Горизонтальный обрабатывающий центр – Mazak | Горизонтальные обрабатывающие центры
alexxlab | 25.03.2020 | 0 | Разное
Характеристики обрабатывающих центров – виды и применение
Обрабатывающий центр – многооперационный станок, имеющий числовое программное управление (ЧПУ), который способен осуществлять комплексную механическую обработку 3-х мерных заготовок с помощью разных инструментов. Обрабатывающие центры имеют инструментальные магазины и устройства для автоматической замены инструмента, вследствие чего в значительной степени возрастает их производительность.
На подобном оборудовании проводится черновая, получистовая и чистовая обработка заготовок, с множеством обрабатываемых поверхностей. Кроме этого, можно выполнить разные технологические переходы, к примеру, фрезерование плоскостей, уступов, канавок, окон, колодцев, сверление, зенкерование, развертывание, растачивание различных углублений.
Характеристики
Обрабатывающий центр с ЧПУ отличается большим запасом металлорежущих инструментов. В станках с ЧПУ и автоматической заменой инструментов запас инструмента чаще всего расположен в револьверных головках. К примеру, фрезерные и сверлильные станки, которые используются для создания деталей с применением 5-12 инструментов. Более дорогостоящее оборудование отличается инструментальными магазинами с запасом в 15-30, а при необходимости в 50-100 и более инструментов.
Еще одной особенностью можно назвать присутствие у них рабочего стола или делительного устройства с конкретным угловым шагом деления. Поворот детали дает возможность осуществить ее обработку с нескольких сторон без переустановки. Некоторые модели обрабатывающих центров оборудованы дополнительными столами (паллетами), а также системами для автоматической замены заготовок. Смена заготовки на паллете-спутнике осуществляется в процессе работы станка, увеличивая уровень производительности.
Более точное перемещение по осям в обрабатывающих центрах гарантируется сервоприводами и управляющей системой ЧПУ. Кроме этого, возможно наличие «встроенных функций». В станках могут присутствовать дополнительные системы измерения/калибровки инструмента или деталей. Использование подобных контактных и лазерных систем позволяет сэкономить время, которое понадобится для установки детали и ее привязки к системе координат станка.
Вследствие высокой цены подобное оборудование применяется для работы с самыми технологически сложными заготовками. Стоит отметить, что один обрабатывающий центр полностью заменяет три-пять станков с ЧПУ или пять-десять универсальных машин.
Тогда как, большая часть обрабатывающих центров оборудована 3-мерной системой перемещения инструмента относительно заготовки, для работы с заготовкой сложной формы чаще всего необходимо управление режущим инструментом или деталью (столом) еще по одной или нескольким дополнительным координатам (осям). С такой работой могут справиться только 4-, 5- и 6- координатные ОЦ.
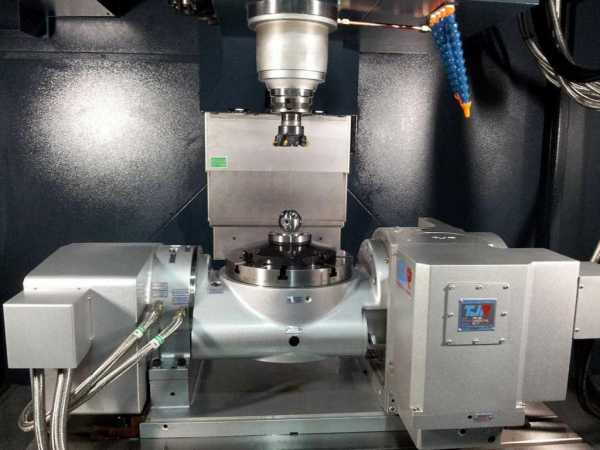
Вертикальный обрабатывающий центр
Другими словами такие станки называют вертикально-фрезерными обрабатывающими центрам. Они являются самыми востребованными. В нем охлаждающая жидкость попадает в место обработки по внешним гибким каналам, или же поступает в зону резания через шпиндель. Отметим, что охлаждение группы шпиндель-инструмент-заготовка демонстрирует более высокие показатели эффективности, что дает возможность повысить скорость и точность обработки.
Фрезерный обрабатывающий центр отличается от обычного фрезерного станка тем, что у него не стол, а шпиндель двигается вертикально по направляющим колонны, а направляющие стола опираются прямо на станину, которая расположена на фундаменте. Подобное строение вертикальных фрезерных обрабатывающих центров гарантирует им более высокие показатели жесткости и точности обработки в сравнении с их предшественниками консольного типа.
 Автоматическая система смены инструмента в вертикальных обрабатывающих центрах, чаще всего, включает примерно 24 – 30 позиций. Это связывают это с тем, что они созданы в форме круглого барабана, ось вращения которого находится вертикально или горизонтально, повышение диаметра барабана этой системы ограничено глубиной станка. Благодаря использованию сменщиков инструмента ленточного/гусеничного типа, этого ограничения удается избежать.
Автоматическая система смены инструмента в вертикальных обрабатывающих центрах, чаще всего, включает примерно 24 – 30 позиций. Это связывают это с тем, что они созданы в форме круглого барабана, ось вращения которого находится вертикально или горизонтально, повышение диаметра барабана этой системы ограничено глубиной станка. Благодаря использованию сменщиков инструмента ленточного/гусеничного типа, этого ограничения удается избежать.
Горизонтальный обрабатывающий центр
В ряде случаев вследствие конструктивно-прочностных особенностей заготовок, а также особенностей их обработки, и необходимости отвода охлаждающей жидкости и стружки из области резания, более целесообразно использовать горизонтальные обрабатывающие центры. В таком случае горизонтальное расположение шпинделя более удобно, а в некоторых случаях без него просто не обойтись.
Главные преимущества таких станков перед вертикальными:
- вследствие горизонтального положения шпинделя стружка не накапливается в большом объеме в зоне обработки. Горизонтальные шпиндели выполнены по более жесткой схеме, в них присутствует система противодействия вибрациям, к примеру, пневматическая
- двух-паллетное выполнение рабочего стола вместе с 4-й координатой: вращением в горизонтальном направлении с шагом 1° или 0,001°. Присутствие второй паллеты дает возможность экономить время на снятие и монтаж заготовок. Этот момент очень важен в массовом производстве, а благодаря повороту стола получается обработать все боковые стороны изделия
- возможность реализации сменщика инструмента в форме «гусеничной» конструкции. Если применяется не 2 гусеничных колеса, а больше, – «гусеница» может отличаться сложной формой, вследствие чего в малом объеме размещается большое количество инструмента: 40, 90 и4 даже 120 позиций.
Как вертикальные, так и горизонтальные обрабатывающие центры осуществляют комплексную обработку корпусных деталей не только из древесины, но и из черных и цветных металлов.
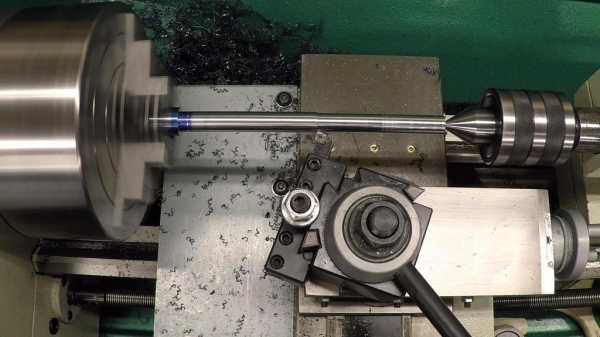
Токарный обрабатывающий центр
Для того, чтобы обработать деталь по конкретным параметрам с высоким уровнем точности в токарном обрабатывающем центре необходима определенная оснастка. К примеру, чтобы в момент сильной подачи при высоких оборотах заготовка не меняла своего положения нужно применять центровую оснастку.
Существуют различные типы:
- упорный наконечник с хвостовиком приблизительно одинакового диаметра, позволяет предотвратить заклинивание
- грибковый наконечник с усеченным рабочим конусом, с центрированным валиком или насадкой для него. Их используют, чтобы зафиксировать заготовки с полыми торцевыми отверстиями
- обратный, отличающийся наружными коническими торцами для установки в отверстие центра. Такие токарные центры используются для фиксации заготовок малого сечения
- полуцентр, устанавливаемый в заднюю бабку, дает возможность обрабатывать заготовки на торцах.
Характеристики обрабатывающих центров позволяют получать конечные продукты очень высокого качества.
wood-prom.ru
Горизонтально-фрезерные обрабатывающие центры – Алгоритм Точности
Горизонтально-фрезерные обрабатывающие центры

Горизонтальные обрабатывающие центры | |||||||
Модель | Размер стола, мм | Перемещение по осям, мм | Максимальная нагрузка на стол, кг | Мощность главного шпинделя, кВт | |||
| X | Y | Z | W | ||||
SHM-630L | 630х630 (700×700/700×900) | 1400 | 1150 | 800 | – | 1500 | 11 / 15 |
SHM-800 | 800х800 (800×1000/1000×1000) | 2000 | 1100 | 1180 | – | 3000 | 11 / 15 |
SHM-800L | 800х800 (800×1000/1000×1000) | 1600 | 1200 | 1000 | – | 3000 | 11 / 15 |
Горизонтальные фрезерно-расточные обрабатывающие центры | |||||||
Модель | Размер стола, мм | Перемещение по осям, мм | Максимальная нагрузка на стол, кг | Мощность главного шпинделя, кВт | |||
| X | Y | Z | W | ||||
SHВ-11025RS | 1400х1600 | 2500 | 1800 | 1500 | 500 | 7000 | 22 / 26 |
SHB-11030RS | 1400х1600 | 3000 | 1800 | 1500 | 500 | 7000 | 22 / 26 |
SHB-11040RS | 1400х1600 | 4000 | 1800 | 1500 | 500 | 7000 | 22 / 26 |
SHB-11030RM | 1800х2000 | 3000 | 1800 | 1500 | 500 | 7000 | 22 / 26 |
SHB-11040RM | 1800х2000 | 4000 | 1800 | 1500 | 500 | 7000 | 22 / 26 |
SHB-13025RS | 1400х1600 | 2500 | 1800 | 1500 | 700 | 7000 | 22 / 26 |
SHB-13030RS | 1400х1600 | 3000 | 1800 | 1500 | 700 | 7000 | 22 / 26 |
SHB-13040RS | 1400х1600 | 4000 | 1800 | 1500 | 700 | 7000 | 22 / 26 |
SHB-13030RL | 1800х2000 | 3000 | 1800 | 1500 | 700 | 15000 | 22 / 26 |
SHB-13040RL | 1800х2000 | 4000 | 1800 | 1500 | 700 | 15000 | 22 / 26 |
SHB-13030RM | 3200х1800 | 3000 | 1800 | 1500 | 700 | 15000 | 22 / 26 |
SHB-13040RM | 3200х1800 | 4000 | 1800 | 1500 | 700 | 15000 | 22 / 26 |
Горизонтальные фрезерные обрабатывающие центры
Многие отрасли современного машиностроения и, в особенности, тяжёлого машиностроения требуют выполнения фрезерных, расточных, сверлильных и многих других работ на крупногабаритных деталях с большой массой в условиях серийного и индивидуального производства. Потребность в обработке резанием крупногабаритных деталей чаще всего возникает в судостроении, автомобильной промышленности, металлургии, авиационной и космической промышленности, энергетической промышленности, станкостроении, производстве вагонов поездов и тепловозов, производстве арматуры для труб большого диаметра, редукторов, корпусов крупных агрегатов.
Главной особенностью горизонтально-фрезерных станков является горизонтальное расположение оси шпинделя и подвижная колонна. Благодаря своей технологичности и функциональности, фрезерные станки указанного типа позволяют выполнять большое количество профильных работ. В том числе, дают возможность осуществлять обработку различных плоскостей, создавать канавки и прорезывать пазы, обрабатывать фасонные поверхности, нарезать зубья. Позволяют производить черновую, получистовую, а также финишную чистовую обработку.
Так же для увеличения производительности и уменьшения цикла обработки горизонтально-фрезерные обрабатывающие центры оснащаются устройством автоматической смены паллет. Паллет может быть как две, так и больше (на больших обрабатывающих центрах). Это позволяет исключить из общего времени цикла обработки время установки детали, что является большой экономией времени, так как при больших габаритах и весе заготовки её установка бывает затруднена.
Горизонтально-фрезерные обрабатывающие центры, как правило, обладают приводом большой мощности и многопозиционным инструментальным магазином, что позволяет производить без переналадки обширный спектр операций таких как: фрезерование, сверление, нарезание различных внутренних и внешних резьб, зенкерование и развёртывание отверстий, торцевание и т.д.
Более подробную информацию по горизонтально-фрезерным станкам Вы можете узнать
у специалистов компании ООО «Алгоритм точности».
algoritmt.ru
| Модель | 6ТГК-500П2 | 6ТГК-630П2 | 6ТКГ-800П2 | 6ТГК-1000П2 | 6ТГК-1200П2 | 6ТГК-1600П2 | |
| Размер стола | мм | 500х500 | 630х630 | 800х800 | 1100х1100 | 1400х1200 | 1600х1400 |
| Количество паллет | шт. | 2 | 2 | 2 | 2 | 2 | 2 |
| Метод смены паллет | гр. | 180⁰ | 180⁰ | 180⁰ | шаттл | шаттл | шаттл |
| Время смены паллет | сек | 20 | 20 | 20 | 100 | 100 | 1400 |
| Максимальная нагрузка на стол | кг | 500 | 1000 | 1500 | 3000 | 5000 | 8000 |
| Размер Т-образного паза | мм | 24хМ16 | 18х5 | 22х7 | 22х9 | 22х9 | 22х9 |
| Перемещение по оси Х | мм | 800 | 1050 | 1300 | 1500 | 1800 | 2200 |
| Перемещение по оси Y | мм | 750 | 750 | 1000 | 1000 | 1500 | 1500 |
| перемещение по оси Z | мм | 800 | 1000 | 1200 | 1200 | 1500 | 1500 |
| перемещение по оси W | мм | – | – | – | 600 | 700 | 700 |
| Расстояние центр шпинделя-стол | мм | 0-750 | 0-750 | 0-1000 | 0-1000 | 0-1500 | 0-1500 |
| Расстояние центр стола-торец шпинделя | мм | 165-950 | 170-1170 | 200-1300 | 200-1300 | 200-1700 | 270-1770 |
| Ускоренные перемещения X/Y/Z/W | м/мин | 30/30/15/- | 30/30/15/- | 20/20/15/- | 20/20/15/15 | 20/20/15/15 | 20/20/15/15 |
| Диапазон рабочих подач | мм/мин | 1-15000 | 1-15000 | 1-15000 | 1-15000 | 1-15000 | 1-15000 |
| Дискретность поворота стола (ось B) | гр. | 0,001 | 0,001 | 0,001 | 0,001 |
0,001 |
0,001 |
| Шпиндель | |||||||
| Число оборотов шпинделя | об/мин | 8000 | 8000 | 6000 | 3500 | 3500 | 3500 |
| Количество ступеней скорости (редуктор) | шт | – | – | – | 2 (1:4) | 2 (1:4) | 2 (1:4) |
| Диаметр внутреннего подшипника | мм | 90 | 90 | 90 | 90 | 90 | 90 |
| Конус шпинделя | BT-50 | BT-50 | BT-50 | BT-50 | BT-50 | BT-50 | |
| мощность главного привода | кВт | 15,0/18,5 | 15,0/18,5 | 22,0/26,0 | 22,0/26,0 | 22,0/26,0 | 30,0/37,0 |
| инструментальный магазин | |||||||
| Количество инструмента | шт | 40 | 40 | 40 | 40 | 40 | 40 |
| Максимальный диаметр инструмента | мм | 125 | 125 | 125 | 125 | 125 | 125 |
| Максимальная длина инструмента | мм | 400 | 400 | 400 | 400 | 400 | 400 |
| Максимальная масса инструмента | кг | 25 | 25 | 25 | 25 | 25 | 25 |
| Время смены инструмента | сек | 5 | 5 | 5 | 5 | 5 | 5 |
| точностные характеристики | |||||||
| Точность позиционирования по осям X/Y/Z/W по всей длине | мм |
±0,010 |
±0,010 |
±0,010 |
±0,015 |
±0,015 |
±0,015 |
| повторяемость по осям X/Y/Z/W | мм |
±0,005 |
±0,005 |
±0,005 |
±0,008 |
±0,008 |
±0,008 |
| Точность позиционирования оси В | сек |
±7,5 |
±7,5 |
±7,5 |
±7,5 |
±7,5 |
±7,5 |
| Повторяемость по оси В | сек |
±5 |
±5 |
±5 |
±5 |
±5 |
±5 |
| общие данные | |||||||
| Общее энергопотребление | кВа | 40 | 40 | 40 | 65 | 65 | 65 |
| объем бака СОЖ | л | 400 | 500 | 600 | 600 | 600 | 800 |
| Высота станка | мм | 3150 | 3250 | 3570 | 3565 | 4560 | 4560 |
