Горячедеформированные трубы: Отличия холоднодеформированных и горячедеформированных труб
alexxlab | 18.01.1970 | 0 | Разное
Отличия холоднодеформированных и горячедеформированных труб
- Главная
- Чем отличается холоднодеформированная труба от горячедеформированной
Бесшовные трубы изготавливают без использования сварки, поэтому у них отсутствуют соединительные швы по всей длине окружности. Такая технология сложнее, дороже и требует больше производственных ресурсов. Но ее преимущество очевидно — отсутствие слабых участков в виде стыков позволяет применять изделия в системах с высоким давлением и его резкими перепадами.
Производят металлопрокат двумя способами: холоднокатаным и горячекатаным. Они отличаются методом обработки и качественными характеристиками.
Особенности холоднодеформированных труб
Холоднодеформированные трубы производят по государственным стандартам 8733 и 8734 путем волочения нагретой металлической заготовки в виде гильзы на специальных станках при низких температурах.
На следующем этапе охлажденное изделие отправляют на полосу прокатных валов, где по выставленным параметрам достигается максимальная точность размеров.
Достоинства такого способа в следующем:
- Прочность детали выше, чем при горячекатаном производстве. Поэтому продукцию используют при работе с высоким давлением.
- Достигается максимальная точность внешних размеров и диаметра.
- Технология позволяет изготавливать трубы с небольшим диаметром и тонкими стенами.
Горячекатаное производство
Требования к качеству, порядок эксплуатации и монтажа предусмотрен ГОСТами 8732 и 8731. Производят из цельной стальной заготовки, которую нагревают до температуры +1200°C. Отверстие в ней делают с помощью сверла нужного диаметра. Дальнейшую обработку проводят на валах, где получают нужный диаметр и толщину стенок, после чего проводят нарезку.
Изделие получают с минимальной точностью заданным размерам, высокими погрешностями по толщине стенок и дефектами поверхности. Метод горячей деформации позволяет производить трубы только больших диаметров
Метод горячей деформации позволяет производить трубы только больших диаметров
Такой способ дешевле, поэтому подходит для тех областей, где не важна точность размеров и качество поверхности.
Разница в применении
Трубы холодной деформации применяют в высокоточных и ответственных технологических линиях гражданского и промышленного назначения с давлением до 20 МПа.
Горячекатаные используют в следующих отраслях:
- нефтедобывающей;
- химической;
- коммунальной;
- энергоснабжающей.
Оба варианта склонны к внутренней коррозии, поэтому марку стали и защитную обработку выбирают с учетом особенностей рабочей среды. Геометрическая форма зависит от проектной документации.
Изделия реализуют с обработанными торцами, исключено наличие трещин, сколов и заусенцев. Допускаются естественные потертости и деформации, не меняющие толщину стенок.
Условия поставки
Цена, наличие товара, условия и гарантии
Мы работаем как с юридическими, так и с физическими лицами.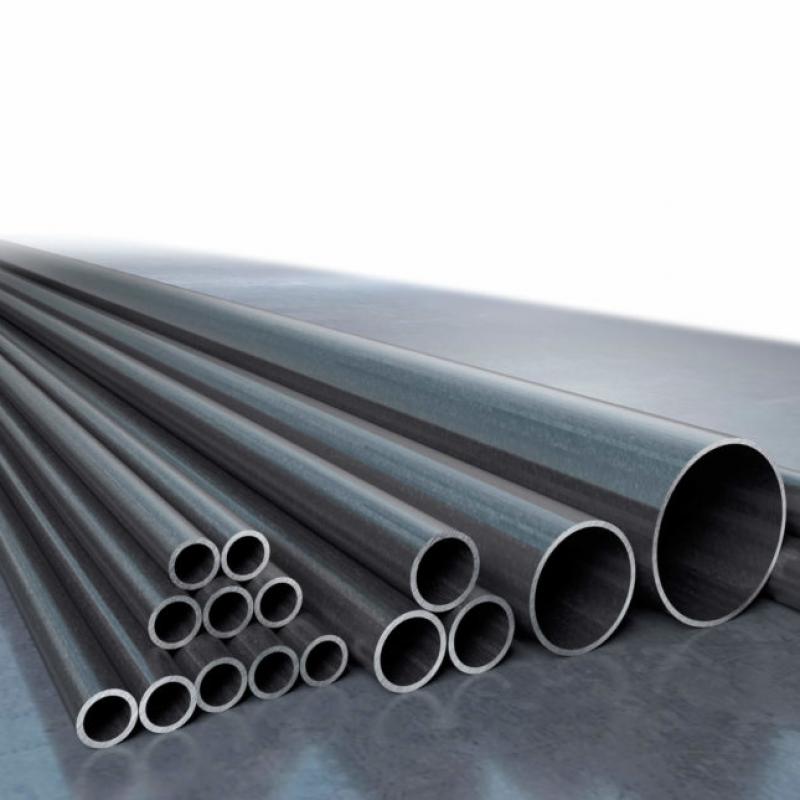 Готовы поставить изделия на заказ.
Готовы поставить изделия на заказ.
У нас действует накопительная система скидок для постоянных клиентов.
Условия оплаты
Заказ вы можете оплатить 3 способами: наличными, безналичным расчетом, банковской картой.
Отсрочку платежа до 1 месяца предоставляем постоянным и хорошо зарекомендовавшим себя клиентам.
Доставка
Варианты: заказать у нас, воспользоваться услугами транспортной компании, организовать самовывоз.
При любом виде расчета отгружаем товар на следующий день после поступления оплаты.
Приемка и разгрузка товара
Вы должны обеспечить беспрепятственный подъезд нашего транспорта к разгрузочной площадке.
При разгрузке вы получаете пакет документов: накладная, счет-фактура и сертификат качества (по запросу).
Звоните8-800-775-12-74
Мы ответим на ваш звонок с понедельника
по пятницу в рабочие часы:
9:00 – 18:00 – по Челябинску
07:00 – 16:00 – по Москве

Специалист свяжется с вами в рабочие часы в течение 20 минут после получения заявки.
Если вы отправили заявку в нерабочее время, то наш специалист свяжется с вами на следующий день.
Горячедеформированные трубы ГОСТ 8732-78: характеристики и применение
Труба горячекатанная из стали 09г2с ГОСТ 8732 78 изготавливается методом прокатки. Благодаря этому, на ней нет сварных швов, изделие получается монолитным и прочным. Применяют такие трубы в системах водоотведения, при строительстве газопроводов и пр.
Изделия разделяют на толстостенные и тонкостенные. Согласно правилам, они тестируются на загиб, сплющивание и ударопрочность. Длина составляет величину от 4,5 м. до 11,2 м. Производитель выпускает трубы не только круглого сечения, но и квадратного, прямоугольного или овального.
Как правило, при строительстве водопровода используется труба бесшовная горячекатаная. Требования ГОСТ регламентируют размеры изделия и особенности их производства.
Они бывают немерной и мерной длины. В первом и во втором случае она составляет величину от 4 до 12,5 м. Предельные отклонения по длине не должны быть больше значений, указанных в специальных таблицах.
Толщина стенок толстостенных изделий лежит в пределах от 12,5 до 40 мм, тонкостенных – от 6 до 12,5 мм. Изготавливают горячедеформированные трубы из легированной и углеродистой стали, поэтому они не подвержены воздействию коррозии и активных веществ. Согласно правилам производства, выпускаются трубы с нормированием механических и химических свойств. Технология изготовления труб бесшовных горячекатаных ГОСТ 8732-78 зависит от сферы применения конечного продукта и разделяется на группы:
- А – нормированы механические свойства;
- Б – нормированы химические свойства;
- В – нормированы и химические и механические свойства;
- Г – нормированы химические свойства, но на специальных образцах контролируются и механические свойства.

- Д – проводится испытание посредством гидравлического воздействия.
В процессе производства отслеживается характеристика изменения овальности и разностенности. Эти параметры не должны выводить нормированные размеры труб за предельные значения диаметра и толщины стенки.
Изделия, изготовленные из цельного слитка, не применяются при строительстве трубопроводов для вредных веществ, а также для транспортировки пожароопасных веществ, пара и горячей воды.
По требованию заказчика труба бесшовная горячекатаная ГОСТ 8732 78 поставляется по толщине стенки и по внутреннему диаметру или по разностенности и по наружному и внутреннему диаметрам.
Трубы бесшовные горячекатаные. Применение и основные свойства
Трубы бесшовные являются важным элементом строительных и производственных конструкций. Отсутствие швов в конструкции труб является гарантией повышенной надежности, стойкости к механическим и физическим воздействиям, следовательно, повышает эксплуатационные характеристики.
Ассортимент горячекатаных (горячедеформированных) бесшовных труб разнообразен. Существующие на рынке бесшовные горячедеформированные трубы отличаются друг от друга формой, размерами, материалами, особенностями изготовления.
Широкий спектр применения данного вида продукции обусловлен в первую очередь ее разнообразием. На современном рынке металлопроката существует несколько типов труб бесшовных горячедеформированных, отличающихся друг от друга формой, размерами, материалами и особенностями изготовления. Круглые, квадратные и прямоугольные бесшовные трубы классифицируются в зависимости от вида сечения.
По толщине стенки горячекатаные бесшовные трубы подразделяются на толстостенные и тонкостенные.
Толщина стенок горячедеформированных толстостенных труб – 12,5-40 миллиметров, горячедеформированных тонкостенных – составляет 6-12,5 миллиметров. Кроме того, трубы различают по точности изготовления наружного диаметра. Она бывает повышенной и обычной.
Длина трубы бесшовной: – немерная – в пределах от 4 до 12,5м; – мерная – в пределах немерной; – кратная мерной, в пределах немерной длины с припуском на каждый рез по 5 мм; – приблизительная длина – в пределах немерной длины.
Горячедеформированные бесшовные трубы изготавливаются из углеродистой и легированной стали. Поэтому такой продукция обладает повышенной устойчивостью к коррозии и может применяться в условиях воздействия химически активных сред.
Основываясь на характеристиках применяемого в конструкции материала, специалисты выделяют несколько категорий труб бесшовных : с нормированием механических свойств, с нормированием химического состава, с нормированием механических свойств и химического состава, с нормированием химического состава на прошедших термическую обработку образцах, без нормирования механических свойств и химического состава.
Итак, согласно классификации по группам, выделяют 5 групп бесшовных горячекатаных труб:
А – с нормированием механических свойств; Б – с нормированием химического состава; В – с нормированием механических свойств и химического состава; Г – с нормированием химического состава и контроля механических свойств на образцах. Д – с нормированием испытательного гидравлического давления.
Различные категории бесшовных труб обладают особыми техническими характеристиками и используются там, где эта специфика наилучшим образом отвечает эксплуатационным требованиям. Например, толстостенные модели бесшовных труб применяются для возведения водо- и газопроводов.
Бесшовные горячекатаные трубы находят применение в нефтегазовой промышленности, машиностроении, коммунальном хозяйстве. Значительная часть производимых в России и Белоруссии бесшовных горячекатаных труб поставляется на экспорт.
Бесшовные трубы, которые изготавливаются из цельного слитка, нельзя применять для транспортирования вредных веществ (I, II, III классов), взрыво- и пожароопасных веществ, а также пара и горячей воды.
Горячедеформированные трубы: особенности, преимущества, цели использования
Для использования в сложных условиях оптимальным вариантом являются бесшовные стальные трубы, холодно- или горячедеформированные. Но, несмотря на более высокую стоимость, горячедеформированная труба бесшовная более устойчива к нагрузкам и обладает лучшими эксплуатационными характеристиками. Технические требования к ним и качество производства регламентированы ГОСТ 8731-74. Согласно стандартам трубы стальные бесшовные горячедеформированные могут производиться как из нержавеющих марок стали, так и из углеродистых сортов.
Особенности производства
Горячедеформированная стальная бесшовная труба производится из монолитной заготовки в виде цилиндра. Перед производством производится нагрев заготовок выше температуры рекристаллизации стали, в результате чего металл становится пластичен и легче поддаётся обработке.
После нагрева металл поступает на пресс, где из штанги производят полый цилиндр – гильзу. При последующей прокатке гильзы её стенки уменьшают до требуемой толщины, калибруют внешний и внутренний диаметр заготовки. После получения черновой трубы производится окончательная калибровка и нарезка её на готовые изделия. При необходимости поверхность готовой трубы покрывается антикоррозийным составом.
При последующей прокатке гильзы её стенки уменьшают до требуемой толщины, калибруют внешний и внутренний диаметр заготовки. После получения черновой трубы производится окончательная калибровка и нарезка её на готовые изделия. При необходимости поверхность готовой трубы покрывается антикоррозийным составом.
При производстве стальной бесшовной трубы используется автоматизированное высокоточное оборудование. Это минимизирует количество брака, а также оптимизирует рабочий процесс. Нужно отметить, что устаревшее оборудование для производства, несоблюдение технологии или нарушение её может привести к низким эксплуатационным параметрам, не соответствующим заданным.
Преимущества горячедеформированных труб
Основными достоинствами бесшовных труб выпущенных по технологии горячей деформации являются:
- долгий срок службы и повышенная прочность;
- устойчивость к колебаниям температуры;
- стойкость к агрессивным рабочим средам;
- более высокая пластичность по сравнению с изделиями, прошедшими холодную формовку.

В тоже время стальная труба имеет ряд недостатков, главным из которых является низкая стойкость к возникновению коррозионных процессов. Несмотря на то, что в настоящее время с этим недостатком справляется антикоррозийное покрытие, срок службы стальной трубы ограничен. Стоит отметить, что использование легированных нержавеющих сталей при производстве значительно снижает риск появления коррозии, но и стоимость такой трубы гораздо выше.
Трубы бесшовные горячедеформированные ГОСТ 8732 78
Про трубы
Для эксплуатации в условиях, требующих повышенной надежности, рекомендуются горячедеформированные трубы, ГОСТ 8732 78.
Основные габариты горячедеформированных труб ГОСТ 8732 78
Можно купить горячедеформированные трубы ГОСТ 8732 78 со следующими параметрами:
• длина труб в диапазоне от 4 м до 12,5 м с немерными размерами;
• трубы со строго измеренной длиной в указанном интервале;
• трубы с фиксированной длиной, кратную измеренной (в местах разрезов допустимы колебания в 5 мм), в обозначенном диапазоне;
• трубы с приблизительно измеренной длиной в пределах немерной группы.
При дополнительно сформулированных требованиях предприятий-заказчиков поставляются горячедеформированные трубы ГОСТ 8732 78:
• длина которых, не укладывается в интервал от 4 м до 12,5 м;
• трубы приблизительной длины.
Продукция с толщиной, превышающей 16 мм, в строго измеренном виде также отпускается по отдельным заявкам.
Грамотно выбрать трубы горячедеформированные, цена на которые зависит от толщины стенки, диаметра, объема заказа и других показателей – значит обеспечить экономически оправданные финансовые затраты и оперативный монтаж.
Трубы бесшовные горячедеформированные – требования к характеристикам качества
Продукция может обеспечить безопасность в период эксплуатации только при жестком контроле всех технических показателей.
По совокупности контролируемых данных продукция подразделена на несколько групп.
• В группе «А» – трубы со строгой стандартизацией механических качеств.
• Группу «Б» представляет трубы стальные бесшовные горячедеформированные, ГОСТ 8732 78 на которые обязывает контролировать химические показатели. К этой группе относится продукция из спокойной стали строго обозначенных стандартизированных марок.
• К группе «В» отнесена продукция из стали отдельных нормированных марок: углеродистых составов двух видов и сплавов с повышенной прочностью. У представленных в этой группе труб контролируют механические показатели.
• В группу «Г» относят трубы из определенных видов углеродистой стали и сплава с высокой прочностью. Контролю подлежат химические показатели и механические свойства продукта, уже прошедшего термическую обработку.
• Трубы стальные бесшовные горячедеформированные, ГОСТ 8732 78 на которые определяет принадлежность к группе «Д», подлежат контролю гидравлического давления при испытаниях. При этом химические и механические качества строго не нормируются.
Уточняйте всю необходимую информацию при оформлении заказов. Грамотно выбирайте трубы горячедеформированные. Цена каждого вида продукции представлена в прайсе.
Грамотно выбирайте трубы горячедеформированные. Цена каждого вида продукции представлена в прайсе.
Возврат к списку
Бесшовные трубы | Нержавеющие бесшовные горячедеформированные и холоднодеформированные трубы
Бесшовная труба из нержавейки
Стальная бесшовная труба — изделие, не имеющее сварного шва, стыков, других соединений. Иначе ее еще именуют «литой трубой», потому что она создана из слитка металла. И именно потому, что в ней нет швов, можно быть уверенным — течей под давлением тяжести не будет.
Изготовление
Бесшовная труба изготавливается разными путями. Это может быть прокатка или ковка, также прессование, волочение. В процессе создания прибегают к разным операциям. Начинают с того, что берут металлическую болванку и при помощи прошивного стана делают специальные отверстия. Этот стан, как правило, состоит из оправки-прошивки, а также конических валков. Далее заготовку стали нагревают.
