Гнутье профиля алюминиевого – Гибка алюминиевого профиля – современные способы и технологии
alexxlab | 17.08.2020 | 0 | Разное
Гибка алюминиевого профиля от Алюминиевого цеха №1
Гибка оконных систем
Работа на трехвалковом профилегибочном станке позволяет выполнять гибку рам, импостов, створок из алюминиевых профилей по радиусу как холодной так и теплой серии.Гибка алюминиевых профилей оконных и дверных систем для изготовления рамных и витражных конструкций, а также для входных групп и внутренних, наружных дверей.
• Направления гибки
• Гибка по радиусу рамы
• Гибка по радиусу импоста
• Гибка по радиусу створки
• Гибка по радиусу шпатика
Гибка стоечно-ригельных систем
На нашем трехвалковом профилегибочном станке мы производим гибку стоечно-ригельных систем из алюминиевого профиля c радиусом гибки как постоянным, так и переменный. Данный тип систем является самым распространенным среди всех фасадных систем остекления, это cтойки, ригели, декоративные крышки, прижимыГибка стоек, ригелей, декоративных крышек, прижимов осуществляется в любом направлении.
Гибка для противопожарных систем
Гибка стальных профилей для противопожарных систем применяется при изготовлении оконных и дверных конструкций, когда необходимо обеспечить огнестойкость помещения.Наше оборудование и опыт работы позволяет осуществлять гибку для противопожарных систем согласно всем противопожарным требованиям.
• Направления гибки
• Гибка по радиусу рамы
• Гибка по радиусу импоста
• Гибка по радиусу створки
• Гибка по радиусу шпатика
Гибка специальных профилей
Обладая высокотехнологичным гибочным оборудованием и командой опытных специалистов, мы предлагаем своим заказчикам услуги по вальцовке металлопроката по радиусу различной сложности и геометрии.Обратившись к нам за гибкой нестандартных профилей индивидуального сечения вы получите гарантированно высокий результат.
Гибка каркаса для натяжных потолков
Изготовление каркаса для натяжных потолков — одна из востребованных услуг по гибке алюминиевого профиля. Мы работаем с профилями предназначенными для крепления натяжного потолка, как европейских так и отечественных производителей.
Гибка по чертежам заказчика
Работа с профилями нестандартного сечения требует проектирования и производства индивидуальной технологической цепи. Наш опыт работ дает как правило положительный результат.
МЫ ПРЕДЛАГАЕМ УСЛУГИ ПО ГИБКЕ АЛЮМИНИЕВОГО ПРОФИЛЯ
alumceh.ru
Отраслевая энциклопедия. Окна, двери, мебель
Арочные конструкции в архитектуре
А́РКА (французское «arc», итальянское «агсо» произошло от латинского «arcus» – «дуга, изгиб») – тип архитектурной конструкции, которая выполняет дугообразное перекрытие проема – пространства между двумя опорами. Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации арка стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков – возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Оборудование для гибки алюминиевого профиля
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля. Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости. По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки – ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу – см. рис. 1. Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.

Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
На рис. 2 изображен профилегибочный станок с вертикальным расположением роликов. Вертикально перемещающийся ролик, задающий радиус гибки, имеет гидравлический привод. Изменяя расстояние между нижними роликами, оператор может работать как со сложным (оконным) профилем (максимально раздвинутое положение роликов), так и с металлическим профилем (среднее положение роликов) и прокатом (ближнее положение роликов). При этом автоматически пересчитываются радиусы гибки и гибочные ролики перемещаются в нужные положения.

Рис. 2
На изображенном на рис. 3 профилегибочном станке с горизонтальным расположением роликов три ролика имеют свой собственный привод, поэтому на станке можно без труда гнуть профили большого сечения. Размеры роликов позволяют подвергать высокоточному изгибу профили высотой до 300 мм. Гидравлический привод управляется через электроклапаны, цифровое табло указывает величину подачи с точностью до 0,1 мм.

Рис. 3
Большинство современных профилегибов оснащены программным управлением, которое представляет собой передвижной пульт управления со встроенным промышленным ПК и сенсорным дисплеем. Программное управление позволяет быстро и комфортно программировать операции на станке. Возможности программного обеспечения позволяют производить гибку по нескольким радиусам, осуществляя, в случае необходимости, плавный переход от дуги с заданным радиусом к прямой линии, или аппроксимировать эллипс. Графическое представление обрабатываемой заготовки позволяет визуально контролировать программируемые параметры.
Сменные ролики
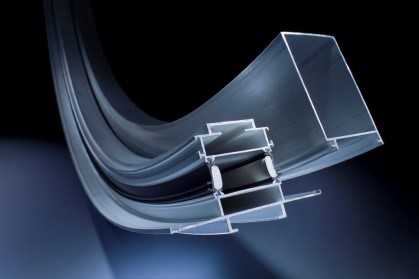
Непосредственное воздействие на алюминиевый профиль в процессе гибки осуществляют ролики, которые изготавливают из стали или из высокопрочных полимеров (полиамид 6, полиэтилен, полиацеталь, капролон) – см. рис. 4.

