Горелка для полуавтомата сварочного устройство: Устройство горелки полуавтомата сварочного
alexxlab | 05.10.2021 | 0 | Разное
устройство, запчасти к газовым горелкам
0
Опубликовано: 16.07.2015
Не менее 40% всего рабочего времени сварщик тратит на подготовительные мероприятия, включая замену расходных частей горелки и сварочных материалов. Поэтому от оптимального подбора аксессуаров и комплектующих для сварки зависит скорость и продуктивность выполняемой работы. Правильный выбор сварочной горелки для сварки полуавтомата позволит не только увеличить продуктивность труда, но и уменьшить общую утомляемость сварщика, предоставив более безопасный уровень при обращении с аппаратом.
Оглавление:
- Газовая горелка для полуавтомата
- Обзор горелок AURORA для полуавтоматов
- Устройство сварочной горелки
- Запчасти к горелкам полуавтоматов
Газовая горелка для полуавтомата
При использовании полуавтоматических сварочных аппаратов MIG и MAG подбор оптимальной горелки зависит от номинального сварочного тока, типа охлаждения и конфигурации разъема. В любом случае, длина рукава горелки составляет от 3 до 5 метров с учетом поставленных задач.
В любом случае, длина рукава горелки составляет от 3 до 5 метров с учетом поставленных задач.
Охлаждение прибора может быть двух видов:
- воздушное;
- водяное (жидкостное).
Горелки первого типа применяются для работы с токами до 350 А (сварка короткими швами). Жидкостное охлаждение актуально для сварки протяженных швов (независимо от сварочной силы тока). Приобрести качественную горелку для полуавтомата в Москве не составит труда. Более того, в ассортименте присутствуют все виды приборов и запчастей в обеспечение качественной и безопасной работы.
Обзор горелок AURORA для полуавтоматов
Сварочную горелку MIG-MAG – можно смело назвать главным инструментом сварщика. От качества исполнения данного устройства зависят производственные затраты, удобство работы сварщика, а значит и производительность его труда. Группа компаний «Аврора» – предлагает своим покупателям огромный выбор сварочных горелок для полуавтоматической сварки. Горелки «Аврора» – позволят сварщику работать с разными диаметрами проволок, от 0,6 до 1,6 мм. Устройства рассчитаны на 60% рабочий цикл с максимальными сварочными токами от 150 до 500А.
Группа компаний «Аврора» – предлагает своим покупателям огромный выбор сварочных горелок для полуавтоматической сварки. Горелки «Аврора» – позволят сварщику работать с разными диаметрами проволок, от 0,6 до 1,6 мм. Устройства рассчитаны на 60% рабочий цикл с максимальными сварочными токами от 150 до 500А.
Устройство сварочной горелки
Вкладывая инвестиции в столь необходимый элемент сварочного оборудования, специалист берет за основу тип выполняемой сварочной работы и возможности полуавтомата. Более того, при приобретении горелки учитывают ее основные компоненты, которые со временем подлежат замене.
Независимо от производителя в конструкцию горелки входят:
- корпус с шейкой горелки (гусак) – крайне редко подлежит замене;
- изолятор – подлежит замене либо отдельно, либо с газовым соплом;
- диффузор (держатель) – после длительной работы требует замены ввиду налипания сварочных брызг;
- сопло – наиболее уязвимое место, подверженное негативному воздействию налипающих кусочков металла;
- токовый наконечник – самая изнашиваемая часть горелки, которую необходимо периодически менять.

Запчасти к горелкам полуавтоматов
Все детали к штыревым горелкам рано или поздно изнашиваются и приходят в негодность. Для сварного всегда важно иметь в арсенале базовые запчасти горелки, чтобы процесс сварки не прекращался в самый неподходящий момент.
Запчасти, которые должны быть всегда под рукой:
- переходник ГДПГ;
- газовый диффузор;
- держатель наконечника;
- направляющий канал;
- сопло;
- цанга с комплектующими.
Сергей Одинцов
tweet
Горелка для сварочного полуавтомата: устройство и как её выбрать
Оборудование / Технология
Содержание
На сегодняшний день полуавтоматическая сварка MIG/MAG является самой популярной после ручной дуговой, так как в разы превышает по качеству и быстроте сварки. Удобство от работы зависит напрямую от оборудования, которым приходится варить. Правильно подобранная горелка позволит работать комфортно и без перебоев на её ремонт.
Удобство от работы зависит напрямую от оборудования, которым приходится варить. Правильно подобранная горелка позволит работать комфортно и без перебоев на её ремонт.
