Глубина резьбы при нарезании резцом: Расчёт режимов резания при резьбонарезании. Глубина резания и подача.
alexxlab | 11.04.2023 | 0 | Разное
НАРЕЗАНИЕ РЕЗЬБЫ СТАНДАРТЫ НА ГЛУБИНУ РЕЗАНИЯ ВНУТРЕННЕЕ ТОЧЕНИЕ (Радиальное врезание) ЭШМтэическая Шаг (мм) Общая глубина резания Номер прохода
Оглавление
фото:резцы токарные резьбовые для внутренней резьбы
Шаг резьбы определяется размером резца, так как каждое изделие имеет свои пределы. Для выполнения широкого спектра операций требуется иметь несколько резцов, которые бы подходили по параметрам. Исходя из того, что резец токарный резьбовой для внутренней резьбы работает в самой заготовке, а не над ней, как это происходит с аналогичными инструментами для нарезки внешней резьбы, то они, как правило, заметно меньше по размерам. Резец резьбовой внутренний создается по ГОСТ 18885-82.
Особое устройство инструмента позволяет запросто справиться с нарезкой практически любой детали, подходящей по размеру, вне зависимости от ее формы и жесткости. При работе резец для внутренней резьбы располагается перпендикулярно нарезаемой поверхности. В ином случае может произойти уменьшение нарезаемого диаметра. Устройство можно встретить в самых различных областях промышленности, где создаются новые детали, которые соединяются между собой.
В ином случае может произойти уменьшение нарезаемого диаметра. Устройство можно встретить в самых различных областях промышленности, где создаются новые детали, которые соединяются между собой.
Резец для нарезания внутренней резьбы может иметь несколько видов, каждый из которых отличается по своим параметрам. Основным разделением, которое встречается в данном плане, является разделение на правые и левые инструменты. Распознать их можно, зная особенности конструкции. Левые, если наложить их на ладонь левой руки, чтобы пальцы шли к вершине, должны лежать главной режущей кромкой под большим пальцем этой ладони. Естественно, что метод установки изделия на станок также является соответствующим и противоположен правому.
Правый резец токарный резьбовой для нарезания внутренней резьбы кладется таким же образом на правую руку. Здесь также режущая кромка должна быть направлена к большому пальцу этой ладони. Функциональные отличия лежат только в направлении режущей части, хотя цели применения у них полностью совпадают.
Помимо направления возникают еще различия в размерах, так как это очень важный фактор, определяющий возможность той или иной заготовки, чтобы не испортить ее. По размеру также подбирается и шаг резьбы, так как при большой режущей кромке невозможно сделать маленький шаг.
Основные размеры резцов для внутренней резьбы
| Высота,мм | Ширина,мм | Длина,мм | Ширина режущей части,мм | Шаг резьбы,мм |
| 10 | 10 | 120 | 4 | 0,75-2,5 |
| 12 | 12 | 140 | 5 | 1-3 |
| 16 | 16 | 170 | 9 | 1,5-4 |
| 20 | 20 | 200 | 12 | 2-5 |
| 25 | 25 | 240 | 14 | 3-6 |
Материал изготовления, как и у большинства других токарных инструментов такого рода, здесь разделяется по основной рабочей части, так как держатель изготавливается из инструментальной стали. Резцы могут быть из быстрорежущей стали, в данном виде они не так часто встречаются, так как не очень востребованы, и из твердосплавных металлов, что более актуально при нарезании резьбы.
Геометрия резца для внутренней резьбы
Резец внутренней резьбы хоть и имеет узкую спецификацию, относительно других разновидностей, геометрия его углов во многом совпадает с ними, так как все основные элементы соблюдены, пусть и под другими величинами. Головка здесь является основной рабочей частью. Она крепится на стержне, который в свою очередь вставляется в держатель станка. Стружка сходит по передней поверхности, которая заточена так, чтобы отходы не мешали нормальной работе инструмента.
Главная кромка выступает основной режущей частью. Она располагается на пересечении главных передней и задней поверхностей инструмента. также существует и вспомогательная режущая кромка. Данная часть располагается в месте пересечения обоих вспомогательных поверхностей, задней и передней, на инструменте.
На месте пересечения вспомогательной и главной режущей кромки образуется вершина резца, которая и задействована в основной работе. В зависимости от конкретной модели, величина угла может несколько меняться.
Выбор резца для внутренней резьбы
Нарезка внутренней резьбы резцом требует большой ответственности, так как испортить заготовку можно не только неосторожным движением, но и неправильно подобранным резцом. Именно по этой причине стоит обращать внимание на размеры инструменты, и в частности, на шаг резьбы, который бы подошел для ваших целей. С материалами изготовления тут все понятно, так как отдается предпочтение твердосплавным металлам, которые хорошо переносят высокую температуру.
«Совет профессионалов! Для точного совмещения внутренней и наружной резьбы после обработки стоит использовать резцы от одного производителя и из одной серии.»
Режимы резания резьбовым резцом
Режимы резания при нарезании резьбы резцом просты в описании, но сложны в выполнении. Первым делом следует расположить главную режущую поверхность строго перпендикулярно обрабатываемой поверхности. Таким образом, достигается максимальная точность обработки. Следует определиться с необходимой скоростью вращения и продвижения, чтобы получить резьбу с нужным шагом. Скорость подачи резца должна быть постоянной, иначе на определенном этапе вкручиваться деталь не будет. Одинаковая подача резца является главным фактором, чтобы в итоге получилась нормальное рабочее изделие.
Скорость подачи резца должна быть постоянной, иначе на определенном этапе вкручиваться деталь не будет. Одинаковая подача резца является главным фактором, чтобы в итоге получилась нормальное рабочее изделие.
Нарезание резьбы на токарном станке
Резьбовой резец должен быть заточен точно в соответствии с заданным профилем нарезаемой резьбы. Установка его производится по специальному шаблону (рис. 279, а
).
Рис. 279.
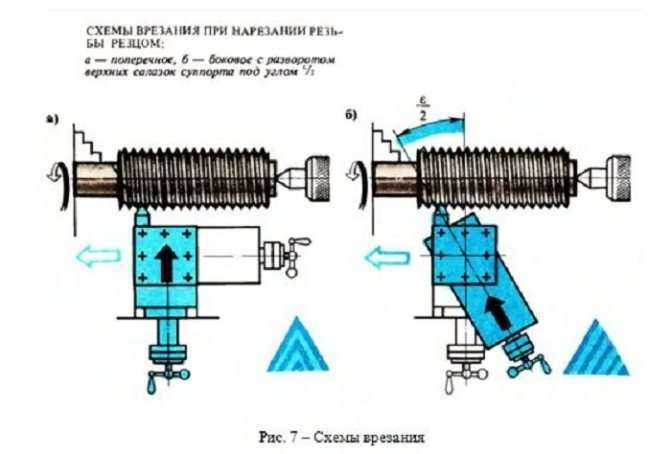
Схема установки резьбового резца и способы врезания резца при нарезании резьбы.
Передний угол резца должен быть равен нулю, а передняя поверхность его устанавливается в плоскости, проходящей через ось детали. Биссектриса угла профиля резца должна быть перпендикулярна оси нарезаемого винта. Всякое отступление от этих требований приводит к искажению профиля резьбы. Точность шага резьбы зависит в основном от шага ходового винта.
