Гнутый стальной профиль: Купить стальной гнутый профиль | ООО “УМК”
alexxlab | 09.04.1990 | 0 | Разное
Профиль гнутый стальной замкнутый, профили ГОСТ 25577-83
Профиль гнутый замкнутый
| Наименование | Размер | Сталь | ГОСТ | Длина | Вес метра/кг | Цена с ндс тн. |
| Профиль гнутый замкнутый | 70х70х3,0 | 3сп | 30245-03 | 12 | 6,59 | 45 800 |
| 70х70х4,0 | 3сп | 30245-03 | 12 | 8,79 | 45 800 | |
| 70х70х4,0 | 09г2с | 30245-03 | 12 | 8,79 | 51 900 | |
| 70х70х5,0 | 3сп | 30245-03 | 12 | 10,99 | 48 400 | |
| 70х70х5,0 | 09г2с | 30245-03 | 12 | 10,99 | 52 400 | |
| 70х70х6,0 | 3сп | 30245-03 | 12 | 13,19 | 48 400 | |
| 70х70х6,0 | 09г2с | 30245-03 | 12 | 13,19 | 52 400 | |
| 80х40х2,0 | 3сп | 13663-86 | 6 | 49 400 | ||
| 80х40х2,0 | 10 | 13663-86 | 6 | 3,77 | 49800 | |
| 80х40х2,0 | 09г2с | 13663-86 | 6 | 3,77 | 48 600 | |
| 80х40х3,0 | 3сп | 13663-86 | 6 | 5,65 | 44 800 | |
| 80х40х3,0 | 10 | 13663-86 | 6 | 5,65 | 44 800 | |
| 80х40х3,0 | 09г2с | 13663-86 | 6 | 5,65 | 48 600 | |
| 80х40х4,0 | 3сп | 13663-86 | 12 | 7,54 | 44 800 | |
| 80х40х4,0 | 10 | 13663-86 | 6 | 7,54 | 44 800 | |
| 80х40х4,0 | 09г2с | 13663-86 | 6 | 7,54 | 48 600 | |
| 80х60х3,0 | 3сп | 13663-86 | 6 | 6,59 | 44 800 | |
| 80х60х4,0 | 3сп | 13663-86 | 6 | 8,79 | 44 800 | |
| 80х80х2,0 | 2пс | 8639-82 | 6 | 4,87 | 49 900 | |
| 80х80х3,0 | 3сп | 13663-86 | 12 | 7,54 | 44 800 | |
| 80х80х3,0 | 3сп | 13663-86 | 12 | 7,54 | 45200 | |
| Профиль гнутый замкнутый | 80х80х3,0 | 09г2с | 30245-03 | 12 | 7,54 | 47 000 |
| 80х80х3,0 | 09г2с | 30245-03 | 12 | 7,54 | 47 000 | |
| 80х80х4,0 | 3сп | 13663-86 | 12 | 10,05 | 44 800 | |
| 80х80х4,0 | 3сп | 30245-03 | 12 | 10,05 | 44 800 | |
| 80х80х4,0 | 3сп | 30245-03 | 12 | 10,05 | 41 700 | |
| 80х80х4,0 | 10 | 30245-03 | 12,0-12,1 | 10,05 | 42300 | |
| 80х80х4,0 | 09г2с | 30245-03 | 12-12,2 | 10,05 | 49 000 | |
| 80х80х6,0 | 3сп | 30245-03 | 12 | 15,07 | 49500 | |
| 90х90х4,0 | 3пс | 30245-03 | 12 | 11,3 | 50 600 | |
| 100х100х3,0 | 3сп | 13663-86 | 12 | 9,42 | 44 800 | |
| 100х100х3,0 | 3сп | 30245-03 | 12 | 9,42 | 44 800 | |
| 100х100х4,0 | 3сп | 13663-86 | 12 | 12,56 | 44 800 | |
| 100х100х4,0 | 3сп | 30245-03 | 12 | 12,56 | 45200 | |
| 100х100х4,0 | 10 | 30245-03 | 12 | 12,56 | 44 800 | |
| 100х100х4,0 | 10 | 30245-03 | 11,8-12,0 | 12,56 | 44 800 | |
| 100х50х3,0 | 3сп | 30245-03 | 12 | 7,06 | 45100 | |
| Профиль гнутый замкнутый | 100х50х4,0 | 3сп | 13663-86 | 12 | 9,42 | 44 800 |
| 120х120х3,0 | 3сп | 30245-03 | 12 | 11,3 | 46 800 | |
| 120х120х4,0 | 09г2с | 13663-86 | 12 | 15,07 | 48 600 | |
| 120х120х4,0 | 3сп | 30245-03 | 12 | 15,07 | 44 800 | |
| 120х120х4,0 | 10 | 30245-03 | 12 | 15,07 | 44 800 | |
| 120х120х4,0 | 09г2с | 30245-03 | 12 | 15,07 | 48 600 | |
| 120х120х6,0 | 3сп | 30245-03 | 12 | 22,61 | 47 600 | |
| 120х120х6,0 | 09г2с | 30245-03 | 12 | 22,61 | 49 700 | |
| 120х120х7,0 | 09г2с | 30245-03 | 12 | 26,38 | 51 700 | |
| 120х60х3,0 | 20 | 30245-03 | 12 | 8,48 | 48 300 | |
| 120х60х4,0 | 10 | 30245-03 | 12 | 11,3 | 48 300 | |
| 120х60х5,0 | 09г2с | 30245-03 | 11,8-12 | 14,13 | 47 000 | |
| 120х80х3,0 | 3сп | 30245-03 | 12 | 9,42 | 47300 | |
| 120х80х3,0 | 09г2с | 30245-03 | 12 | 9,42 | 46 000 | |
| 120х80х4,0 | 10 | 30245-03 | 12 | 12,56 | 44 800 | |
| 140х100х6,0 | 3сп | 30245-03 | 12 | 22,61 | 47 600 | |
| 140х140х4,0 | 3сп | 30245-03 | 12 | 17,58 | 47 950 | |
| Профиль гнутый замкнутый | 140х140х4,0 | 3сп | 30245-03 | 10 | 17,58 | 47 600 |
| 140х140х4,0 | 09г2с | 30245-03 | 12 | 17,58 | 48400 | |
| 140х140х5,0 | 09г2с | 30245-03 | 12 | 21,98 | 49 700 | |
| 140х140х7,0 | 09г2с | 30245-03 | 12 | 30,77 | 50 400 | |
| 140х140х8,0 | 09г2с | 30245-03 | 12 | 35,17 | 50 400 | |
| 140х60х5,0 | 20 | 30245-03 | н/м | 15,7 | 46 600 | |
| 140х60х6,0 | 3сп | 30245-03 | 12 | 18,84 | 41 700 | |
| 150х100х4,0 | 09г2с | 30245-03 | 12 | 15,7 | 42 300 | |
| 150х150х4,0 | 3сп | 30245-03 | 12 | 18,84 | 42 400 | |
| 150х150х5,0 | 09г2с | 30245-03 | 12 | 23,55 | 50 700 | |
| 160х120х4,0 | 3сп | 30245-03 | 12 | 17,58 | 47 700 | |
| 160х120х4,0 | 09г2с | 30245-03 | 12 | 17,58 | 48 000 | |
| 160х120х5,0 | 3сп | 30245-03 | 12 | 21,98 | 47 700 | |
| 160х120х5,0 | 09г2с | 30245-03 | 12 | 21,98 | 50 000 | |
| 160х120х5,0 | 09г2с | 30245-03 | 12 | 21,98 | 50 000 | |
| 160х120х6,0 | 09г2с | 30245-03 | 12 | 26,38 | 50 000 | |
| 160х160х4,0 | 3сп | 30245-03 | 12 | 20,1 | 47 700 | |
| 160х160х5,0 | 3сп | 30245-03 | 12 | 25,12 | 48 600 | |
| 160х160х5,0 | 09г2с | 30245-03 | 12 | 25,12 | 48 900 | |
| Профиль гнутый замкнутый | 160х160х6,0 | 3сп | 30245-03 | 12 | 30,14 | 48 600 |
| 160х160х6,0 | 3сп | 30245-03 | 12 | 30,14 | 48 600 | |
| 160х160х6,0 | 3сп | 30245-03 | 12 | 30,14 | 48 600 | |
| 160х160х6,0 | 09г2с | 30245-03 | 12 | 30,14 | 50 000 | |
| 160х160х7,0 | 3сп5 | 30245-03 | 12 | 35,17 | 49 500 | |
| 160х160х7,0 | 09г2с | 30245-03 | 12 | 35,17 | 50 000 | |
| 160х80х6,0 | 3сп | 30245-03 | 10 | 22,61 | 49 700 | |
| 160х80х6,0 | 3сп | 30245-03 | 9,5 | 22,61 | 49 700 | |
| 160х80х6,0 | 09г2с | 30245-03 | 12 | 22,61 | 51 700 | |
| 180х140х4,0 | 3сп | 30245-03 | 12 | 20,1 | 47 700 | |
| 180х140х4,0 | 09г2с | 30245-03 | 12 | 20,1 | 47 900 | |
| 180х140х5,0 | 09г2с | 30245-03 | 12 | 25,12 | 50 000 | |
| 180х140х6,0 | 3сп | 30245-03 | 12 | 30,14 | 47 700 | |
| 180х140х6,0 | 09г2с | 30245-03 | 12 | 30,14 | 50 000 | |
| 180х140х7,0 | 09г2с | 30245-03 | 12 | 35,17 | 50 000 | |
| 180х140х7,0 | 09г2с | 30245-03 | н/м | 35,17 | 50 000 | |
| Профиль гнутый замкнутый | 180х180х5,0 | 09г2с | 30245-03 | 12 | 28,26 | 48 500 |
| 180х180х6,0 | 3сп | 30245-03 | 12 | 33,91 | 49 400 | |
| 180х180х6,0 | 09г2с | 30245-03 | 12 | 33,91 | 48 100 | |
| 180х180х6,0 | 09г2с | 30245-03 | 12 | 33,91 | 48 500 | |
| 180х180х7,0 | 3сп | 30245-03 | 12 | 39,56 | 49 400 | |
| 180х180х7,0 | 09г2с | 30245-03 | 12 | 39,56 | 48 500 | |
| 200х160х5,0 | 3сп | 30245-03 | 12 | 28,26 | 49 400 | |
| 200х160х5,0 | 09г2с | 30245-03 | 12 | 28,26 | 49 000 | |
| 200х160х6,0 | 3сп | 30245-03 | 12 | 33,91 | 48 000 | |
| 200х160х6,0 | 3сп | 30245-03 | 12 | 33,91 | 48 000 | |
| 200х160х6,0 | 09г2с | 30245-03 | 12 | 33,91 | 49 000 | |
| 200х160х6,0 | 09г2с | 30245-03 | 10 | 33,91 | 49 000 | |
| 200х160х8,0 | 3сп | 30245-03 | 12 | 45,22 | 49 600 | |
| 200х160х8,0 | 09г2с | 30245-03 | 12 | 45,22 | 50 000 | |
| Профиль гнутый замкнутый | 200х200х12 | 09г2с | 30245-03 | 12 | 75,36 | 59 000 |
| 200х200х5,0 | 3сп | 30245-03 | 12 | 31,4 | 59 500 | |
| 200х200х6,0 | 3сп | 30245-03 | 12 | 37,68 | 59 600 | |
| 200х200х6,0 | 3сп | 30245-03 | 12 | 37,68 | 49 200 | |
| 200х200х6,0 | 09г2с | 30245-03 | 12 | 37,68 | 51 500 | |
| 200х200х8,0 | 3сп | 30245-03 | 12 | 50,24 | 51 900 | |
| 240х160х8,0 | 3сп | 30245-03 | 12 | 50,24 | 59 100 | |
| 240х160х8,0 | 09г2с | 30245-03 | 12 | 50,24 | 60 000 | |
| 300х300х8,0 | 09г2с | 30245-03 | 12 | 75,36 | 56 100 |
Сделать заказ | Задать вопрос | Карта сайта | ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
Стальные гнутые профили изготавливаются на профилегибочных станах из холоднокатаной или горячекатаной стали углеродистых, качественных и низколегированных марок.
Производятся гнутые профили из черной не оцинкованной холоднокатаной и горячекатаной стали любой толщины или холоднокатаной оцинкованной стали толщиной до 3мм и длиной от 6 до 12 метров. Под заказ возможно производство гнутого профиля любой длины в пределах 12 метров. Гнутые профили, такие как Уголок и Швеллер стоят сравнительно не дорого, а по своим качественным характеристикам немногим уступают старшим собратьям – горячекатаным. Гнутые профили не ограничиваются формой швеллера или уголка. Довольно распространенными являются С – образные профили или Z – образные профили, но производятся только под заказ, как и редкие профили более сложной и замысловатой формы, как правило предназначенные для узких задач. Гнутые профили под заказ Наша компания предлагает к поставке широкий ассортимент гнутых профилей, как из наличия, так и под заказ. Изготовление и поставка под заказ осуществляется в срок от 5-ти дней, в зависимости от объема заказа, наличия дополнительных требований. Срок изготовления специальных профилей несколько больше и зависит от скорости согласования размеров и подготовки технического регламента. Упаковка, маркировка, транспортировка Упаковка гнутых профилей в пакеты производится стальной проволокой общего назначения или стальной лентой минимум в трех местах. На пачки крепится бирка с указанием наименования, номера профиля или размеров, длины и марки стали. Допускается наличие другой информации о продукции. Транспортировка осуществляется в транспортных средствах открытого типа по железной дороге и автомобильным транспортом. | ||||||||||||||||||||||||||||||||||||||||||||
©s235group 2019 Металлопрокат, стальные трубы.
|
| |||||||||||||||||||||||||||||||||||||||||||
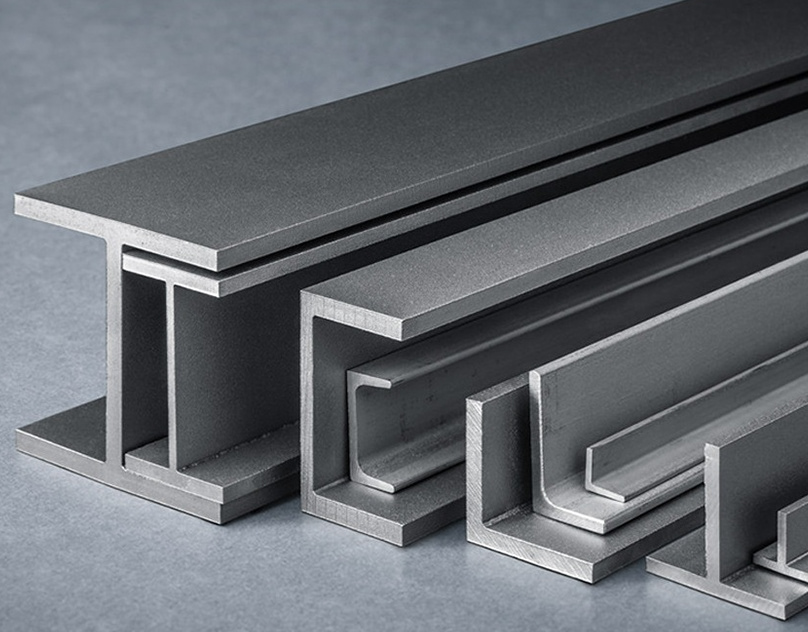
 В настоящее время разработано более 10 видов гнутых профилей, но наиболее востребованными являются уголок равнополочный и неравнополочный, швеллер равнополочный и неравнополочный, С-образный профиль и Z-образный профиль.
В настоящее время разработано более 10 видов гнутых профилей, но наиболее востребованными являются уголок равнополочный и неравнополочный, швеллер равнополочный и неравнополочный, С-образный профиль и Z-образный профиль. Кроме того, доступность сырья для производства профилей – рулонная сталь горячекатаная и холоднокатаная, обеспечивает возможность оперативного производства профилей любых размеров в короткие сроки, а гибкость настройки оборудования для профилирования позволяет значительно расширить сортамент и, в том числе, производить профили по индивидуальным размерам заказчика.
Кроме того, доступность сырья для производства профилей – рулонная сталь горячекатаная и холоднокатаная, обеспечивает возможность оперативного производства профилей любых размеров в короткие сроки, а гибкость настройки оборудования для профилирования позволяет значительно расширить сортамент и, в том числе, производить профили по индивидуальным размерам заказчика.

ГОСТ 11474-76 Профили стальные гнутые.
 Технические условия
Технические условияМЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ Технические условия Bent-steel sections. |
ГОСТ |
Дата введения 01.01.78
Настоящий стандарт распространяется на стальные гнутые профили различной формы, размеров и назначений, изготовленные на профилегибочных станах из горячекатаной и холоднокатаной углеродистой обыкновенного качества, углеродистой качественной конструкционной и низколегированной стали.
(Измененная редакция, Изм. № 3, 4).
1.1. Форма поперечного
сечения, размеры, предельные отклонения размеров гнутых профилей, а также
кривизна, скручивание и волнистость полок профилей – по ГОСТ
7511, ГОСТ 8278, ГОСТ 8281, ГОСТ
8282, ГОСТ 8283, ГОСТ 9234, ГОСТ 10551, ГОСТ 14635, ГОСТ 13229, ГОСТ
19771, ГОСТ 19772, ГОСТ
25577.
(Поправка, ИУС 6-2006)
Предельные отклонения по толщине профилей должны соответствовать предельным отклонениям толщины заготовки шириной 1000-2000 мм точности прокатки А и Б, приведенным для горячекатаной стали в ГОСТ 19903, для холоднокатаной – в ГОСТ 19904.
Предельные отклонения по толщине профилей не распространяются на места изгиба.
Примеры условных обозначений:
Швеллер гнутый равноплечий высокой точности профилирования А, высотой 100 мм, шириной 50 мм, толщиной 3 мм по ГОСТ 8278 из заготовки нормальной точности прокатки Б, 2-й категории по ГОСТ 16523, из стали марки Ст3сп:
Уголок гнутый неравнополочный повышенной точности профилирования Б, шириной большей полки 120 мм, шириной меньшей полки 100 мм, толщиной 6 мм по ГОСТ 19772 из заготовки повышенной точности прокатки А, 3-й категории по ГОСТ 19281 из стали 09Г2:
Профиль гнутый С-образный равнополочный высотой 300 мм, шириной 60 мм, шириной полки 50 мм, толщиной 5 мм по ГОСТ 8282, из заготовки нормальной точности прокатки Б, с механическими свойствами по ГОСТ 14637, из стали марки Ст3кп:
Профиль гнутый зетовый неравнополочный обычной точности профилирования В, высотой 65 мм, шириной большей полки 45 мм, шириной меньшей полки 40 мм, толщиной 3 мм по ГОСТ 13229, из заготовки нормальной точности прокатки Б, 2-й категории по ГОСТ 17066, из стали марки 09Г2:
Профиль гнутый корытный равнополочный обычной точности профилирования В, высотой стенки 80 мм, шириной 60 мм, высотой полки 54 мм, толщиной 4 мм по ГОСТ 8283 из заготовки нормальной точности Б, 3-й категории по ГОСТ 1577, из стали марки 08пс:
Специальный гнутый профиль № 10 по ГОСТ 14635 из заготовки нормальной точности прокатки Б с механическими свойствами по ГОСТ 14637, из стали марки Ст3сп3:
Гофрированный профиль толщиной 4 мм, шириной 1200 мм, с шагом гофра 400 мм, высотой гофра 60 мм, длиной 6000 мм по ГОСТ 9234 из заготовки нормальной точности прокатки Б с механическими свойствами по ГОСТ 14637, из стали марки Ст3пс2:
Гофрированный профиль типа 14 (тип профиля соответствует номеру чертежа) шириной полки 100 мм, высотой 23 мм, толщиной 2 мм, длиной 6000 мм по ГОСТ 10551 из заготовки нормальной точности прокатки Б, 3-й категории по ГОСТ 16523, из стали марки Ст3кп:
(Измененная
редакция, Изм. № 2, 3, 4).
№ 2, 3, 4).
2.1. Гнутые профили изготовляют из стали марок по ГОСТ 14637, ГОСТ 16523, ГОСТ 1577, ГОСТ 17066, ГОСТ 19281 с временным сопротивлением разрыву не более 588 МПа (60 кгс/мм2).
(Измененная редакция, Изм. № 5).
2.2. Механические свойства гнутых профилей определяют на заготовке в соответствии с ГОСТ 1577, ГОСТ 14637, ГОСТ 16523, ГОСТ 17066 и ГОСТ 19281.
(Измененная редакция, Изм. № 3, 5).
2.3. На поверхности гнутых профилей не должно быть трещин напряжения, раскатанных трещин, прокатных и слиточных плен, гармошки, раковин от окалины, вкатанной окалины, пузырей – вздутий и раскатанных загрязнений.
Допускаются
отдельные раскатанные пузыри, отпечатки, забоины, царапины, риски, слой
окалины, не препятствующий выявлению поверхностных дефектов, незначительная
общая рябизна от опавшей окалины, не выводящие толщину профиля за предельные
отклонения.
2.4. На кромках и торцах гнутых профилей не должно быть зазубрин, расслоений, рваной и затянутой кромки.
На кромках и торцах гнутых профилей допускаются вмятины и забоины, не выводящие размеры профиля на номинальные размеры.
2.5. Для гофрированных и волнистых листовых профилей первой группы качества загибы на торцах не допускаются; для второй группы качества допускаются загибы на торцах профилей толщиной менее 3 мм, не выводящие длину профиля за номинальные размеры, в количестве не более 10 % от массы партии.
2.6. Трещины
на торцах и по длине профилей в местах изгиба для первой группы качества не
допускаются. Для второй группы качества допускаются трещины на торцах профилей
и в местах изгиба протяженностью не более 10 мм – при толщине профилей до 2 мм,
не более 15 мм – при толщине профилей от 2 до 5 мм и не более 20 мм – при
толщине профилей 5 мм и более, не выводящие длину профилей за номинальные
размеры.
2.3-2.6. (Измененная редакция, Изм. № 3).
2.7. Профили изготовляют из заготовки, полученной из листовой рулонной стали нормальной точности прокатки Б и повышенной точности прокатки А.
Профили из горячекатаной нетравленой заготовки изготовляют без промасливания со следами технологической эмульсии.
Профили из горячекатаной травленой и холоднокатаной заготовки изготовляют промасленными. По требованию потребителя профили из горячекатаной травленой и холоднокатаной заготовки изготовляют без промасливания со следами технологической эмульсии.
(Измененная редакция, Изм. № 2).
2.8. Допускаются профили с поперечным сварным швом. Прочность сварного соединения обеспечивается технологическим процессом сварки и должна быть не ниже прочности основного металла.
3.1. Профили принимают партиями. Партией считают профили одной плавки и одного профилеразмера.
3.2.
Химический состав и механические свойства гнутых профилей принимают по
документу о качестве предприятия – изготовителя заготовок.
(Измененная редакция, Изм. № 3).
3.3. Объем выборки – по ГОСТ 1577, ГОСТ 14637, ГОСТ 16523, ГОСТ 17066 и ГОСТ 19281.
(Измененная редакция, Изм. № 5).
3.4. Размеры проверяются предприятием-изготовителем на одном профиле не реже 0,25-часовой производительности профилегибочного агрегата.
У потребителя для проверки размеров профилей отбирают 2 % от массы партии, но не менее двух профилей.
(Измененная редакция, Изм. № 3).
3.5. Проверке внешнего вида подвергают каждый профиль.
3.6. (Исключен, Изм. № 2).
3.7. При получении неудовлетворительных результатов проверки хотя бы по одному показателю повторную проверку проводят на выборке, отобранной по ГОСТ 7566.
3.8. По согласованию изготовителя с потребителем испытание на прочность сварного соединения изготовителем допускается не производить.
(Введен
дополнительно, Изм. № 3).
№ 3).
4.1. Химический состав стали определяют по плавочному анализу ковшовой пробы по ГОСТ 12344 – ГОСТ 12352, ГОСТ 12355 – ГОСТ 12359, ГОСТ 12361, ГОСТ 18895, ГОСТ 22536.0 – ГОСТ 22536.10, ГОСТ 22560, ГОСТ 28473.
4.2. Отбор проб для химического анализа проводят по ГОСТ 7565.
4.3. Испытание механических свойств гнутых профилей проводят на заготовке по ГОСТ 1577, ГОСТ 14637, ГОСТ 16523, ГОСТ 17066 и ГОСТ 19281.
(Измененная редакция, Изм. № 5).
4.4. Отбор проб для испытания механических свойств – по ГОСТ 7564.
4.5. Испытание сварного соединения на прочность – по ГОСТ 1497.
4.6. Размеры и форму профилей проверяют мерительным инструментом по ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 5378, ГОСТ 6507, ГОСТ 7502.
4.5, 4.6. (Измененная редакция, Изм. № 3).
4.7. Качество
поверхности профилей проверяют без применения увеличительных приборов.
5.1. Упаковка, маркировка, оформление документации, транспортирование и хранение профилей – по ГОСТ 7566.
(Измененная редакция, Изм. № 3).
5.2. Гофрированные и волнистые листовые профили транспортируют пакетами, увязанными двумя поперечными лентами при длине профилей до 6 м, тремя поперечными лентами – при длине более 6 м.
5.3. Гнутые профили транспортируют транспортом любого вида.
Транспортирование профилей по железным дорогам производится на открытом подвижном составе, размещение и крепление в соответствии с правилами перевозок, действующими на железнодорожном транспорте.
5.2, 5.3. (Измененная редакция, Изм. № 1).
5.4. Профили по ГОСТ 14635 № 16 и 18 транспортируют в связках массой до 6 т, профили № 17, 20, 21 и 22 – до 10 т.
(Введен дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам
от 17.02.76 № 428
УТВЕРЖДЕН И
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам
от 17.02.76 № 428
3. ВЗАМЕН ГОСТ 11474-65 и ГОСТ 8275-57
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 162-90 |
4.6 |
ГОСТ 12357-84 |
4.1 |
|
ГОСТ 166-89 |
4.6 |
ГОСТ 12358-2002 |
4. |
|
ГОСТ 380-94 |
2.1 |
ГОСТ 12359-99 |
4.1 |
|
ГОСТ 427-75 |
4.6 |
ГОСТ 12361-2002 |
4.1 |
|
ГОСТ 1050-88 |
2.1 |
ГОСТ 13229-78 |
Пример условного обозначения, 1.1 |
|
ГОСТ 1497-84 |
4.5 |
ГОСТ 14635-93 |
Пример
условного обозначения, 1. |
|
ГОСТ 1577-93 |
2.2, 3.3, 4.3 |
ГОСТ 14637-89 |
Пример условного обозначения, 1.1, 2.2, 3.3, 4.3 |
|
ГОСТ 5378-88 |
4.6 |
ГОСТ 16523-97 |
Пример условного обозначения, 2.2, 3.3, 4.3 |
|
ГОСТ 6507-90 |
4.6 |
ГОСТ 17066-94 |
Пример условного обозначения, 2.2, 3.3, 4.3 |
|
ГОСТ 7511-73 |
1. |
ГОСТ 18895-97 |
4.1 |
|
ГОСТ 7564-97 |
4.4 |
ГОСТ 19281-89 |
Пример условного обозначения, 2.1, 2.2, 3.3, 4.3 |
|
ГОСТ 7565-81 |
4.2 |
ГОСТ 19771-93 |
1.1 |
|
ГОСТ 7566-94 |
3.7, 5.1 |
ГОСТ 19772-93 |
Пример
условного обозначения, 1. |
|
ГОСТ 8278-83 |
Пример условного обозначения, 1.1 |
ГОСТ 19903-74 |
1.1 |
|
ГОСТ 8281-80 |
1.1 |
ГОСТ 19904-90 |
1.1 |
|
ГОСТ 8282-83 |
Пример условного обозначения, 1.1 |
ГОСТ 22536.0-87 |
4.1 |
|
ГОСТ 8283-93 |
Пример
условного обозначения, 1. |
ГОСТ 22536.1-88 |
4.1 |
|
ГОСТ 9234-74 |
Пример условного обозначения, 1.1 |
ГОСТ 22536.2-87 |
4.1 |
|
ГОСТ 10551-75 |
Пример условного обозначения, 1.1 |
ГОСТ 22536.3-88 |
4.1 |
|
ГОСТ 12344-88 |
4.1 |
ГОСТ 22536.4-88 |
4. |
|
ГОСТ 12345-2001 |
4.1 |
ГОСТ 22536.5-87 |
4.1 |
|
ГОСТ 12346-78 |
4.1 |
ГОСТ 22536.6-88 |
4.1 |
|
ГОСТ 12347-77 |
4.1 |
ГОСТ 22536.7-88 |
4.1 |
|
ГОСТ 12348-78 |
4.1 |
ГОСТ
22536. |
4.1 |
|
ГОСТ 12350-78 |
4.1 |
ГОСТ 22536.9-88 |
4.1 |
|
ГОСТ 12351-81 |
4.1 |
ГОСТ 22536.10-88 |
4.1 |
|
ГОСТ 12352-81 |
4.1 |
ГОСТ 25577-83 |
1.1 |
|
ГОСТ 12355-78 |
4.1 |
ГОСТ 28473-90 |
4. |
|
ГОСТ 12356-81 |
4.1 |
 1
1 1, 5.4
1, 5.4 1
1 1
1 1
1 1
1 8-87
8-87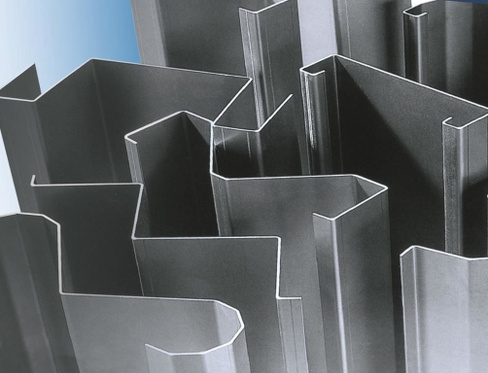 1
15. Ограничение срока действия снято по протоколу № 2-92 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ с Изменениями № 1, 2, 3, 4, 5, утвержденными в сентябре 1981 г., январе 1985 г., июне 1987 г., июле 1989 г., октябре 1990 г. (ИУС 12-81, 3-86, 11-87, 11-89, 1-91)
Гибка профилей с помощью Stierli Bieger
Гибка профилей и специальных профилей
Профили можно гнуть как на горизонтальной гибочной машине, так и на радиальной гибочной машине. Для гибки профилей обычно требуются специальные инструменты для достижения требуемого качества гибки.
Отправьте нам запрос с чертежом, чтобы мы могли проверить возможность гибки профиля.
Гибка C-профилей/U-профилей/T-профилей/I-профилей
Различают гибку поперечного сечения профиля (например, U-профиля) и гибку профиля в продольном направлении.
Если нужно согнуть профиль C, U или Z, мы можем сделать очень острые гибочные штампы, если необходимо, чтобы согнуть узкий профиль (как показано на рисунке)
Изгибание балок транспортных средств (балки шасси)
Профили, такие как С-образные профили, часто распиливаются и свариваются для получения смещений в профиле (что обычно требуется при производстве транспортных средств). Мы предлагаем вам решение для гибки смещений по длинной стороне угловых профилей, L-, C- или U-образных профилей.
Отправьте нам свой чертеж, чтобы мы могли проверить возможность гибки профиля.
Гибка металлических кронштейнов для облицовки
Типовые кронштейны, профили и крепежные пластины для облицовки можно сгибать на гибочном станке Stierli. В зависимости от типа металлической облицовки может быть достаточно стандартных инструментов или может потребоваться специальный инструмент.
Гибка судовых иллюминаторов
Гибка закрытых угловых рам, U-образных или Z-образных рам, необходимых для изготовления судовых иллюминаторов или цистерн, может выполняться с помощью специальных инструментов Stierli.
Подходящие машины
8 Артикул
Добавлено сравнение продуктов Добавлено сравнение продуктов Перейти к сравнению продуктов
Товар уже добавлен Товар уже добавлен. Пожалуйста, добавьте другой продукт или перейдите к Сравнение продуктов
Добавлено сравнение продуктов Товар добавлен в сравнение. Пожалуйста, добавьте хотя бы еще один продукт, чтобы начать сравнение продуктов.
120 HE
120 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 “(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для выпрямления | легкие работы по выпрямлению |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 25 мм |
| Управление | Ручное управление |
сравнивать
вся информация
120 ЧПУ
120 ЧПУ горизонтальный гибочный и правильный станок
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 “(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для выпрямления | легкие работы по выпрямлению |
| Гибка труб | 3/8″ – 1,5″ |
| Круглый стержень | ø 25 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
220 HE
220 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 5,11 “(дюйм) |
| Гибкость плоская | 130/16 мм |
| Устройство для выпрямления | ЕВР 100 |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 30-35 мм |
| Управление | ЧПУ |
сравнивать
вся информация
220 ЧПУ
220 ЧПУ горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 4,72 дюйма (дюйм) |
| Гибкость плоская | 130 х 16 мм |
| Устройство для выпрямления | ЕВР 100 |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 35 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
420 HE
420 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | 42 к / 420 кН |
|---|---|
| Высота инструмента | 200 мм / 7,87 “(дюйм) |
| Гибкость плоская | 200/20 мм |
| Устройство для выпрямления | НЕА 180 |
| Гибка труб | 3/8″ – 2″ (60,3 мм) |
| Круглый стержень | ø 40 мм |
| Управление | Ручное управление |
| Типичные области применения | Цех металлообработки / Металлоконструкции для гибки и правки |
сравнивать
вся информация
420 Гибочный пресс с ЧПУ
420 Гибочный станок с ЧПУ для гибки и правки
| Рабочая мощность | 42 к / 420 кН |
|---|---|
| Высота инструмента | 200 мм / 7,87 “(дюйм) |
| Гибкость плоская | 200/20 мм |
| Устройство для выпрямления | НЕА 180 |
| Гибка труб | 3/8″ – 1 ½” |
| Круглый стержень | ø 35 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
820 CNC
820 CNC горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 82 к / 820 кН |
|---|---|
| Высота инструмента | 300 мм / 11,81 дюйма (дюйм) |
| Гибкость плоская | 300/20 (30) мм |
| Устройство для выпрямления | НЕА 260 |
| Гибка труб | 3/8″ – 3″ |
| Круглый стержень | ø 60 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
1300 ЧПУ
1300 ЧПУ горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 130 до / 1300 кН |
|---|---|
| Высота инструмента | 300 мм / 11,81 дюйма (дюйм) |
| Гибкость плоская | 300/30 (40) мм |
| Устройство для выпрямления | ЕВР 300 |
| Гибка труб | 3/8″ – 3″ |
| Управление | Управление ЧПУ |
сравнивать
вся информация
Быстрый запрос
Пожалуйста свяжись со мной
Спасибо за ваш запрос.
Основы, Процесс, Типы, Преимущества, Приложения
Гибка профилей, также называемая гибкой профилей, использует машину для гибки профилей, которая выполняется из самых разных металлов различными способами.
(В процессе прокатки профилей профиль изгибается по принципу трех точек, образующих окружность.)
ЧТО ТАКОЕ ИЗГИБ ПРОФИЛЕЙ?
Гибка профилей, также называемая гибкой профилей или прокаткой профилей, использует профильную гибочную машину, которая выполняется из самых разных металлов различными способами.
Существует два основных процесса – холодная гибка и горячая гибка (индукционная гибка).
Гибка валков является наиболее распространенным процессом гибки профилей и процессом гибки листовых валков при холодной прокатке металлических профилей.
Холодная гибка профилей
Процесс холодной прокатки (процесс прокатки профилей) является подходящим методом для гибки (прокатки) профилей из конструкционной стали, труб и труб, а также фланцев, где очень узкие радиусные изгибы или «колена», как правило, не требуется.
Процесс холодной прокатки осуществляется путем пропускания стального элемента вперед и назад между наборами валков. Точечная нагрузка, прикладываемая центральным роликом, достаточна для того, чтобы сталь преодолела предел текучести и вызвала необратимую деформацию.
:: Подробнее :
- Власть! 4 ключа для процесса холодной гибки металлических профилей
- 4 ключевых момента Холодная гибка и горячая гибка при гибке труб
Разница между процессом гибки профиля и процессом прокатки профиля
Процесс гибки профиля может быть реализован во многих способы. Процесс прокатки профилей может осуществляться только секционным роликом. Принцип гибки валка заключается в формировании окружности в трех точках. Обычно используемая модель представляет собой трехвалковую прокатную машину.
Какие профили можно гнуть методом холодной гибки?
Холодная гибка профилей подходит для гибки металлических профилей
Профилегибочные станки (машины для прокатки профилей) используют метод, называемый холодной прокаткой, также известный как прокатка колец, для производства качественных криволинейных профилей экономичным способом.
Большие кривые и кривые с переменным радиусом, такие как эллипсы, узкие изгибы, кольца и витки, могут быть получены для широкого диапазона сечений и типов материалов.
- Профили изогнутых труб ; Изогнутая труба используется во многих областях, от сельскохозяйственного оборудования до кровельных ферм. Гибка профилей позволяет сгибать круглые, квадратные или прямоугольные трубы всех размеров и материалов. алюминиевая труба и может создавать индивидуальные профили как из полных, так и из халфпайпов.
- Профили гнутых стержней : Может создавать гнутые на заказ профили из стержней всех размеров и форм: круглые, полукруглые, квадратные, шестиугольные и прямоугольные. Процесс прокатки профилей позволяет изгибать металлические прутки по индивидуальному заказу «простым способом» (по оси y-y) и «сложным способом» (ось x-x) с одинаковой точностью.
- Профили гнутых балок : Используя процесс прокатки профилей, можно производить нестандартные профили гнутых балок любого размера, создавая даже самые большие изогнутые балки с превосходной точностью и повторяемостью.
 Процессы прокатки профилей — это «сложный» и «простой» методы гибки.
Процессы прокатки профилей — это «сложный» и «простой» методы гибки. - Профили изогнутых каналов : процесс гибки профилей может изгибать каналы с фланцами наружу, фланцами внутрь или «жестким способом».
- Профили гнутых тройников : Профили гнутых тройников «шток внутрь», «шток наружу» или «шток вверх» с минимальным искажением. Процесс прокатки секций подобен угловой прокатке колец.
- Гнутые угловые стальные профили : Процесс прокатки профилей может включать в себя прокатку колец в девяти направлениях до изогнутых угловых профилей с минимальной деформацией.
- Профили гнутых стальных профилей : Комплексные услуги по гибке профилей, гибка профилей на заказ из стандартных профилей и многое другое.
- Нестандартные профили из листового проката : Точное прокатывание стальных и алюминиевых листов в полные цилиндры, полные конусы и сегменты конусов цилиндров, как того требует конструкция.
Способ гибки металлических профилей на профилегибочном станке
Валковая гибка (профилегибка) профильной гибки применяется для непрерывной трехточечной гибки металлических профилей с целью пластической деформации профиля и достижения требуемой радиус изгиба.
Изгиб профилегибочного станка (также называемого секционно-гибочным станком, секционно-прокатным станком или профильно-гибочным станком) — углы, стержни, балки, швеллеры, тройники, трубы и трубы — все это часть гибки профилей.
:: Подробнее: Глоссарий общих терминов по гибке и прокатке, взятый из Руководства по проектированию 33.
Как согнуть профиль с помощью уголка?
3-валковый станок для гибки профилей является основной силой металлического профиля, машина имеет два фиксированных ролика, а верхний вертикальный ролик расположен соответствующим образом, чтобы выполнить желаемый изгиб. За счет изменения взаимного положения и вращательного движения рабочего ролика достигается непрерывная пластическая деформация с целью получения заготовкой заданной формы.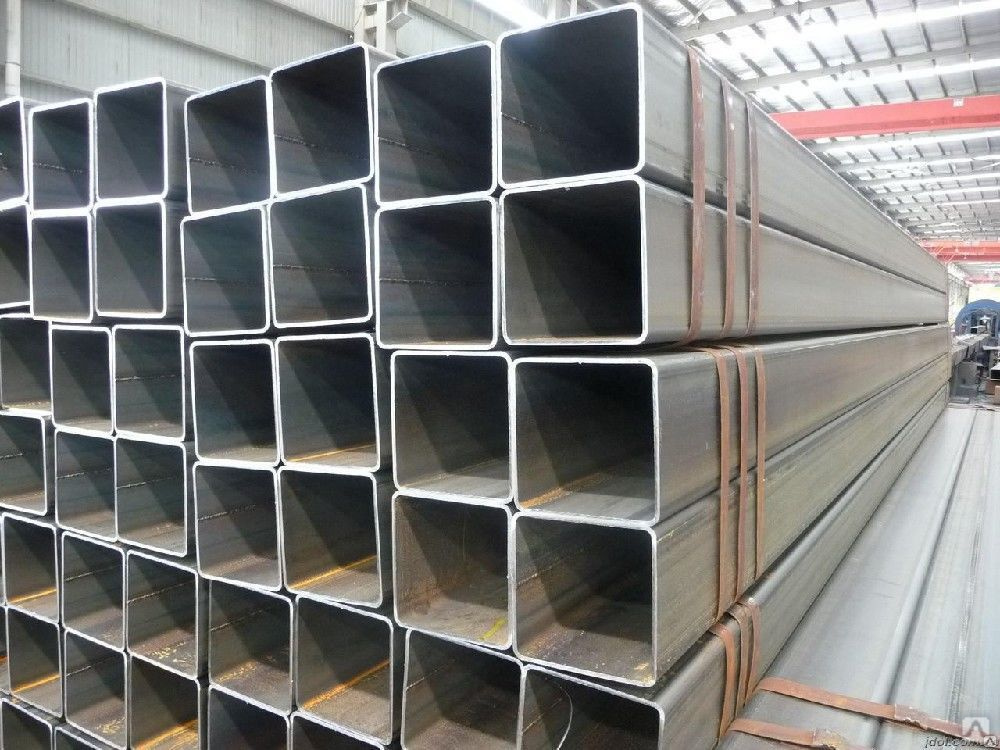
Важное чтение: Обновление 2021: Прочтите перед эксплуатацией профильно-гибочного станка
Процесс гибки рулона в холодном состоянииИзгиб профиля на профилегибочном станке
При гибке заготовка располагается между нижним и верхним роликами секционно-прокатного станка. После помещения металлического профиля (прутка, уголка, двутавровой балки, трубы и трубы, швеллера) между роликами верхний ролик опускается для закрепления заготовки, и в то же время достигается достаточное давление на лист, создавая пластический изгиб. При вращении ролика возникает трение между металлическим профилем и роликом, поэтому профиль перемещается в его продольном направлении. В то же время верхний ролик увеличивает давление на заготовку.
При пересечении валиком нижнего предела верхнего валика (зоны деформации валика) за один оборот и давлении, превышающем предел изгиба, происходит пластическая деформация и лист сгибается до заданных размеров по всей длине. Регулируя взаимное положение нижнего и верхнего валков, лист можно согнуть до диаметра, который не меньше диаметра верхнего валика.
Регулируя взаимное положение нижнего и верхнего валков, лист можно согнуть до диаметра, который не меньше диаметра верхнего валика.
На изображении выше показан принцип работы симметричного станка для гибки круглых профилей с 3 роликами.
Ролики 2 и 3 движутся в одном направлении и с одинаковой скоростью. Из-за трения между листовым металлом и роликами заготовка движется вперед. Регулируя положение верхнего ролика, можно добиться желаемого угла изгиба. Если заготовка не достигает должной кривизны после первого изгиба, ее можно отрегулировать и начать процесс в обратном направлении до достижения нужной формы.
Как уменьшить торцевую плоскую часть профилей холодной прокатки?
