Горячая высадка гаек: Горячая высадка
alexxlab | 15.06.2023 | 0 | Разное
Оборудование для высадки метизов, крепежа и деталей горячим способом
ОБЩАЯ ИНФОРМАЦИЯ ПРЕССЫ ГОРЯЧЕЙ ОБЪЁМНОЙ ШТАМПОВКИ ПРЕССЫ С ОДИНОЧНЫМ ВЕДУЩИМ ВАЛОМ ПРЕССЫ С КОВОЧНЫМИ ВАЛЬЦАМИ ЭЛЕКТРОВЫСАДОЧНЫЕ МАШИНЫ ВЕРТИКАЛЬНЫЕ ЭЛЕКТРОВЫСАДОЧНЫЕ МАШИНЫ ГОРИЗОНТАЛЬНЫЕ ЭЛЕКТРОВЫСАДКА СРЕДНЕЙ ЧАСТИ металлических изделий ЭЛЕКТРОВЫСАДОЧНЫЕ МАШИНЫ ДЛЯ ПЛОСКИХ ИЗДЕЛИЙ ПЕРИФЕРИЙНОЕ ОБОРУДОВАНИЕ
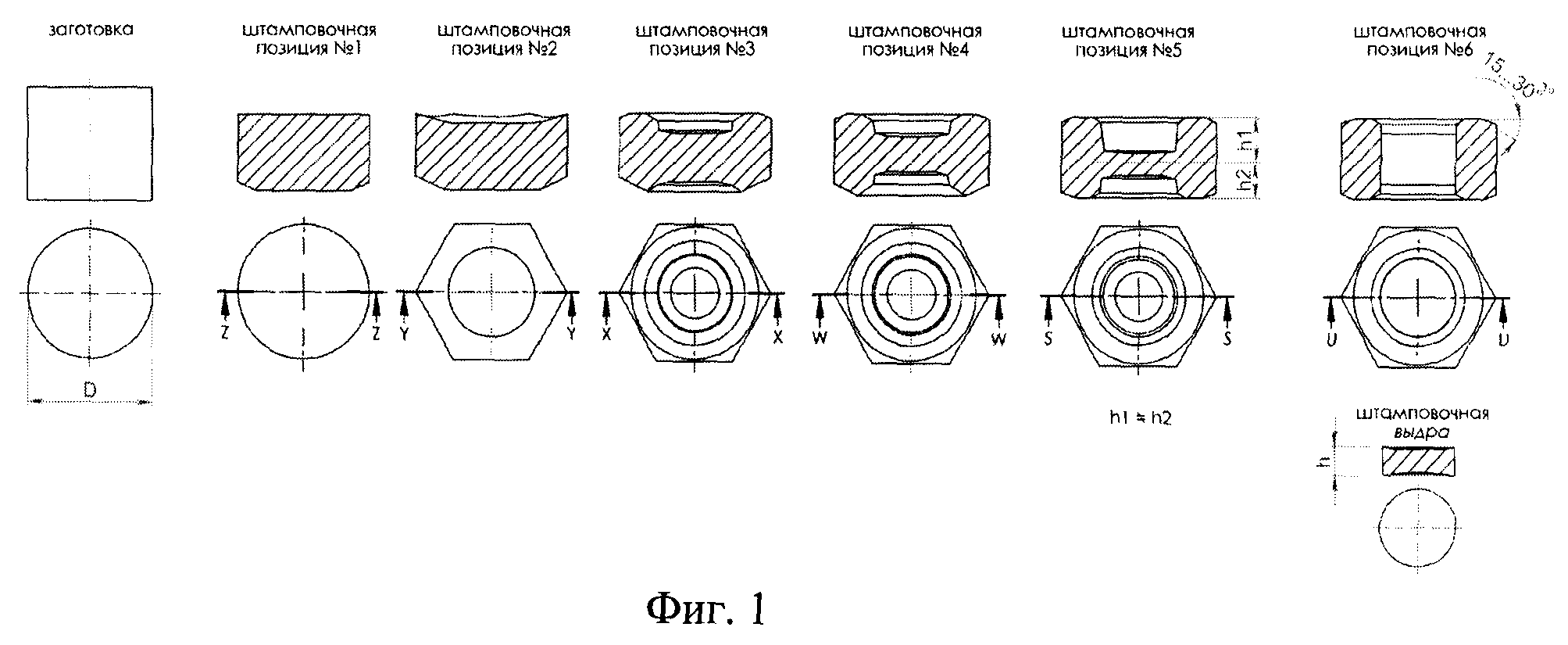
Горячая высадка осуществляется на горизонтально-ковочных машинах. Заготовки, получаемые методом горячей объёмной штамповки – это сложные формы, с высокой прочностью, долговечностью, широким диапазоном используемых марок сталей (низко-/ средне-/ высокоуглеродистая сталь, нержавеющая, легированная сталь, особая легированная сталь), сплавов алюминия или меди. Методом горячей штамповки можно получать поковки шестерён, валики, звездочки, крышки, фланцы, звенья, кривошипы, детали запорной арматуры, детали нефтедобывающей отрасли, железнодорожные детали, коленовалы, шатуны, детали двигателя внутреннего сгорания, цельнокатные кольца, кулаки шарнира, рулевые тяги, гаечные ключи, клапаны, ёмкости из нержавеющей стали, баки горячей воды, оборудование для опрыскивания, металлические решетки и многое другое.