Рис. 4
Ролики из стали имеют больший срок службы, но и применяют их в основном для гибки неокрашенного профиля. Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами. Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили. Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали.
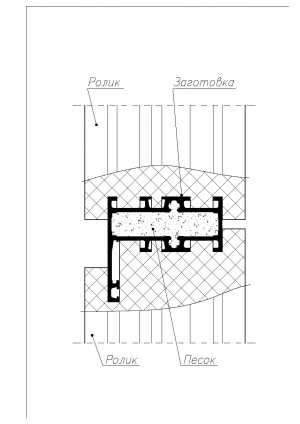
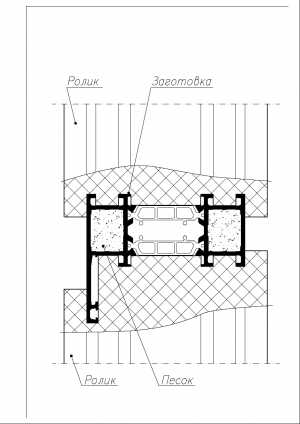
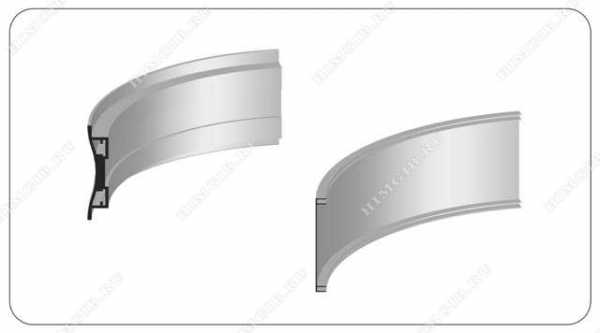
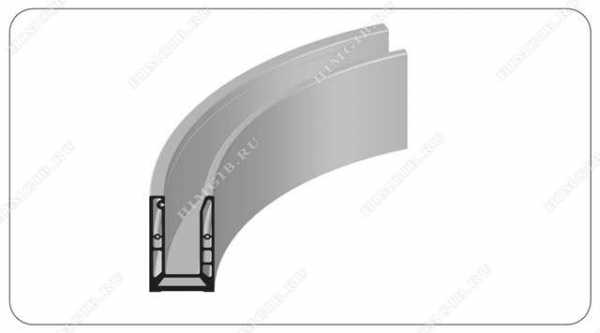
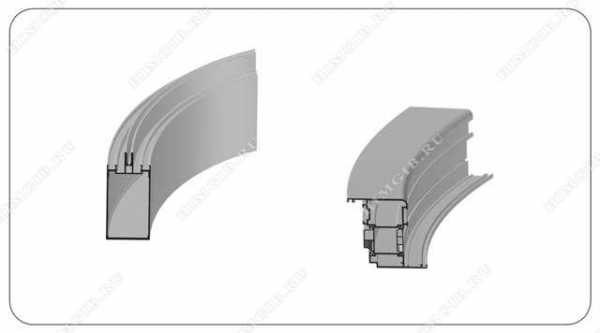
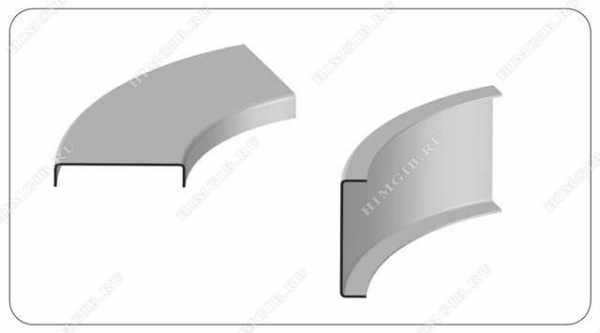
Общий вид алюминиевых профилей оконных серий и применяемые для их гибки ролики изображены на рис. 5-6. На рис. 5 показан однокамерный профиль оконной серии S50 без терморазрыва. На рис. 6 показан комбинированный профиль оконной серии S70 с терморазрывом. В обоих случаях помимо самого профиля рамы или створки необходимо гнуть еще и профиль штапика.
Для фасадной серии один и тот же профиль может быть изогнут в двух плоскостях, для чего изготавливаются разные ролики.
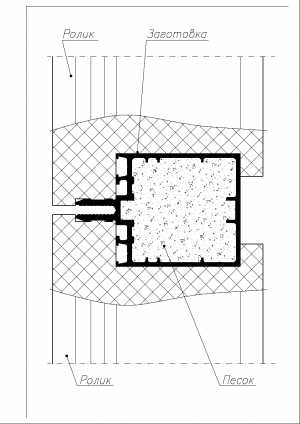
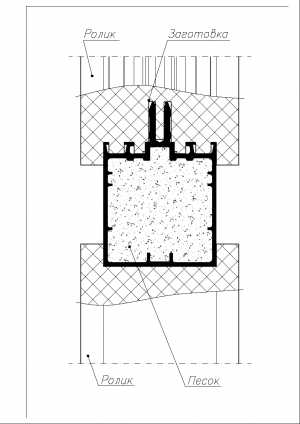
На рис. 7 показан профиль ригеля фасадной серии F50. На рис. 8 показан профиль стойки фасадной серии F50.
Подготовка профиля
Подготовка профиля к гибке зависит от его длины заготовки и занимает в среднем от 15 до 20 минут, а сам процесс гибки занимает 7 – 8 минут. В начале производят разметку заготовки профиля с учетом технологических отрезков. Во избежание в процессе гибки сплющивания стенок профиля, появления трещин и помятостей камеры профиля плотно набивают кварцевым песком. Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки. Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно. Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля – все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля – сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Вклад участника:
Бирюков Игорь
www.wikipro.ru
Гибка алюминиевых профилей и труб
Гибка алюминиевой полосы

Гибка алюминиевой трубы (круглого сечения)
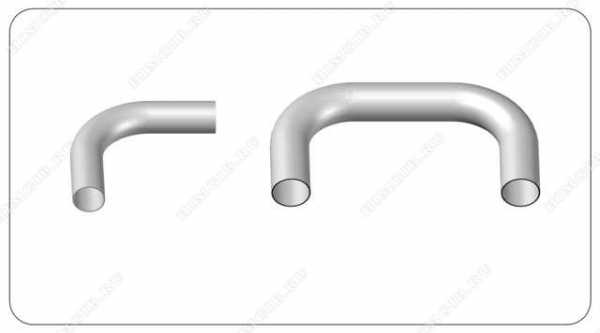
Гибка отводов из алюминиевой трубы (круглого сечения)

Гибка полнотелого алюминиевого профиля (квадратного, прямоугольного и круглого сечения)
Гибка алюминиевого швеллер
Гибка алюминиевого уголка
Гибка алюминиевого профиля для рекламных коробов

Гибка алюминиевого профиля нестандартного сечения

Гибка алюминиевого профиля (накладок) для деревянных окон

Гибка алюминиевого профиля для светильников
Гибка алюминиевого профиля для перил
Гибка алюминиевого бокса (квадратного и прямоугольного сечения)
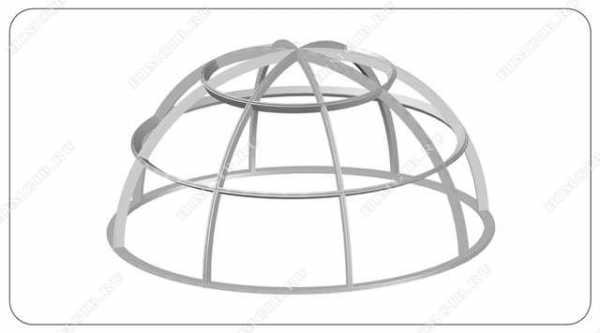
Гибка алюминиевого фасадного профиля для сферических кровельных светопрозрачных конструкций
Гибка алюминиевого оконного, дверного и фасадного профиля для остекления
Гибка алюминиевого П–образного профиля
himgib.ru
Гибка алюминиевого оконного, дверного и фасадного профиля для остекления
На нашем трехвалковом профилегибочном станке мы производим гибку оконных, дверных и стоечно-ригельных систем алюминиевых профилей. Радиус гибки оконных, дверных и стоечно-ригельных алюминиевых систем профилей может быть как постоянный, так и переменный. Данные системы профилей применяются в том числе и для производства алюминиевых окон и витражей, дверей и входных групп из алюминиевых профилей, а также при остеклении зданий и сооружений стоечно-ригельной системы алюминиевых профилей.
Фирмы производители данных алюминиевых профильных систем компании: АЛЮТЕХ, ТАТПРОФ, SCHUCO, REYNAERS, СИАЛ, АГРИСОВГАЗ, РЕАЛИТ, NEWTEC.
Сборочный разрез конструкций с гнутыми алюминиевыми профилями для установки и остекления АРОЧНЫХ проемов:
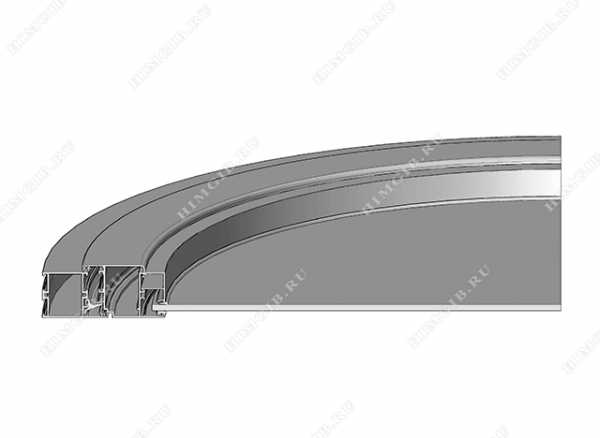
Рис 1.1 Оконная конструкция с профилями без терморазрыва (холодная серия) под арочное стекло или стеклопакет
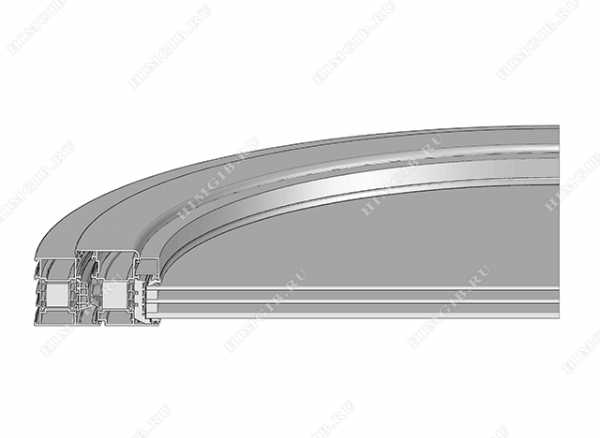
Рис 1.2 Оконная конструкция с профилями с терморазрывом (теплая серия) под арочный стеклопакет
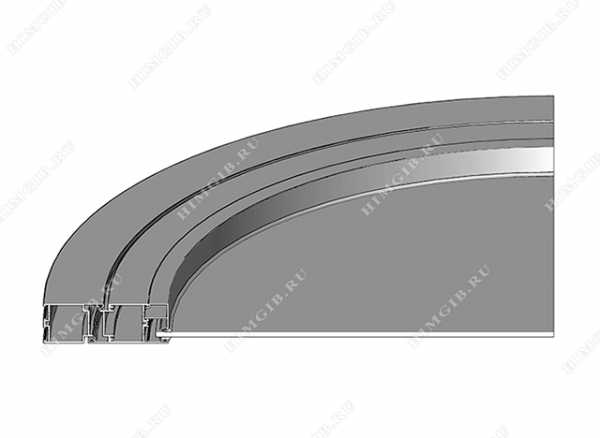
Рис 2.1 Дверная конструкция с профилями без терморазрыва (холодная серия) под арочное стекло или стеклопакет
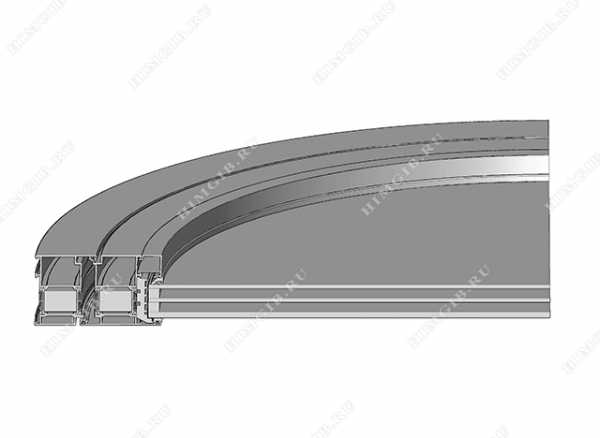
Рис 2.2 Дверная конструкция с профилями с терморазрыва (теплая серия) под арочный стеклопакет