Резьба называется четной, если частное К от деления шага ходового винта tx на шаг нарезаемой резьбы Sp, т. е. К = tx / Sp, равно целому числу. Во всех других случаях резьба называется нечетной. При нарезании четной резьбы можно выключать раздвижную (маточную) гайку в суппорте после каждого прохода и быстро возвращать суппорте после каждого прохода и быстро возвращать суппорт с резцом в исходное положение вручную, не останавливая станка. При новом включении раздвиженой гайки резец автоматически попадает в нитку (т.е. во впадину нарезаемой резьбы)
е. К = tx / Sp, равно целому числу. Во всех других случаях резьба называется нечетной. При нарезании четной резьбы можно выключать раздвижную (маточную) гайку в суппорте после каждого прохода и быстро возвращать суппорте после каждого прохода и быстро возвращать суппорт с резцом в исходное положение вручную, не останавливая станка. При новом включении раздвиженой гайки резец автоматически попадает в нитку (т.е. во впадину нарезаемой резьбы)
При нарезании нечетной резьбы надо после каждого прохода отводить резец от обрабатываемой детали и для возвращения в исходное положение включать обратный ход суппорта; выключать раздвижную гайку нельзя. Таким образом обеспечивается точное попадание резца во впадину резьбы при последующем проходе.
Нарезание резьбы на токарных станках, как правило, выполняется за несколько проходов. После каждого прохода производят подачу резца на глубину по одному из способов, показанных на рис. 279.
- Подача резца перпендикулярно оси (рис.
 279, б
279, б
) обеспечивает чистую поверхность резьбы и применяется при нарезании мелких резьб с шагом до 2 мм, при этом глубина резания t = 0,02 ÷ 0,05) мм. - Подача резца параллельно его правой режущей кромке (рис. 279, в
) осуществляется вращением винта подачи верхней части суппорта, которую поворачивают на угол ε / 2. В этом случае левая сторона нитки нарезаемой резьбы получается чистой, правая же сторона — шероховатой и требует зачистки. Условия схода стружки здесь благоприятнее, чем в первом, поэтому глубина резания может быть большой (t = 0,1 ÷ 0,2 мм). Данный способ применяется при черновом нарезании резьб с шагом свыше 2 мм.Рис. 280.
Поводковые патроны для нарезания резьбы. - Подача на глубину производится по предыдущему способу, однако при этом применяется резец с положительным передним углом γ (рис. 279, г
). Вследствие наличия положительного переднего угла глубина резания может быть значительно больше, чем в предыдущих случаях (t = 0,3 ÷ 0,5 мм). Чистота резьбы получается невысокой, так что данный способ целесообразно применять при черновом нарезании крупных резьб.
Чистота резьбы получается невысокой, так что данный способ целесообразно применять при черновом нарезании крупных резьб.
Оглавление
Резцы для трапецеидальной резьбы являются токарным инструментом, который имеет весьма необыкновенную форму. Он затачивается по определенному шаблону, как это делается и в других инструментах нестандартной формы. Данное изделие нельзя отнести к наиболее распространенным, но они находят применение в промышленности, так как трапецеидальные резцы позволяют получить более сложное, и в то же время более надежное соединение деталей. Зачастую из этих инструментов делаются резьбы с большим шагом, так что они применяются преимущественно для крупных деталей.
Резец резьбовой трапецеидальный имеет относительно большую глубину погружения в деталь, поэтому, при длительном нарезании на инструмент возлагается большая нагрузка. Износ резцов можно сократить, если применять изделия из твердосплавных материалов и придерживаться правильных технологичных режимов. В машиностроении периодически возникает необходимость в нестандартных резьбах, так что резцы трапецеидальные оказываются весьма востребованными. Резец для трапецеидальной резьбы создается по таким ГОСТам как 18876-73, 9494-60 и 19257-73.
В машиностроении периодически возникает необходимость в нестандартных резьбах, так что резцы трапецеидальные оказываются весьма востребованными. Резец для трапецеидальной резьбы создается по таким ГОСТам как 18876-73, 9494-60 и 19257-73.
фото:резцы для нарезания трапецеидальной резьбы
Уникальная конструкция самого изделия помогает добиться нужного результата, который не даст ни один другой резец. Главное, чтобы его жесткость превосходила жесткость заготовки, иначе все может быстро сломаться и начнут проявляться дефекты резцов, которые будут отражаться на качестве производимых операций.
Виды трапецеидальных резцов
Существуют резцы для внутренней трапецеидальной резьбы и для внешней. Первые обладают меньшими размерами, так как их приходится помещать внутри обрабатываемых цилиндрических поверхностей. При работе с ними мастер действует практически вслепую, так как не видно результата действий. По этой причине следует строго соблюдать режимы резания. Внешние резцы обладают большими размерами, но это не единственная их особенность, так как углы расположения режущих частей у них построены таким образом, чтобы после нарезания детали могли безпроблемно и надежно соединиться. Для этого используются сложные формы, которые не видны в других инструментах этого типа.
Для этого используются сложные формы, которые не видны в других инструментах этого типа.
Помимо этого изделия разделаются на правые и левые, что зависит от направленности резца, который закреплен в станке. Естественно, что это оказывает влияние и на резьбу, так как для внутренней и внешней нужно использовать вещи одной направленности, иначе ни о каком нормальном соединении не может быть и речи. Резец резьбовой для нарезания трапецеидальной резьбы может иметь еще различные размеры и материалы изготовления, так что нужно знать, с какими заготовками будет вестись работа, чтобы сделать правильный выбор.
Основные размеры резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 10 | 10 | 120 |
| 12 | 12 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 240 |
Резцы для упорной резьбы изготавливаются как из твердосплавных материалов, которые отлично подходят для жестких материалов и могут отлично противостоять вибрациям и повышению температуры, возникающему во время длительной работы.
Геометрия трапецеидального резца
Внешний вид данного инструмента заметно выделяется среди остальных, так что его можно легко отличить от остальных. Но здесь имеются практически все основные элементы, встречающиеся в стандартных резцах.
Основной режущей частью является главная кромка инструмента, которая располагается там, где пересекаются передняя и задняя поверхность резца. Также на нем имеется и вспомогательная кромка. Эта часть располагается там, где пересекаются передняя и задняя вспомогательная кромка.
Пересечением главной и вспомогательной вершиной режущей кромки называется вершина резца. Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Выбор трапецеидального резца
Нарезание трапецеидальной резьбы резцом является довольно сложным процессом, многое в котором зависит от правильности выбора инструмента.
