Гибочное производство: колпаки, дымники, отливы, элементы кровли из металла на заказ
alexxlab | 17.10.1987 | 0 | Разное
Гибочное производство в Санкт-Петербурге
Оплата с помощью банковской карты
Для выбора оплаты товара с помощью банковской карты необходимо нажать кнопку «Оплатить заказ».
Оплата происходит через авторизационный сервер Процессингового центра Банка с использованием Банковских кредитных карт следующих платежных систем:
- VISA International
- MasterCard World Wide
Описание процесса передачи данных
Для оплаты покупки Вы будете перенаправлены на платежный шлюз ПАО “Сбербанк России” для ввода реквизитов Вашей карты. Пожалуйста, приготовьте Вашу пластиковую карту заранее. Соединение с платежным шлюзом и передача информации осуществляется в защищенном режиме с использованием протокола шифрования SSL.
В случае если Ваш банк поддерживает технологию безопасного проведения интернет-платежей Verified By Visa или MasterCard Secure Code для проведения платежа также может потребоваться ввод специального пароля. Способы и возможность получения паролей для совершения интернет-платежей Вы можете уточнить в банке, выпустившем карту.
Настоящий сайт поддерживает 256-битное шифрование. Конфиденциальность сообщаемой персональной информации обеспечивается ПАО “Сбербанк России”. Введенная информация не будет предоставлена третьим лицам за исключением случаев, предусмотренных законодательством РФ. Проведение платежей по банковским картам осуществляется в строгом соответствии с требованиями платежных систем Visa Int. и MasterCard Europe Sprl.
Описание процессa оплаты
При выборе формы оплаты с помощью пластиковой карты проведение платежа по заказу производится непосредственно после его оформления. После завершения оформления заказа в нашем магазине, Вы должны будете нажать на кнопку «Оплата банковской картой», при этом система переключит Вас на страницу авторизационного сервера, где Вам будет предложено ввести данные пластиковой карты, инициировать ее авторизацию, после чего вернуться в наш магазин кнопкой “Вернуться в магазин”. После того, как Вы возвращаетесь в наш магазин, система уведомит Вас о результатах авторизации. В случае подтверждения авторизации Ваш заказ будет автоматически выполняться в соответствии с заданными Вами условиями. В случае отказа в авторизации карты Вы сможете повторить процедуру оплаты.
В случае подтверждения авторизации Ваш заказ будет автоматически выполняться в соответствии с заданными Вами условиями. В случае отказа в авторизации карты Вы сможете повторить процедуру оплаты.
При аннулировании заказа
При аннулировании позиций из оплаченного заказа (или при аннулировании заказа целиком) Вы можете заказать другой товар на эту сумму, либо вернуть всю сумму на карту предварительно написав письмо на e-mail.
ДОСТАВКА
Доставка производится на 1-2-й день с момента зачисления денег на наш счет. Товар доставляется в рабочие дни с 10-00 до 18-00. При получении товара у представителя юридического лица должна быть доверенность с печатью от компании-плательщика или сама печать.
Частные покупатели для получения товара должны предъявить квитанцию с отметкой Сбербанка об оплате или паспорт владельца карты, если оплата произведена по банковской карте.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Гарантийное обслуживание оборудования в течение всего гарантийного срока осуществляется авторизованными сервисными центрами соответствующих фирм-изготовителей. Адреса сервисных центров Вы можете найти на соответствующей странице нашего сайта. Обязательным условием выполнения гарантийного ремонта является наличие гарантийного талона , в котором должны бать заполнены графы с наименованием товара, гарантийным сроком, датой продажи и серийным номером устройства.
Адреса сервисных центров Вы можете найти на соответствующей странице нашего сайта. Обязательным условием выполнения гарантийного ремонта является наличие гарантийного талона , в котором должны бать заполнены графы с наименованием товара, гарантийным сроком, датой продажи и серийным номером устройства.
Оплата банковскими картами осуществляется после проверки заказа менеджером интернет-магазина.
Оплата по банковским картам VISA
К оплате принимаются все виды платежных карточек VISA, за исключением Visa Electron. В большинстве случаев карта Visa Electron не применима для оплаты через интернет, за исключением карт, выпущенных отдельными банками. О возможность оплаты картой Visa Electron вам нужно выяснять у банка-эмитента вашей карты.
Оплата по кредитным картам MasterCard
На сайте к оплате принимаются все виды MasterCard.
Что нужно знать:
- номер вашей кредитной карты;
- cрок окончания действия вашей кредитной карты, месяц/год;
- CVV код для карт Visa / CVC код для Master Card: 3 последние цифры на полосе для подписи на обороте карты.

Если на вашей карте код CVC / CVV отсутствует, то, возможно, карта не пригодна для CNP транзакций (т.е. таких транзакций, при которых сама карта не присутствует, а используются её реквизиты), и вам следует обратиться в банк для получения подробной информации.
ОПЛАТА ЗАКАЗОВ ЧЕРЕЗ СБЕРБАНК
Оплата заказов через СБЕРБАНК осуществляется после проверки заказа менеджером интернет-магазина. Чтобы оплатить заказ, необходимо распечатать квитанцию об оплате с сайта магазина. Предупреждаем Вас, что СБЕРБАНК взымает комиссию за услугу оплаты.
ОПЛАТА ЗАКАЗОВ БАНКОВСКИМИ КАРТАМИ СБЕРБАНКА
Как оплатить банковской картой.
По кнопке “Перейти к оплате” Вы будете перенаправлены на платежный шлюз ПАО “Сбербанк России”, где Вы сможете указать реквизиты Вашей банковской карты*. Соединение с платежным шлюзом и передача параметров Вашей пластиковой карты осуществляется в защищенном режиме с использованием 128-битного протокола шифрования SSL.
Если Банк-Эмитент вашей пластиковой карты поддерживает технологию безопасного проведения интернет-платежей Verified By VISA или MasterCard SecureCode, будьте готовы указать специальный пароль, необходимый для успешной оплаты. Способы и возможность получения пароля для совершения интернет-платежа Вы можете уточнить в банке, выпустившем Вашу карту.
Способы и возможность получения пароля для совершения интернет-платежа Вы можете уточнить в банке, выпустившем Вашу карту.
При выборе формы оплаты с помощью банковской карты проведение платежа по заказу производится непосредственно после подтверждения его менеджером. После подтверждения заказа менеджером, Вы должны будете зайти в личный кабинет вашего заказа (по 20-значному уникальному номеру заказа, полученному при оформлении) и нажать на кнопку «Оплата банковской картой», при этом система переведёт Вас на страницу авторизационного сервера Сбербанка, где Вам будет предложено ввести данные пластиковой карты, инициировать ее авторизацию, после чего вы сможете вернуться в наш магазин кликом по кнопке “Вернуться в магазин”. После возвращения в наш магазин, система уведомит Вас о результатах авторизации.
До получения успешного подтверждения платежа Ваш заказ будет находиться в режиме ожидания, после пяти дней ожидания получения оплаты заказ будет автоматически аннулирован. После успешного подтверждения платежа Ваш заказ будет переведен в режим доставки по указанному адресу. В случае отказа в авторизации карты Вы сможете повторить процедуру оплаты.
В случае отказа в авторизации карты Вы сможете повторить процедуру оплаты.
На оформление платежа Сбербанком выделяется 20 минут, поэтому, пожалуйста, приготовьте Вашу пластиковую карту заранее. Если Вам не хватит выделенного на оплату времени или в случае отказа в авторизации карты Вы сможете повторить процедуру оплаты.
*Конфиденциальность сообщаемой персональной информации обеспечивается ПАО “Сбербанк России”. Введенная информация не будет предоставлена третьим лицам за исключением случаев, предусмотренных законодательством РФ. Проведение платежей по банковским картам осуществляется в строгом соответствии с требованиями платежных системVisa Int. и MasterCard Europe Sprl.
Отмена заказа
При удалении товаров из оплаченного заказа или при аннулировании заказа целиком Вы можете заказать другой товар на такую же сумму, либо полностью вернуть всю сумму на карту с помощью Вашего менеджера.
Доставка и выдача заказа, оплаченного пластиковй картой.
Доставка или выдача при самовывозе товара, оплаченного пластиковой картой, осуществляется со дня зачисления денег на наш счет.
Частные покупатели для получения товара должны предъявить паспорт владельца пластиковой карты, по которой производилась оплата заказа.
Представитель юридического лица должен иметь доверенность с печатью от компании-плательщика или саму печать.
RAL 3003
Рубин красный
RAL 3011
Красно-коричневый
RAL 3009
Оксид красного
RAL 3005
Винно-красный
RAL 8017
Темно-коричневый
RAL 9005
Реактивный черный
RAL 6002
Зеленый
RAL 6005
Зеленый мох
RAL 5021
Морская волна
RAL 5024
Пастельно голубой
RAL 5005
Сигнально-синий
RAL 5002
Ультрамарин голубой
RAL 1014
Слоновая кость
RAL 1018
Цинково-желтый
RAL 7005
Мышиный серый
RAL 7004
Сигнально-серый
RAL 9002
Белая ночь
RAL 9010
Чистый белый
RAL 9003
Сигнально-белый
Как организовать производство из листового металла
Цели руководителей и работников часто не совпадают. Одни хотят наладить эффективное производство — максимум отдачи при минимальных затратах. Другие стремятся получить хорошее вознаграждение и вложить меньше труда.
Одни хотят наладить эффективное производство — максимум отдачи при минимальных затратах. Другие стремятся получить хорошее вознаграждение и вложить меньше труда.
К сожалению, эти несовпадения порождают действия или бездействия сотрудников, которые могут привести к потерям. Вот ряд типовых проблем, возникающих на производстве из листового металла:
1. Поломки производственного оборудования
Большинство поломок дорогостоящего оборудования связано с человеческим фактором. Первая неисправность, как правило, возникает случайно. Но потом свои же специалисты могут добить станок, не разобравшись в подсказках умного компьютера, который стоит на многих современных системах.
2. Потери межоперационной логистики
Разные размеры, формы и материал панелей в составе изделия из листового металла, а также необходимость загрузки производственных мощностей предполагают постоянное управление производственной логистикой. Составные части изделий накапливаются. Их нужно хранить в промежуточных складах или перемещать от одного станка к другому, а это дополнительная нагрузка на полезную площадь цехов.
Их нужно хранить в промежуточных складах или перемещать от одного станка к другому, а это дополнительная нагрузка на полезную площадь цехов.
Чтобы решить эти задачи, нужно нанимать сотрудников, которые организуют и проконтролируют межоперационную логистику. На многих металлообрабатывающих предприятиях планы отгрузки и закупки материалов составляют и контролируют целые отделы.
Процессы могут быть выстроены нерационально: «лишние» люди, «лишние» телодвижения и несовершенные решения повышают издержки и уменьшают доход предприятий.
3. Потери времени и материалов при переналадке
Изделия постоянно усложняются, а производство малыми партиями и сборочными комплектами становится все более востребованным. В таких условиях нужно проводить частую переналадку станков. А вместе с разнородностью качества закупаемых листов металла это приводит к потери времени и браку.
4. Потери, связанные с зависимостью от дорогостоящего персонала
Квалифицированные кадры готовят годами. Таких специалистов на рынке немного, стоят они недешево, и они не всегда сходятся характерами с коллегами и руководством. Часто на их плечи ложится судьба производства, и они получают возможность диктовать условия. Они могут уйти к конкурентам, заболеть или просто в один день не прийти на работу. А если персонал с низкой квалификацией, то количество брака и поломок возрастает, и качество изделий оставляет желать лучшего.