Рис. 3.1 Конструкция с гнутым ригелем под арочный стеклопакет
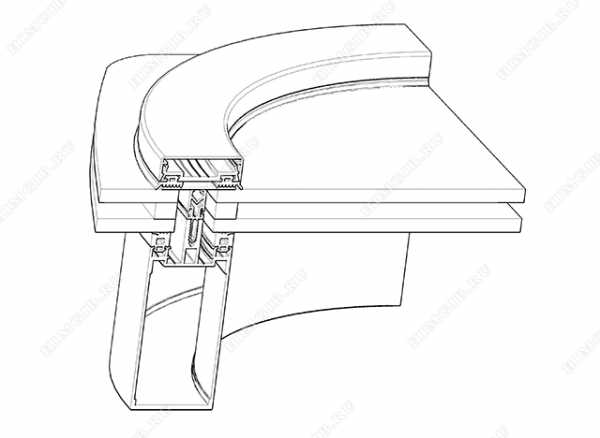
Рис. 3.2 Конструкция с гнутой стойкой под арочный стеклопакет
Сборочный разрез конструкций с гнутыми алюминиевыми профилями для установки и остекления проемов с МАЛИРОВАННЫМ (вогнутым или выпуклым) стеклом или стеклопакетом:
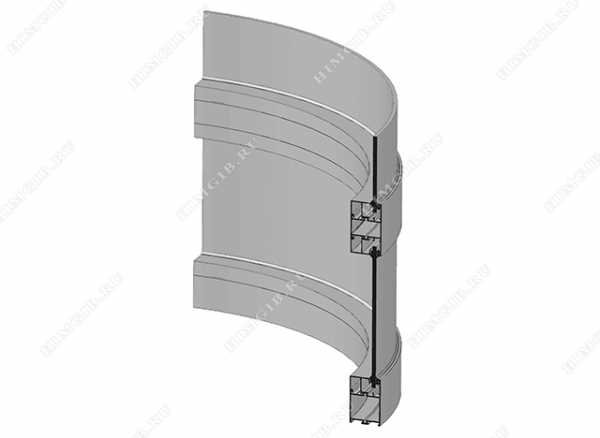
Рис. 4.1 Оконные конструкции профилями без терморазрыва (холодная серия)
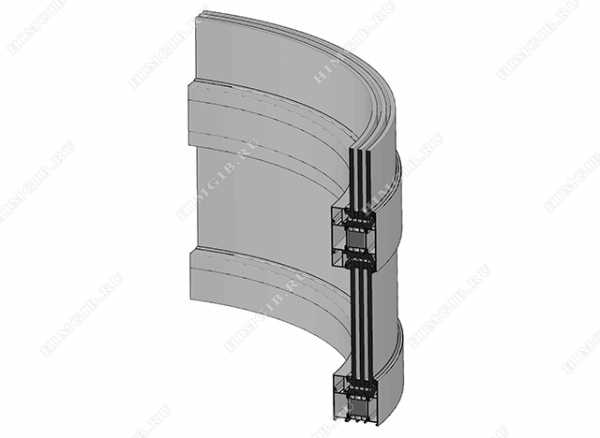
Рис. 4.2 Оконная конструкция с профилями с терморазрывом (теплая серия)
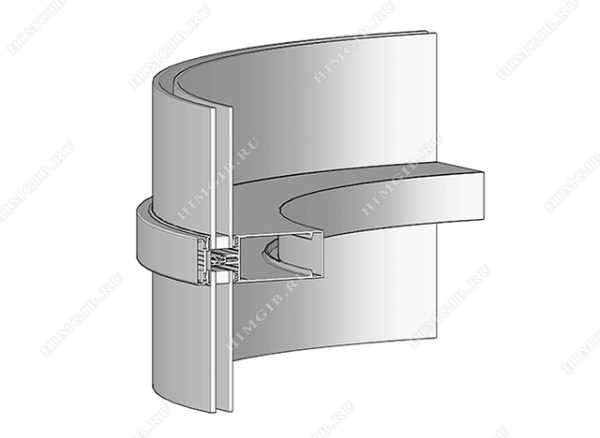
Рис. 5 Конструкция с гнутым ригелем под малированный (гнутый) стеклопакет
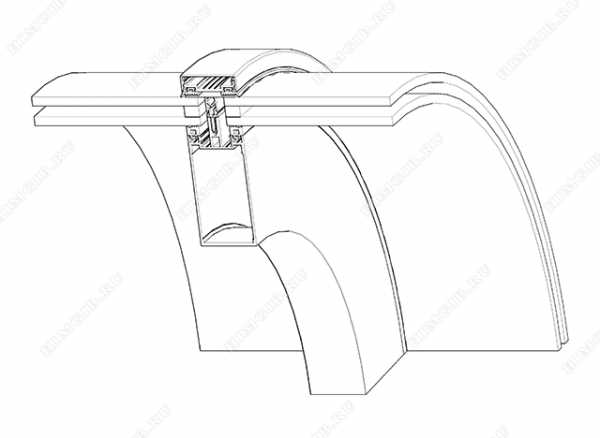
Рис. 6 Конструкция с гнутой стойкой под малированный (гнутый) стеклопакет
Варианты гибки оконных, дверных и стоечно-ригельных систем алюминиевых профилей:
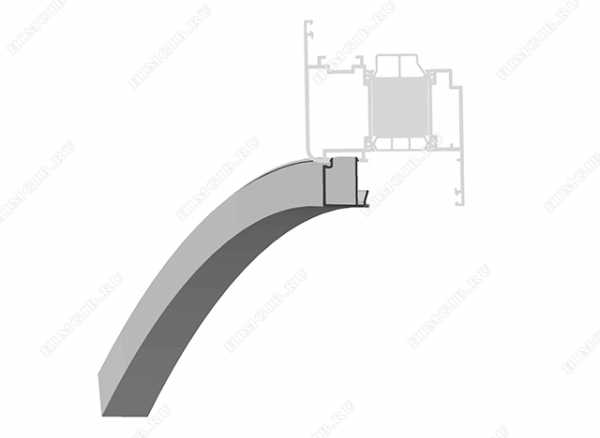
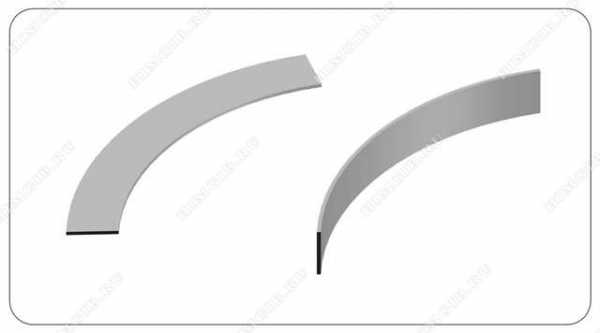
Рис. 7 Гибка штапика по радиусу
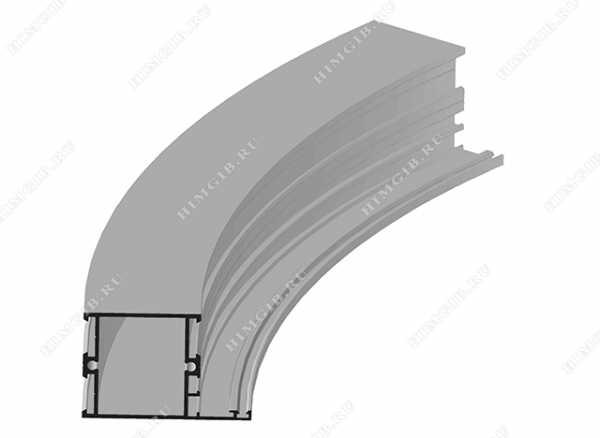
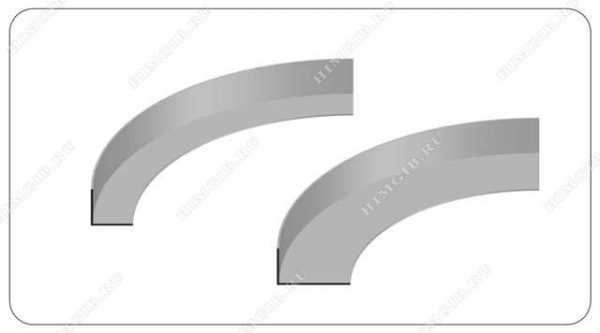
Рис. 8 Гибка оконной рамыбез термовставки по радиусу под арочную конструкцию
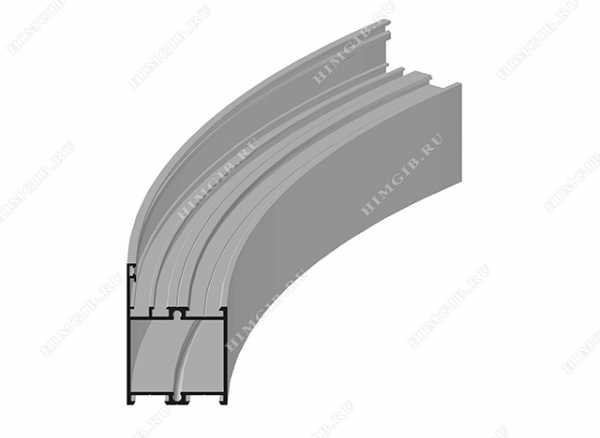
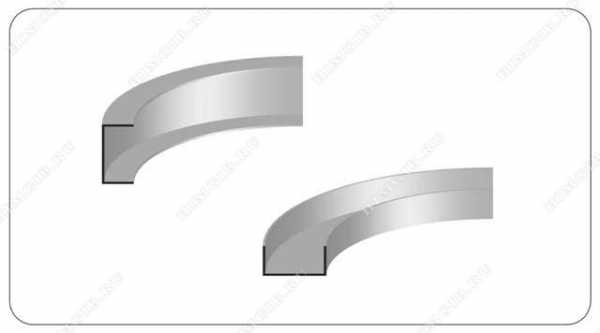
Рис. 9 Гибка оконной рамы без термовставки под конструкцию с малированным стеклом
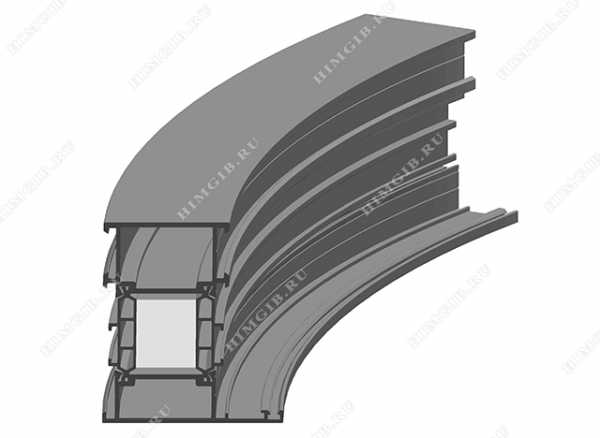
Рис. 10 Гибка оконной рамы с термовставкой по радиусу под арочную конструкцию