«Совет профессионалов! Нередко резцы данного типа обрабатываются мастерами самостоятельно для получения нужных размеров, так что при этом не стоит забывать об обработки другого инструмента, который будет нарезать внутреннюю или внешнюю резьбу. »
»
При выборе особое внимание стоит обращать на заточку инструмента. Когда подбирается резьба трапецеидальная, то заточка резца должна соответствовать размерам заготовки. Ширина прореза и его глубина должна быть пропорциональна обрабатываемой детали. Большие инструменты, как правило, сталкиваются с большим количеством нагрузок, поэтому, температура резца во время работы заметно повышается. Необходимо отдавать предпочтение, в таком случае, твердосплавным материалам. При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
Редакция девизі: БІЗ ҰСТАЗДАР ҮШІН ҚЫЗМЕТ ЕТЕМІЗ ! — E-mail: [email protected] — Тел: 8 777 087 6843
Жаңа сабақтарРедакция
«АҚМОЛА ОБЛЫСЫ БІЛІМ БАСҚАРМАСЫНЫҢ ҚОРҒАЛЖЫН АУДАНЫ БОЙЫНША БІЛІМ БӨЛІМІ АРЫҚТЫ АУЫЛЫНЫҢ ЖАЛПЫ ОРТА БІЛІМ БЕРЕМТІН МЕКТЕБІ»КММ
Қысқа мерзімді жоспар
№15-сабақ
| Бөлім: | 5 Экономикалық география 5. 1 Табиғи ресурстар 1 Табиғи ресурстар | |
| Педагогтің аты-жөні: | Хажат Лиза | |
| Күні: | ||
| Сыныбы: 9 | Қатысушылар саны: Қатыспағандар саны: | |
| Сабақтың тақырыбы: | Қазақстанның табиғи-ресурсты әлеуметі. | |
| Оқу бағдарламасына сәйкес оқу мақсаты | 9.5.1.1 Қазақстанның табиғи-ресурстық әлеуетін бағалайды | |
| Сабақтың мақсаты: | Барлық оқушылар үшін: Қазақстанның табиғи – ресурсын анықтап танысады. Көпшілік оқушылар үшін: Қазақстанның табиғи – ресурсын анықтайды, себеп-салдарын біледі Кейбір оқушылар үшін: Қазақстанның табиғи – ресурсын анықтап сипаттап бере алады. | |
| Құндылықтарға баулу: | «Мәңгілік ел» жалпыұлттық идеясы бойынша «Жалпыға бірдей еңбек қоғамы» құндылығына баулу. Бұл арқылы оқушыларда шығармашылық және сын тұрғысынан ойлауы, функционалдық сауаттылығы, қарым-қатынас жасау қабілеті мен жауапкершілігі артады. Сонымен қатар өмір бойы оқуға, еңбеу етуге, Қазақстандық патриотизм және азаматтық жауапкершілікке деген дағдысы қалыптасады. | |
Сабақтың барысы:
| Сабақ кезеңі/Уақыты | Педагогтің іс-әрекеті | Оқушының іс-әрекеті | Бағалау | Ресурстар |
| Сабақтың басы Қызығушылықты ояту. 7 мин. | (Ұ). Ұйымдастыру кезеңі: 1. Оқушылармен амандасу, түгендеу. 2. Ынтымақтастық атмосферасын қалыптастыру Психологиялық ахуал қалыптастыру. Бір-бірімізді тыңдаймыз десек 1 рет қол шапалақтаймыз! Ұйымшыл боламыз десек 2 рет Белсенділік танытамыз десек 3 рет шапалақтаймыз! Мақсаты: Оқушылар бір-біріне тілек білдіреді, тыңдау дағдыларын дамытуға бағытталады, сондай-ақ барлық оқушылардың қатыстырылуы арқылы сабаққа белсенділігі артады. Тиімділігі: Оқушылар бір-біріне тілек айту арқылы жақындасады, көңіл-күйін көтереді және бауырмалдығын оятады. Саралау: Бұл жерде саралаудың «Жіктеу» тәсілі көрінеді. Оқушылардың оқуға деген қызығушылығын арттыру мақсатында мүмкіндігінше оларға таңдау еркіндігі беріледі. | Оқулық, жұмыс дәптері атлас | ||
| Жаңа сабаққа кіріспе | (Ұ) «Миға шабуыл» әдісі арқылы өткен тақырыппен жаңа сабақты байланыстыру мақсатында ой қозғау сұрақтарын ұжымдық талқылау. Оқушыларға жалпылама төмендегі сұрақтар және жаттығу түрлері беріледі.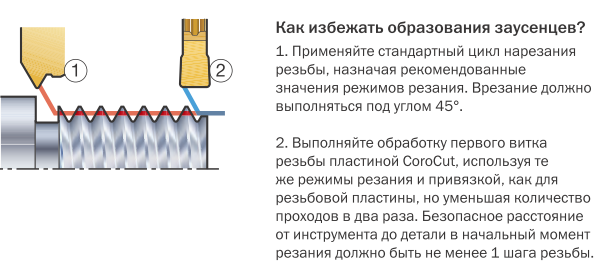 Әр оқушы өз оймен бөліседі. Әр оқушы өз оймен бөліседі.Өзгенің пікірін толықтырады. Оқушылар сұрақтарға жауап беріп, өзара ұжымдық талқылау жасағаннан кейін мұғалім оқушыларға сабақтың тақырыбы, мақсатымен таныстырады. |
| Мақсаты: Жылдам әрі функционалды түрде сыни ойлануды дамыту. Тиімділігі: оқушының танымдық дағдысы артады. Сонымен қатар оқушыға сабақтың өмірмен байланысын көрсетеді және сабақтың тақырыбы мен мақсатын анықтауға мүмкіндік береді. Саралау: Бұл жерде саралаудың «Диалог және қолдау көрсету» тәсілі көрінеді. Дұрыс мағынада жауап беруге бағыттау мақсатында кейбір оқушыларға ашық сұрақтар, ал кейбір көмек қажет ететін оқушыларға жетелеуші сұрақтар қойылады. | Өз ойын дұрыс мағынада білдіріп, талқылауға белсенділікпен қатысқан оқушыға «Жарайсың!» деген мадақтау сөзімен ынталандыру. |
| Сабақтың ортасы Мағынаны ашу. 31 мин. | Оқулықтағы жаңа сабақтың мәтінін оқуға тапсырма береді | Оқулықты оқып танысып шығады. Тірек сөздермен танысып, өз дәптерлеріне жазып алады. | Дескриптор: Жалпы — 3 балл Қазақстанның табиғи-ресурстық потенциалы туралы сипаттап жазады | Тақырыпқа байланысты интернет көздерін пайдаланып бөліп шығару мүшелерімен танысады. |
1 топ «Кластер» әдісі. Оқушылар тұжырымды ойларын қағазға түсіріп, топтық жұмыс қорғалады (постер) 2 топ «Өрмекші» әдісі.Оқушылар постерге өрмекшінің сұлбасын сала отырып, басына тақырыпты, денесіне өзекті ойларды, аяқтарына тірек сөздер арқылышешу жолдарын жазып, өз ойларын тиянақтап пысықтайды. | Тапсырма 1.Қандай табиғат ресурстардың түрлері бар? 2.Табиғат ресурстарын қандай мақсатта пайдалануға болады,өз ойларыңмен дәлелдеңдер? Тапсырма 1.Табиғат ресурстарын тиімді пайдалану жолдарын қандай? 2. Қазақстанның табиғи-ресурстармен қамтамасыз етілуіне баға береді? | дескриптор : — Табиғи-ресурстардың түрлерін анықтайды — Табиғат ресурстарын пайдалану мақсатын айқындайды,өз ойларын дәлелдеп, баға береді. Дескриптор : — Ресурстарды тиімді пайдалану жолдарын ұсынады; — Қазақстанның табиғи-ресурстармен қамтамасыз етілуіне баға береді , өз ойларымен бөлісед | ДК экраны 9-сынып оқулығы. Жұмыс дәптерлері. Слайд. | |
| Бағалау; (топтар бір-бірін бағалау) «Төрт сөйлем» әдісі арқылы тапсырма. «Екі жақты күнделік» әдісі Кестемен жұмыс табиғат ресурстардың артықшылақтары мен кемшіліктерін жазыңдар | 2-тапсырма 1. 2.дәлел 3.мысалы 4.қортынды Кестемен жұмыс табиғат ресурстардың артықшылақтары мен кемшіліктерін жазыңды | Дескриптор: 1. Берілген мәтінмен танысады 2. Табиғат байлықтарын тиімді пайдалану жолдарын ұсынады Дескриптор : — Табиғат ресурстардың артықшылақтары мен кемшіліктерін талдап, анықтайды. | ДК экраны 9-сынып оқулығы. Жұмыс дәптерлері. Слайд. | |
| Сабақтың соңы Блум таксаномиясы. Рефлексия 7 мин. | «Блум таксаномиясы» әдісі. Мұғалім сабақты қорытындылау мақсатында оқушылардың сабаққа деген көзқарасын, рефлексиясын тыңдайды. Мақсаты:Оқушы алған білімін саралай білуге дағдыланады. Тиімділігі:Тақырып бойынша оқушылардың пікірін анықтайды. Саралау: Бұл кезеңде саралаудың «Қорытынды» тәсілі көрінеді. | Оқушылар бүгінгі сабақтың мақсатына жеткізетін тапсырмалар орындауына қарай, өз түсінгенін, пікірін, өз ойын айту арқылы сабаққа қорытынды жасайды. | Мұғалім оқушыларды «Блум таксаномиясы» әдісі арқылы бағалайды. Сонымен қатар 1-10 баллдық жүйе бойынша оқушылардың сабаққа қатысу белсенділігі бойынша бағаланады. | |


 пікір
пікір Жинақталған деректердің құнды болуын қадағалайды.