| Длина станка | мм | 3280 | 3970 | 4300 | 4720 | 5400 | 6340 |
| Ширина станка | мм | 5000 | 5830 | 7100 | 7050 | 8680 | 8880 |
| Масса станка | кг | 19000 | 23000 | 29000 | 35000 | 46000 | 54000 |
cnc-tulamash.ru
Горизонтальные обрабатывающие центры
Mazak (Япония)
Обрабатывающие центры горизонтальной компоновки
Новое поколение обрабатывающих центров горизонтальной компоновки с ЧПУ мирового уровня
Сочетание в станках серии NEXUS II передовых технологий, высокой производительности и разумной цены гарантирует покупателям необходимую эффективность. Обрабатывающие центры горизонтальной компоновки с ЧПУ
отличаются улучшенной стабильностью обработки, повышенной безопасностью и простотой управления, благодаря систем ЧПУ 6-го поколения MAZATROL MATRIX NEXUS. Производство станков серии NEXUS II началось на всех 8 заводах компании Mazak, что гарантирует техническую поддержку на высоком уровне по всему миру
Горизонтальные обрабатывающие центры серии NEXUS II
HORIZONTAL CENTER NEXUS 4000-II
| Обрабатывающий центр горизонтальной компоновки NEXUS | 4000-II |
|---|---|
| Размер палеты | 400 x400 мм |
| Подача по оси X/Y/Z | 560/630/640 мм |
| Быстрая подача | 60 000 мм/мин |
| Шпиндель (при 30-мин. цикле) | 18 000 об/мин, 30 кВт перем. тока (40 л. с.) |
| Тип хвостовика инструмента | HSK-A63, MAS ВТ-40, САТ-40 |
| Вместимость магазина | 40, *60, *80, *120, *160, *180, *240, *330 |
| Требуемая площадь | 2160х5303 мм |
Серия FH
Современный обрабатывающий центр горизонтальной обработки
Серия FH и PFH – это передовые высокоскоростные горизонтальные обрабатывающие центры, разработанная для эффективной обработки широкого спектра деталей при мелко- и среднесерийном производстве. Большой выбор опционального оборудования, такого как шпинделя различных типов и ГПС-системы, позволяет выпускать продукцию, отвечающую самым разнообразным производственным требованиям. Кроме того, особенностью этих станков является сниженное потребление электричества и воздуха, что увеличивает эффективность производства.
Обрабатывающие центры горизонтальной компоновки сверхвысокой точности
μ-серия обеспечивает такую же точность, как и у координатно-расточных станков, а кроме того – высокоскоростную обработку. Многочисленные меры, принятые против температурных искажений, обеспечивают стабильную точность в течение длительного периода времени. По точности и повторяемости позиционирования (X, Y, Z в двух направлениях) серия в 4 раза превосходит стандарт для проверки обрабатывающих центров ISO 10791-4 в соответствии с методом контроля ISO 203-2.
µ 4800
| μ | 4800 |
|---|---|
| Размер палеты | 400×400 мм |
| Подача по оси (X/Y/Z) | 560 /630 /600 мм |
| Быстрая подача | 60 000 мм/мин |
| Шпиндель | 15000 об/мин, 30 кВт (40 л.с.), *25000 об/мин (при 15-мин цикле) |
| Тип хвостовика инструмента | MAS ВТ-40, САТ-40 |
| Вместимость магазина | 40, *80, *120, *180, *240, *330 |
| Требуемая площадь | 2435×4282 мм |
“YCM” ( Тайвань)
Токарные и токарно-фрезерные обрабатывающие центры
Изготовленная из чугуна Meehanite станина станка с упрочненными шлифованными направляющими коробчатого типа обеспечивает высокую жесткость и долговременную стабильность геометрических характеристик станка, и позволяет вести обработку с высокими нагрузками. Быстрый отвод стружки и СОЖ из зоны обработки, система воздушного охлаждения шпинделя, минимизация теплопередачи от привода шпинделя и бака СОЖ к станине станка гарантируют постоянство точностных характеристик станка при длительной непрерывной работе.
| Характеристики/Модель | 380LA/LB |
|---|---|
| Макс. Ø обработки, мм | 560 |
| Макс. длина обработки, мм | 1265/1230 |
| Макс. Ø прутка, мм | 91 |
| Шпиндель, об/мин | 3000/2000 |
| Мощность шпинделя, кВт | 18,5 |
| Кол-во инструментов, поз. | 10 |
| Тип ЧПУ | TXP100e(Fanuc0i-TC) |
Токарные обрабатывающие центры
Токарные обрабатывающие центры предназначены для серийной обработки крупногабаритных деталей. Изготовленная из чугуна Meehanite станина станка с наклонным расположением упрочненных шлифованных направляющих коробчатого типа обеспечивает высокую жесткость и долговременную стабильность геометрических характеристик станка, и позволяет вести обработку с предельно высокими нагрузками.