Рис. 11 Гибка оконной рамы с термовставкой по радиусу под конструкцию с малированным стеклом
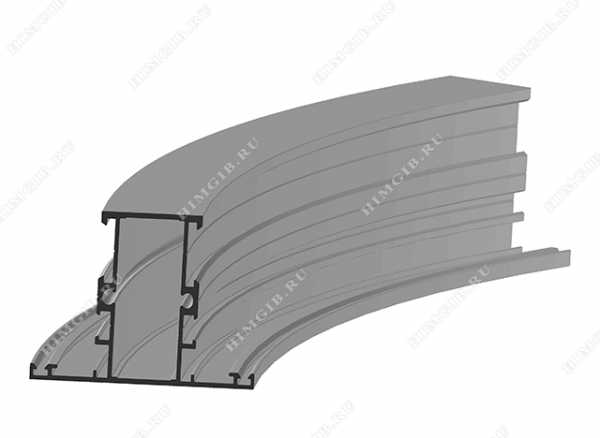
Рис. 12 Гибка оконного импоста без термовставки по радиусу под арочную конструкцию
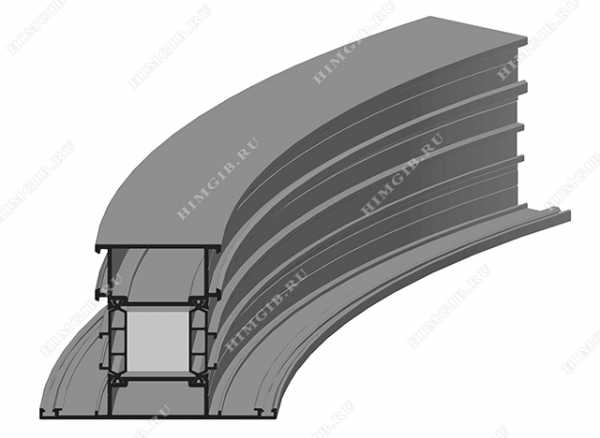
Рис. 13 Гибка оконного импоста с термовставкой по радиусу под арочную конструкцию
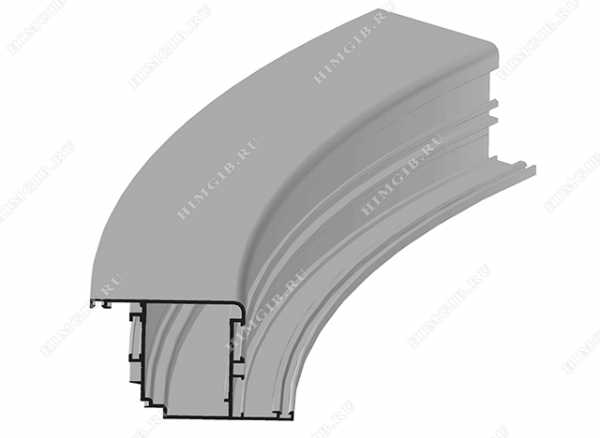
Рис. 14 Гибка оконной створки без термовставки по радиусу под арочную конструкцию
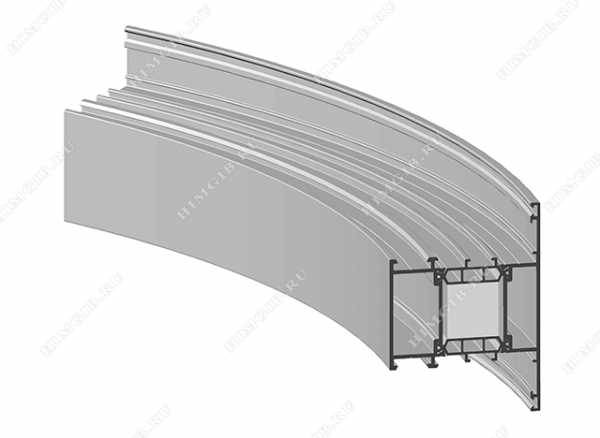
Рис. 15 Гибка оконного импоста с термовставкой по радиусу под конструкцию с малированным стеклом

