Гост 14918 80 оцинковка – Оцинкованная сталь ГОСТ 14918-80
alexxlab | 08.08.2019 | 0 | Разное
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 14918-80
МЕЖГОСУДАРСТВЕННЫЙ стандарт
СТАЛЬ
ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ
С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
Стандартинформ
2007
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ Технические условия Continuously
galvanized sheet steel. |
ГОСТ Взамен |
Издание (август 2007 г.) с Изменениями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86).
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
(Измененная редакция, Изм. № 2).
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки – ХШ,
для холодного профилирования – ХП,
под окраску (дрессированная) – ПК,
общего назначения – ОН;
по способности к вытяжке
(сталь группы XШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки - Г,
весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – HP,
с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
|
Класс толшины |
Масса 1 м2 слоя
покрытия, |
Толшина покрытия, мкм |
|
П (повышенный) |
Св. 570 до 855 включ. |
Св. 40 до 60 включ. |
|
1 |
files.stroyinf.ru
Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 14918-80МЕЖГОСУДАРСТВЕННЫЙ стандарт
СТАЛЬ
ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ
С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
Стандартинформ
2007
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ Технические условия Continuously
galvanized sheet steel. | ГОСТ Взамен |
Издание (август 2007 г.) с Изменениями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86).
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
(Измененная редакция, Изм. № 2).
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки – ХШ,
для холодного профилирования – ХП,
под окраску (дрессированная) – ПК,
общего назначения – ОН;
по способности к вытяжке
(сталь группы XШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – HP,
с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
Класс толшины | Масса 1 м2 слоя
покрытия, | Толшина покрытия, мкм |
П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
1 | » 258 » 570 » | » 18 » 40 » |
2 | От 142,5 » 258 » | От 10 » 18 » |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
(Измененная редакция, Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
Группа | Категория вытяжки | первой категории качества | высшей категории качества |
ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора – не более 0,020 % и ГОСТ 380-2005 с массовой долей серы не более 0,035 % и фосфора – не более 0,025 % |
ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93 08пс, 08кп, 10 кп по ГОСТ 1050-88 | 08пс, 08кп, 08Ю по ГОСТ 9045-93 08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030 % и фосфора – не более 0,020 % |
ХП, ПК | – | 08пс по ГОСТ 9045-93 08, 08пс по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-2005 | 08пс по ГОСТ 9045-93 08, 08па по ГОСТ 1050-88 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04 % и фосфора – не более 0,035 % |
ОН | – | Марки стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045 % и фосфора – не более 0,040 % |
(Измененная редакция, Изм. № 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.4-3.4.2. (Измененная редакция, Изм. № 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
(Измененная редакция, Изм. № 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1б
Оцинкованная сталь | Временное сопоставление разрыву sв, МПа | Предел текучести sт, МПа, не менее | Относительное удлинение d4, %, не менее, шзи L0= 80 мм для стали толшиной, мм | ||||
группы | категории вытяжки | до 0,7 | св. 0,7 до 1,5 | св. 1,5 до 2,0 | св. 2,0 | ||
ХШ | Н | 300-490 | – | 21 | 22 | 23 | 24 |
| Г | 275-430 | – | 23 | 24 | 25 | 26 |
| вг | 255-410 | – | 26 | 28 | 29 | 30 |
ХП, ПК | – | – | 230 | 20 | 22 | – | – |
он | – | – | – | – | – | – | – |
Примечание. Значения временного сопоставления разрыву и относительного удлинения для оцинкованной стали группы ХШ категории вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89.
При расчете временного сопоставления и предела текучести толшину цинкового покиытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Таблица 1в
мм
Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
ВГ | Г | Н | |
0,5 | 8,5 | 8,0 | 6,9 |
0,6 | 8,9 | 8,5 | 7,2 |
0,7 | 9,2 | 8,9 | 7,5 |
0,8 | 9,5 | 9,3 | 7,8 |
0,9 | 9,9 | 9,6 | 8,2 |
1,0 | 10,1 | 9,9 | 8,6 |
1,1 | 10,3 | 10,1 | 8,7 |
1,2 | 10,5 | 10,3 | 8,8 |
1,3 | 10,7 | 10,5 | 8,9 |
1,4 | 10,8 | 10,6 | 9,0 |
1,5 | 11,0 | 10,8 | 9,1 |
1,6 | 11,3 | 11,0 | 9,5 |
1,7 | 11,4 | 11,1 | 9,6 |
1,8 | 11,5 | 11,2 | 9,7 |
1,9 | 11,6 | 11,3 | 9,8 |
2,0 | 11,7 | 11,4 | 9,9 |
Примечания:
1. Для оцинкованной стали промежуточных толшин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толшины.
2. Значения глубины сферической лунки для оцинкованной стали толшиной свыше 1,5 мм являлись факультативными до 01.07.89.
3. При испытании на приборах типа MTЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
3.10-3.10.2. (Измененная редакция, Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
Толшина оцинкованной стали, мм | Количество перегибов |
До 0,8 включ. | 8 |
Св. 0,8 » 1,2 » | 5 |
» 1,2 » 2,0 » | 3 |
» 2,0 | 2 |
Примечание. Нормы перегибов оцинкованной стали толшиной более 1,5 мм являлись Факультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний (б – ширина листа)
Таблица 2
Номер образца | Размеры образца, мм | Метод испытаний | |
ширина | длина | ||
1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
6 | 20 | 150 | На перегиб |
7 | 90 | – | На вытяжку сферической лунки (х-место испытаний) |
8 | 30 | 180-300 | На растяжение |
9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – ± 3 мм.
(Измененная редакция, Изм. № 1).
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb203) или хлористой сурьмы (8ЬС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т) на 1 м2 вычисляют
по формуле
где т1 – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
m2 – масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1 · 10–6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
где Т3 – толщина покрытия соответствующего образца, мкм;
m3 – масса образца до снятия цинка, г;
m‘3 – масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S3 – площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-2003. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, Изм. № 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и приравненные к ним местности консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80×80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют металлическую ленту толщиной 1,2 – 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т. До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна была превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
Разд. 6. (Измененная редакция, Изм. № 2).
СОДЕРЖАНИЕ
1 Классификация 2 Сортамент 3 Технические требования 4 Правила приемки 5 Методы испытаний 6 Маркировка, упаковка, транспортирование и хранение |
standartgost.ru
Справочник ГОСТОв ГОСТ 14918-80
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА СССР
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ ГОСТ
С НЕПРЕРЫВНЫХ ЛИНИЙ 14918-80
Технические условия
Continiously galvanized sheet steel Взамен
Technical conditions ГОСТ 14918-69
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 срок действия установлен с 01.07.1981 г.
до 01.07.1986 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки – XШ,
для холодного профилирования – XП,
под окраску – ПК,
общего назначения – ОН;
по способности к вытяжке (сталь группы ХШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – НР,
с уменьшенной разнотолщинностью – УР.
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на 3 класса в соответствии с указанным в табл. 1.
Таблица 1
| Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | Св. 258 до 570 включ. | Св. 18 до 40 включ. |
| 2 | От 142,5 до 258 включ. | Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне – классу П (для листов) или классу 1.
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1500 мм включительно, толщиной от 0,5 до 3,0 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Оцинкованную сталь, которой в установленном порядке присвоен государственный Знак качества, изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точностью прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскотности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | категория вытяжки | первой категории качества | высшей категории качества |
| ХШ | Н,Г | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 | Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора – не более 0,20% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора – не более 0,025%. |
| ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10кп по ГОСТ 1050-74 | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10кп по ГОСТ 1050-74 с массовой долей серы не более 0,030% и фосфора – не более 0,020%. |
| ХП, ПК | – | 08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 | 08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой долей серы не более 0,04% и фосфора – не более 0,035%. |
| ОН | – | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора – не более 0,040%. |
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1.Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающие предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ и ХП допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По ттребованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, уазанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
- глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1б.
- Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
Таблица 1 б
| Оцинковая сталь | Временное сопротивление | Предел текучести | Относительное удлинение s4, %, не менее, при L0=80 мм для стали толщиной, мм | ||||
| группы | категории вытяжки | разрыву sв, МПа | sт, Мпа, не менее | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ | 300-490 275-430 255-410 | – – – | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| ХП, ПК | – | – | 230 | 20 | 22 | – | – |
| ОН | – | – | – | – | – | – | – |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
Таблица 1в
| Толщина оцинковой стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примечания:
- Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
- Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
- При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
- Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
до 0,8 мм св. 0,8 до 1,2 мм св. 1,2 до 2,0 мм св. 2,0 | 8 5 3 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали одного размера, одного вида и класса толщины покрытия, вида консевации, одной марки и плавки (сталь группы ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождатся документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой в установленом порядке присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-81.
5. МЕТОДЫ ИСПЫТАНИЯ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний
(b – ширина листа)
Таблица 2
| Номер образца | Рамеры образца, мм | Методы испытаний | |
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | – | На вытяжку сферической лунки (х – место испытаний) |
| 8 | 30 | 180-300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbCl3) в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно пормывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г сурьмы для класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т) на 1 м2 вычисляют по формуле
(1)
где т1 – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
т2 – масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1.10-6 м2, м2.
Для определения масы цинкового покрытия допускается применять другие методы, обюеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
(2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
(3)
где Т3 – толщина покрытия соответствующего образца, мкм;
т3 – масса образца до снятия цинка, г;
т3/ – масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S2 – площадь поверхности образца, см2
5.4.1. Среднее значение толщины и разнотолщинности цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-77. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ГОСТ 13814-68, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-81 с дополнениями:
- Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
- Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
- Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
- Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-81.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-81.
Для обвязки применяют металлическую ленту толщиной 1,2-2,0, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
www.met-trans.ru
ГОСТ 14918-80
УДК 669.14-413:669.586.5:006.354 Группа В23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 14918-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО СТАНДАРТАМ
РАЗРАБОТАН Министерством черной металлургии СССР
ИСПОЛНИТЕЛИ:
В. И. Довгопол, Б. Н. Папулов, В. М. Кукушкин, А. А. Тарасова
ВНЕСЕН Министерством черной металлургии СССР
Член Коллегии В. В. Лемницкий
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465
Переиздание (октябрь 1987 г.) с измененнями № 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА СССР
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ ГОСТ
С НЕПРЕРЫВНЫХ ЛИНИЙ 14918-80
Технические условия
Continiously galvanized sheet steel Взамен
Technical conditions ГОСТ 14918-69
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 срок действия установлен с 01.07.1981 г.