Внешне она состоит из следующих элементов:
- Сварочный рукав
- Рукоятка с кнопкой
- Гусак
- Сопло
Сварочный рукав представляет собой кабель соединяющий рукоятку с полуавтоматом, в нутрии которого находится:
- Витой канал, для подачи сварочной проволоки из подающего механизма в рукоятку горелки.
- Канал для подачи защитного газа в зону сварки.
- Питающий кабель.
На другом конце рукава находится разъём для подключения его к подающему механизму.
Поставляются такие кабеля длиной от 2,5 до 7 метров. Это позволяет комфортно выполнять сварочные работы на удалённом расстоянии от полуавтомата. При использовании длинных рукавов есть вероятность заедания проволоки в витом канале.
В нутрии сопла находится:
- Изоляционное кольцо
- Электродный держатель
- Токоподводящий наконечник
- Сопло наконечника
Токоподводящий наконечник изготавливается из меди. Это позволяет пропускать сварочный ток без потерь и отводить излишки тепла при нагреве.
Это позволяет пропускать сварочный ток без потерь и отводить излишки тепла при нагреве.
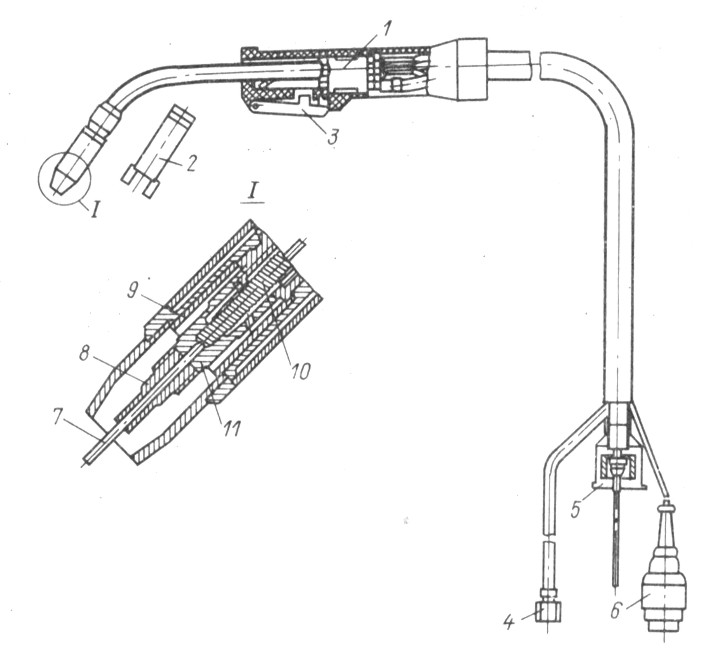
Нижеприведенная схема наглядно показывает, из каких элементов они состоят:
Так же существуют горелки с водяным охлаждением. На схеме ниже представлена одна из них:
Как подобрать горелку и рукав для полуавтомата
Прежде чем приступить к выбору, сперва необходимо определиться с типом и объёмом работ. Если работа предполагает сварку небольших узлов в небольших количествах, тогда приобретение дорогостоящей горелки будет лишним.
Поэтому следует обратить внимание на следующие факторы:
- Максимальный рабочий ток сварочного аппарата;
- Диаметр канала для проволоки;
- Способ охлаждения;
- Длина рукава;
- Разъём для подключения;
- Прочность и износостойкость горелки с рукавом
Максимальный рабочий ток сварочного аппарата
Выбирается в зависимости от максимального рабочего тока источника питания. Если сварку выполнять током 250А горелкой рассчитанной на ток 200А, это может привести к перегреву и расплавлению кабелей с проводными каналами внутри рукава. Если не планируется превышать максимально-допустимый ток, в таких случаях возможно её применение.
Если сварку выполнять током 250А горелкой рассчитанной на ток 200А, это может привести к перегреву и расплавлению кабелей с проводными каналами внутри рукава. Если не планируется превышать максимально-допустимый ток, в таких случаях возможно её применение.
Диаметр канала для проволоки
Существует два типа каналов для прохождения проволоки: стальной и тефлоновый. Каждый из них используется для определённого типа проволоки.
Стальной канал применяется для проволок, предназначенных для сварки углеродистых и легированных сталей.
Тефлоновые каналы используют для алюминиевой проволоки.
Существуют различные диаметры каналов – 0,6 – 3,0. Выбирается диаметр канала в зависимости от диаметра сварочного материала.