ПРОДУКЦИЯ ГОРЯЧЕЙ ШТАМПОВКИ
Методом горячей штамповки можно получать: шестерни, валики, звездочки, крышки, фланцы, звенья, кривошипы, детали запорной арматуры, детали нефтедобывающей отрасли, железнодорожные детали, коленовалы, шатуны, детали двигателя внутреннего сгорания, цельнокатные кольца, кулаки шарнира, рулевые тяги, гаечные ключи, клапаны, ёмкости из нержавеющей стали, баки горячей воды, оборудование для опрыскивания, металлические решетки и многое другое (см. рис.).
Заготовки, получаемые методом горячей объёмной штамповки – это сложные формы, с высокой прочностью, долговечностью, широким диапазоном используемых марок сталей (низко-/средне-/высокоуглеродистая сталь, нержавеющая, легированная сталь, особая легированная сталь), сплавов алюминия или меди.
ОСОБЕННОСТИ ОБОРУДОВАНИЯ ДЛЯ ВЫСАДКИ МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ГОРЯЧИМ СПОСОБОМ
Оборудование для высадки крепежа, метизов и деталей горячим способом, предлагаемое Тайвань Метиз Альянс обладает следующими характеристиками:
- Конструкция оборудования минимизирует возможность застревания заготовок в гнездах пресс-формы и снижает расход металла.
- Высокое стартовое усилие обеспечивает производственную эффективность.
- Высокая скорость и точность движений продлевают срок службы пресс-формы.
- Точность оборудование подтверждена стандартом CNS.
- Специальная конструкция трансмиссии позволяет значительно снизить уровень шума во время работы пресса.
- и многое другое.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ВЫСАДКИ МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ГОРЯЧИМ СПОСОБОМ
Составляющие процесса:
- Отрезная машина.
- Печь нагрева.
- Прокатный стан.
- Пресс объемной штамповки.
- Обрезной (вырубной) пресс.
Присылайте нам чертежи Ваших деталей с техническим заданием, и мы подберем для Вас необходимое оборудование.
Видео работы оборудования
Образцы горячештампованных изделий
WSD GmbH – Горячая высадка
Горячевысадочные автоматы SolingГорячевысадочные автоматические прессы Soling разработаны для производства высокоточных изделий, для штамповки которых требуется значительный нагрев:
- крепёжные изделия с головкой, штифты выталкивателей, пуансоны, перфораторы для авиационной, аэрокосмической, атомной, оборонной, автомобильной, нефтяной и химической промышленности.

- изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Полная автоматизация
Горячевысадочные прессы Soling имеют горизонтальное исполнение. Заготовки разделяются в шаговом транспортёре и позиционируются сервоприводом в индукционной катушке. После истечения времени нагрева и достижения нужной температуры, контролируемой спектральным пирометром, сервопривод перемещает заготовку в положение для прессования, и гидравлический цилиндр производит прессование в закрытом штампе.