до 01.07.1986 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки – XШ,
для холодного профилирования – XП,
под окраску – ПК,
общего назначения – ОН;
по способности к вытяжке (сталь группы ХШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – НР,
с уменьшенной разнотолщинностью – УР.
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делит¬ся на 3 класса в соответствии с указанным в табл. 1.
Таблица 1
Класс толщины Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г Толщина покрытия, мкм
П (повышенный) Св. 570 до 855 включ. Св. 40 до 60 включ.
1 Св. 258 до 570 включ. Св. 18 до 40 включ.
2 От 142,5 до 258 включ. Св. 10 до 18 включ.
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне – классу П (для листов) или классу 1.
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1500 мм включительно, толщиной от 0,5 до 3,0 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Оцинкованную сталь, которой в установленном порядке присвоен государственный Знак качества, изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точностью прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскотности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холодно¬катаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
Оцинкованная сталь Марка холоднокатаной стали для изготовления оцинкованной стали
Группа категория вытяжки первой категории качества высшей категории качества
ХШ Н,Г Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора – не более 0,20% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора – не более 0,025%.
ХШ ВГ 08пс, 08кп, 08Ю по ГОСТ 9045-80
08пс, 08кп, 10кп по ГОСТ 1050-74 08пс, 08кп, 08Ю по ГОСТ 9045-80
08пс, 08кп, 10кп по ГОСТ 1050-74 с массовой долей серы не более 0,030% и фосфора – не более 0,020%.
ХП, ПК – 08пс по ГОСТ 9045-80
08, 08пс по ГОСТ 1050-74
БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 08пс по ГОСТ 9045-80
08, 08пс по ГОСТ 1050-74
БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой долей серы не более 0,04% и фосфора – не более 0,035%.
ОН – Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора – не более 0,040%.
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1.Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающие предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ и ХП допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По ттребованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, уазанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
3.10.1. глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1б.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
Таблица 1 б
Оцинковая сталь Временное сопротивление Предел текучести Относительное удлинение 4, %, не менее, при L0=80 мм для стали толщиной, мм
группы категории вытяжки разрыву в, МПа т, Мпа, не менее до 0,7 св 0,7 до 1,5 св 1,5 до 2,0 св 2,0
ХШ Н
Г
ВГ 300-490
275-430
255-410 –
–
– 21
23
26 22
24
28 23
25
29 24
26
30
ХП, ПК – – 230 20 22 – –
ОН – – – – – – –
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
Таблица 1в
Толщина оцинковой стали Глубина сферической лунки для категорий вытяжки, не менее
ВГ Г Н
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,3
1,4
1,5
1,6
1,7
1,8
1,9
2,0 8,5
8,9
9,2
9,5
9,9
10,1
10,3
10,5
10,7
10,8
11,0
11,3
11,4
11,5
11,6
11,7 8,0
8,5
8,9
9,3
9,6
9,9
10,1
10,3
10,5
10,6
10,8
11,0
11,1
11,2
11,3
11,4 6,9
7,2
7,5
7,8
8,2
8,6
8,7
8,8
8,9
9,0
9,1
9,5
9,6
9,7
9,8
9,9
Примечания:
1. Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
Толщина оцинкованной стали, мм Количество перегибов
до 0,8 мм
св. 0,8 до 1,2 мм
св. 1,2 до 2,0 мм
св. 2,0 8
5
3
2
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали одного размера, одного вида и класса толщины покрытия, вида консевации, одной марки и плавки (сталь группы ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождатся документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой в установленом порядке присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-81.
5. МЕТОДЫ ИСПЫТАНИЯ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний
(b – ширина листа)
Таблица 2
Номер образца Рамеры образца, мм Методы испытаний
ширина длина
1, 2 50 150 На прочность сцепления цинкового покрытия с основным металлом
3, 4, 5 50 50 На определение массы цинкового покрытия и разнотолщинности
6 20 150 На перегиб
7 90 – На вытяжку сферической лунки (х – место испытаний)
8 30 180-300 На растяжение
9, 10 30 40 Оценка микроструктуры
Примечание. Образцы вырезают с предельными отклонениями по размерам – 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbCl3) в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно пормывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г сурьмы для класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т) на 1 м2 вычисляют по формуле
(1)
где т1 – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
т2 – масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1.10-6 м2, м2.
Для определения масы цинкового покрытия допускается применять другие методы, обюеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
(2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
(3)
где Т3 – толщина покрытия соответствующего образца, мкм;
т3 – масса образца до снятия цинка, г;
т3/ – масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S2 – площадь поверхности образца, см2
5.4.1. Среднее значение толщины и разнотолщинности цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-77. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ГОСТ 13814-68, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-81 с дополнениями:
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-81.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-81.
Для обвязки применяют металлическую ленту толщиной 1,2-2,0, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
varlamova-n.ru
ГОСТ 14918-80
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА СССР
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ ГОСТ
С НЕПРЕРЫВНЫХ ЛИНИЙ 14918-80
Технические условия
Continiously galvanized sheet steel Взамен
Technical conditions ГОСТ 14918-69
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 срок действия установлен с 01.07.1981 г.
до 01.07.1986 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки – XШ,
для холодного профилирования – XП,
под окраску – ПК,
общего назначения – ОН;
по способности к вытяжке (сталь группы ХШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки – ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – НР,
с уменьшенной разнотолщинностью – УР.
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации – КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на 3 класса в соответствии с указанным в табл. 1.
Таблица 1
| Класс толщины | Масса 1 м2 слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
| 1 | Св. 258 до 570 включ. | Св. 18 до 40 включ. |
| 2 | От 142,5 до 258 включ. | Св. 10 до 18 включ. |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне – классу П (для листов) или классу 1.
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1500 мм включительно, толщиной от 0,5 до 3,0 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-74.
Оцинкованную сталь, которой в установленном порядке присвоен государственный Знак качества, изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точностью прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскотности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, высокой плоскостными ПВ, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-70. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1а
| Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
| Группа | категория вытяжки | первой категории качества | высшей категории качества |
| ХШ | Н,Г | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 | Марки стали с химическим составом по ГОСТ 9045-80, а также ГОСТ 1050-74 с содержанием серы не более 0,035% и фосфора – не более 0,20% и ГОСТ 380-71 с массовой долей серы не более 0,035% и фосфора – не более 0,025%. |
| ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10кп по ГОСТ 1050-74 | 08пс, 08кп, 08Ю по ГОСТ 9045-80 08пс, 08кп, 10кп по ГОСТ 1050-74 с массовой долей серы не более 0,030% и фосфора – не более 0,020%. |
| ХП, ПК | – | 08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 | 08пс по ГОСТ 9045-80 08, 08пс по ГОСТ 1050-74 БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-71 с массовой долей серы не более 0,04% и фосфора – не более 0,035%. |
| ОН | – | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 | Марки стали с химическим составом по ГОСТ 9045-80, ГОСТ 1050-74 и ГОСТ 380-71 с массовой долей серы не более 0,045% и фосфора – не более 0,040%. |
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-79 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверность оцинкованной стали должна быть чистой, со сплошным покрытием.
3.4.1.Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-70
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающие предельные отклонения по ширине.
3.5. Для оцинкованной стали групп ХШ и ХП допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По ттребованию потребителя пассивная пленка должна иметь равномерную окраску.
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщности НР должна иметь толщину покрытия в пределах, уазанных в табл.1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
- глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1б.
- Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
Таблица 1 б
| Оцинковая сталь | Временное сопротивление | Предел текучести | Относительное удлинение s4, %, не менее, при L0=80 мм для стали толщиной, мм | ||||
| группы | категории вытяжки | разрыву sв, МПа | sт, Мпа, не менее | до 0,7 | св 0,7 до 1,5 | св 1,5 до 2,0 | св 2,0 |
| ХШ | Н Г ВГ | 300-490 275-430 255-410 | – – – | 21 23 26 | 22 24 28 | 23 25 29 | 24 26 30 |
| ХП, ПК | – | – | 230 | 20 | 22 | – | – |
| ОН | – | – | – | – | – | – | – |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г относительного удлинения для стали групп ХП и ПК факультативны до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
Таблица 1в
| Толщина оцинковой стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
| ВГ | Г | Н | |
0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 | 8,5 8,9 9,2 9,5 9,9 10,1 10,3 10,5 10,7 10,8 11,0 11,3 11,4 11,5 11,6 11,7 | 8,0 8,5 8,9 9,3 9,6 9,9 10,1 10,3 10,5 10,6 10,8 11,0 11,1 11,2 11,3 11,4 | 6,9 7,2 7,5 7,8 8,2 8,6 8,7 8,8 8,9 9,0 9,1 9,5 9,6 9,7 9,8 9,9 |
Примечания:
- Для оцинковой стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
- Значения глубины сферической лунки для оцинковой стали толщиной свше 1,5 мм являются факультативными до 01.07.89.
- При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категорий вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 3 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
- Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
| Толщина оцинкованной стали, мм | Количество перегибов |
до 0,8 мм св. 0,8 до 1,2 мм св. 1,2 до 2,0 мм св. 2,0 | 8 5 3 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являются факультативными до 01.07.89.
3.14. (Исключен, Изм. №2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали одного размера, одного вида и класса толщины покрытия, вида консевации, одной марки и плавки (сталь группы ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождатся документом о качестве по ГОСТ 7566-81 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой в установленом порядке присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-81.
5. МЕТОДЫ ИСПЫТАНИЯ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний
(b – ширина листа)
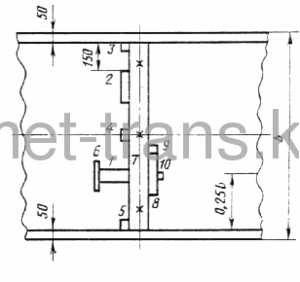
Таблица 2
| Номер образца | Рамеры образца, мм | Методы испытаний | |
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | – | На вытяжку сферической лунки (х – место испытаний) |
| 8 | 30 | 180-300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbCl3) в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно пормывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г сурьмы для класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т) на 1 м2 вычисляют по формуле
(1)
где т1 – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
т2 – масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1.10-6 м2, м2.
Для определения масы цинкового покрытия допускается применять другие методы, обюеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
(2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
(3)
где Т3 – толщина покрытия соответствующего образца, мкм;
т3 – масса образца до снятия цинка, г;
т3/ – масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S2 – площадь поверхности образца, см2
5.4.1. Среднее значение толщины и разнотолщинности цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-77. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ГОСТ 13814-68, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-81 с дополнениями:
- Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
- Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 8486-86 и ГОСТ 2695-83 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
- Рулоны из оцинкованной стали с дифференцированным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
- Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-81.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-81.
Для обвязки применяют металлическую ленту толщиной 1,2-2,0, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно – 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-77 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
www.mtt.kz
Отраслевой портал Черной металлургии России
Сортамент продукции, произведенной по стандарту:
Лента стальная холоднокатаная ГОСТ 14918-80
Производители:
Назначение:
Описание продукции:
* Информация взята с сайта производителя http://www.severstal.ru/
Лист стальной оцинкованный ГОСТ 14918-80
Производители:
Сортамент продукции ММК, применение
| Марки стали | Стандарт | Размеры, мм | Характеристики |
| 08 (кп, пс), 08Ю | ГОСТ 14918 | толщина 0,5-2,0 | По назначению – общего назначения (ОН), под окраску (ПК), для холодного профилирования (ХП), для холодной штамповки (ХШ) |
* Информация взята с сайта производителя http://www.mmk.ru/
Сортамент продукции ЧМК (Группа Северсталь), применение
| Марка стали | Стандарт | Толщина | Ширина | Длина | |||
| min | max | min | max | min | max | ||
| 08пс (мягкая сталь) | ГОСТ 14918-80 | 0.50 | 2.000 | 900.00 | 1550.00 | 1250.00 | 3000.00 |
| 08Ю (мягкая сталь) | ГОСТ 14918-80 | 0.40 | 1.500 | 900.00 | 1550.00 | 1250.00 | 3000.00 |
| Автомобилестроение и производство автокомпонентов, Нелицевые детали кузова автомобиля и автокомпоненты, Лицевые детали кузова автомобиля и автокомпоненты, Оцинкованный прокат, Оцинкованный прокат | |||||||
* Информация взята с сайта производителя http://www.severstal.ru/
Лист стальной холоднокатаный ГОСТ 14918-80
Производители:
Описание продукции, применение
| Марка | Стандарт | Толщина | Ширина | Длина | |||
| min | max | min | max | min | max | ||
| Ст2пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 | 1300.00 | 3000.00 |
| Ст3пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 | 1300.00 | 3000.00 |
| Ст1пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 | 1300.00 | 3000.00 |
| 08Ю | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 | 1300.00 | 3000.00 |
| 08пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 | 1300.00 | 3000.00 |
| Производство бытовой техники, Бытовая техника; эмалированная посуда, металлические ванны, раковины; химическая аппаратура; теплообменники | |||||||
* Информация взята с сайта производителя http://www.severstal.ru/
Оцинкованный прокат с полимерным покрытием ГОСТ 14918
Производители:
Сортамент продукции ММК, применение
| Марки стали | Стандарт | Размеры, мм |
| ГОСТ 14918 (категория вытяжки ВГ, Г, Н, группа ХП) | Толщина: от 0,4 до 1,2. Ширина: 700-1650. Диаметр рулона: внутренний: 508; 610+20 наружный: 950-2200. Масса рулона: 5-15 т. |
* Информация взята с сайта производителя http://www.mmk.ru/
Рулон стальной оцинкованный ГОСТ 14918-80
Производители:
Сортамент продукции ММК, применение
| Марки стали | Стандарт | Размеры, мм | Характеристики |
| 08 (кп, пс), 08Ю | ГОСТ 14918 | толщина 0,5-2,0 | По назначению – общего назначения (ОН), под окраску (ПК), для холодного профилирования (ХП), для холодной штамповки (ХШ) |
* Информация взята с сайта производителя http://www.mmk.ru/
Сортамент продукции ЧМК (Группа Северсталь), применение
| Марка | Стандарт | Толщина | Ширина | ||
| min | max | min | max | ||
| 08пс (мягкая сталь) | ГОСТ 14918-80 | 0.45 | 2.000 | 900.00 | 1550.00 |
| 08Ю (мягкая сталь) | ГОСТ 14918-80 | 0.40 | 1.500 | 900.00 | 1500.00 |
| Автомобилестроение и производство автокомпонентов, Нелицевые детали кузова автомобиля и автокомпоненты, Лицевые детали кузова автомобиля и автокомпоненты, Оцинкованный прокат, Оцинкованный прокат | |||||
| Марка | Стандарт | Толщина | Ширина | ||
| min | max | min | max | ||
| 08Ю | ГОСТ 14918-80 | 0.450 | 2.000 | 500.00 | 1500.00 |
| Для строительства (дороги, мосты, эстакады), Производство металлоконструкций и строительных компонентов из оцинкованного металлопроката и металлопроката с полимерным покрытием, Изготовление кровли, водосточных систем, вентиляционных систем, оконных пофилей, заборов, ворот | |||||
| Марка | Стандарт | Толщина | Ширина | ||
| min | max | min | max | ||
| Ст3пс | ГОСТ 14918-80 | 0.500 | 0.720 | 900.00 | 1400.00 |
| 08пс | ГОСТ 14918-80 | 0.500 | 1.500 | 900.00 | 1500.00 |
| 08пс | ГОСТ 14918-80 | 0.400 | 0.490 | 900.00 | 1250.00 |
| 08Ю | ГОСТ 14918-80 | 0.500 | 1.500 | 900.00 | 1500.00 |
| 08Ю | ГОСТ 14918-80 | 0.400 | 0.490 | 900.00 | 1250.00 |
| Ст1пс | ГОСТ 14918-80 | 0.500 | 1.500 | 900.00 | 1500.00 |
| Ст1пс | ГОСТ 14918-80 | 0.400 | 0.490 | 900.00 | 1250.00 |
| Ст2пс | ГОСТ 14918-80 | 0.500 | 0.720 | 900.00 | 1400.00 |
| Ст2пс | ГОСТ 14918-80 | 0.730 | 2.000 | 900.00 | 1500.00 |
| Ст3пс | ГОСТ 14918-80 | 0.730 | 2.000 | 900.00 | 1500.00 |
| Производство бытовой техники, Для строительства (жилые дома, промышленные объекты, коммерчсекая недвижимость, инфраструктурные объекты и объекты социального назначения), Для строительства (дороги, мосты, эстакады), Внутренние детали, детали корпуса, усиление конструкции бытовой техники (в т.ч. в условиях повышенной влажности), Изготовление кровли, водосточных систем, вентиляционных систем, оконных пофилей, заборов, ворот, Производство металлоконструкций, дорожных ограждениий и мостов, Мостостроение и производство дорожных ограждений | |||||
* Информация взята с сайта производителя http://www.severstal.ru/
Рулон стальной холоднокатаный ГОСТ 14918-80
Производители:
Описание продукции, применение
| Марка | Стандарт | Толщина | Ширина | ||
| min | max | min | max | ||
| 08Ю | ГОСТ 14918-80 | 0.450 | 2.000 | 900.00 | 1550.00 |
| 08пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 |
| Ст3пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 |
| Ст1пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 |
| Ст2пс | ГОСТ 14918-80 | 0.400 | 2.000 | 900.00 | 1550.00 |
| Ст2пс | ГОСТ 14918-80 | 0.400 | 2.000 | 100.00 | 499.00 |
| Производство бытовой техники, Бытовая техника; эмалированная посуда, металлические ванны, раковины; химическая аппаратура; теплообменники | |||||
Обозначение стандарта:ГОСТ 14918-80
Статус стандарта:действующий
Заголовок на русском языке:Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
Заголовок на английском языке:Continuously galvanized sheet steel. Specifications
Дата введения в действие:01.07.1981
Область и условия применения:Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий
Взамен:ГОСТ 14918-69
Список изменений:№1 от –1982-01-01 (рег. –1981-09-02) «Срок действия продлен» №2 от –1987-01-01 (рег. –1986-06-26) «Срок действия продлен»
Отказ от ответственности
Информация, размещенная на страницах Интернет-ресурса www.russianmet.ru (в дальнейшем Интернет-сайт), предназначена полностью для свободного доступа и ознакомления всеми заинтересованными лицами.
Интернет-сайт не гарантирует полноту данных, своевременность, доступность информации, а так же не обеспечивает прочие явно выраженные или подразумеваемые гарантии. Доступ к Интернет-сайту, а также использование его Содержимого осуществляются исключительно по вашему усмотрению и на ваш риск.
Администрация (владельцы Интернет-сайта, должностные лица и прочие представители Интернет-сайта) делает все возможное, чтобы предоставить пользователям Интернет-сайта достоверную и проверенную информацию, но вероятность возникновения ошибок не исключена.
На Интернет-сайте могут находиться гиперссылки, ведущие на сторонние Интернет-ресурсы. Данные ссылки не означают, что администрация Интернет-сайта одобряет содержание других Интернет-сайтов. Владельцы Интернет-сайта, должностные лица и иные представители Интернет-сайта не несут никакой ответственности за доступность других ресурсов и за информацию, размещенную на них. Это утверждение относится ко всем гиперссылкам, представленным на Интернет-сайте, и содержанию всех ресурсов, доступных через баннеры и ссылки на Интернет-сайте по адресу www.russianmet.ru.
Администрация принимает целесообразные меры для обеспечения правильности, актуальности и правомерности размещенной информации, но не берет на себя ответственность за деятельность лиц или организаций, прямо или иным образом осуществленную на основании информации, размещенной на Интернет-сайте или полученной через него, как предоставленной Администрацией, так и третьими лицами.
Согласно действующему законодательству, Администрация отказывается от каких-либо заверений и гарантий, предоставление которых может иным образом подразумеваться, и отказывается от ответственности в отношении Интернет-сайта, Содержимого и их использования. Администрация Интернет-сайта ни при каких обстоятельствах не несет ответственности ни перед какой стороной за какой-либо прямой, непрямой, особый или иной косвенный ущерб, полученный вследствие любого использования информации на этом Интернет-сайте или на любом другом Интернет-сайте, на который имеется гиперссылка с нашего Интернет-сайта, появление зависимости, снижения продуктивности, увольнения или прерывания трудовой активности, а также и отчисления из учебных учреждений, за любую упущенную выгоду, приостановку хозяйственной деятельности, потерю программ или данных в Ваших информационных системах или иным образом, возникшие в связи с доступом, использованием или невозможностью использования Интернет-сайта, Содержимого или какого-либо связанного Интернет-сайта, или неработоспособностью, ошибкой, упущением, перебоем, дефектом, простоем в работе или задержкой в передаче, компьютерным вирусом или системным сбоем, даже если администрация будет явно проинформирована о возможности такого ущерба.
За рекламу, размещаемую на Интернет-сайте, несет ответственность лишь рекламодатель. Интернет-сайт отдельно предупреждает о том, что не гарантирует возможность приобретения или использования тех или иных товаров или услуг по ценам и/или на условиях, указываемых в рекламных блоках (текстах, баннерах). Вы соглашаетесь с тем, что Интернет-сайт не несет никакой ответственности за возможные последствия (включая любой ущерб), возникшие по причине какого-либо взаимодействия с рекламодателями.
Любые торговые марки, знаки и наименования товаров, служб и организаций, права на дизайн, авторские и смежные права, которые упоминаются, используются или цитируются на страницах Интернет-сайта, принадлежат их законным владельцам, и их использование здесь не дает вам право на любое другое использование.
Если не указано иное, страницы данного Интернет-сайта никак не связаны с правообладателями, и никто кроме правообладателя не может распоряжаться правами на использование материалов, защищенных авторским правом. Вы несете ответственность за использование этих и подобных материалов.
Чтение, распространение или изменение информации, предоставленной на данном Интернет-сайте, может являться нарушением законов того государства, где вы просматриваете этот Интернет-сайт.
Пользователь соглашается с тем, что все возможные споры будут решаться по нормам права РФ.
Пользователь соглашается с тем, что нормы и законы о защите прав потребителей не могут быть применимы к использованию им Интернет-сайта, так как он не оказывает возмездных услуг.
Компоновка страниц, графики, логотип, и рисунки, размещенные на данном Интернет-сайте, защищены авторским правом.
Если в соответствие с действующими законами какие-либо условия будут признаны недействительными, другие условия остаются в силе.
Используя данный Интернет-сайт, Вы выражаете свое согласие с “Отказом от ответственности” и установленными Правилами и принимаете всю ответственность, которая может быть на Вас возложена.
Администрация Интернет-сайта оставляет за собой право в любое время вносить изменения в Правила, вступающие в силу немедленно. Продолжение пользования Интернет-сайтом после внесения изменений означает Ваше автоматическое согласие на соблюдение новых правил.
www.russianmet.ru
ГОСТ 14918-80* – Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия.
ГОСТ 14918-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ Технические условия Continuously galvanized sheet steel. Specifications |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена
01.07.81
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки - ХШ,
для холодного профилирования – ХП,
под окраску (дрессированная) – ПК,
общего назначения – ОН;
по способности к вытяжке
(сталь группы XШ) на категории
нормальной вытяжки – Н,
глубокой вытяжки – Г,
весьма глубокой вытяжки - ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью – HP,
с уменьшенной разнотолщинностью – УР.
(Измененная редакция, Изм. № 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации - КР,
без узора кристаллизации – МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1.
Таблица 1
|
Класс толщины |
Масса 1 м2 слоя покрытия, нанесенного с двух сторон, r |
Толщина покрытия, мкм |
|
П (повышенный) |
Св. 570 до 855 включ. |
Св. 40 до 60 включ. |
|
1 |
» 258 » 570 » |
» 18 » 40 » |
|
2 |
От 142,5» 258 » |
От 10 » 18 » |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
(Измененная редакция, Изм. № 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел. 2. (Измененная редакция, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а.
Таблица 1a
|
Оцинкованная сталь |
Марка холоднокатаной стали для изготовления оцинкованной стали |
||
|
Группа |
Категория вытяжки |
первой категории качества |
высшей категории качества |
|
ХШ |
Н, Г |
Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 |
Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с содержанием серы не более 0,035 % и фосфора – не более 0,020 % и ГОСТ 380-94 с массовой долей серы не более 0,035 % и фосфора – не более 0,025 % |
|
ХШ |
ВГ |
08пс, 08кп, 08Ю по ГОСТ 9045-93 |
08пс, 08кп, 08Ю по ГОСТ 9045-93 |
|
08пс, 08кп, 10 кл по ГОСТ 1050-88 |
08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030 % и фосфора – не более 0,020 % |
||
|
ХП, ПК |
– |
08пс по ГОСТ 9045-93 |
08пс по ГОСТ 9045-93 |
|
08, 08пс по ГОСТ 1050-88 |
08, 08па по ГОСТ 1050-88 |
||
|
БСт0, БСт1, БСт2, БСтЗ всех степеней раскисления по ГОСТ 380-94 |
БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы не более 0,04 % и фосфора – не более 0,035 % |
||
|
ОН |
– |
Марки стали с химическим составом по ГОСТ 380-94, ГОСТ 9045-93 и ГОСТ 1050-88 |
Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-94 с массовой долей серы не более 0,045 % и фосфора – не более 0,040 % |
(Измененная редакция, Изм. № 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.4 – 3.4.2. (Измененная редакция, Изм. № 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.
(Измененная редакция, Изм. № 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П – не более 16, для класса 1 – не более 10, для класса 2 – не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П – не более 12, класса 1 – не более 8 и класса 2 – не более 3 мкм.
(Измененная редакция, Изм. № 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Таблица 1б
|
Оцинкованная сталь |
Временное сопротивление разрыву sВ, МПа |
Предел текучести sТ, МПа, не менее |
Относительное удлинение d4, %, не менее, при l0 = 80 мм для стали толщиной, мм |
||||
|
группы |
категории вытяжки |
до 0,7 |
св. 0,7 |
св. 1,5 |
св. 2,0 |
||
|
|
Н |
300-490 |
– |
21 |
22 |
23 |
24 |
|
ХШ |
Г |
275-430 |
– |
23 |
24 |
25 |
26 |
|
|
ВГ |
255-410 |
– |
26 |
28 |
29 |
30 |
|
ХП, ПК |
– |
– |
230 |
20 |
22 |
– |
– |
|
ОН |
– |
– |
– |
– |
– |
– |
– |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89.
При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают.
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Таблица 1в
|
Толщина оцинкованной стали |
Глубина сферической лунки для категорий вытяжки, не менее |
||
|
ВГ |
Г |
Н |
|
|
0,5 |
8,5 |
8,0 |
6,9 |
|
0,6 |
8,9 |
8,5 |
7,2 |
|
0,7 |
9,2 |
8,9 |
7,5 |
|
0,8 |
9,5 |
9,3 |
7,8 |
|
0,9 |
9,9 |
9,6 |
8,2 |
|
1,0 |
10,1 |
9,9 |
8,6 |
|
1,1 |
10,3 |
10,1 |
8,7 |
|
1,2 |
10,5 |
10,3 |
8,8 |
|
1,3 |
10,7 |
10,5 |
8,9 |
|
1,4 |
10,8 |
10,6 |
9,0 |
|
1,5 |
11,0 |
10,8 |
9,1 |
|
1,6 |
11,3 |
11,0 |
9,5 |
|
1,7 |
11,4 |
11,1 |
9,6 |
|
1,8 |
11,5 |
11,2 |
9,7 |
|
1,9 |
11,6 |
11,3 |
9,8 |
|
2,0 |
11,7 |
11,4 |
9,9 |
Примечания:
1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины.
2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89.
3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм.
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки – на 0,2 мм больше норм табл. 1в.
3.10 – 3.10.2. (Измененная редакция, Изм. № 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г.
Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г – в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г.
Таблица 1г
|
Толщина оцинкованной стали, мм |
Количество перегибов |
|
До 0,8 включ. |
8 |
|
Св. 0,8 » 1,2 » |
5 |
|
» 1,2 » 2,0 » |
3 |
|
» 2,0 |
2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89.
(Измененная редакция, Изм. № 2).
3.14. (Исключен, Изм. № 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний (b – ширина листа)
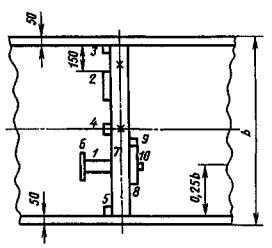
Таблица 2
|
Номер образца |
Размеры образца, мм |
Метод испытаний |
|
|
ширина |
длина |
||
|
1,2 |
50 |
150 |
На прочность сцепления цинкового покрытия с основным металлом |
|
3, 4, 5 |
50 |
50 |
На определение массы цинкового покрытия и разнотолщинности |
|
6 |
20 |
150 |
На перегиб |
|
7 |
90 |
– |
На вытяжку сферической лунки (x-место испытаний) |
|
8 |
30 |
180-300 |
На растяжение |
|
9, 10 |
30 |
40 |
Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам – ± 3 мм.
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (m) на 1 м2 вычисляют по формуле
|
(1) |
где – масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
– масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S – фактическая площадь поверхности образцов с погрешностью 1·10-6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
|
(2) |
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
|
(3) |
где – толщина покрытия соответствующего образца, мкм;
– масса образца до снятия цинка, г;
– масса образца после снятия цинка, г;
7,13 – плотность цинка, г/см3;
S3 – площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита – по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение – по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм – 2 шт.; свыше 1200 мм – соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94.
Для обвязки применяют металлическую ленту толщиной 1,2 – 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно - 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами.
Разд. 6. (Измененная редакция, Изм. № 2).
snipov.net