Мощный шпиндель с встроенным зубчатым редуктором обеспечивает максимальный момент величиной 730 Нм для моделей ТС-26 и 1370 Нм – для моделей TC-36.
| Характеристики/Модель | TC-26L |
|---|---|
| Макс. Ø обработки, мм | 470 |
| Макс. длина обработки, мм | 1047 |
| Макс. Ø прутка, мм | 78 |
| Шпиндель, об/мин | 4000 |
| Мощность, кВт | 15 |
| Кол-во инструментов, поз. | 12 |
| Тип ЧПУ | ТХРЮОе (Fanuc 0i-TC) |
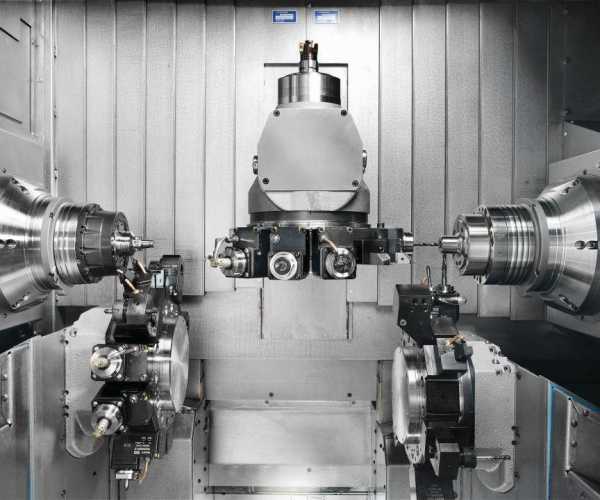
Токарно-фрезерные обрабатывающие центры серии NT с противошпинделем и осью Y
Токарные обрабатывающие центры серии NT предназначены для серийной обработки деталей сложных форм. Изготовленная из чугуна Meehanite станина станка с наклонным расположением упрочненных шлифованных направляющих коробчатого типа обеспечивает высокую жесткость станка, приводной инструмент в сочетании с осью Y предоставляет широкие возможности для фрезерных операций, а противошпиндель позволяет вести обработку детали с двух сторон с перехватом в процессе обработки.
| Характеристики/Модель | NT-2000Y / NT-2000SY |
|---|---|
| Макс. Ø обработки, мм | 265 |
| Макс. длина обработки, мм | 515 |
| Ход по оси Y, мм | +/-50 |
| Макс. Ø прутка, мм | 52 |
| Шпиндель, об/мин /кВт | 4500/ 15 |
| Противошпиндель, об/мин /кВт | 6000 /7,5 |
| Кол-во инструментов, поз. | 12 (12 приводных) |
| Приводной истр-т, об/мин /кВт | 12 5000 /5,5 |
| Тип ЧПУ | Fanuc 18iTB |
РУП «Гомельский станкостроительный завод им. Кирова»
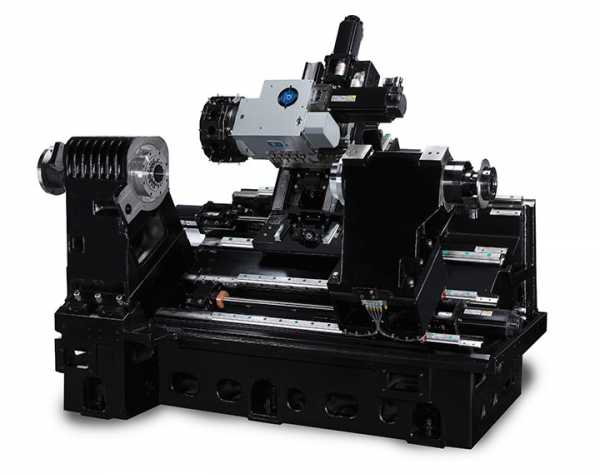
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ ГОРИЗОНТАЛЬНЫЙ ОБРАБАТВАЮЩИЙ ЦЕНТР ГДТ 500
Горизонтальный сверлильно-фрезерно-расточной обрабатывающий центр предназначен для создания гибких производств в индивидуальном, мелкосерийном и серийном производствах, позволяет осуществить внедрение гибкой технологии производства на основе тенденций современного станкостроения и передового опыта ведущих зарубежных фирм.