Жинақталған деректердің құнды болуын қадағалайды.—
Зайтуна Есмаганбетова
Отправлено из Почты Mail.ru
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
НАУРЫЗБАЕВА МОЛДИР КУРБАНАЛИКЫЗЫ
ЖАНПЕЙСОВА МАДИНА СУЙЮМБЕКОВНА
ЖАНПЕЙСОВА АННА СУЮМБЕКОВНА
ЖУАШОВА МАРИНА ЕСЕНХАНОВНА
ШИНТАЕВА ЖАДЫРА МЫРЗАХМЕТҚЫЗЫ
ТИЛЕПОВА АЙГУЛЬ УТЕГЕНОВНА
2023-04Скачать
Понравилось это:
Нравится Загрузка.
Редакция
ПШАНОВА АЙГЕРИМ ГАБИТОВНА
ОРЫНБЕКОВА МАДИНА ДОСЖАНОВНА
НАУРЫЗБАЕВА МОЛДИР КУРБАНАЛИКЫЗЫ
ЖУНУСОВА БИБИСАРА БУРХАНОВНА
АККУЛАНОВА БАГДАТ БУКЕНБАЕВНА
ТИЛЕПОВА АЙГУЛЬ УТЕГЕНОВНА
orleutv-2023-03Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
ХАЖАТ ЛИЗА
КОШКИМБЕКОВА АЛИЯ ТУРСЫНБЕКОВНА
САПАКОВА ИНДИРА
ЖАМАНТАЕВА ЖАНАР КАСЫМОВНА
БЕКЕНОВА ЗАМЗАГҮЛ НИКОЛАЕВНА
МУРСАЛИЕВА ДИЛБАР САГАТКУЛОВНА
ТЛЕУҚАБЫЛОВА ҚАЗЫНА САНДЫБАЙҚЫЗЫ
КАСПАКОВА ГУЛЬХАТ КУЛАТАЕВНА
ЖАНАБАЕВА САУЛЕ САТТАРХАНОВНА
КАСЕНОВА АЛИЯ АСКЕРОВНА
adis-14Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарГРИВКОВА НАТАЛЬЯ АЛЕКСАНДРОВНА
ЖЫЛКАЙДАРОВА ЖАНАР ОРАЛТАЕВНА
НАХОВА УЛДАНА МУРАТБЕКҚЫЗЫ
ДЕМЕУБАЕВА МАЛИКА ШЫМЫРАЛИЕВНА
КОНУСОВА АЛТЫНАЙ АБДЫДЖЕЛИЛОВНА
УТЕПОВА ЖУПАР АМИРХАНОВНА
ШКУТОВА ВИКТОРИЯ МИХАЙЛОВНА
ШЕВЧЕНКО ЕЛЕНА ВЛАДИМИРОВНА
БИСЕНАЛИН МУРАТБАЙ МУСАЕВИЧ
ЗЕЛЕНЮК ЕЛЕНА АЛЕКСАНДРОВНА
СЕРАЛИЕВА НУРЖАМАЛ УМИРЗАКОВНА
БЕГАЛИН МИРАС БУРТЕБАЕВИЧ
2023-03Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
БАТЫРГОЖИНА ГУЛЬБАРШИН ЖАНИБЕКОВНА
САДЫБЕКОВА УЛЖАН ТУРАРБЕКОВНА
РЫСПАЕВА ЭЛЬВИРА АБЫЛХАЙРОВНА
ЖАМАНГАРИНА МАЙРА САЛИМБЕКОВНА
МАРАТОВА ЖУЛДЫЗ МАРАТҚЫЗЫ
РАХИМОВА КАМИЛЯ НҰРЛЫБЕКҚЫЗЫ
ДАРИБАЕВА НУРГУЛ РЫСБЕКОВНА
ХАЖАТ ЛИЗА
КАЖКЕНОВА ЖАННА КЕНЖЕГУЛОВНА
orleutv-2023-02Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
СЕРАЛИЕВА АЙЖАН БАЗАРАЛИЕВНА
ИСА ГУЛМИРА БАЗАРХАНҚЫЗЫ
САДЫБЕКОВА УЛЖАН ТУРАРБЕКОВНА
АБУХАНОВА НАГИМА ХАСАНХАНОВНА
2023-02-01Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
УСМАНОВА МИНАВАР ҚАЛБЕКОВНА
БЕГЕЕВА АНАР САГИНБАЕВНА
ИСА ГУЛМИРА БАЗАРХАНҚЫЗЫ
САТБЕРГЕНОВА ШЫНАР НҰРМАҒАМБЕТҚЫЗЫ
2023-02Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
МӘЛІК ЕЛДАНА ЕРТАЙҚЫЗЫ
ШАГРАЕВА ТАЛШЫН УРЫНБАСАРОВНА
УБИШЕВА ЭЛЕОНОРА БОЛАТОВНА
КАЛИЕВА НУРГУЛЬ БАЛГАБЕКОВНА
ШӘМШІДІН АРАЙЛЫМ САРБАЙҚЫЗЫ
АБУХАНОВА НАГИМА ХАСАНХАНОВНА
СЕРАЛИЕВА АЙЖАН БАЗАРАЛИЕВНА
orleutv-2023-01Скачать
Понравилось это:
Нравится Загрузка. ..
..
Редакция
ШАГРАЕВА ТАЛШЫН УРНБАСАРОВНА
ТУЯКПАЕВА БАКЫТГУЛ САТКАЛИЕВНА
УТЕУГАЛИЕВА ГУЛНАЗ МАРАТОВНА
ЖҮСІПБЕКОВА БӨБЕК ЕСЕНЖОЛҚЫЗЫ
БЕГЕЕВА АНАР САГИНБАЕВНА
2023-01Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
САРСЕНОВА ЗАРИПА САНСЫЗБАЕВНА
МАСАТОВА УЛБОЛСЫН ТАБЫЛДИЕВНА
КАЗИХАНОВА ЖАНЫЛСЫН ГАЙНЕДЕНОВНА
АЙСАГАЛИЕВА АЙЫМГУЛ НУРСУЛТАНОВНА
ИСМАГУЛОВА ЖУМАГУЛ РАХМАНОВНА
САРКУЛОВА АЛТЫН СИСЕНОВНА
КАЗИЕВА КУЛЯШ БЕРДЕШЕВНА
ЖАХИНА ДИНАРА ТАУФИХОВНА
МОЛДАШЕВА АЙГУЛЬ НҰХЕСҚЫЗЫ
ДАУЛЕТОВА АКМАРАЛ ДЕМЕУОВНА
ДАУЛЕТОВА АЙГУЛЬ КЕНЕСОВНА
БАҚЫТОВА ЭЛЬЗА ЕРБОЛҚЫЗЫ
ХАЛИДУЛЛИНА АЛЬБИНА ФАЙЗУЛЛАЕВНА
БИЖАНОВА ГУЛДЕН АЛЬБИЕВНА
СУФАЛДИЯРОВА АКТОЛКЫН ДАРСКАЛИЕВНА
КАБАСОВА АЙНУР ЧАПАЕВНА
adis-12Скачать
Понравилось это:
Нравится Загрузка. ..