Рис. 16 Гибка оконного импоста без термовставки под конструкцию с малированным стеклом

Рис. 17 Гибка оконной створки с термовставкой по радиусу под арочную конструкцию
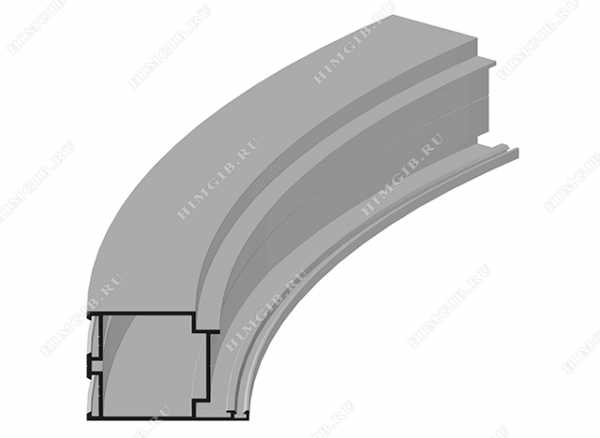
Рис. 18 Гибка дверной рамы без термовставки по радиусу под арочную конструкцию
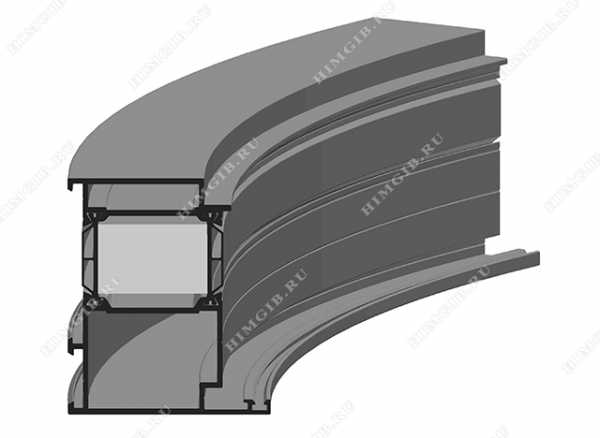
Рис. 19 Гибка дверной рамы с термовставкой по радиусу под арочную конструкцию
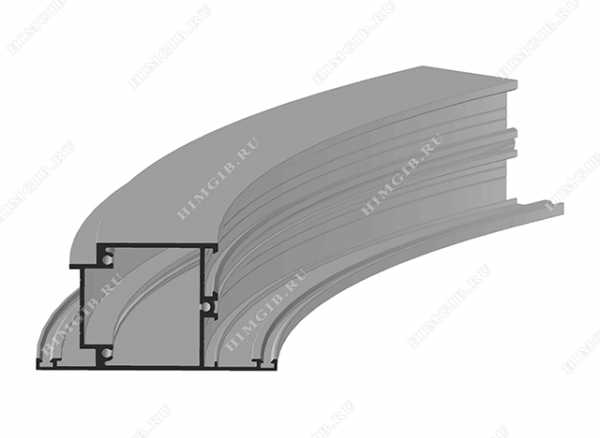
Рис. 20 Гибка дверной створки без термовставки по радиусу под арочную конструкцию
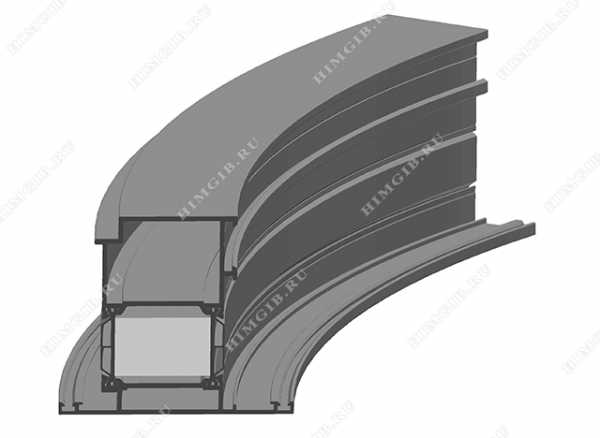
Рис. 21 Гибка дверной створки с термовставкой по радиусу под арочную конструкцию
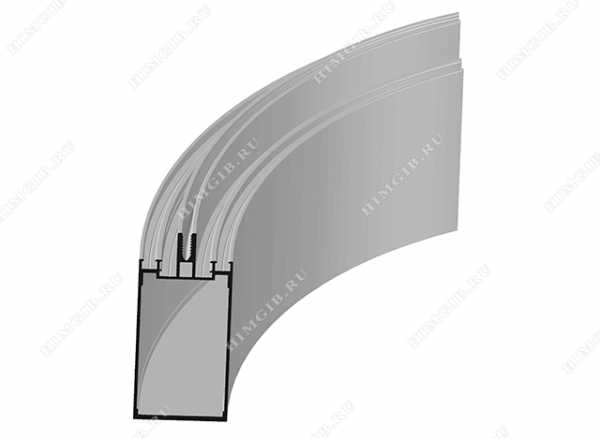
Рис. 22 Гибка стойки по радиусу под арочную конструкцию