Что такое плоская часть холодной прокатки?
После гибки (прокатки профиля) из-за положения роликов на заготовке неизбежно остается плоская часть на концах металлического профиля. Эта плоская часть составляет примерно половину длины зазора между центрами нижних роликов.
Как уменьшить?
Хотя внешний вид прямой части считается недостатком симметричных роликов с 3 роликами, их простая конструкция, удобство использования и низкая цена по-прежнему делают их самой востребованной моделью профилегибочных станков.
Кроме того, есть методы, которые мы можем использовать, чтобы легко устранить эту проблему. Вы можете найти некоторые из них ниже:
Предварительная гибка
Это решение включает в себя гибку краев заготовки на листогибочном прессе или вальцегибочном станке перед процессом вальцовки.
Если концы металлического профиля можно загнуть перед прокаткой, то дополнительный материал не требуется. Этот процесс называется «предварительное изгибание».
Предварительная гибка может быть выполнена с помощью радиусной матрицы на листогибочном прессе или на 3-х или 4-х валковой секционно-гибочной машине, листогибочном станке. То, насколько толстый лист вы можете предварительно согнуть, определяется максимальным давлением, которое может быть приложено верхним валком машины.
В частности, производительность уголкового станка определяется сочетанием максимальной толщины и минимального радиуса, которые можно предварительно согнуть для заданного профиля максимальной ширины. Предварительная гибка экономит время. Вам не нужно резать, а затем сворачивать, резать, а затем сворачивать и т. д. Предварительная гибка также устраняет плоские участки и отходы материала.
Предварительная гибка экономит время. Вам не нужно резать, а затем сворачивать, резать, а затем сворачивать и т. д. Предварительная гибка также устраняет плоские участки и отходы материала.
Добавление «базы» для заготовки при предварительной гибке
Этот способ предполагает установку «базы» вместе с заготовкой, предназначенной для гибки, и выполнение процесса предварительной гибки кромки на самом круглогибочном станке. Применение этого метода должно учитывать возможности круглогибочного станка и рассчитывать прочность приложенного усилия на «основание» и заготовку.
Припуск на концах – если вы добавите соответствующий припуск на концах листа перед гибкой, вы сможете после гибки отрезать эти части до нужной формы гибки.
Асимметричная модель
Что касается асимметричных моделей вальцегибочных станков с 3 валками, то положение валков лучше приспособлено для устранения плоских краев листа, и в этом случае нижние валки также можно установить вертикально.
Таким образом, в модели с асимметричным расположением роликов нижний вращающийся ролик можно поднять до середины зазора между двумя роликами, а другой расположить в соответствующем положении так, чтобы стартовая часть металлический профиль можно сложить, чтобы получился круг. Плоский край можно устранить с обеих сторон, повернув ролики на половине процесса гибки, загнув заднюю часть профиля. Кроме того, заготовку также можно перевернуть после завершения одного цикла гибки, и тогда задняя часть станет передней, а обе плоские кромки будут устранены.
5 важных моментов при гибке профиля
- В процессе гибки валком режим деформации металлического профиля эквивалентен свободному изгибу.
- Кривизна гибочной части валков зависит от взаимного расположения валков, толщины металлического профиля и механических свойств.
- Из-за наличия упругого восстановления при изгибе кривизна изгибаемой части валка не может быть равна кривизне верхнего валка.
- Наиболее важной характеристикой метода сортовой прокатки является его универсальность.

- Как правило, нет необходимости добавлять технологическое оборудование к профилегибочному станку, и для прокатной гибки профилей необходимы только ролики, подходящие для различных форм и размеров профилей.
Применение процесса прокатки профилей
Применение гнутых металлических профилей разнообразно. Охватить широкий спектр промышленности, в том числе; строительство, туннели, мосты, земляные работы, архитектурные элементы, трубы и механические работы для транспортировки и хранения материалов, машины и т. д.
- Столярные изделия из металла
- Слесари-конструкторы
- Металлоконструкции
- Производство мебели из металла
- Оборудование для промышленных предприятий (химическое, нефтехимическое, фармацевтическое, пищевое и др.)
- Производство сельскохозяйственной техники
- , Оборудование для железнодорожного транспорта военная, атомная и энергетическая отрасли
- Детали оборудования для сельскохозяйственной техники,
- железнодорожная, морская, военная, атомная и энергетическая отрасли
- Производство деталей для ворот и заборов
- Производство деталей защитного оборудования, таких как поручни, ограждения, поручни, бамперы и т.
 д.
д. - Производство деталей городской мебели
Как правильно выбрать профилегибочный станок
Перед покупкой новый секционно-прокатный станок, должны ответственно оценить свои покупки.
Очевидно, что добавление нового оборудования требует затрат.
Однако, если новое оборудование не будет столь же производительным, как старое, то инвестиции пропадут.
Согласно исследованию, значительная часть закупок игнорирует производственную мощность оборудования и влияние технического обслуживания оборудования, поэтому новое добавленное оборудование не может удовлетворить производственные потребности.
3 ключевых момента для выбора подходящих угловых валков
Вы можете использовать следующие 3 пункта для справки при закупке профилегибочного оборудования:
- , и диаметр (или радиус) профилей учитываются, потому что, например, более высокая производительность или более узкий диаметр потребуют большего давления для формирования.
- При определении того, какой профилегибочный станок лучше всего подходит для поставленной задачи, важно изучить, для чего предназначен каждый профильно-гибочный станок, и понять, с какими материалами он будет работать. Производители обычно могут предоставить подробную информацию о своих машинах, например, о мощности и производительности.
- Сравните информацию производителя о том, какое усилие может производить машина и с какими металлами она предназначена, а также сравните ее с сертификатами завода или другой соответствующей информацией, чтобы определить, какая машина для гибки профилей лучше всего соответствует вашим потребностям.
Конечно, вы также можете выбрать подходящий угловой ролик следующими способами:
Раздел Прокатка и гибка
Выберите металлический профиль для гибки
Далее вы найдете соответствующую информацию, включая возможности обработки различных профилегибочных станков производства BIT, связанных с интересующим вас проектом.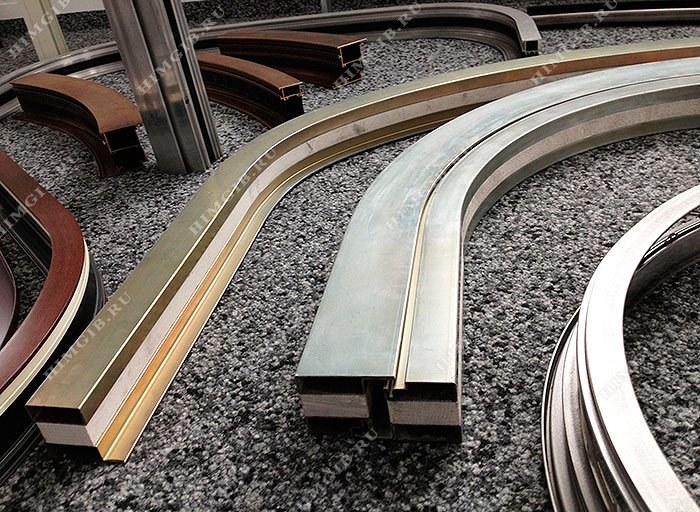
Процесс гибки квадратного стержня
Процесс гибки круглого стержня
Процесс гибки плоского стержня
Что может дать BIT для гибки профилей? Станок для гибки профилей
BIT теперь занимает лидирующие позиции в мире по гибке профилей и дает клиентам уверенность в том, что они могут проектировать конструкции с минимальными ограничениями. BIT может обеспечить гибку стандартных уголков, стержней, балок, швеллеров, труб, труб и тройников, а также гибку алюминиевых профилей, даже сложной формы, для удовлетворения потребностей клиентов.
Наши модели профилегибочных станков и размеры гибки
Наш профильный гибочный станок может сгибаться до модуля сечения: 1700 см3
Профильный гибочный станок (угловой вал) с 4 валками
В дополнение к станкам для гибки валков с 3 валками, на рынке имеются машины для вальцевания с 4 роликами. Они обеспечивают более быстрое и простое управление.
Они обеспечивают более быстрое и простое управление.
Принцип работы
Принцип работы угловой машины с 4 валками аналогичен машине с 3 угловыми валками, с тем основным отличием, что дополнительный ролик используется для лучший ввод материала и выполнение процесса предварительной гибки.
Во время гибки верхний и нижний ролики неподвижны, материал прочно располагается между ними, а боковые ролики перемещаются и изгибают материал. Чтобы устранить плоские края материала, нижний ролик перемещается вверх, чтобы прочно удерживать материал, а боковой ролик перемещается и занимает положение для предварительного сгибания.
В отличие от профилегибочного станка с 3 валками, где во время предварительного сгиба предполагается, что материал опускается при входе в станок, в прокатном станке с 4 валками материал располагается горизонтально, что позволяет использовать моторизованный горизонтальный держатели материалов при вставке материалов в определенные модели. Кроме того, ввод материалов может осуществляться с обеих сторон, поэтому станок можно разместить рядом со стеной и сэкономить место.