Способ охлаждения горелки
Существует два типа охлаждения: без охлаждения и с водяным охлаждением. Для выполнения работ в быту и на небольших производствах, где процесс сварки идёт с перерывами, охлаждение не нужно. Если процесс сварки идёт непрерывно в течении 10 – 15 мин, тогда требуется водяное охлаждения.
В большинстве случаев охлаждение не нужно и является маркетинговым ходом производителей.
Длина кабеля
Позволяет выполнять сварочные работы на высоте, а также даёт возможность постоянно двигать сварочный полуавтомат в процессе работы.
Бывают длиной от 2,5 до 7 метров.
При длине свыше 5 метров необходим четырехроликовый подающий механизм. В противном случае могут быть пробуксовки, что приводят к обрыву в подачи проволоки.
Для бытовых работ подойдут кабеля длиной до 3 метров. Для больших производств – 5-7 м.
Разъём для подключения
Существуют отсоединяемые кабеля от подающего механизма и встроенные, которые нельзя отсоединить. В большинстве случаев отсоединяемые кабеля имеют специальный EURO разъём. Маркируется он как KZ-2.
Прочность и износостойкость горелки с рукавом
В процессе сварки сварочная горелка может получить повреждение, как механическое, так и тепловое. По этой причине кожух рукава должен быть не только гибким, но и прочным. Рукоятка должна быть изготовлена из прочного, качественного пластика. Иначе такой кабель будет работать недолговечно.
Рукоятка должна быть изготовлена из прочного, качественного пластика. Иначе такой кабель будет работать недолговечно.
Даже для работы в быту не стоит экономить на качестве. Рукава и горелка низкого качества будет постоянно создавать проблемы, и мешать сосредоточится на работе.
МеткиГорелка для сварочного полуавтомата
Горелка BIG MIG 1000 А
БИГ МИГ® NCM15, HTM15
W/C “BIG MIG®” 1000 Amp Barrel HTM15
Обзор Инструкции по заказу и
Чертежи Принадлежности Дополнительная информация рынок сегодня. Горелки D/F MIG (газовая дуговая сварка металлическим электродом) и TIG (газовая дуговая сварка вольфрамовым электродом) уже более 40 лет используются исключительно с оборудованием для автоматизации сварки Lincoln Electric, Miller Electric, Linde/ESAB и Thermadyne. Для автоматизированных сварочных систем, жесткой автоматизации, высокого наплавления, высокой плотности тока и проволоки большого диаметра, требующих предварительного нагрева и большой силы тока, идеально подходит сварочная горелка D/F для тяжелых условий эксплуатации с водяным охлаждением, которая используется для сварки алюминия большого диаметра, наплавка металла, наплавка твердым сплавом, наплавка, напыление металла и строительство трубопроводов, или даже модернизация с помощью системы подачи флюса для поддуговых применений и применений, где добавляется карбид, например, с помощью Welding Alloys Multi Surfacer: разработанного по индивидуальному заказу автоматизированного сварочного оборудования.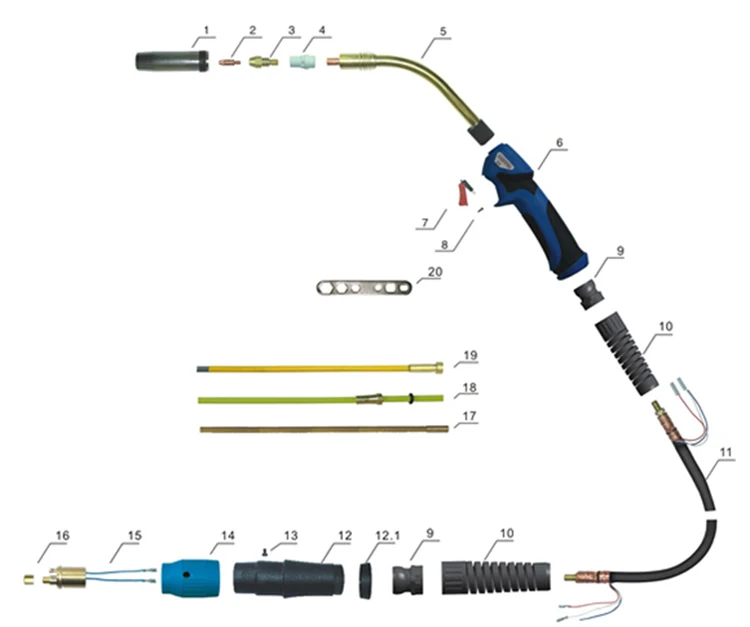
Автоматические горелки BIG MIG® (GMAW) NCM15 и HTM15 с полным водяным охлаждением и прямым креплением на 1000 А предназначены для однодуговой сварки на сильном токе. Если вы используете Linde ST-12, Guild ST-12 или Binzel AUT 750 и чувствуете потребность в более крупной и надежной горелке, способной выдерживать больший ток с более мощным водяным охлаждением, вам подойдет BIG MIG® на 1000 А. для тебя. BIG MIG® может подключаться непосредственно к устройствам подачи проволоки Lincoln Electric NA-5 и NA-5R, LF-72, LF-74, Power Feed® 84, ESAB Aristo, MIGMaster, Duradrive, MIG 4 HD и Miller. дуговые машины. С помощью резьбовых уплотнений для субдуговых сопел D/F эти горелки MIG для тяжелых условий эксплуатации с водяным охлаждением можно переоборудовать и использовать в качестве субдуговых горелок. Благодаря прочной конструкции горелки и водяному охлаждению корпуса, сопла и наконечника время простоя и затраты на расходные материалы могут быть значительно сокращены в процессе сварки под флюсом (SAW).