Контроль температуры
Станки Soling оснащены новейшей системой управления нагревом, позволяющей вести контроль температуры по шаблону или по температуре. Эта технология, реализованная с использованием высокопроизводительного программируемого логического контроллера, позволяет производить точное измерение температуры за 0,1 секунды до прессования.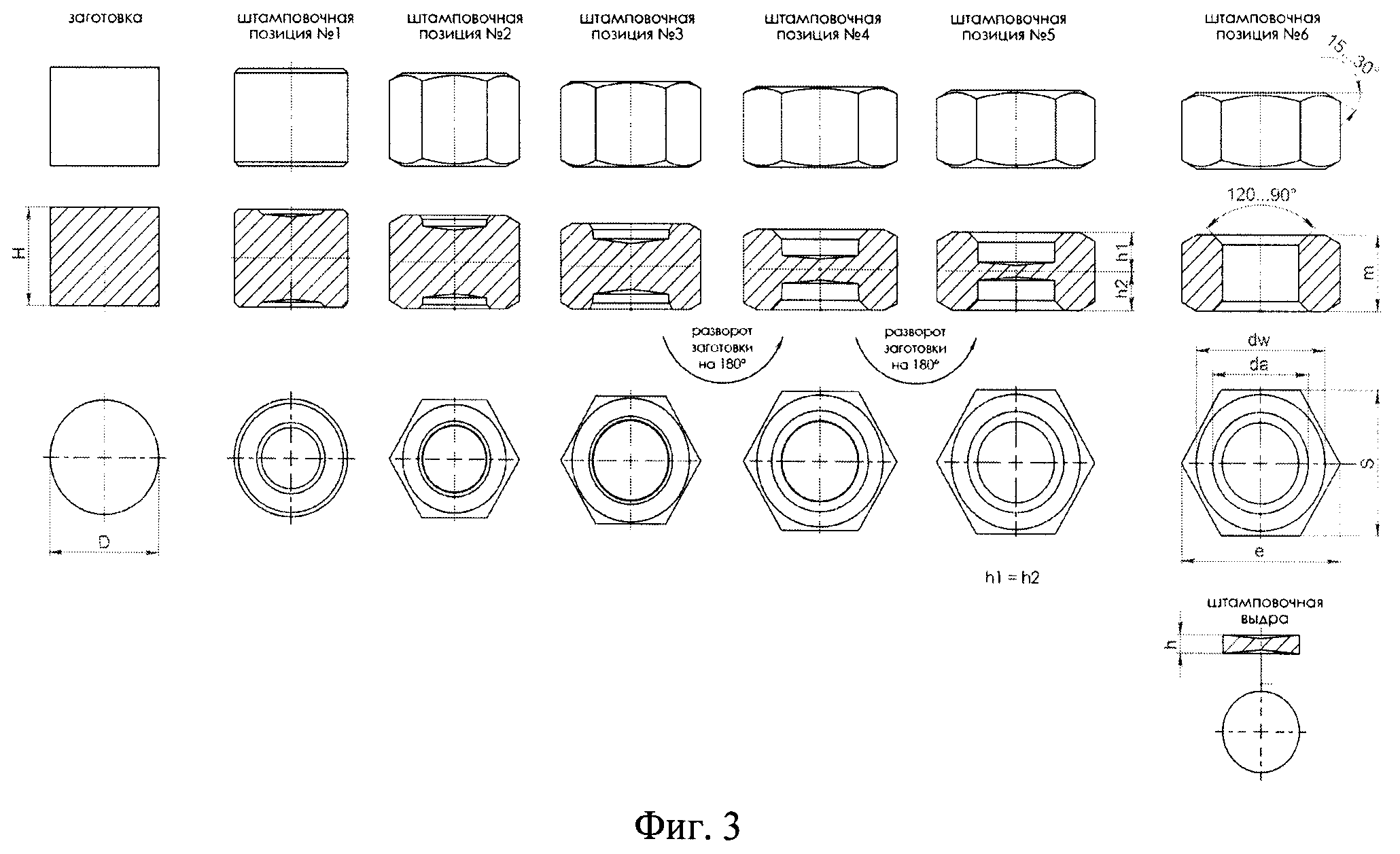
Высокая точность
Все прессы Soling оснащены серводвигателями и имеют возможность применения настроек для каждого изделия. Это позволяет осуществить быструю переналадку, которая занимает около 10 минут для изделий малого, среднего и большого размера. Также все станки оснащены системами измерения длины и компенсации процесса штамповки каждого изделия, что гарантирует точность, а также повторяемость формы и объёма головки изделия.
FMS – 1-матричный 1-ударный горячевысадочный автомат
Станок позволяет изготавливать изделия с различными простыми формами головки.
Основные преимущества:
- Время полной переналадки 10-15 минут
- Низкая стоимость инструмента
- Возможность сохранения и повторного использования всех параметров, относящихся к производству каждого изделия
Станок разработан специально для горячей штамповки деталей с головками следующей конфигурации:
- Штифты выталкивателей
- Болты с 6-гранной и 12-гранной головкой
- Фланцевые болты
- Двусторонний крепёж
Технические характеристики: | |||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||
AFM 1000 – 1-матричный 1-ударный горячевысадочный автомат для длинных деталей
AFM 1000 специально разработан и подходит для производства изделий с длинным стержнем: пуансонов, штифтов выталкивателей, перфораторов и крепежа с головками разных форм, таких как 6- и 12-гранными головками, с фланцем и без фланца, со шлицем и пр.
Станок имеет горизонтальное исполнение, при этом используется держатель для 2-х матриц с водным охлаждением, поворачивающийся на 180 градусов. Заготовки разделяются в шаговом транспортёре и перемещаются в верхний пуансон, где они позиционируются и производится точное измерение длины.
После этого держатель инструмента вместе с заготовкой поворачивается в нижнюю станцию, где серводвигатель позиционирует заготовку требуемого объёма в индукционной катушке. После истечения времени нагрева и достижения нужной температуры, контролируемой спектральным пирометром, сервопривод перемещает заготовку в положение для прессования, и гидравлический цилиндр производит прессование в закрытом штампе.
Технические характеристики: | |||||||||||||||
| |||||||||||||||
FMS – 1-матричный 2-ударный горячевысадочный автомат
- Разработан для производства деталей с головками сложной формы
- Время полной переналадки 10-15 минут
- Возможность нагрева на 2 этапах и штамповки 2 ударами
Двухосевая система перемещения индукционной катушки
Станок оснащён 2-осевой системой перемещения индукционной катушки, позволяющей катушке двигаться в двух направлениях и освобождать место при использовании пуансонов с большой головкой или при использовании станка в режиме 1-матричного 2-ударного пресса. Эта система используется, например, при изготовлении винтов с головкой с внутренним шестигранником или крепёжных изделий с пазом.
Эта система используется, например, при изготовлении винтов с головкой с внутренним шестигранником или крепёжных изделий с пазом.
Опция повторного нагрева
В зависимости от штампуемого материала и изделия, оператор имеет возможность добавить дополнительный этап нагрева перед последним формирующим этапом.
Станок разработан специально для горячей штамповки деталей с головками следующей конфигурации:
- Крепёж со шлицем
- Режущий инструмент (зенкеры)
- Крепёж с D-образной головкой
- Детали автомобильной промышленности
- Крепёж с большой головкой
Технические характеристики: | ||||||||||||||||||||
| ||||||||||||||||||||
VMS – 2-матричный 3-ударный горячевысадочный автомат
Станок предназначен для производства гаек, крепежа и других изделий малой длины и с различной формы головки: круглой, 6- и 12-гранной, с внутренним шестигранником, со шлицем, с фланцем и др.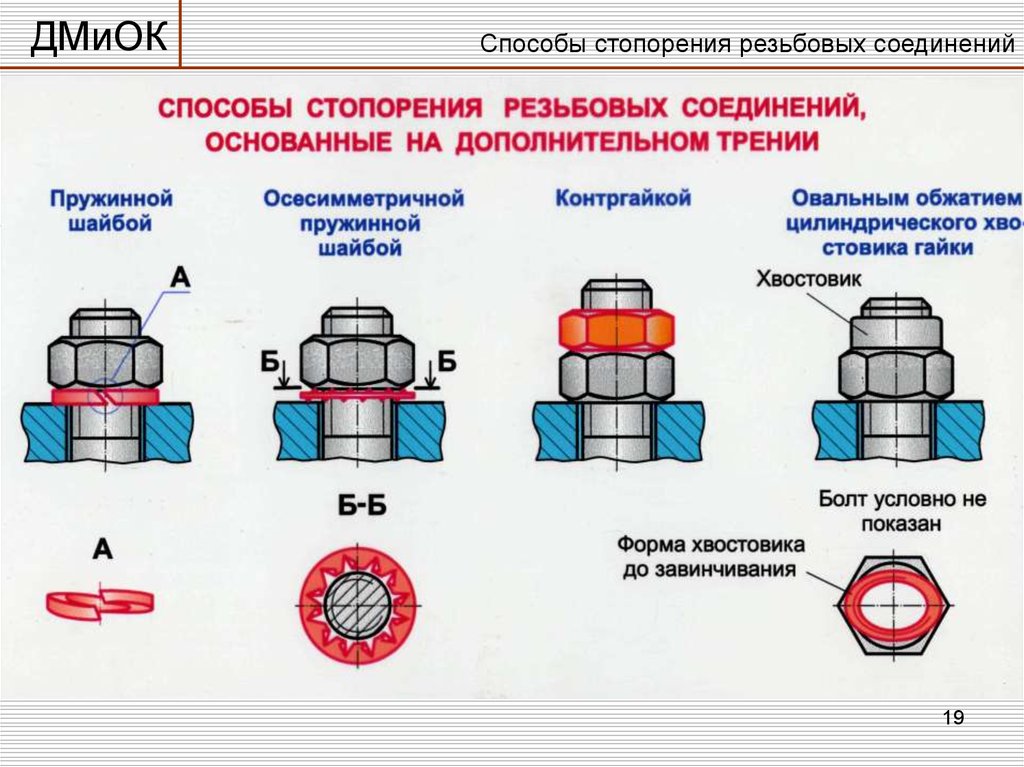 Станок может производить изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Станок может производить изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Система индукционного нагрева
Пресс VMS-2D3B оснащён новейшей системой индукционного нагрева, которая контролирует нагрев заготовки «по шаблону» и «по температуре». Эта технология, реализованная с использованием высокопроизводительного программируемого логического контроллера, гарантирует изготовление каждого изделия при заданной для этого материала температуре.
Индукционная катушка туннельного типа
В станке применяется индукционная катушка туннельного типа, позволяющей нагревать несколько заготовок шаг за шагом, что экономит время нагрева сложных материалов изнутри без перегрева снаружи. Скорость нагрева регулируется мощностью и временем прохода катушки. Оператор может выбрать желаемую температуру нагрева в меню VMS- 2D3B, и когда пирометр зафиксирует самую высокую температуру нагрева, то включится управление выходной мощностью индукционного нагревателя через ПЛК.
Процесс формирования изделия с использованием 2 матриц и 3 пуансонов
В зависимости от изделия и материала оператор может выбирать разные варианты настройки станка. В базовом режиме будет происходить предварительное формирование заготовки, а затем два этапа окончательного формирования изделия. Последний этап может использоваться в качестве операции прошивки. Также при помощи встроенного робота манипулятора может осуществляться загрузка и выгрузка изделий. Пресс может поставляться в комплекте с шаговым транспортёром и/или чашечным вибрационным питателем.
Технические характеристики: | |||||||||||||||||||||||||
| |||||||||||||||||||||||||
Вспомогательное оборудование SOLING
Абразивно-отрезные станки Soling
Станки оснащены магазином прутков, автоматическим устройством подачи и сенсорной панелью. Предназначены для точной абразивной резки мягкой и твёрдой стали, а также других «экзотических» сплавов с точностью ± 0,05 мм (0.002″). Станки просты в наладке. Имеют автоматическое управление скоростью и регулировку положения отрезки для компенсации износа ролика, что позволяет экономить ценное производственное время.
Предназначены для точной абразивной резки мягкой и твёрдой стали, а также других «экзотических» сплавов с точностью ± 0,05 мм (0.002″). Станки просты в наладке. Имеют автоматическое управление скоростью и регулировку положения отрезки для компенсации износа ролика, что позволяет экономить ценное производственное время.
Основные особенности
- Автоматическая система фильтрации смазочно-охлаждающей жидкости
- Сортировочное устройство первой и последней отрезанной заготовки
- Загрузчик прутков 3000 мм (6″)
Опции
- Загрузчик прутков 6000 мм (12″)
- Автоматическая система замена роликов
- Длина отрезки до 2000 мм (80″)
- Система фильтрации воздуха
- Система отрезки для резьбовых шпилек, профилей и др.
Технические характеристики: | |||||||||||||||||||||||||
| |||||||||||||||||||||||||
 10 x 10 мм
10 x 10 мм
Отрезные станки Soling
Полностью автоматические станки Soling серии BSM предназначены для резки прутков из стали, бронзы, алюминия и титана.
Особенности
- Разработаны для тяжёлых условий эксплуатации
- Высокая производительность
- Магазин для прутков ёмкостью 2 или 4 тонны
- Автоматическое устройство отделения концов прутка
- Точные отрезанные заготовки правильной формы
- Простота техобслуживания
- Низкая цена инструментальной оснастки
- Малое время переналадки (менее 10 минут)
Опции
- Автоматическая система контроля длины
- Автоматическая система взвешивания
Технические характеристики: | |||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||
Фаскосъёмные автоматы Soling
Полностью автоматический фаскосъемный станок серии ACM для прецизионного снятия фаски заготовок из закаленной и мягкой стали, а также «экзотических» сплавов, таких как титан, Inconel, Monel и Waspaloy.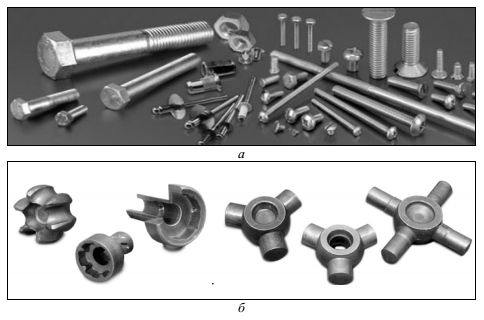
Станки оснащены автоматической системой подачи и сенсорной панелью, что максимально упрощает наладку и позволяет сохранять настройки, такие как диаметр заготовки, размер фаски и скорость фрезерования.
В качестве опции возможна интеграция станка АСМ с образивно-отрезным станком ASM, при этом оба станка будут работать как единая система.
Технические характеристики: | ||||||||||
|
Автоматические сверлильные станки Soling
Автоматические станки типа FDM для сверления контровочных отверстий в крепёжных и прочих изделиях с головками различной формы
Изделия подаются и разделяются вибрационным чашечным питателем. Каждое изделие, поддерживаемое за головку в вертикальном положении, подаётся по направляющим в станок. Захватывающее устройство осуществляет перенос, точное позиционирование и зажим изделия в положении для сверления.
Каждое изделие, поддерживаемое за головку в вертикальном положении, подаётся по направляющим в станок. Захватывающее устройство осуществляет перенос, точное позиционирование и зажим изделия в положении для сверления.
Шпиндельная каретка установлена в горизонтальном положении и удерживает 2 высокоскоростных шпинделя с пневматическим приводом, частота вращения которых достигает 9000 об/мин. головки: круглой, 6- и 12-гранной, с внутренним шестигранником, со шлицем, с фланцем и др. Станок может производить изделия, изготовленные из «экзотических» славов, таких как титан, Waspaloy, Inconel, Duplex, Hasteloy, Monel A286, нержавеющая сталь и других сплавов.
Каретка управляется и приводится в движение 2 сервоприводами. Ось Х обеспечивает поднятие шпинделя на нужную высоту, а ось Y позволяет делать плавное сверление.
Одна шпиндельная головка обеспечивает центрирование, а в другом шпинделе крепится сверло.
Система управления позволяет быстро отвести сверло для охлаждения и очистки во время процесса сверления, что увеличивает срок службы сверла и обеспечивает более ровный и быстрый рез. Точная регулировка высоты сверлильного устройства позволяет установить ось сверления в положение для сверления стержня детали.
Точная регулировка высоты сверлильного устройства позволяет установить ось сверления в положение для сверления стержня детали.
Технические характеристики: | |||||||||
|
В чем разница между орехами с холодной головкой и орехами с горячей головкой?
Перейти к основному содержанию
Алиса Хуанг
Алиса Хуанг
Word Network Technology (Dongguan) Co.
 , Ltd. – Менеджер по продажам спортивной одежды для йоги
, Ltd. – Менеджер по продажам спортивной одежды для йогиОпубликовано 5 июня 2018 г.
+ Подписаться
Холодная высадка: это использование пластичности металла с использованием холодной механики для давления или холодного волочения для достижения цели деформации твердого металла.
Способ ковки верха прутка или проволоки при комнатной температуре. Холодные высадки в основном используются для изготовления болтов, гаек, гвоздей, заклепок и стальных шариков. Материал заготовки для ковки может быть из меди, алюминия, углеродистой стали, легированной стали, нержавеющей стали и титанового сплава, коэффициент использования материала до 80 ~ 90%. Холодная высадка выполняется на специальном станке для холодной высадки, что обеспечивает непрерывное, многостанционное и автоматизированное производство. В холодновысадочной машине процессы резки, хонингования, накопления, формовки, снятия фаски, скручивания, усадки и обрезки могут выполняться последовательно. Высокая производительность, до 300 шт/мин, и максимальный диаметр нагартованной заготовки 48 мм. Схематическая диаграмма процесса изготовления болтов с холодной головкой представляет собой типичный процесс изготовления болтов с холодной головкой. Многопозиционная автоматическая машина для холодной высадки гаек представляет собой многопозиционную автоматическую машину для холодной высадки гаек. Пруток автоматически подается на определенную длину с помощью подающего механизма, а режущий механизм разрезает его на заготовки, которые затем отправляются с помощью механизма перемещения зажима на накопительный пресс-штамповочный станок для формовки.
Высокая производительность, до 300 шт/мин, и максимальный диаметр нагартованной заготовки 48 мм. Схематическая диаграмма процесса изготовления болтов с холодной головкой представляет собой типичный процесс изготовления болтов с холодной головкой. Многопозиционная автоматическая машина для холодной высадки гаек представляет собой многопозиционную автоматическую машину для холодной высадки гаек. Пруток автоматически подается на определенную длину с помощью подающего механизма, а режущий механизм разрезает его на заготовки, которые затем отправляются с помощью механизма перемещения зажима на накопительный пресс-штамповочный станок для формовки.
Внешне продукты с холодной головкой выглядят красивее, чем продукты с горячей головкой, и имеют хорошую отделку. С точки зрения использования, теплосберегающие гайки обычно имеют более высокую твердость, чем изделия с холодной головкой, и прочность выше. Для пользователей с высокими требованиями материалы очень большие. разница.
Добро пожаловать, присылайте нам запросы.
Электронная почта: [email protected]
Тел.: 00 8613546929808
автомобильный аксессуар гибкий радиатор
17 августа 2018 г.
Изготовление штамповки и гибки оцинкованного листового металла с ЧПУ
4 августа 2018 г.
Автомобильный аксессуар гибкий радиатор
4 августа 2018 г.
Стопорные гайки
29 июня, 2018
Стопорные гайки
29 июня 2018 г.

Стопорные гайки
29 июня 2018 г.
Фланцевые гайки
29 июня 2018 г.
Ковка болтов и гаек | БольшойБолтГайка
Первым этапом производства является ковка. У нас есть собственное производство для горячей штамповки болтов и гаек больших диаметров от М-20 и выше.
За последние 30 лет мы развили наше производство с помощью совершенствования технологий путем добавления новых и передовых технологий в производство, мы также разработали программное обеспечение для проектирования САПР, которое позволяет нам проектировать наши инструменты на нашем собственном заводе. а с использованием передовых штампов и материалов из стали для штампов и с помощью вакуумной термообработки мы постоянно совершенствуем наши инструменты, которые обеспечивают нам более длительный срок службы по сравнению с обычными методами разработки штампов и инструментов.
Крепежные изделия нашей марки «Big Bolt Nut» имеют более длительный срок хранения и лучшую производительность. Мы предлагаем нашим клиентам производственные решения мирового класса. контроль точности.
контроль точности.