..
Редакция
БЕРДИЕВА КАЛАМКАС ИБРАГИМОВНА
ШАГРАЕВА ТАЛШЫН УРНБАСАРОВНА
РЫСБАЕВА ДИАНА НҰРЛАНҚЫЗЫ
ХУТТУБАЕВА БИБИГУЛЬ ЖАНАБАЕВНА
ТУЯКПАЕВА БАКЫТГУЛ САТКАЛИЕВНА
adis-11Скачать
Понравилось это:
Нравится Загрузка…
Оставьте комментарий Жаңа сабақтарРедакция
Құрметті ұстаздар мен оқушылар !!!
2022-2023 оқу жылына арналған «ОҚУШЫЛАР ШЫҒАРМАШЫЛЫҒЫ» республикалық шығармашылық байқауына қатысуға шақырамыз!
Байқау 04.01.2023-28.02.2023 жылдар аралығында өтеді.
Қатысушылар: мектепке дейінгі, жалпы орта және қосымша білім беру мекемелерінің ұстаздары мен білім алушылары қатыса алады.
Жеке, сыныппен және топ болып қатыса алады.
Өткізілген іс-шаралар, балалар жұмыстары, суреттер, қолөнер бұйымдары, эссе, өлеңдер
Байқау тақырыбы:
«Қыс келбеті» сурет салу
«Менің қызықты каникулым» эссе жазу
Қол өнер «Қыс мезгілі» жапсырмалау,қолөнер
«Қыс қызығы» сурет салу
«Көңілді қыс» сурет салу
Қағаздан ақ ұлпа қар жасау. Қолөнер
Қолөнер
«Менің өнерім» Қолөнер
«Қыс ғажайыптары» сурет салу
Байқауға қатыстырған жетекшіге сертификат, оқушыға диплом беріледі.
Шығармашылық жұмыстар, суреттер республикалық
45 minut.kz газетінде жарияланады. 45 minut.kz газеті ПДФ нұсқада беріледі.
Барлық жұмыстар ватцап желісі және e-mail: zaytunae @mail.ru арқылы қабылданады.
Байланыс телефоны, ватцап: +77754956519 87757524063(KASPI GOLD)
e-mail: zaytunae @mail.ru
«Білім жолы – Нұрлы жол» журналының жауапты тілшісі: Есмагамбетова З.Т.
Понравилось это:
Нравится Загрузка…
Оставьте комментарийМатериал іздеу
Найти:Youtube
«Республикалық 45minut.kz» газеті
Республикалық “Білім жолы Нұрлы жол” журналы
[instagram-feed]
Мои твиты«КҮНТІЗБЕ ЖОСПАРЫ — 2015-2016»
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
|---|---|---|---|---|---|---|
| 1 | ||||||
| 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 23 | 24 | 25 | 26 | 27 | 28 | 29 |
| 30 | 31 | |||||
РЕДАКЦИЯ ТӨСБЕЛГІЛЕРІ
Рубрики
- “45minut — Vox populi”
- “45minut.
 kz — Электронды нұсқа”
kz — Электронды нұсқа” - “45minut.org — Конкурстар”
- “Арманы асқақ оқушы” байқауы
- “Жаңа білім — Жаңа ғасыр” Республикалық конкурс
- “Интернет сұхбат”
- “КҮНТІЗБЕ ЖОСПАРЫ — 2015-2016”
- “МЕКТЕПТЕГІ БІР МЕЗЕТ”
- “Мастер класс”
- “Мектептегі бір мезет” бәйгесі
- “Отряды правопорядка”
- “Топтамалар”
- “Ekiбастұз қаласы. Семинар материалдары”
- Жаңалықтар
- 2017-2018
- «БОЛАШАҚТЫ БІРГЕ ЖАСАЙМЫЗ» КОНКУРСЫ
- BAQ-SEMINAR
- DISTANCE
- БАСТАУЫШ БІЛІМ БЕРУ ДЕҢГЕЙІНІҢ ОҚУ ПӘНДЕРІ БОЙЫНША ҮЛГІЛІК ТАҚЫРЫПТЫҚ ЖОСПАРЛАРЫ (1-4 СЫНЫПТАР)
- БАҚ ӨКІЛІ
- БАҚ өкілі-Тілшілер
- Бастауыш сынып
- Баяндамалар
- Биология
- Бәйге — Конкурс
- География
- Жаратылыстану
- Жаңа сабақтар
- Жаңалықтар
- Интернет сұхбат
- КОНКУРС
- Мектептен тыс үйірмелер
- Оқушылар шығармашылығы
- Педагогика
- Реферат
- Русский язык и литература КТП
- Сертификаттар
- Технология
- Түсінік хат
- Физиология
- Филология
- Хабарландыру
- Химия
- Экономика
- EEAS.
 EUROPA.EU
EUROPA.EU - English
- face=”Times New Roman
- konkurs
- konkurs032018
- konkurs042018
- konkurs052018
- lang=”en-US”>
- metodist.kz
- NIS
- Ғылыми жобалар
- ҚР БҒМ — МОН РК
- ҚР БҒМ БАСПАСӨЗ
- Қазақ тілі
- Қазақ әдебиеті
- Құқықтану
- Өзін-өзі тану пәні
- Ұстаздар
- SDU
- TULEKTER MEDIA
- ULAGATTY USTAZ
- USTAZ UNIVERSITY
Республикалық 45minut.kz басылымы туралы ақпарат
МББ аты: «Республикалық 45minut.kz» газеті
Куәлік: № 12341-Г 19.03.2012 ж
БАҚ қайта тіркеу: № KZ48VPY00013618. Дата: 08.08.2019 жыл
Тарату аумағы: Қазақстан Республикасы
МББ тілі: қазақша, орысша, ағылшынша
Негізгі тақырыптық бағыты: білім беретін, ғылыми, танымдық, жарнамалық
Редактор: Нағиев ІЗГІЛІК Байдрахманұлы
«Бұқаралық ақпарат құралдары туралы» ҚР Заңы
45minut.
 kz басылымы. Министрліктен берілген куәлік туралы
kz басылымы. Министрліктен берілген куәлік туралыСЕРТИФИКАТ, АЛҒЫС ХАТ, ТОПТАМА ҚҰЖАТТАРЫНЫҢ ЗАҢДЫЛЫҚТАРЫ ТУРАЛЫ
Редакция мекен-жайы
11 микрорайон, дом 115, Актобе 030000, Казахстан
8-777-087-6843
Часы работы: понедельник – суббота
10:00 – 17:00
«ҰСТАЗДАР ӘНІ»
Педагогтің ғылыми-әдістемелік қызметі туралы куәландыратын құжаттар:
Ғылыми-практикалық конференцияларға, шығармашылық конкурстарға, семинарларға, дөңгелек үстелдерге, әртүрлі деңгейдегі педагогикалық оқуларға қатысу; мерзімді басылымдардағы, бұқаралық ақпарат құралдарындағы ғылыми-әдістемелік материалдар жарияланымдарының көшірмелері;
Документы, свидетельствующие о научно-методической деятельности педагога:
участие в научно-практических конференциях, творческих конкурсах, семинарах, круглых столах, педагогических чтениях различного уровня; копии публикаций научно-методических материалов в периодической печати, средствах массовой информации;
Қазақстан Республикасы нормативтік құқықтық актілерінің ақпараттық-құқықтық жүйесі: http://adilet. zan.kz/kaz/docs/V1300008678
zan.kz/kaz/docs/V1300008678
Презентациялар
45minut.kz Редакцияның семинардағы презентациясы. 2012-2013 жұмыс нәтижесі. Презентация және 2014 жыл жұмыс жоспары, Интернетте жұмыс істеудің ережелері Презентациялары жарияланды. Қарап танысыңыздар.