Таких специалистов на рынке немного, стоят они недешево, и они не всегда сходятся характерами с коллегами и руководством. Часто на их плечи ложится судьба производства, и они получают возможность диктовать условия. Они могут уйти к конкурентам, заболеть или просто в один день не прийти на работу. А если персонал с низкой квалификацией, то количество брака и поломок возрастает, и качество изделий оставляет желать лучшего.
Как организовать производство, чтобы решить эти проблемы
Проблемы выше знакомы практически каждому бизнесмену в сфере производства из металлического листа. Но это не делает их неподъемными. Вот один из вариантов их решения на примере оборудования Salvagnini.
Максимальная независимость от сервиса
- Все дорогостоящие системы поставляются с комплектом запасных частей для мест, которые потенциально могут сломать сотрудники.
- Встроенные средства диагностики позволяют мгновенно обнаружить проблему без вызова внешнего специалиста.
- Встроенные трехмерные системы оповещения позволяют штатному специалисту визуально определить подлежащий замене узел или деталь.

- Подробные текстовые инструкции по технологии замены позволяют провести пошагово безошибочный ремонт.
- Если сотрудник не смог понять подсказки компьютера, система дистанционной диагностики соединит его со специалистом Salvagnini, который поможет устранить проблему.
- Главный принцип поддержки Salvagnini — не нарушать технические процессы. Работоспособность нужно восстановить как можно скорее, а потом можно заменить неисправные детали на складе запчастей.
Снижение логистических потерь
- Линии Salvagnini рассчитаны на производство комплектов по принципу «точно в срок» (just in time). Изделия разных конфигураций поступают на сборку или упаковку равномерно и последовательно. Поэтому можно не накапливать промежуточные детали для балансировки станков, вовлеченных в процесс производства.
- Переналадки механизмов от детали к детали проходят автоматически, прямо в процессе. При этом каждая деталь из листового металла может отличаться размерами, сложностью, толщиной и сплавом.
- Полное отсутствие сотрудников для ежедневной организации и контроля межоперационной логистики.
- Работа только на проданные заказы. Без «перекосов» в произведенных комплектующих и комплектах, ожидающих «благоприятных моментов будущих периодов».
- Автоматическая генерация плана закупки материалов по качеству и количеству с учетом оптимальных размеров. Материалы используются по максимуму.
Гибкость производства
- Абсолютная повторяемость панелей. Даже если они повторяются после нескольких смен других деталей разных размеров, толщин и металлов. Благодаря автоматической проверке свойств используемого металла происходит автоматическая коррекция углов гиба. Это гарантирует хорошую собираемость изделий.
- Легкая настройка производства из металлического листа на широкий ассортимент изделий. Это возможно из-за полной переналадки инструмента в момент поворота панели от обработки одной стороны к другой.
- Простой переход к новому дизайну изделия.
 Уникальное программное обеспечение автоматически пересчитывает раскладки и раскрой. Также автоматически перенастраиваются входящие в комплекс станки.
Уникальное программное обеспечение автоматически пересчитывает раскладки и раскрой. Также автоматически перенастраиваются входящие в комплекс станки.
Максимальная независимость от дорогостоящего персонала
- Всё оборудование работает автоматически. Интуитивное понятное программное обеспечение позволяет контролировать и программировать все станки. Генерирует счета и отчеты. Подключается в любые системы управления производством, присутствующие в массовом распространении.
- Операторы работают в режиме «принеси — подай», освобождают много времени для других работ и обучаются «с нуля» за несколько дней без дополнительных знаний.
- Автоматизированное программное обеспечения позволяет организовать эффективную работу на производстве с меньшим числом технологов и логистов.
- Практически нет ошибок сотрудников, приводящих к браку или большому количеству отходов. Исключаются простои отдельных станков или порча промежуточных материалов.

- Высокая степень автоматизации труда ИТР и цеховых сотрудников снижает вероятность появления «сверхдорогих специалистов».
- Автоматическое и точное распределения загрузки предприятия и четкая организация технических процессов исключают вынужденное приобретение дополнительной, лишней техники.
По этим причинам оборудованием Salvagnini пользуются: Electrolux, Ruukki, Steelcase, Kone, AKE Cutting&better, Viessmann, Zanussi, ABB, Liebherr, Toshiba, OTIS, Philips, Alcatel, Mercedes-Benz, Boeing, B/E Aerospace, Whirpool, Fiat, Gorenje, Panasonic, BTicino, Schindler, Ariston – Indesit, TAD, S&C Electric Company, Legrand, Klimasan, CERN, Coldmatic, Caterpillar Inc., Hyundai Elevator Co., Hitachi, Steelcraft, Saeco, Mitsubishi Electric и др.
Видео-примеры работы станков и линий
Производство электрошкафа на панелегибе:
Линия.
В конце показана сборка изготовленного шкафчика:
Работа центра пробивки-отрезки S4 с поясняющей анимацией:
Компактный панелегиб P2lean — демонстрация работы и опций:
SALVAGNINI FMS. Работа линии S4+P4. Изготовление комплектов:
SALVAGNINI AJS. Автоматизированные склады MV. Работа склада MV с подключенным лазером (разгрузка с сортировкой и отдача продукции обратно в склад):
Остались вопросы? Задайте их в форме ниже, и мы ответим в течение нескольких рабочих дней.
Или посмотрите на машины Salvagnini в действии — на реальных производствах клиентов компании. Мы покажем, как все работает, и познакомим вас со всеми технологиями, и вы сами решите, будет ли оборудование Salvagnini полезным при организации производства из листового металла.
Посмотреть каталог оборудования Salvagnini.
Гибка листового металла в Санкт-Петербурге
Компания «СЗСИ» предоставляет услуги гибочного производства и коллектива профессионалов, выполняющих заказы любой сложности из листового металла. Гибка листового металла является общим и жизненно важным процессом в обрабатывающей промышленности:
- Гибка – это пластическая деформация вдоль оси, создающая изменение геометрии детали. Подобно другим процессам формирования металла, гибка изменяет форму обрабатываемой детали, в то время как объем материала останется прежним.
- В некоторых случаях искривление может произвести небольшое изменение толщины листа.
- Для большинства операций сгибание не производит никаких изменений толщины металлического листа.

- В дополнение к созданию желаемой геометрической формы, сгибание также используется для придания прочности и жесткости листовому металлу, обеспечения внешнего эстетического вида и устранения острых углов.
- Процесс вызывает растяжение и сжатие внутри материала.
- Гибка металла производится холодным и горячим способом.
Гибочные процессы различаются в методах, чтобы пластически деформировать лист или пластину. Размер, толщина и вид обрабатываемого материала – это важные факторы в принятии решения о применяемом процессе гибки металла. Для проекта будущего изделия необходимы также размер, радиус, угол и кривизна изгиба, его расположение в рабочей части. Процесс металлообработки листового материала требует самого эффективного способа гибки на основе характера требуемого изгиба и обрабатываемого материала.
Гибочные технологии используется для промышленного производства во многих отраслях – от двери автомобиля до консервной банки. При формировании конструкции из листового металла окончательная форма проектируется из плоского металлического листа. Желаемая форма достигается за счет пластической деформации без какой-либо обработки, сварки или фрезерования.
При формировании конструкции из листового металла окончательная форма проектируется из плоского металлического листа. Желаемая форма достигается за счет пластической деформации без какой-либо обработки, сварки или фрезерования.
Изделия из листового металла имеет массовое применение в мире и является важной формой в большинстве отраслей обрабатывающей промышленности, аэрокосмической, автомобильной, пищевой промышленности, строительстве и в отраслях обрабатывающей промышленности. При помощи гибки мы производим простые и необходимые лотки, швеллеры, кронштейны, полки, гнутые профили, стеллажи, металлические корпуса, короба, панели для лифтового оборудования, нестандартные изделия.
Обработка листового металла компании включает в себя широкий спектр процессов, которые производят детали для разнообразных целей. Некоторые процессы производства листового металла применимы к толстолистовым металлам. Производство осуществляется на функциональном современном автоматизированном прессе AMADA HFP 100. 3 при помощи опытных мастеров и профессиональных проектировщиков. Листогибочный пресс имеет восемь осей и позволяет обрабатывать максимальную длину изгиба до 3200 мм, и на листогибочных станках немецкой компании «RAS» – до 3100 мм.
3 при помощи опытных мастеров и профессиональных проектировщиков. Листогибочный пресс имеет восемь осей и позволяет обрабатывать максимальную длину изгиба до 3200 мм, и на листогибочных станках немецкой компании «RAS» – до 3100 мм.
Наша компания создает комфортные условия клиентам при обсуждении заказа и предлагает ряд преимуществ для сотрудничества:
- Уникальные возможности оборудования;
- Высочайшее качество и надежность продукции в любых объемах;
- Значительный потенциал в процессе проектирования;
- Собственные, запатентованные алгоритмы определения металла для каждого заказа;
- Сертифицированное качество и доступные инновации;
- Экономия времени и средств за счет грамотного применения технологий.
Компания ООО «СЗСИ» гарантирует надежное договорное партнерство, а также:
- Сокращение времени разработки с меньшим количеством пробных запусков;
- Четкое понимание процесса и конечного продукта;
- Высокую стабильность процесса и качество конструкций;
- Функциональность производимых компонентов;
- Эффективное использование оборудования и технологий;
- Оптимальную координацию отдельных этапов процесса;
- Минимизацию отходов;
- Исключение образования дефектов и трещин;
- Качественное завершение заказа в срок;
- Техническую поддержку и доставку.

Наша компания отреагировала на технологические изменения в отрасли и уровня запросов клиентов путем выхода на новую продукцию и контрактное производство по индивидуальным заказам. Правильное проектирование изделий и использование высокоточных прессов для гибочного производства позволяет создавать повторяющуюся форму с уникально точными параметрами. Специалисты «СЗСИ» разрабатывают продукцию для многих отраслей промышленности – автомобильной, гражданского и архитектурного строительства, ювелирных изделий, медицины, бытовой техники.
На производстве задействовано надежное оборудование SCHEHTL и AMADA, которые известны и популярны в мире станкостроения. Amada позволяет нам создавать самые инновационные производственные решения из листового металла в тесном сотрудничестве с клиентами. Оборудование Amada с компьютерным управлением автоматизирует гибочную технологию листового металла, открывает новые возможности дизайна наряду с большой точностью, поддерживает жесткие допуски и образует повторяемое управление технологическим процессом с помощью различных сложных сформированных конструкций и форм. Оптические датчики позволяют операторам вносить коррективы в процессе гибки, передавать данные об изменении угла изгиба в реальном времени и подстраивать параметры процесса под индивидуальные требования.
Оптические датчики позволяют операторам вносить коррективы в процессе гибки, передавать данные об изменении угла изгиба в реальном времени и подстраивать параметры процесса под индивидуальные требования.
Наши специалисты производят любые операции – от гибки до окончательной сборки. В дополнение к традиционным операциям по изготовлению продукции из листового металла, компания«СЗСИ» использует прогрессивную штамповку металлов. Мы поднимаем продукцию на следующий уровень и получаем оптимальный вариант для изготавливаемого ассортимента и заказов любой сложности.
Техническое оснащение гибочного производства
Наше производство «СЗСИ» представляет листогибочный пресс AMADA HFP 100.3, который обладает уникальными техническими характеристиками:
|
Мощность |
100 тонн |
|
Максимальная толщина металла |
3,00 мм |
|
Точность по отношению к габаритам изделий |
0,2-0,3 мм |
|
Максимальная длина заготовки |
3100 мм |
|
Точность по отношению к углам гибки |
1,0-1,5 градуса |
Гибочный пресс Amada находится на переднем крае развития технологии, повышения эффективности, обеспечивает нашим клиентам максимальную точность и рентабельную производительность. Простота в эксплуатации, инновационные инструментальные решения и интуитивно понятные программные возможности пресса обеспечивают:
Простота в эксплуатации, инновационные инструментальные решения и интуитивно понятные программные возможности пресса обеспечивают:
- Большую гибкость в выполнении задач;
- Широкий выбор тоннажа и длины луча;
- Программное обеспечение управлением;
- Визуализацию продукта;
- Высокая точность работы;
- Значительную скорость работы;
- Последовательную точность угла;
- Контроль угловых параметров.
Мы обеспечиваем клиентам полный гибочный цикл и рубку металла любой сложности конфигурации и углов из нашего материала или сырья, предоставляемого заказчиком. Технологические возможности нашего оборудования разрешают выполнять заказы при максимальных параметрах изделий:
- длиной луча гибки до 2100 мм и любым радиусом;
- при толщине стальных листов до 6 мм;
- толщине листового алюминия – до 8мм.

После гибочного пресса изделия, в зависимости от сложности проекта, дополнительно подвергаются сварке, слесарной обработке, сборке изделия или отдельных узлов, окраске поверхностей с целью увеличения срока эксплуатации. Процессы автоматизированы, и для выполнения проекта применяется комплексный гибкий технологический процесс, который в результате выдает монолитные бесшовные конструкции высокой точности в кратчайшие сроки.
Одним из основополагающих принципов компании «СЗСИ» является работа в тесном контакте с нашими клиентами. Это позволяет нам постоянно оценивать и улучшать уровень обслуживания. Благодаря этому партнерству обмена опытом и идеями, мы уверены в полной реализации ваших текущих и будущих потребностей.
Производство гибочного инструмента Precitools
ВВЕДЕНИЕ В ПРОИЗВОДСТВО
Мы можем подтверждить, что наши гибочные инструменты изготовлены с использованием профессиональных ЧПУ станков с высоким качеством стандартов, итальянскими заготовками и высочайшей точности и допусков для длительного использования наших продуктов. Термин “Made in Italy” аналогичен лучшему качеству и сегодня итальянский гибочный инструмент для листогибочных прессов является одним из мощных продуктов и принимается в промышленном производстве по всему миру.
Термин “Made in Italy” аналогичен лучшему качеству и сегодня итальянский гибочный инструмент для листогибочных прессов является одним из мощных продуктов и принимается в промышленном производстве по всему миру.
Большой выбор стандартной оснастки аналогично продуктам конкурентов позволяет предлагать от нас различные решения и геометрию даже со стандартными инструментами для осуществления качества различных гибов даже при сложных геометрических конфигураций. Разумные и конкурентноспособные цены, включая различные дополнительные скидки, дает нашим клиентам возможность выбирать итальянский инструмент даже против дешевого азиатского производства.
МАТЕРИАЛ И ЗАКАЛКА
Наши гибочные инструменты для листогибочных прессов проходят процесс индукционной закалки для обеспечения максимальной защаты и твердости рабочих участков где инструмент входит в контакт с деталью в процессе гибке. Стандартная декларируемая твердость 55-60 HRC. Глубина 3-4 мм.
Глубина 3-4 мм.
Мы предлагаем 3 типа материалов для использования гибочных инструментов:
Стандарт “Economy” – C45 материал с внутренним сопротивлением 650/680 N/mm2
Стандарт “Production” – C45 термообработанный материал с внутренним сопротивлением 800/850 N/mm2
Стандарт “Professional” – Cr42Mo4 материал с внутренним сопротивлением 1000/1100 N/mm2
РЕЗКА ПО ДЛИНЕ
Обычно мы предлагаем стандартную длину для гибочных инструментов для листогибочных прессов:
Promecam (Euro) тип: 835 мм цельный, 415 мм цельный и 805 мм секционный
Trumpf-WILA тип: 100 мм, 200 мм, 300 мм, 500 мм цельный и 550 мм секционный
Beyeler-Bystronic тип: 100 мм, 500 мм, 1000 мм цельный и 1100 мм секционный
LVD тип: 508 мм цельный и 550 мм секционный
COLLY-AJIAL: 505 мм, 1020 мм цельный и 1020, 1250 мм секционный
Одновременно мы открыты к обсуждению индивидуальной конфигурации длины для предоставления кусков специальной длины с индивидуальной порезкой по длине, также как и изготовление длинных кусков до 2000 мм или выше. Длинные конфигурации на 6000-8000 мм, которые используются для высокотоннажных предназначений могут быть также предложены.
Длинные конфигурации на 6000-8000 мм, которые используются для высокотоннажных предназначений могут быть также предложены.
ПОДДЕРЖИВАТЬ КАЖДЫЙ ОТДЕЛЬНЫЙ ЛИСТОГИБОЧНЫЙ ПРЕСС
Существуют различных марок листогибочных прессов и множество инструментальных систем для листогибочных прессов от используемых во всем мире до редких.Наша задача – поддерживать каждого клиента и, по возможности, любой листогибочный пресс с самого начала, если клиент хочет приобрести новую машину, чтобы начать гибочное производство и, до случаев, если клиент хочет заменить старую оснастку или купить новые типы (геометрию) для своих новых задач. Мы можем достичь этого благодаря большому разнообразию стандартных инструментов и возможностям предложить решения для перехода от любой инструментальной системы к, например, экономичной и эффективной инструментальной системе Promecam. Мы стараемся максимально точно изучить каждый проект, и мы надеемся, что любой из клиентов найдет решение, которое он ищет.
 Мы также можем изучить полную ситуацию с инструментальным менеджментом в компании, где используются различные инструментальные системы листогибочных прессов, для обеспечения оптимизированных принципов с универсальным использованием приобретенных инструментов.
Мы также можем изучить полную ситуацию с инструментальным менеджментом в компании, где используются различные инструментальные системы листогибочных прессов, для обеспечения оптимизированных принципов с универсальным использованием приобретенных инструментов.ОТ ИДЕИ ДО ПРОИЗВОДСТВА
Во время изучения проектов существует множество причин, по которым стандартный гибочный инструмент не подходит для изготовления детали. Иногда достаточно изменить радиус, иногда нам нужно предлагать инструменты со специальной длиной, а иногда необходимо подготовить новую геометрию инструмента. Любой проект приходит из идеи, но, должен быть поставлен, как полный рабочий инструмент для реализации гиба.
Мы готовы предоставить любые решения в соответствии с нашим опытом с разумной ценой и возможностью проверки возможности гибки с помощью программной симуляции. Любой чертеж может быть проверен и изменен клиентом с выбором материала. Помимо пуансонов, мы можем предоставить специаьные Multi-V гибочные матрицы и индивидуальные адаптеры для вашего листогибочного пресса.
 У нас есть множество решений по специальному гибочному инструменту для специальной формовки, пробивки, плющения, глубокой гибки и т.д.
У нас есть множество решений по специальному гибочному инструменту для специальной формовки, пробивки, плющения, глубокой гибки и т.д.СКЛАД И ПОСТАВКИ
Благодаря открытым границам Европейского сообщества мы можем поставить любые куски с быстрым временем поставки и предложить для наших клиентов хорошие условия для “поставки до двери” в любую страну Евросоюза.
Большой склад стандартных инструментов с местонахождением в Италии: Пьяченца и Болонья позволяет нам быть готовыми с поставке стандартных продуктов за 2-3 дня (24 часа для подготовки инструмента также возможно) для того, чтобы дать нашим клиентам большие преимущества по минимальным простоям и временным промежуткам в производстве. Все наши инструменты упаковываются в деревянные ящики с высокой защитой против повреждений на дороге в процессе транспортировки и наше сотрудничество с лидирующими итальянскими перевозчиками позволяет предложить быструю доставку к клиентам. Для примера, наш перевозчик имеет ежедневный транспорт в сторону Германии.

Производственное оснащение
НПО ГеоМаш — современное предприятие, использующее высокотехнологичное и наукоемкое оборудование, имеет полный замкнутый производственный цикл: заготовительное, лазерное, гибочное, сварочное, термическое, покрасочное, механическое и сборочное производства.
1. Заготовительное производство
1.1. Станок ленточнопильный UE-250SSAV
| Вид заготовки | Размеры | ||
|
Прокат, поковка, труба, профиль двутавровая балка |
Размеры полотна мм, 27х0,9х3300 Max диаметр отпила -250мм Max угол отпила, град-45 |
2. Лазерное производство
Станок лазерной резки Bystar 3500
| Вид заготовки |
Материал | Толщина max, мм | Размеры max, мм | ||
| Лист | Сталь | 20 |
Размеры стола 3000х1500 |
||
| Алюминий | 10 | ||||
| Нержавейка | 8 | ||||
| Вид заготовки | Размеры, мм | ||||
| Труба | Длина обрабатываемой части трубы – 3000 Max диаметр трубы – 140 Min диаметр трубы – 15 Точность до 0,1 |
||||
3.
 Гибочное производство
Гибочное производство
3.1. Станок гибочный Amada HFP130-3
| Вид заготовки |
Размеры, мм | ||
| Листовой металл |
Max площадь гибки-3000 Max длина полки-1000 Max толщина металла-12 |
4. Механическое производство
4.1. Вертикально-фрезерные обрабатывающие центры с ЧПУ LITZ (Тайвань)
| Вид обработки | Материал | Размеры mах, мм | |||
|
Фрезерование, растачивание, сверление, нарезание резьбы
|
Металлы черных, цветных сплавов, пластик, неметаллические твердые материалы
|
Размеры стола: 1020 х 560 Вылет шпинделя: 600 4 обрабатывающие оси
|
|||
4.
 2. Токарные обрабатывающие центры с ЧПУ фирмы LITZ (Тайвань), Everox (Тайвань)
2. Токарные обрабатывающие центры с ЧПУ фирмы LITZ (Тайвань), Everox (Тайвань)| Вид обработки | Материал | Размеры mах, мм | |||
|
Токарные операции, токарно-фрезерные операции, растачивание, сверление, нарезание резьбы, долбление шпоночных пазов, отрезка
|
Металлы черных и цветных сплавов, пластик, неметаллические твердые материалы
|
Проход над станиной-720 Проход над суппортом-460 Длина обработки-1600 Диаметр отверстия в шпинделе-130
|
|||
5.
 Сварочное производство
Сварочное производство
| Вид работ |
Характеристики стапеля | ||
| Ручная дуговая, Полуавтоматическая |
Размеры – 6500 х 3000 |
6. Термическая обработка
6.1. Объемная закалка
| Вид заготовки |
Характеристики | ||
| Изделия из черных и цветных металлов | Макс. температура – 1000 С⁰ Размеры печи – 400 х 400 х 400 |
7. Покрасочная обработка
7.1. Порошковая покраска
| Характеристики | ||
|
Размеры печи – 3000 х 150 0х 1500 |
8.
 Термобароиспытания
Термобароиспытания
| Виды испытаний |
Характеристики | ||
| термическое гидростатическое |
Макс. температура – 175 С⁰ Длина рабочей камеры – 5400 мм Внутренний диаметр – 130 мм Диапазон воспроизведения и измерения гидростатического давления от 0 до 1300 атм. |
Все это, и многое другое оборудование позволяет нашему предприятию выпускать конкурентоспособную продукцию на уровне мировых стандартов качества.
Нижегородский пружинный завод
Нижегородский пружинный завод+7 (831) 235-05-25
Изготовление деталей из мягкой и жёсткой проволоки Ø от 1,4 до 13 мм
Компания «Нижегородский пружинный завод» предлагает услуги по производству пружин, трёхмерной и двухмерной гибке проволоки
На предприятии работает современное оборудование: одноголовочные и двухголовочные станки с ЧПУ, станции гибки проволоки в 2D и 3D-формате, запущена линия для производства пружин типа «ZIG-ZAG»
Завод аттестован в соответствии с системами менеджмента качества ГОСТ Р ИСО 9001 – 2015, ISO 9001:20015 и ГОСТ Р 58139-2018 «Производство частей и принадлежностей автомобилей»
Каждое изделие проходит 4 ступени ОТК: входной контроль, журнал первой детали, периодический контроль, выходной контроль
Для разработки конструкторской документации по образцу или техническому заданию заказчика создан свой конструкторский отдел
Всё это позволяет выпускать высококачественную продукцию по приемлемой цене, точно в срок
Присылайте чертеж, образец или эскиз изделия, и наши специалисты перезвонят, чтобы рассчитать и согласовать стоимость его изготовления
Оставьте заявку
на расчёт
Продукция
Изготовление закладных автомобильных сидений
Изготовление и сборка каркаса заднего дивана
Пружинный блок переднего сиденья
Изготовление торгового оборудования
Изготовление крючков для арматуры ЛЭП
Изготовление рукояток корзин
Пружина типа «ZIG-ZAG»
Пружины кручения
Пружины различной конфигурации
Производство
Гибка проволоки Ø от 2 до 7 мм. Длина развертки деталей до
2400 мм.
Длина развертки деталей до
2400 мм.
Гибка проволоки Ø от 4 до 13 мм.
Гибка проволоки Ø от 2 до 7 мм.
Термическая обработка изделий и заготовок из металла
Гибка проволоки Ø от 2 до 5 мм.
Производство пружин Ø от 1,4 до 6 мм.
Оставьте заявку на расчёт
Система менеджмента качества
Предприятие аттестовано в соответствии с системой менеджмента качества
ГОСТ Р ИСО 9001-2015, ISO 9001-2015 и ГОСТ Р 58139-2018*
«Производства частей и принадлежности автомобилей»
Наличие отдела контроля качества
Своевременная поставка готовой продукции
Сертифицированный процесс изготовления каждой детали
Изготавливаем детали из любой марки металла
Этапы работы
Получаем заявку и чертежи
Согласовываем технические вопросы
Производим расчет и выставляем коммерческое предложение
Оплата продукции
Отгрузка готовых деталей
Изготавливаем продукцию
Производим опытную партию
Остались вопросы? Свяжитесь с нами!
ФИО
Телефон
Почта
Комментарий
Прикрепить файл
Согласен на обработку персональных данных. Политика
конфиденциальности.
Политика
конфиденциальности.
ФИО
Телефон
Согласен на обработку персональных данных. Политика конфиденциальности.
Высокопроизводительная гибка становится гибкой
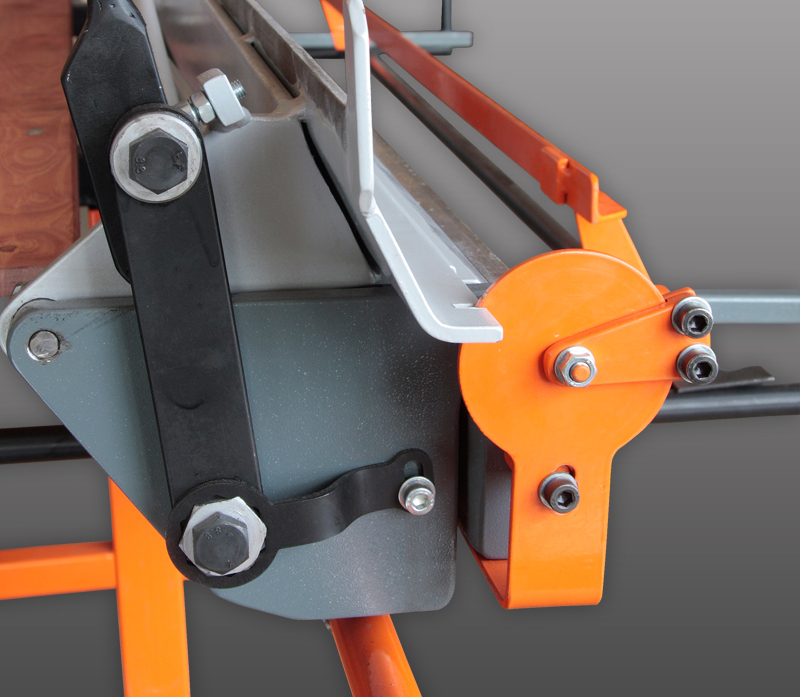
Рисунок 1
При гибке с ЧПУ, широко известной как гибка панелей, металл зажимается на месте, а верхние и нижние гибочные лезвия образуют положительные и отрицательные фланцы.
Типичная мастерская по обработке листового металла может иметь комбинацию систем гибки. Листогибочные прессы, конечно, наиболее распространены, но некоторые магазины также вкладывают средства в другие формовочные системы, такие как гибка и складывание панелей. Все эти системы помогают формировать различные детали без использования специальных инструментов.
Все эти системы помогают формировать различные детали без использования специальных инструментов.
Формование листового металла в крупносерийном производстве также эволюционировало. Таким фабрикам больше не нужно полагаться на инструменты для конкретных продуктов. Теперь они используют модульные линии, которые могут удовлетворить различные требования к формованию, сочетая гибку панелей с многочисленными вариантами автоматизированной формовки, от формовки углов до прессования и гибки валков. И почти все эти модули выполняют свои операции практически без инструментов для конкретных продуктов.
Гибка с ЧПУ
В современных автоматизированных линиях гибки листового металла слово «гибка» используется в общем смысле. Это потому, что они предлагают различные типы гибки помимо того, что широко известно как гибка панелей, также известная как 9.0014 Гибка с ЧПУ . Гибка с ЧПУ
(см. , рис. 1 и 2 ) остается одним из наиболее распространенных процессов на автоматизированных линиях, в основном из-за своей гибкости. Лист перемещается в нужное положение либо манипулятором (с характерной «ножкой», фиксирующей и сдвигающей лист), либо специальным конвейером. Конвейеры, как правило, работают хорошо, если в листах предварительно вырезаны отверстия, которые затрудняют их перемещение манипулятором.
Лист перемещается в нужное положение либо манипулятором (с характерной «ножкой», фиксирующей и сдвигающей лист), либо специальным конвейером. Конвейеры, как правило, работают хорошо, если в листах предварительно вырезаны отверстия, которые затрудняют их перемещение манипулятором.
Два пальца выходят снизу для центрирования детали перед сгибанием. После этого лист располагается под зажимными инструментами, которые опускаются и зажимают заготовку на месте. Изгибающиеся лопасти снизу движутся вверх, образуя положительные изгибы, а лопасти сверху опускаются, образуя отрицательные изгибы.
Думайте о механизме гибки как о большой букве «С» с верхним и нижним лезвиями на каждом конце. Максимальная длина фланца определяется горловиной или задней частью буквы «С» за гибочными лезвиями.
Процесс увеличивает скорость гибки. Типичные фланцы, положительные или отрицательные, могут быть сформированы за полсекунды. Движение изгибаемого лезвия можно бесконечно варьировать, что позволяет создавать множество форм, от простых до невероятно сложных. Это также позволяет программе ЧПУ изменять внешний радиус изгиба путем изменения точного положения гибочных лезвий. Чем ближе лезвие к зажимному инструменту, тем меньше внешний радиус детали, примерно в два раза превышающий толщину материала.
Это также позволяет программе ЧПУ изменять внешний радиус изгиба путем изменения точного положения гибочных лезвий. Чем ближе лезвие к зажимному инструменту, тем меньше внешний радиус детали, примерно в два раза превышающий толщину материала.
Такое переменное управление также обеспечивает гибкость, когда речь идет о последовательности изгибов. В некоторых приложениях, если окончательный изгиб на стороне отрицательный (складывание вниз), гибочные лезвия могут двигаться в сторону, а конвейерный механизм поднимает деталь и переносит ее вниз по течению.
Гибка с поворотом
Традиционная гибка панелей имеет недостатки, особенно когда речь идет о косметически важных работах. Гибочные лезвия имеют тенденцию двигаться таким образом, что кончик лезвия не остается на одном месте во время цикла гибки. Вместо этого он имеет тенденцию к небольшому волочению, примерно аналогично тому, как лист волочится по радиусу заплечика штампа во время цикла гибки на листогибочном прессе (хотя при гибке панелей волочение происходит только в одной точке контакта, между гибочным лезвием и деталью). внешняя поверхность).
внешняя поверхность).
Введите поворотная гибка , аналогичная фальцовке на автономных станках (см. рис. 3 ). В этом процессе гибочная балка поворачивается таким образом, что удерживает инструмент в постоянном контакте с одним местом на внешней поверхности заготовки. Если требуется приложение, большинство современных автоматизированных поворотных гибочных систем могут быть спроектированы таким образом, что поворотная гибочная балка может изгибаться как вверх, так и вниз. То есть они могут вращаться вверх, образуя положительный фланец, изменять положение, чтобы вращаться вокруг новой оси, а затем изгибать отрицательный фланец (или наоборот).
Рисунок 2
Вместо традиционного манипулятора, этот листогибочный станок использует специальный конвейер для манипулирования заготовкой.
Некоторые операции гибки с поворотом, называемые двойной гибкой с поворотом , используют две балки для создания специальных форм, таких как Z-формы, включающие чередующиеся положительные и отрицательные изгибы.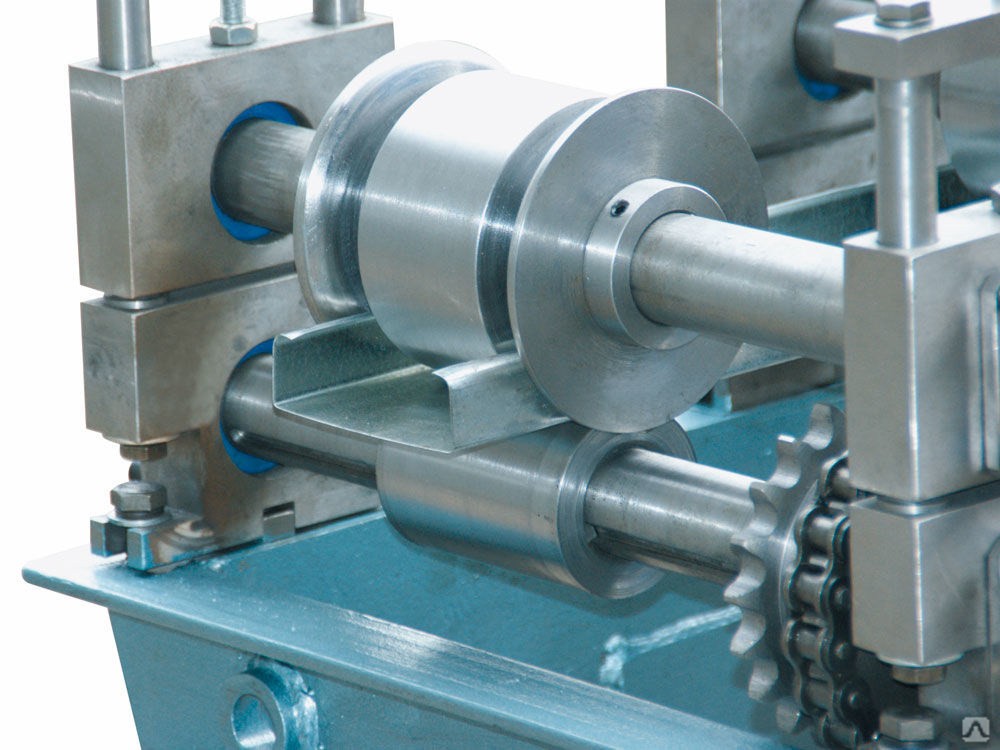 Однобалочные системы могут поворачивать и сгибать эти формы, но для доступа ко всем линиям сгиба лист необходимо перевернуть. Двухбалочная поворотная гибочная система позволяет получить доступ ко всем линиям сгиба в Z-образном изгибе, не переворачивая лист.