Кроме того, ввод материалов может осуществляться с обеих сторон, поэтому станок можно разместить рядом со стеной и сэкономить место.
Преимущество
Преимуществом профильно-гибочного станка с 4 роликами является уникальный комплексный процесс гибки. Станок принимает материал одним ходом, выполняет предварительную гибку и продолжает гибку профиля. Эта система не требует, чтобы оператор удалял, поворачивал и затем выпрямлял материал после предварительного сгибания, как в случае с секционно-гибочными станками с 3 роликами.
Материал, остающийся в машине, делает машину с 4 валками до 50% более эффективной по сравнению с моделями с 3 валками и позволяет изгибать материал до нужного диаметра сразу после предварительного изгиба. Изгиб плоской кромки начинается после изгиба материала в одном направлении.
Боковые ролики расположены слева и справа от нижнего ролика и имеют собственные оси. Независимая ось каждого ролика обеспечивает идеальный изгиб. «Задний» боковой ролик (расположенный с другой стороны загрузки материала) также имеет функцию заднего концевого упора и выравнивает материал. Эта функция позволяет оператору работать без помощи других людей. Гибка в форме купе возможна и на станке с 4 роликами. Боковые ролики можно расположить в углу для соединения, а нижний ролик можно поднять, чтобы удерживать и позиционировать материал.
Эта функция позволяет оператору работать без помощи других людей. Гибка в форме купе возможна и на станке с 4 роликами. Боковые ролики можно расположить в углу для соединения, а нижний ролик можно поднять, чтобы удерживать и позиционировать материал.
Каков принцип гибки холоднокатаного профиля?
Наиболее распространенным процессом гибки профильных валков является процесс гибки 3-х валковых валков:
Процесс гибки профилейГибка стальных секцийПрокаткаПроцесс гибки происходит между тремя точками. Как показано на диаграмме, изгиб не происходит до тех пор, пока секция не коснется всех трех точек или роликов.
Холодная гибка приводит к превышению предела текучести материала, в результате чего сталь в некоторой степени упрочняется. Придется использовать некоторые плато урожайности, поэтому в целом пластиковая конструкция не рекомендуется.
Прочность стали также может изменяться, особенно при малых радиусах. Стоит подчеркнуть, что для большинства радиусов, встречающихся в конструкционных приложениях, изменения незначительны.
Для обычной низкоуглеродистой стали, включая конструкционную сталь, деформация, возникающая в процессе гибки, не создает реальных проблем, поскольку материал проявляет такие же упругие характеристики в диапазоне упругости.
Кривая деформации
Как уже упоминалось, в процессе прокатки и гибки материал должен испытывать напряжение, превышающее его предел текучести или предел упругости.
Это максимальное напряжение, которому может подвергаться материал, сохраняя упругость или возвращаясь к своей первоначальной длине.
Предел текучести или пределы упругости показаны как точка «А» на рисунке ниже, типичная кривая напряжения-деформации. Напряжение меньше предела текучести не приведет к постоянному изгибу материала.
Величина напряжения, которое необходимо приложить к изгибаемому материалу, находится в области «С», которая является областью пластичности. Эти линии показывают, как при снятии напряжения материал возвращается на длину, несколько меньшую, чем при приложении напряжения.
Пластичность
Стальные профили упрочняются при использовании процесса холодной гибки.
Степень упрочнения зависит от требуемого радиуса и геометрии сечения.
В результате получается «сглаженная» кривая напряжения-деформации, как показано на диаграмме выше.
Испытание на растяжение образца стали, согнутой в холодном прокате, покажет небольшую потерю пластичности, но более высокий предел прочности при растяжении, что приведет к некоторой потере пластичности.
Несмотря на некоторую потерю пластичности, для обычных структурных применений этот эффект минимален и им можно пренебречь.
Видимая деформация
Обычно наиболее важным эффектом процесса гибки является эстетика, а не структура. Сталь на внешней стороне кривой имеет тенденцию к растяжению (и, следовательно, становится тоньше), в то время как сталь на внутренней стороне кривой имеет тенденцию становиться толще.
В процессе гибки секция может иметь некоторую видимую деформацию. Например, полое сечение тоньше, и процесс гибки вызовет видимую рябь на меньшем радиусе. Поэтому наша команда экспертов часто предлагает, когда лучше обеспечить более толстую толщину. Толщина снижает удар, вызванный процессом изгиба стеновой части.
Например, полое сечение тоньше, и процесс гибки вызовет видимую рябь на меньшем радиусе. Поэтому наша команда экспертов часто предлагает, когда лучше обеспечить более толстую толщину. Толщина снижает удар, вызванный процессом изгиба стеновой части.
Минимальный радиус и допуск
Минимальный радиус, до которого можно согнуть секцию без существенного искажения, зависит от свойств секции и используемых методов гибки.
С течением времени эти минимальные радиусы были уменьшены по мере разработки новых технологий, поэтому минимальный радиус продолжает уменьшаться .
Перечень радиусов изгиба профилегибочного станка BIT
Нелегко составить точный и исчерпывающий список радиусов, до которых может быть изогнута каждая секция.
Существует большое количество стандартных секций (каждая с различными характеристиками изгиба), существуют различные методы гибки (горячая и холодная), а конечное использование сильно различается.
Кроме того, с постоянным техническим развитием изменяются и «минимальные радиусы». Минимальный радиус, который необходимо согнуть, лучше всего узнать перед покупкой.
Минимальный радиус, который необходимо согнуть, лучше всего узнать перед покупкой.
См. страницу спецификаций
Радиусные кривые секций
Как правило, секции, трубы и полые секции могут быть изогнуты в кривые с одним радиусом, кривые с несколькими радиусами, параболические или эллиптические кривые или даже координаты.
Они также могут в определенных пределах изгибаться в двух местах или образовывать спирали.
Однако существует ряд физических ограничений, ограничивающих степень практической возможности трехмерной кривизны.
Просмотр страницы с информацией о допусках
Горячая гибка секций
Горячая гибка обычно относится к различным типам индукционной гибки. Горячая гибка очень эффективна при гибке труб, потому что она выполняется быстро, точно и допускает мало ошибок.
индукционная гибка Двутавровая балка В процессе индукционной гибки, также известном как высокочастотная гибка, поэтапная гибка или горячая гибка, используются индукторы для локального нагрева стали посредством индукции. В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Лучшая часть затем охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Лучшая часть затем охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
Горячая гибка профиля
Горячая гибка обычно относится только к различным типам индукционной гибки.
Индукционная гибка является высокоэффективным способом гибки профилей, так как он быстрый, точный и с минимальным количеством ошибок. Процесс индукционной гибки осуществляется путем нагревания определенной точки сечения, где его затем можно согнуть без особых усилий. Он не требует какого-либо наполнителя, а результат изгиба сводит искажения к минимуму.
Многие индукционные гибочные станки также выбрали этот тип гибки из-за его энергозатратности. После того, как процесс нагрева завершен, гибка не занимает много времени.
После того, как процесс нагрева завершен, гибка не занимает много времени.
Особенности процесса горячей гибки профилей
Индукционная гибка является очень эффективным методом гибки профилей, поскольку он быстрый, точный и почти безошибочный.
Процесс индукционной гибки осуществляется путем нагрева определенной точки металлических профилей, после чего их можно легко согнуть. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму.
Многие индукционные гибочные машины также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева является наиболее трудоемким элементом процесса, после завершения процесса нагрева гибка вообще не требует много времени.
Преимущества процесса гибки в горячем состоянии
Процесс гибки в горячем состоянии обладает несравнимой технологичностью с холодной гибкой.
- Например, расстояние по прямой линии между двумя соседними отводами на трубе может быть небольшим, и даже можно выполнять непрерывный изгиб, не оставляя прямых участков трубы;
- Может перерабатывать материалы с плохой пластичностью в холодном состоянии в отводы;
- Он может обрабатывать отводы, требующие большой механической энергии при холодной гибке, и может гнуть хрупкие материалы, которые легко ломаются при холодной гибке.
 Горячая гибка может быть изогнута в колено малого радиуса на трубе.
Горячая гибка может быть изогнута в колено малого радиуса на трубе. - Для труб из углеродистой стали и большинства труб из легированной стали радиус изгиба при горячем изгибе намного меньше, чем при холодном изгибе, а радиус изгиба может составлять от 0,7 до 1,5 наружного диаметра трубы.
Недостатки горячей гибки профилей
- Недостатком горячей гибки профилей может быть то, что материал необходимо охлаждать позже, что увеличивает время, затрачиваемое на каждую трубу, и машины, как правило, дороже, чем машины для холодной гибки профилей.
- Отрицательными аспектами гибки горячих профилей может быть то, что материал после этого должен остывать, что увеличивает время, затрачиваемое на каждую трубу, и то, что машины, как правило, дороже, чем устройства для гибки холодных профилей.