Хабарландыру
English Ағылшын тілі Бастауыш сынып Баяндамалар Биология География Жаңа сабақтар Жаңа сабақтар Информатика История Математика Мектепке дейінгі ұйым Мероприятия Начальные класссы Новости Психология Русский язык и литература Сызу және бейнелеу пәні Тарих пәні Технология Тәрбие сағаттары Физика Филология Филология (тілдер) Хабарландыру Химия диля сер Ғылыми жобалар Өзін-өзі тану пәні
Yandex.Metrika informer
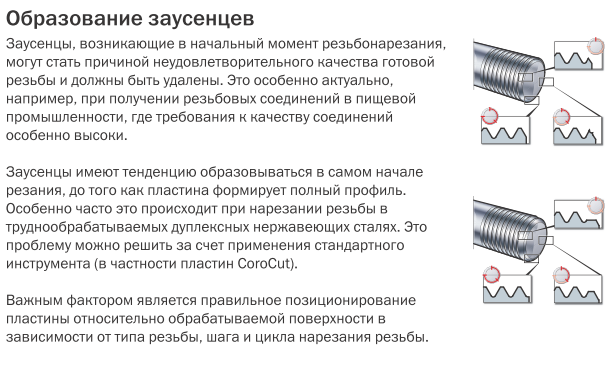
методов нарезки | MITSUBISHI MATERIALS CORPORATION
· Обычно резьба нарезается, направляя вставку к патрону.
· При обработке левой резьбы обратите внимание на то, что жесткость зажима снижается из-за применения обратного точения.
· При обработке левой резьбы угол в плане отрицательный. Обеспечьте соответствующий угол опережения, заменив прокладку.
Обеспечьте соответствующий угол опережения, заменив прокладку.
Типы пластин
Способы подачи
Глубина нарезания резьбы
* Глубину резания последнего прохода рекомендуется устанавливать на 0,05 мм─0,025 мм.
Большая глубина резания может вызвать вибрацию, что приведет к плохому качеству поверхности.
Формулы
Формулы для расчета подачи для каждого прохода в сокращенной серии.
Программа ЧПУ для измененной боковой подачи
Пример:- M12×1,0 5 проходов изменено 1°-3°
| Внешняя резьба | Внутренняя резьба |
|---|---|
| G00 Z = 5,0 x = 14,0 G92 Uac44.34 Zтуа13.0 F1.0 G00 Wí0,07 G92 UC4.64 Zтуа13.0 F1.0 G00 Wí 3.64 G92 G92 G92 G92 G92 G9292. U─4,88 Z─13,0 F1,0 G00 W─0,05 G92 U─5,08 Z─13,0 F1,0 G00 W─0,03 G92 U─5,20 Z─13,0 F1,0 3 G00 90458 X = 10. |
 0
0 Выбор режимов резания
5 можно увеличить, изменив метод нарезания резьбы с боковой подачи на модифицированную боковую подачу.
· Стружкоотвод можно улучшить, увеличив глубину резания во второй половине проходов.
Глубина резания и количество проходов
Выбор подходящей глубины резания и правильного количества проходов имеет жизненно важное значение для нарезания резьбы.
· Для большинства операций нарезания резьбы используйте «программу цикла нарезания резьбы», которая изначально была установлена на станках, и укажите «общую глубину резания» и «глубину резания при первом или последнем проходе».
· Глубина резания и количество проходов легко меняются для метода радиальной подачи, что облегчает определение подходящих условий резания.
Особенности и преимущества продукции Mitsubishi
· Сплавы повышенной прочности, специально изготовленные для инструментов для нарезания резьбы, обеспечивают высокоэффективную резку за счет высокоскоростной обработки и меньшего количества проходов.
Рекомендации по улучшению нарезания резьбы
Увеличение срока службы инструмента
· Во избежание повреждения радиуса при вершине –
Рекомендуемый метод – Модифицированная боковая подача.
· Равномерный износ по задней поверхности с обеих сторон режущей кромки – Рекомендуемый метод – Радиальная подача
· Во избежание лункообразования – Рекомендуемый метод – Подача с фланга
Предотвращение проблем со стружкой
· Заменить на боковую или модифицированную подачу.
· При резке с радиальной подачей используйте перевернутый держатель и измените направление подачи СОЖ вниз.
· При использовании метода радиальной подачи установите минимальную глубину резания около 0,008 дюйма, чтобы сделать стружку толще.
· Спутанная стружка при нарезании внутренней резьбы может повредить пластину. В этих случаях делайте паузу немного в стороне от начальной точки и удаляйте стружку охлаждающей жидкостью перед каждым проходом.
· Перейдите на пластины класса М со стружколомом 3-D.
Для достижения высокоэффективной обработки
· Увеличение скорости резания. (В зависимости от максимального числа оборотов и жесткости станка.)
· Уменьшить количество проходов. (Уменьшить на 30-40%.)
· Уменьшение количества проходов может улучшить удаление стружки из-за образования более толстой стружки.
Предотвращение вибрации
· Заменить на боковую или модифицированную подачу.
· При использовании радиальной подачи уменьшите глубину резания во второй половине проходов и снизьте скорость резания.
Повышенная точность обработки поверхности
· Последний проход должен выполняться на той же глубине резания, что и последний обычный проход.
· При использовании метода боковой подачи переключайтесь на радиальную подачу только во время последнего прохода.
Резьбофрезерование с большим шагом
Перейти к основному содержанию
ПРОТУЛ, ООО
ПОСТАВЩИК ТОЧНОГО ИНЖЕНЕРНОГО ИНСТРУМЕНТА PROTOOL LTD
Опубликовано 27 августа 2021 г.
+ Подписаться
Фрезерование резьбы становится все более популярной альтернативой нарезанию резьбы метчиком и токарной обработке. Резьбовые фрезы могут быть не только чрезвычайно универсальными и использоваться для самых разных применений, но также могут быть экономичными.Прочитайте это углубленный шаг резьбофрезерования , чтобы узнать все, что нужно знать.
 Что такое резьбофрезерование?
Что такое резьбофрезерование? Фрезерование резьбы — это операция металлообработки, используемая для нарезания внутренней и наружной резьбы различных размеров посредством кругового наклонного движения вращающегося инструмента. Шаг резьбы создается боковым перемещением за один оборот. В отличие от нарезания резьбы, резьбофрезерование в основном применяется для больших заготовок, однако цельные твердосплавные резьбовые фрезы также могут производить небольшие резьбовые отверстия. Один и тот же станок может использоваться как для левой, так и для правой резьбы, различных допусков резьбы, различных материалов и диаметров отверстий, производя резьбу с высокой точностью и отличным качеством поверхности. Хотя резьбофрезерование используется не так широко, как токарная обработка, в некоторых случаях можно добиться высокой производительности.
