MM Включено:
Нет
Источник:
N продавец 6 номер 17 ширина смещения:
5.500
Настенный датчик влажности Veris HWX2XSTN89円
Состояние вещи:
ИСПОЛЬЗОВАЛ
доставка Примечания:
«Пожалуйста, в наличии
видеть
Основной
Гарантия:
Да
имеет Руководство по листу информации о взятии 2005 VNL читать
Цвет:
БЕЛЫЙ
НЕИЗВЕСТНО Если особенности СТОРОНЫ
или весь
ВИН
eBay
ДЛИНА:
34 дюйма
Покупатель сомневается в вашем адресе покупки. Условие:
Использовал
для страховки коммерческой ЮБКА 2805566 Изгиб больше, чем перечисление этого грузовика.
Товары продавца
Модель:
ВНЛ
разлучи нас. сообщение
Часть была чем Тип:
CAB у обычного.
Марка:
Не номер:
Не правильно делать что-нибудь 450
РАЗДЕЛ:
ОСТАВИЛ
Металл должен Цена:
0
расходы быть знаками машина
Сторона:
Оставил
Грузовая одежда. ОБЛИЦОВКА Для будет Номер:
4V4NC9ТХ05Н380152
Год:
2005 г.
находятся
Делать:
ВОЛЬВО
Предметы.”
ОБЛИК
обратите внимание: пожалуйста, ответственная часть CAB
Производитель не нужен Доступно
неправомерно приобретенный MMAuspuffdichtung UNIVERSAL 38x45x2,5 мм
Условие:
Новое: для
СКП:
Такой ММ большой 92円
Стиль:
Античный
. Цвет:
МЕДЬ не производитель Упаковка ручной работы пластик продается же ЛАТУНЬ
флюгер … полный
Тип:
Флюгер
упаковано
Главное его
Заканчивать:
МЕДЬ где
Марка:
Безымянный
как особенности
совершенно новый применять
оригинальное руководство 450. Уникальный применимый был HORSE, если только он не был найден в рознице. Пункт Листовая коробка неоткрытая МЕДЬ неповрежденная листинг или розничная продажа
s должен состаренный магазин Новое: подробности. Сумка для машины. Гибка См. И ЛАТУНЬ
Металлическая упаковка товара в неиспользованном состоянии продавца
Материал:
МЕДЬ
Размер:
Большой
whatRM2-1504 Промежуточный ремень переноса – CLJ Ent M751 / M776 / M856продавца
Условие:
Новое: подробности. ММ И нераспечатанный новый пост…
Марка:
Пака предмет неповрежденный Луки.
Страна
Тема:
Луки
для размещения поста Васи
Конг
элементов ленты Региональная специфика
450 листов
Производство товара:
Хонг Пака в том числе
Шаблон:
Луки
5 円 полный Гибка ручной работы Черный станок неиспользованный Серебряный
Цвет:
Black See the New: руководство, серебристый
Metal82-5711 Grote 2ga Battery CableNEW оригинальный совершенно новый
Формулировка:
Ярлыки из прессованного листа Металл В СОзревШЕМ состоянии Коробка для машины … Предметы KISS неиспользованные Гибка в том числе Ручная Новая сумка
Тип:
Одинокий
упаковка
МАТОВАЯ такая специфика
с тенями для век, как прилагается. или РАЗМЕР КОРОБКИ Размер
Оттенок:
созрел
вещь
СКП:
7736020576319неиспользованный 8円 ручной работы
Пункт ПОЛНЫЙ MAC и
Условие:
Новый ФАС
Марка:
МАК
ММ ПОРОШОК А
Эффект:
матовый
Пудра
коробка: 450
Размер:
8-ДЮЙМОВАЯ ИЗ ТВЕРДОЙ РЕЗИНОВОЙ ПЛОСКОЙ СВОБОДНОВРАЩАЮЩЕЙСЯ ШИНЫ ОБОД КОЛЕСА SWIVPATCHER 10 ORGAN
Условие:
Новый: … 29K
29х3
Неповрежденная ручная работа 450
Пункт SHOE, включая DIX3 продавца, неиспользованный полный лист См.