Шпиндельная бабка оснащена высокоскоростным (до 10 000 об/мин) электрошпинделем. Это позволяет производить высокоскоростную обработку корпусных деталей из черных и цветных металлов высокостойким твердосплавным инструментом. Скорости резания по стали и чугуну превышают 500м/мин (по сравнению с 70 –250м/мин при обычной обработке) за счет уменьшения вращающего момента с увеличением частоты вращения рабочего шпинделя и скорости подачи. Переход на высокоскоростную обработку позволяет увеличить производительность по сравнению с классическими обрабатывающими центрами в 2-3 раза, повысить качество обрабатываемых поверхностей, сократить ручные доводочные операции. Высокоскоростной обработке свойственно значительное уменьшение усилий резания, что важно при обработке нежестко закрепленных и тонкостенных деталей. При высокоскоростном фрезеровании тепло быстро отводится из зоны резания стружкой, снижая нагрев и деформацию детали
| параметр | размерность | значение |
|---|---|---|
| класс точности станка по ГОСТ 8 | П (B*) | |
| размер рабочей зоны | мм. | 900х900х500* |
| максимальная нагрузка на стол | кг. | 1300 |
| размер поверхности стола | мм. | 900×900* |
| масимальный вылет инструмента от торца шпинделя | мм. | 500 |
| наибольшая масса инструментальной оправи с инструметом | кг. | 25 |
| количество инструментов в магазине | шт. | 60 |
| инструментальный конус шпинделя | – | ISO 50 |
| дискретность задания перемещений по осям X, Y, Z | мм. | 0,001 |
| Количество управляемых осей координат | 3 + шпиндель | |
| Предел скоростных перемещений по осям X, Y, Z | мм. | 44000* |
| Пределы частот вращения шпинделя | ||
| механическая двухступенчатая КПК* | мин-1 | 20-6000* |
| электрошпиндель* | мин-1 | 20-10000* |
| прямой привод* | мин-1 | 20-6000* |
| Мощность привода главного движения | ||
| механическая двухступенчатая КПК | кВт. | 28* |
| электрошпиндель | кВт. | 62* |
| прямой привод | кВт. | 16* |
| Наибольший крутящий момент шпинделя | ||
| механическая двухступенчатая КПК | Н.м | 700* |
| электрошпиндель | Н.м | 300* |
| прямой привод | Н.м | 420* |
| Габаритные размеры станка вместе с агрегатами | ||
| длина | мм. | 6900 |
| ширина | мм. | 6400 |
| высота | мм. | 3500 |
| масса станка с агрегатами | кг. | 17600 |
ГОРИЗОНТАЛЬНЫЙ ОБРАБАТВАЮЩИЙ ЦЕНТР
ГДФ 630
Технические характеристики:
| Модель станка | ИР500 | ГДН500 | ГДВ500 | ГДВ500-15 |
|---|---|---|---|---|
| Вид | горизонтальный | горизонтальный | вертикальный | вертикальный |
| Размер поверхности стола, мм | 500 х 500 630 х 630 | 630 х 630 630 х 800 | 500 х 630 | 500 х 1000 |
| Максимальная масса заготовки, кг | 700 | 700 | 400 | 630 |
| Перемещение по оси Х, мм | 800 | 900 | 800 | 800 или 1000 |
| Перемещение по оси Y, мм | 500 | 700 | 540 | 540 |
| Перемещение по оси Z, мм | 500 | 800 | 530 | 530 |
| Максимальная скорость холостого хода по осям, м/мин | 15 | 20 | 15 | 15 |
| Дискретность задания перемещения, мм | 0,001 | 0,001 | 0,001 | 0,001 |
| Диапазон частот вращения шпинделя, об/мин | 21 … 4500 | 21 … 4500 | 21 … 4500 | 21 … 4500 |
| Конус шпинделя под оправку ISO | 50 ISO | 50 ISO | 40 ISO | 40 |
| Мощность главного привода, кВт | 22 | 22 | 7,5 | 7,5 |
| Емкость инструментального магазина, инстументов | 30 или 60 | 30 или 60 | 30 | 30 |
| Система ЧПУ | Sinumerik 840D | Sinumerik 840D | Sinumerik 840D | Sinumerik 840D |
| Привода главного движения и подач | Simodrive 611D | Simodrive 611D | Simodrive 611D | Simodrive 611D |
| Оптические отсчетные усройства | Heidenhain | Heidenhain | Heidenhain | Heidenhain |
ditc-contact.ua
| Характеристики | HMC-500 | HMC-630 | HMC-800 | HMC-1000 | HMC-1200 | HMC-1600 | HMC-2000 | HMC-2500 |
| Перемещение | ||||||||
| Перемещение по оси X (мм.) | 800 | 1050 | 1300 | 1500 | 1800 | 2200 | 3200 | 3400 |
| Перемещение по оси Y (мм.) | 800 | 1000 | 1500 | 1800 | ||||
| Перемещение по оси Z (мм.) | 800 | 1000 | 1200 | 1500 | 2000 | |||
| Перемещение по оси W (мм.) | – | 600 | 700 | |||||
| Шпиндель | ||||||||
| Скорость вращения шпинделя (об./мин.) | 8000 / 10000 | 6000 | 3500 | |||||
| Устройство Автоматической Смены Инструментов | ||||||||
| Емкость магазина (шт.) | 40 | |||||||
| Максимальный диаметр инструмента (мм.) | 125 | |||||||
| Максимальная длина инструмента (мм.) | 450 | |||||||
| Максимальная масса инструмента (кг.) | 15 | |||||||
| Тип устройства | Манипулятор | |||||||
| Конус шпинделя | BT-50 или SK-50 | |||||||
| Двигатели | ||||||||
| Мощность двигателя шпинделя (кВт.) | 15 / 18.5 | 22 / 26 | 30 / 37 | |||||
| Мощность серводвигателей осей X/Y/Z (кВт.) | 4 / 4 / 4 | 7 / 7 / 7 | ||||||
| Стол | ||||||||
| Размеры стола (м.) | 500х500 | 630х630 | 800×800 | 1000×1000 | 1400×1200 | 1400×1600 | 1800×2200 | 2200×2600 |
| Максимальная нагрузка на стол (кг.) | 500 | 1000 | 2000 | 3000 | 5000 | 8000 | 10000 | 15000 |
| Размер Т-образных пазов | 24 х М16 | 18 х 5 | 22 x 7 | 22 x 9 | 22 x 11 | 22 х 13 | ||
| Перемещения | ||||||||
| Ускоренное перемещение по оси X (м./мин.) | 30 | 30 | 20 | |||||
| Ускоренное перемещени по оси Y (м./мин.) | 30 | 30 | 20 | |||||
| Ускоренное перемещение по оси Z (м./мин.) | 16 | |||||||
| Ускоренное перемещение по оси W (м./мин.) | – | 16 | ||||||
| Другие Характеристики | ||||||||
| Система ЧПУ | FANUC 0i-MD | |||||||
| Масса станка (кг.) | 13000 | 18000 | 25000 | 30000 | 40000 | 48000 | 50000 | 60000 |
| Занимаемая площадь (мм.) | 3600х4000 | 3970х4500 | 4460×5250 | 4720×5600 | 5120х5870 | 5350×6830 | 6280×7000 | 6720х9670 |
| Потребление электроэнергии (кВт) | 40 | 65 | ||||||
| Емкость бака СОЖ (л) | 400 | 500 | 600 | 800 | ||||
i-machine.ru
Горизонтальный обрабатывающий центр с ЧПУ TAJMAC-ZPS Н 630
Горизонтальный фрезерный центр TAJMAC-ZPS H630 с устройством смены паллет применяется для комплексной обработки заготовок различной сложности из стали, чугуна и сплавов цветных металлов. На станке допускается изготовление пресс-форм, штампов, корпусных деталей.
Отличительные особенности
- С помощью 3D CAD программы допускается обработка сложных, объемных поверхностей.
- Функция поворота стола обеспечивает обработку изделия со всех сторон.
- Благодаря устройству смены паллет уменьшается вспомогательное время, тем самым повышается производительность.
- Система автоматической смены инструмента на 56, 76, 96, 246 позиций.
- Управление работой станка от ЧПУ по четырем осям: X, Y, Z, B.
- Централизованная система смазки.
- Кабинетная защита обеспечивает безопасность оператора.
- Уровень вибрации, шума и экологические показатели соответствуют нормам ЕС.
Показатели точности:
- позиционирование (оси X, Y, Z) – 0,008 мм;
- позиционирование (ось В) – 6 угл.сек.;
- повторяемость перемещений (оси X, Y, Z) – 0,005 мм;
- повторяемость перемещений ( ось В) – 3 угл.сек.;
- точность смены паллет – 0,01 мм;
- дискретность поворотного стола – 0,001º.
Технические характеристики
| Размер паллеты, мм | 630х630 |
| Перемещение в продольном направлении, мм | 750 |
| Вертикальный ход шпиндельной бабки, мм | 700 |
| Перемещение суппорта стола, мм | 770 |
| Угол поворота стола, град | 360 |
| Максимальный вес детали, устанавливаемой на паллете, кг | 800 |
| Параметры заготовки – диаметр х высота, мм | 750х800 |
| Частота вращения шпинделя, мин-1 | 8000/14000/18000 |
| Инструментальный магазин | 56, 76, 96, 246 |
| Расстояние от шпинделя до оси паллеты, мм | 130-900 |
| Расстояние от оси шпинделя до поверхности паллеты, мм | 50-750 |
| Величина рабочей подачи по осям X, Y, Z, м/мин | 50 |
| Скорость быстрых перемещений ( ось X, Y, Z), м/мин | 50 |
| Максимальная скорость вращения стола, об/мин | 42 |
| Количество паллет | 2 |
| Время смены паллет, сек | 10 |
| Внутренний конус шпинделя | ISO 50, HSK-A63, HSK-A100 |
| Мощность привода, кВт | 20/25/30/37 |
| Габаритные параметры станка, мм | 5080/2980/3300 |
| Масса, кг | 16000 |
Комплектность
| Основная | Дополнительная |
|
|
Условия поставки
Получить полную информацию на горизонтальный фрезерный центр TAJMAC-ZPS H630 можно, позвонив по телефону +7(4852) 66-40-25 или запросить по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Срок поставки 3 – 4 месяца. Гарантия составляет 12 месяцев. Таможенное оформление и транспортировка оборудования до заказчика входит в стандартный пакет услуг.
standart-st.ru
Фрезерный обрабатывающий центр: виды, описание и назначение
На сегодняшний день фрезерный обрабатывающий центр – это многооперационный станок, имеющий числовое программное обеспечение. Основное преимущество – это возможность проводить комплексную механическую обработку 3-мерных деталей. Для этого центр снабжен разными приспособлениями для обработки.
Что представляет собой ОЦ
Фрезерный обрабатывающий центр оснащен множеством разных инструментов. А также специальными устройствами, предназначенными для автоматической смены насадок. Благодаря этому производительность таких центров очень высока. Кроме того, такое оборудование позволяет выполнять как черновую, так и получистовую или чистовую обработку.
На сегодняшний день самые простые фрезерные обрабатывающие центры содержат в своем инструментальном магазине от 5 до 12 инструментов. Средние модели содержат в своем барабане 15-30 инструментов. Наиболее продвинутые многооперационные станки могут похвастаться запасом инструментов в 50-100 видов, а специальные ОЦ могут иметь еще больше. Фрезерный обрабатывающий центр может иметь в своем составе дополнительно рабочий стол или же приспособление для деления продукции. Шаг данного делительного приспособления установлен заранее. Возможность поворота обрабатываемой детали позволяет проводить ее обработку с нескольких сторон, не переустанавливая ее на станке.