- Оборудование сложное, стоимость обработки высокая, эффективность производства низкая, качество поверхности низкое.
- Для медных труб используется процесс гибки холодного сечения, что исключает возможность «водородной болезни» за счет исключения высокотемпературного нагрева.

Индукционная гибка металлических профилей
Горячая гибка или индукционная гибка:
Хотя существуют небольшие различия в различных методах горячей гибки профилей, почти все они представляют собой форму индукционной гибки.
Этот метод точно нагревает металлические профили с помощью катушки индукционного нагрева перед тем, как приложить давление для получения желаемого изгиба.
Он требует гораздо меньших физических усилий, чем методы холодной гибки, и позволяет производить гибки аналогичного или более высокого качества без наполнителей, оправок или других добавок, используемых для предотвращения деформации.
Что такое индукционная гибка?
Индукционная гибка — это точно контролируемый и эффективный метод гибки профилей. В процессе индукционной гибки применяется локальный нагрев с использованием индуцированной высокой частоты электроэнергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка. Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия. 9№ 0006
Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка. Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия. 9№ 0006
Индукционная гибка металла
Технология индукционной гибки позволяет сгибать практически неограниченное количество материалов.
Единственным требованием является возможность индукционного нагрева.
Обычные материалы-
Углеродные стали
- Низкие сплавные стали
- Слисты с высоким сплавами
- FENAR-GRAIN
СТИННАЯ СТАЛИ
- 35
СТИННАЯ СТАЛИ
- 35
- 333993333333333.
- 3333.
- 33333.
.0534
- Duplex
Другие
- Специальные сплавы
- Колоба
- Aluminum
Секция
ГибкаПрокат листового металла
и сваркаИзгиб сечения
Гибка секций была первой услугой, которую Barnshaws начала предлагать в 1969.
 В настоящее время мы являемся мировым лидером в области гибки профилей, и наш опыт дает клиентам уверенность в том, что они могут проектировать конструкции с минимальными ограничениями. Мы предлагаем услуги по гибке профилей длиной до 35 м, как в единичном экземпляре, так и при поставках больших объемов.
В настоящее время мы являемся мировым лидером в области гибки профилей, и наш опыт дает клиентам уверенность в том, что они могут проектировать конструкции с минимальными ограничениями. Мы предлагаем услуги по гибке профилей длиной до 35 м, как в единичном экземпляре, так и при поставках больших объемов.Подробнее Раздел Технические характеристики гибки
Прокатка и сварка листового металла
Наши современные станки позволяют Barnshaw прокатывать листы толщиной до 100 мм и длиной до 4500 мм. Благодаря нашему современному сварочному оборудованию мы предлагаем комплексные решения для цилиндров и силосов. Благодаря нашему многолетнему опыту работы над проектами высшего уровня, мы заняли ведущую роль в секторе толстолистового проката по всей Европе.
Прочитайте больше Технические характеристики листопрокатного станка
Пресс
ТорможениеИндукция
ГибкаЛистогибочный пресс
Благодаря самому большому ассортименту листогибочного оборудования в Великобритании мы специализируемся на гибке деталей длиной до 12 м и толщиной до 80 мм.
 Имея различные профилирующие станки, в том числе один из крупнейших станков для лазерной резки в Великобритании, компания Barnshaws может предоставлять комплексные услуги для всех отраслей промышленности.
Имея различные профилирующие станки, в том числе один из крупнейших станков для лазерной резки в Великобритании, компания Barnshaws может предоставлять комплексные услуги для всех отраслей промышленности.Подробнее Технические характеристики листогибочного пресса
Индукционная гибка
Индукционная гибка, предлагаемая Barnshaws, представляет собой передовой процесс гибки металла, обеспечивающий надежную точность, хорошую эффективность и превосходную стабильность в соответствии с высочайшими стандартами. Этот процесс подходит для широкого спектра применений, таких как нефте- и газопроводы, где необходимо преодолеть ограничения методов холодной гибки.
Подробнее Технические характеристики индукционной гибки
Алюминий
ГибкаТрубы и трубы
ГибкаГибка алюминия
Barnshaws имеет широкий спектр оборудования для гибки алюминиевых и цветных профилей, профилей и листового металла. Мы специализируемся на гибке различных нестандартных архитектурных и автомобильных профилей очень сложной формы в соответствии с требованиями наших клиентов.

Подробнее Технические характеристики гибки алюминия
Гибка труб и трубопроводов
Существует множество различных методов манипулирования трубами и трубопроводами, и в Barnshaws мы выполняем большинство из них. Являясь крупнейшей в мире компанией по гибке металлов, мы имеем выдающийся многолетний опыт достижений в различных секторах, таких как строительство, нефть и газ, шельф, горнодобывающая промышленность, транспорт и многие другие.
Подробнее Технические данные для гибки труб и труб
Изгиб секции
Гибка профилей была первой услугой, которую компания Barnshaws начала предлагать в 1969 году. Теперь у нас есть ведущие мировые мощности в области гибки профилей, и наш опыт дает клиентам уверенность в проектировании конструкций с минимальными ограничениями. Мы предлагаем услуги по гибке профилей длиной до 35 м, как в единичном экземпляре, так и при поставках больших объемов.
Подробнее Раздел Технические характеристики гибки
Прокатка и сварка листового металла
Наши современные станки позволяют Barnshaw прокатывать листы толщиной до 100 мм и длиной до 4500 мм.
 Благодаря нашему современному сварочному оборудованию мы предлагаем комплексные решения для цилиндров и силосов. Благодаря нашему многолетнему опыту работы над проектами высшего уровня, мы заняли ведущую роль в секторе толстолистового проката по всей Европе.
Благодаря нашему современному сварочному оборудованию мы предлагаем комплексные решения для цилиндров и силосов. Благодаря нашему многолетнему опыту работы над проектами высшего уровня, мы заняли ведущую роль в секторе толстолистового проката по всей Европе.Прочитайте больше Технические характеристики листопрокатного станка
Листогибочный пресс
Благодаря самому большому ассортименту листогибочного оборудования в Великобритании мы специализируемся на гибке деталей длиной до 12 м и толщиной до 80 мм. Имея различные профилирующие станки, в том числе один из крупнейших станков для лазерной резки в Великобритании, компания Barnshaws может предоставлять комплексные услуги для всех отраслей промышленности.
Подробнее Технические характеристики листогибочного пресса
Индукционная гибка
Индукционная гибка, предлагаемая Barnshaws, представляет собой передовой процесс гибки металла, обеспечивающий надежную точность, хорошую эффективность и превосходную стабильность в соответствии с высочайшими стандартами.
 Этот процесс подходит для широкого спектра применений, таких как нефте- и газопроводы, где необходимо преодолеть ограничения методов холодной гибки.
Этот процесс подходит для широкого спектра применений, таких как нефте- и газопроводы, где необходимо преодолеть ограничения методов холодной гибки.Подробнее Технические характеристики индукционной гибки
Гибка алюминия
Barnshaws имеет широкий спектр оборудования для гибки алюминиевых и цветных профилей, профилей и листового металла. Мы специализируемся на гибке различных нестандартных архитектурных и автомобильных профилей очень сложной формы в соответствии с требованиями наших клиентов.
Подробнее Технические характеристики гибки алюминия
Гибка труб и трубопроводов
Существует множество различных методов манипулирования трубами и трубопроводами, и в Barnshaws мы выполняем большинство из них. Являясь крупнейшей в мире компанией по гибке металлов, мы имеем выдающийся многолетний опыт достижений в различных секторах, таких как строительство, нефть и газ, шельф, горнодобывающая промышленность, транспорт и многие другие.
Подробнее Технические данные для гибки труб и труб
Балки иллюминаторов
The Big One снова в деле с новой 103-метровой гусеницей, изогнутой компанией Barnshaws Section Benders
Пример из практикиПросмотреть это тематическое исследование Просмотреть все тематические исследования
Яркая скульптура, изогнутая Barnshaws Scotland, украшает ландшафт Шотландского канала
Пример из практикиПросмотреть это тематическое исследование Просмотреть все тематические исследования
За кулисами: наши люди — наша самая сильная опора
Практический примерПросмотреть это тематическое исследование Просмотреть все тематические исследования
Компания Barnshaws в очередной раз превысила свои возможности, выпустив самый большой сварной резервуар
Пример из практикиПросмотреть это тематическое исследование Просмотреть все тематические исследования
Свобода формы без деформации
Практический примерПросмотреть это тематическое исследование Просмотреть все тематические исследования
Присоединяйтесь к нашему списку рассылки
Пожалуйста, введите свой адрес электронной почты ниже, чтобы получать новости и обновления от Barnshaws
Twitter Feed
@Barnshaws
Вызов всех технических инженеров! В настоящее время мы ищем технического инженера, который присоединится к нашей растущей команде на базе… https://t.

- 35