Этот стан, как правило, состоит из оправки-прошивки, а также конических валков. Далее заготовку стали нагревают.Температура должна быть не менее 1200 градусов. Заключительный процесс — прокатка на стане. Она дает возможность получить нужный размер изделия.
Такой процесс называется горячедеформированным. В итоге можно получить горячекатаную бесшовную трубу ГОСТа 8732-78. Толщина стенок ее может быть разной: в пределах 2,5-75 мм. Толщина играет роль при определении веса. И это значительно влияет на стоимость. При продаже трубу не взвешивают, так как теоретический вес уже указан в ГОСТе.
Химический состав
Трубы стальные бесшовные по ГОСТу создаются из сталей определенного химического состава. Этот материал обязательно должен быть высоколегированным. Что касается состава, стали различают как углеродистые и высокоуглеродистые. И углеродистые выдерживают большое давление — примерно до 16МПА.Применение
Стальная труба, не имеющая швов, очень часто используется для создания трубопроводов, которые транспортируют не только воду, но и нефтепродукты, опасный газ. Поэтому можно сказать, что она широко применима в разных отраслях и промышленностях. Ее применяют в нефтяной промышленности, без нее не обходятся в коммунальном хозяйстве. Используют в энергетике, также в химической и газовой промышленности. Причем горячедеформированные трубы могут быть разных форм — овальной, прямоугольной, круглой.
Поэтому можно сказать, что она широко применима в разных отраслях и промышленностях. Ее применяют в нефтяной промышленности, без нее не обходятся в коммунальном хозяйстве. Используют в энергетике, также в химической и газовой промышленности. Причем горячедеформированные трубы могут быть разных форм — овальной, прямоугольной, круглой.Для передачи газа используются труды с очень толстыми стенами. Они должны быть термически обработанными. Обычно газ по ним пускают под высоким давлением, поэтому сталь должна выдерживать большие нагрузки. Она незаменима в этой промышленности, так как отличается надежностью, высокой теплопроводностью.
Особенности
Поверхность бесшовной трубы всегда идеальная. На ней не допускается даже малейших расслоений, мелких трещин, закатов и рванины. Разве что могут быть мелкие вмятины и забоины, а также следы зачистки. Плены тоже допускаются, но если они мелкие и незначительные. Концы трубы также всегда гладкие, без заусенцев, тщательно зачищены. Они обрезаны, как правило, под прямым углом. Обрезают их плазменной резкой или же автогеном. Иногда используют пилу. Но это в том случае, если стенка толще 20 мм.
Обрезают их плазменной резкой или же автогеном. Иногда используют пилу. Но это в том случае, если стенка толще 20 мм.Что касается холоднодеформированных труб, то они проходят испытания, без которых их не допустят к продаже. Растяжение является обязательным испытанием. В иных случаях может провериться на сплющивание и твердость, а также на загиб.
По типу изготовления бесшовная труба делится на две группы:
Труба бесшовная горячедеформированная;
Труба бесшовная холоднодеформированная.
Горячедеформированные трубы
При производстве бесшовной горячекатаной трубы (ГОСТ 8731, 8732) используются стальные сплавы с увеличенным процентом углерода. Температура, при которой изготавливается бесшовная горячекатаная труба, значительно превышает температурный порог рекристаллизации. Наряду с отсутствием швов, углеродистая стальная структура улучшает функциональные параметры изделия. Благодаря своей прочности и надёжности бесшовные трубы востребованы на участках повышенного давления, внешнего и/или внутреннего. Основная сфера использования данной продукции – трубопроводные коммуникации, в том числе, для транспортировки углеводородов.
Основная сфера использования данной продукции – трубопроводные коммуникации, в том числе, для транспортировки углеводородов.Холоднодеформированные трубы
Бесшовная холоднокатаная труба (ГОСТ 8731, 8734) из различных марок нержавеющей стали в зависимости от товарного наименования производится со стенками разной толщины. Существует четыре степени толщины стенок холоднодеформированной трубы: от особо тонкостенной до особо толстостенной. Уровень функциональной нагрузки рассчитывается, исходя из конкретных параметров толщины и состава стали. Холоднодеформированные бесшовные трубы предназначены для максимальных нагрузок: для тех эксплуатационных условий, которые сварные трубы не способны выдержать. Применяются для прокладки сложных трубопроводных систем, в том числе, в нефтегазовой сфереТрубы стальные бесшовные горячедеформированные по выгодной цене!
Скачать прайс-лист
Трубы бесшовные горячедеформированные по праву являются самым востребованным, в ряде промышленных отраслей, видом металлопрокатных изделий. Наша компания предлагает услуги по продаже бесшовных горячедеформированных труб от самых известных на российском рынке производителей металлопроката. Реализуемая нами продукция отличается высоким качеством и соответствует существующим стандартам.
Наша компания предлагает услуги по продаже бесшовных горячедеформированных труб от самых известных на российском рынке производителей металлопроката. Реализуемая нами продукция отличается высоким качеством и соответствует существующим стандартам.
Труба бесшовная горячедеформированная – общие сведения
В отличие от сварных, бесшовные трубы обладают более высокой степенью прочности и стойкости. Применение современных технологий в области производства металлопрокатных изделий методом горячей деформации позволило значительно улучшить их качественные свойства и характеристики.
В процессе производства, кованная или литая заготовка цилиндрической формы проходит процедуру нагрева для приобретения пластичных свойств. Далее она обрабатывается на специальном прошивочном стане для формирования внутреннего отверстия. После процесса прошивки раскаленное изделие проходит такие стадии обработки как вальцевание и калибровка. К основным достоинствам продукции относятся ее прочность и устойчивость к коррозии.
Наша компания предлагает промышленным предприятиям и организациям купить трубу бесшовную горячедеформированную изготовленную в соответствии с требованиями ГОСТа 8732-78 из легированной и углеродистой стали.
Применение горячедеформированных бесшовных труб
Применение подобных изделий наиболее оправданно в сферах производства, где предусмотрено влияние высокого давления и механических нагрузок. Горячедеформированные трубы применяются в следующих видах промышленности:
- нефтегазодобывающая и перерабатывающая промышленность;
- химическое производство;
- гидроэнергетика;
- машиностроение.
Трубы, изготовленные методом горячей деформации, нашли широкое применение также в судо- и авиастроении.
Как приобрести металлопрокат от компании «Стальпром»
Наша компания осуществляет продажу и поставку труб бесшовных горячедеформированных не только в Самаре, но и во все регионы РФ. Чтобы заключить договор о сотрудничестве вы можете позвонить нам по номеру телефона, указанному в разделе «Контакты» на нашем сайте или воспользоваться формой обратной связи. Наши менеджеры обязательно свяжутся с вами и предоставят всю необходимую информацию.
Наши менеджеры обязательно свяжутся с вами и предоставят всю необходимую информацию.
Каковы технические аспекты формовки бесшовных труб из горячекатаной стали?
Спецификации и модели термически расширенных бесшовных стальных труб ограничены на заводах по производству термически деформированных стальных труб. В соответствии с потребностями потребителей разрабатывается труба стальная бесшовная термически деформированная. Технические характеристики термически деформированной стальной трубы с прямым швом произвольны. Как правило, они изготавливаются в соответствии с требованиями заказчика. Труба стальная бесшовная термически деформированная – это разновидность стальной бесшовной трубы, деформированной при нагревании, с низкой относительной плотностью и сильной сжимаемостью.Бесшовная трубка) можно назвать термически деформированной трубкой. Тип бесшовных стальных труб, используемых для термического расширения диаметра трубы в соответствии с поперечной прокаткой или расширением при вытяжке.
Терморасширенная бесшовная стальная труба представляет собой комбинацию технологии расширения конусной матрицы, большой цифровой технологии высокочастотного электромагнитного индукционного нагрева и технологии гидравлического пресса. Эффективные технологии, низкое энергопотребление, низкие инвестиции в проекты капитального строительства, хорошее качество продукции, полное сырье и модели продукции, гибкое производство и множество изменений, а также низкие капитальные вложения.Широкомасштабная адаптируемость заменяет традиционную вытяжку и расширяет технологию производства бесшовных стальных труб. Поскольку вопрос о поставках стальных труб большого диаметра в последнее время не решается, бесшовные горячедеформированные стальные трубы стали основным источником сырья для решения проблемы нехватки стальных труб большого диаметра. Облегчить сложную ситуацию на рынке сбыта стальных труб большого диаметра
В качестве расширения основных задач трубопрокатного завода используется процесс расширения труб «среднечастотный индукционный нагрев, продвижение гидравлического пресса». Терморасширенные бесшовные стальные трубы получили пять звезд в отрасли за их полные характеристики и модели, высокое качество, удобную поставку, высокое качество и низкую цену.
Терморасширенные бесшовные стальные трубы получили пять звезд в отрасли за их полные характеристики и модели, высокое качество, удобную поставку, высокое качество и низкую цену.
Советы: ASTM A53 Стальная бесшовная труба относится к американскому стандартному классу стальных труб. A53-F соответствует отечественному материалу q235, A53-A соответствует отечественному материалу 10 #, а A53-B соответствует отечественному материалу 20 #.
Тендер Правительства Украины на поставку труб бесшовные горячедеформированные 44160000-9 – Трубопроводы, трубопроводы,
Главная> Тендеры> Европа> Украина> Трубы бесшовные горячедеформированные 44160000-9 – Трубопроводы, трубопроводы, трубы, обсадные трубы
???????? ????? ПРОЗОРРО объявил тендер на поставку Трубы бесшовные горячедеформированные 44160000-9 – Трубопроводы, трубопроводы, трубы, обсадные трубы, трубки и сопутствующие товары.Трубы используются горячедеформированные d. 121мм – 850 килограмм. Трубы, используемые в горячедеформированных трубах диаметром 89 мм …. Местоположение проекта – Украина, тендер закрывается 29 марта 2018 года. Номер тендерного объявления – 21522602, а ссылочный номер TOT – 21522602. Претенденты могут получить дополнительную информацию о тендере. и можете запросить полную тендерную документацию, зарегистрировавшись на сайте.
121мм – 850 килограмм. Трубы, используемые в горячедеформированных трубах диаметром 89 мм …. Местоположение проекта – Украина, тендер закрывается 29 марта 2018 года. Номер тендерного объявления – 21522602, а ссылочный номер TOT – 21522602. Претенденты могут получить дополнительную информацию о тендере. и можете запросить полную тендерную документацию, зарегистрировавшись на сайте.
Страна: Украина
Резюме: Трубы бесшовные горячедеформированные 44160000-9 – Трубопроводы, трубопроводы, трубы, обсадные трубы, трубки и сопутствующие товары.Трубы используются горячедеформированные d.121мм – 850 килограмм. Трубы применяемые горячедеформированные d.89мм …
Срок сдачи: 29 марта 2018 г.
Реквизиты покупателя
Покупатель: ???????? ????? ПРОЗОРРО
79025, ???????, ????????? ???. , ?????, ???. ??????, 2, 31.12.2018 00:12; 35704, ???????, ?????????? ???., ?????????, ???. ? ???????, 1, 31.12.2018 00:12
, ?????, ???. ??????, 2, 31.12.2018 00:12; 35704, ???????, ?????????? ???., ?????????, ???. ? ???????, 1, 31.12.2018 00:12
Украина
Прочая информация
TOT Ref No.: 21522602
Номер документа. №:
Конкурс: ICB
Финансист: Самофинансируемый
Информация о тендере
Трубы бесшовные горячедеформированные 44160000-9 – Трубопроводы, трубопроводы, трубы, обсадные трубы, трубки и сопутствующие товары. Трубы горячедеформированные d.121мм – 850 килограмм. Трубы используются горячедеформированные d.89мм – 2600 килограмм. Трубы ч / б горячедеформированные д. 57мм – 2600 кг Труба б / у горячедеформированная d.32мм – 2000 кг Труба горячедеформированная d. 102мм – 5000 кг Трубы ч / б горячедеформированные d.42мм – 1000 кг Трубы ч / б горячедеформированные d.83мм – 1800 килограммы
102мм – 5000 кг Трубы ч / б горячедеформированные d.42мм – 1000 кг Трубы ч / б горячедеформированные d.83мм – 1800 килограммы
Сумма покупки: 579 127,50
Конец подачи предложений: 29.03.18 17:00
Россия повторно наложила повышенные пошлины AD на импорт стальных труб из Украины
Федеральное правительство России повторно ввело повышенные антидемпинговые пошлины на импорт обсадных труб, труб для нефти и газа, а также горячедеформированных стальных труб общего назначения диаметром до 820 мм, происхождение из Украины, сроком на пять лет.Решение № 41 от 31 января 2011 года вступает в силу через месяц после его официального опубликования. Таким образом, Украина сможет беспошлинно экспортировать трубы в Россию до 10 марта этого года.
В частности, Россия ввела:
1. 18,9-процентную пошлину AD на импорт обсадных труб из Украины по следующим кодам ГС: 7304 24 100 1, 7304 24 100 2, 7304 24 100 3, 7304 24 100 4 , 7304 24100 9, 7304 24900 1, 7304 24900 9, 7304 29100 1, 7304 29100 2, 7304 29100 3, 7304 29100 4, 7304 29100 9, 7304 29900 1 и 7304 29900 9 .
2. Пошлина AD 19,9% на импорт НКТ из Украины по кодам HS 7304 24 100 1, 7304 24 100 2, 7304 24 100 9, 7304 29 100 1, 7304 29 100 2 и 7304 29 100 9.
3. пошлина в размере 19,4% AD на импорт труб для нефтепроводов, газопроводов и горячедеформированных труб общего назначения диаметром до 820 мм по кодам HS 7304, 7305 и 7306 для украинского производителя труб ИНТЕРПАЙП. Для остальных украинских компаний пошлину AD предлагается установить на уровне 37.8 процентов.
Как ранее сообщал SteelOrbis, постановлением правительства от 29 декабря 2005 г. Россия наложила на пятилетний период 11,4-процентную пошлину AD на импорт украинских обсадных труб, 18,1-процентную пошлину AD на импорт насосно-компрессорных труб и 8,9%. процентная пошлина AD на импорт из Украины нефтегазовых и горячедеформированных труб общего назначения диаметром до 820 мм без учета импорта Мариупольского металлургического комбината им. Ильича, для которого пошлина была установлена на уровне нуля процентов. Обязанности AD действовали с 31 января 2006 г. по 30 января 2011 г.
Обязанности AD действовали с 31 января 2006 г. по 30 января 2011 г.
Способ производства бесшовных горячедеформированных котельных толстостенных труб размером 377 × 50 и 465 × 75 мм на трубопрокатных установках с пильгеровскими станами для трубопроводов тепловых угольных блоков со сверхкритическими параметрами пара
Изобретение относится к технологическим процессам.
Изобретение относится к способу производства бесшовных горячедеформированных котельных толстостенных труб размером 377×50 и 465×75 мм в трубопрокатных установках с пильгерскими станами для трубопроводов тепловых угольных блоков со сверхкритическими параметрами пара (T≥600 ° C. и P = 300 атм) и для трубопроводов острого пара.Способ включает выплавку конверсионных трубных заготовок в виде сплошных слитков размером 560х1750 ± 50 и 620х1750 ± 50 мм или полых прутков размером 620х200инт.х2000-2100 и 620х320инт. × 2000-3200 мм со сталью. марки 10Х9В2МФБР методом электрошлакового переплава (ЭШП), сверление центрального отверстия диаметром 100 ± 5,0 мм, нагрев заготовок до температуры пластичности, протяжка их в патроны в станах наклонной прокатки на оправках, диаметр которых выбирается в зависимости от геометрические размеры кареток, прокатка патронов на пильгерных станах в трубы заданного размера с протяжками в зависимости от диаметра и толщины стенки. В зависимых пунктах формулы приведены режимы механической и термической обработки сплошных и полых прутков.
В зависимых пунктах формулы приведены режимы механической и термической обработки сплошных и полых прутков.
Технический результат: изобретение позволит освоить производство труб размером 465×75 мм, снизить энергозатраты, удельный расход металла, улучшить механические свойства металла трубы по сравнению с кованой заготовкой из стали марки 10Х9МФБ-Ш, в значительной степени. повысить долговечность металла трубы при T≥600 ° C и продолжительности 10 5 и снизить стоимость котельных труб.
ф-лы, 1 табл.
Изобретение относится к трубному производству, а именно к способу производства бесшовных горячедеформированных толстостенных котельных труб размером 377 × 50 и 465 × 75 мм труб с пилигримовыми фрезами для трубопроводов блоков теплового угля со сверхсверхкритическими параметрами пара ( T≥600 ° C и P = 300 бар), в том числе для трубопроводов острой пары слитков электрошлакового переплава и может применяться на трубных установках с пилигримовыми станами, имеющими в своем составе станы винтовой прокатки, при использовании в качестве передельных заготовок сплошных или полых слитков ЭШП сталь HIP.
На практике трубное производство существует способ изготовления бесшовных горячедеформированных труб большого и среднего диаметра для трубных установок с пилигримовыми станами для паровых котлов, паропроводов и коллекторов, установок с высокими и сверхкритическими параметрами пара из кованой заготовочной стали. марок 20, GS, HM, HM, HM, HR, HB, H WMF, NM, NT и AND с заданными требованиями к механическим свойствам, в том числе литье слитков в электропечи и мартеновских печах, ковка (уплотняющая структура ) с уконом от 2.От 0 до 3,0 в зависимости от марки стали, а также непрерывное литье из стали марок 20,
GS, HM, HM и HM ковка в поковку с уконом не менее 1,5, механическая обработка (токарная обработка со скоростью съема металла 10-15 мм на стороне и сверление центровочного отверстия диаметром 100 ± 5 мм для снятия Центральная ликвация пористости и неметаллических включений), нагрев до температуры пластичности, прошивка заготовок стана косой прокатки в гильзы и прокатка их в трубу на пилигримовых станах с допусками по стенке + 20 / -5% (ТУ 14-1-2560 -78 «Трубы заготовки кованые для котельных труб», ТУ 14-3-460-2003 и ТУ 14-3Р-55-2001 «Трубы стальные бесшовные для паровых котлов и трубопроводов» и ТУ 14-3-420-75 «Трубы для паровые котлы и трубопроводы из стали ГС и МП ».
Недостатком способа является относительно низкая длительная прочность стали HF-W при T≥600 ° C, высокая энергоемкость процесса, связанного с нагревом и деформацией (ковкой) слитков и NLS при ковке и последующей механической обработке. и сверление центрального отверстия, нагрев заготовки до температуры пластичности, прошивка и прокатка их в трубу на пилигримальных станах, повышенная металлоемкость (удельный вес металла) при переделе слитка или НЛС – поковка – заготовка – труба и , как следствие, дороговизна труб.
Известны способы изготовления труб прошивкой слитков (заготовок) на подъеме (вытяжка – 3-7%), размеры указаны в размерах и посадах (поводья назад – 2-5%), где изменение контура напряженно-деформированного состояния и деформации выражается в количестве извлечения (Фаганелло и др. Трубы горячего проката. М: Металлургиздат, 1982, с., Таблица).
Недостатком этих способов прошивки является невозможность обеспечить необходимую деформацию слитка (заготовки), позволяющую получить механические свойства и прочность, структуру и плотность металлических труб из этих марок сталей, которые требуются при работе на термическую угольные агрегаты со сверхкритическими параметрами пара.
Труба производства Известен также способ изготовления газлифтной трубы из слитков большого диаметра из стали 09Г2С плавки ЭШП и ВАР (Патент РФ № 2119395 кл. В21В 19/04), где деформации стержней при прошивке фрезерный свинец по месту расположения кристаллов, просачивание слитков в головную часть мельницы (усадка), просеянный посадом диаметром на величину
D = 2S г (1-sinα) S с ,
где S g толщина стенки гильзы, мм;
S с – толщина стенки просверленного слитка ESR, мм;
α – угол фронта затвердевания к оси слитка, град.
Недостатком данного способа изготовления труб из слитков большого диаметра из ЭШП и ВАР является необходимость изготовления микротаблона для определения угла фронта затвердевания к оси слитка, а в прошивке СЛ есть усадка (головка). часть носовой части приводит к образованию дефектов в виде внутренних пленок на передних концах рукавов.
Наиболее близким техническим решением является способ производства бесшовных горячедеформированных труб большого и среднего диаметра для трубных установок с пилигримовыми станами для паровых котлов, паропроводов и коллекторов, установок с высокими и сверхкритическими параметрами пара из слитков ЭШП и НЛС ( патент RU №2275977, кл. B21B 21/00), снижение энергозатрат при переплавке, снижение металлоемкости при переделе слитка ЭШП и НЛС – котельной трубы, экономия газа и, как следствие, снижение стоимости котельных труб.
B21B 21/00), снижение энергозатрат при переплавке, снижение металлоемкости при переделе слитка ЭШП и НЛС – котельной трубы, экономия газа и, как следствие, снижение стоимости котельных труб.
Недостатками способа является невозможность получения необходимых значений механических свойств и длительной прочности металлических труб из данных сталей для блоков энергетического угля со сверхсверхкритическими параметрами пара, для трубопроводов пара при температурах T≥600 °. С и высокого давления Р = 300 МПа и приемных гильз размером 620 × ВН. сталь марки ХТП одна прошивка в стане косой прокатки из-за больших нагрузок на выезд из лагеря.
Целью предлагаемого способа (изобретения) является разработка новых материалов для блоков энергетического угля со сверхсверхкритическими параметрами пара, разработка соответствующих технологий производства чушковых заготовок и бесшовных горячедеформированных котлов толщиной трубы Тэнно размером 377 × 50. и 465 × 75 мм ТПУ с пилигримовыми фрезами,
уменьшение анагастра за счет исключения из процесса нагрева слитков для ковки, штамповки их в поковку и последующей механической обработки поковок в заготовке на внешней поверхности и сверления центрального отверстия, а также снижение энергозатрат при прошивке за счет оптимизации значений сжатие в зависимости от геометрических размеров (диаметра) сплошных и полых прутков ЭШП, снижение металлоемкости при переделе слитка ЭШП – котельная труба за счет уменьшения толщины удаляемого слоя металла при точении по сравнению с поковкой заготовкой и прокаткой трубы из более качественного металла и пластика без центральной ликвационной пористости и неметаллических включений.
Технический результат достигается известным способом производства бесшовных горячедеформированных толстостенных котельных труб размером 377 × 50 и 465 × 75 мм труб с пилигримовыми фрезами для трубопроводов блоков энергетического угля со сверхсверхкритическими параметрами пара, в том числе выплавка чушковых заготовок в виде сплошных прутков размером 560 × 1750 ± 50 и 620 × 1750 ± 50 мм или полых слитков размером 620 × ВН. × 2000-2100 и 620 × ВН. × 2000-3200 мм из стали марки ВТП. метод электрошлакового переплава (ЭШП), сверление центрального отверстия диаметром 100 ± 50 мм, нагрев заготовок до температуры рыночной пластичности,
прошивка представляет собой сплошные слитки в станах косой прокатки на оправке, диаметр которых выбирается в зависимости от геометрических размеров гильз, гильз прокатки и полых слитков ЭШП на пилигримальных станах в трубе заданного размера с кожухами в зависимости от диаметра и диаметра. Толщина стенки нижней части сплошных и полых стержней ЭШП удаляют анодно-механической резкой на длину, величина которой определяется из выражения L. = К D, L. = K 1 D / S, где L. – длина обрезки нижних сплошных слитков ЭШП, мм; L. – длина обрезков от низа полых слитков ЭШП, мм; D – наружный диаметр слитков ESR, мм; S – толщина стенки полых слитков ESR, мм; K = (0,15-0,20) – коэффициент, более высокие значения которого относятся к сплошным слиткам меньшего диаметра; К 1 = (25-40) – коэффициент, более высокие значения которого относятся к полым слиткам ЭШП с большей толщиной стенки, сплошные слитки ЭШП обточивают в заготовки размером 540 × 1750 ± 50 и 600 × 1750 ± 50 мм снизу. В конце сверла центральное отверстие, диаметр которого определяется из выражения d = K 2 D, где K 2 = (0,18-0,20) – коэффициент, большее значение которого относится к сплошным слиткам большего диаметра, заготовки размером 540 × 100 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 120-150 минут, затем равномерно загружают.
= К D, L. = K 1 D / S, где L. – длина обрезки нижних сплошных слитков ЭШП, мм; L. – длина обрезков от низа полых слитков ЭШП, мм; D – наружный диаметр слитков ESR, мм; S – толщина стенки полых слитков ESR, мм; K = (0,15-0,20) – коэффициент, более высокие значения которого относятся к сплошным слиткам меньшего диаметра; К 1 = (25-40) – коэффициент, более высокие значения которого относятся к полым слиткам ЭШП с большей толщиной стенки, сплошные слитки ЭШП обточивают в заготовки размером 540 × 1750 ± 50 и 600 × 1750 ± 50 мм снизу. В конце сверла центральное отверстие, диаметр которого определяется из выражения d = K 2 D, где K 2 = (0,18-0,20) – коэффициент, большее значение которого относится к сплошным слиткам большего диаметра, заготовки размером 540 × 100 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 120-150 минут, затем равномерно загружают. , что происходит при температуре пластичности 1220-1240 ° C со скоростью 2.0 и 2,1 ° С в минуту с опрокидыванием через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре в течение 60-90 минут с углом отливки ≈180 ° в течение 15-20 минут,
стежка в стане косой прокатки в гильзы размером 540 × 300 дюймов × 2440-2560 ± 70-75 мм, диаметр оправки 285 или 300 мм и прокатка на пилигримовом стане в трубы размером 377 × 50 мм, полые слитки ЭШП размером 620 × ВН. × 2000-2100 мм обточивают и растаивают в заготовки размером 600 × ВН. × 2000-2100 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 90-120 минут. , а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2.0-2,2 ° С в минуту с отливкой через 18-22 минуты на угол ≈180 ° и выдержкой при этой температуре 45-60 минут с углом отливки ≈180 ° через 10-15 минут, пристрочить – прокатный стан косой прокатки в гильзы размером 620 × ВН. × 2320-2440 мм, диаметр оправки 325 мм и прокатку на пилигримовом стане в трубу размером 465 × 75 мм, полые слитки ЭШП размером 620 × ВН.
, что происходит при температуре пластичности 1220-1240 ° C со скоростью 2.0 и 2,1 ° С в минуту с опрокидыванием через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре в течение 60-90 минут с углом отливки ≈180 ° в течение 15-20 минут,
стежка в стане косой прокатки в гильзы размером 540 × 300 дюймов × 2440-2560 ± 70-75 мм, диаметр оправки 285 или 300 мм и прокатка на пилигримовом стане в трубы размером 377 × 50 мм, полые слитки ЭШП размером 620 × ВН. × 2000-2100 мм обточивают и растаивают в заготовки размером 600 × ВН. × 2000-2100 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 90-120 минут. , а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2.0-2,2 ° С в минуту с отливкой через 18-22 минуты на угол ≈180 ° и выдержкой при этой температуре 45-60 минут с углом отливки ≈180 ° через 10-15 минут, пристрочить – прокатный стан косой прокатки в гильзы размером 620 × ВН. × 2320-2440 мм, диаметр оправки 325 мм и прокатку на пилигримовом стане в трубу размером 465 × 75 мм, полые слитки ЭШП размером 620 × ВН. × 2000-3200 мм обточивают. и настация в заготовках размером 600 × 340 × 2000-3200 мм, нагретых до температурного режима пластичности: выдерживается при температуре 750-800 ° С в методических печах на лету в течение 60-90 минут, а затем равномерно нагревается до температуры 1210 ° С. -1230 ° C со скоростью 1.От 8 до 1,9 ° С в минуту с отливкой через 23-25 минут на угол ≈180 °, выдерживают при этой температуре 30-45 минут с углом отливки ≈180 ° через 10-15 минут и прокатывают. на пилигримовом стане размером трубы 465 × 75 мм,
Заготовки размером 600 × 120 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 150-180 минут, а затем равномерно нагревают до температуры 1230-1250 ° С. C со скоростью 2.0 и 2.1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре 80-100 минут с углом отливки ≈180 ° в течение 15-20 минут, втачать лагерная косая прокатка в гильзах размером 600 × ВН.
× 2000-3200 мм обточивают. и настация в заготовках размером 600 × 340 × 2000-3200 мм, нагретых до температурного режима пластичности: выдерживается при температуре 750-800 ° С в методических печах на лету в течение 60-90 минут, а затем равномерно нагревается до температуры 1210 ° С. -1230 ° C со скоростью 1.От 8 до 1,9 ° С в минуту с отливкой через 23-25 минут на угол ≈180 °, выдерживают при этой температуре 30-45 минут с углом отливки ≈180 ° через 10-15 минут и прокатывают. на пилигримовом стане размером трубы 465 × 75 мм,
Заготовки размером 600 × 120 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 150-180 минут, а затем равномерно нагревают до температуры 1230-1250 ° С. C со скоростью 2.0 и 2.1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре 80-100 минут с углом отливки ≈180 ° в течение 15-20 минут, втачать лагерная косая прокатка в гильзах размером 600 × ВН. × 2030 ± 60 мм, диаметр оправки 225 мм с использованием температуры прокатки, температуры нагрева гильзы 600-700 ° С, помещение их в печь, нагретую до температурного режима пластичности: нагретую. равномерно до температуры 1230-1250 ° C со скоростью 1,8-2,0 ° C в минуту с углом отливки ≈180 ° в течение 15-20 минут, затем выдерживают при этой температуре в течение 45-60 минут с отливкой. угол отклонения ≈180 ° через 10-15 минут, стежок – прокатный стан косой прокатки в гильзы размером 620 × ВН.× 2280 ± 65 мм и прокатывают на пилигримовом стане в размер трубы 465 × 75 мм, причем трубу подвергают режиму термообработки: нормализация при температуре 1050-1070 ° С с выдержкой 50-60 минут; отпуск при температуре 740-780 ° С; выдержка не менее 3,0 часов и воздушное охлаждение.
× 2030 ± 60 мм, диаметр оправки 225 мм с использованием температуры прокатки, температуры нагрева гильзы 600-700 ° С, помещение их в печь, нагретую до температурного режима пластичности: нагретую. равномерно до температуры 1230-1250 ° C со скоростью 1,8-2,0 ° C в минуту с углом отливки ≈180 ° в течение 15-20 минут, затем выдерживают при этой температуре в течение 45-60 минут с отливкой. угол отклонения ≈180 ° через 10-15 минут, стежок – прокатный стан косой прокатки в гильзы размером 620 × ВН.× 2280 ± 65 мм и прокатывают на пилигримовом стане в размер трубы 465 × 75 мм, причем трубу подвергают режиму термообработки: нормализация при температуре 1050-1070 ° С с выдержкой 50-60 минут; отпуск при температуре 740-780 ° С; выдержка не менее 3,0 часов и воздушное охлаждение.
Сравнительный анализ прототипа показывает, что заявляемый способ производства бесшовных горячедеформированных котельных с размерами труб 377 × 50 и труб 465 × 75 мм с пилигримовыми мельницами для трубопроводов энергетических угольных блоков со сверхсверхкритическими параметрами пара отличается. В качестве заготовок передельных труб используют цельные слитки электрошлакового переплава размером 560 × 1750 ± 50 и 620 × 1750 ± 50 мм или полые слитки электрошлакового переплава размером 620 × ВН.× 2000-2100 и 620 × ВН. × 2000-3200 мм стали марки ВТП, нижнюю часть сплошных и полых стержней ЭШП удаляют анодно-механической резкой на длину, величина которой определяется из выражения Л. , L. = K 1 D / S, где L. – длина обрезки нижних сплошных слитков ЭШП, мм; L. – длина обрезков от низа полых слитков ССП, мм; D – наружный диаметр слитков ESR, мм; S – толщина стенки полых слитков ESR, мм; K = (0,15-0,20) – коэффициент, более высокие значения которого относятся к сплошным слиткам меньшего диаметра; К 1 = (25-40) – коэффициент, более высокие значения которого относятся к полым слиткам ЭШП с большей толщиной стенки, сплошные слитки ЭШП обточивают в заготовки размером 540 × 1750 ± 50 и 600 × 1750 ± 50 мм снизу. В конце сверла центральное отверстие, диаметр которого определяется из выражения d = K 2 D, где K 2 = (0,18-0,20) – коэффициент, большее значение которого относится к сплошным слиткам большего диаметра, заготовки размером 540 × 100 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 120-150 минут, затем нагревают равномерно.
В качестве заготовок передельных труб используют цельные слитки электрошлакового переплава размером 560 × 1750 ± 50 и 620 × 1750 ± 50 мм или полые слитки электрошлакового переплава размером 620 × ВН.× 2000-2100 и 620 × ВН. × 2000-3200 мм стали марки ВТП, нижнюю часть сплошных и полых стержней ЭШП удаляют анодно-механической резкой на длину, величина которой определяется из выражения Л. , L. = K 1 D / S, где L. – длина обрезки нижних сплошных слитков ЭШП, мм; L. – длина обрезков от низа полых слитков ССП, мм; D – наружный диаметр слитков ESR, мм; S – толщина стенки полых слитков ESR, мм; K = (0,15-0,20) – коэффициент, более высокие значения которого относятся к сплошным слиткам меньшего диаметра; К 1 = (25-40) – коэффициент, более высокие значения которого относятся к полым слиткам ЭШП с большей толщиной стенки, сплошные слитки ЭШП обточивают в заготовки размером 540 × 1750 ± 50 и 600 × 1750 ± 50 мм снизу. В конце сверла центральное отверстие, диаметр которого определяется из выражения d = K 2 D, где K 2 = (0,18-0,20) – коэффициент, большее значение которого относится к сплошным слиткам большего диаметра, заготовки размером 540 × 100 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 120-150 минут, затем нагревают равномерно. до температуры пластичность 1220-1240 ° С скорость 2.0 и 2,1 ° С в минуту с опрокидыванием через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре в течение 60-90 минут с углом отливки ≈180 ° в течение 15-20 минут,
стежка в стане косой прокатки в гильзы размером 540 × 300 дюймов × 2440-2560 ± 70-75 мм, диаметр оправки 285 или 300 мм и прокатка на пилигримовом стане в трубы размером 377 × 50 мм, полые слитки ЭШП размером 620 × ВН. × 2000-2100 мм обточивают и растаивают в заготовки размером 600 × ВН. × 2000-2100 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 90-120 минут. , а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2.0-2,2 ° С в минуту с отливкой через 18-22 минуты на угол ≈180 ° и выдержкой при этой температуре 45-60 минут с углом отливки ≈180 ° через 10-15 минут, сшить – прокатный стан косой прокатки в гильзы размером 620 × ВН. × 2320-2440 мм, диаметр оправки 325 мм и прокатку на пилигримовом стане в трубу размером 465 × 75 мм, полые слитки ЭШП размером 620 × ВН.
до температуры пластичность 1220-1240 ° С скорость 2.0 и 2,1 ° С в минуту с опрокидыванием через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре в течение 60-90 минут с углом отливки ≈180 ° в течение 15-20 минут,
стежка в стане косой прокатки в гильзы размером 540 × 300 дюймов × 2440-2560 ± 70-75 мм, диаметр оправки 285 или 300 мм и прокатка на пилигримовом стане в трубы размером 377 × 50 мм, полые слитки ЭШП размером 620 × ВН. × 2000-2100 мм обточивают и растаивают в заготовки размером 600 × ВН. × 2000-2100 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 90-120 минут. , а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2.0-2,2 ° С в минуту с отливкой через 18-22 минуты на угол ≈180 ° и выдержкой при этой температуре 45-60 минут с углом отливки ≈180 ° через 10-15 минут, сшить – прокатный стан косой прокатки в гильзы размером 620 × ВН. × 2320-2440 мм, диаметр оправки 325 мм и прокатку на пилигримовом стане в трубу размером 465 × 75 мм, полые слитки ЭШП размером 620 × ВН. × 2000-3200 мм обточивают. и растаивая в заготовки размером 600 × 340 × 2000-3200 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах 60-90 минут, а затем равномерно нагревают до температуры 1210 ° С. -1230 ° C со скоростью 1.От 8 до 1,9 ° С в минуту с отливкой через 23-25 минут на угол ≈180 °, выдерживают при этой температуре 30-45 минут с углом отливки ≈180 ° через 10-15 минут и прокатывают. на пилигримовом стане размером трубы ω 465 × 75 мм,
Заготовки размером 600 × 120 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 150-180 минут, а затем равномерно нагревают до температуры 1230-1250 ° С. C со скоростью 2.0 и 2.1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре 80-100 минут с углом отливки ≈180 ° в течение 15-20 минут, втачать лагерная косая прокатка в гильзах размером 600 × ВН.
× 2000-3200 мм обточивают. и растаивая в заготовки размером 600 × 340 × 2000-3200 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах 60-90 минут, а затем равномерно нагревают до температуры 1210 ° С. -1230 ° C со скоростью 1.От 8 до 1,9 ° С в минуту с отливкой через 23-25 минут на угол ≈180 °, выдерживают при этой температуре 30-45 минут с углом отливки ≈180 ° через 10-15 минут и прокатывают. на пилигримовом стане размером трубы ω 465 × 75 мм,
Заготовки размером 600 × 120 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 150-180 минут, а затем равномерно нагревают до температуры 1230-1250 ° С. C со скоростью 2.0 и 2.1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре 80-100 минут с углом отливки ≈180 ° в течение 15-20 минут, втачать лагерная косая прокатка в гильзах размером 600 × ВН. × 2030 ± 60 мм, диаметр оправки 225 мм с использованием температуры прокатки, температуры нагрева гильзы 600-700 ° С, помещение их в печь, нагретую до температурного режима пластичности: нагретую. равномерно до температуры 1230-1250 ° C со скоростью 1,8-2,0 ° C в минуту с углом отливки ≈180 ° в течение 15-20 минут, затем выдерживают при этой температуре в течение 45-60 минут с отливкой. угол отклонения ≈180 ° через 10-15 минут, стежок – прокатный стан косой прокатки в гильзы размером 620 × ВН.× 2280 ± 65 мм и прокатаны на пилигримовом стане в трубы размером 465 × 75 мм, подвергнутые режиму термообработки: нормализация при температуре 1050-1070 ° С с выдержкой 50-60 минут, отпуск при температуре 740 ° С. -780 ° С, выдержка не менее 3,0 часов и охлаждение на воздухе. Таким образом, заявленный способ соответствует критерию изобретения «изобретательский уровень».
× 2030 ± 60 мм, диаметр оправки 225 мм с использованием температуры прокатки, температуры нагрева гильзы 600-700 ° С, помещение их в печь, нагретую до температурного режима пластичности: нагретую. равномерно до температуры 1230-1250 ° C со скоростью 1,8-2,0 ° C в минуту с углом отливки ≈180 ° в течение 15-20 минут, затем выдерживают при этой температуре в течение 45-60 минут с отливкой. угол отклонения ≈180 ° через 10-15 минут, стежок – прокатный стан косой прокатки в гильзы размером 620 × ВН.× 2280 ± 65 мм и прокатаны на пилигримовом стане в трубы размером 465 × 75 мм, подвергнутые режиму термообработки: нормализация при температуре 1050-1070 ° С с выдержкой 50-60 минут, отпуск при температуре 740 ° С. -780 ° С, выдержка не менее 3,0 часов и охлаждение на воздухе. Таким образом, заявленный способ соответствует критерию изобретения «изобретательский уровень».
Сравнение предлагаемого способа не только с производством,
но с другими техническими решениями в данной области техники не позволено выявить в них признаки, отличающие заявленный способ от прототипа, соответствующего патернополу «изобретательскому уровню».
Предлагаемый способ производства бесшовных горячедеформированных толстостенных котельных труб размером 377 × 50 и 465 × 75 мм с пилигримовыми мельницами для трубопроводов блоков энергетического угля со сверхсверхкритическими параметрами пара заключается в том, что в качестве заготовок трубных переделов используют сплошные слитки электрошлакового переплава размером 560 × 1750 ± 50 и 620 × 1750 ± 50 мм или полые слитки электрошлакового переплава размером 620 × ВН. × 2000-2100 и 620 × ВН. × 2000-3200 мм, сталь марки ВТП, нижняя часть из сплошных и полых стержней ЭШП снимают анодно-механическую нарезку на длину, величина которой определяется из выражения L.= К D, L. = К 1 D / S, где L. – длина обрезки нижних сплошных слитков ЭШП, мм; L. – длина обрезков от низа полых слитков ССП, мм; D – наружный диаметр слитков ESR, мм; S – толщина стенки полых слитков ESR, мм; K = (0,15-0,20) – коэффициент, более высокие значения которого относятся к сплошным слиткам меньшего диаметра; К 1 = (25-40) – коэффициент, более высокие значения которого относятся к полым слиткам ЭШП с большей толщиной стенки, сплошным слиткам ЭШП с размерами заготовки 540 × 1750 ± 50 и 600 × 1750 ± 50 мм,
с нижним концом сверла центральное отверстие, диаметр которого определяется из выражения d = K 2 D, где K 2 = (0,18-0,20) – соотношение, чем больше значение которого относится к сплошным слиткам большего диаметра, заготовки размером 540 × 100 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 120-150 минут, затем равномерно нагревают до температуры пластичности 1220-1240 ° С со скоростью 2. 0 и 2,1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре 60-90 минут с углом отливки ≈180 ° в течение 15-20 минут, сшить в стане косой прокатки в гильзы размером 540 × 300 дюймов × 2440-2560 ± 70-75 мм диаметром оправки 285 или 300 мм и прокатки на пилигримовом стане в трубы размером 377 × 50 мм, полые слитки ЭШП размером 620 × ВН . × 2000-2100 мм обточивают и растаивают в заготовки размером 600 × ВН. × 2000-2100 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах 90-120 мин. а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2.0-2,2 ° С в минуту с отливкой через 18-22 минуты на угол ≈180 ° и выдержкой при этой температуре 45-60 минут с углом отливки ≈180 ° через 10-15 минут, сшить – прокатный стан косой прокатки в гильзах асмером × ВН. × 2320-2440 мм, диаметр оправки 325 мм и прокатка на пилигримовом стане в трубы размером 465 × 75 мм,
полые слитки ЭШП размером 620 × ВН.
0 и 2,1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре 60-90 минут с углом отливки ≈180 ° в течение 15-20 минут, сшить в стане косой прокатки в гильзы размером 540 × 300 дюймов × 2440-2560 ± 70-75 мм диаметром оправки 285 или 300 мм и прокатки на пилигримовом стане в трубы размером 377 × 50 мм, полые слитки ЭШП размером 620 × ВН . × 2000-2100 мм обточивают и растаивают в заготовки размером 600 × ВН. × 2000-2100 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах 90-120 мин. а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2.0-2,2 ° С в минуту с отливкой через 18-22 минуты на угол ≈180 ° и выдержкой при этой температуре 45-60 минут с углом отливки ≈180 ° через 10-15 минут, сшить – прокатный стан косой прокатки в гильзах асмером × ВН. × 2320-2440 мм, диаметр оправки 325 мм и прокатка на пилигримовом стане в трубы размером 465 × 75 мм,
полые слитки ЭШП размером 620 × ВН. × 2000-3200 мм обточивают и настаивают в заготовки размером 600 × 340 × 2000-3200 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах. в течение 60-90 минут, а затем равномерно нагревают до температуры 1210-1230 ° C со скоростью 1.От 8 до 1,9 ° С в минуту с отливкой через 23-25 минут на угол ≈180 °, выдерживают при этой температуре 30-45 минут с углом отливки ≈180 ° через 10-15 минут и прокатывают. на пилигримовом стане в трубах размером 465 × 75 мм, заготовки размером 600 × 120 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 150-180 минут, а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2,0 и 2.1 ° С в минуту с литьем через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре в течение 80-100 минут с углом отливки ≈180 ° в течение 15-20 минут, втачать лагерная косая прокатка в гильзах размером 600 × ВН.
× 2000-3200 мм обточивают и настаивают в заготовки размером 600 × 340 × 2000-3200 мм, нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах. в течение 60-90 минут, а затем равномерно нагревают до температуры 1210-1230 ° C со скоростью 1.От 8 до 1,9 ° С в минуту с отливкой через 23-25 минут на угол ≈180 °, выдерживают при этой температуре 30-45 минут с углом отливки ≈180 ° через 10-15 минут и прокатывают. на пилигримовом стане в трубах размером 465 × 75 мм, заготовки размером 600 × 120 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 150-180 минут, а затем равномерно нагревают до температуры 1230-1250 ° C со скоростью 2,0 и 2.1 ° С в минуту с литьем через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре в течение 80-100 минут с углом отливки ≈180 ° в течение 15-20 минут, втачать лагерная косая прокатка в гильзах размером 600 × ВН. × 2030 ± 60 мм, диаметр оправки 225 мм с использованием температуры прокатки, температуры нагрева гильзы 600-700 ° С, помещение их в печь, нагретую до температурного режима пластичности: нагретую равномерно до температуры 1230-1250 ° С со скоростью 1,8-2,0 ° С в минуту с углом отливки ≈180 ° в течение 15-20 минут, затем выдерживают при этой температуре 45-60 минут с определенным углом опрокидывания. ≈180 ° через 10-15 минут,
стежок – прокатный стан косой прокатки в гильзы размером 620 × ВН.× 2280 ± 65 мм и прокатывают на пилигримовом стане размером 465 × 75 мм, причем трубу подвергают режиму термообработки: нормализация при температуре 1050-1070 ° С с выдержкой 50-60 мин, отпуск при температура 740-780 ° С, выдержка не менее 3,0 часов и охлаждение на воздухе.
× 2030 ± 60 мм, диаметр оправки 225 мм с использованием температуры прокатки, температуры нагрева гильзы 600-700 ° С, помещение их в печь, нагретую до температурного режима пластичности: нагретую равномерно до температуры 1230-1250 ° С со скоростью 1,8-2,0 ° С в минуту с углом отливки ≈180 ° в течение 15-20 минут, затем выдерживают при этой температуре 45-60 минут с определенным углом опрокидывания. ≈180 ° через 10-15 минут,
стежок – прокатный стан косой прокатки в гильзы размером 620 × ВН.× 2280 ± 65 мм и прокатывают на пилигримовом стане размером 465 × 75 мм, причем трубу подвергают режиму термообработки: нормализация при температуре 1050-1070 ° С с выдержкой 50-60 мин, отпуск при температура 740-780 ° С, выдержка не менее 3,0 часов и охлаждение на воздухе.
Способ производства бесшовных горячедеформированных толстостенных котельных труб размером 377 × 50 и 465 × 75 мм на пилигримальных станах для трубопроводов блоков энергетического угля со сверхкритическими параметрами пара из кованой заготовки из стали ФП (существующая технология), прутки сплошные и полые из стали ЭШП Н ВМПП (технология) испытаны на ТПУ 8-16 »на пилигримальных станах« ЧТПЗ ».
Изготовлено 2 заготовки размером 540 × 100 × 1750, полученные из поковок размером 570 × 1750 мм, и 2 заготовки 600 × 100 × 1750 мм, полученные из поковок размером 630 × 1750 мм, стали марки FP (по существующей технологии), 2 заготовки размером 540 × 100 × 1750 мм, полученные из сплошных слитков ЭШП стали ГИП размером 560 × 1750 мм, 2 заготовки размером 600 × 120 × 1750 мм, полученные из сплошных слитков ЭШП, 2 заготовки размером 600 × ВН. × 2500 мм и 2 заготовки размером 600 × ВН. × 2100 мм, полученные после шлифовки и заточки пустотелого ковша ЭШП, соответственно размер 620 × 320 × 2500 и 620 × 200 × 2100 мм, сталь марки HTP (технология).Дно сплошных слитков диаметром 560 мм анодно-механической резкой снято (срезано) на 110-115 мм, а из слитков диаметром 620 мм 95-100 мм. С дна полых слитков размером 620 × ВН. снято 115-120 мм, а из слитков размером 620 × ВН. 105-110 мм (цельные слитки ЭШП диаметром 560 и 620 мм, после снятия нижних частей произведено высверливание центрального отверстия от нижнего диаметром соответственно 100 × 5,0 мм и 120 × 5,0 мм. Данные по геометрическим размерам изготовление поковок, слитков ЭШП, слитков, труб, технологических параметров и соотношения затрат металла при изготовлении труб размером 377 × 50 и 465 × 75 мм ТПУ 8-16 »на пилигримальных станах« ЧТПЗ »из стали HTP, ламинированной по существующим и предлагаемым технологии, указанные в таблице 1.Поскольку при прошивке кованых заготовок нагрузка на привод прошивного стана превышает предельно допустимую (8КА), прокатная труба размером 377 × 50 мм производилась в двух прошивках. По существующей технологии трубы размером 377 × 50 мм изготавливались из кованых заготовок, которые равномерно нагреваются в печах до температуры пластичности (1180-1190) ° С, прошивались в стане наклонно-раскатной оправки диаметром 200 мм в патроне размером 540 × ВН. . × 2010 мм. После проси гильзы ключевых цилиндров температуры 650-700 ° C сели в духовку, повторно разогретый до температуры пластичности (1190-1200) ° С и раскачка – прокатка в стане косой прокатки оправки диаметром 285 мм, патрон размером 560 × 300 × 2210 мм, который подавали на программный стан и прокатывали в трубы размером 377 × 50 × 6100 мм. Нагрузка на привод прошивного стана при прошивке составляла 7,5 КА, но при повторной прокатке на оправке диаметром 285 мм нагрузка была на предельной, т.е. 8 КА.После термообработки отбор образцов для механических и ультразвуковых испытаний производится в соответствии с требованиями ТУ 13-3П-55-2001 – 11,6 метра или равно 4,97 тн. трубы. Коэффициент расхода металла от поковок до трубы составил 1419 единиц. Труба размером 465 × 75 мм из кованых заготовок прокатана вышла из строя из-за того, что нагретая до температуры пластичности (1220 ° С) заготовка размером 600 × 100 × 1750 мм не вспыхнула на оправке диаметром 225 мм из-за превышения нагрузки на пробивку привода мельница.По предлагаемой технологии трубы размером 377 × 50 мм изготавливались из заготовок размером 540 × 100 × 1750 мм, полученных из слитков ЭШП размером 560 × 1750 мм. Заготовки нагревали до температурного режима пластичности: заготовка выдерживалась при температуре 750-800 ° С на лету в методических печах в течение 140 минут, затем равномерно нагревают до температуры пластичности 1230-1240 ° С со скоростью 2,0 и 2,1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдерживают при этой температуре в течение 80 минут с углом опрокидывания ≈180 ° через 15-20 минут. зашивали в стан косой прокат в рукава размером 540 × ВН.Оправка × 2200 мм диаметром 285 мм и прокатка на пилигримовом стане в трубы размером 377 × 50 × 6200 мм. После термообработки в соответствии с п. 8 формулы изобретения СТУ в соответствии с ТУ 14-3Р-55-2001 было снято до 12,1 м трубы, весом 5 184 тн. Коэффициент расхода металлических труб партии составил 1313 долларов.
Труба размером h мм выпускалась в трех вариантах. Полые слитки ЭШП размером 620 × ВН. × 2100 мм шлифовали и шлифовали в заготовки размером 600 × ВН. × 2100 мм, нагревали до температурного режима пластичности: выдерживали при температуре 750-800 ° С на лету в методических печах. в течение 110 минут и затем равномерно нагревают до температуры 1230-1240 ° С со скоростью 2.0-2,2 ° С в минуту с отливкой через 18-22 минуты на угол ≈180 ° и выдерживают при этой температуре 55 минут с углом отливки ≈180 ° через 10-15 минут, сшивают – они прокатывают в стане косой прокатки в гильзы размером 620 × ВН. × 2440 мм, диаметром оправки 325 мм и прокатывают на пилигримовом стане в трубу размером 465 × 75 × 4630 мм. с ТУ 14-3Р-55-2001 было взято 8,65 м труб массой 6 537 тн. Коэффициент расхода металла составил 1,373.На втором варианте полые слитки ЭШП размером 620 × ВН. × 2500 мм шлифовали и шлифовали на заготовку размером 600 × 340 × 2500 мм. нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С в методической печи на лету в течение 90 минут, затем равномерно нагревают до температуры 1210-1230 ° С со скоростью 1,8-1,9 ° С в минуту с отливку через 23-25 минут на угол ≈180 ° С, выдержку при этой температуре 45 минут с углом отливки ≈180 ° через 10-15 минут и прокатку на пилигримальном стане в трубе размером 465 × 75 × 4410 мм. После термообработки СТЮ по ТУ 14-3Р-55-2001 было взято 8,7 м труб массой 6 575 тн.Коэффициент расхода металлических труб партии составил 1330 долларов. По третьему варианту непрерывную заготовку размером 600 × 120 × 1750 мм нагревали до температурного режима пластичности: выдерживали при температуре 750-800 ° С на лету в методических печах в течение 170 минут, а затем равномерно нагревали до температуры 1240 ° С. -1250 ° С со скоростью 2,0 и 2,1 ° С в минуту с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре 90 минут с углом отвала ≈180 ° в течение 15-20 минут, зашивалась в стане косой прокатки в рукавах размером 600 × ВН.× 2030 мм, диаметр оправки 225 мм, используя температуру прокатки, температуру нагрева гильзы 600-700 ° С, их высаживали в печь, нагревали до температурного режима пластичности: равномерно нагревали до температуры 1230-1240 ° С при температуре скорость 1,8-2,0 ° С в минуту при угле Канта ≈180 ° в течение 15-20 минут, выдерживали при этой температуре 55 минут с углом отливки ≈180 ° через 10-15 минут, сшивали – прокатывали на стане косой прокатки в гильзы размером 620 × ВН. × 2280 мм и прокатывали на пилигримовом стане в трубу. размер 465 × 75 × 4000 мм. Нагрузка на электродвигатель прошивного стана при прокатке полых заготовок в гильзу не превышает 7.5 КА. После ТО в соответствии с п. 8 формулы изобретения на утку по ТУ 14-3Р-55-2001 было взято 7,8 м труб, массой 5 897 тн. Коэффициент расхода металла составил 1,415.
Из таблицы 1 видно, что удельный расход металла от поковки до готовой трубы размером 377 × 50 мм при прокатке труб по существующей технологии составил 1419 долларов, а по предложенной технологии от слитка ЭШП до готовой трубы – 1,313, т.е. снижение металлоемкости на 106 кг на каждую тонну труб.Размер трубы 465 × 75 мм. Данные для сравнения недоступны, так как существующая технология из-за избыточной нагрузки на привод прошивного стана не могла прошить заготовку 600 × 100 × 1750 мм размером патрона 600 × 240 × 2030 мм. Коэффициент технологического расхода металла в зависимости от опций составляет соответственно 1,415, 1,330 и 1,373. Наилучшие результаты по расходу металла получены при изготовлении труб из полых заготовок размером 600 × 340 × 2500 мм, т.е. без использования прошивного стана.
Испытание на длительную прочность (основной показатель эффективности металлических труб котельных труб при Т = 600 ° С и продолжительности 10 5 часов показали, что долговечность металлических труб, ламинированных по предложенной технологии, достигает 26.6%. Значения механических свойств металлической трубы размером 465 × 75 мм, ламинированной по разным вариантам новой технологии, близки, т.е. идентичны.
Таким образом, использование предложенного способа изготовления толстостенных котельных труб размером 377 × 50 и труб 465 × 75 мм с пилигримовыми фрезами для трубопроводов энергетических угольных блоков с параметрами пара супермаркетизации сплошных и полых прутков из стали ГИП ЭШП позволит освоить производство труб размером 465 × 75 мм, можно снизить энергозатраты за счет исключения нагрева слитков для ковки и штамповки слитков в поковках, снизить удельный расход металла для повышения долговременной прочности (основного показателя эффективности котельных труб. металлические трубы при Т = 600 ° С, продолжительность работы 10 5 часов и удешевление котельных труб.
1. Способ производства бесшовных горячедеформированных толстостенных котельных труб размером 377 × 50 и 465 × 75 мм с пилигримовыми мельницами для трубопроводов блоков энергетического угля со сверхсверхкритическими параметрами пара, включая плавку чушек. заготовки в виде сплошных прутков размером 560 × 175 ± 50 и 620 × 1750 ± 50 мм или полых слитков размером 620 × ВН. × 2000-2100 и 620 × ВН. × 2000-3200 мм стали марки ВТП методом электрошлакового нанесения. переплав (ЭПР), сверление центрального отверстия диаметром 100 ± 50 мм, нагрев заготовки до температуры пластичности, прошивка в их гильзы на станах косой прокатки на оправке, диаметр которой выбирается в зависимости от геометрических размеров гильз. , прокатка гильз на пилигримальных станах в трубу заданного размера с колпаками в зависимости от диаметра и толщины стенки.
2. Способ по п.1, отличающийся тем, что нижнюю часть сплошных и полых стержней ЭШП удаляют анодно-механической обрезкой на длину, величина которой определяется из выражений
л. = КД,
л. = К 1 Д / С,
где L. – длина обрезки нижних сплошных слитков ЭШП, мм;
L. – длина обрезков от низа полых слитков ЭШП, мм;
D – наружный диаметр слитков ЭШП, мм;
S – толщина стенки полых слитков ESR, мм;
K = (0,15-0,20) – коэффициент, более высокие значения которого относятся к сплошным слиткам меньшего диаметра;
K 1 = (25-40) – коэффициент, более высокие значения которого относятся к полым слиткам ЭШП с большей толщиной стенки.
3. Способ по п.1, отличающийся тем, что цельные слитки ЭШП обточивают в заготовки размером 540 × 1750 ± 50 и 600 × 1750 ± 50 мм от нижнего конца сверла центрального отверстия, диаметр которого составляет определяется из выражения
d = K 2 D,
где K 2 = (0,18-0,20) – отношение, большее значение которого относится к сплошным слиткам большего диаметра.
4. Способ собирается п.1, отличающийся тем, что заготовки размером 540 × 100 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 120-150 мин, затем равномерно нагревают до температуры пластичности. 1220-1240 ° C со скоростью 2.0 и 2,1 ° С / мин с отливкой через 20-25 минут на угол ≈180 ° и выдержкой при этой температуре в течение 60-90 мин с углом отливки ≈180 ° через 15-20 мин, сшить в стане косой прокатки в гильзы размером 540 × 300 дюймов × 2440-2560 ± 70-75 мм диаметром оправки 285 или 300 мм и прокатки на пилигримовом стане размером 377 × 50 мм
5. Способ по п.1, отличающийся тем, что полые слитки ЭШП размером 620 × ВН. × 2000-2100 мм обточивают и растаивают в заготовку размером 600 × ВН.× 2000-2100 мм, нагретые до температурного режима пластичности: выдерживаются при температуре 750-800 ° С на лету в методических печах 90-120 мин, затем равномерно нагреваются до температуры 1230-1250 ° С со скоростью 2,0-2,2 ° С / мин с углом отливки через 18-22 мин ≈180 ° и выдержкой при этой температуре 45-60 мин с углом отливки ≈180 ° через 10-15 мин, стежок – Вальцовый стан косой прокатки в гильзы размером 620 × ВН. × 2320-2440 мм, диаметр оправки 325 мм и прокатный на пилигримовом стане в трубу размером 465 × 75 мм
6.Способ по п.1, отличающийся тем, что полые слитки ЭШП размером 620 дюймов × 2000-3200 мм обточивают и растаивают в заготовки размером 600 × 340 × 2000-3200 мм. нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 60-90 мин, а затем равномерно нагревают до температуры 1210-1230 ° С со скоростью 1,8-1,9 ° С / мин с углом отливки через 23-25 мин ≈180 °, выдерживают при этой температуре 30-45 мин с углом отливки ≈180 ° через 10-15 мин и прокатывают на пилигримальном стане в трубу размером 465 × 75 мм
7.Способ по п.1, отличающийся тем, что заготовку размером 600 × 120 × 1750 ± 50 мм нагревают до температурного режима пластичности: выдерживают при температуре 750-800 ° С на лету в методических печах в течение 150-180 мин, и затем равномерно нагревают до температуры 1230-1250 ° С со скоростью 2,0 и 2,1 ° С / мин с отливкой через 20-25 минут на угол ≈180 ° и выдерживают при этой температуре 80-100 мин с угол отвода ≈180 ° через 15-20 мин, прострочить в стане косой прокатки в рукавах размером 600 × ВН.× 2030 ± 60 мм, диаметр оправки 225 мм, используя температуру прокатки, температуру нагрева гильзы 600-700 ° С, помещают их в печь, нагревают до температурного режима пластичности: нагревают равномерно до температуры 1230-1250 ° С при скорость 1,8-2,0 ° С / мин при угле отливки ≈180 ° в течение 15-20 мин, затем выдерживают при этой температуре в течение 45-60 мин с углом отливки ≈180 ° через 10-15 мин. мин., стежком – вальцовый стан косой прокатки в гильзу размером 620 × ВН. × 2280 ± 65 мм и прокатку на пилигримовом стане в трубу размером 465 × 75 мм
8.Способ по п.1, отличающийся тем, что трубу подвергают термообработке по режиму: нормализация
при температуре 1050-1070 ° С в возрасте 50-60 мин;
отпуск при температуре 740-780 ° С;
выдержка не менее 3,0 ч;
воздушного охлаждения.
Моделирование TMCP для горячей прокатки бесшовных стальных труб P91
Моделирование TMCP для горячей прокатки бесшовных стальных труб P91
P91 (10Cr9Mo1VNb) – жаропрочная и высокопрочная сталь, микролегированная с элементами V и Nb, обладающая хорошей стойкостью к окислению, высокой термостойкостью и сопротивлением ползучести.Это сталь первого выбора для изготовления главного паропровода, пароперегревателя, перегревателя и других ключевых компонентов сверхсверхкритической установки [1,2,3]. Благодаря оптимизации всего процесса горячей прокатки и охлаждения, технология TMCP (процесс термомеханического управления) может обеспечить точный контроль деформации и структуры охлаждения, получить ультратонкую структуру и отличные механические свойства, что имеет большое значение для производства ресурсосберегающие высокопроизводительные Труба стальная бесшовная П91 [3,4,5,6,7,8,9,10,11].
Однако процесс прокатки стальных труб сложен и трудно контролировать, что приводит к узкому технологическому диапазону прошивки, прокатки и калибровки, что ограничивает применение технологии TMCP в производстве бесшовных стальных труб. Соединенные Штаты и другие развитые страны проводят систематические исследования TMCP стальных труб [9, 10, 11, 12, 13], но основное используемое оборудование дорогое, и они наложили экспортные ограничения и техническую конфиденциальность на Китай.Лишь несколько ученых в Китае провели предварительные исследования TMCP стальных труб , такие как нормализация, закалка и ускоренное охлаждение в оперативном режиме [14, 15, 16, 17, 18, 19, 20]. Поскольку механизм контроля микроструктуры не ясен, трудно получить идеальную структуру с хорошей прочностью и ударной вязкостью, а также трудно улучшить общие характеристики стальной трубы. В связи с этим, на основе передового процесса прокатки труб PQF (высококачественная чистовая обработка) и закона динамического преобразования стали P91, TMCP стальной трубы P91 реализован с помощью технологии горячего механического моделирования, поведения деформации, поведения преобразования и изучен закон осаждения второй фазы стальной трубы P91, исследован генетический закон структуры и подтверждена возможность применения TMCP для стальной трубы P91.
Экспериментальная методика
Образец взят из заводской заготовки кованой трубы P91, его химический состав указан в таблице 1. Образец для испытания на динамическую точку превращения и образец для моделирования деформации горячей прокатки TMCP были вырезаны из поковки на станке для резки молибденовой проволоки, а их размеры составляли 6 мм × 90 мм и 8 мм × 15 мм соответственно.
Таблица 1 Химический состав Р91 (массовая доля,%)
| C | Si | Mn | п | S | Cr | Пн | V | Nb | N | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.09 | 0,32 | 0,49 | 0,018 | 0,003 | 9.00 | 0,90 | 0,20 | 0,10 | 0,03 | 0,02 |
Экспериментальная схема исследования закона динамического фазового перехода: нагрев тестового образца точки динамического фазового перехода на испытательной машине теплового моделирования Gleeble-1500d в условиях вакуума, установка скорости нагрева: 20 ℃ / мин при 30 ~ 650 ℃, 2 ℃ / мин при 650 ~ 1060 ℃.Условия аустенизации – 1060 ℃ в течение 30 мин. Затем она снижается до 1040 ℃ и 990 ℃ со скоростью 2 ℃ / мин. истинная деформация эквивалентна общей деформации проклейки, принимающей 0,2, а скорость охлаждения составляет 0,5 ℃ / с и 1,0 ℃ / с соответственно.
Кривые теплового расширения при различных условиях деформации были измерены дилатометром и определена точка превращения MS. Чтобы повысить точность тестирования в три раза при каждом условии, вычисляется среднее значение балла MS.Образцы с разной скоростью охлаждения вырезались по поперечному сечению, затем шлифовали, полировали и корродировали раствором хлористого железа соляной кислоты. Эволюцию микроструктуры наблюдали с помощью СЭМ.
Схема эксперимента по моделированию деформации горячей прокатки TMCP: Основана на производственном процессе PQF бесшовных стальных труб в полевых условиях: прошивка двухвалковых конических валков, трехвалковая ограничительная оправка Непрерывная прокатка PQF, определение размеров на микропатяжение, с использованием эксперимента Gleeble с множественным горячим сжатием -1500d испытательная машина горячего моделирования для моделирования деформации горячей прокатки TMCP.Поскольку сталь P91 относится к высоколегированной стали, ее сопротивление высокотемпературной деформации велико, поэтому при формулировании параметров процесса TMCP температура нагрева составляет 1290 ℃, и предлагается использовать высокотемпературную большую деформацию с истинной деформацией 1,8. для перекристаллизационной управляемой прокатки на стадии перфорации и непрерывной прокатки. Параметры процесса TMCP на этапе калибровки относятся к результатам исследования закона динамического превращения стали P91, а горячая прокатка проводится на испытательной машине с тепловым моделированием Gleeble-1500d. Процесс прошивки (1 проход) – непрерывная прокатка (5 проходов) – Калибровка (7 проходов) моделировалась термомеханическими испытаниями.Технологические параметры прошивки, непрерывной прокатки и калибровочной деформации перечислены в таблице 2. После калибровки охлаждение регулируется до комнатной температуры со скоростью охлаждения 0,5 ℃ / с и 1,0 ℃ / с соответственно.
Таблица 2 Параметры прошивки, непрерывной прокатки PQF и калибровки TMCP трубы P91
| Проходить | Эквивалентная деформация | Температура / ℃ | Скорость деформации / с-1 | Интервал время / с |
|---|---|---|---|---|
| Обогрев | – | 1290 | – | – |
| Пирсинг | 1.303 | 1250 | 2 | 50 |
| PQF1 | 0,153 | 1125 | 3 | 0,853 |
| PQF2 | 0,15 | 1112 | 4 | 1,004 |
| PQF3 | 0,104 | 1098 | 4 | 0.678 |
| PQF4 | 0,056 | 1088 | 3 | 0,645 |
| PQF5 | 0,012 | 1080 | 2 | 50 |
| Размер1 | 0,019 | 1040 | 2 | 2 |
| Размер 2 | 0.015 | 1036 | 2 | 2 |
| Размер 3 | 0,016 | 1025 | 2 | 2 |
| Размер 4 | 0,015 | 1018 | 2 | 2 |
| Размер 5 | 0,015 | 1004 | 2 | 2 |
| Размер 6 | 0.008 | 996 | 2 | 2 |
| Размер 7 | 0,008 | 990 | 2 | – |
Смоделированные образцы различных стадий горячей деформации (соответственно закалка в воде после перфорации и непрерывной прокатки и контролируемое охлаждение после проклейки) вырезали по поперечному сечению и наблюдали с помощью лазерного коагрегационного микроскопа и сканирующего электронного микроскопа (СЭМ) после шлифовка, полировка и коррозия раствором хлористоводородной кислоты хлористого железа.Затем его разрезали на тонкие пластины толщиной 0,4 мм с помощью проволочной резки, механически утоняли до 30-50 мкм, а затем утоняли двойным электролитическим напылением. Тонкую субструктуру наблюдали с помощью просвечивающей электронной микроскопии (ПЭМ) Jeol при ускоряющем напряжении 200 кВ, а также изучили закономерность передачи ткани на разных этапах деформации стальной трубы P91 под TMCP.
Результаты и обсуждение
Закон динамического фазового превращения
Фигура.1 показана кривая теплового расширения стали P91 в условиях скорости холода 1 ℃ / с и различной размерной деформации. Из рисунка 1А видно, что среднее значение точки MS для стали P91 составляет 431 ℃ без приложения деформации. Из рис. 1b видно, что среднее значение точки мартенситного превращения ms стали P91 может быть увеличено примерно до 442 ℃, применяя калибровочную деформацию с равным эффектом, изменяясь до 0,2 при 1040 ℃. Причина в том, что деформация может не только измельчать зерна, но также вносить деформационные дислокации, увеличивать точку зарождения мартенсита, способствовать зарождению мартенсита и увеличивать точку МС.По сравнению с фиг. 1b и C, когда температура проклейки снизилась с 1040 ℃ до 990 ℃, среднее значение точки MS увеличилось с 442 ℃ до 452 ℃. Причина в том, что температура является чувствительным параметром движения дислокаций. Когда температура деформации низкая, движение дислокаций может быть ограничено, так что полоса деформации, образующаяся в процессе деформации, может лучше сегментировать исходные зерна аустенита, увеличивать площадь межзеренной границы зарождения мартенсита и увеличивать точку MS.
Рис.1 Кривые теплового расширения стали Р91 при различных условиях деформации (скорость охлаждения 1 ℃ / с) (а) 1040 ℃, ε = 0, (б) 1040 ℃, ε = 0,2, (в) 990 ℃, ε = 0,2
На рис. 2 показана микроструктура СЭМ при различных условиях деформации и охлаждения. Видно, что деформация не только улучшает точку МС, но и улучшает реечный мартенсит. Сравнение рис. 2а и рис. В показывает, что при температуре деформации 1040 ℃ деформация с истинной деформацией 0.2 может измельчать пучок мартенситных реек с 3,0–4,0 мкм до 1,5–3,0 мкм; Чем меньше температура деформации, тем меньше пучок мартенситных реек. По сравнению с фиг. 2B и C видно, что температура деформации дополнительно снижается с 1040 ° C до 990 ° C, а пучок реек дополнительно измельчается до 1,0-1,5 мкм; реечный мартенсит можно также значительно улучшить, увеличив скорость охлаждения после деформации. По сравнению с рисунком 2C и рисунком D, когда скорость охлаждения после деформации увеличивается с 0.От 5 ℃ до 1 ℃ / s, пучок мартенситных реек дополнительно измельчается до 0,6-1,0 мкм М. На основе приведенных выше результатов для получения мелкозернистого мартенсита были определены параметры процесса TMCP для стальной трубы P91: конечная температура прокатки составляла 990 ℃, эквивалентная истинная деформация составляла 0,2, а скорость охлаждения 1 ℃ / с использовалась для контроля охлаждения после калибровочной деформации.
Рис. 2 СЭМ-микроструктуры P91 при различных условиях деформации и охлаждения (а) 1040 ℃, ε = 0, скорость охлаждения = 0.5 ℃ / с, (b) 1040 ℃, ε = 0,2, скорость охлаждения = 0,5 ℃ / с, (c) 990 ℃, ε = 0,2, скорость охлаждения = 0,5 ℃ / с, (d) 990 ℃, ε = 0,2 , скорость охлаждения = 1 ℃ / с
Рекристаллизационное поведение TMCP
Кривая истинного напряжения-истинной деформации TMCP стальной трубы P91 с однопроходной прошивкой, 5 проходов непрерывной прокатки и 7 проходов калибровочной деформации показана на рисунке 3. Из рисунка 3A видно, что существует очевидное пиковое значение напряжения на стадии перфорации RP составляет около -81,933 МПа, а соответствующая деформация ε P составляет -0.349; после падения напряжения появляется устойчивая платформа, что свидетельствует о полностью динамической рекристаллизации стали Р91 во время перфорационной деформации, что значительно улучшает зернистость заготовки. Теоретически критическая деформация ε C динамической рекристаллизации составляет около 0,83 ε P (ε P – деформация, соответствующая пиковому напряжению RP) [21,22,23]. Видно, что критическая деформация ε C динамической рекристаллизации на стадии перфорации стали P91 составляет около -0,29, в то время как фактическая деформация перфорации достигает -1.303, поэтому достаточная динамическая рекристаллизация неизбежна. Напряжение быстро уменьшалось после перфорации, что указывало на то, что почти полная статическая рекристаллизация произошла в промежутке времени после перфорации. В то же время рекристаллизация ТМКП с большой деформацией смягчит структуру заготовки, снизит сопротивление деформации и улучшит пластичность. Это очень полезно для улучшения характеристик горячей обработки стали P91 с высоким сопротивлением деформации в последующем процессе непрерывной прокатки и калибровки.
Рис.3 Кривая истинного напряжения-истинной деформации (а) прошивки, непрерывной прокатки и калибровки, (б) непрерывной прокатки и калибровки (увеличение) P91 TMCP
. Из кривой истинного напряжения-истинной деформации (Рис. 3b) на стадии непрерывной прокатки деформация накапливалась в первых двух проходах, а напряжение во втором проходе достигало -94,5 МПа, но затем напряжение быстро уменьшалось, что указывает на то, что с третьего прохода, поскольку значение деформации в каждом проходе значительно уменьшалось по сравнению с первыми двумя проходами, статическое размягчение при рекристаллизации происходило до того, как накапливалась деформация.Из-за высокой температуры деформации (1250-1100 ℃) и большой степени деформации (истинная деформация до 1,8) на стадии прошивки непрерывной прокатки стали P91, прокатку с контролем рекристаллизации можно использовать для измельчения аустенитных зерен перед калибровкой.
Из кривой истинное напряжение-истинная деформация стадии проклейки (рис. 3b) можно видеть, что первые пять проходов калибровочной деформации достигают накопления переменных напряжений, формируя определенную степень деформационного упрочнения, пиковое напряжение достигает – 54.535 МПа, шестой и седьмой проходы близки к окончательным проходам прокатки, переменные напряжения невелики, и эффект накопления напряжения больше не очевиден. Поскольку общая деформация TMCP стали P91 не достигает критической деформации динамической рекристаллизации и находится в накоплении деформации в зоне без рекристаллизации, в процессе калибровки TMCP можно реализовать контролируемую прокатку некристаллизационного типа, характеристики деформации делают материал в высокоэнергетическом состоянии с большим количеством «дефектов», увеличить ядро зарождения мартенсита, облегчить последующий контролируемый TMCP процесс охлаждения, чтобы вызвать мартенситное превращение, и значительно улучшить мартенситную рейку.
Генетическое правило TMCP
На рис. 4 показана микроструктура стали Р91 TMCP после перфорации, непрерывной прокатки и калибровки. Из рис. 4 видно, что тенденция к измельчению зерна более очевидна с увеличением степени деформации и уменьшением температуры деформации. Из фиг. 4А видно, что после перфорационной деформации имеются очевидные структуры с длинными волокнами, и сердцевина динамической рекристаллизации также может наблюдаться на границе зерен деформационного зерна, что указывает на то, что динамическая рекристаллизация имела место; при непрерывной деформации прокатки зерна статической рекристаллизации постепенно увеличиваются и непрерывно поглощают зерна деформации и растут, пока все структуры не превратятся в зерна рекристаллизации, постепенно заменяя исходные крупные зерна. После непрерывной прокатки размер равноосных зерен составляет около 40 мкм, как показано на рис.4Б. Поскольку TMCP стали P91 легко перемещается и разрушается из-за высокой температуры во время процесса прошивки и прокатки, металл легко образует зародыши и растет в процессе деформации, чтобы измельчить аустенитное зерно. На рис. 4C и d показана микроструктура стали P91 TMCP со скоростью охлаждения 0,5 ℃ / с и 1 ℃ / с соответственно после калибровки. Видно, что крупные деформированные зерна полностью исчезают, а скорость охлаждения увеличивается с 0,5 ℃ / с до 1 ℃ / с, а размер зерна уменьшается от примерно 30 мкм до примерно 20 мкм.Поскольку TMCP стали P91 использует более низкую температуру калибровки и окончательной обработки, равную 990 ℃, скорость перемещения дислокации ниже, полоса деформации, образованная в процессе калибровки, может лучше сегментировать аустенитное зерно, мартенситное превращение, вызванное деформацией, способствовать зарождению мартенсита, в сочетании с контролируемое охлаждение со скоростью 1 ℃ / с, сохраняет исходную микроструктуру до тонкого фазового превращения, в то же время оно может значительно улучшить структуру преобразованного мартенсита.
Фиг.4 Микроструктура P91 TMCP после прошивки, непрерывной прокатки и калибровки (a) закалка после прошивки, (b) закалка после непрерывной прокатки, (c) охлаждение при 0,5 ℃ / с после проклейки, (d) охлаждение при 1 ℃ / s после калибровка
На рис. 5A и рис. B показана структура, полученная методом сканирующего электронного микроскопа, для стали ТМСР из P91 с контролируемой скоростью охлаждения 0,5 ℃ / с и 1,0 ℃ / с соответственно. По сравнению с фиг. 5A и B, когда скорость охлаждения увеличивается с 0,5 ℃ / s до 1,0 ℃ / s после калибровки, ширина пучка мартенситных реек уменьшается с 1.От 0 ~ 1,5 мкм до 0,6 ~ 1,0 мкм; в то же время на фиг. 5В видно большое количество мелких выделений. Результаты испытаний EDS показывают, что осадки в основном содержат элементы Cr, Fe и Mo, которые можно определить как (Cr, Fe, Mo) 23c6. Следовательно, тонкая реечная мартенситная структура, усиленная выделениями, может быть получена при использовании скорости охлаждения 1,0 ℃ / с после калибровки стали P91 TMCP.
Рис.5 СЭМ-микроструктуры стали P91 при контролируемом охлаждении TMCP после калибровки (a) 0.5 ℃ / с, (b) 1 ℃ / s
Характеристики микроструктуры ТМЦП
На рис. 6 показаны субструктура и выделение, наблюдаемые с помощью просвечивающего электронного микроскопа после калибровки стали P91 методом TMCP при контролируемой скорости охлаждения 1 ℃ / с. Из рис. 6А видно, что реечный мартенсит стали P91 после управляемого охлаждения TMCP является прямым и имеет полную ширину планки 0,1-0,5 мкм. Согласно национальному стандарту GB / t6394-2002, средняя ширина планки составляет 0,28 мкм методом отсечки.Внутри рейки распределено большое количество мелких сеток дислокаций. Кроме того, микродвойники размером около 2-20 нм также обнаруживаются в мартенситной планке, как показано на рис. 6В. Можно видеть, что в процессе управляемого TMCP охлаждения стальной трубы P91 двойник является первым шагом для координации деформации, в то время как большая деформация TMCP посредством прошивки и прокатки значительно улучшает исходную структуру аустенита и накопленную калибровочную деформацию. дополнительно упрочняет деформированный аустенит, и одновременно с ростом двойника в матрице образуется большое количество дислокаций.Следовательно, в процессе трансформации мартенситная рейка может продолжать формироваться за счет скольжения дислокаций, обеспечивая пластическую координацию, тем самым формируя особую субструктуру сосуществования двойниковой и дислокации высокой плотности. Мелкое распределение дислокационной сетки расположено на краю мартенситной рейки, а двойниковая структура видна в середине мартенситной рейки. Как показано на фиг. 6С, между мартенситными рейками имеется большое количество мелких выделений в виде полос размером примерно 20 нм × 100 нм.Поскольку осадки могут агрегироваться и расти только между мартенситными рейками, их морфология представляет собой короткий стержень. Осадок представляет собой M23C6 со сложной кубической структурой, калиброванный по дифракционным пятнам (ось дифракционной полосы [1-1-1], Ao = 1.064 нм). По результатам испытаний EDS, показанным на фиг. 6D, можно видеть, что осадок в основном содержит элементы Cr, Fe, Mo, поэтому можно определить, что такими карбидами являются (Cr, Fe, Mo) 23c6. Эти результаты показывают, что после большой деформации TMCP и контролируемого охлаждения из стали P91 можно получить ультратонкий реечный мартенсит с высокой плотностью дислокаций, микродвойников и нанокарбид, что значительно улучшит механические свойства прокатанной стали P91.
Рис.6 Субструктура и выделения стали P91 при контролируемой скорости охлаждения TMCP 1 ℃ / с после калибровки (а) мартенситных реек и дислокаций, (б) двойников, (в) выделений, (г) EDS выделений
Чтобы дополнительно прояснить правило выделения карбида в стали P91 в процессе охлаждения TMCP, кривая изменения количества карбида в стали P91 при высокой температуре была рассчитана с помощью программного обеспечения thermo Calc, как показано на рис. 7a, можно увидеть, что Карбиды M6C и M23C6 в основном выделялись во время калибровочного охлаждения стали P91.Температура осаждения карбида M6C составляет 500 ℃ ~ 370 ℃, и количество выпавших осадков очень мало. Начальная температура осаждения карбида M23C6 составляет около 860 ℃, который в основном состоит из карбида CR, а также Fe, Mo, V и других элементов. Содержание каждого элемента изменяется в зависимости от температуры, как показано на рисунке 7b. Видно, что с понижением температуры осаждения содержание Cr и Mo увеличивается, а содержание Fe уменьшается. Атомная доля каждого элемента в M23C6 при 860 ℃ и комнатной температуре приведена в таблице 3.Поскольку выделению способствует проклеивающая деформация, большое количество дислокаций, образованных кумулятивной деформацией проклейки, обеспечивает более благоприятные точки зарождения для выделения карбида. В это время из-за более высокой температуры растворенные атомы, такие как Cr, Fe, Mo и C, диффундируют быстрее, поэтому карбид выделяется непосредственно внутри аустенитного зерна. Кроме того, поскольку сталь P91 прокатывается под контролем TMCP, она получает мелкое аустенитное зерно, а в зерне много дислокаций и границ зерен, чтобы уменьшить свободную энергию, растворенные атомы, такие как Cr, Fe и Mo, имеют тенденцию занимать вакансии, дислокации и дефекты границ зерен Чтобы ускорить диффузию и выделение карбида M23C6.Когда температура ниже 800 ℃, диффузия Cr, Fe, Mo и других легирующих элементов замедляется, что замедляет скорость роста фазы M23C6 и увеличивает сопротивление росту карбидов в зернах. Наконец, карбиды M23C6 диспергируются и выделяются мелкими частицами в деформированных зернах аустенита. Результаты расчетов показывают, что количество осадков в основном держится на уровне около 1,8%. Чтобы сохранить наноразмерные выделения, было проведено контролируемое охлаждение TMCP при указанной выше скорости охлаждения 1 ℃ / с, и, наконец, были получены наноразмерные карбиды, диспергированные среди мартенситных реек.
Рис.7 Расчет Thermo-Calc (a) кривой выделения карбида и (b) кривой компонента M23C6 для стали P91
Таблица 3 Атомное соотношение каждого элемента в осадке карбида M23C6 P91 (атомная доля,%)
| Температура / ℃ | Cr | Fe | Пн | V | C |
|---|---|---|---|---|---|
| 860 | 49,20 | 22.27 | 6,32 | 1,39 | 20,69 |
| 20 | 67,75 | 0,30 | 10,34 | 0,91 | 20,69 |
Анализ и обсуждение
Расчет деформации и контроль охлаждения TMCP для бесшовных стальных труб P91 являются двумя важными факторами, определяющими мартенситное превращение и морфологию.Поскольку сталь P91 содержит высокое содержание легирующих элементов и обладает высоким сопротивлением деформации горячей прокатки, параметры TMCP стали P91 должны определяться при высокой температуре нагрева 1290 ℃, а высокотемпературная деформация с истинной деформацией 1,8 должна выбирается для прошивки непрерывной прокаткой. Это может не только способствовать рекристаллизации деформированного аустенита и измельчению зерен, но также смягчить структуру и улучшить характеристики горячей обработки. Исходное положение зарождения мартенсита находится вблизи границы аустенитного зерна, поэтому зародыш мелкого кристалла рекристаллизации будет образовываться вблизи границы аустенитного зерна во время большой деформации прошивной непрерывной прокатки, зерно будет значительно измельчено, а площадь границы зерна будет быть увеличенным, поэтому точка зарождения мартенсита будет увеличиваться во время охлаждения после калибровки.В то же время перепутывание дислокаций с высокой плотностью, вызванное большой деформацией, также может блокировать непрерывный рост планки мартенсита превращения и получать улучшенную планку мартенсита, что придает субструктуре мартенсита смешанные характеристики двойникования и дислокации.
Размер TMCP для стали P91 выбирает более низкую температуру деформации, равную 990 ℃, и наследует характеристики двойниковой и дислокационной структуры большой деформации при прошивной непрерывной прокатке, что позволяет реализовать небольшое накопление деформации в области без рекристаллизации.Не только полезно получить точную форму и размер готовой стальной трубы, но и сформировать большое количество кристаллических «дефектов», таких как полосы деформации и подвижные дислокации в деформированных зернах аустенита [24], что не только значительно упрочняет форму. Упрочняющий эффект превращенного аустенита также увеличивает точку зарождения деформации последующей мартенситной фазы. В сочетании с контролируемым охлаждением TMCP со скоростью 1 ℃ / с деформированный аустенит стали P91 после калибровки не допускал размягчения и укрупнения.Деформированный аустенит с большим количеством высокоэнергетических «дефектов» был унаследован до точки мартенситного превращения, а мартенситная рейка была значительно измельчена до 0,1-0,5 мкм. Карбид M23C6 контролировали так, чтобы он равномерно диспергировался и осаждался в зерне и измельчался до 20 нм × 100 нм после преобразования. Наконец, была получена микроструктура ультратонкого реечного мартенсита с высокой плотностью дислокаций, микродвойников и нанокарбидов, что позволило реализовать контроль мелкозернистого упрочнения, дисперсионного упрочнения и трансформационного упрочнения TMCP в стальной трубе P91.
Чтобы проверить надежность TMCP для стальной трубы P91, пробное производство TMCP было проведено на установке 460pqf сталелитейного завода с использованием параметров процесса, указанных в таблице 2. На рисунке 8 показана готовая труба и ее микроструктура после TMCP для P91. стальная труба. Из рис. 8b видно, что зерна были измельчены до менее 20 мкм; ИНЖИР. 8C показывает, что мартенситная рейка уменьшена до 0,1-0,4 мкм, и в ней видны дислокации высокой плотности. На рис. 8D можно увидеть двойниковую структуру и мелкие выделения.Результаты испытания механических свойств показывают, что после контролируемой прокатки TMCP и контролируемого охлаждения средняя твердость стальной трубы P91 достигает hrc41,4, а средний предел текучести при комнатной температуре составляет 534 МПа. Эти результаты подтверждают возможность внедрения ТМКП бесшовных горячекатаных стальных труб Р91 в производство.
Рис.8 Продукт и микроструктура трубы P91 при производстве TMCP (а) продукт (б) ОВ, (в) мартенситные рейки и дислокации (ПЭМ), (г) двойники и выделения (ПЭМ)
Вывод
- (1) TMCP стальной трубы P91 можно прокатать с помощью контроля рекристаллизации и измельчить деформированное аустенитное зерно, приняв высокую температуру и большую деформацию прошивной непрерывной прокатки с истинной деформацией до 1.8; TMCP стальной трубы P91 можно прокатать без контроля рекристаллизации и упрочнить деформированный аустенит и вызвать мартенситное превращение путем калибровки небольшой деформации при 990 ℃; TMCP стальной трубы P91 можно улучшить, комбинируя контролируемое охлаждение со скоростью 1,0 ℃ / с после калибровки. Возможность использования TMCP подтверждена.
- (2) Ультратонкий реечный мартенсит 0,1-0,5 мкм может быть получен методом TMCP стальной трубы P91. В планке есть субструктуры и дислокации высокой плотности, которые характеризуются микродвойником размером 2-20 нм.Между токарными станками находится нанокарбид (Cr, Fe, Mo) 23c6 размером около 20 нм × 100 нм. Этот вид микроструктуры наследует эффект мелкозернистого упрочнения TMCP, дисперсионного упрочнения и трансформационного упрочнения, что значительно улучшает механические свойства стальной трубы P91 .
Источник: Network Arrangement – Китайский производитель стальных труб – Yaang Pipe Industry Co., Limited (www.steeljrv.com)
(Yaang Pipe Industry – ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали.Продукция Yaang широко используется в судостроении, атомной энергетике, морской инженерии, нефтяной, химической, горнодобывающей промышленности, очистке сточных вод, резервуарах для природного газа и высокого давления и других отраслях).
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
Артикул:
- [1] Ван Х Ф, Ву Р Д, Дэн Си Х и др.Механические свойства новой жаропрочной высокопрочной стали Р91 при высоких температурах [Дж]. Подбородок. J. Mech. Eng., 2008, 44 (6): 243
- [2] Чжу Ф. X, Лю Ц., Чуй Г. З. и др. Влияние параметров горячей деформации на рекристаллизацию стали Т91 [Дж]. Acta Metall. Грех. (Англ. Lett.), 2000, 13 (1: 335
- [3] Нин Би Кью, Лю И Ц, Сюй Р. Л и др. Влияние термомеханической обработки на микроструктуру и механические свойства стали Т91 [Дж]. Подбородок. J. Mater. Рес., 2008, 22 (2): 191.
- [4] Ли Й, Ким С. И., Чой С. и др.Математическая модель для моделирования термомеханической управляемой обработки при прокатке прутков (или прутков) [J]. Встретились. Матер. Инт., 2001, 7: 519
- [5] Сюэ Х Х, Шан И Й, Чжэн Л. и др. Микроструктурная характеристика низкоуглеродистых микролегированных сталей, полученных термомеханическим контролируемым процессом [J]. Матер. Sci. Eng., 2006, 438-440A: 285
- [6] Kong X W, Lan L Y, Hu Z Y и др. Оптимизация механических свойств высокопрочной бейнитной стали с использованием термомеханического контроля и ускоренного процесса охлаждения [J].J. Mater. Процесс. Технологии, 2015, 217: 202
- [7] Ван Г. Д. Разработка TMCP и предполагаемое применение при прокатке стальных труб [J]. Стальная труба, 2011, 40 (2): 1
- [8] Пэн Л. З., Чен Л. М., Ду X Л. и др. Краткий анализ применения TMCP для производства бесшовных стальных труб [J]. Стальная труба, 2013, 42 (4): 7
- [9] Лв В.Д., Ченг Дж. Ф., Тан Г. Б. Разработка технологии контролируемого охлаждения и ее применение для горячекатаных стальных труб [J]. Shanghai Met., 2015, 37 (2): 45
- [10] Ван Х Д, Го Ф, Бао Х Р. и др. Применение и исследование процесса термомеханического контроля при прокатке стальных труб [J]. Горячие работы. Технологии, 2016, 46 (15): 20
- [11] Компания Timken. Контролируемая термомеханическая обработка труб и труб для улучшения производства и производительности [R]. Кантон: Компания Timken, 2005 г.
- [12] Джин Д., Доминик Э. Д., Коларик II Р. В. и др. Моделирование контролируемой термомеханической обработки труб для улучшения производства и производительности [J].Acta Metall. Грех. (Англ. Lett.), 2000, 13 (2: 832)
- [13] Анелли Э., Кумино Г., Гоналес С. Металлургический дизайн процесса ускоренного охлаждения для производства бесшовных труб [A]. Труды материалов Solutions’97 по ускоренному охлаждению / прямой закалке сталей [C]. Индиана, 1997 год
- [14] Ван Х Д, Бао Х Р, Го Ф и др. Имитационное исследование рекристаллизационно-контролируемой прокатки масляной обсадной колонны П110 [Дж]. Горячие работы. Технологии, 2013, 43 (3): 47
- [15] Ван Х Д, Го Ф, Бао Х Р. и др.Исследование TMCP при прокатке бесшовных труб 30MnCr22 на основе PQF [J]. Пер. Матер. Тепловая обработка., 2015, 36 (Приложение 2): 57
- [16] Ван Х Д, Го Ф, Ван Б. Ф. и др. Создание полномасштабной платформы физического моделирования для контролируемого охлаждения стальных труб и исследования граничных условий теплопередачи [J]. J. Mech. Eng., 2018, 54 (24): 69
- [17] Ван И М, Ли М И, Вэй Г. Управляемая прокатка и контролируемое охлаждение стали 2-е изд. [M]. Пекин: Metallurgical Industry Press, 2009.
- [18] Ю. В., Чен И. Л., Чен И. Л. и др.Оперативный процесс термомеханической обработки нефтяной обсадной колонны марки Н-80 [Дж]. J. Univ. Sci. Technol. Пекин, 2002, 24: 643
- [19] Лю И З, Лю З, Сюй Дж. Кью и др. Экспериментальные исследования по оптимизации процесса прокатки масляных кожухов N80 без закалки и отпуска [J]. Айрон Сталь, 2006, 41 (7): 41
- [20] Тао Х З, Чжао Й Х, Лю Д. С. и др. Оперативный процесс термообработки стальных труб с закалкой в воде [J]. Стальная труба, 2006, 35 (2): 21
- [21] He Y Z, Chen D H, Lei T. Q и др.Математическое моделирование зависимости размера зерна от параметра Зенера-Холломона при динамической рекристаллизации [J]. J. Iron Steel Res., 2000, 12:26
- [22] Чжан Х.Б., Чжан Б., Лю Дж. Т. Измерение динамики и математические модели динамической рекристаллизации стали [J]. Дж. Шанхайский университет Цзяотун, 2003, 37: 1053
- [23] Чжан Б., Чжан Х. Б., Жуань X Ю. Поведение при динамической рекристаллизации конструкционной стали 35CrMo [J]. J. Cent. South Univ. Технол., 2003, 10:13
- [24] Хан Б. Дж.Исследование ультра измельчения зерна аустенита путем динамической рекристаллизации в аустените и его мартенситного превращения [D]. Шанхай: Шанхайский университет Цзяотун, 2008 г.
- [25] Ван Сяодун, Го Фэн, БАО Сижун, Ван Баофэн. Моделирование TMCP для горячей прокатки бесшовных стальных труб P91. Науки о Земле [J], 2019, 33 (12): 909-917 DOI: 10.11901 / 1005.3093.2019.258
Сводка
Название изделия
Моделирование TMCP для горячей прокатки бесшовных стальных труб P91
Описание
Термомеханический контроль обработки (TMCP) для горячей прокатки бесшовных стальных труб P91 был разработан на основе особенностей процесса PQF и соответствующие результаты исследования его закономерностей динамических фазовых переходов.
Автор
https://www.steeljrv.com
Имя издателя
www.steeljrv.com
Логотип издателя
Технические условия поставки (ВМТ) труб
Все требования к пробиркам приведены в Стандартах ВМТ. Общие ВМТ для производства стали – это EN 10021 (или ISO 404). Символы и определения терминов, используемых в производственных стандартах, приведены в EN 10266. Трубки Zeleziarne Podbrezova производятся и поставляются в соответствии со Стандартами технических условий поставки, приведенными в списке ниже.
Европейские стандарты (EN)
EN 10084
Цементационная сталь – Технические условия поставки
EN 10224
Трубы и фитинги из нелегированной стали для транспортировки воды и других водных жидкостей – Технические условия поставки
EN 10255
Трубы из нелегированной стали, подходящие для сварки и нарезания резьбы – Технические условия поставки
EN 10083-2
Стали для закалки и отпуска – Часть 2: Технические условия поставки для нелегированных сталей
EN 10208-1
Стальные трубы для трубопроводов для горючих жидкостей – Технические условия поставки – Часть 1: Трубы класса требований A
EN 10208-2
Стальные трубы для трубопроводов для горючих жидкостей – Технические условия поставки – Часть 2: Требуемые трубы класс B
EN 10210-1
Горячие готовые полые профили конструкционные из нелегированных и мелкозернистых материалов. зернистая сталь – Часть 1: Технические условия поставки
EN 10216-1
Трубы стальные бесшовные для работы под давлением – Технические условия поставки – Часть 1: Трубы из нелегированной стали с заданными характеристиками при комнатной температуре
EN 10216-2
Бесшовные стальные трубы для работы под давлением – Технические условия поставки – Часть 2: Трубы из нелегированной и легированной стали с заданными свойствами при повышенных температурах
EN 10216-3
Трубы стальные бесшовные для работы под давлением – Технические условия поставки – Часть 3: Мелкозернистый сплав стальные трубы.
EN 10216-4
Трубы стальные бесшовные для работы под давлением – Технические условия поставки – Часть 4: Трубы из нелегированной и легированной стали с заданными низкотемпературными свойствами
EN 10253-1
Фитинги для стыковой сварки – Часть 1 : Деформируемая углеродистая сталь для общего применения и без особых требований к контролю
EN 10253-2
Фитинги для стыковой сварки – Часть 2: Нелегированные и ферритные легированные стали с особыми требованиями к контролю
EN 10256-1
Фитинги для стыковой сварки .1 – Деформируемая углеродистая сталь общего назначения и без особых требований к контролю.
EN 10294-1
Полые стержни для обработки – Технические условия поставки – Часть 1: Нелегированные и легированные стали
EN 10297-1
Трубы стальные бесшовные круглые для машиностроения и общего машиностроения – Технические условия поставки – Часть 1 : Трубы из нелегированной и легированной стали
EN 10305-1
Стальные трубы для прецизионных применений – Технические условия поставки – Часть 1: Бесшовные холоднотянутые трубы
EN 10305-4
Стальные трубы для прецизионных применений – Технические условия поставки – Часть 4: Бесшовные холоднотянутые трубы для гидравлических и пневматических энергетических систем
Американский нефтяной институт (API)
API 5CT
Спецификация для обсадных труб и насосно-компрессорных труб.
API 5L
Технические условия на трубопроводную трубу.
Американское общество инженеров-механиков (ASME)
ASME A420 / A 960
Стандартные спецификации для трубопроводных фитингов из кованой углеродистой стали и легированной стали для работы при низких температурах
ASME SA333 / SA999
Стандартные спецификации для бесшовных и Сварная стальная труба для работы при низких температурах.
ASME SA53 / SA530
Стандартные технические условия для общих требований к специализированным трубам из углеродистой и легированной стали
Американское общество испытаний и материалов (ASTM)
ASTM A106 / A530
Стандартные технические условия на бесшовные трубы из углеродистой стали для высоких Температурный режим / Стандартные технические условия для общих требований к специализированным трубам из углеродистой и легированной стали
ASTM A161 / A450
Стандарт для бесшовных успокоительных труб из низкоуглеродистой стали / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали
ASTM A179 / A450
Стандартные технические условия на бесшовные холоднотянутые низкоуглеродистые трубы теплообменников и конденсаторов
ASTM A192 / A450
Стандартные технические условия на бесшовные котельные трубы из углеродистой стали для работы под высоким давлением
ASTM A199 / A450
Технические условия на бесшовные холоднокатаные трубы Выпущено промежуточное алло Стальные теплообменные и конденсаторные трубы / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали
ASTM A209 / A1016
Стандартные технические условия на бесшовные трубы для котлов и пароперегревателей из углеродно-молибденовой легированной стали / Стандартные технические условия для общих требований для ферритных Трубы из легированной, аустенитной легированной стали и нержавеющей стали
ASTM A210 / A450
Стандартные технические условия для бесшовных среднеуглеродистых труб котлов и пароперегревателей / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали
ASTM A213 / A1016 Стандартные технические условия
для бесшовных труб из ферритной и аустенитной легированной стали для котлов, пароперегревателей и теплообменников / Стандартные технические условия для общих требований к трубам из ферритной легированной стали, аустенитной легированной стали и труб из нержавеющей стали
ASTM A234 / A 960
Стандартные технические условия для трубопроводов Арматура Wr Углеродистая сталь и легированная сталь для работы при умеренных и высоких температурах
ASTM A333 / A999
Стандартная спецификация для бесшовных и сварных стальных труб для работы при низких температурах / Стандартная спецификация общих требований для труб из легированной и нержавеющей стали
ASTM A334 / A1016
Стандартные технические условия на бесшовные и сварные трубы из углеродистой и легированной стали для работы при низких температурах / Стандартные технические условия на общие требования к трубам из ферритной легированной стали, аустенитной легированной стали и трубы из нержавеющей стали
ASTM A335 / A530
Стандартные технические условия на бесшовные ферритные сплавы Стальная труба для работы при высоких температурах / Стандартные технические условия для общих требований к специализированным трубам из углеродистой и легированной стали
ASTM A335 / A999
Стандартные технические условия на бесшовные трубы из ферритной легированной стали для работы при высоких температурах / Стандартные технические условия для общих требований для сплавов и стали Труба из нержавеющей стали
ASTM A519
Стандартная спецификация для бесшовных механических труб из углеродистой и легированной стали
ASTM A524 / A530
Стандартная спецификация для бесшовных труб из углеродистой стали для атмосферных и более низких температур / Стандартные спецификации для общих требований к специальным углеродным и легированным сплавам Стальная труба
ASTM A53 / A530
Стандартные технические условия для общих требований к специализированным трубам из углеродистой и легированной стали.