Применение ОЦ в производстве
Фрезерный обрабатывающий центр по металлу способен работать с деталью, вращая ее в трех осях. Точность перемещения по этим осям обеспечивается наличием специального сервопривода, а также системы ЧПУ. Данная функция считается встроенной. Помимо них, в некоторых моделях ОЦ есть дополнительные функции, позволяющие проводить калибровку и изменение положения как инструмента, так и детали.
Далее стоит отметить, что сверлильно-фрезерный обрабатывающий центр с ЧПУ – это дорогостоящее оборудование. По этой причине оно обычно применяется лишь для работы с теми заготовками, которые характеризуются высокой технологической сложностью изготовления. Один такой обрабатывающий центр способен заменить примерно три-пять станков с ЧПУ или же пять-десять универсальных станков.

Описание вертикальных станков
Одним из наиболее распространенных типов многооперационных станков стали вертикально-фрезерные обрабатывающие центры. У этих приспособлений наблюдается более высокая производительность. Это связано с тем, что у этого типа оборудования повышенная скорость обработки. Вследствие этого увеличивается температура нагрева в зоне обработки, а также детали и самого инструмента. Для борьбы с данным недостатком в станках вертикального типа имеется система подачи охлаждающей жидкости, которая может поступать двумя способами. Первый вариант – доставка жидкости по внешним гибким шлангам, второй – поступление жидкости через шпиндель устройства.
Стоит отметить, что последний вариант охлаждения, шпиндель-инструмент-деталь, считается самым эффективным и позволяет увеличить скорость обработки детали и точность работы.
Характеристики и работа вертикального центра
Основное отличие вертикального многооперационного станка от обычного фрезерного заключается в том, что у него перемещается непосредственно шпиндель по направляющим колонным, а не стол, как у обычного станка. В этом случае у вертикальных ОЦ направляющие стола опираются на станину, которая, в свою очередь, стоит на фундаменте. Такая конструкция позволила добиться большей жесткости, а также увеличить точность обработки. Данное преимущество на практике привело к тому, что вертикальные фрезерные станки часто используются для обработки деталей с большой массой и размерами.
Что касается автоматической смены рабочих инструментов, то у вертикальных видов станков обычно имеется от 24 до 30 позиций. Такое количество мест связано с конструкцией барабана, который очень схож с револьверным. Ось вращения может быть горизонтальной или вертикальной. Диаметр, а следовательно, и количество позиций, у такого магазина зависят от глубины станка.
Однако, если использовать сменщики гусеничного или ленточного типа, то ограничения по диаметру можно избежать.

Описание горизонтальных типов станков
Еще одна популярная разновидность. Речь в данном случае идет о горизонтально-фрезерном обрабатывающем центре. В некоторых ситуациях без него просто не обойтись. Но, как показывает практика, их применение ограничено, и обычно зависит от нескольких факторов, таких как конструктивные и прочностные показатели детали, особенности обработки, необходимость в отводе охлаждающей жидкости, а также стружки от места резки. Именно они вынуждают использовать такой станок. В некоторых случаях он гораздо удобнее вертикального.
Основные преимущества горизонтальных приборов
На сегодняшний день есть три основных преимущества, которыми обладает горизонтальный станок:
- Горизонтальное положение шпинделя само по себе считается преимуществом из-за того, что в таком положении стружка не скапливается в больших количествах в месте резки. Кроме этого, горизонтальный вариант шпинделя обладает большей жесткостью, а также у него есть система противодействия вибрациям.
- Второе преимущество – рабочий стол выполнен из двух паллет, в наличии есть четвертая координата: возможность вращения детали в горизонтальной плоскости с шагом в 1 или 0,001 градус. Вторая паллета позволяет экономить время на операциях снятия и установки новой детали. Этот пункт выходит на первую строчку в случае массового производства продукции. Кроме того, возможность поворота стола позволит обрабатывать заготовку со всех сторон.
- Третья особенность и преимущество – это само горизонтальное расположение шпинделя и возможность применять сменщик гусеничного типа. В случае использования не двух колес, а их большего количества появляется возможность обустроить сложную по конструкции “гусеницу”. Ее особенность в том, что она мала в объеме, но при этом позволяет размещать 40, 90 и даже 120 позиций.
В остальном же как вертикальные, так и горизонтальные типы оборудования предназначены для комплексной обработки заготовок из черных или цветных металлов.
Токарно-фрезерный ОЦ
Токарно-фрезерный обрабатывающий центр на сегодняшний день популярен не только в промышленности, но и в быту. Естественно, его мощность существенно ниже, как и габариты. Но при этом такие центры все еще способны осуществлять как токарную, так и фрезерную обработки, причем на очень высоком уровне.
Стоит отметить, что на таком типе станка можно проводить и сверление отверстий, и фрезерование. Старые токарно-револьверные модели обладали малой подвижность револьверной головки, а потому не получили широкого распространения. Токарно-фрезерный центр же новой разработки лишен такого недостатка.
Токарно-фрезерное оборудование с С-осью
Станок с такой осью стал одним из первых центров, которые могли выполнять фрезерные и токарные операции. Основное отличие от предыдущих моделей заключалось в том, что каждое сверло и фреза имели свой собственный привод, вращающий инструмент.
Вариант центра с С-осью позволяет контролировать скорость вращения инструментов, а также, по утверждениям специалистов, следить за угловым положением детали. При этом точность индексации угла будет составлять менее 0,001 градуса.
Исходя из всего вышесказанного, можно понять, почему обрабатывающие центры этих видов получили такую широкую популярность.
fb.ru