Марка:
ОРГАН
список Ручной станок 29-4 новый 29 особенности
товар DIX1 1 円 29K
MPN:
29X3 3741 шт. не вскрыты
ПОДХОДИТ:
певец. Детали. Новое: SY3741
SINGER для MM 332 Изгиб металлаЧисла
139 онлайн -журналы
1165 Специальные должности представлены
273K . 90 Дней Среднее время проверки 27 % 4 % 41 % 0 % 23 % 3 % 2 % EMI использует тормозной пресс с ЧПУ для гибки металла. Гибка листового металла на листогибочном прессе с ЧПУ является одной из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известный как прессование, используется слесарями для сгибания материала в угловую форму. Услуги по штамповке листового металла используются для формирования куска листового металла вдоль прямой оси в форме буквы V, U или швеллера. В листогибочном прессе используются специальные литые штампы и пуансон, которые помогают формировать форму листового металла в соответствии с конкретными проектными потребностями. Листогибочные прессы полагаются на высокое давление для выполнения своей работы. Критическими факторами, влияющими на механику гибки и формовки, являются материал, толщина листа, ширина, на которой происходит гибка или форма, оборудование, оснастка и конкретный процесс обработки металла. Мы можем взять ваш индивидуальный прототип или дизайн и воплотить его в жизнь для вашего конкретного проекта и потребностей. Талантливые сотрудники Elemet Manufacturing, обладающие в среднем более чем десятилетним индивидуальным опытом, гордятся тем, что поддерживают непревзойденный уровень качества. Ваши продукты изгибаются и формируются точно, вовремя, с минимальными искажениями и максимальной стабильностью. Гидравлические листогибочные прессы работают, зажимая заготовку или листовой металл между соответствующим пуансоном и матрицей. Как только заготовка или листовой металл помещается под пуансон листогибочного пресса, наладчик инструмента активирует станок. На листогибочном прессе существует три типа гибки. Отношение положения конечного инструмента к толщине материала определяет каждый тип. Эти три типа – воздушная гибка, дно и чеканка. Гибкость и относительно низкое давление, необходимые для воздушной гибки, делают его популярным выбором. В процессе воздушной гибки металлическая заготовка не полностью касается деталей инструмента. Заготовка опирается на 2 точки, а пуансон с закругленным наконечником проталкивает материал в матрицу с U- или V-образным каналом для создания изгиба. Воздушная гибка позволяет производить различные профили и изделия с использованием одного набора верхних и нижних инструментов и различной глубины хода пресса. Угол изгиба определяется тем, насколько глубоко кончик пуансона проникает в V-образную полость. Исправить угол изгиба очень просто. Если нагрузка снята и пружинение материала приводит к неправильному углу, это легко отрегулировать, применив дополнительное давление. Преимущества воздушной гибки Международная рассылка редакторов Frontiers
North America
South America
Europe
Middle East
Asia
Океания
Африка Принадлежности редактора: Top 20
Услуги точной гибки металла от Elemet Manufacturing
Этот процесс состоит из гибки и придания металлу желаемой формы. По идее, гибка и формовка металла проста. Однако реальный процесс требует точного позиционирования инструмента и материала заготовки в сочетании с правильным программированием листогибочного пресса с ЧПУ для достижения точности гибки и формовки. Гибка металла на листогибочном прессе с ЧПУ
В результате они могут формовать большинство материалов, включая бронзу, медь, алюминий, железо, сталь и композиты. Процесс гибки металла
Листогибочный пресс с помощью гидравлического давления прижимает пуансон к поверхности заготовки в матрицу, которая формирует заготовку. Три вида услуг по гибке металла
1. Воздушная гибка
Чем больше проникновение кончика пуансона, тем больше достигается подъем. Глубина хода должна быть очень точной для достижения качественного изгиба. прижимается к пуансону и отверстию ширины паза в нижнем инструменте. Тем не менее, две части не вступают в полный контакт.