Рис. 23 Гибка стойки по радиусу под конструкцию с малированным стеклом
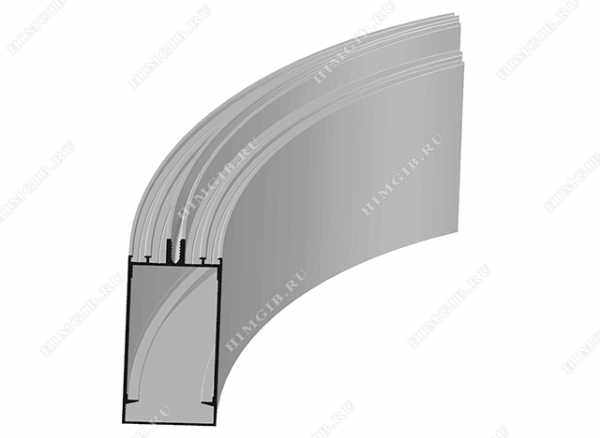
Рис. 24 Гибка ригеля по радиусу под арочную конструкцию
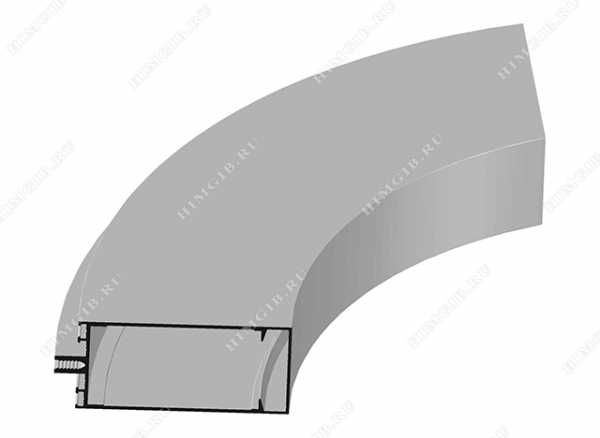
Рис. 25.1 Гибка ригеля по радиусу под конструкцию с малированным стеклом
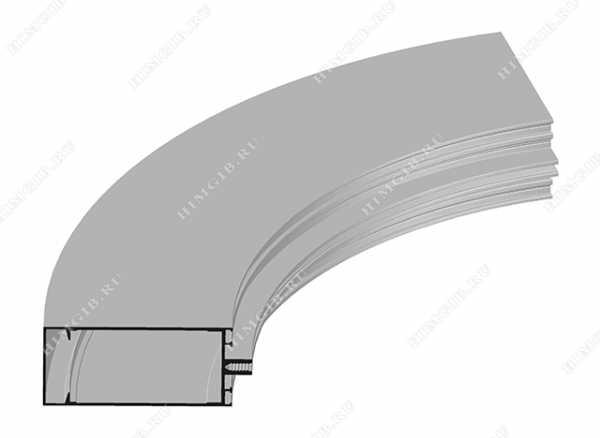
Рис. 25.2 Гибка ригеля по радиусу под конструкцию с малированным стеклом
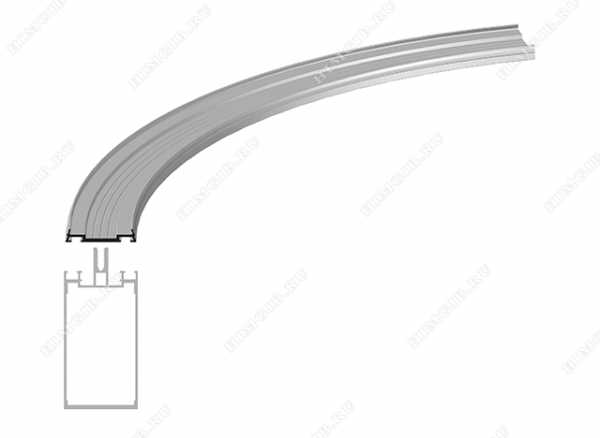
Рис. 26 Гибка прижимной планки по радиусу под арочную конструкцию
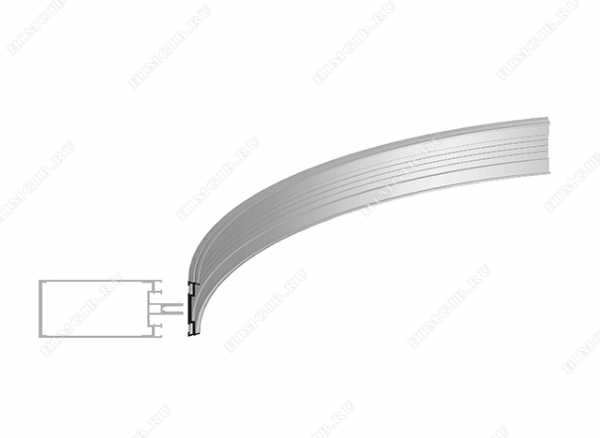
Рис. 27.1 Гибка прижимной планки под конструкцию с малированным стеклом
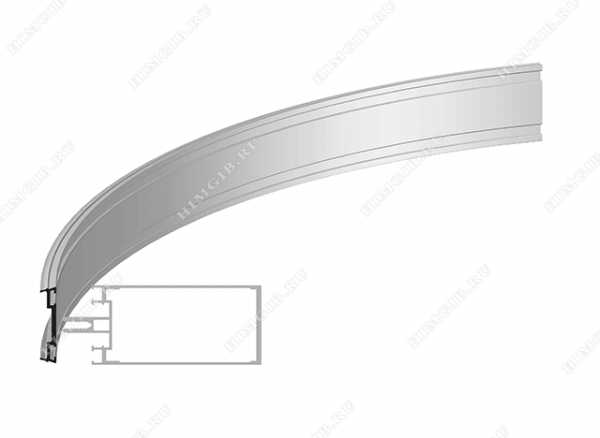
Рис. 27.2 Гибка прижимной планки под конструкцию с малированным стеклом
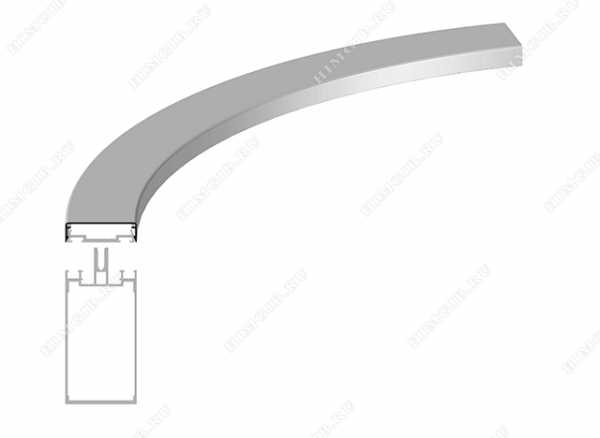
Рис. 28 Гибка декоративной крышки по радиусу под арочную конструкцию
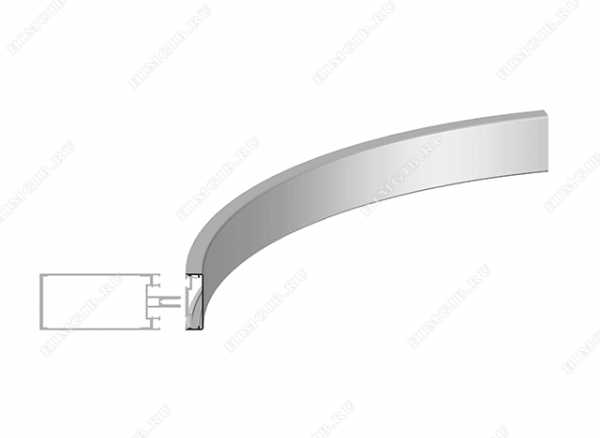
Рис. 29.1 Гибка декоративной крышки по радиусу под конструкцию с малированным стеклом
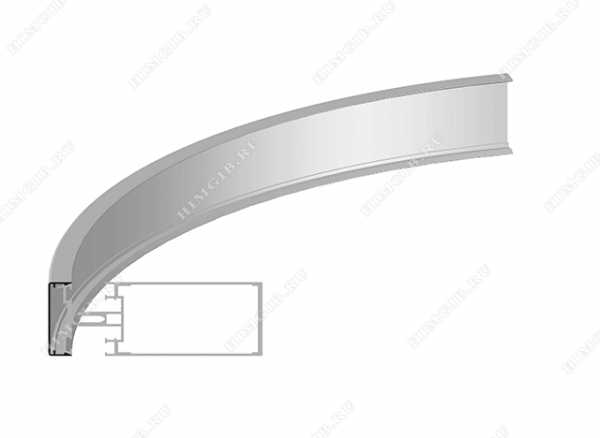
Рис. 29.2 Гибка декоративной крышки по радиусу под конструкцию с малированным стеклом
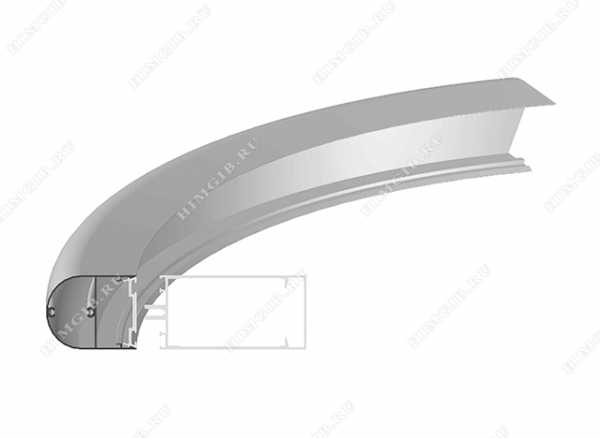
Рис. 29.3 Гибка декоративной крышки по радиусу под конструкцию с малированным стеклом
Параметры технологических возможностей нашего оборудования:
Гибка на трехвалковом профилегибочном станке – позволяет нам гнуть оконные, дверные и стоечно-ригельные систем алюминиевых профилей по радиусу холодной (без термовставки) и теплой (с термовставкой) серии.
В техническом разделе указан перечень оснастки и минимальные радиуса для некоторых наиболее часто запрашиваемых на гибку профилей.
himgib.ru
Гибка алюминиевого профиля по выгодным ценам в Москве
 «Компанией Стимул К» выполняется гибка алюминиевого профиля с приданием заготовкам необходимой формы, размеров. Производится профессиональная настройка профилегибочного оборудования с учётом толщины стенок, последующих сроков хранения, геометрических характеристик. Минимальный радиус определяют с учётом ширины, обеспечивая постоянное сечение. Гарантируется отсутствие гофры со стороны внутренней кромки. Лицевые стенки находятся параллельно друг другу, а пазы не деформируются, идеально подходя для монтажа уплотнителей, штапиков.
«Компанией Стимул К» выполняется гибка алюминиевого профиля с приданием заготовкам необходимой формы, размеров. Производится профессиональная настройка профилегибочного оборудования с учётом толщины стенок, последующих сроков хранения, геометрических характеристик. Минимальный радиус определяют с учётом ширины, обеспечивая постоянное сечение. Гарантируется отсутствие гофры со стороны внутренней кромки. Лицевые стенки находятся параллельно друг другу, а пазы не деформируются, идеально подходя для монтажа уплотнителей, штапиков.
Почему стоит заказывать услугу у нас
Выгодные цены
Индивидуальный подход
Быстрая доставка
Предлагаем заказать гибку алюминиевого профиля в Москве на выгодных условиях, воспользовавшись преимуществами «Компании Стимул К»:
- высокое качество конечного продукта – возможна, гибка по радиусу 150 – 175 мм при ширине заготовки 45 – 50 мм;
- соблюдение технологического процесса – исключается скручивание профиля за счёт обеспечения свободного скольжения заготовки по полкам станка;
- обрабатываемая заготовка имеет идеальные внешние характеристики – задиры, царапины исключены благодаря идеально чистой поверхности роликов;
- обработка неокрашенного алюминиевого профиля осуществляется без формирования царапин – частицы окиси, оторвавшиеся от плакирующего элемента, не будут размазываться по поверхности, портя внешний вид благодаря своевременной протирке роликов для удаления накопившейся грязи;
- выполняется гибка алюминиевого крашенного профиля с гарантией качества.
Проводится обработка профиля для металлических строительных конструкций, торгового оборудования, рекламных носителей, душевых кабин, фасадных, дверных, оконных конструкций. Используемое оборудование позволяет выполнять все виды технологических операций. Наличие собственного привода позволяет гнуть заготовки со значительным сечением. Подвергаются высокоточному прогибу изделия большой высоты. Осуществляется обработка алюминиевого профиля по разным радиусам с плавным переходом от дуги к линии, аппроксимированному эллипсу.
Наши цены
Компанией выполняется гибка алюминиевого профиля по радиусу в Москве по оптимальным ценам. Стоимость услуги складывается из затрат, связанных с амортизацией оборудования, трудозатрат специалистов, расходов на энергоносители. Оптимизация цены достигается за счёт организации полноценного производственного цикла. Отсутствует необходимость выполнения определённых технологических процессов посредниками. Смазочные материалы для обслуживания станков закупаются на оптовых складах чуть дороже себестоимости.
Как сделать заказ
Предлагаем воспользоваться услугой по обработке заготовок, заказав обратный звонок. Менеджер детально объяснит порядок оформления заказа и проконсультирует бесплатно. Приветствуется обращение по любым вопросам в рабочие часы по номеру телефона: +7 (985) 906-16-34. Написать в любое время суток можно по электронной почте [email protected]. Обращайтесь в удобное время любым способом для получения объективной информации.
Оформить заказПоля, отмеченные * обязательны для заполнения.
profilxxivek.ru
Техническая информация | ПК Радиус
Что такое гибка
Как указано в толковых словарях и энциклопедиях, гибка – это придание чему либо изогнутой формы. В нашем случае под гибкой понимают слесарную операцию изгибания заготовок из профильных материалов. Под действием изгибающего момента заготовка деформируется, наружные слои её растягиваются, внутренние — сжимаются.
