Гибочник для листового металла: Купить станки для гибки металла по выгодной цене! Скидки до 15%!
alexxlab | 29.07.1986 | 0 | Разное
Листогибы Van Mark, гибочный станок для листового металла Mark II, Mark IV, TM, IT, MM, IM
Листогибы Van Mark – всегда на шаг впереди
Американская компания Van Mark, производящая листогибочное оборудование, известна во всем мире. В 2014 г. она отметила свой полувековой юбилей. Постоянно развиваясь и совершенствуясь, Van Mark долгие годы остается лидером в своем сегменте рынка, демонстрируя высочайшее качество инженерных разработок и передовые технологии.
История развития Van Mark
Потребность в листогибочных станках появилась сразу же, как только люди научились делать листовой металл. Но первые конструкции таких станков выглядели слишком громоздкими. Все модели были стационарными и находились в мастерских, где их обслуживали рабочие высокой квалификации. Удивительно, что изготовленные из дерева или чугуна листогибы выполняли необходимую работу на протяжении целого столетия, практически не претерпевая существенных изменений. Пока мысль выпускать компактные листогибы не посетила голову Джина Ван Клива, основателя компании Van Mark. К 60-м годам 20 века он уже был известен своими успехами в производстве строительных изделий.
К 60-м годам 20 века он уже был известен своими успехами в производстве строительных изделий.
В 1964 году в Детройте, штат Мичиган, Van Mark запускает свое первое производство по выпуску гибочных станков для листового металла. Это совпало с развитием частного строительства в США. Продукция компании оказалась востребованной. С 50-х годов в послевоенной Америке начали активно применять алюминий и ПВХ. Материал нужно было обрабатывать при монтаже. Рук для этого уже не хватало, да и точность оставляла желать лучшего. Поэтому листогибы от компании Van Mark пришлись, как нельзя, кстати. Оборудование, выпущенное в автомобильном центре США – Детройте, отличалось компактными размерами, высоким качеством сборки, производительной и эффективной работой.
Со временем дело отца с гордостью продолжил его сын Джефф, являющийся на данный момент президентом компании. Так семейный бизнес постепенно принес Van Mark мировую известность.
Van Mark II TM Van Mark IV IT Van Mark MM Van Mark IM
Гибочное оборудование Van Mark – от старых традиций к новым технологиям
Долговечность листогибов американской компании поражает воображение. Van Mark до сих пор выпускает ЗИП для ремонта станков, которые отработали по 40-50 лет. Это о многом говорит. Несмотря на обилие аналогов, гибочные станки для листового металла из Америки прочно удерживают лидирующие позиции, хотя по стоимости – не самые дешевые. Но Van Mark во главу угла всегда ставил качество. Компания имеет уже не одни завод, все они находятся в США. В американских станках вы не встретите деталей из Средней Азии. Как заявил директор международных продаж Van Mark Брайан Бриллхарт, компания гордится тем, что весь цикл производства станков для гибки металла, от деталей и крепежа до сборки и испытаний осуществляется внутри предприятий. Огромное внимание уделяется пооперационному контролю качества.
Van Mark до сих пор выпускает ЗИП для ремонта станков, которые отработали по 40-50 лет. Это о многом говорит. Несмотря на обилие аналогов, гибочные станки для листового металла из Америки прочно удерживают лидирующие позиции, хотя по стоимости – не самые дешевые. Но Van Mark во главу угла всегда ставил качество. Компания имеет уже не одни завод, все они находятся в США. В американских станках вы не встретите деталей из Средней Азии. Как заявил директор международных продаж Van Mark Брайан Бриллхарт, компания гордится тем, что весь цикл производства станков для гибки металла, от деталей и крепежа до сборки и испытаний осуществляется внутри предприятий. Огромное внимание уделяется пооперационному контролю качества.
Оборудование, прошедшее проверку временем, сейчас востребовано в мире, как никогда, в том числе и в России, где популярность листогибов Van Mark растет с каждым годом, тем более, что в 2009-2010 годах появилось новое семейство станков MetalMaster TrimMaster из 42 моделей, эффективность которых увеличилась в несколько раз. Инновационные разработки позволяют гнуть металл разной толщины без перенастройки оборудования, резать сталь во время гибки. Листогибочные станки Van Mark не царапают металл, не оставляют прочих следов контакта. По глубине подачи до 520 мм американской компании просто нет равных. Приобретая листогибочное оборудование от компании Van Mark, вы становитесь обладателем компактных, мобильных, долговечных и эффективных станков с высокой производительностью и стильным дизайном.
Инновационные разработки позволяют гнуть металл разной толщины без перенастройки оборудования, резать сталь во время гибки. Листогибочные станки Van Mark не царапают металл, не оставляют прочих следов контакта. По глубине подачи до 520 мм американской компании просто нет равных. Приобретая листогибочное оборудование от компании Van Mark, вы становитесь обладателем компактных, мобильных, долговечных и эффективных станков с высокой производительностью и стильным дизайном.
Запчасти для листогибов
- Запасные части для листогиба Van Mark II Commercial TM
- Запасные части для листогиба Van Mark IV Industrial IT
- Запасные части для листогиба Van Mark MetalMaster Commercial MM
- Запасные части для листогиба Van Mark MetalMaster Industrial IM
Листогибы Van Mark
- Ручной листогиб Van Mark II Commercial TM
- Ручной листогиб Van Mark IV Industrial IT
- Ручной листогиб Van Mark MetalMaster Commercial MM
- Ручной листогиб Van Mark MetalMaster Industrial IM
- Мобильный листогиб Van Mark II Commercial TM 6HD
- Мобильный листогиб Van Mark II Commercial TM 8HD
- Мобильный листогиб Van Mark II Commercial TM 10HD
- Мобильный листогиб Van Mark II Commercial TM 12HD
- Мобильный листогиб Van Mark II Commercial TM 14HD
- Мобильный листогиб Van Mark IV Industrial IT 6
- Мобильный листогиб Van Mark IV Industrial IT 8
- Мобильный листогиб Van Mark IV Industrial IT 10
- Мобильный листогиб Van Mark IV Industrial IT 12
- Мобильный листогиб Van Mark IV Industrial IT 14
- Мобильный листогиб Van Mark MetalMaster Commercial MM 651
- Мобильный листогиб Van Mark MetalMaster Commercial MM 851
- Мобильный листогиб Van Mark MetalMaster Commercial MM 1051
- Мобильный листогиб Van Mark MetalMaster Commercial MM 1251
- Мобильный листогиб Van Mark MetalMaster Commercial MM 1451
- Мобильный листогиб Van Mark MetalMaster Industrial IM 655
- Мобильный листогиб Van Mark MetalMaster Industrial IM 855
- Мобильный листогиб Van Mark MetalMaster Industrial IM 1055
- Мобильный листогиб Van Mark MetalMaster Industrial IM 1255
- Мобильный листогиб Van Mark MetalMaster Industrial IM 1455
- Роликовый нож TrimCutter для листогибов Van Mark
Если у вас есть вопросы,
мы сами Вам перезвоним
Топ 10 листогибов за 2022 год
1 место
| Отзывы(4): |
Цена: 2 351 519 p
| Ширина гиба, мм | 2550 |
| Номинальное усилие, кН, кН | 1000 |
| Мощность , кВт | 11. 00 00 |
| Напряжение | 380В |
| Масса, кг |
Синхронизированный гидравлический гибочный пресс DURMА серии AD-R отвечает требованиям заказчиков, для которых необходим минимальный набор функций управлений. Существует большое количество модификаций по длине и рабочему давлению. Оператору доступен контроль и программирование скорости подхода, рабочего хода и скорости возвращения. Это помогает
Полное описание …
2 место
| Отзывы(1): |
Цена: 20 460 p
| Толщина гиба, мм | 1.0 |
| Ширина гиба, мм | 200 |
| Масса, кг | 19 |
Станок комбинированный Stalex 3-in-1/200×1 выполняет функции резки, гибки и проката (вальцевания).
Идеальная комбинация для обработки листового металла толщиной до 1,0 мм. Вальцы имеют трёхваловую конструкцию, верхний вал консольно отводится в сторону для быстрого съёма обечайки. Точно полированные вальцы из углеродистой стали. На вал
Полное описание …
3 место
| Отзывы(0): |
Цена: 276 920 p
| Толщина гиба, мм | 0.8 |
| Ширина гиба, мм | 2650 |
| Масса, кг | 285 |
Профессиональное решение для изготовления, доборных элементов, отливов, вентиляции, водостоков. Листогиб LВМ является ручным проходным станком и используется в качестве гибочного инструмента для откосов, отливов, сайдинга и доборных кровельных профилей.
Стальная сварная металлоконструкция отличается прочностью, что придается х
Полное описание …
4 место
| Отзывы(0): |
Цена: 191 912 p
| Толщина гиба, мм | 0.9 |
| Ширина гиба, мм | 2150 |
| Масса, кг | 220 |
Профессиональное решение для изготовления, доборных элементов, отливов, вентиляции, водостоков. Листогиб LВМ является ручным проходным станком и используется в качестве гибочного инструмента для откосов, отливов, сайдинга и доборных кровельных профилей.
Стальная сварная металлоконструкция отличается прочностью, что придается х
Полное описание .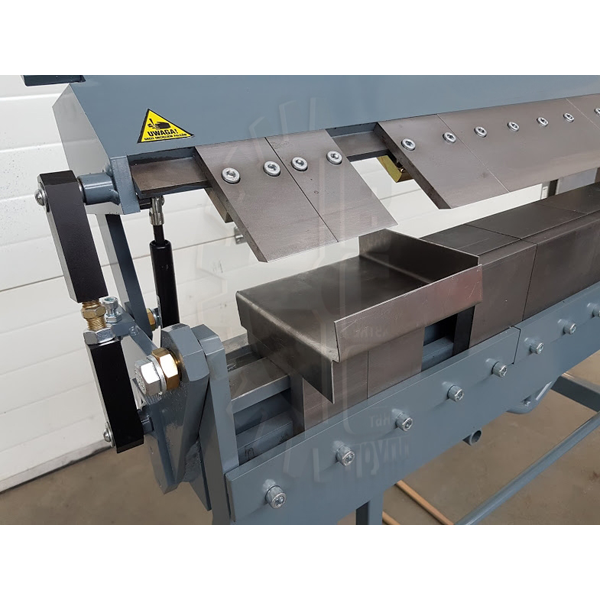 ..
..
5 место
| Отзывы(0): |
Цена: 328 020 p
| Толщина гиба, мм | |
| Ширина гиба, мм | 3200 |
| Масса, кг | 105 |
Листогибочный станок TAPCO MAX 20 3,2 предназначен для изготовления металлических изделий различных назначений. Это оборудования для резки листового металла имеет одну важную особенность – его можно использовать непосредственно на месте работ, что, кстати, дает ему все преимущества ручного станка для резки металла, при этом, исключая его минусы.
Полное описание …
6 место
| Отзывы(0): |
Цена: 27 060 p
| Толщина гиба, мм | 1. 0 0 |
| Ширина гиба, мм | 305 |
| Масса, кг | 43 |
Станок комбинированный Stalex 3-in-1/305×1 выполняет функции резки, гибки и проката (вальцевания).
Идеальная комбинация для обработки листового металла толщиной до 1,0 мм. Вальцы имеют трёхваловую конструкцию, верхний вал консольно отводится в сторону для быстрого съёма обечайки. Точно полированные вальцы из углеродистой стали. На вал
Полное описание …
7 место
| Отзывы(0): |
Цена: 230 000 p
| Толщина гиба, мм | |
| Ширина гиба, мм | 2650 |
| Масса, кг | 290 |
Листогиб Sorex ZRS-2660/0,80 мм является ручным проходным листогибочным станком для обработки листового материала, используется в качестве гибочного станка для производства откосов, отливов, доборных элементов и сайдинга из металла толщиной до 1 мм. Сам листогиб выполнен из стали, имеет сварную конструкцию очень высокой прочности. Станок поставл
Сам листогиб выполнен из стали, имеет сварную конструкцию очень высокой прочности. Станок поставл
Полное описание …
8 место
| Отзывы(0): |
Цена: 331 936 p
| Толщина гиба, мм | 0.7 |
| Ширина гиба, мм | 3150 |
| Масса, кг | 332 |
Профессиональное решение для изготовления, доборных элементов, отливов, вентиляции, водостоков. Листогиб LВМ является ручным проходным станком и используется в качестве гибочного инструмента для откосов, отливов, сайдинга и доборных кровельных профилей.
Стальная сварная металлоконструкция отличается прочностью, что придается х
Полное описание . ..
..
9 место
| Отзывы(0): |
Цена: 432 960 p
| Ширина гиба, мм | 790 |
| Номинальное усилие, кН, кН | 500 |
| Мощность , кВт | 3.00 |
| Напряжение | 380В |
| Масса, кг | 624 |
Гидравлический пресс Stalex HPB-790 предназначен для работы в ремонтных и сборочных цехах, для единичных и серийных производств, используется для изготовления простых изделий и запчастей методом гибки.
Стальная надёжная конструкция и специальные гибочные штампы гарантируют необходимую жесткость и устойчивость станка при ежедневном использован
Полное описание .![]() ..
..
10 место
| Отзывы(0): |
Цена: 15 180 p
| Толщина гиба, мм | 1.2 |
| Масса, кг | 6 |
Шринкер STALEX SS-18 – специальный станок для работ с листовым металлом, предназначен для растягивания и сжатия листового металла.
Вид обработки зависит от вида губок:
- Губки для растяжения металла (Stretcher-Стретчер) – в свободном состоянии сжаты
- Губки для стягивания металла (Shrinker-Шринкер) – в свободном состоянии р
Полное описание …
Сравнительная таблица
Как из обычных плоскогубцев сделать ручной листогиб
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т. д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону.
 Из-за этого крепление петли получается не самым удобным, но сделать можно.
Из-за этого крепление петли получается не самым удобным, но сделать можно.Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Инструменты для работы с плоским листом
Оглавление
Комплекты инструментов (в оглавление)
Электрические ножницы для резки металла (в оглавление)
Предназначены для быстрого и удобного раскроя листового и профилированного металла по гильотинному принципу без образования стружки и искр.
Насадка предназначена для резки плоских и профилированных листов (металлочерепица, профнастил).
Легкий профессиональный электроинструмент для прямолинейной и фигурной резки металлических листов.
Профессиональный электроинструмент для прямолинейной и фигурной резки металлических листов.
Ручные ножницы для резки металла (в оглавление)
Ножницы для прямого раскроя плоского листа
Ножницы для прямого раскроя плоского листа.
Специальные ножницы для разнонаправленных криволинейных резов
Комбинированные (идеальные) ножницы для прямых и криволинейных резов.
Рычажные подпружиненные ножницы для выкройки простых и сложных заготовок.
Профессиональные универсальные ножницы по металлу. Используются для резки металлических профилей и листовых металлов.
Ножницы по металлу для резки материала по кривой.
Режет резкий левый или правый угол, прямые линии и круги диаметром 125 мм.
Режет резкий левый или правый угол, прямые линии и круги диаметром 125 мм.
Ножницы с изогнутыми лезвиями для левых/правых резов с маленьким радиусом
Для небольших резов в местах повышенного риска разрыва металла на конце реза
Кровельные клещи, инструмент для формирования конвертов (в оглавление)
Кровельные клещи под углом 45 градусов с шириной губок 40 мм для формирования узлов на фальцевой кровле.
Кровельные клещи под углом 45 градусов с шириной губок 60 мм для формирования узлов на фальцевой кровле.
Кровельные клещи под углом 45 градусов и шириной губок 40/60/80 мм для формирования узлов на фальцевой кровле.
Кровельные клещи под углом 90 градусов и шириной губок 60 мм для формирования узлов на фальцевой кровле.
Кровельные клещи под углом 45 градусов и шириной губок 20 мм для формирования узлов на фальцевой кровле.
Специальные кровельные клещи для формирования примыкания плоского листа и фальцевых картин к стене и печным трубам.
Специальные кровельные клещи для формирования примыкания плоского листа и фальцевых картин к стене и печным трубам.
Специальные кровельные клещи для формирования примыкания плоского листа и фальцевых картин к стене и печным трубам.
Клещи для обустройства примыкания к трубе и стене высотой до 180 мм.
Специальные клещи для обжатия металла в месте угловых соединений
Специальные прямые кровельные клещи для формирования конвертов (вложенное соединение)
Специальные прямые кровельные клещи для формирования конвертов (накладное соединение)
Кровельные клещи прямые с шириной губок 60/80/100 мм для формирования узлов на фальцевой кровле.
Специальный инструмент для формирования конвертов (длина губок 45/65 мм)
Специальный инструмент для формирования конвертов.
Специальный инструмент для работы с плоским листом
Кровельные клещи прямые с шириной губок 60 мм для формирования узлов на фальцевой кровле.
Киянки, молотки, оправки (в оглавление)
Пластиковая киянка с прямоугольной формой ударной части
Пластиковая киянка с усеченной формой ударной части
Пластиковая клиновидная киянка для формирования элементов фальцевой кровли
Оправка для формирования и закрытия фальцев
Оправка-лопата предназначена для формирования и закрытия фальцевых замков.
Оправка для формирования и закрытия фальцев
Инструмент для формирования и закрытия замков двойного стоячего фальца
Молоток с пластиковыми наконечниками для формирования элементов фальцевой кровли
Оправка-лопата предназначена для формирования и закрытия фальцевых замков
Оправка предназначена для формирования и закрытия фальцевых замков
Молоток для формирования элементов фальцевой кровли
Молоток для формирования элементов фальцевой кровли
Используется для обработки деталей кровельных картин при монтаже фальцевой кровли.
Ручные листогибы и дополнительный инструмент (в оглавление)
Специальный листогиб для формирования доборных элементов и фальцевых картин
Специальный листогиб для формирования отгибов, как на прямых, так и на радиусных заготовках.
Специальный гибочный станок для изготовления штучных кровельных элементов (простые и объёмные ромбы, трапеции и гонты), панелей для фасадов.
Используется для разметки линий на плоских листах и кровельных картинах.
Универсальный инструмент для гибки и формирования листового металла, доборных элементов и фальцевых картин.
Для разметки элементов металлической кровли.
Предназначен для изменения углов и выполнения операций по разметке.
Как сделать самодельный листогиб: от идеи до реализации
Подготовить инструмент – значит сделать половину дела. Эта истина хороша, если у мастера есть готовый инструмент. Однако, если в ходе работ вдруг может понадобиться что-то более сложное, чем отвертка и молоток, то часто приходится на ходу изобретать настоящие станки для выполнения сложных функций. Яркий пример такого станка — листогиб необходимый при работе с листами металла.
Яркий пример такого станка — листогиб необходимый при работе с листами металла.
Назначение
Во время осуществления многих работ с листовым металлом, например, в кровельных работах, часто возникает необходимость в сгибании листов металла, в том числе — имеющих различное покрытие. При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
Результат будет плачевным — искривленная, зазубренная поверхность, поцарапанное покрытие, кривая линия сгиба не позволят качественно выполнить всю работу, и не доставят эстетического удовольствия хозяину. Лист больших размеров и, тем более, сложной формы, такими инструментами согнуть вообще невозможно.
Для таких работ необходимо воспользоваться достаточно сложным оборудованием — листогибом. Можно купить готовый ручной станок, вроде представленного на фото, производства известного изготовителя. Однако это повлечет за собой дополнительные, весьма значительные, расходы, что приведет к увеличению стоимости всех работ. Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками. Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками. Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Устройство
Самостоятельно изобрести такой станок будет проблематично даже человеку, хорошо знакомому с основами сопромата. Однако в эру Интернета, изобретательство в этой области никому и не нужно — чертежи и описание как сделать листогиб своими руками можно легко найти на соответствующих сайтах.
Основными деталями листогиба, показанного на чертеже являются:
- Основание — поверхность, предназначенная для установки остального оборудования и крепления заготовки. Изготавливается из стального швеллера. Размеры выбираются в зависимости от размеров листов металла, обработка которых планируется;
- Прижим — устройство, позволяющее сгибать лист. В обычном устройстве угол сгиба не превышает 90 градусов. Изготавливается из стального уголка, устанавливаемого на станину вершиной вверх.
 Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;
Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов; - Обжимной пуансон — конструкция, изготовленная из стального уголка с приваренной к нему металлической рукояткой, позволяющая осуществлять сгибание листа. Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.
Размеры деталей указанные на чертеже, могут меняться, в зависимости от области применения станка.
Сборка
Сборка самодельного листогиба, показанная на видео начинается с фиксации основания и пуансона при помощи струбцины. При этом, необходимо следить за тем, чтобы поверхность основания и рабочая поверхность пуансона находились в одной плоскости. Ось пуансона продевается в отверстия металлических пластин, называемых щечками, привариваемых к торцам основания. Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Точное расположение прижима определяется после нескольких пробных сгибов. Просверлив отверстия в основании, прикрепляем прижим к основанию при помощи прижимных болтов. Гайку, для крепления болтов приваривают к основанию, что позволяет при необходимости легко установить или снять прижим, пользуясь только одной гайкой на каждом болте, которую можно заменить на воротки.
Работа
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму.
 При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.
При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.
В результате получается лист металла с ровной линией сгиба.
Применение и преимущества
Ручной листогиб применяется при необходимости проведения любых работ, связанных с сгибанием листов металла: изготовление металлический кожухов, корпусов, декоративных работах. Такое устройство хорошо иметь на даче, в гараже, Оно может понадобиться частному предпринимателю, занимающемуся обработкой металлов и изготовлением металлических изделий в небольших количествах.
Главное преимущество такого станка заключается в его мобильности, небольших размерах, относительной простоте устройства и сборки. Неоспоримым достоинством является возможность его использования в условиях отсутствия электричества. Такое устройство позволяет качественно согнуть любой подходящий по размерам лист металла, сохранив, при этом, ровность его поверхности, не повреждая покрытие листа, если оно имеется.
Неоспоримым достоинством является возможность его использования в условиях отсутствия электричества. Такое устройство позволяет качественно согнуть любой подходящий по размерам лист металла, сохранив, при этом, ровность его поверхности, не повреждая покрытие листа, если оно имеется.
Недостатки
При всех достоинствах, самодельный листогиб имеет и недостатки, заключающиеся, в первую очередь, в безопасности. Изготовление такого устройства требует применение сварочного оборудования, обращение с которым требует определенных навыков и соблюдения требований безопасности. Некачественная сварка может не только привести к пожару во время ее осуществления, но и стать причиной некачественной работы самого устройства.
Ручной листогиб своими руками: видео и чертеж
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов.
 Иначе идеально прямой угол сделать будет невозможно.
Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом.
 Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально; - В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Листогиб LBM 250 | Листогибочный станок ручной EuroMaster LBM 250 компания
| Модель: Листогиб ручной EuroMaster LBM 250 | |
всего оценило 3 оценить модель прочитать отзывы (13) Цена сегодня 99 936 руб Платите меньше! На станок действует акция. Версия для печати Файлы для загрузки: скачать “Руководство по эксплуатации” | |

Параметры Габариты: 2950x650x970 Вес: 290 Длина листа: 2650.00 мм Максимальный угол гиба: 140.00 град Толщина листа (мм): 0.8 Глубина подачи листа: неограничена Тип привода: Механический (ручной) Срок поставки: на складе Страна происхождения: Польша Производитель: METALMASTER | Задать вопрос специалисту
|
Описание
Гибочный станок EuroMaster LBM 250 относится к серии проходных. Это оборудование используется для холодной металлообработки. Если нужно купить оборудование для гибки элементов вентиляции, кровли, изготовления металлического штакетника или сайдинга, выбирайте листогиб MetalMaster LBM 250. Он работает со сталью, медью, алюминием. Отлично гнется как крашеный металл, так и оцинковка.
Это оборудование используется для холодной металлообработки. Если нужно купить оборудование для гибки элементов вентиляции, кровли, изготовления металлического штакетника или сайдинга, выбирайте листогиб MetalMaster LBM 250. Он работает со сталью, медью, алюминием. Отлично гнется как крашеный металл, так и оцинковка.
Станок изготавливается в Польше. Для изготовления опорной конструкции станка применяется немецкая легированная сталь компании ThyssenKrupp. Благодаря этому, листогиб получился очень надежным. Отзывы на станки MetalMaster это подтверждают.
Почему выбирают листогиб LBM 250?
Листогибочный станок ЛБМ 250 работает с металлическим листом длиной более 2,5 метров. Так как гибочник проходной, ширина металла не ограничивается. Максимальная толщина сгибаемого металла для этой модели составляет:
- кровельная сталь – 0,8 мм.
- алюминий – 1,0 мм.
- нержавейка – 0,5 мм.
- кровельная медь – 0,7 мм.

Специалисты компании X-Profil рекомендуют купить листогиб EuroMaster с запасом 20-30% для толщины, которая вам необходима. Например, если вы используете кровельную сталь толщиной 0,8 мм постоянно, то нужно покупать LBM 200. Постоянная работа на максимуме способствует более быстрому износу оборудования.
Максимальный угол, на который можно согнуть металл на гибочном станке EuroMaster LBM 250, составляет 140 градусов. И только полки шириной менее 15 мм. можно сгибать на 160 градусов. Для контроля угла гиба установлен механический угломер, но можно приобрести и жидкостный. Отзывы на ручной листогибочный станок MetalMaster говорят о том, что жидкостный угломер чрезвычайно удобен в использовании и гарантирует точный результат.
Дополнительные преимущества листогиба ЛБМ 250
MetalMaster LBM 250 – мобильный листогиб. В его основании – колеса со стопорным механизмом. Листогиб весит 290 кг. Станок можно перемещать по цеху в случае необходимости.
Листогибочный станок LBM 250 имеет вертикальный подъем балки. Он осуществляется с помощью эксцентрикового механизма. Подъем плавный. Если купить LBM 250 в стандартной комплектации, высота подъема составит 50 мм. Ее можно увеличить за счет дополнительных опций до 90 мм. Высоту прижима можно зафиксировать!
Возможно зафиксировать также один из нужных вам углов гибки. Если вы сгибаете металл на 90 градусов, зафиксируйте его при помощи ограничителя угла гиба. Нужно запомнить еще один градус сгибания? Не проблема. Добавьте и это значение. С помощью ограничителя угла вы можете зафиксировать до 4 углов и легко переключаться между ними.
Отзывы на ручной листогиб EuroMaster LBM 250 говорят о том, что станок сгибает железо равномерно по всей длине заготовки. Даже используя максимальную длину, вы получите качественную гибку, без волн. Равномерность гиба обеспечивается регулировками прижимной и гибочной балок.
Листогибочный станок LBM 250 имеет важное преимущество: на нем возможно раскраивать металл. Для этого используется нож на роликах. Отзывы на ручной листогиб EuroMaster LBM 250 подтверждают высокое качество работы ножа. Ровный рез, сохранение остроты в течение длительного времени – более года, легкое скольжение по направляющим – вот главные достоинства роликового ножа польского листогиба.
Для этого используется нож на роликах. Отзывы на ручной листогиб EuroMaster LBM 250 подтверждают высокое качество работы ножа. Ровный рез, сохранение остроты в течение длительного времени – более года, легкое скольжение по направляющим – вот главные достоинства роликового ножа польского листогиба.
Кратко о преимуществах листогибочного станка LBM 250
- возможность работы с металлическими листами любой ширины;
- мобильность и относительно небольшой вес;
- надежность конструкции;
- высокое раскрытие прижимной балки: листогиб способен выполнять функции сегментного оборудования благодаря фиксации высоты прижима;
- точное измерение и фиксация угла гиба для четырех положений;
- равномерная гибка по всей длине металлического листа;
- наличие функции раскроя с помощью роликового ножа;
- возможность установить дополнительные опции на листогиб.

- доступная цена.
Дополнительные опции листогиба MetalMaster LBM 250
- Роликовый нож для резки металла
- Ножной привод. Теперь есть возможность работать еще быстрее, освободив руки.
- Жидкостный угломер для самого точного измерения углов.
- Фронтальные ограничители для фиксации размеров при раскрое
- Валок для сгибания по радиусу.
- Фальцедогибающая машинка, если требуется согнуть железо на угол более 140 градусов.
- Стол задней поддержки для работы с металлическими листами большой площади.
- Деревянная подставка для оператора.
Цена листогиба LBM 250 вполне соответствует его качеству. Прочитайте отзывы на станки MetalMaster наших покупателей, и вы убедитесь в этом сами.
Комплектация
станок
Опции
- Роликовый нож
- Устройство передней поддержки листа для работы роликовым ножом
- Стол задней поддержки с ограничителем подачи листа
- Угломер
- Ограничитель поворота гибочной балки, на четыре предустанавлеваемых угла
- Дополнительные боковые ручки для гибочной балки
- Опорная деревянная площадка на шарнирах
- Ножной привод движения прижимной балки
- Догибающая машинка для дожима загнутого края до 180 градусов
- Валок для загиба края листа по радиусу
Дополнительная информация
Отзывы о товаре
Листогиб ручной EuroMaster LBM 250 20. 06.18 Виталий
06.18 Виталий
Цена листогибочного станка MetalMaster стала для нас одним из аргументов в его пользу. При покупке учитывались и длина сгибаемого листа, и угол. Конечно, жаль, что сгибать железо может только до 0,8 мм. И то это максимум. Хорошо справляется с толщиной 0,7 мм. Режет ровно, удобен тем, что можно ограничить угол гиба. Пользуемся этим листогибочником еще и как сегментником. Спасибо полякам, что придумали фиксатор высоты прижима! Хочется также выразить благодарность менеджерам компании “X-Profil”, что помогли купить нам именно то оборудование, которое нужно нашему производству: надежное, производительное, функциональное.
Листогиб ручной EuroMaster LBM 250 15.11.17 Андрей
Долго изучали мнения профессионалов о разных гибочниках. В итоге решили купить ручной гибочный станок ЛБМ. Это листогиб польского производства, но для него используется немецкая сталь. Да и поляки не подкачали: сделали не просто копию Шехтеля LBX, но добавили много всяких полезных примочек. Работаем на гибочнике с алюминием толщиной 0,8 мм. Неплохо справляется. Хотя для гибки на максимальную длину приходится подстраивать балку. Модернизировали листогиб за счет ножного привода. Так больше успеваешь сделать за смену, когда много заказов. В принципе, минусов пока не наблюдаем, за исключением частой регулировки прижимной балки. Этот агрегат стоило купить!
Неплохо справляется. Хотя для гибки на максимальную длину приходится подстраивать балку. Модернизировали листогиб за счет ножного привода. Так больше успеваешь сделать за смену, когда много заказов. В принципе, минусов пока не наблюдаем, за исключением частой регулировки прижимной балки. Этот агрегат стоило купить!
Листогиб ручной EuroMaster LBM 250 06.09.14 Валентин
Купил этот станок и остался очень доволен. Гнет хорошо да и режет неплохо. Еще бы цену пониже!
Листогиб ручной EuroMaster LBM 250 21.10.13 Дмитрий
Согласен, что станок слабоват. Но для своей цены он вполне оправдан. Качество нормальное, опции удобные, регулировки есть. И все таки Польша. Но не стоит гнуть на нем больше 0,55мм.
Листогиб ручной EuroMaster LBM 250 02.09.13 Сергей
Может быть отрезная машинка и хорошая, а сам листогиб очень средненький. Видал и лучше. Гнет нормально только до 0,55мм. Никаких заявленных 0,7мм там и подавно нет. И что за неустойчивость такая, площадку крепить приходится. Я предпочел бы Mazanek или Decker X5. Они мощнее и качественней гнут.
Я предпочел бы Mazanek или Decker X5. Они мощнее и качественней гнут.
Листогиб ручной EuroMaster LBM 250 22.05.13 Ольга
Станок очень хороший , рекомендую всем. Отрезная машинка и вправду хорошая! Лучше покупать полный комплект.
Листогиб ручной EuroMaster LBM 250 12.02.13 Анатолий
Станок нужно самому настраивать, это безусловный минус. промучился с ним несколько дней чтобы настроить и то как-то криво вышло. Собрался возвращать. Потом позвонил мастер рассказал что и как делать, вроде настроили но осадочек остался. Вот ТАПКО станок был у меня отличный, никаких особых настроек и не требовалось, но глубина ограничена это плохо и умер быстро, ушатали восточные народы его за полтора года.
Листогиб ручной EuroMaster LBM 250 10.12.12 Владимир
Думаю приобрести как станочек вообще???
Листогиб ручной EuroMaster LBM 250 31.08.12 Виталий
Листогиб хороший использую его прямо на строй площадке, отрезная машинка просто класс! Очень доволен, СПАСИБО ..!
Листогиб ручной EuroMaster LBM 250 01.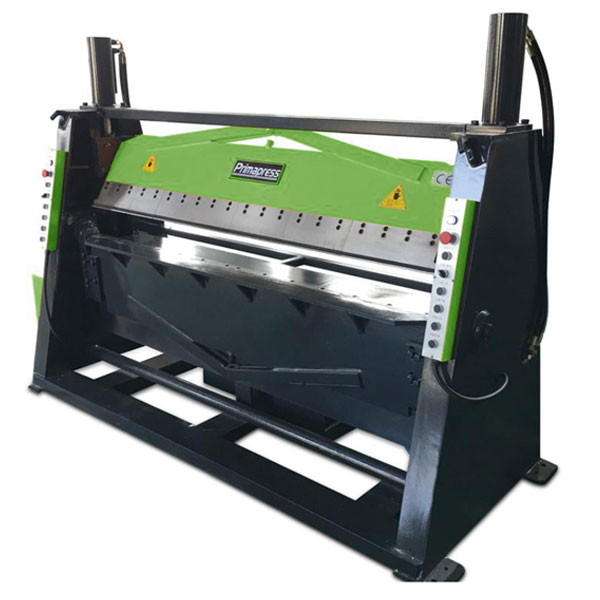 03.12 Станислав
03.12 Станислав
Долго уговаривали, купил. Не очень понравился. Гиб какой-то у меня неровный. Может не настроенный станок?
Листогиб ручной EuroMaster LBM 250 02.02.12 Виктор
станок отличный. спасибо за ручной инструмент в подарок.
Листогиб ручной EuroMaster LBM 250 05.10.11 Казаченко Николай
Приобрел второй такой станок, первый купил более года назад. Никаких нареканий по работе нет!
Листогиб ручной EuroMaster LBM 250 19.09.11 Армен
удобный хароший станок, спасибо рибята быстро привизли
Другие товары в нашем магазине
Токарно-винторезный станок CU 500 – 1500 | Ленточнопильный станок Pilous-TMJ серии PP 502 |
Оставить отзыв
Заполните, пожалуйста, все необходимые поля
| Имя* | ||
| Отзыв* | ||
| Код на картинке* | ||
обновить | ||
Как подобрать оборудование для изделий из листового металла
Содержание:
- Первый уровень производства
- Характеристики решения 1 уровня
- Организация производства 1 уровня
- Возможные проблемы на 1 уровне
- Как увеличить производительность и расширить номенклатуру изделий на 1 уровне
- Второй уровень производства
- Характеристики решения 2 уровня
- Организация производства 2 уровня
- Возможные проблемы 2 уровня или какие вопросы предстоит решить
- Как увеличить производительность и расширить номенклатуру изделий на 2 уровне
- Как работает решение Flexcell
- Что нужно произвести?
- Задачи
- Решение от Salvagnini: Flexcell
- Третий уровень производства
- Характеристики решения 3 уровня
- Организация производства на 3 уровне
- MD — склад-башня для хранения материала в пачках
- S4 — центр пробивки и отрезки
- Преимущества работы с S4
- P4 — панелегиб для гибки в автоматическом режиме
- Технологии от Salvagnini для обеспечения высокого качества продукции
- Картезиан MC — буферная зона между S4 и P4
- Как увеличить производительность и расширить номенклатуру изделий на 3 уровне
Технологии для производства изделий из металлического листа могут быть универсальны. При правильно подобранном оборудовании можно производить что угодно: от электрощитов и противопожарных дверей до осветительных приборов и строительных изделий. А применять такие технологии могут как промышленные гиганты, так и субподрядные металлоцентры, выполняющие поручения крупных заказчиков.
При правильно подобранном оборудовании можно производить что угодно: от электрощитов и противопожарных дверей до осветительных приборов и строительных изделий. А применять такие технологии могут как промышленные гиганты, так и субподрядные металлоцентры, выполняющие поручения крупных заказчиков.
Мы работаем с различными производствами изделий из металлического листа. Помогаем внедрять новые технологические решения, знаем их плюсы и минусы и понимаем, что владельцы серийного производств и предприниматели, которые только планируют запуск, часто ищут ответы на одинаковые вопросы.
Производства еще нет
- С чего начать?
- Какие критерии качества выбрать?
- Какие объемы продукции выпускать?
- Какие технологии использовать?
- Как оптимизировать процессы?
- Что покупать сразу, а что отложить на потом?
Производство уже есть
- Как оптимизировать работу персонала?
- Как повысить качество изделий?
- Как снизить себестоимость?
- Как решить проблемы с логистикой?
- Как устранить перебои в работе?
Поэтому мы подготовили эту статью о технологиях для производства изделий из листового металла — с мнениями экспертов-практиков и ответами на самые распространенные вопросы.
Но даже самые продвинутые технологии не решат проблему сбыта сами собой. Поэтому прежде чем открывать новое предприятие или модернизировать существующее, стоит разобраться, как превратить производственные мощности в продажи.
Первый уровень производства изделий из металлического листа
Отличный вариант для старта производства небольшой номенклатуры изделий и простых деталей, когда не требуется частая переналадка гибочного и пробивного инструмента. Такому предприятию понадобятся:
Комплектация, модели станков и набор инструментов могут отличаться в зависимости от профиля производства. Но одна черта здесь будет общей: значительную часть себестоимости изделия составит заработная плата рабочих.
Характеристики решения 1 уровня
- Невысокая производительность.
- Средняя гибкость, так как переналадки и настройки занимают много времени. При большой номенклатуре изделий требуется наличие разного инструмента.
- Сильное влияние человеческого фактора и повышенная роль квалифицированных кадров.

- Возможность производить широкий диапазон деталей при правильно подобранной комплектации.
Организация производства 1 уровня
- Оператор перемещает заготовки между станками вручную. Обычно задействовано более трех гибочных и координатно-пробивных прессов.
- На один станок — один оператор в смену.
- Возле станка расположены паллеты с листами для раскроя из разного металла и разной толщины, а также паллеты для раскроенных листовых заготовок.
- Оператор передает листовые заготовки на гибочный пресс. Он должен знать, какую программу и инструмент использовать для гибки деталей.
- У операторов нет времени на переналадку пробивных и гибочных инструментов и их настройку в течение дня, поэтому выпуск продукции осуществляется сериями.
- Детали должны равномерно поступать на сборочные операции, иначе возникают ошибки и образуются буферные зоны.
Возможные проблемы на 1 уровне
- Сложно организовать эффективную работу отдельно стоящих станков, логистику между ними и сборку конечного продукта.

- Трудно планировать раскрой металла, поэтому появляется большое количество делового отхода.
- Технологи вынуждены планировать выпуск продукции сериями, чтобы снизить время на подготовку производства новой детали. Это приводит к росту складов деталей незавершенного производства (WIP или НЗП) и увеличению буферных зон возле станков.
- Технологам приходится упрощать конструкцию изделий и повышать сложность, трудозатратность/стоимость и время сборки.
Как увеличить производительность и расширить номенклатуру изделий на 1 уровне
- Добавить второй, третий гибочный пресс. Характеристики и параметры подобрать исходя из задач производства.
- Добавить второй, третий координатно-пробивной пресс. Если требуется, дополнить их установками лазерной резки.
Второй уровень производства изделий из металлического листа
Усиливаем функцию гибки за счет установки автоматического панелегиба. При необходимости усиливаем функцию раскроя с помощью лазера. Получаем следующую комплектацию:
При необходимости усиливаем функцию раскроя с помощью лазера. Получаем следующую комплектацию:
|
Гильотинные ножницы — 1 шт |
Координатно-пробивной пресс — 1 или 2 шт |
Гибочный пресс — 1 или 2 шт |
|
Панелегиб P1, P2lean или P4 — 1 шт |
||
|
Установка лазерной резки L3 или L5 — 0 / 1 / 2 шт |
Характеристики решения 2 уровня
- Высокая производительность.
- Высокая гибкость производства за счет оптимизации функции гибки. Изготовление разных деталей из разного металла и разной толщины друг за другом происходит без переналадки.
- Ослабление влияния человеческого фактора, квалифицированные сотрудники нужны в меньшем количестве.

- Значительное расширение сложности и ассортимента выпускаемой продукции.
Организация производства 2 уровня
Выбор технологии раскроя зависит от сложности форм для раскроя, типа материала, производительности, требуемого качества, объема инвестиций и себестоимости операций. Раскрой выполняется на отдельностоящем оборудовании:
- координатно-пробивной пресс;;
- установка лазерного раскроя;
- в некоторых случаях обе технологии одновременно;
- склад (небольшой стеллаж) для плоских заготовок рядом с панелегибом — при большой номенклатуре деталей и для оптимизации раскроя. Тогда оператор будет гнуть только те детали, которые нужно сразу отправить на сборку, и будет гнуть детали комплектами.
Усиление функции гибки происходит на автоматическом панелегибе, который полностью исключает проблемы единичного производства:
- Зависимость от человеческого фактора и квалификации операторов.

- Временные затраты на переналадку и на выполнение заказа (lead time).
- Невозможность выпускать изделия комплектами и точно в срок (just in time).
- Незавершенное производство (work in progress material).
- Сложная заводская логистика.
Автоматический панелегиб в действии (видео)
- Гибка 4 разных деталей на панелегибе SALVAGNINI P2Xe.
Производство идет непрерывно, без переналадки. Оператор только загружает заготовки и выгружает изделия. - Гибка 7 деталей на панелегибе SALVAGNINI P2Xe.
Производство деталей для одного изделия (комплект). - Гибка 4 разных деталей на панелегибе Р4НРТ.
Панелегиб Р4НРТ в работе, показаны все детали, указаны материалы и толщины заготовок.
Возможные проблемы 2 уровня или какие вопросы нужно решить
- Кто будет определять последовательность выдачи заготовок лазером?
- Как спланировать раскрой деталей по листу?
- В какой последовательности оператор должен гнуть детали на гибочном прессе?
- В какой последовательности должен выдавать продукцию панелегиб?
- Как быть с изделиями, которые нужно гнуть на панелегибе и догибать на гибочном прессе?
- Кто будет контролировать и обеспечивать безошибочную логистику между станками?
Как увеличить производительность и расширить номенклатуру изделий на 2 уровне
- Добавить дополнительное оборудование из номенклатуры технологического комплекта второго уровня и расширить «бутылочные горлышки» в производственном процессе.

- Установить оборудование для работы в линии и ускорить переход на следующий уровень производства.
Выгодным решением может стать гибочная ячейка Flexcell от Salvagnini. Она предназначена для производств, которые используют панелегиб и гибочный пресс с или без объединения с оборудованием для раскроя. Flexcell объединяет панелегиб, гибочник и оборудование для раскроя в одной программной среде от Salvagnini и превращает процесс обработки листового металла в удобный алгоритм.
Работа Flexcell на примере
Что нужно произвести
Изделия, состоящие из 10–15 разных деталей (комплект). Изделия отличаются по размерам и могут быть разными в течение смены. Например, один тип холодильников, но разные габариты и разные модели холодильников в течение дня.
Задачи
- Эффективно организовать работу трех станков.
- Сократить время на переналадки и простои.
- Выдавать комплекты, которые сразу идут на сборку.

- Убрать буферы между станками и детали «незавершенного производства».
Решение от Salvagnini: Flexcell
Краткий видеообзор и подробный видеообзор.
Установка лазерной резки оснащена автоматической загрузкой-выгрузкой и сортировкой. Манипуляторы подают раскроенные заготовки оператору в последовательности, определенной программой. Оператор сканирует штрихкод и видит на мониторе, что нужно сделать с заготовкой:загрузить в панелегиб, согнуть на гибочном прессе или сначала согнуть на панелегибе, потом догнуть на гибочном прессе. Он не анализирует задачу, решения за него принимает программа.
Программное обеспечение OPS-FlexCell автоматически оптимизирует последовательность производственного потока в зависимости от гибов и направляет оператора. Это упрощает рабочий процесс и снижает риск ошибок. Также OPS-FlexCell формирует задание (производственные списки) и распределяет его между входящими во FlexCell станками.
Данная технология позволяет одновременно повысить гибкость и производительность процесса до максимального уровня и получить минимально возможную себестоимость изделий.
Третий уровень производства изделий из металлического листа
Усиливаем функции пробивки, раскроя и межоперационной логистики гибки за счет выстраивания работы в линию с максимальной автоматизацией. Понадобятся:
|
Автоматическая линия пробивки и гибки S4P4 |
||
|
Гибочный пресс, в том числе и с роботом |
Установки лазерной резки |
Характеристики решения 3 уровня
- Очень высокая производительность.
- Очень высокая гибкость производства — весь процесс оптимизирован и автоматизирован.
- Минимально возможное влияние человеческого фактора, квалифицированные сотрудники требуются в незначительном количестве.
- Подходит для максимально сложного и широкого ассортимента выпускаемой продукции.

Организация производства на 3 уровне
Существуют разные комбинации линии MDS4P4 и решений по стыковке S4P4. Рассмотрим самое эффективное и гибкое решение для экономичного производства в режиме just in time.
MD — склад-башня для хранения материала в пачках
На каждый уровень склада размещается пачка весом до 3 тонн. Уровней может быть 6, 9, 12, 15. На них можно положить листы из различного металла, разных размеров, разной толщины.
Уникальная особенность MD — это подача одного листа в центр пробивки и резки S4, загрузка листа может каждый раз осуществляться с разных уровней. Когда лист поступает на обработку в S4, MD сразу готовит на подачу следующий лист.
Видео совместной работы центра пробивки S4 и склада-башни MD.
Линия S4P4 идеально подходит для выпуска изделий комплектами, в которых детали выполнены из разных металлов и имеют разную толщину.
S4 — центр пробивки и отрезки
Уникальная конструкция пробивной головки и встроенные гильотинные ножницы гарантируют высокую производительность и точность, пробивку без перемычек и с минимальными отходами. Только S4 обеспечивает подачу раскроенных заготовок в панелегиб Р4 для производства изделий комплектами при сбалансированной работе линии S4P4.
Только S4 обеспечивает подачу раскроенных заготовок в панелегиб Р4 для производства изделий комплектами при сбалансированной работе линии S4P4.
Запатентованная конструкция и принцип работы пробивного центра S4 в сочетании с программным обеспечением Salvagnini позволяют последовательно раскраивать заготовки. В станок подается стандартный лист, а во время его раскроя и пробивки S4 последовательно и по программе отправляет готовые заготовки на Р4. Поэтому не нужно дожидаться окончания пробивки целого листа, чтобы Р4 получил заготовки для гибки.
Видео о принципах работы S4.
По сравнению с револьверным координатно-пробивным станком, центр пробивки и отрезки S4 работает гораздо быстрее. Также видео показывает работу встроенных гильотинных ножниц. Лист можно поворачивать во время пробивки, поэтому S4 исключает возникновение мертвых зон и использует лист полностью, без отходов.
Во время пробивки лист удерживается и перемещается 9 прижимами, что обеспечивает высокую точность и скорость. Видео с примером раскроя листа из нержавеющей стали.
Видео с примером раскроя листа из нержавеющей стали.
Преимущества работы с S4
- Пробивка и раскрой выполняются одновременно.
- Станок работает непрерывно: когда одна деталь уходит на последующие операции, другая уже раскраивается.
- Нет временных простоев на загрузку нового листа — она происходит во время работы S4. Когда последняя деталь от обрабатываемого листа уходит на выгрузку, новый лист мгновенно перемещается в рабочую зону.
- Поворот листа во время операции пробивки позволяет:
- производить отрезку со всех 4 сторон листа;
- убирает мертвые зоны для пробивной головы;
- снижает отходы, повышает коэффициент использования металла, избавляет от перемычек.
- Весь инструмент всегда в работе. Смена происходит мгновенно, без затрат времени.
- Гильотинные ножницы установлены на одной станине и на минимальном расстоянии с пробивной головой. Это обеспечивает высокие точность пробивки и скорости без лишних перемещений.

- Лист нержавеющей стали раскраивается полностью без отхода.
P4 — панелегиб для гибки в автоматическом режиме
Каждая последующая деталь может быть разной формы, из разного металла (нержавеющая сталь, окрашенная сталь), разной толщины. Переналадка не требуется, оборудование работает без вмешательства оператора, а повторяемость равна 100%. Это идеальный станок для выпуска комплектов в режиме just in time.
Технологии от Salvagnini для обеспечения высокого качества продукции
- Программа MAC 2.0 определяет предел текучести материала заготовки и делает коррекцию в программе гибки, если значение не совпадает с заложенным программой параметром. Все действия выполняются за 0,3 секунды. MAC 2.0 измеряет и корректирует гибы по двум сторонам заготовки: в продольном и поперечном направлении проката. Последующая гибка из этого же металла производится с такой же коррекцией.
- Толщина каждой заготовки измеряется с точностью 0,01 мм.
 Если значение отличается от номинального, происходит коррекция гибочной программы.
Если значение отличается от номинального, происходит коррекция гибочной программы. - Температура в цехе измеряется в режиме реального времени, и проводится автоматическая коррекция расширения гибочных цилиндров для высокой точности.
Картезиан MC — буферная зона между S4 и P4
Для повышения эффективности работы S4 и Р4 в линию между ними можно установить устройство Картезиан МС.
Преимущества и функции Картезиан MC
- Картезиан MC необходим на производствах, где требуется выгружать и загружать заготовки. Он помогает увеличить эффективность раскроя (раскладки) и выпуска комплектов.
- MC гарантирует, что панелегиб всегда получит заготовку для гибки вовремя. Это нужно для повышения эффективности загруженности двух станков и линии в целом.
- МС поворачивает детали перед Р4, что увеличивает коэффициент использования металла при раскрое (технолог может положить деталь в любом направлении).

- МС подает листовые заготовки в Р4 из разных пачек, то есть обеспечивает выпуск комплектов.
- МС укладывает и сортирует раскроенные заготовки на выгрузку после обработки на S4 — для отправки на другие операции (гибку на гибочном прессе).
- Если в работе используется лазерная резка и часть заготовок для гибки на панелегибе раскраивается на лазере, то можно подать пачку заготовок на стол МС, и они будут загружены в панелегиб согласно программе.
Посмотреть на линию в действии можно на видео про MDS4P4 c MC соединением (без переворотного стола RIP). В конце видео схематично показаны возможные варианты работы линии:
- Line mode — режим работы в линию S4P4.
- Stack mode — режим производства раскроенных заготовок и складирования их на MC, пока Р4 занят гибкой очередной детали.
- Pack mode — режим производства от МС к Р4. Пока S4 занят пробивкой и не успевает вовремя подать заготовку на Р4, блок МС загружает деталь с буфера на Р4.

Так обеспечивается сбалансированная работа линии.
Демонстрация эффективности работы линии MDS4P4.
Как увеличить производительность и расширить номенклатуру изделий на 3 уровне
Для дальнейшего развития производства можно:
- Установить несколько линий.
- Внедрить вместо склада-башни MD автоматизированные склады MVT.
- Выстроить нелинейные технологические цепочки без ограничений.
Автоматические мини-заводы SALVAGNINI AJS
Гибочные станки – Цены, характеристики
Гибочные станки для арматуры, проволоки, листового металла и труб предлагает компания «КИТ-КОМПЛЕКТ». На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту [email protected], мы подберем станок под Ваши задачи.
Гибочные станки: назначение и принцип работы
Гибочные станки служат для формирования холодным способом из проволоки, арматуры, ленты или листового металла изделий нужной формы и представляют собой устройство, оснащенное подающим узлом, гибочной консолью и отрезным механизмом.
Как работает гибочный станок для проволоки?
В качестве сырья для изготовления проволочной продукции в зависимости от типа станка может использоваться проволочная бухта или предварительно нарезанные в размер прутки. В первом случае гибочные станки оснащаются размотчиком и правильным блоком, проволока с размотчика протягивается через правильные ролики (чаще всего расположенные в двух перпендикулярных плоскостях) и далее в гибочный узел, где в соответствии с заданной программой выполняется гибка и отрез готового изделия.
Станки для гибки проволоки и арматуры, исходным сырьем для которых являются уже нарезанные прутки, имеют более простую конструкцию: прутки сразу подаются в гибочный узел. Такие станки дешевле и имеют меньшую производительность, но в ряде случаев их применение намного эффективнее, например, в случае, когда необходимо выполнить какие-то операции до гибки (накатка резьбы, заточка и пр.).
Современные автоматические гибочные станки для арматуры или проволоки – это машины, оснащенные числовым программным управлением (ЧПУ). На таких станках гибка осуществляется с наибольшей эффективностью. Перенастройка оборудования на выпуск изделий другой формы проста и сводится к выбору нужной программы.
На таких станках гибка осуществляется с наибольшей эффективностью. Перенастройка оборудования на выпуск изделий другой формы проста и сводится к выбору нужной программы.
Типы гибочных станков
Гибочные станки различают по типу используемого сырья.
Гибочные станки для листового металла
Используются для придания листам металла разных форм. Нашли широкое применение при изготовлении деталей корпусов, элементов кровли, оконных конструкций, коньков, козырьков, отливов.
Все гибочные станки для металла имеют одинаковую конструкцию и отличаются только приводом. Наибольшее распространение получили гидравлические гибочные станки, электромеханические и ручные.
Первые наиболее мощные и позволяют работать с листовыми металлами толщиной более 3,5 мм. Электрические гибочные станки сочетают в себе высокую производительность, широкий набор функций и низкую цену. Это самое дешевое оборудование среди промышленных листогибов. Главное преимущество последних – компактность, мобильность, независимость от электросети. Цена ручных гибочных станков очень низкая, что позволяет их использовать для бытовых нужд, в небольших мастерских и на стройплощадках.
Цена ручных гибочных станков очень низкая, что позволяет их использовать для бытовых нужд, в небольших мастерских и на стройплощадках.
Станки для гибки арматуры
Станки для работы с арматурой по типу используемого сырья подразделяются на машины, работающие с прутком и с бухтой, а по степени автоматизации делятся на ручные, электромеханические и станки с ЧПУ.
Принцип работы у всех гибочных станков для арматуры одинаковый: часть арматуры помещается между гибочным пальцем и упорами, гибочный палец приводится в движение и осуществляет гибку на требуемый угол.
Ручные гибочные станки для арматуры используют систему рычагов, которая позволяет в несколько раз уменьшить необходимое для гибки усилие. Такие станки компактны, просты, надежны и очень востребованы на строительных площадках.
Электромеханические станки отличаются от ручных только тем, что гибка осуществляется не за счет физической силы оператора, а за счет электродвигателя. Эти станки позволяют гнуть арматуру диаметром до 40-50 мм.
Гибочные станки с ЧПУ для арматуры позволяют производить гибку в автоматическом режиме. Арматура с размотчика проходит через правильные ролики и поступает в зону гибки, где при помощи вращающегося диска с упорами и гибочными пальцами гнется в соответствии с установленной программой. Такие станки высокопроизводительные и не требуют вмешательства оператора в рабочий процесс, но они имеют ограничения по диаметру арматуры, как правило, не больше 16 мм.
Гибочные станки для труб
Гибка труб необходима для изготовления воздушных и газовых магистралей, радиаторов холодильников, элементов теплообменников, при производстве POS-продукции.
Гибочные станки для труб по типу привода подразделяются на ручные и гидравлические.
Ручные станки для труб, как правило, используются для работы с трубами малых диаметров из мягких материалов. В остальных случаях применяются гидравлические трубогибы, наиболее широкое распространение среди которых получили трехвалковые гибочные станки.
При массовом производстве более сложных изделий, например, радиаторов холодильников, нередко применяются автоматические гибочные станки для труб с ЧПУ. Принцип их работы схож с работой станков для гибки арматуры.
Станки для гибки полосы
Наша компания предлагает станки для гибки металлической полосы. На таких машинах производят хомуты, скобы, скрепы, ободы колес и прочее. Также есть специализированный станок для изготовления букв из алюминиевой и стальной полосы для вывесок.
гибочные>
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
Гибочные станки для проволоки и арматуры: устройство, конструкция
Гибочный станок с ЧПУ имеет следующие основные элементы конструкции.
Размотчик
Входит в комплектацию машин, способных работать с проволокой или арматурой из бухт. Он необходим для размотки и подачи проволоки в правильный узел станка. Может использоваться как механический, так и моторизованный размотчик.
Правильный узел
В качестве правильного механизма используются ролики. Применение этого метода правки обусловлено тем, что проволока подается в гибочный узел рывками, а использование правильного барабана предполагает непрерывное протягивание проволоки.
Гибочный узел
Гибочный механизм представляет собой упор и несколько гибочных пальцев, осуществляющих гибку под управлением системы ЧПУ, а также направляющие ролики. Станки 3d гибки проволоки также оснащаются вращающейся консолью.
Гибочный станок: схема механизма для гибки
Отрезное устройство
После завершения программы гибки система ЧПУ посылает управляющий сигнал на отрезной механизм, представляющий собой нож гильотинного типа, он опускается, обрезая готовое изделие.
Типы гибочных станков
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
По типу используемого сырья различают:
- гибочные станки для листового металла;
- станки для гибки арматуры;
- гибочные станки для профильной трубы;
- станки для гибки ленты;
- гибочные станки для проволоки.

На нашем сайте представлены автоматы для работы с металлической лентой, трубой, проволокой и арматурой, а также специализированный станок для изготовления букв из алюминиевой полосы для вывесок.
Купить гибочный станок с максимальной выгодой в компании «КИТ-КОМПЛЕКТ»
Помимо поставки оборудования нашим клиентам, мы предоставляем качественный сервис:
- консультационная поддержка по вопросам эксплуатации и обслуживания станка в течение гарантийного периода и после;
- поставка комплектующих и запчастей для гибочного станка в кратчайшие сроки;
- бесплатный монтаж и пусконаладка поставляемого нами оборудования;
- гарантийный и постгарантийный ремонт гибочного станка в случае необходимости.
Все станки поставляются согласно оговоренной комплектации и в обозначенные сроки со всей сопутствующей документацией: инструкция по подключению гибочного станка и эксплуатации на русском языке, электрическая схема, чертежи.
Не нашли подходящую модель? Свяжитесь с нашими специалистами, и объясните свои задачи. Мы можем подобрать гибочный станок, цена и технические характеристики которого устроят даже самых требовательных клиентов.
Тормоз для листового металла VEVOR 36 дюймов. Тормоз для гибки металла Длина 910 мм Портативный гибочный станок для металла 0–90 градусов Регулируемый гибочный станок для стали с 2 С-образными зажимами Ручной инструмент для гибки листового металла для гибки металла
Рекомендуемые товары, которые могут вам понравиться Этот товар также покупали
Описание Спецификация Вопросы и ответы Отзывы
36-дюймовый металлический гибочный пресс
Стальная конструкция, простота в эксплуатации и компактный размер 9№ 0005
Листогибочный пресс VEVOR 36 дюймов идеально подходит для новичков и профессионалов. Конструкция из высококачественной стали, гибка под углом 0–90 градусов, простота в эксплуатации благодаря двум ручкам длины, гибка материала до 36 дюймов.
 Предназначен для настольного монтажа или крепления с помощью зажимов типа «C».
Предназначен для настольного монтажа или крепления с помощью зажимов типа «C».Мини-тормоз для листового металла
Гибкий изгиб 0-90°
Два С-образных зажима и ручки
Тяжелая стальная конструкция
Прочное оборудование и инструменты, плати меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное высокое качество
- Невероятно низкие цены
- Fast & Secure Delivery
- 30-дневные бесплатные прибыли
- 24/7. Возможность гибки металлических листов длиной до 36 дюймов / 910 мм и толщиной 0,04 дюйма / 1 мм для удовлетворения большинства личных потребностей или рабочих требований.
Угол изгиба 90°
Угол изгиба: 0°- 90°. При необходимости он может успешно согнуть материал под определенным углом. Быстрая и простая регулировка изгиба практически под любым углом.
Стальная конструкция премиум-класса
С прочной конструкцией, которая делает металлический тормоз более экономичным и стабильным. А листогиб выдержит долгие годы интенсивного использования.

Два С-образных зажима
Мы предоставили два С-образных зажима, которые помогут вам стабилизировать металлический лист и окажут дополнительную помощь при использовании металлогибочного станка.
Две ручки для легкого сгибания
Две удлиненные ручки с двумя ручками на них предназначены для легкого сгибания и комфортной работы.
Подходит для различных ситуаций
Этот промышленный листогибочный станок является идеальным инструментом для ручной обработки металлических листов на различных заводах, в мастерских, семейных мастерских для шлифования фрез.
Технические характеристики
Модель: Металлический гибочный тормоз
Материал: Сталь
Макс. Длина: 36 “
ГЛАВНАЯ СМОТКА: 20 калибра Мягкая сталь и 14 калибра алюминия
Угол: 0 ° – 90 °
Вес: 41,9 фунтов
Размер (LXWXH): 43.3 x 7.112017
4 (LXWXH): 43.3 x 7.117
(LXWXH): 43.
 3 x 7.117 x 5,9 дюйма/110 x 18 x 15 см
3 x 7.117 x 5,9 дюйма/110 x 18 x 15 см
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. для обеспечения наших клиентов прочным оборудованием и инструментами по невероятно низким ценам.Сегодня VEVOR заняла рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR 90, специализируется на VOR 90, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.

Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и надежная доставка
- 30-дневный бесплатный возврат
- Листогибочный пресс VEVOR 36 дюймов идеально подходит для новичков и профессионалов. Конструкция из высококачественной стали, гибка под углом 0–90 градусов, простота в эксплуатации благодаря двум ручкам длины, гибка материала до 36 дюймов. Предназначен для настольного монтажа или крепления с помощью зажимов типа «C».
- Мини-тормоз для листового металла
- Гибкий изгиб под углом 0-90°
- Два С-образных зажима и ручки
- Тяжелая стальная конструкция
Гибочная способность: 36 x 0,04 дюйма
гибка металлических листов длиной до 36 дюймов / 910 мм и толщиной 0,04 дюйма / 1 мм, удовлетворяя большинство личных или рабочих потребностей.
Угол изгиба 90°
Угол изгиба: 0°-90°. При необходимости он может успешно согнуть материал под определенным углом.
 Быстрая и простая регулировка изгиба практически под любым углом.
Быстрая и простая регулировка изгиба практически под любым углом.Стальная конструкция премиум-класса
С прочной конструкцией, которая делает металлический тормоз более экономичным и стабильным. А листогиб выдержит долгие годы интенсивного использования.
Два С-образных зажима
Мы предоставили два С-образных зажима, которые помогут вам стабилизировать металлический лист и окажут дополнительную помощь при использовании металлогибочного станка.
Две ручки для легкого сгибания
Две удлиненные ручки с двумя ручками на них предназначены для легкого сгибания и комфортной работы.
Подходит для различных ситуаций
Этот промышленный листогибочный станок является идеальным инструментом для ручной обработки металлических листов на различных заводах, в мастерских, семейных мастерских для шлифования фрез.
Содержание упаковки
- 1 x 36 “Бендер листового металла
- 2 x c-clamp
- 4 x винты
Спецификации
- Модель: металлический Бендер Трайк
- Материал: Сталь
- Max.

- Способность к изгибу: мягкая сталь 20 калибра и алюминий 14 калибра
- Угол: 0 ° – 90 °
- Вес: 41,9 фунтов
- Размер (LXWXH): 43,3 x 7,1 x 5,9 дюйма. Материал
- Сталь
- Макс. Длина
- 36 дюймов
- Прочность на изгиб
- Мягкая сталь толщиной 20 и алюминий толщиной 14
- 0238
- 41,9 фунтов
- Размер (LXWXH)
- 43,3 x 7,1 x 5,9 дюйма. …
Задайте первый вопрос
Отзывы покупателей
Цена 4,8
Качественный 4.
 6
6Функции 4.6
Легко использовать 4,7
9 отзывов
J.R. Mc
Полезно для обычного пользователя
Мне понадобился гибочный станок для металла (называемый металлоломом). По цене это нормально для обычного пользователя. Это было бы головной болью для тех, кто хотел много гнуть металл. Мне просто нужно делать это время от времени. Два С-образных зажима входят в комплект поставки, чтобы удерживать стержень, который зажимает металл на месте и образует край, вокруг которого изгибается металл. Он имеет сторону 90º и скос 45º, что позволяет гнуть металл более чем на 90º.
 Прилагаемые С-образные зажимы стоят дешево, но их достаточно, чтобы удерживать стержень на месте. Я мог бы заменить их на С-образные зажимы более высокого качества. У меня был успех в моей первой попытке изгиба. Я делаю почтовый ящик, соответствующий новому стандарту почтового отделения США. Новый стандарт составляет 13,63 дюйма в ширину x 7,75 дюйма на боковых сторонах, 12 дюймов в центре x 16,5 дюйма в глубине.
Прилагаемые С-образные зажимы стоят дешево, но их достаточно, чтобы удерживать стержень на месте. Я мог бы заменить их на С-образные зажимы более высокого качества. У меня был успех в моей первой попытке изгиба. Я делаю почтовый ящик, соответствующий новому стандарту почтового отделения США. Новый стандарт составляет 13,63 дюйма в ширину x 7,75 дюйма на боковых сторонах, 12 дюймов в центре x 16,5 дюйма в глубине.См. Подробнее, Меньше
0
Joseph Britton
стоит денег 9000
9 Отличный продукт, который хорошо работает!
См. Подробнее см. Меньше
0
Louis H.
Отличный для дома
. Они говорят, что
См. Ширина 36 дюймов позволяет изгибать большие куски листового металла.
Позволяет сгибать листовой металл шириной до 36 дюймов. Хорошая цена. Пришлось выточить ручки и их отверстия штампом и метчиком, чтобы зачистить резьбу.
 Зажимы в виде буквы «С», которые шли в комплекте, — это мусор. Привариваемая деталь к накладке винта не была квадратной, хомут прокручивается при затягивании и не держится.
Зажимы в виде буквы «С», которые шли в комплекте, — это мусор. Привариваемая деталь к накладке винта не была квадратной, хомут прокручивается при затягивании и не держится.Подробнее См. меньше
0
Oscar
Хорошее предложение
Отличное соотношение цены и качества, подходящий размер для небольших работ. Легко перемещается и достаточно легкий, чтобы перемещать его самостоятельно. Купил бы снова.
См. больше См. меньше
0
Просмотреть все отзывы клиентов
Люди, которые просматривали этот товар, также просматривали
- Корзина
- Список желаний
- Свяжитесь с нами
- Отследить ваш заказ
- О нас
Наверх
855-385-1880 С понедельника по пятницу, 08:00-17:00, GMT-7 ©2009- 2022 VEVOR Все права защищены
Гибочный станок для листового металла– JEGS High Performance
JEGS Гибочный тормоз, калибр 17, 30 дюймов
ЭГС 81524
Номер детали: 555-81524
ЭГС 81524
JEGS Гибочный тормоз, калибр 17, 30 дюймов
73,99 $
67,31 $
СОХРАНИТЬ 6,68 $
(10)
Отправка сегодня
Гибочный тормоз
- 34-1/2″ Д x 6″ Ш x 2-7/8″ В
- 17 Калибр Максимальная толщина материала
- 30 дюймов Максимальная ширина материала
- Изгибы от 0 до 90°
- 32 фунта
Подробнее
73,99 $
67,31 $
СОХРАНИТЬ 6,68 $
(10)
Доставка сегодня
JEGS Термоусадочная машина и растягиватель листового металла для алюминия 16 калибра, мягкой стали 18 калибра и нержавеющей стали 20 калибра
ЭГС 81708
Номер детали: 555-81708
ЭГС 81708
JEGS Термоусадочная машина и растягиватель листового металла для алюминия 16 калибра, мягкой стали 18 калибра и нержавеющей стали 20 калибра
271,99 $
220,49 $
СОХРАНИТЬ 51,50 $
Отправка сегодня
Термоусадочная машина и натяжитель для листового металла
- Глубина губок 1 дюйм
- Синий чугун
- Включает:
- 0020
- Зажимы термоусадочного станка
- Захваты носилок
Подробнее
271,99 $
220,49 $
СОХРАНИТЬ $51,50
Доставка сегодня
JEGS Приспособление для листогибочного пресса [изгибает материал длиной до 12 дюймов и толщиной 3/8 дюйма]
ЭГС 81492
Номер детали: 555-81492
ЭГС 81492
JEGS Приспособление для листогибочного пресса [изгибает материал длиной до 12 дюймов и толщиной 3/8 дюйма]
216,99 $
176,39 $
СОХРАНИТЬ 40,60 $
(12)
Отправка сегодня
Приспособление для листогибочного пресса
- Прикрепляется к большинству стандартных 12-тонных или 20-тонных гидравлических прессов
- Чашка для крепления верхней матрицы Внутренний диаметр: 41 мм
- Длина изгиба: 12 дюймов
- .
 Ширина x 7,50 дюйма Глубина x Высота 9,25 дюйма
Ширина x 7,50 дюйма Глубина x Высота 9,25 дюймаПодробнее
216,99 $
176,39 $
СОХРАНИТЬ 40,60 $
(12)
Доставка сегодня
JEGS Ролик крыла для формовки металла
ЭГС 81730
Номер детали: 555-81730
ЭГС 81730
JEGS Ролик крыла для формовки металла
91,99 $
84,14 $
СОХРАНИТЬ 7,85 $
(4)
Отправка сегодня
Fender Roller
- Диапазон роликовых рычагов от 14 дюймов до 22 3/4 дюйма. x 95,3 мм (3,750 дюйма) до 5 x 120,6 мм (4,750 дюйма) PCD
- Включает
- Шайбы
Подробнее
- 6 шт.
- Прецизионно обработанная сталь
- Термообработанная
Включает: - (по 1 шт.)
Подробнее
160,99 $
144,99 $
СОХРАНИТЬ 16,00 $
(17)
Доставка сегодня
JEGS Тормоз для листового металла 36 дюймов со стойкой
ЭГС 81510
Номер детали: 555-81510
ЭГС 81510
JEGS Тормоз для листового металла 36 дюймов со стойкой
324,99 $
263,69 $
СОХРАНИТЬ 61,30 $
(1)
Отправка завтра
Гибочный тормоз
- Габаритные размеры: 46″ Д x 19,75″” Ш x 37,25″ В
- Подставка: 21,625″ В x 17,875″ Н/Д
- Настольное крепление: 5,5″ Н/Д
0 2-дюймовые отверстия под болты
- 22 Калибр Максимальная толщина материала
- 36 дюймов Максимальная ширина материала
- Изгибы от 0 до 120°
- 183 фунта
- 60″ x 40-7/8″ x 34-1/2″
- Глубина горловины: 27″
- Быстрорегулируемый нижний хомут для облегчения выравнивания
- 908 08 Стальная рама Ручки:
- Листовая сталь до 16 Ga.

- Медь и алюминий до 14 Ga.
Подробнее
432,99 $
(4)
Дата доступности неизвестна
Обзоры и руководство по покупке лучших листовых тормозов – BNB
Вы чувствуете, что не можете принять обоснованное решение о том, какой тормоз для листового металла купить, потому что есть так много вариантов? Мы знаем, что очень трудно понять, что искать и стоит ли продукт ваших денег, особенно если это ваш первый продукт.
Здесь наш обзор и руководство по покупке помогут вам сэкономить ваши драгоценные деньги. Чтобы помочь вам принять наиболее обоснованное решение о покупке, мы составили этот список лучших продуктов и руководство по покупке.
Прочтите их, чтобы узнать, какие из них надежны и заслуживают доверия, перед покупкой. Независимо от того, ищете ли вы что-то бюджетное или нестандартное, мы обеспечим вас.
Следуйте этой таблице, чтобы быстро выбрать лучший продукт
1 Тормоз листового металла VEVOR в гибочном станке по ВЕВОР 9,7
2 KAKA Industrial PBB-A-дюймовый поддон и по КАКА 9,5
3 Портативный мини-тормоз Malco емкостью 1 га по Малько 9,2
4 Гибочный пресс KASTFORCE KF для листового металла по КАСТФОРСЕ 9,7
5 Гибочный станок для гибки листового металла в дюймах – по Дюйм 9,8
6 Инструмент для гибки листового металла из стали по Стали 9,2
7 KAKA Industrial W-Z Противень из листового металла по КАКА 9,2
8 Гибочный пресс для листового металла Kaka Industrial W по Кака 9,2
9 Магазин Fox M-Inch Box and Pan по Магазин 9,8
10 Тормоз для листового металла Kaka Industrial W-C по Кака 9,5
15 лучших обзоров листовых тормозов 2022 года
Рейтинг популярности 9,3
Показатель качества 9,8
Показатель доверия 9,3
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Многоцелевое применение: Наш мини-гибочный пресс для листового металла позволяет выполнять гибку легко и эффективно.
 Он достаточно прочен для профессионального производства. Это отличный выбор для гибочных работ, его можно использовать на различных фабриках, в мастерских, семейных мастерских или в повседневных личных целях.
Он достаточно прочен для профессионального производства. Это отличный выбор для гибочных работ, его можно использовать на различных фабриках, в мастерских, семейных мастерских или в повседневных личных целях. - Тяжелая стальная конструкция: Гибочный пресс для листового металла изготовлен из высококачественной стали. Прочная конструкция выдержит долгие годы интенсивного использования. И это компактно и портативно; Вы можете легко принести его из дома на место работы.
- Два С-образных зажима и ручки: сгибание без усилий достигается за счет регулировки двух удлиненных ручек. Предварительно просверленные рекламные отверстия позволяют установить его на скамейке. Предусмотрены два С-образных зажима; Вы можете удобно зафиксировать тормоз зажимами.
- Гибкий изгиб от 0 до 90°: Вы можете отрегулировать определенный угол от 0° до 90° в соответствии с вашими рабочими потребностями. Металлогибочный тормоз идеально подходит для гибки тяжелой фольги и легких металлов. Гибка материала толщиной до 20 калибра мягкой стали и 14 калибра алюминия.

- Мини-тормоз для листового металла: макс. Ширина изгиба: 36 дюймов/910 мм; Максимум. Толщина изгиба: 0,04 дюйма/1 мм. Наш листогибочный станок — отличный инструмент для гибки металлических листов, а его исключительные характеристики гибки делают его незаменимым инструментом на заводах и в мастерских.
Дополнительная информация:
Марка ВЕВОР Цвет Серебро Размеры изделия Высота 9 Ширина 45 Длина 40 Вес 35,75 Показатель популярности 9
Показатель качества 9.8
Показатель тональности 9.2
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ВЫСОКАЯ ТОЧНОСТЬ.
 Ножной зажим для листового металла обладает высокой режущей способностью, которая позволяет обрабатывать до 12 листов низкоуглеродистой стали, в сочетании с простым рабочим процессом, что позволяет достичь высокой точности резки.
Ножной зажим для листового металла обладает высокой режущей способностью, которая позволяет обрабатывать до 12 листов низкоуглеродистой стали, в сочетании с простым рабочим процессом, что позволяет достичь высокой точности резки. - ДОЛГИЙ СРОК ЭКСПЛУАТАЦИИ. Конструкция пальцев с черным керамическим покрытием предотвращает появление ржавчины на пальцах и гарантирует более длительный срок службы пальцев. Закаленные краевые сегменты продлевают срок службы
- БОЛЬШАЯ ДОЛГОВЕЧНОСТЬ. Ножной зажим поддона и короба разработан с использованием тяжелых анкерных стержней и распорок, обеспечивающих большую прочность и долговечность, а сварная стальная пластина покрывает все секции кузова, что гарантирует, что ножной зажим может использоваться в сложных условиях в течение многих лет
- Обслуживание подъемных ворот будет иметь за дополнительную плату и могут быть запрошены для вас по сниженной цене, пожалуйста, отправьте нам сообщение о том, что вам нужна услуга ТРЕБУЕТСЯ действующий номер телефона.
 Перевозчик свяжется с вами за день до доставки, укажите действующий номер телефона
Перевозчик свяжется с вами за день до доставки, укажите действующий номер телефона - Конструкция с ножным зажимом. Он прост в эксплуатации и позволяет легко регулировать материал. Пружина сжатия для верхнего противовеса. Луковая рукоятка для поворота гибочной балки. Регулируемый упор угла изгиба до 135°.
Дополнительная информация:
Марка КАКА Цвет Кремовый Размеры изделия Высота 5 Ширина 31 Длина 41 Вес 30,83 Показатель популярности 9.1
Показатель качества 9.3
Показатель тональности 9.5
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Подходит для листового металла шириной до 4 футов
- Регулируемые ребра жесткости
- Изгибает узкие планки
- Компактный размер
- Сделано в США
Дополнительная информация:
Марка Малько Цвет Неизвестно Артикул Размеры Высота 4 Ширина 40 Длина 23 Вес 56,78 Показатель популярности 9.
 4
4Показатель качества 9.1
Показатель тональности 9
Оценка редакции
9.2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Макс. ширина изгиба: 730 мм/28,75 дюйма
- Макс. угол изгиба: 0–135º
- Макс. толщина изгиба: 1,0 мм/20Ga мягкая сталь
Дополнительная информация:
Марка КАСТФОРСЕ Цвет Черный Размеры изделия Высота 5 Ширина 31 Длина 31 Вес 32,3 Показатель популярности 9,8
Показатель качества 9.5
Показатель тональности 9.2
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Гибка материала толщиной до: 20 калибра мягкой стали и 14 калибра алюминия
- Изгибает до 90 градусов
- Изгибает материалы шириной до 48 дюймов
- Угол 45 градусов
- Предназначен для установки на столе; с помощью транспортира
Дополнительная информация:
Марка Дюйм Цвет Серебро Размеры изделия Высота 13 Ширина 21 Длина 38 Вес 89,39 Показатель популярности 9.
 2
2Показатель качества 9.6
Показатель тональности 9.5
Редакционная оценка
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Изгибы для мягкой стали калибра 17
- Крепления к верстаку
- Изгибы до 90 градусов
- Тяжелая стальная конструкция
Дополнительная информация:
Марка Сталь Цвет Многоцветный Размеры изделия Высота 7 Ширина 44 Длина 36 Вес 92,22 Показатель популярности 8.9
Показатель качества 8.9
Показатель тональности 9.2
Редакционная оценка
9,0
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- УСИЛЕННЫЙ ЗАЖИМНЫЙ РЫЧАГ.
 Гибка листового металла становится легкой задачей с дисковым тормозом KAKA. Сверхмощный прижимной рычаг позволяет зажимать и разжимать листовой металл с помощью кулачкового механизма. Этот станок может выполнять любые профессиональные гибочные работы.
Гибка листового металла становится легкой задачей с дисковым тормозом KAKA. Сверхмощный прижимной рычаг позволяет зажимать и разжимать листовой металл с помощью кулачкового механизма. Этот станок может выполнять любые профессиональные гибочные работы. - УНИВЕРСАЛЬНОСТЬ И БОЛЬШАЯ МОЩНОСТЬ. KAKAIND 24In может сгибать мягкую сталь толщиной до 16 калибров, шириной 24 дюйма под углом 0-135 градусов. Это идеальный инструмент, если вам нужно увеличить прочность листового металла с изгибами или вы собираетесь изготавливать более сложные кронштейны, косынки, коробки или крепления
- РЕГУЛИРУЕМЫЕ ПАЛЬЦЫ. Благодаря съемным и регулируемым пальцам, тормоз для листового металла может быть установлен в различных положениях, чтобы приспособиться к разной ширине металла. Быстрая индексация одним или несколькими пальцами делает эту машину идеальной для множества применений. Достигайте очень острых изгибов и легко перемещайте пальцы ближе или дальше от точки изгиба
- ПРОЧНАЯ КОНСТРУКЦИЯ.
 24-дюймовый тормозной поддон и коробка из листового металла KAKAIND предназначены для использования после многих лет интенсивного использования. Он имеет прочный сварной стальной корпус, что позволяет легко выполнять проекты
24-дюймовый тормозной поддон и коробка из листового металла KAKAIND предназначены для использования после многих лет интенсивного использования. Он имеет прочный сварной стальной корпус, что позволяет легко выполнять проекты - ПРОСТОЙ В ЭКСПЛУАТАЦИИ СЧЕТЧИК БАЛАНСИРОВКИ. Механизм Counter Balance упрощает работу с небольшими усилиями. Этот 24-дюймовый поддон и ящик из листового металла можно устанавливать в различных положениях для размещения металла различной ширины
Дополнительная информация:
Марка КАКА Цвет Многоцветный Размеры изделия Высота 20 Ширина 42 Длина 28 Вес 61.02 Показатель популярности 9.1
Показатель качества 9.4
Показатель тональности 9
Оценка редакции
9.
 2
2Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Простая конструкция, удобство перемещения и работы
- Гибка стали 20 калибра
- Этот листогибочный пресс упрощает изготовление металлических панелей шириной до 30 дюймов и является идеальным инструментом для изготовления небольших коммутационных панелей.
- Изгиб Алюминий 16-го калибра
- Угол изгиба: 0°-90°. Он может успешно сгибать материал под определенным углом по мере необходимости. Быстрая и простая регулировка для изгиба практически под любым углом.
Дополнительная информация:
Марка Кака Цвет Белый Размеры изделия Высота 20 Ширина 23 Длина 45 Вес 34,45 Показатель популярности 9.
 2
2Показатель качества 9.8
Показатель настроения 9.6
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Максимальная глубина коробки: 1-3/4 дюйма
- Приблизительный вес в упаковке: 91 фунт
- Площадь основания: 10-1/2 дюйма на 26-1/4 дюйма. Пальцы коробки: 1 дюйм (x2 ), 2 дюйма (x4), 3 дюйма (x2), 4 дюйма (x2)
- Угол торможения: 0–135 градусов
- Вместимость материала: 24 дюйма на 20 калибров из мягкой стали
Дополнительная информация:
Марка Магазин Цвет Белый Размеры изделия Высота 15 Ширина 37 Длина 37 Вес 86,83 Показатель популярности 9.
 3
3Показатель качества 9.4
Показатель тональности 9.6
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Он достаточно прочен для профессионального производства. Это отличный выбор для гибочных работ, его можно использовать на различных фабриках, в мастерских, семейных мастерских или в повседневных личных целях.
- Простая конструкция, удобство перемещения и работы. Прочная конструкция рассчитана на долгие годы интенсивного использования. И он компактный и портативный.
- 2 С-образные зажимы и ручки: легкого сгибания можно добиться, отрегулировав две удлиняющие рукоятки. Предварительно просверленные рекламные отверстия позволяют установить его на скамейке. Предусмотрены два С-образных зажима; Вы можете удобно зафиксировать тормоз зажимами.

- Гибкий изгиб 0-90°: Вы можете отрегулировать определенный угол от 0° до 9°.0° в соответствии с вашими рабочими потребностями.
- Тормоз листового металла: макс. Ширина изгиба: 30 дюймов/760 мм; Максимум. Толщина изгиба: 20Ga./1,2 мм.
Дополнительная информация:
Марка Кака Цвет Черный Размеры изделия Высота 18 Ширина 25 Длина 31 Вес 33,86 Показатель популярности 9.6
Показатель качества 9.5
Показатель тональности 9.6
Оценка редакции
9,6
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Требуется C-образный зажим* НЕ ВКЛЮЧЕНО; Быстрая регулировка с помощью транспортира
- Гибочный станок для листового металла 36 дюймов Гибка алюминия Сталь
- Предназначен для установки на столе
- Гибка Калибр материала: до: мягкой стали калибра 20 и алюминия калибра 14; изгибает до 90 градусов, угол 45 градусы
- 36 дюймов Длина МАКСИМАЛЬНАЯ
Дополнительная информация:
Марка МХ Цвет Многоцветный Размеры изделия Высота 17 Ширина 38 Длина 21 Вес 96,75 Показатель популярности 9.
 2
2Показатель качества 9.7
Показатель тональности 9
Редакционная оценка
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Ширина металла: изгибается до 24 дюймов ; Углы изгиба: до 135 градусов; Размеры монтажной площадки: 26 дюймов X 10,75 дюймов; Габаритные размеры: 28,5 дюйма в ширину X 10,75 дюйма в глубину X 14,25 дюйма в высоту; Вес: 94,6 фунта
- 24-дюймовый тормоз из листового металла с коробкой и тарелкой Eastwood идеально подходит для небольшого магазина или домашнего использования.
- Использование на стали до 20 калибра или алюминии 16 калибра
- Изгиб до 135 градусов
- Изгиб листового металла до 24 дюймов
Дополнительная информация:
Марка Иствуд Цвет Многоцветный Размеры изделия Высота 12 Ширина 26 Длина 26 Вес 84,67 Показатель популярности 8.
 9
9Показатель качества 9
Показатель тональности 9.3
Оценка редакции
9.1
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Ножницы по металлу могут резать на полную мощность по всей ширине станка.
- Направляющие ролики имеют закаленные ролики с тремя проволочными канавками для небольшого круглого материала. ТРЕБУЕТСЯ. Перевозчик свяжется с вами за день до доставки. Пожалуйста, укажите действующий номер телефона
- Задний упор включен для обеспечения воспроизводимости. Тяжелая чугунная рама.
- Складывание с макс. Угол 90°
Дополнительная информация:
Марка КАКА Цвет Кремовый Размеры изделия Высота 20 Ширина 29 Длина 38 Вес 44,2 Показатель популярности 9.
 7
7Показатель качества 9.1
Показатель тональности 9.5
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ВЫСОКОКАЧЕСТВЕННАЯ СБОРКА И МОГУТ ПРОДОЛЖИТЬСЯ ПРИ ТЯЖЕЛОМ ИСПОЛЬЗОВАНИИ ДОЛГО. Композиции этого металлогибочного пресса представляют собой прочный тяжелый материал, который может служить в течение длительного времени. Это была бы отличная покупка с точки зрения долгосрочных инвестиций
- Гибка листового металла до калибра 12 (шириной до 18 дюймов), калибра 16 (шириной до 36 дюймов)
- Услуги подъемных ворот предоставляются за дополнительную плату и могут быть запрошены для вас со скидкой. Пожалуйста, отправьте нам сообщение заявив, что вам нужна услуга. ТРЕБУЕТСЯ действующий номер телефона. Перевозчик свяжется с вами за день до доставки, пожалуйста, укажите действующий номер телефона.

- ВЫСОКАЯ ГИБКОСТЬ МОЖЕТ БЫТЬ ДОСТИГНУТА ЗА СЧЕТ ИЗМЕНЕНИЯ УГЛА ИЗГИБА. Угол изгиба этого металлического гибочного пресса может поворачиваться на 120 градусов. В значительной степени это будет регулируемость использования этого тормоза
- ПРОСТОЕ УПРАВЛЕНИЕ С ВЕРХНЕЙ И НИЖНЕЙ РУЧКАМИ. Этот гибочный тормоз очень прост в эксплуатации. Как верхняя, так и нижняя рукоятка помогают управлять изделием
Дополнительная информация:
Марка КАКА Цвет Черный Размеры изделия Высота 15 Ширина 21 Длина 26 Вес 63,44 Показатель популярности 9.1
Показатель качества 9.5
Показатель тональности 9.3
Оценка редакции
9.
 3
3Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Размеры упаковки: 4,1″ x 6,5″ x 2,2″
- Инструменты для гибки профилей шириной 4 дюйма
- Сильные магнитные тиски
- Для гибки листового металла
- Используются для изготовления небольших коробок
7 Дополнительная информация:
Марка КАКА Цвет Черный Размеры изделия Высота 15 Ширина 26 Длина 41 Вес 44,88 На что следует обратить внимание перед покупкой лучшего тормоза для листового металла
Теперь, когда вы получили достаточно информации о доступных вариантах, вам нужно знать, как их купить. Что касается листового металла, вам необходимо понимать факторы, которые могут определить их пригодность для вашего случая.
 Таким образом, в этом разделе я подробно объясню эти факторы, чтобы вы могли найти свою идеальную пару.
Таким образом, в этом разделе я подробно объясню эти факторы, чтобы вы могли найти свою идеальную пару.Материалы
Материал является одним из наиболее важных факторов, которые следует учитывать при выборе изделия. Сам материал может варьировать качество всего продукта и то, как он будет служить вам. Материал также выяснит, как долго прослужит этот продукт.
Если вы ищете что-то первоклассное и долговечное, я рекомендую вам выбрать более качественный материал. Однако, если у вас ограниченный бюджет, вы можете выбрать альтернативу. В целом, инвестиции в хорошее качество сборки в долгосрочной перспективе не являются плохим выбором.
Стоимость
Цены могут сильно различаться между аналогичными продуктами. Однако вместо того, чтобы выбирать более дешевый вариант, разумно исследовать продукты и причины их ценообразования. Как часто более низкие цены приводят к нескольким недостаткам продукта.
Тем не менее, также необходимо понимать бюджет и главное, что вам нужно.
 Иногда могут быть функции, которые являются дорогостоящими, но ненужными для вас. В целом, выбор более дорогого продукта является безопасным выбором, но при ограниченном бюджете разумно изучить характеристики продукта.
Иногда могут быть функции, которые являются дорогостоящими, но ненужными для вас. В целом, выбор более дорогого продукта является безопасным выбором, но при ограниченном бюджете разумно изучить характеристики продукта.Размеры
Вместо того, чтобы просто полагаться на наши лучшие размеры тормоза для листового металла, вы должны тщательно проверить. Любая покупка бесполезна, если она не соответствует вашим требованиям. Кроме того, продукт может поставляться с несколькими вариациями, и поэтому вы должны уделять особое внимание тому, который вы покупаете.
Функциональность продукта
В этой нише может быть много продуктов, но иногда может пригодиться тот, у которого есть дополнительная функциональность. Всегда лучше выбрать тот, у которого есть особая функция, которую другие не могут предоставить. Самое приятное то, что дополнительные возможности, которые у него есть, не будут стоить намного дороже, чем обычные. Если вам повезет, то это может быть даже то же самое.

Если у вас не очень ограниченный бюджет, то предлагается выбрать уникальный вариант. Просто, это сделает вашу жизнь проще. Однако, если кажется, что эта функция никогда не заработает за всю жизнь, не беритесь за нее.
Вес
Еще одна важная характеристика, о которой следует помнить, это вес. Вес играет важную роль в предметах, так как от него зависит, сможете ли вы забрать его с собой или нет. Точно так же основание, на которое вы собираетесь его поставить, сможет выдержать это или нет.
Таким образом, если вам нужна мобильность, предпочтительнее выбрать модель с меньшим весом. Кроме того, если основа не является прочной, как ожидалось, тогда нет другой альтернативы, кроме как использовать более легкую.
Часто задаваемые вопросы
На этом этапе у вас должно быть несколько вопросов относительно лучшего тормоза для листового металла. В этом разделе я отвечу на некоторые из наиболее часто задаваемых вопросов, которые возникают у людей при покупке.

Является ли станок для листового металла хорошей инвестицией?
Если говорить в целом, то однозначно удачная покупка. Но это все еще зависит от того, как часто вы будете его использовать и как долго вы планируете его использовать.
Предоставляется ли гарантия на листовые тормоза?
Некоторые производители предоставляют гарантию на свою продукцию, а другие нет. Вы всегда можете проверить описание продукта и посмотреть, есть ли какая-либо гарантия или нет.
Какова политика возврата листового металла?
Политика возврата отличается для каждого поставщика, и лучше проверить ее перед покупкой. Кроме того, внимательно ознакомьтесь с условиями, применяемыми к политике возврата.
Окончательный вердикт
Мы хотели бы сказать, что наш лучший обзор и руководство по покупке листового металла был разработан, чтобы предоставить вам всю информацию, необходимую для принятия обоснованного решения о том, подходит ли вам этот продукт.

Мы надеемся, что это помогло вам, и что вы будете продолжать использовать наш сайт в качестве источника обзоров продуктов и советов по покупке. Еще раз спасибо, что нашли время, чтобы прочитать наше руководство покупателя.
Наконец, мы хотели бы напомнить вам, что отзывы пользователей основаны на личном опыте и мнениях, поэтому используйте их, чтобы найти возможные решения, но не используйте их как окончательные ответы.
Tennsmith – Оборудование для формовки и изготовления листового металла, которое вы знаете и которому доверяете Сделано в США
Разработано для превосходной скорости и точности
.
УЗНАТЬ БОЛЬШЕ inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Фальцовщики SBS от Tennsmith отличаются высокой скоростью работы, высокой надежностью и готовы удовлетворить ваши потребности на долгие годы.
inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Фальцовщики SBS от Tennsmith отличаются высокой скоростью работы, высокой надежностью и готовы удовлетворить ваши потребности на долгие годы.Приступить к делу.
От простых изгибов до сложных форм — у нас есть подходящее оборудование для любой работы.
УЗНАТЬ БОЛЬШЕ inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Обеспечивайте ценность
inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Обеспечивайте ценность
с каждым разрезом.Создан в соответствии с высокими стандартами качества, которых ожидают от нас наши клиенты.
УЗНАТЬ БОЛЬШЕДо макс.
УЗНАТЬ БОЛЬШЕ inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Тормоза для листового металла серии AutoMax — это наши длинномерные фальцевальные машины американского производства, которые позволяют сгибать специализированные длинные изделия с высокой повторяемостью и точностью.
inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Тормоза для листового металла серии AutoMax — это наши длинномерные фальцевальные машины американского производства, которые позволяют сгибать специализированные длинные изделия с высокой повторяемостью и точностью.Представляем абсолютно новый
От простой вырубки до полностью автоматизированной системы, линия продольной и поперечной резки AutoKut является бесспорным лидером в своем классе.
УЗНАТЬ БОЛЬШЕ
АвтоКут
Разнообразие инструментов для любой работы.
Прочное и надежное дополнение к любому магазину на долгие годы.Дом, милый дом.
УЗНАТЬ БОЛЬШЕ inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Более девяти десятилетий передового опыта производства на станках для формовки металлов Tennsmith, сделанных прямо здесь, в Америке.
inOut;st:500;sp:1200;sR:500;” data-frame_999=”o:0;tp:600;st:w;sR:7300;”> Более девяти десятилетий передового опыта производства на станках для формовки металлов Tennsmith, сделанных прямо здесь, в Америке.Семейная традиция с 1928 года.
Компания Tennsmith признана во всем мире лидером в производстве оборудования для обработки листового металла. Мы предлагаем полный спектр инструментов для обработки листового металла американского производства, включая автоматические фальцеватели, ручные тормоза, ножницы, скользящие ролики, гибочные станки, вырубные станки и ротационные машины.
Рекомендованный продукт этого месяца
Тормоза для ящиков и чашек Tennsmith серии F6 были разработаны для обеспечения возможности формования в тяжелых условиях, а также гибкости съемных 6-дюймовых пальцев глубины ящика. Широкие возможности зажима и простая регулировка носовой планки позволяют быстро настроить радиус изгиба. Конструкция из сварных стальных листов, тяжелые анкерные стержни и раскосы обеспечивают прочность и жесткость.
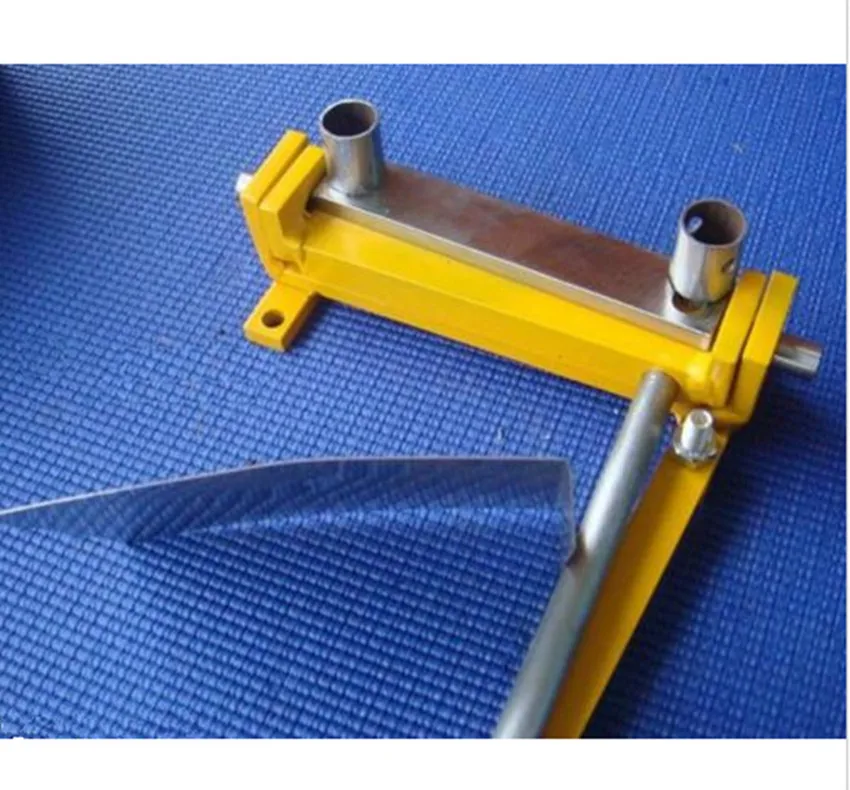
Узнать больше
Создан для превосходной скорости и точности
Электрофальцовщики серии SBS от Tennsmith имеют простую в обслуживании конструкцию в сочетании с набором стандартных функций для привлекательного сочетания высокого качества и надежной работы.
ПОДРОБНЕЕ
Бренды, которым вы доверяете.
CGTK – Гибочный станок для листового металла
Это гибочный станок, который я сделал для гибки листового металла, например, для изготовления ящиков или коробок. Это основан на идее Рик Спарбер, хотя я решил сделать петли немного иначе, чем подходит к материалу, который у меня был в наличии.

Основная часть гибочного станка изготовлена из уголка 75 мм × 75 мм × 6 мм. Я купил 1,5 м. длину и разрезать пополам, чтобы получились две «челюсти» трубогиба. Корпуса петель изготовлены от 25 мм в диаметре EN3B; стержень петли изготовлен из серебристой стали диаметром 12 мм.
На этой фотографии показаны две губки фрезерных тисков (другой конец поддерживается моим Машинист Джек). Я использовал циферблатный индикатор, чтобы убедиться, что верхняя поверхность находится на одном уровне с перемещение стола по оси X (это видно на фото: как и все фото на этом сайте, нажмите на фото для увеличения).
Затем я использовал концевую фрезу 12 мм, чтобы прорезать паз шириной 25 мм и глубиной 12,5 мм в двух частях. из уголка, следя за тем, чтобы паз был прорезан одинаково в каждой части (это гарантирует, что ось вращение шарнира происходит на углу двух уголков).
Эта фотография была сделана сразу после завершения одного из слотов.
 Конец в правом верхнем углу
на фото радиус 6 мм из-за формы концевой фрезы. На фото видно, что конец
срез не квадратный, но это просто фотографический бзик: в реале так не выглядит
жизнь!
Конец в правом верхнем углу
на фото радиус 6 мм из-за формы концевой фрезы. На фото видно, что конец
срез не квадратный, но это просто фотографический бзик: в реале так не выглядит
жизнь!На этом фото показаны детали петли, вставленные в паз и готовые к сварке. Небольшой зазор (не видно на фото) был оставлен между частями корпуса шарнира, чтобы они не терлись. правый корпус петли имел один конец, закругленный с помощью 6-миллиметровой концевой фрезы для закругления углов, закрепленной на токарном станке. держатель инструмента. Это соответствует радиусу паза. На фото не видно серебристой стали шарнирный вал, который был вставлен в корпуса шарниров перед сваркой, чтобы гарантировать, что они останутся в выравнивание.
На этих двух фотографиях крупным планом показана петля после сварки методом TIG. Правая рука На фото показан стержень шарнира из серебристой стали с резьбовым отверстием M6 на конце.
 Это отверстие
там, чтобы было легче вытащить вал, если это необходимо. Белое на фото белое
литиевая смазка, которая попала везде, когда я вставлял вал!
Это отверстие
там, чтобы было легче вытащить вал, если это необходимо. Белое на фото белое
литиевая смазка, которая попала везде, когда я вставлял вал!На этой фотографии показана нижняя сторона одного конца подвижной «челюсти» трубогиба. Слева от На фото виден кусок коробчатого сечения 30 мм × 30 мм × 2 мм, приваренный к подвижной челюсти в два места. Затем я могу использовать коробчатое сечение 25 мм × 25 мм × 2,5 мм в качестве рычагов, поскольку они плавно входят в сварной коробчатый профиль.
На этой фотографии показана установка моего первого гибочного станка. Я гнул маленький квадрат кусок низкоуглеродистой стали толщиной 0,8 мм, вырезанный из углов при подготовке развертки для изготовления коробка. Листовой металл удерживается на месте кусочком алюминия и одним из моих самодельных Консольные зажимы. Вы можете видеть рычаги коробчатого сечения размером 25 мм × 25 мм × 2,5 мм, используемые в качестве рычагов.

Это крупный план установки первого изгиба. Алюминиевый зажимной блок смещен назад немного (в данном случае 2,5 мм) от центральной линии двух «челюстей». Это для того, чтобы позволить радиус изгиба.
На этой фотографии показана установка для моего первого изгиба шаблона коробки. Чернильный узор – это всего лишь маркером, которым я размечала шаблон коробки; прижимная планка – еще один кусок алюминия, который у меня был валяется.
Здесь показано положение гибочного станка сразу после выполнения первого изгиба коробки. усилие, необходимое для гибки низкоуглеродистой стали толщиной 0,8 мм, минимально.
После того, как первые два внешних изгиба выполнены с использованием длинной зажимной планки, Требуется метод зажима. На этом фото изображена пара небольших алюминиевых блоков, используемых в качестве «пальцы» для третьего сгиба.
 Они были выбраны, так как вместе они были немного короче, чем
ширина коробки и так укладывается внутрь предыдущих изгибов.
Они были выбраны, так как вместе они были немного короче, чем
ширина коробки и так укладывается внутрь предыдущих изгибов.На этих фотографиях показана (почти) готовая статья. Угловые армирующие элементы изготавливаются из вырезы по выкройке. После того, как весь маркер был очищен, и у меня было еще немного попрактикуйтесь в TIG-сварке тонкого металла, я приварю арматуру на место, и лоток будет готов. полный.
Когда трубогиб не используется, он прислоняется к ящику в моей мастерской. рычаги просто опираются на него. Я обнаружил, что у них есть привычка падать и либо / или бить вещи или просто мешать. У меня было несколько обрезков коробки 30 мм × 30 мм × 2 мм. сечения, поэтому я решил приварить их поверх существующих кусков коробчатого сечения на сварочном аппарате. На один конец (показан на правом фото выше) я добавил торцевую пластину из стали толщиной 3 мм.
Теперь рычагам есть куда двигаться, когда трубогиб не используется.

Этот веб-сайт бесплатный, но его содержание стоит денег. Если вы хотите поддержать этот сайт, рассмотрите сделать небольшое пожертвование или отправить мне сообщение, чтобы сообщить мне, что вам понравилось или нашли полезным.
Экспериментальный листогибочный станок | Hackaday.io
Посмотреть галерею
Команда (1)
- боб
Этот проект отправлен на
- Hackaday.com Совет №
Этот проект был создано 07.
 04.2020
и последнее обновление 2 года назад.
04.2020
и последнее обновление 2 года назад.ЭКСПЕРИМЕНТЫ ПО ГИБКЕ ЛИСТОВОГО МЕТАЛЛА
Здесь описывается экспериментальный листогибочный станок.
Преимущества:
– Он может сгибать то, что не может большинство других сгибателей.
(Сказав это, проверьте Магнабенд.)
– Точно/точно.
– Основное требование – умение точно сверлить отверстия.
— модульный и может быть расширен.
— компактный, легкий и недорогой.Недостатки
– Это очень долго.
– В полученном проекте много дыр.Детали
Особенности
Это гибрид пальцевого тормоза и гибочного станка.
Для выравнивания используются отверстия, а не обработка краев листового металла.
Крепежные винты скрепляют верхнюю петлю, заготовку и палец.
 Положение изгиба определяется положением отверстий в заготовке.
Положение изгиба определяется положением отверстий в заготовке.В нем используется дверная петля на шарикоподшипниках, кусок алюминиевой пластины, немного стержня и довольно много крепежных винтов и гаек.
Петли коммерческих дверей на шарикоподшипниках имеют очень небольшой наклон. Пальцы изготовлены из прямоугольного алюминиевого стержня размером 1/4″ x 1/2″. Углы круглые с радиусом около 1/32 дюйма (0,8 мм). Это обеспечивает разумный радиус изгиба на испытанных до сих пор материалах заготовки.
Хорошо использовать фрезерный станок для печатных плат или настольный фрезерный станок для разметки и/или сверления отверстий.
При отсутствии мельницы можно было печатать рисунки на бумаге и переносить их на металл.
В местном магазине канцтоваров можно печатать на довольно больших листах бумаги. Эта ссылка охватывает проблемы. Я еще не пробовал его для проекта с этим бендером.
Применение
Механизмы, такие как коробки передач, где необходима точность.
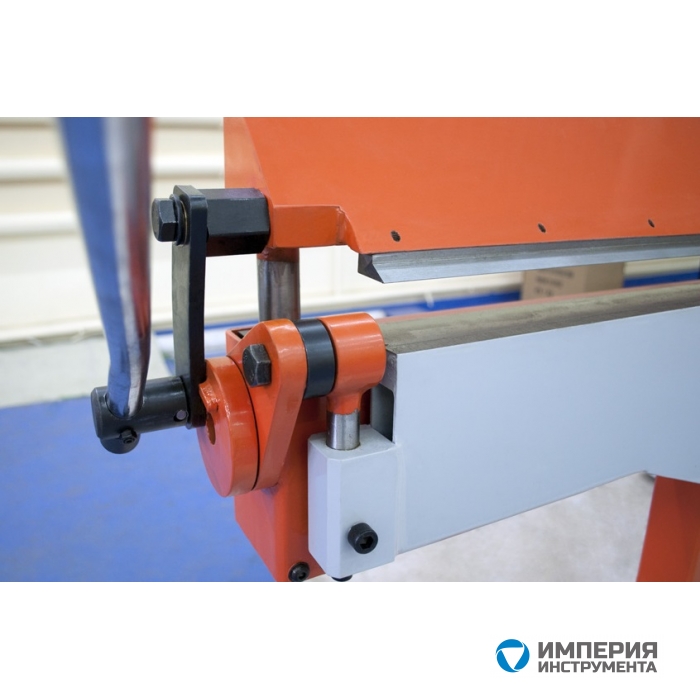
Вещи, которые нельзя построить никаким другим способом.
Если это можно автоматизировать, чтобы избавиться от рутинной работы, листовой металл станет отличным материалом для всех видов проектов.
Беспорядочные мысли
Заклепки, отверстия, крепежные винты, износ
Первоначальная идея состояла в том, чтобы использовать сверла 1/8″ и заклепки 1/8″ для крепления. Гибочный станок будет использовать крепежные винты диаметром 1/8 дюйма. Ха!
Для заклепок нужны отверстия больше 1/8 дюйма. Рекомендуется сверло № 30.
Крепежные винты № 5 имеют номинальный диаметр 1/8 дюйма (т. е. 0,125 дюйма). Измеренный диаметр на внешней стороне резьбы был ближе к 0,120 дюйма для одной коробки. В любом случае я чувствовал, как крепежный винт шевелится в отверстии, просверленном сверлом 1/8 дюйма.
Посадка с натягом
Используя сверло № 31, крепежные винты № 5-40 вбиваются в алюминий. Предположительно, такая плотная посадка приведет к большей точности.
 Это также работает для пальцев.
Это также работает для пальцев.Износ
Отверстия на пальцах изнашиваются довольно быстро. Решение состоит в том, чтобы раззенковать отверстия для гаек. Гайки, удерживаясь на месте, обеспечивают точность. терминология
Точность положения винта
Отверстия в стальных петлях просверливаются сверлом 1/8″. Однако отверстия в петлях имеют потайную головку. Уклон этого плюс наклон угла резьбы гаек винты машины в правильное положение в отверстиях.0508
Несколько вещей, которые нельзя сделать с помощью пальчикового тормоза
1 – Поскольку пальцы установлены на какой-то конструкции, которая устанавливает максимальную глубину коробки, которую можно согнуть на обычном пальчиковом тормозе. ссылка на сайт
2 – Конец пальцевого тормоза не отработаешь.
3 – Поскольку станина и фартук проходят по всей длине пальчикового тормоза, сложно компенсировать изгибы.
На картинке выше показана вкладка, которая вот-вот согнется. Обратите внимание, что большая часть заготовки выступает над трубогибом справа.
На рисунке выше изгиб выступа смещен на одну толщину материала (МТ) за изгиб той стороны, за которой он окажется после следующего изгиба.Пружина назад
Когда вы сгибаете листовой металл, вам обычно приходится немного перегибать, чтобы деталь вернулась туда, где вы действительно хотите. ссылка
Палец – передний профиль
Рабочая поверхность пальца профилирована по двум причинам. Кривая кромки плавного перехода сохраняется. Выше край утоплен, чтобы избежать помех, когда соседний выступ оказывается зажатым между пальцем и заготовкой. Передняя часть пальца также отведена назад, что позволяет немного согнуть его.
Радиус изгиба
На данный момент были опробованы три толщины алюминия: 20 ga. (0,81 мм), 28 калибра. (0,32 мм) и 32 калибра. (0,2 мм). Все три плотно согнулись вокруг рабочего уголка пальца. Он изогнут с приблизительным радиусом 0,8 мм. Все изгибы находились в пределах градуса прямого угла.
Образец для испытаний шириной 40 мм, калибр 24.
 (0,64 мм) нержавеющая…
(0,64 мм) нержавеющая…Подробнее »
Посмотреть все детали
partLabels.png
Показывает гибочный станок, готовый согнуть язычок. Детали гибочного станка промаркированы.Портативная сетевая графика (PNG) – 924,61 КБ – 07.04.2020 в 20:46
Предварительный просмотр Скачать notFlat.
 png Форма шарнира не позволяет заготовке лежать плоско. По этой причине, а также для увеличения жесткости необходимо добавить верхнюю пластину.
png Форма шарнира не позволяет заготовке лежать плоско. По этой причине, а также для увеличения жесткости необходимо добавить верхнюю пластину.Портативная сетевая графика (PNG) – 463,30 КБ – 07.04.2020 в 20:46
Предварительный просмотр Скачать так.
 png Показывает смещение соседних изгибов, чтобы язычок заклепки мог скользить за сторону.
png Показывает смещение соседних изгибов, чтобы язычок заклепки мог скользить за сторону.Портативная сетевая графика (PNG) – 312,98 КБ – 07.04.2020 в 20:46
Предварительный просмотр Скачать alClose.
 jpg Крупный план изгибаемого куска алюминия. Обратите внимание, что он плотно огибает передний профиль пальца.
jpg Крупный план изгибаемого куска алюминия. Обратите внимание, что он плотно огибает передний профиль пальца.Изображение в формате JPEG – 121,77 КБ – 07.04.2020 в 20:46
Предварительный просмотр Скачать ssClose.

- Многоцелевое применение: Наш мини-гибочный пресс для листового металла позволяет выполнять гибку легко и эффективно.
91,99 $
84,14 $
СОХРАНИТЬ 7,85 $
(4)
Доставка сегодня
JEGS Нижняя наковальня умирает 6 шт.

ЭГС 81517
Номер детали: 555-81517
ЭГС 81517
JEGS Нижняя наковальня умирает 6 шт.
160,99 $
144,99 $
СОХРАНИТЬ 16,00 $
(17)
Доставка сегодня
Матрицы нижней наковальни
Подробнее
324,99 $
263,69 $
СОХРАНИТЬ 61,30 $
(1)
Доставка завтра
JEGS Английское колесо с наковальнями Общий размер: 60 дюймов x 40-7/8 дюймов x 34-1/2 дюйма
ЭГС 81516
Номер детали: 555-81516
ЭГС 81516
JEGS Английское колесо с наковальнями Общий размер: 60 дюймов x 40-7/8 дюймов x 34-1/2 дюйма
432,99 $
(4)
Дата доступности неизвестна
Английское колесо