Они подвергаются дальнейшей термообработке в контролируемых атмосферных печах, что обеспечивает 100% идеальные результаты термообработки. Мы также делаем накатку резьбы на наших болтах после термообработки, что обеспечивает лучшую резьбу, которая может выдерживать более высокую усталостную прочность в течение определенного периода времени.
Big Bolt Nut, как следует из названия, производит в Индии все болты и гайки с шестигранной головкой методом горячей ковки / болты и гайки горячей ковки, мы используем фрикционный винтовой пресс и куем наши болты и гайки только методом горячей ковки. Мы можем производить горячую штамповку болтов и гаек из углеродистой, легированной и нержавеющей стали диаметром от М-20 до М-100 и длиной до 1500 мм. Горячая ковка, ковка болтов, ковка болтов большого диаметра, фрикционный винтовой пресс, винтовой пресс, ковочный пресс 350 тонн
Подробная информация о кузнечном оборудовании, доступном на нашем заводе, приведена ниже.
Детали машины | Емкость | Сделать | Год изготовления | Диаметр болта | Количество машин |
Поковка винтового пресса | 350 Т | БИРСОН | 2010 | от М-39 до М-64 | 3 |
Поковка винтового пресса | 200 Т | БИРСОН | 2011 | от М-16 до М-36 | 2 |
Поковка винтового пресса | 500 Т | МАНКУ | 2012 | от М-36 до М-100 | 1 |
Поковка винтового пресса | 200 Т | МАНКУ | 2011 | от М-24 до М-39 | 1 |
Поковка винтового пресса | 50 Т | РАТАНОВАЯ ПОКОВКА | 2008 | от М-12 до М-20 | 1 |
Поковка винтового пресса | 25 Т | РАТАНОВАЯ ПОКОВКА | 2005 | от М-10 до М-16 | 1 |
Горячая ковка: Это процесс придания металлу в горячем состоянии заданной формы. Металл нагревается до нужной температуры с помощью высокоскоростной электрической индукции, прежде чем он будет вставлен в металлическую деталь. Болты подвергаются горячей ковке, когда материал имеет слишком большой диаметр или недостаточно податлив.
Металл нагревается до нужной температуры с помощью высокоскоростной электрической индукции, прежде чем он будет вставлен в металлическую деталь. Болты подвергаются горячей ковке, когда материал имеет слишком большой диаметр или недостаточно податлив.
Рынок крепежных изделий требует больше горячекованых крепежных изделий с шестигранной головкой и других болтов с головкой и винтов с внутренним шестигранником.
Болты Больших диаметров и исключительно выше М36 производятся методом горячей штамповки.
Чрезвычайно большие длины снова поддаются горячей ковке.
Небольшие производственные циклы для диаметров M5 и выше делают горячую ковку предпочтительной альтернативой, позволяющей избежать высоких затрат на наладку при холодной штамповке.
ГОРЯЧАЯ КОВКА ВКЛЮЧАЕТ
• Болты с шестигранной головкой горячей ковки Большие диаметры, большая длина, экзотические материалы.
• горячекованые установочные винты с шестигранной головкой Большие диаметры, большая длина, экзотические материалы.
• горячекованые винты с головкой под торцевой ключ Большие диаметры, большая длина, экзотические материалы.
• горячекованые рым-болты
• горячекованые заготовки для болтов
• горячештампованные метрические формы резьбы UNF, UNC, BSF и BSW (Whitworth)
• крепеж горячей штамповки диаметром от M6 (1/2″) до M52 (2″).
• Горячекованые изделия длиной до 900 мм (36 дюймов).
• горячекованые болты с шестигранной головкой, большие головки
• Горячекованые болты с квадратной головкой
• горячекованые болты с квадратным шестигранником
• горячекованые болты с круглым шестигранником
• горячекованые квадратные болты с потайной головкой csk
• горячекованые болты плуга
• горячекованые крепежные болты с шестигранной головкой квадратного сечения
• горячекованые болты с круглыми наконечниками
• горячекованые болты csk с потайной головкой
• горячекованые фундаментные болты с зазубринами
• горячекованые болты Ajax
• горячекованые пирамидальные болты
• горячекованые Т-образные болты
• горячекованые нефтехимические болты, гайки, шпильки L7, L7M, B8, B8M
• горячая штамповка метрических марок 4.