Мы осуществляем гибку с помощью трёх-вальцовых машин производства швейцарской компании Profilbiegetechnic AG, являющейся общепризнанным мировым лидером в производстве гибочных машин.
Процесс гибки
Осуществляется гибка следующим образом.
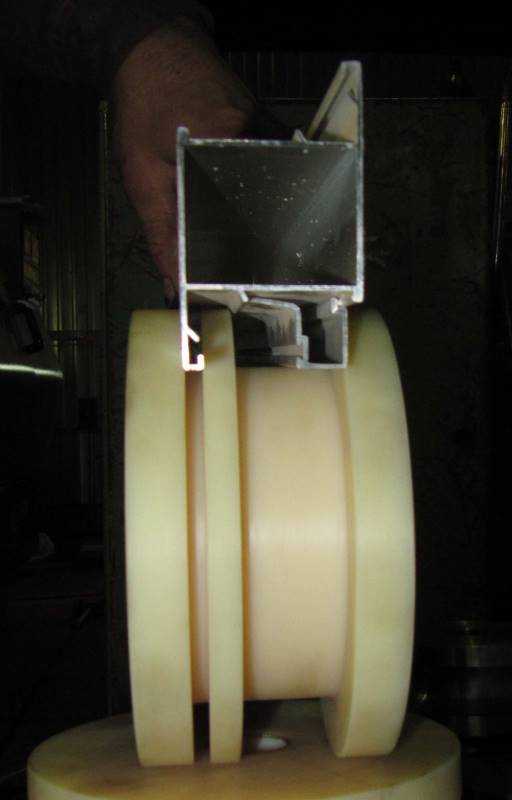
Во избежании схлопывания, камеры профилей заполняются специальным песком, его утрамбовывают, затем профиль вставляется в вальцы между двумя фронтальными и одним центральным. Вальцы синхронизированы и вращаются все в одну строну, пока профиль не прокатается по всей длине заготовки, затем в другую сторону. Одна прокатка профиля называется одним проходом. С каждым проходом центральный валец приближается к фронтальным, за счёт этого и возникает изгибающий момент. Усилие во время гибки может достигать 30 тонн. Вальцы изготавливаются для каждого типа профиля. Количество проходов задается оператором станка и корректируется в процессе гибки в зависимости от требуемого радиуса и других поставленных задач.
Что такое технологический припуск
Посадочный диаметр вальцов составляет 105 мм, диаметр давящей поверхности – 130/140 мм. Внешний диаметр вальцов может достигать 160/220 мм. Как показал опыт, такие параметры вальцов являются оптимальными для радиусной гибки как системных профилей из алюминия, так и профилей из стали. Из-за внешних размеров вальцов и образуется технологический припуск. Т.к. центральный валец давит посередине фронтальных, а профиль зажат в них, изгибающий момент возникает на некотором расстоянии от края профиля. Поэтому согнутый профиль имеет прямые, не согнутые края. В среднем технологический припуск составляет по 300 мм с каждой стороны или 600 мм в заготовке. Он зависит, также, от размеров сечения профиля и может достигать 1000 мм в заготовке.
Что такое вывод прямых частей
Иногда стоит задача осуществить плавный переход от радиуса к прямой части. Задача осложняется тем, что в процессе гибки профиль всегда деформируется и излишний материал сгоняется к краям, поэтому на прямой части, в точке перехода, часто появляется утолщение, видное невооруженным глазом. Для того чтобы устранить это утолщение существует специальная операция раскатки, которая позволяет осуществить плавный переход от дуги к прямой. При проектировании таких деталей, следует учесть, что вывод прямой части возможен только по касательной к дуге (значит радиус, проведённый в точке перехода перпендикулярен к прямому выводу).
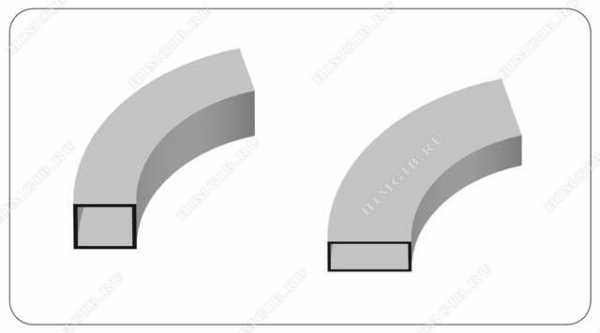
Какие различаются направления гибки
Если начертить сечение профиля, например ригеля, и провести оси X и Y, то при гибке для плоского (арочного) остекления радиус гибки будет направлен на боковую стенку (Rx), – это гибка по оси X; а при гибке для молированого (гнутого) остекления направление радиуса гибки будет на торец профиля (Ry). Это два наиболее распространённых направления гибки. При остеклении куполов иногда возникает потребность согнуть ригель, который лежит в горизонтальной плоскости, но повёрнут к ней под углом, радиус гибки тогда будет направлен между осями X и Y (Rxy), такая гибка называется двухплоскостной. Наша компания ещё в 2006 году разработала собственную технологию двухплоскостной гибки, и пока единственная в РФ предлагает такую услугу.
В 2015 году возникла задача согнуть арку из фасадного профиля на радиусной стене. Наша компания, также, первая в РФ успешно справилась с этой задачей. Т.к. в результате гибки получается пространственная кривая, такую гибку мы назвали (X,Y,Z).
Типы арок:- простая арка с одним радиусом;
- арка с несколькими радиусами на одной заготовке.
Как измеряется и контролируется радиус гибки
Радиус гибки можно измерять механическим и электронным способом. Механический способ считается более надёжным, но и более длительным. При применении механического способа измерения применяется принцип, описанный в разделе “Гибочный калькулятор”, т.е. по двум параметрам: H (хорда) и h (высота хорды). Роль хорды играет обычно специально изготовленная мерная линейка, а высоту хорды можно измерять штангель-циркулем.
С какой точностью производится гибка
Точность гибки зависит от применяемых инструментов, качества профиля и от других параметров, например, таких как длина дуги в соотношении с радиусом. К тому же, из-за некачественного материала, иногда наблюдается такой эффект, как дисперсия радиусов, т.е. разброс радиусов по всей длине. Это приводит к необходимости тщательного контроля габаритных размеров дуги. Идеального материала (профилей) не бывает, и радиус всегда измеряется с какой-то точностью, главное, чтобы эта точность удовлетворяла поставленным задачам. Для каждого задания по гибке можно посчитать свою точность измерения, т.е. пределы отклонений. Например, при механическом измерении, точность измерения штангель-циркулем – до 0,1 мм, для применяемой мерной линейки можно посчитать пределы отклонений. Они всегда получаются ниже необходимых для переработки профилей. При гибке фасадных профилей в направлении для молированого (гнутого) остекления, точность изготовления стеклопакетов всегда ниже, чем наша точность гибки, это показали наши проверки.
Какие ГОСТы существуют для гибки профилей
В настоящее время никаких ГОСТов по гибке не разработано.
pkradius.ru
Станок для гибки алюминиевого профиля: виды, конструкция, видео
Алюминиевый профиль широко используется при изготовлении шкафа купе и других конструкций. В процессе производства он поддается обработке. Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.
 Промышленный станок для гибки профиля из алюминия
Промышленный станок для гибки профиля из алюминияНазначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.

Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.

Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.
- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.
Несмотря на некоторые недостатки, ручные установки являются самым приемлемым вариантом для использования в домашних условиях.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Изготовление устройства своими руками
Если устройство будет использоваться для гибки заготовок различного размера, то стоит обратить внимание на профессиональные модели, которые обладают высокой функциональностью и продуктивностью. В остальных же случаях рационально использовать станок, изготовленный своими руками. Здесь речь идет о ручном оборудовании.
Перед тем как делать станок для гибки алюминиевого профиля купе своими руками, необходимо определить сечение деталей. Если диаметр заготовки составляет менее 2 см, то для изготовления понадобится бетонная плита. В ней делаются отверстия для металлических прутьев. Эти пруты и будут выполнять функцию тех самых роликов. Если же диаметр заготовки составляет 2 см и более, то станок для гибки своими руками имеет несколько сложную конструкцию.
В этом случае агрегат состоит из прочного основания, на котором закрепляют ролики. Боковые грани роликов имеют круглое сечение. Радиус грани идентичен диаметру детали, которая поддается изгибу. Она пропускается через ролики. Ее движение производится с помощью лебедки. После того как материал приобретет нужных изгибов, лебедка останавливается.
Сборка конструкции
Агрегат состоит из определенных узлов. Каждый узел изготовляется отдельно, после чего производится сборка конструкции. Прежде всего, выполняется сборка станины. Здесь используют верстак или обычный стол. Чтобы станок стоял прочно и надежно, для изготовления ножек рекомендуется использовать трубы установленного диаметра или швеллера. Скрепление деталей выполняется с помощью сварки или болтов.
На следующем этапе выполняется сборка транспортера. Узел состоит из двух роликов, которые располагаются напротив друг друга. Особое внимание здесь уделяют звездочкам цепной передачи. Они надежно закрепляются на валах. После этого выполняется установка натяжного механизма, в конструкции которого есть звездочка. С ее помощью выполняется регулирование натяжения цепи.
Немаловажным узлом является прижимной механизм. Для его изготовления используют обыкновенную струбцину. После того как все узлы и детали будут изготовлены, выполняется сборка агрегата. Здесь устройство для обработки алюминиевого профиля купе своими руками можно считать готовым. Чтобы в процессе изготовления агрегата своими руками не возникло проблем, необходимо в точности следовать чертежу. На окончательном этапе он проверяется в работе, что позволяет определить качество и точность сборки.
При выполнении работ на установке не стоит забывать о техники безопасности. Неаккуратные движения могут привести к возникновению опасных для здоровья и жизни человека ситуаций. Также это часто стает причиной повреждение деталей, которые поддаются прокату. В результате они получаются непригодными для дальнейшего использования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru