Гост 3241 91 канаты стальные технические условия: ГОСТ 3241-91 Канаты стальные. Технические условия / 3241 91
alexxlab | 01.06.1984 | 0 | Разное
ГОСТ 3241-91 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ КАНАТЫ СТАЛЬНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01. Настоящий стандарт распространяется на стальные канаты общего назначения*. ________ * См. примечание ФГУП «СТАНДАРТИНФОРМ». (Измененная редакция, Изм. № 1, 2). 1.1. Канаты подразделяются по признакам 1.1.1. По конструкции: одинарной свивки – состоящие из проволок, свитых по спирали в один или несколько концентрических слоев, двойной свивки – состоящие из прядей, свитых в один или несколько концентрических слоев, тройной свивки – состоящие из канатов двойной свивки (стренг), свитых в концентрический слой. 1.1.2. По форме поперечного сечения: круглые, плоские. 1.1.3. По форме поперечного сечения прядей: круглопрядные, фасоннопрядные. 1.1.4. По типу свивки прядей и канатов одинарной свивки: с точечным касанием проволок между слоями – ТК, с линейным касанием проволок между слоями – ЛК, с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди – ЛК-О, с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди – ЛК-Р, с линейным касанием проволок между слоями и проволоками заполнения – ЛК-З, с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра – ЛК-РО, с комбинированным точечно-линейным касанием проволок - ТЛК, с полосовым касанием проволок в прядях – ПК. (Измененная редкция, Изм. № 3). 1.1.5. По материалу сердечника: с органическим сердечником: из натуральных или химических волокон – ОС, из твердого полимера – ПС, с металлическим сердечником – МС, с металлоорганическим сердечником: из металла и натуральных или химических волокон – МОС, из металла и твердого полимера – МПС. (Новая редкция, Изм. № 3). 1.1.6. По способу свивки: нераскручивающиеся – Н, раскручивающиеся. 1.1.7. По степени уравновешенности: рихтованные – Р, нерихтованные. 1.1.8. По направлению свивки каната: правой, левой – Л. Направление свивки каната определяется: для канатов одинарной свивки – направлением свивки проволок наружного слоя, для канатов двойной свивки – направлением свивки прядей наружного слоя, для канатов тройной свивки – направлением свивки стренг в канат. 1.1.9. По сочетанию направлений свивки каната и его элементов в канатах двойной и тройной свивки: крестовой свивки (направление свивки каната и направление свивки стренг и прядей противоположны), односторонней свивки (направление свивки пряди и направление свивки проволоки в пряди одинаковы) – О, комбинированной свивки – К. (Измененная редкция, Изм. № 3). 1.1.10. По степени крутимости: крутящиеся (с одинаковым направлением свивки проволок в канатах одинарной свивки, прядей или стренг), малокрутящиеся (многослойные многопрядные и одинарной свивки с противоположным направлением свивки элементов по слоям) – МК. 1.1.11. По механическим свойствам марок ВК, В, 1. 1.1.12. По виду покрытия : поверхности проволок в канате: из проволоки без покрытия, из оцинкованной проволоки: в зависимости от поверхностной плотности цинка – С, Ж, ОЖ; поверхность каната или его элементов: без покрытия поверхности, с покрытием поверности полимерными материалами – П. (Новая редкция, Изм. № 3). 1.1.13. По назначению: грузолюдские (марок ВК, В) – ГЛ, грузовые – Г. 1.1.14. По точности изготовления: повышенной – Т, нормальной. Рекомендации по применению канатов приведены в приложении 1. 1.2. Конструкция, основные характеристики и диаметры
канатов указываются в соответствующих стандартах на сортамент. Допускается по требованию потребителя изготовление канатов промежуточных диаметров или прочностных характеристик, не предусмотренных в стандартах на сортамент. (Измененная редкция, Изм. № 3). 1.3. Диаметр каната, назначение, марка, вид покрытия, направление свивки, сочетание направлений свивки, способ свивки, степень уравновешенности, степень крутимости, точность изготовления, маркировочная группа, обозначение соответствующего стандарта на сортамент указываются потребителем и входят в условное обозначение каната. 2.1. Характеристики 2.1.1. Стальные канаты и металлические сердечники должны изготовляться из проволоки по ГОСТ 7372. Канаты изготовляются по технологическому регламенту, утвержденному в установленном порядке. 2.1.2. В качестве