Вы, наверное, думаете, метчики быстрее выполняют работу, почему резьбофрезерование такое большое?
Прочтите следующий раздел, и вы узнаете!
Каковы преимущества резьбофрезерования?- Резьбофрезерование имеет лучшее качество резьбы, чем нарезание резьбы, поскольку оно обеспечивает лучшую эвакуацию стружки.
 Нарезание резьбы использует инструмент того же размера, что и резьба, проталкивая стружку через резьбу для эвакуации.
Нарезание резьбы использует инструмент того же размера, что и резьба, проталкивая стружку через резьбу для эвакуации. - Инструменты для резьбофрезы универсальны. Они могут нарезать внутреннюю и внешнюю резьбу, а также могут нарезать до разных диаметров, если шаг одинаков.
- Вы можете нарезать резьбу в труднообрабатываемых материалах. Благодаря превосходным условиям резания они могут нарезать резьбу в закаленных сталях твердостью до 65 HRC, титане и даже больше!
- Они очень надежны благодаря короткой стружке и низкому усилию резания. Заготовка с меньшей вероятностью будет повреждена, поскольку диаметр меньше резьбы.
- Использование инструмента меньшего размера, чем резьба, обеспечивает правильную обработку резьбы с правильным зазором, необходимым для эффективного удаления стружки.
- Одним из основных преимуществ по сравнению с нарезанием резьбы является то, что нарезание резьбы начинает создавать полный профиль резьбы только на третьем витке, в то время как резьбофрезерование создает полный профиль резьбы сверху донизу.

- Этот процесс может сократить время обработки и сэкономить энергию.
- Высокое качество резьбы достигается без заусенцев.
Что такое нить?
Нить — это то, что мы видим и используем каждый день, даже не осознавая этого. Испытывать жажду? Вы отвинчиваете крышку бутылки, чтобы выпить. Что там, это нить. Проще говоря, нить образует связь между двумя разными механизмами. В этом примере бутылка и крышка бутылки образуют вместе уплотнение, удерживающее воду. Резьба измеряется с помощью калибров GO и NO-GO. Эти измерительные инструменты обеспечивают правильный шаг. Датчик NO-GO гарантирует, что диаметр шага выше минимального, а датчик Go гарантирует, что он ниже максимального. Существуют и другие методы, которые опытные инженеры используют для экономии средств на манометр, однако манометры являются наиболее надежным и эффективным методом.
Какие существуют типы резьбовых фрез?
- MTD – 3 в 1 – Сверло, снятие фаски и резьбонарезная фреза – Двухканавочная резьбонарезная фреза со снятием фаски под углом 45°.
 Идеально подходит для серийного производства. Высокое качество поверхности резьбы. Внутренняя охлаждающая жидкость. Оптимизированный сплав карбида для алюминия и чугуна.
Идеально подходит для серийного производства. Высокое качество поверхности резьбы. Внутренняя охлаждающая жидкость. Оптимизированный сплав карбида для алюминия и чугуна. - DMT – 3 в 1 – сверление, снятие фасок и резьбофрезерование – короткое время цикла и высокая производительность снижают затраты на обработку. Подходит как для глухих, так и для сквозных отверстий. Тема полного профиля. Нет потери времени на смену инструмента, так как сверление, снятие фаски и фрезерование резьбы выполняются с помощью одного инструмента.
- MTS – Мини-тип – Может производить широкий диапазон резьб и шагов, а также наружную и внутреннюю резьбу. Подача СОЖ через канавки очень эффективна для глубоких отверстий. Увеличенный срок службы инструмента благодаря специальному тройному покрытию. Обработка закаленных материалов до 45 HRc.
- MTSB – мини-тип со сквозной подачей СОЖ — идеально подходит для резьбофрезерования, когда стружка концентрируется в нижней части резьбы, а внешняя подача СОЖ не может ее смыть, или для сложных операций, когда внешняя подача СОЖ неэффективна или недоступна обработанный участок.

- MTI – Одноточечная резьба фрезы. Один и тот же инструмент для внутренней и внешней резьбы. Сверхтонкий субмикронный сплав с тройным синим PVD-покрытием на некоторых сортах.
- MT – Цельные резьбовые фрезы без внутреннего подвода СОЖ. Спиральные канавки обеспечивают плавное резание. Сокращение времени обработки благодаря множеству 3-6 зубьев. Увеличенный срок службы инструмента благодаря специальному многослойному покрытию. Отличная отделка поверхности.
- MTB – Фрезы для сквозной подачи СОЖ с внутренним отверстием для подачи СОЖ для глухих отверстий. Спиральные канавки обеспечивают плавное резание. Сокращение времени обработки благодаря множеству канавок, от 3 до 6. Диаметр реза 2,2 мм и выше. Увеличенный срок службы инструмента благодаря специальному многослойному покрытию. Отличная отделка поверхности.
- МТЗ – Фрезы для сквозной подачи СОЖ. Спиральные канавки обеспечивают плавное резание.
 Сокращение времени обработки благодаря множеству канавок, от 3 до 6. Диаметр реза 2,2 мм и выше. Увеличенный срок службы инструмента благодаря специальному многослойному покрытию. Отличная отделка поверхности.
Сокращение времени обработки благодаря множеству канавок, от 3 до 6. Диаметр реза 2,2 мм и выше. Увеличенный срок службы инструмента благодаря специальному многослойному покрытию. Отличная отделка поверхности. - MTQ – Резьбовые фрезы с длинным вылетом, которые включают облегченную шейку для обработки глубоких заготовок. Спиральные канавки обеспечивают плавное резание. Сокращение времени обработки благодаря множеству канавок, от 3 до 6. Диаметр реза 2,2 мм и выше. Увеличенный срок службы инструмента благодаря специальному многослойному покрытию. Отличная отделка поверхности.
- FMT – Сквозная подача СОЖ (5-8 зубьев) – Быстрозажимные фрезы с внутренним отверстием для подачи СОЖ. Спиральные канавки обеспечивают плавное резание. Увеличенный срок службы инструмента благодаря специальному многослойному покрытию. Отличная отделка поверхности.
- AMT – Для алюминия – Твердый сплав, оптимизированный для обработки алюминия, чугуна и нержавеющей стали.
 Цилиндрический хвостовик (хвостовик Weldon – по запросу) с внутренним отверстием для подачи СОЖ. Гладкая режущая кромка без покрытия. Высокое качество поверхности резьбы. Один и тот же инструмент для правой или левой внутренней резьбы.
Цилиндрический хвостовик (хвостовик Weldon – по запросу) с внутренним отверстием для подачи СОЖ. Гладкая режущая кромка без покрытия. Высокое качество поверхности резьбы. Один и тот же инструмент для правой или левой внутренней резьбы. - SC – цельная твердосплавная коническая фреза, подходящая для большинства материалов. 4 канавки для эффективного удаления стружки. Обеспечивает превосходную отделку поверхности.
- Твердый тип (H) – Для закаленных сталей и жаропрочных сплавов (хастеллой, инконель и т. д.).
- CMT – Резьба, канавка, радиус, фаска и т. д. – Цельные твердосплавные резьбовые фрезы, специально предназначенные для обработки закаленных материалов твердостью до 62HRc. Эти инструменты обеспечивают высокую производительность, улучшенный рез и отличное качество поверхности. Высокотемпературные сплавы. Титановые сплавы. Суперсплавы (хастеллой, инконель, сплавы на основе никеля).