ASTM A556 / A450
Стандартные технические условия для бесшовных холоднотянутых трубок нагревателя питательной воды из углеродистой стали / Стандартные технические условия для общих требований к трубам из углеродистой и низколегированной стали
ASTM A795
Стандартные технические условия для черных и горячеоцинкованных ( Оцинкованные) Сварные и бесшовные стальные трубы для противопожарной защиты
ASTM A822 / A450
Стандартные технические условия на бесшовные холоднотянутые трубы из углеродистой стали для гидравлических систем
Государственный стандарт (ГОСТ)
ГОСТ 1060/1050
Углерод стальные калиброванные прутки конструкционного качества со специальной обработкой поверхности./ Трубы стальные бесшовные холоднодеформированные для судостроения.
ГОСТ 12132/1050
Трубы стальные электросварные и бесшовные для автомобильной и велосипедной промышленности.
ГОСТ 12132/19281
Трубы стальные электросварные и бесшовные для автомобильной и велосипедной промышленности.
ГОСТ 21729/1050
Трубы конструкционные из углеродистой и легированной стали холоднодеформированные и горячедеформированные.
ГОСТ 21729/4543
Трубы стальные конструкционные горяче- или холодногнутые из углеродистой или легированной стали.
ГОСТ 3262/1050
Трубы стальные для водо- и газоснабжения.
ГОСТ 550/1050
Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности.
ГОСТ 550/4543
Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Сталь конструкционная легированная.
ГОСТ 8731/1050
Трубы стальные бесшовные холоднодеформированные и термически деформированные.
ГОСТ 8731/19281
Трубы стальные бесшовные горячекатаные.
ГОСТ 8733/1050
Трубы стальные бесшовные холоднодеформированные.
ГОСТ 8733/19281
Трубы стальные бесшовные горячей или холодной штамповки. Технические условия поставки.
ГОСТ 8733/4543
Трубы стальные опорные или горячедеформированные. ВМТ.
ГОСТ ТУ 14-3-190 / 1050
Трубы стальные бесшовные холоднотянутые.
ГОСТ ТУ 14-3-460 / 20072
Трубы стальные бесшовные котельные и трубопроводы.
ГОСТ ТУ 14-3-460 / 4543
Трубы стальные бесшовные котельные и трубопроводы.
Японские промышленные стандарты (JIS)
JIS G3445
Трубы из углеродистой стали для машиностроительных целей.
JIS G3454
Трубы из углеродистой стали для работы под давлением.
JIS G3455
Трубы из углеродистой стали для работы под высоким давлением.
JIS G3456
Трубы из углеродистой стали для работы при высоких температурах.
JIS G3458
Трубы из легированной стали.
JIS G3461
Котлы и теплообменные трубы из углеродистой стали.
JIS G3462
Трубы бойлера и теплообменника из легированной стали.
JIS JOHS-102
Прецизионные трубы из углеродистой стали для обслуживания гидравлических линий.
Британские стандарты (BS)
BS 1387
Спецификация для стальных труб и трубок с резьбой и с муфтами, а также для стальных труб с гладким концом, подходящих для сварки или навинчивания на трубную резьбу BS 21
BS 3601
Стальные трубы и Трубы для работы под давлением Углеродистая сталь с заданными характеристиками при комнатной температуре
BS 3603
Стальные трубы и трубки для работы под давлением Углеродистая и легированная сталь с заданными низкотемпературными свойствами
BS 3606
Спецификация на стальные трубы для теплообменников
BS 7416
Технические условия на бесшовные холоднотянутые трубы из низкоуглеродистой стали с прецизионной обработкой для использования в гидравлических гидравлических системах.
BS 1965-1
Технические условия на фитинги для стыковой сварки труб под давлением.Углеродистая сталь
BS 3059-1
Стальные трубы котла и пароперегревателя. Спецификация для труб из углеродистой стали с низким пределом прочности без заданных свойств при повышенных температурах
BS 3059-2
Стальные трубы для котлов и пароперегревателей. Спецификация на трубы из углеродистой, легированной и аустенитной нержавеющей стали с заданными свойствами при повышенных температурах
BS 3602-1
Спецификация на стальные трубы и трубки для работы под давлением: углеродистая и углеродистая марганцовистая сталь с заданными свойствами при повышенных температурах.Технические условия на бесшовные и электросварные контактные трубы, включая трубы индукционной сварки
BS 6323-1,3,4,7
Технические условия на бесшовные и сварные стальные трубы для автомобилей, машиностроения и общего машиностроения.
České technické normy – Чешские технические стандарты (ČSN)
ČSN 132 370
Редукторы. ВМТ.
ЧСН 420 165
Лист и трубы из ферритно-перлитной стали с гарантированными ударными свойствами при низких температурах.
ČSN 420 250
Трубы бесшовные горячекатаные из стали класса 10–16.
ČSN 420 251
Трубы стальные бесшовные с гарантированными свойствами при повышенных температурах.
ČSN 420 260
Трубы бесшовные холоднотянутые прессованные из стали класса 10–16.
Deutsches Institut für Normung (DIN)
DIN 1629
Круглые бесшовные трубы из нелегированной стали с особыми требованиями к качеству.
DIN 1630
Бесшовные круглые трубы из нелегированной стали с очень высокими требованиями к качеству.
DIN 2391
Трубы стальные бесшовные прецизионные.
DIN 2440
Стальные трубы среднего веса, подходящие для привинчивания.
DIN 2441
Тяжелые трубы, подходящие для завинчивания.
DIN 2470
Стальные газопроводы на допустимое рабочее давление более 16 бар.
DIN 2609 (A, B, C, D, E, H)
Колено. 1- уменьшенная корреляция использования. 2 – Полная корреляция использования.
DIN 2609 (R, S, T)
Фитинги для стыковой сварки. .
DIN 17100
Бесшовные прецизионные стальные трубы с особой точностью размеров.
DIN 17121
Бесшовные круглые трубы из конструкционной стали для инженерных сооружений.
DIN 17124
Круглые бесшовные трубы из мелкозернистой стали для инженерных целей.
DIN 17155
Сталь конструкционная высокотемпературная. Лист и полоса.
DIN 17172
Трубы стальные для магистральных трубопроводов горючих жидкостей и газов.
DIN 17173
Бесшовные круглые стальные трубы для низких температур.
DIN 17175
Трубы бесшовные из жаропрочной стали.
DIN 17179
Трубы бесшовные круглые из мелкозернистой стали по специальным требованиям.
DIN 17200
Сталь для закалки и отпуска.
DIN 17204
Круглые бесшовные стальные трубы для закалки и отпуска.
DIN 17210
Цементная сталь.
DIN 17230
Шариковые и роликовые подшипники из стали. Технические условия поставки.
DIN 1630 / 2445-2
Бесшовные круглые трубы из нелегированной стали с очень высокими требованиями к качеству. / Трубы стальные бесшовные для динамических нагрузок.
DIN 2391-2C / 2445-2
Бесшовные прецизионные стальные трубы с особой точностью размеров. / Трубы стальные бесшовные для динамических нагрузок.
DIN 2609 (F, G)
Фитинги для стыковой сварки.ВМТ.
Французская ассоциация нормализации (NF A)
NF A 49-112
Стальные трубы. Бесшовные горячекатаные трубы гладкие с заданными характеристиками при комнатной температуре и со специальными условиями поставки.
NF A 49-115
Трубы стальные. Бесшовные трубы горячей обработки, пригодные для привинчивания.
NF A 49-186
Трубные аксессуары. Отводы, переходы под сварку, из бесшовных труб общего назначения. Габаритные размеры.ВМТ.
NF A 49-210
Трубы стальные бесшовные холоднотянутые для транспортировки жидкостей.
NF A 49-211
Трубы стальные. Бесшовные гладкие трубы из нелегированной стали для трубопроводов жидкости при повышенных температурах.
NF A 49-213
Трубы стальные. Бесшовные трубы из нелегированной стали, а также из легированной молибдена и хрома-молибдена для использования при высоких температурах.
NF A 49-215
Трубы бесшовные для теплообменников из ферритных нелегированных и легированных сталей.
NF A 49-281
Трубные аксессуары.Отводы, переходы под сварку, из бесшовных труб со спецификациями качества. Габаритные размеры. ВМТ.
NF A 49-310
Трубы стальные – Прецизионные бесшовные трубы для механического применения.
NF A 49-311
Трубы стальные. Бесшовные трубы для механического применения.
NF A 49-312
Бесшовные стальные трубы с улучшенной обрабатываемостью для механической обработки деталей.
NF A 49-330
Трубы бесшовные холоднотянутые для гидравлических и пневматических силовых систем.
NF A 49-501
Трубы стальные. Профили конструкционные полые бесшовные или сварные, готовые горячим способом.
Польский комитет по стандартизации – Польский стандарт (PN)
PN – H 74 219/84018
Горячекатаные бесшовные стальные трубы для строительства и распределения. Марки низколегированных сталей.
PN – H 74 219/84019
Горячекатаные бесшовные стальные трубы для строительства и распределения. Конструкционные стали высокого качества.
PN – H 74 219/84023
Горячекатаные бесшовные стальные трубы для строительства и распределения. Сталь для высших целей. Сталь для труб.
PN – H 74 220/84023
Трубы стальные бесшовные холоднотянутые общего назначения.
PN – H 74 240/84018
Трубы стальные бесшовные холоднотянутые прецизионные. Марки низколегированных сталей.
PN – H 74 240/84019
Трубы стальные бесшовные холоднотянутые прецизионные. Конструкционные стали высокого качества.
PN – H 74 240/84023
Трубы стальные бесшовные холоднотянутые прецизионные. Марки низколегированных сталей.
PN – H 74 252/84024
Трубы стальные бесшовные котельные.
PN – H 74 245
Горячекатаные или холоднотянутые стальные трубы специального назначения.
Стандарты компании Železiarni Podbrezová (PN P)
PN P-05-04
Отводы для стыковой сварки. Технические условия поставки.
PN P-05-05
Отводы для стыковой сварки с заданными повышенными температурными свойствами.
Словацкий институт стандартов – Словацкие технические стандарты (STN)
STN 132 370
Редукторы. TDR.
СТН 420 165
Лист и трубы из ферритно-перлитной стали с гарантированными ударными свойствами при низких температурах.
STN 420 250
Трубы бесшовные горячекатаные из стали класса 10–16.
STN 420 251
Трубы стальные бесшовные с гарантированными свойствами при повышенных температурах.
STN 420 260
Трубы стальные бесшовные методом штамповки холоднотянутым из стали от 10 до 16..
Ente Nazionale Italiano de Unificazione (UNI)
UNI 663
Трубы из нелегированной стали бесшовные. Гладкие торцевые трубы общего назначения.
UNI 5462
Трубы стальные бесшовные – трубы для повышенных температур и давлений.
UNI 5949
Трубы из специальной нелегированной и легированной стали с испытанием на удар при низких температурах.
UNI 6363
Трубы стальные бесшовные и сварные для водоснабжения.
UNI 7088
Трубы бесшовные из нелегированной стали – Простые газовые трубы для высокого давления.
UNI 7287
Bezšvíkové rúry s hladkými koncami z nelegovaných ocelí.
UNI 7729
Трубы бесшовные из нелегированной стали – гладкие концевые трубы для механического применения.
UNI 7945
Бесшовные прецизионные стальные трубы с гладким концом.
UNI 8863
Бесшовные трубы из нелегированной стали, пригодные для нарезания резьбы в соответствии с UNI ISO 7/1.
Различия между горячекатаной и холоднокатаной бесшовной стальной трубой
В чем разница между горячекатаной бесшовной стальной трубой и холоднокатанной бесшовной стальной трубой? Обычная бесшовная стальная труба – это горячекатаная бесшовная стальная труба?
Холоднокатаные бесшовные стальные трубы часто бывают небольшого диаметра, а горячекатаные бесшовные стальные трубы часто имеют большой диаметр.Труба стальная бесшовная холоднокатаная по точности выше, чем труба стальная бесшовная горячекатаная, а цена также выше, чем труба стальная бесшовная горячекатаная.
Бесшовные стальные трубы подразделяются на бесшовные стальные горячекатаные (экструдированные) трубы и бесшовные стальные холоднотянутые (катаные) трубы в связи с различными процессами производства. Холоднотянутые (прокатанные) трубы делятся на трубы круглого сечения и трубы особой формы.
1) Различное использование
Горячекатаные бесшовные трубы подразделяются на стальные трубы общего назначения, котельные стальные трубы низкого и среднего давления, котельные стальные трубы высокого давления, трубы из легированной стали, трубы из нержавеющей стали, трубы для нефтяного крекинга, стальные геологические трубы и другие стальные трубы.Холоднокатаные (круглые) бесшовные стальные трубы подразделяются на стальные трубы общего назначения, котельные стальные трубы низкого и среднего давления, котельные стальные трубы высокого давления, трубы из легированной стали, трубы из нержавеющей стали, трубы для нефтяного крекинга и другие стальные трубы, а также углеродистые тонкостенные стальные трубы, легированные тонкостенные стальные трубы, нержавеющие тонкостенные стальные трубы, стальные трубы специальной формы.
2) Разные размеры
Наружный диаметр бесшовных горячекатаных труб обычно превышает 32 мм, а толщина стенки 2.5-75мм. Диаметр бесшовной холоднокатаной трубы может составлять до 6 мм, а толщина стенки – до 0,25 мм. Внешний диаметр тонкостенной трубы может составлять до 5 мм, а толщина стенки – менее 0,25 мм. Холодная прокатка имеет более высокую точность размеров, чем горячая.
3) Разница в процессе
1. Холоднокатаная формованная сталь допускает локальное продольное изгибание профиля, что позволяет полностью использовать несущую способность стержня после продольного изгиба; горячекатаный прокат не допускает локального коробления профиля.
2. Горячекатаный прокат и холоднокатаный прокат имеют разные причины возникновения остаточных напряжений, поэтому распределение по сечению также сильно отличается. Распределение остаточных напряжений по поперечному сечению холодногнутой тонкостенной стали является криволинейным, тогда как распределение остаточных напряжений по поперечному сечению горячекатаной или сварной стали является тонкопленочным.
3. Жесткость на свободное скручивание горячекатаной стали выше, чем у холоднокатаной, поэтому сопротивление кручению у горячекатаной стали лучше, чем у холоднокатаной.
4) Разные достоинства и недостатки
Холоднокатаная бесшовная труба относится к стальному листу или стальной полосе, перерабатываемым в различные типы стали путем холодного волочения, холодной гибки, холодного волочения и другой холодной обработки при комнатной температуре.
Преимущества:
Высокая скорость формования, высокая производительность и повреждение покрытия позволяют придавать различные формы поперечного сечения в соответствии с потребностями условий использования; холодная прокатка может вызвать большую пластическую деформацию стали, тем самым улучшая предел текучести стали.
Недостатки:
1. Несмотря на отсутствие термопластического сжатия во время процесса формовки, в сечении все еще присутствуют остаточные напряжения, которые неизбежно влияют на общие и локальные характеристики продольного изгиба стали;
2. Холоднокатаная сталь обычно представляет собой открытую секцию, что снижает жесткость секции на свободное скручивание. Он склонен к скручиванию при изгибе и склонен к изгибу и короблению при кручении при сжатии, а сопротивление скручиванию низкое;
3.Толщина стенок холоднокатаной стали невелика, на углах стыка листов нет утолщений, а способность выдерживать местные сосредоточенные нагрузки слабая.
Трубы бесшовные горячекатаные относятся к бесшовным холоднокатаным трубам. Холоднокатаные бесшовные трубы прокатывают ниже температуры рекристаллизации, а горячекатаные бесшовные трубы прокатывают выше температуры рекристаллизации.
Преимущества:
Он может разрушить структуру отливки стального слитка, измельчить зерно стали и устранить дефекты микроструктуры, так что структура стали становится плотной, а механические свойства улучшаются.Это улучшение в основном отражается в направлении прокатки, так что сталь в определенной степени перестает быть изотропной; пузыри, трещины и рыхлости, образовавшиеся во время литья, также можно сваривать при высокой температуре и давлении.
Недостатки:
1. После горячей прокатки неметаллические включения (в основном сульфиды и оксиды, а также силикаты) внутри стали спрессовываются в тонкие листы, и происходит расслоение (прослойка). Отслоение значительно ухудшает свойства стали при растяжении в направлении толщины, и возможно, что при усадке сварного шва может произойти разрыв межслоевого слоя.Местная деформация, вызванная усадкой сварного шва, часто в несколько раз превышает деформацию предела текучести, которая намного превышает деформацию, вызванную нагрузкой;
2. Остаточное напряжение, вызванное неравномерным охлаждением. Остаточное напряжение – это внутреннее самоуравновешенное напряжение без внешней силы. Такими остаточными напряжениями обладают стальные горячекатаные профили различного сечения. Как правило, чем больше размер стального профиля, тем больше остаточное напряжение. Хотя остаточное напряжение самоуравновешивается, оно все же оказывает определенное влияние на характеристики стальных компонентов под воздействием внешней силы.