Высокоточный сварочный аппарат «BIG MIG®» на 1000 А рекомендуется для механизированных сварочных работ, где производство требует максимальной долговечности и качества механизированной дуговой сварки металлическим электродом в среде защитного газа. Модель NCM15 в комплекте с 4-дюймовыми вставными токоведущими наконечниками, крепящимися с помощью цанговой гайки. Модель HTM15 подходит для токовых наконечников с резьбой 7/16 дюйма с помощью гайки адаптера наконечника. Форсунка с водяным охлаждением подходит для резьбовых газовых форсунок с внутренним диаметром от 3/4” до 1-1/4”. Этот ствол в основном предназначен для проволоки диаметром от 1/16” до 7/32” (от 1,6 мм до 5,6 мм). Максимальный ток, применимый к моделям NCM15/HTM15, составляет 1000 ампер. Непосредственный монтаж осуществляется путем подключения горелки к сварочной головке или приводу проволоки с помощью адаптера механизма подачи.
Аппарат «BIG MIG®» имеет два кабеля подачи воды и кабеля питания, что увеличивает номинальный ток непрерывного рабочего цикла до 1000 ампер. На корпусе горелки BIG MIG® также есть две проушины, в которые можно вставить от двух до четырех кабелей 4/0. Эти характеристики, однако, диктуются размером провода, который определяет соответствующий контактный наконечник.
Горелка D/F известна тем, что при правильном охлаждении сварщик может голой рукой взяться за хромированный передний водоохлаждаемый ствол (а не за медное газовое сопло/стакан) горелки, и она быть холодным на ощупь через несколько секунд после сварки. С надлежащим чиллером это можно сделать даже после 4-часового времени дуги. Убедитесь, что подача охлаждающей воды имеет минимальный расход 1 галлон в минуту (для каждого внутреннего корпуса), давление 40 фунтов на кв. дюйм (максимум 80 фунтов на кв. дюйм) с резервуаром на 6 галлонов и рекомендуемой охлаждающей способностью 30 000 БТЕ/ч. Характеристики горелки зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе.

Каждый сварочный пистолет D/F Machine Specialties полностью собран и готов к установке. Чтобы завершить установку, укажите кодовый номер, размер проволоки, марку/модель механизма подачи проволоки (механизмы подачи проволоки Lincoln, механизмы подачи проволоки Miller, механизмы подачи проволоки Tweco, механизмы подачи проволоки ESAB и механизмы подачи проволоки EURO Quick Disconnect) и вход (при необходимости). ) необходимо указать при заказе. Если требуются специальные сварочные инструменты или принадлежности, отличные от перечисленных выше, проконсультируйтесь с заводом-изготовителем. Получите правильное соединение адаптера механизма подачи, подходящее для механизма подачи проволоки MIG.