Однобалочные системы могут поворачивать и сгибать эти формы, но для доступа ко всем линиям сгиба лист необходимо перевернуть. Двухбалочная поворотная гибочная система позволяет получить доступ ко всем линиям сгиба в Z-образном изгибе, не переворачивая лист.
Изгибание с поворотом имеет свои ограничения. Если автоматизированное приложение требует очень сложной геометрии, лучшим выбором будет гибка с ЧПУ с его бесступенчатым регулированием движения гибочных лезвий.
Проблемы с поворотным изгибом также возникают, когда последний изгиб отрицательный. В то время как гибочные лезвия при гибке с ЧПУ могут двигаться назад и в сторону, поворотные гибочные балки не могут двигаться таким образом. Окончательный отрицательный изгиб потребует, чтобы кто-то физически выдвинул деталь. Хотя это возможно в системе, требующей ручного вмешательства, это обычно нецелесообразно на полностью автоматизированной линии гибки.
Роликовая гибка и прессование
Автоматизированные линии не ограничиваются гибкой и фальцовкой панелей — так называемая «горизонтальная гибка», при которой лист остается плоским, а фланец изгибается вверх или вниз.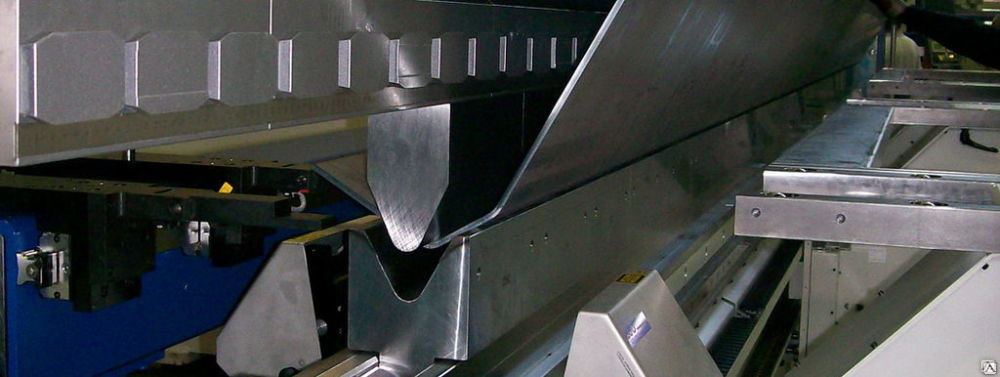 Другие процессы формования расширяют возможности. Они включают в себя специализированную операцию, которая включает в себя торможение прессом и гибку валка. Этот процесс был изобретен для изготовления таких изделий, как коробки для рольставней (см. , рис. 4 и 5 ).
Другие процессы формования расширяют возможности. Они включают в себя специализированную операцию, которая включает в себя торможение прессом и гибку валка. Этот процесс был изобретен для изготовления таких изделий, как коробки для рольставней (см. , рис. 4 и 5 ).
Представьте, что заготовка транспортируется на станцию листогибочного пресса. Пальцы скользят заготовкой в боковом направлении по щеточному столу и между верхним пуансоном и нижним штампом. Как и в других автоматизированных процессах гибки, заготовка центрируется, и контроллер знает, где проходят линии сгиба, поэтому нет необходимости в заднем упоре за инструментом.
Для выполнения гибки с помощью листогибочного пресса пуансон опускается в матрицу, выполняет изгиб, а пальцы продвигают лист к следующей линии изгиба, как это делает оператор перед листогибочным прессом. Операция также может выполнять ударную гибку (также называемую постепенным изгибом) по радиусу, как это может делать обычный листогибочный пресс.
Конечно, как и на листогибочном прессе, изгиб на автоматизированной линии может оставлять следы на линии изгиба. А для гибки большого радиуса использование только выпуклости, скорее всего, увеличит время цикла.
Здесь в игру вступает функция гибки рулона. Когда верхний пуансон и нижняя матрица находятся в определенном положении, инструменты эффективно превращаются в трехвалковый вальцегибочный станок. Наконечник верхнего пуансона — это верхний «валок», а плечи нижнего V-образного штампа — два нижних вала. Пальцы машины проталкивают лист, создавая радиус. После сгибания и прокатки верхний пуансон перемещается вверх и в сторону, оставляя место для пальцев, чтобы вытолкнуть формованную деталь вперед и из рабочей зоны.
Гибка с переменным радиусом
Гибка валков на автоматизированной системе может быстро создавать большие, широкие кривые. Но для некоторых приложений есть еще более быстрый способ. Это называется гибка с переменным радиусом , запатентованный процесс, первоначально разработанный для алюминиевых компонентов в светотехнической промышленности (см. рис. 6 ).
рис. 6 ).
Чтобы получить общее представление о процессе, представьте, что происходит с лентой, когда вы протягиваете ее между лезвием ножниц и большим пальцем. Он скручивается. Та же основная идея применима к гибке с переменным радиусом, только инструмент применяет легкое, осторожное касание, и радиус формируется очень контролируемым образом.
Рисунок 3
При поворотной гибке или складывании гибочная балка поворачивается таким образом, что удерживает инструмент в постоянном контакте с одним местом на внешней поверхности листа.
Представьте себе тонкую заготовку, зажатую на месте, с полностью закрепленным под ней материалом. Гибочный инструмент опускается, прижимается к материалу, затем движется вперед к зажиму, удерживающему заготовку. Движение инструмента вызывает натяжение и заставляет металл «скручиваться» позади него, образуя определенный радиус. Сила инструмента, приложенная к металлу, определяет величину индуцированного натяжения и результирующий радиус. Двигаясь таким образом, система гибки с переменным радиусом может очень быстро создать изгиб большого радиуса. И поскольку один инструмент может создать любой радиус (опять же, форму определяет давление инструмента, а не форма), этот процесс не требует специальных инструментов для гибки продукта.
Двигаясь таким образом, система гибки с переменным радиусом может очень быстро создать изгиб большого радиуса. И поскольку один инструмент может создать любой радиус (опять же, форму определяет давление инструмента, а не форма), этот процесс не требует специальных инструментов для гибки продукта.
Угловая обработка
Угловая обработка листового металла представляет собой уникальную задачу. Для рынка фасадов (облицовочных панелей) изобретен автоматизированный процесс. Этот процесс устраняет необходимость в сварке и позволяет получить красиво изогнутые края, что важно для косметически важных продуктов, таких как фасады (см. , рис. 7, ).
Вы начинаете с пустой формы, обрезанной таким образом, чтобы в каждом углу было необходимое количество материала. Специализированный модуль гибки формирует комбинацию острых и плавных радиусов в соседних фланцах, создавая «предварительный изгиб» для последующего формирования углов. Наконец, инструмент для формирования угла, встроенный в ту же или в другую станцию, создает угол.
Собираем все вместе
Если автоматическая линия установлена, это уже не недвижимый памятник. Это как строить из LEGO®. Станции можно добавлять, переставлять и переделывать. Скажем, одна деталь в сборке ранее требовала вторичной сварки в углу. Чтобы повысить технологичность и снизить затраты, инженеры отказались от сварки и переделали деталь с клиновым соединением. В этом случае к линии гибки может быть добавлена автоматизированная клинч-станция. А поскольку линия является модульной, для нее не потребуется полный демонтаж. Это все равно, что добавить еще один блок LEGO к большому целому.
Все это делает автоматизацию менее рискованной. Представьте себе линию, предназначенную для последовательного производства дюжины различных деталей. Если бы на этой линии использовались инструменты для конкретного продукта, а линия продуктов изменилась, затраты на инструменты могли бы быть огромными, учитывая сложность линии.
Но с гибкими инструментами новый продукт может потребовать от компании только перестановки LEGO.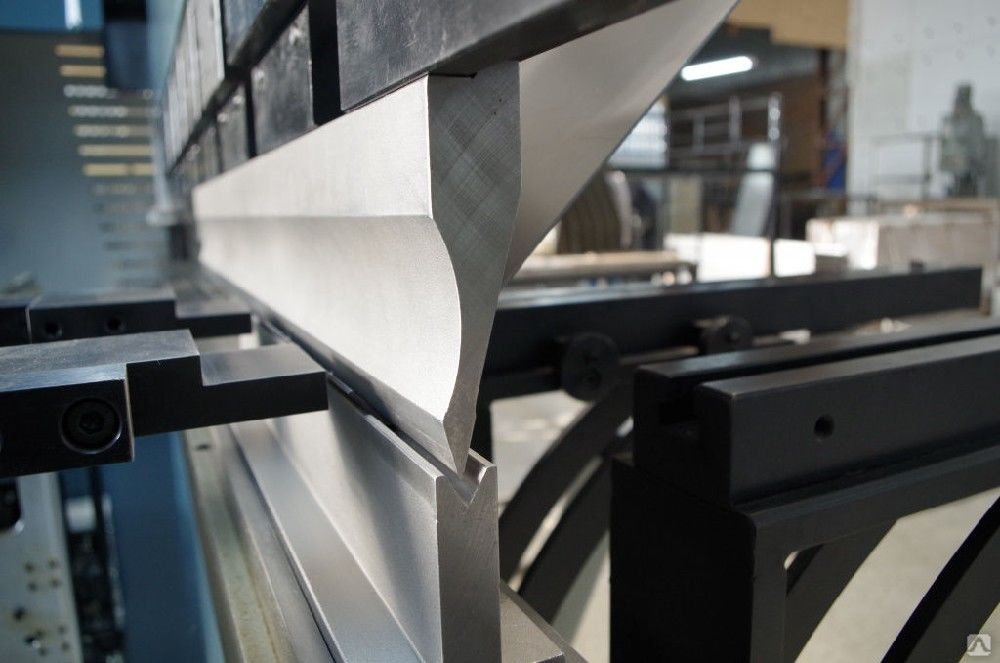 Добавьте несколько кубиков здесь, переставьте несколько других кубиков там, и все готово. Это, конечно, не так просто, но перенастройка линии тоже не является монументальной задачей.
Добавьте несколько кубиков здесь, переставьте несколько других кубиков там, и все готово. Это, конечно, не так просто, но перенастройка линии тоже не является монументальной задачей.
LEGO — подходящая метафора для автоматических линий гибки в целом, независимо от того, обрабатывают ли они партии или комплекты. Они достигают уровня производительности формования, характерного для линий, с инструментами для конкретных продуктов, но без каких-либо инструментов для конкретных продуктов.
Переход на производство комплектов
Целые фабрики были спроектированы для серийного производства, и перевести их на производство комплектов непросто. Переустройство всей фабрики может потребовать длительного периода простоя, что является дорогостоящим мероприятием для фабрик, производящих сотни тысяч или даже миллионы изделий в год.
Тем не менее, для некоторых высокопроизводительных операций по гибке листового металла, особенно для новых заводов, которые работают со свежим сланцем, стало возможным формировать большие объемы на основе комплектов. Для правильного применения отдача может быть огромной. Фактически, один европейский производитель сократил время выполнения заказа с 12 недель до одного дня.
Для правильного применения отдача может быть огромной. Фактически, один европейский производитель сократил время выполнения заказа с 12 недель до одного дня.
Это не означает, что преобразование партии в комплект никогда не имеет смысла на существующих заводах. В конце концов, сокращение времени выполнения заказа с недель до нескольких часов обеспечит огромную отдачу от инвестиций. Но первоначальные затраты могут быть слишком велики для многих операций, чтобы сделать скачок. Тем не менее, для нового предприятия или совершенно новой линии производство на основе комплектов может иметь экономический смысл.
Рисунок 4
В этом комбинированном листогибочном прессе и профилегибочном модуле лист можно поместить и согнуть между пуансоном и матрицей. В режиме вальцевания пуансон и матрица располагаются таким образом, чтобы материал можно было протолкнуть, чтобы сформировать радиус.
При проектировании крупносерийной линии для производства комплектов тщательно продумайте метод подачи. Линия гибки может быть спроектирована так, чтобы принимать материал непосредственно из рулонного проката. Материал будет разматываться, выравниваться, обрезаться по длине, проходить через модуль штамповки, а затем проходить через различные формовочные модули, разработанные специально для одного продукта или семейства продуктов.
Линия гибки может быть спроектирована так, чтобы принимать материал непосредственно из рулонного проката. Материал будет разматываться, выравниваться, обрезаться по длине, проходить через модуль штамповки, а затем проходить через различные формовочные модули, разработанные специально для одного продукта или семейства продуктов.
Все это звучит чрезвычайно эффективно — и так оно и есть для пакетной обработки. Но преобразование гибочной линии с пакетной обработкой рулонов в производство комплектов обычно нецелесообразно. Для последовательного формирования комплекта разрозненных деталей, скорее всего, потребуются материалы разных сортов и толщины, что потребует замены рулона. Это может привести к простою до 10 минут — немного для производства с большим ассортиментом/малообъемным производством, но целую вечность для высокоскоростной линии гибки.
То же самое можно сказать и об обычном штабелеукладчике, в котором всасывающий механизм захватывает и подает отдельные заготовки на линию штамповки и формовки. В них часто есть место только для одного размера заготовки или, возможно, для нескольких заготовок различной геометрии.
В них часто есть место только для одного размера заготовки или, возможно, для нескольких заготовок различной геометрии.
Для большинства гибочных линий лучше всего подходят полочные системы. Стеллажи могут хранить десятки различных размеров заготовок, которые могут поставляться на линию по запросу, одна уникальная деталь за другой.
Автоматизированное производство комплектов также требует надежных процессов, особенно при формовании. Как известно любому, кто работал в области гибки листового металла, характеристики листового металла различаются. Толщина может варьироваться от партии к партии, а также прочность на растяжение и твердость, и все это меняет характеристики штамповки.
Это не является серьезной проблемой при пакетной обработке на автоматизированной линии гибки. Продукты и связанные с ними линии обычно предназначены для работы с различными материалами, поэтому целая партия не должна отличаться от спецификации. Но опять же, иногда материалы различаются до такой степени, что леска не может их компенсировать. В этих случаях, если вы вырезаете и формируете 100 деталей и обнаруживаете, что некоторые из них не соответствуют спецификации, вы просто повторно запускаете еще пять, и через несколько минут у вас есть 100 деталей для следующей операции.
В этих случаях, если вы вырезаете и формируете 100 деталей и обнаруживаете, что некоторые из них не соответствуют спецификации, вы просто повторно запускаете еще пять, и через несколько минут у вас есть 100 деталей для следующей операции.
В автоматизированной линии гибки на основе комплектов каждая деталь должна быть идеальной. Для достижения максимальной производительности эти линии, основанные на комплектах, работают в строго отлаженной манере. Если линия предназначена для последовательного запуска, скажем, семи различных частей, автоматизация работает в этой последовательности, от начала до конца линии. Если Часть № 7 не подходит, вы не можете просто перезапустить Часть № 7, потому что автоматизация не запрограммирована на обработку этой единственной части. Вместо этого вам нужно будет остановить линию и начать заново с Части № 1.
Чтобы предотвратить это, автоматизированные линии гибки используют лазерное измерение угла в режиме реального времени, которое быстро проверяет каждый угол сгиба, позволяя машине корректировать отклонения.
Такие проверки качества жизненно важны для обеспечения того, чтобы производственная линия поддерживала поток на основе комплектов. Благодаря усовершенствованному процессу производственная линия на основе комплектов может обеспечить огромную экономию времени, сокращая время выполнения заказа с месяцев и недель до нескольких часов или дней.
Вернер ван де Бургт — координатор по маркетинговым коммуникациям WEMO
Робитек | Трубогибочные станки для серийного и крупносерийного производства
Для любого применения:
Однорядные станки с ЧПУ
Универсальные:
Многорядные станки с ЧПУ
В один прием: 002
По часовой стрелке и против часовой стрелки Полностью автоматическое производство
Инновационность и эффективность
Действующие экологические нормы и рост цен на энергоносители вынуждают компании совершенствовать свои производственные процессы. Для этого необходимы инновационные технологии, которые разумно сокращают потребление энергии и, таким образом, сокращают расходы. Процессы также должны быть разработаны таким образом, чтобы в будущем ресурсы использовались более консервативно, чтобы повысить эффективность и обеспечить высочайшее качество всех результатов.
Для этого необходимы инновационные технологии, которые разумно сокращают потребление энергии и, таким образом, сокращают расходы. Процессы также должны быть разработаны таким образом, чтобы в будущем ресурсы использовались более консервативно, чтобы повысить эффективность и обеспечить высочайшее качество всех результатов.
Оптимизация процессов – время – деньги
В то же время, как говорится: время – деньги. Что необходимо сделать, так это гарантировать высокую доступность современного массового производства за счет сокращения времени цикла и сохранения качества. Минимальные производственные циклы, время наладки и простоя, а также высокий уровень использования могут быть гарантированы только за счет превосходного обслуживания и интеллектуальных систем, которые можно интегрировать в существующую производственную среду.
Инновационные решения для гибки – мы устанавливаем новые стандарты
Чтобы должным образом реагировать на эти современные тенденции, требуется максимум технического прогресса и инноваций. Это начинается с эффективного производства полуфабрикатов. И именно здесь на помощь приходят решения по гибке от Schwarze-Robitec. Мы хорошо знаем текущие отраслевые требования, с которыми сталкиваются наши клиенты. Чтобы завтра создать новые стандарты обработки труб, мы вложили огромные усилия в исследования и разработки. Благодаря нашему отраслевому опыту и нашим техническим знаниям мы предлагаем вам правильное решение для долгосрочного успеха.
Это начинается с эффективного производства полуфабрикатов. И именно здесь на помощь приходят решения по гибке от Schwarze-Robitec. Мы хорошо знаем текущие отраслевые требования, с которыми сталкиваются наши клиенты. Чтобы завтра создать новые стандарты обработки труб, мы вложили огромные усилия в исследования и разработки. Благодаря нашему отраслевому опыту и нашим техническим знаниям мы предлагаем вам правильное решение для долгосрочного успеха.
Мы предлагаем наши трубогибочные станки с ЧПУ в различных версиях: гидравлической, электрической, частично электрической и в гибридной версии, оптимально адаптированной к вашим требованиям.
Узнайте больше о наших гибочных станках для серийного и крупносерийного производства
ЧПУ 18
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением
ЧПУ 25
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением
ЧПУ 40
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с ускорением транспортировки
ЧПУ 60
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 80/60
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 80
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 100
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением
ЧПУ 100/80
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 130
Станок для холодной гибки труб и профилей с ЧПУ с управлением ПК-ЧПУ, с транспортным ускорением
ЧПУ 160
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 18 МР
ЧПУ 25 МР
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением
ЧПУ 40 МР
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с ускорением транспортировки
ЧПУ 60 МР
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 80/60 МР
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 80 МР
Станок для холодной гибки труб и профилей с ЧПУ с ЧПУ, с транспортным усилителем
ЧПУ 100/80 МР
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 100 МР
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением
ЧПУ 130 МР
Станок для холодной гибки труб и профилей с ЧПУ с управлением ПК-ЧПУ, с транспортным ускорением
ЧПУ 160 МР
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 40 Поворотный
С помощью свободно установленного гибочного формирователя можно ли сгибать по часовой стрелке и против часовой стрелки с помощью одной поворотной гибочной головки
ЧПУ 60 Поворотный
С помощью свободно установленного гибочного формирователя можно ли сгибать по часовой стрелке и против часовой стрелки с помощью одной поворотной гибочной головки
ЧПУ 18 Твин
ЧПУ 25 Твин
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением
ЧПУ 40 Твин
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
ЧПУ 60 Твин
Полностью электрический станок с ЧПУ для холодной гибки труб и профилей с ЧПУ-управлением, с транспортным ускорением
Гибка и формовка – Производство B&B
В B & B Manufacturing мы имеем более чем 50-летний опыт работы в области производства листового металла, и две из наших специальностей в области металлообработки включают гибку и формование.

На нашем предприятии установлены гидравлические листогибочные прессы грузоподъемностью от 20 до 350 тонн, а также листогибочные станки с роликами и ротационными трубогибочными станками. Все это оборудование разработано для обеспечения исключительной степени точности, и мы сочетаем его с инструментами True Radius Tooling, чтобы постоянно получать очень жесткие допуски на готовых деталях. Как технологический цех, мы используем сложные программные инструменты для программирования наших гибочных и формовочных станков с ЧПУ непосредственно из моделей Solidworks, что обеспечивает плавный переход от проектирования к изготовлению детали.
Наши возможности включают в себя гибку и формовку листового металла, которые представляют собой процессы, включающие приложение усилий к листовому металлу, чтобы заставить его изменить свою форму. Благодаря нашим техническим ноу-хау и возможностям оборудования мы можем сгибать и формировать листовой металл в самые разные сложные формы. Гидравлический зажим и инструменты для быстрой настройки в сочетании с высокоскоростными прессами позволяют нам выполнять заказы быстро и точно.
Основные металлы, с которыми мы работаем, включают алюминий, нержавеющую сталь и многие другие типы и сорта стали. Мы также работаем с бронзой, медью, титаном, цинком и другими металлами, на любой из которых можно нанести предварительное покрытие, гальваническое покрытие, полировку или порошковое покрытие. Если для вашей работы требуются специальные инструменты, мы можем изготовить их самостоятельно, чтобы сэкономить время и деньги. Мы работаем с листовым металлом толщиной до ½ дюйма и поддерживаем максимальную длину изгиба 168 футов.
Как опытный производственный цех, мы также предлагаем дополнительные услуги, такие как ручная сварка, штамповка и нарезание резьбы, а также услуги по сборке. Благодаря нашей гибкой производственной модели мы можем управлять заказами любого размера, от прототипа до крупносерийного производства. У нас есть опыт работы во многих различных отраслях промышленности, и мы способны выполнять сложные требования спецификаций и стандартов. Чтобы узнать больше о наших возможностях в области гибки и формовки или любых других наших промышленных услугах, свяжитесь с нами сегодня.
Сделать запрос Посмотреть галерею наших запчастей
| Способ изготовления | ЧПУ Станки с числовым программным управлением (ЧПУ) Формовка Высокая скорость Гибка валков Формирование неровностей Возможности создания пользовательских инструментов |
| Материалы | Алюминий Латунь Бронза Углеродистая сталь Холоднокатаная сталь Медь Оцинкованная сталь Высокопрочная сталь Горячекатаная сталь Нержавеющая сталь Сталь Титан Цинк |
| Отделка | Анодированный Хромированный Полированный Порошковое покрытие Предварительно покрытая Оцинкованный |
| Длина изгиба | Макс.: 127 дюймов |
| Толщина | Макс.: 0,5 дюйма |
| Дополнительные услуги | Сборка Гибка Сплющивание Ручная сварка Штамповка Нажатие |
| Список оборудования | (2) Amada HDS 1303 NT 10 футов, 140-тонные гидравлические тормоза (1) Amada 10′ RG100, 100-тонные гидравлические тормоза (1) Di-Acro, листогибочный пресс 20 тонн (1) Листовой вал – максимальная толщина 3/16 дюйма, материал (1) Трубогибочный станок — Промышленный ротогибочный станок Baileigh RDB-250 |
| Объем производства | Прототип Низкий объем Большой объем Заказы на одеяла |
| Время выполнения заказа | 2-3 недели Цитируется по работе на основе работы |
| Эффективность | Производство без света Бережливое производство |
Дополнительная информация
| Промышленный фокус | Аэрокосмическая отрасль Сельскохозяйственный Химический Электронный Лифт Еда Производители машин Морской Военные Солнечная промышленность Нефтяное месторождение Оптический Упаковка/преобразование |
| Отраслевые стандарты | Мы соблюдаем все необходимые отраслевые стандарты*** |
| Форматы файлов | AlphaCAM (АМД, АТД) AutoCAD (DWG, DWZ) BMP — битовая графика Катя (CATDrawing, CATPart) Делкам (ДГК, ДМТ) DXF — формат обмена чертежами или формат обмена чертежами GIF – Формат обмена графикой IGES — начальная спецификация обмена графикой, формат файла ANSI.  Изобретатель (IDW, IPT) IronCAD (ICD, ICS) JPG или JPEG — Объединенная группа экспертов по фотографии MasterCam (MDX, MC8, MC9, КОМПЛЕКТ) PDES – Обмен данными о продуктах с использованием STEP, Стандарт для обмена данными о моделях продуктов. Стандартный формат обмена данными между передовые программы CAD и CAM. PDF — переносимый формат документа Pro-E или Pro/Engineer (DRW, PRT, XPR) СБ Файл 3D-модели ACIS SolidEdge (ДПФ) SolidWorks (SLDPRT, SLDDRW, SLDDRT) STEP – Стандарт обмена данными о моделях продуктов SurfCam (DSN) TIFF — формат файла изображения с тегами TurboCAD (TCW, TCX) Юниграфика (ПРТ) |
Наверх
Все, что вы хотели знать о процессе гибки с ЧПУ
До того, как была разработана технология гибки металла, технические специалисты изгибали трубный и листовой металл вручную, что часто приводило к несовершенству компонентов, снижению уровня производства и увеличению времени производства.
С созданием процесса и оборудования для гибки с ЧПУ компоненты, изготовленные из труб или листов, можно было производить с более точными размерами и конструкциями. Среди нескольких других преимуществ, которые мы подробно рассмотрим в этой статье, точность является основной причиной, по которой OEM-поставщики и производители внедрили станки и процессы с числовым программным управлением (ЧПУ) в свое производство.
Готовы узнать больше о процессе гибки с ЧПУ, его преимуществах и о том, в каких отраслях промышленности они наиболее выгодны? Давайте углубимся.
Что такое гибка с ЧПУ?
Гибка является одним из наиболее часто используемых методов изготовления листового металла и труб, которые затем используются для создания различных компонентов. Хотя рыночная стоимость станков с ЧПУ со временем постоянно увеличивалась из-за спроса со стороны производителей, глобальная пандемия 2020 года, повлиявшая на производство и спрос, является фактором, способствующим прогнозируемым темпам роста в течение следующих четырех лет.
Вот некоторые из основных, наиболее важных качеств станков с ЧПУ:
1. Станки с ЧПУ полностью автоматизированы.
Станки с ЧПУ автоматизируют процесс гибки, используя компьютер для управления оборудованием и гидравлической системой для придания формы компоненту. Таким образом, компоненты формируются с более последовательными изгибами и точными размерами.
2. Станки с ЧПУ имеют широкий спектр применения.
Станки с ЧПУ могут обрабатывать листовой металл и трубы длиной от нескольких миллиметров до нескольких метров. Кроме того, они полностью способны производить сложные компоненты благодаря технологии высокого уровня, которая позволяет работать оборудованию.
3. Выбор правильного размера металла для правильной машины имеет решающее значение.
Одним из очень немногих ограничений в процессе гибки с ЧПУ является размер станка и предел прочности металла. Это может привести к чрезмерному изгибу и поломке компонента, если неподходящая машина будет подобрана с несовместимым металлом.
Компании, которые ищут нестандартные компоненты, могут сотрудничать с OEM-поставщиком, который имеет подходящий для их нужд гибочный станок с ЧПУ и может помочь в процессе проектирования.
Каковы преимущества гибки с ЧПУ?
В производстве время – деньги. Когда компоненты не производятся в соответствии с самыми высокими стандартами, они непригодны для использования, а это означает, что необходимо использовать больше материала, а сроки отодвигаются.
Благодаря процессу гибки с ЧПУ преимущества, которые получают OEM-поставщики, могут быть переданы клиентам. Эти преимущества включают в себя:
Снижение затрат
Поскольку процесс гибки с ЧПУ автоматизирован, это одна из наиболее эффективных услуг по сравнению с ручными услугами, такими как сварка:
Для каждого процесса требуется только одна машина, а не несколько шагов на нескольких машинах.
Благодаря автоматизации в производственном процессе требуется меньше рабочих.

Основной функцией рабочего в этом процессе является подача в машину металлического листа или трубы, что сокращает количество человеческих ошибок и неточных компонентов.
Помимо первоначальных капиталовложений, обслуживание станка с ЧПУ не требует значительных капиталовложений. Сокращение числа рабочих означает снижение стоимости труда.
Экономия времени
Одним из самых больших преимуществ любой автоматизированной машины на производстве является количество времени, сэкономленного в производственном процессе. Производство с ЧПУ ускоряет производственный процесс за счет сокращения потребности в ручном труде. Кроме того, повышенная точность и согласованность станков с ЧПУ устраняют необходимость в исправлениях, которые необходимо было бы выполнять вручную.
Стабильные, точные компоненты
По мере того, как клиенты становятся все более требовательными к допускам, станки с ЧПУ хорошо подходят для производства точных компонентов. Поскольку математическая точность встроена в производственный процесс, клиенты могут рассчитывать на постоянство и точность качества своих компонентов.
Поскольку математическая точность встроена в производственный процесс, клиенты могут рассчитывать на постоянство и точность качества своих компонентов.
В каких отраслях используется гибка с ЧПУ?
Многие отрасли промышленности значительно выигрывают от экономии времени и трудозатрат, а также от высокого качества компонентов, производимых в процессе гибки с ЧПУ. К ним относятся, помимо прочего, аэрокосмическая, сельскохозяйственная, автомобильная, медицинская и спортивная техника:
Медицинские инструменты могут иметь невероятно малый диаметр, и для массового производства точных компонентов требуется машина, способная манипулировать этими меньшими кусками металла.
- Компоненты спортивного автомобиля
Power должны выдерживать постоянное общее использование и высокую вероятность повреждения автомобиля с течением времени.
Учитывая множество потенциальных применений процесса гибки с ЧПУ, важно быть уверенным, что вы сотрудничаете с OEM-поставщиком, обладающим необходимыми вам возможностями.
Возможности процесса гибки с ЧПУ VPIC
Являясь ведущим производителем станков с ЧПУ, мы поддерживаем широкий спектр услуг по обработке с ЧПУ компонентов, поступающих от токарных станков, фрезерных станков, электроэрозионной обработки проволоки и других производственных процессов. Как производитель с полным спектром услуг, мы можем поддерживать процессы гибки с ЧПУ собственными силами, экономя ваше время и деньги.
Если вы готовы сотрудничать с OEM-поставщиком, который уделяет особое внимание обслуживанию клиентов и производству прецизионных компонентов, свяжитесь с нами сегодня.
Гибка и вальцовка металлической трубы
11 июля Гибка и вальцовка металлической трубы
Опубликовано в 13:54 в Новости by Tecnocurve
Истоки
Процессы гибки и прокатки металлических труб технически известны как процессы холодной пластической деформации (CPD), и обычно считается, что они восходят к 20 веку примерно на 100 лет.
Гнутые и гнутые стальные трубы использовались в таких секторах, как строительство зданий, сельское хозяйство и дизайн интерьера. Эти методы позволили использовать трубки способами, которые до этого были невозможны.
Только подумайте, например, о рамах, необходимых для сельскохозяйственной техники, о прицепах для лесозаготовительных машин, о множестве применений в легких и тяжелых столярных работах. Только благодаря развитию методов гибки и вальцевания стальные трубы нашли такое широкое применение в современном промышленном производстве.
Это привело к основанию первых компаний, занимающихся производством оборудования для гибки и вальцовки труб, т.е. оборудования CPD. Первоначально процессы, которые можно было использовать на этих машинах, ограничивались обработкой круглых стальных труб, в то время как современные машины могут также обрабатывать квадратные и прямоугольные трубы и прутки.
Хотя на тот момент эти машины существовали уже почти столетие, рынок не проявлял сильного спроса на стальные трубы для «новых применений», требующих этих процессов, до конца семидесятых годов.
В ответ на растущий рыночный спрос все больше компаний стали специализироваться на производстве оборудования CDP, и одной из них была Tecnocurve. За более чем 25 лет работы мы стали высокоспециализированным поставщиком, пользующимся большим уважением за нашу надежность, с клиентами во всех частях мира.
Гибка металлических труб: из чего состоит?
Эффективное изгибание означает деформацию трубы или профильного стержня с относительно узким радиусом кривизны, который по отношению к диаметру трубы может варьироваться от минимального 1,5-кратного диаметра трубы до максимально 5-кратного. Металлические трубы гнутся на специальных станках, называемых трубогибами. Металлической трубе придается форма гибочного штампа, предварительно установленного на трубогибочном станке.
Наиболее сложным аспектом гибки металлических труб является ограничение деформации.
Любая металлическая труба неизбежно деформируется при механическом изгибе.
Эта деформация изменяет трубку только в области изгиба, особенно во внутренней и внешней частях изгиба, как показано на рисунке ниже.
Внутренняя часть , показанная красным цветом, представляет собой внутреннюю часть изгиба и подвержена сжимающим напряжениям из-за разницы линейного развития между средним радиусом и внутренним радиусом. В наиболее критических случаях это может привести к «смятию» материала, о чем свидетельствуют более или менее очевидные складки на стальной трубе.
Желтая часть, называемая extrados , подвергается растяжению или растяжению, что приводит к утончению стальной трубы из-за изгиба.
Нейтральная ось, с другой стороны, представляет собой состояние отсутствия напряжений, которое не находится, как можно было бы ожидать, в срединной части трубы, но, уравновешивая натянутое состояние детали, обычно стремится двигаться во внутреннюю часть изгиба, по направлению к внутренностям.
Факторы, которые необходимо учитывать для улучшения качества гибки стальной трубы:
- Отношение среднего радиуса кривизны к диаметру/толщине трубы
- Удлинение материала
- Эластичный возврат
- Эстетика
Гибка
Для гибки труб из стали или алюминия используются специальные трубогибочные машины. Работа этих машин преимущественно электромеханическая. Благодаря техническому прогрессу современные трубогибочные станки используют технологию FULL ELECTRIC, которая позволяет ускорить производство и улучшить повторяемость гнутых деталей, в то же время гарантируя минимальную погрешность даже при очень больших производственных циклах.