- SR – Стандартное резьбофрезерование со сменными пластинами – Одна и та же державка и пластина могут нарезать как правую, так и левую резьбу.
 С помощью одной пластины и державки можно нарезать заданную резьбу разных диаметров (внешнего и внутреннего). Большинство пластин двусторонние, с двумя режущими кромками. Увеличенный срок службы инструмента благодаря специальному процессу многослойного покрытия.
С помощью одной пластины и державки можно нарезать заданную резьбу разных диаметров (внешнего и внутреннего). Большинство пластин двусторонние, с двумя режущими кромками. Увеличенный срок службы инструмента благодаря специальному процессу многослойного покрытия. - SRH – Резьба для спиральных фрез – Державки со спиральными канавками вмещают от 1 до 9 пластин при сравнительно небольшом диаметре резания. Уникальный метод зажима обеспечивает оптимальную индексируемость. Это марка общего назначения, которую можно использовать со всеми материалами.
- D Резьба – Сверхдлинный вылет – Повышенная производительность благодаря державкам с несколькими пластинами. Неполный профиль, стандартные или U-образные пластины для широкого диапазона резьб. Пластины с тремя режущими кромками снижают затраты на инструмент. Низкое сопротивление резанию благодаря одноточечным пластинам.
- Вихревая резьба – Вихревая резьба — это быстрый и точный способ нарезания резьбы на длинных деталях малого диаметра из экзотических материалов, таких как титан, нержавеющая сталь и инконель.
 Вращающиеся вставки и держатели позволяют производить широкий спектр медицинских деталей, таких как зубные имплантаты и костные винты.
Вращающиеся вставки и держатели позволяют производить широкий спектр медицинских деталей, таких как зубные имплантаты и костные винты. - Bright – обеспечивает гладкую полированную поверхность инструмента. Это увеличивает сход стружки в более мягких материалах, таких как алюминий.
- Нитрид титана (TiN) — это многоцелевое покрытие, которое увеличивает сход стружки в более мягких материалах. Термостойкость и твердость позволяют инструменту работать на более высоких скоростях, чем инструменты без покрытия.
- Карбонитрид титана (TiCN) — более твердый и износостойкий, чем TiN. Используется для нержавеющих сталей, чугуна и алюминиевых сплавов.
- Нитрид алюминия и хрома (AlCrN) – обладает более высокой термостойкостью, чем AlTiN. Он обычно используется для обработки авиационных и аэрокосмических материалов, никелевых сплавов, нержавеющей стали, титана, чугуна и углеродистой стали.
- TiCN PLUS Углерод-нитрид титана (TiCN) плюс нитрид титана (TiN) — это универсальное покрытие, предназначенное для увеличения срока службы инструмента в два-четыре раза по сравнению с инструментами с покрытием TiN.
 Термостойкость и твердость позволяют инструменту работать на более высоких скоростях, чем инструменты без покрытия.
Термостойкость и твердость позволяют инструменту работать на более высоких скоростях, чем инструменты без покрытия.
Большинство операторов фрезерных станков с ЧПУ будут иметь разные мнения о предпочтительном типе режущего инструмента для конкретного применения, основанные исключительно на прошлом опыте, потому что естественно повторять стратегии, которые оказались успешными. в прошлом. Однако более взвешенное решение может привести к еще лучшим результатам. Компания Walter Tools сняла потрясающее видео, объясняющее это.
Подводя итог, можно сказать, что оба типа очень эффективны. Однако все упирается в работу, которую вы выполняете. Есть так много факторов, влияющих на выбор идеального инструмента. Диаметр отверстия, материал заготовки, объем работы, количество витков, экономическая эффективность, время цикла смены инструмента и многое другое. Если вам нужна помощь, позвоните нам сегодня и поговорите с нашим техническим специалистом! 9
Резьбофрезерование и нарезание резьбы – в чем разница между резьбофрезерованием и нарезанием резьбы? Какой процесс выбрать по сравнению с нарезанием резьбы?
- Нарезание резьбы обычно используется для нарезания резьбы в небольших отверстиях после сверления, в то время как резьбофрезерование обычно используется для нарезания резьбы в больших отверстиях.

- Нарезание резьбы использует инструмент того же размера, что и резьба, заставляя стружку эвакуироваться через резьбу, в то время как для резьбофрезерования используется инструмент меньшего размера, чем резьба, поэтому резьбофрезерование обеспечивает лучшее качество резьбы, чем нарезание резьбы.
- Нарезание резьбы может выполняться вручную или машинным способом. Для резьбофрезерования обычно требуются станки с ЧПУ как минимум с тремя осями для винтовой интерполяции.
- Фрезерование резьбы требует меньших сил резания, чем нарезание резьбы.
- В процессе резьбофрезерования нет необходимости иметь правильный размер отверстия, при резьбофрезеровании можно использовать один инструмент, чтобы сделать широкий диапазон размеров отверстий. В то время как для нарезания резьбы требуется метчик разного размера для каждого размера отверстия, в которое необходимо нарезать резьбу.
- Резьбофрезерование позволяет легко нарезать трубную резьбу, не создавая неприятной волокнистой стружки, возникающей в процессе нарезания резьбы.

- Фрезерование резьбы может обеспечить более высокое качество резьбы и более гладкую поверхность, чем нарезание резьбы
- Фрезерование резьбы дает пользователю возможность создавать нестандартную резьбу, в то время как нестандартные метчики могут быть очень дорогими и требовать длительного времени изготовления.
- Нарезание резьбы не позволяет регулировать посадку резьбы. После того, как отверстие нарезано, фиксируются размер и положение резьбы. В то время как резьбофрезерование может контролировать посадку. Оператор станка имеет возможность регулировать размер резьбы, используя стратегию, аналогичную использованию концевой фрезы, а не сверла для проделывания отверстия.
Качественный и подходящий инструмент для резьбофрезы необходим для предотвращения сбоев и проблем во время процесса. Вы можете выбрать некоторых квалифицированных производителей инструментов и сравнить их преимущества и недостатки. , и выберите тот, который ближе всего к вашему запросу. Перед этим вам необходимо освоить типы резьбовых фрез (резьбовые фрезы со спиральными канавками, резьбовые фрезы с прямыми канавками, резьбовые фрезы с одним профилем, резьбовые фрезы со сменными пластинами, цельные твердосплавные резьбовые фрезы и т. д.) и технические характеристики этих резьбовых фрез (одиночные form, Tri-form и Multi-form), например, диаметры.
, и выберите тот, который ближе всего к вашему запросу. Перед этим вам необходимо освоить типы резьбовых фрез (резьбовые фрезы со спиральными канавками, резьбовые фрезы с прямыми канавками, резьбовые фрезы с одним профилем, резьбовые фрезы со сменными пластинами, цельные твердосплавные резьбовые фрезы и т. д.) и технические характеристики этих резьбовых фрез (одиночные form, Tri-form и Multi-form), например, диаметры.
2. Выполнение нескольких радиальных проходов
Разделение резьбофрезерования на несколько радиальных проходов позволяет добиться более высокого качества, улучшить допуск резьбы, обеспечить безопасность и избежать поломки инструмента при работе с труднообрабатываемыми материалами, а также сделать его подходящим для сложных условий, таких как длинные вылеты и нестабильные условия.
3. Выберите стратегию ломки и удаления стружки
Примените надлежащий инструмент или стратегию для своевременного ломки и удаления стружки, можно рассмотреть СОЖ и смазку, избежать повторного нарезания стружки, сэкономить время и гарантировать допуск резьбы.