Характеристики
- Внутренний корпус и сопло с водяным охлаждением
- Прочная конструкция для длительного срока службы
- Маленькая передняя часть для труднодоступных мест
- Выдерживает экстремальные условия — предварительный нагрев до 900°, 1000 А
- Срок службы резака — количество лет в сравнении с месяцами
Описание модели
- NCM – N нормальная работа, C цапфа (вставной наконечник), M Ствол
- HTM – H для тяжелых условий эксплуатации, T наконечник с резьбой, M станочный ствол
Характеристики модели
| МОДЕЛЬ | ТОК МОЩНОСТЬ | ВЕС (ПРИБЛ. ) ) | ТРЕБУЕТСЯ ОХЛАЖДЕНИЕ | РЕКОМЕНДУЕМАЯ ПРОВОДА ДИАМ. ДИАПАЗОН | ИНСТРУКЦИЯ РУКОВОДСТВО |
|---|---|---|---|---|---|
| NCM15, HTM15 | 1000 ампер | 11,8 фунта | 1 галлон/мин | 0,030″-5/32″ (0,8м-4мм) твердый/порошковый, 3/64″-1/4″ (1,2мм-6,5мм) AL | 750 |
Размеры ствола
| МОДЕЛЬ | ДЛИНА | ДИАМЕТР КОРПУСА |
|---|---|---|
| NCM15, HTM15 | 16 дюймов | 2,750 дюйма |
Информация для заказа
Только полный ствол
| ОПИСАНИЕ | КОД №. |
|---|---|
| NCM15, HTM15 | 11620 |
Полные сборки
| ОПИСАНИЕ | КОД №. | |||||||||
2 фута. | 3 фута. | 4 фута. | 5 футов. | 6 футов. | 7 футов. | 8 футов. | 10 футов. | 12 футов. | 15 футов. | |
| NCM15, HTM15 | 11622 | 11623 | 11624 | 11625 | 11626 | 11627 | 11628 | 11629 | 11630 | 11631 |
Руководства и файлы для загрузки
Инструкции по эксплуатации
| МОДЕЛИ ГОРЕЛОК | СКАЧАТЬ |
|---|---|
| NCM15, HTM15 | 750 |
Файлы САПР и чертежи
| МОДЕЛИ ГОРЕЛОК | КОД №. | САПР-ФАЙЛ | ЧЕРТЕЖ PDF |
|---|---|---|---|
| NCM15, HTM15 | 11620 | 11620 | 11620 |
Прочие документы
| ОПИСАНИЕ | СКАЧАТЬ |
|---|---|
| Выбор подходящего чиллера для вашего применения | |
| Варианты подключения горелки | |
| W/C Цилиндр машины BIG MIG® Однолистовой |
Вспомогательная станция #45188 — Двойной силовой кабель
Вспомогательная станция D/F требуется для всех установок резака D/F. В типичных современных установках резака используется унифицированный кабельный узел с разъемом питания. Горелки D/F используют альтернативный подход к настройке. В горелках используется отдельный газовый шланг, шланг подачи воды, кабель подачи воды и питания, а также кожух/кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D/F Utility Station. Газовый шланг, шланг для подачи воды, а также кабели подачи воды и питания подключаются к существующим линиям заказчика через коммуникационную станцию. Провода резака D/F вставляются в переднюю часть (см. справа) Utility Station. В заднюю часть (см. ниже) Коммунальной станции идут коммунальные услуги клиента. Подробнее читайте на странице продукта D/F Utility Station.
В типичных современных установках резака используется унифицированный кабельный узел с разъемом питания. Горелки D/F используют альтернативный подход к настройке. В горелках используется отдельный газовый шланг, шланг подачи воды, кабель подачи воды и питания, а также кожух/кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D/F Utility Station. Газовый шланг, шланг для подачи воды, а также кабели подачи воды и питания подключаются к существующим линиям заказчика через коммуникационную станцию. Провода резака D/F вставляются в переднюю часть (см. справа) Utility Station. В заднюю часть (см. ниже) Коммунальной станции идут коммунальные услуги клиента. Подробнее читайте на странице продукта D/F Utility Station.
Для получения дополнительной информации о правильном использовании D/F Utility Station, а также для ознакомления с различными вариантами подключения резака загрузите один лист «Варианты подключения резака».