Работа этих машин преимущественно электромеханическая. Благодаря техническому прогрессу современные трубогибочные станки используют технологию FULL ELECTRIC, которая позволяет ускорить производство и улучшить повторяемость гнутых деталей, в то же время гарантируя минимальную погрешность даже при очень больших производственных циклах.
Какие стальные трубы мы можем гнуть?
В парке Tecnocurve 10 трубогибов, три из которых оснащены новейшей технологией FULL ELECTRIC и могут сгибать следующие типы материалов:
- Круглые трубы от Ø 4 до Ø139,7
- Квадратные/прямоугольные трубы с сечением от 10×10 мм до 120×120 мм (даже 150×100 мм)
- Стержни различного сечения
Оборудование, необходимое для гибки труб
Оснащение трубогибочного станка, будь то механический или с ЧПУ, требует общих деталей, обычно состоящих из следующих элементов:
- Гибочный штамп
- Фланец (только для квадратных и прямоугольных труб)
- Зажим
- Контрзажим
- Фиксированная или шарнирная оправка (в зависимости от сложности изгиба)
- Слайд
- Встречный суппорт (только для особо сложных изгибов)
Валковая гибка труб: из чего она состоит?
Прокатная гибка — это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности. Для осуществления этого процесса используется оборудование, состоящее из вальцегибочных станков.
Для осуществления этого процесса используется оборудование, состоящее из вальцегибочных станков.
Стальная труба проходит через набор из трех роликов, которые после одного или нескольких проходов (в зависимости от сложности изгиба) образуют арку с требуемым радиусом кривизны. Прокатная гибка, вообще говоря, более простой процесс, чем гибка.
Особенностью этого типа механического процесса является то, что одна машина может изгибать одну и ту же трубу с разным радиусом, что позволяет создавать сложные геометрические формы.
Недостатком вальцевания является тот факт, что для достижения надежного захвата и начала процесса вальцевания машине требуется порция дополнительного материала в начале и конце трубы. Это требует увеличения общего количества металла, необходимого для гибки ванны 9.0006
Вальцегибочный станок
Вальцегибочный станок характеризуется наличием трех валов, на каждом из которых установлен ролик, имеющий контуры трубы, трубчатого элемента или профиля, подлежащего гибке.
Его функция гидравлическая, но современные цифровые вальцегибочные станки оснащены экраном, на котором оператор может считывать данные и измерения. Также возможно выполнять процессы на трубах в ручном или автоматическом режиме. Скорость валов регулируется, как и расстояние между роликами.
Какие типы стальных труб подходят для гибки?
Существуют различные типы вальцегибочных станков, способных выполнять гибку самых разных диаметров. Tecnocurve имеет 5 в своем парке. С их помощью мы можем обрабатывать:
- Круглые трубы от Ø11 мм до Ø154 мм
- Квадратные/прямоугольные трубы с поперечным сечением от минимум 6×6 мм до 150×100 мм
- Стержни различного сечения
Оборудование, необходимое для гибки труб
Роликовая гибка является более простым процессом, чем гибка, и не требует использования большого количества оборудования. Все, что необходимо, это три ролика специальной формы для каждой секции стальной трубы или профиля, через которые проходит материал, чтобы придать ему желаемую деформацию в холодном состоянии.
В случае стержней открытого сечения есть два возможных решения:
- Подготовлены специальные ролики, повторяющие контур стержня (как правило, для стержней сложного сечения из алюминия).
- Нейлоновые блоки изготавливаются в соответствии с стержнем для гибки валком, чтобы имитировать закрытую структуру, такую как трубчатый элемент.
Для секций трубок, контурирование которых затруднено, однако, когда эстетика может быть поставлена под угрозу, используются микросферы. На самом деле это не оборудование, а порошок, состоящий из микроскопических сфер, которые вставляются в трубку так, чтобы она полностью заполнялась; после того, как труба будет заполнена и заварена на концах, можно будет согнуть деталь, не вызывая значительной деформации. Эта процедура, с учетом времени, необходимого для ее реализации, будет намного дороже.
Какие материалы можно гнуть и гнуть?
Металлические трубы, которые можно гнуть и гнуть в рулоне, обычно бывают следующих типов:
- Стальные трубы
- Трубки из нержавеющей стали
- Алюминиевые тубы
Реже другие трубы и профильные прутки из следующих металлических сплавов гнутся и гнутся в рулонах:
- Трубы из титана – особенно для автомобильной промышленности.

- Трубки латунные – в виде тонких пластин или сплошных блоков, обычно используемые в секторе освещения.
Сгибать или сгибать?
Как мы видели выше, основное различие между гибкой и вальцеванием заключается в радиусе кривизны – узкой или широкой – трубы. Второе отличие состоит в том, что гибка на вальце — единственный метод, который можно использовать для гибки одной и той же металлической трубы с разным коэффициентом изгиба. В этом смысле мы также говорим о переменном радиусе изгиба.
Чтобы получить более точное представление о минимальном радиусе изгиба , нам нужно умножить диаметр трубы на пять . Если, например, диаметр трубы Ø50 мм, то минимальный радиус изгиба валка составляет 250 мм. Чтобы получить меньший радиус изгиба, необходимо будет согнуть трубу с помощью трубогиба с ЧПУ.
Минимальный радиус изгиба рассчитывается по специальной формуле, которая дает нам коэффициент ; если коэффициент превышает определенное значение, он определяет возможность изгиба для определенного радиуса.
При гибке стали использование специального оборудования способствует повышению качества гнутой трубы, прежде всего в тех случаях, когда указанный выше коэффициент находится на пределе возможного.
Можно ли гнуть и гнуть одну и ту же трубу?
Прокатная гибка и гибка — это процессы, которые можно комбинировать на трубе. Иногда в проекте может потребоваться использование обоих методов.
Примером могут служить стальные профили, используемые в кабинах сельскохозяйственных машин. Их форма часто требует как гибки, так и вальцевания. Другие случаи, когда можно найти эти комбинации, относятся к сектору фитнеса, где ручки, которые позволяют нам использовать тренажерный зал, изготавливаются с использованием обоих процессов.
В то время как в прошлом части металлической трубы изгибались и сгибались отдельно, а затем сваривались, сегодня процессы выполняются в рамках одной процедуры, без использования сварки трубы. Это упрощает производственный процесс и предотвращает риск образования трещин в области стыков.
Этот тип комбинации можно реализовать, выполняя операцию гибки на одном станке и операцию гибки на другом, или это можно сделать на одном трубогибочном станке с ЧПУ. На современном трубогибочном станке с ЧПУ можно установить как гибочное, так и вальцегибочное оборудование. Таким образом можно получить сложные геометрические формы за меньшее время, чем потребовалось бы для изготовления двух станков.
Tecnocurve предлагает широкий выбор инструментов для гибки и вальцевания и может производить практически все радиусы изгиба труб, необходимые для различных промышленных применений. Там, где штампы недоступны, необходимые инструменты могут быть изготовлены внутри компании. Для этого Tecnocurve располагает токарным станком с числовым программным управлением мод. LA-250ML производства Talisawa и два рабочих центра с ЧПУ V8 производства Akira.
Поставка листогибочных станков, профилегибочных станков и станков для производства выпуклых концов
Специалист по гибке более 50 лет.Faccin S.p.A. является одним из мировых лидеров в области проектирования , производства и , продажи листовых и угловых валков , станков с выпуклыми днищами и специальных машин. Обладая технологически продвинутым производством и сертифицированным UNI EN ISO 9001:2015, Фаччин является крупнейшим в мире предприятием по производству гибочных систем и листогибочных станков . Через обширную сеть из дочерних компаний , Фаччин обеспечивает всестороннюю продажу и послепродажное обслуживание по всему миру.
Наше видение
- Мы верим в производство высококачественных гибочных станков, которые помогают производителям во всем мире максимизировать свои преимущества, удовлетворяя их текущие и будущие производственные потребности.

- Мы верим, что можем создавать машины, о которых другие могут только мечтать.
- Мы верим в то, что наши разработки и производственные мощности должны оставаться внутри компании , поэтому мы можем полностью гарантировать качество каждой машины.
- Мы считаем, что нужно говорить «нет» проектам, на которых мы не специализируемся.
- Мы верим в тесное сотрудничество с нашими клиентами и поставщиками, поэтому постоянно совершенствуем и следим за последними производственными потребностями.
- Мы верим в наших людей, поэтому мы можем предоставить лучший сервис в отрасли.
- Мы считаем успех наших клиентов нашим успехом .
История
Год
’60
ФОНД Господин Вальтер Фаччин основал компанию Faccin Srl . Начато производство 3-х валковых механических пирамидальных гибочных валков без начального зажима (серия SI) и с начальным зажимом (серия ASI). с предварительным изгибом (серия CI), 4-валковым (серия 4CI), с гидравлическим управлением движениями (серия HCI). Добавлены 2-х валковые гибочные валки с резиновым валком (серия HCU), 3-х валковые с изменяемой геометрией (серия HAV), трубогибочные станки (серия CPF), линии по производству тарельчатых днищ (серия BF – PPM).
с предварительным изгибом (серия CI), 4-валковым (серия 4CI), с гидравлическим управлением движениями (серия HCI). Добавлены 2-х валковые гибочные валки с резиновым валком (серия HCU), 3-х валковые с изменяемой геометрией (серия HAV), трубогибочные станки (серия CPF), линии по производству тарельчатых днищ (серия BF – PPM).
Год
’80
ИССЛЕДОВАНИЯ
Идя в ногу с новыми требованиями рынка, Фаччин ищет новые решения в области автоматизации производственных процессов. Угловые валки развиваются в серии RCM и RCMI (с универсальными валками)..
Год
’90
ИННОВАЦИЯ
Для повышения точности и надежности листогибочных валков и повышения их конкурентоспособности на рынке используются инновационные технологии. применены: EPS, электронно-синхронизированная система параллелизма валков – MCS, многоопорная система – CNC, числовое управление с автоматическим расчетом рабочего цикла и управлением различными блокировками, такими как управляемые оси.
Год
2000
КОНСОЛИДАЦИЯ
Компания продолжает путь роста и инноваций: производятся угловые валки Taurus для гибки больших балок; ЧПУ становится инструментом, интегрированным в компьютерную сеть; Внедрение телесервиса для послепродажного обслуживания клиентов через Интернет.0004 и специальные машины, в том числе s вальцы для гибки вальмовых рам и прессы , машины для правки пластин Фаччин концентрирует свое производство в Визано, провинция Брешия. Объект Faccin занимает площадь 60 000 м2, из которых 1 250 м2 занимают офисы и 15 000 м2 производственные помещения. Используя новейшие технологии, компания следит за строительством техники на каждом этапе, от получения заказа до проектирование собственным конструкторским отделом, от строительство электросварных конструкций до механической обработки конструкций и кованых валков до сборка и отгрузка.
Сертификаты и членство
Надежность, надежность и эффективность, а также заметная склонность к технологическим инновациям делают компанию Faccin популярной компанией в области проектирования, производства и продажи листогибочных валков и гибочных машин .
Чтобы гарантировать высокое качество всего производства, управляемого внутри компании и тщательно контролируемого на каждом этапе, Фаччин был одним из первых производителей гибочного оборудования, получившим уже в 2009 году сертификат UNI EN ISO 9001. Удостоверяет, что в компании действует система управления качеством , сертифицированная в соответствии с действующим законодательством, и гарантирует строгость внутренних и внешних проверок , проводимых в течение всего производственного процесса на машинах, спроектированных и изготовленных Фаччин . Таким образом, сертификация UNI EN ISO 9001:2015 гарантирует полное соответствие услуг, предоставляемых Faccin , законодательным требованиям, а также своевременность и максимальную гибкость компании.