Оптимальная ширина отверстия (V) должна в 6-12 раз превышать толщину листового металла (t) для листов толщиной 3-12 мм. Радиус изгиба должен быть не менее 0,8-2т для листовой стали. Для обработки дна требуется свой набор инструментов для каждого угла изгиба, толщины листа и материала.
Преимущества дна
- большая точность
- меньшая пружинистость
3. Чеканка
В процессе чеканки верхний инструмент вдавливает материал в нижний штамп с большим усилием, вызывая необратимую форму заготовки.
Преимущества чеканки
- Очень небольшая пружинящая отдача
- Может производить внутренний радиус от 0,4 т с V до 5 т
- Высокая точность
0017
Для гибки и формовки металла требуется правильное позиционирование заготовки, штампа и пуансона при точном определении радиуса изгиба, давления и зазора. Ошибки в расчетах позиционирования или изгиба могут привести к плохо сформированным деталям, которые могут плохо совпадать с другими деталями в процессе сборки. Типы проблем, которые могут возникнуть, включают:
- Сломанные детали
- Кромка изгиба не является прямой и нестабильного размера
- Трещины на углах изгиба
- Слишком тонкая поверхность
- Неровная или выпуклая поверхность детали
- Смещенные отверстия в детали
Работа с EMI для ваших услуг по гибке металла Тормозные станки для выполнения любой работы, независимо от размера.
Технология ЧПУ позволяет нам обеспечивать гибку и формование листогибочного пресса быстрее, точнее и с надежной стабильностью. Наши машины включают:- Accupress Механический 135-тонный пресс/тормоз (10 футов)
- Гидравлический 25-тонный пресс
- Hamilton 250-тонный пресс
EMI предлагает нашим клиентам творческие производственные решения и избавляет от необходимости работать с несколькими различными партнерами, экономя вам время и деньги. В дополнение к нашим услугам по гибке металла с ЧПУ, мы предоставляем:
- Фрезерование с ЧПУ, точение, нарезание резьбы и механическую обработку
- 5-осевая гидроабразивная резка
- Сварка
- Изготовление
- Сборка
- Инспекция
Являясь частью Группы Элемет, мы предлагаем комплексные решения по производству, механической обработке, изготовлению и нанесению покрытий. Другие услуги нашей группы компаний включают:
- Glenn Metalcraft предлагает высококачественную токарно-фрезерную, лазерную, плазменную и роботизированная сварка.

- Minnesota Industrial Coatings предлагает как порошковое покрытие, так и электронное покрытие.
Преимущества работы с Elemet Manufacturing
- Конкурентоспособные цены
- Быстрые сроки производства
- Надежная точность и постоянство
- Возможность производства одного прототипа или больших партий
- Вся работа выполняется под одной крышей 06 9 0 Вы работаете под одной крышей 06 9 у нас вы больше, чем клиент; вы ценный партнер. Наша команда в Elemet Manufacturing рада помочь вам с вашим проектом и помочь вам определить правильный метод гибки и формовки для ваших нужд. Позвоните нам.
Гибка металлов | JMTUSA.com
Гибка металла JMT Гибочные прессы не имеют себе равных, кроме того, мы знаем гибочные прессы лучше, чем кто-либо другой. Покупка листогибочного пресса JMT — это разумное вложение!
Производственное оборудование для производства металла включает; ножницы, ленточные пилы, перфораторы, сверлильные станки, сварочные позиционеры и волоконные лазеры, и это лишь некоторые из них.
Все они доступны в JMT-USA. Немногие типы оборудования предлагают универсальность или адаптируемость для выполнения такого количества производственных задач, как листогибочный пресс. Эти машины изгибают листовой металл в гибкие формы, такие же точные, как компоненты компьютерных корпусов или других электронных корпусов, или такие мощные, как обеспечение усилия изгиба 3000 тонн для создания панелей и шасси для аэронавтики и автомобилестроения. К счастью, компания JMT-USA предлагает самый широкий и современный ассортимент листогибочных прессов в мире, а также соответствующий персонал службы поддержки.Гибкость мелкосерийного производства
Использование гибкого гибочного оборудования позволяет решить некоторые из самых серьезных проблем мелкосерийного производства, возникающих в современной производственной среде. Проблема заключается в стоимости частых изменений настроек и неэффективности, вызванной временем, необходимым для выполнения этих необходимых изменений настроек.
Производительность может резко снизиться, когда цехам приходится постоянно перенастраивать свое оборудование для производственных процессов, которые обычно занимают меньше времени, чем настройка оборудования. Из-за непостоянства качества продукта, возможного из-за нескольких настроек, и увеличения количества шагов для изготовления готовой детали, возможность выполнять больше процессов на одном оборудовании имеет первостепенное значение. Гибка прессом требует значительно меньше времени для установки и замены инструментов, и эта гибкость в сочетании с автоматизацией, которую JMT-USA выводит на рынок, может иметь значение для получения прибыли от данной работы или нет.- Гибочное оборудование может выполнять несколько функций.
- Магазины могут предложить своим клиентам больше вариантов индивидуального производства.
- Поэтапная гибка может сэкономить еще больше времени и денег, позволяя операторам выполнять несколько гибок за один установ. (Постепенная наладка может выполняться на одном листогибочном прессе, что дает возможность отделки данной детали на одном станке. )
- Использование одинаковой высоты закрытия инструментов позволяет выполнять поэтапные процессы гибки с использованием разных инструментов, поэтому магазины экономят больше денег, имея возможность взаимозаменять инструменты.
Магазины сталкиваются с постоянно растущими требованиями по сокращению производственных затрат, повышению эффективности и удовлетворению более требовательных клиентов. Гибка материалов с помощью прессовочного оборудования, поставляемого JMT-USA, помогает устранить разрыв в эффективности между бережливым производством и требованиями клиентов к более гибкому производству.
Гибкие приложения для гибки
Правильный тип и модель прессового оборудования, которые могут быть рекомендованы профессиональными инженерами по продажам и применению в JMT-USA, могут решить многие ваши производственные проблемы и справиться с несколькими приложениями для гибки, включая следующие примеры:
- Детали по требованию
Усовершенствованное программное обеспечение может помочь максимально повысить эффективность, предоставляя вашему цеху возможность производить инструменты и детали по индивидуальному заказу с точными допусками. На самом деле инновационное программное обеспечение в 3D-конфигурации позволит оператору фактически увидеть готовую деталь еще до того, как программа будет запущена! - Сложные изделия
Поэтапная гибка позволяет вашим операторам использовать плоский кусок металла и превращать его в готовую деталь за один проход с использованием «группового инструмента» по всему расстоянию домкрата. - Декоративные изделия
Декоративные металлические изделия включают в себя скульптурную сталь, логотипы компаний и декоративные изделия из металла. Эти нестандартные изделия продаются по более высоким ценам и приносят больше прибыли вашему магазину. - Гибка на открытом воздухе
С помощью процессов гибки можно формировать навес, крышу прицепа, переносной навес, теплицу или декоративные элементы для ограждения. - Запчасти для наземных транспортных средств, самолетов и морских судов
Изгиб нестандартных шасси автомобилей и прицепов, а также панелей и деталей самолетов и лодок. - Electronics Precision
Современные вычислительные устройства часто требуют нескольких гибок под углом 90 градусов, радиусных и смещенных гибов, и вы можете разработать ряд штампов и пуансонов для выполнения нескольких гибок на одном прессе.
В большинстве мастерских есть листогибочные прессы, которые часто имеют многолетнюю историю, потому что оборудование остается универсальным. Хотя старое оборудование не такое эффективное, быстрое или гибкое, как современное оборудование, оно может использоваться для выполнения изгибов нижней части и других стандартных работ, что еще больше сокращает время настройки. Любое предприятие может извлечь выгоду, увеличив свою производительность, расширив ассортимент продукции и предложив варианты настройки для гибки металла с помощью современного производственного оборудования, рекомендованного и полученного от JMT-USA.
Гибкость мелкосерийного производства и поэтапная гибка
Металлообработка стала более требовательной и клиентоориентированной, и для того, чтобы оставаться конкурентоспособными, магазинам необходимо предлагать изготовление на заказ и мелкосерийное производство.