Токовые наконечники с резьбой
| МОДЕЛИ ГОРЕЛОК | ТИП ПРОВОДА | РАЗМЕР ПРОВОДА | КОД №. |
|---|---|---|---|
| Все HTC, HTM, CTW, CW-T, MTW Наконечники с резьбой (наконечник имеет отступ 1/8 дюйма) | Жесткий | 0,035 дюйма (0,9 мм) | 15116 |
| 0,045 дюйма (1,2 мм) | 15117 | ||
| 0,052 дюйма (1,2 мм) | 15121 | ||
| 1/16 дюйма (1,6 мм) | 15118 | ||
| 5/64 дюйма (2 мм) | 15119 | ||
| 3/32 дюйма (2,4 мм) | 15120 | ||
| 7/64 дюйма (2,8 мм) | 15122 | ||
| 1/8 дюйма (3,2 мм) | 15105 | ||
| 5/32 дюйма (4 мм) | 15150 | ||
| Все HTC, HTM, CTW, CW-T, MTW Наконечники с резьбой (Наконечник имеет отступ 3/8 дюйма) | С сердечником | 0,035 дюйма (0,9 мм) | 15101 |
| 0,045 дюйма (1,2 мм) | 15106 | ||
| 0,052 дюйма (1,2 мм) | 15112 | ||
| 1/16 дюйма (1,6 мм) | 15107 | ||
| 5/64 дюйма (2 мм) | 15108 | ||
| 3/32 дюйма (2,4 мм) | 15109 | ||
| 7/64 дюйма (2,8 мм) | 15110 | ||
| 1/8 дюйма (3,2 мм) | 15111 | ||
| 5/32 дюйма (4 мм) | 15113 | ||
| Все HTC, HTM, CTW, CW-T, MTW Наконечники с резьбой (Наконечник обеспечивает отступ 1/8 дюйма) | Алюминий | 3/64 дюйма (1,2 мм) | 15126 |
| 1/16 дюйма (1,6 мм) | 15125 | ||
| 5/64 дюйма (2 мм) | 15087 | ||
| 3/32 дюйма (2,4 мм) | 15148 | ||
| 1/8 дюйма (3,2 мм) | 15123 | ||
| 5/32 дюйма (4 мм) | 15151 |
Запчасти для пистолетов MIG | Расходные материалы для сварочной горелки MIG
Компания American Torch Tip производит и предлагает детали, горелки и горелки для сварки MIG, разработанные специально для сварщиков. Мы предлагаем передовые продукты, расширяющие границы долговечности и эффективности в сварочной отрасли.
Сварка металлическим электродом в среде инертного газа (MIG), также называемая дуговой сваркой металлическим электродом в среде защитного газа (GMAW), представляет собой процесс сварки с использованием инертного защитного газа, при котором электрическая дуга горит между расходуемым проволочным электродом и основным материалом, образуя сварной шов. . Благодаря экономичным и универсальным функциям, которые предлагает сварка MIG, неудивительно, что она стала одной из самых распространенных форм сварки.
Сварка MIG экономична, универсальна и гибка, что делает ее одной из наиболее распространенных форм сварки внутри помещений в большинстве отраслей. Для сварки MIG и деталей горелок MIG можно использовать различные защитные газы в зависимости от требований и материала.
Для сварки MIG и деталей горелок MIG можно использовать различные защитные газы в зависимости от требований и материала.
Мы производим все расходные детали, горелки и горелки MIG на наших предприятиях в Брадентоне, штат Флорида.
Это позволяет нам гарантировать их соответствие жестким стандартам, включая спектроскопическую проверку всех сырьевых материалов и микровизионную проверку всех критических размеров. Наши измерительные системы Cognex способны обнаруживать отклонения до 0,0005 дюйма.
ПОЛУАВТОМАТИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ MIG
Наиболее распространенным и традиционным способом сварки является MIG (металлический инертный газ), также известный как GMAW (дуговая сварка металлическим газом). Чаще всего этот процесс выполняется с использованием полуавтоматического оборудования в самых крупных промышленных приложениях, таких как:
- Судостроительные и морские верфи
- Общее производство
- Тяжелое производство
- Автомобильная и транспортная промышленность
- Структурное и промышленное строительство
- Полуавтоматические горелки MIG можно держать в руках, что делает их универсальными и простыми в освоении.

Сварка MIG может не подходить для использования вне помещений, так как при этом используется защитный газ, защищающий чистоту сварного шва. Ветер с улицы может сдуть этот газ, влияя на общее качество сварного шва.
ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ МИГ
Стационарная автоматизация Сварка МИГ предназначена для автоматизации повторяющихся, длинных форм сварки для производства таких вещей, как водонагреватели и баллоны с пропаном. Он также часто используется в транспортной отрасли для железнодорожных вагонов и другого общего производства.
«Фиксированный» относится к самому резаку. В отличие от роботизированных и полуавтоматических процессов сварки MIG, материал/деталь помещается на направляющую, которая вращается или позиционирует себя, чтобы настроить ее для шовной сварки.
ОБОРУДОВАНИЕ ДЛЯ РОБОТИЗИРОВАННОЙ СВАРКИ MIG
Роботы для сварки MIG рассматриваются как ключ к будущему росту автомобильной промышленности.