органических сердечников должны применяться: пеньковые, сизалевые,
полипропиленовые сердечники по ГОСТ 5269
или другой нормативной документации; джутовые, пенокоджутовые сердечники по
нормативной документации; сердечники из твердого полимера или других химических
волокон по нормативной документации; пряжа хлопчатобумажная и корд
хлопчатобумажный по нормативной документации. Допускается по согласованию изготовителя с потребителем применение сердечника из других материалов. При отсутствии требований потребителя выбор материала сердечника производится изготовителем. (Измененная редкция, Изм. № 3). 2.1.3.* Сердечники из натурального волокна, хлопчатобумажной пряжи и корда должны быть пропитаны смазкой по ГОСТ 15037 или смазкой по нормативно-технической документации. По требованию потребителя сердечник не пропитывается. ________ * См. примечание ФГУП «СТАНДАРТИНФОРМ». 2.1.2, 2.1.3 (Измененная редакция, Изм. № 2). 2.1.4. Канаты из проволоки без покрытия и оцинкованной должны быть смазаны канатными смазками по нормативно-технической документации. По согласованию изготовителя с потребителем допускается нанесение на канат других видов смазки. По требованию потребителя канаты изготовляются
несмазанными полностью или с несмазанной наружной поверхностью. 2.1.5. В канате не должно быть западающих, перекрещивающихся и оборванных проволок, западающих прядей. Допускается на поверхности оцинкованной проволоки канатов и на поверхности прядей с полосовым касанием проволок наличие следов силовой обработки. 2.1.4, 2.1.5 (Измененная редкция, Изм. № 3). 2.1.6.* Диаметры проволок в канатах должны соответствовать требованиям стандартов на сортамент. Допускается уточнение диаметров проволок, при этом равные диаметры проволок одного слоя изменяются на одинаковую величину. ________ * См. примечание ФГУП «СТАНДАРТИНФОРМ». (Измененная редакция, Изм. № 2). 2.1.7. Проволоки должны быть соединены стыковой электросваркой или высокотемпературной пайкой. Допускается концы оборванных проволок диаметром 0,55
мм и менее заделывать посредством прошивки через сечение прядей или соединять
узлом. При этом допускается местное утолщение и нарушение свивки в месте
соединения концов проволоки. В канатах марки 1 на одном метре каната допускается не более двух соединений проволок в разных поперечных сечениях, в канатах марок ВК и В – не более одного соединения на расстоянии 10 м. 2.1.8. Канат должен иметь по всей длине равномерный шаг свивки элементов каната. Шаг свивки наружного слоя проволок в прядях линейного касания проволок, точечного касания проволок, в трехгранных прядях и однопрядных металлических сердечниках должен составлять не более 11 диаметров пряди. Шаг свивки проволок в канатах одинарной свивки, а также в канатах и прядях конструкции 1 + 6 должен быть не более 11 диаметров пряди. Шаг свивки круглопрядных канатов должен составлять не более 7 диаметров в канатах двойной свивки, стренгах и канатах тройной свивки и металлических сердечниках. Шаг свивки в канатах фасоннопрядных должен составлять не более 7,5 диаметров каната, в стренгах и прядях плоскоко каната - 16 диаметров. 2. Для канатов диаметром до 14,5 мм включительно конец каната может быть заварен вместо обвязки. Торцы канатов диаметром более 57,0 мм с металлическим сердечником должны быть заварены. По требованию потребителя допускается другой способ заделки конца каната, обеспечивающий целостность каната, предотвращающий его раскручивание и облегчающий монтаж. 2.1.10. Диаметр каната, ширина и толщина плоского каната должны соответствовать нормам, указанным в соответствующих стандартах на сортамент стальных канатов. Предельное отклонение по ширине и толщине плоских канатов должно быть не более: – для повышенной точности, ± 8 % – для нормальной точности. Предельное отклонение по диаметру каната должно соответствовать указанным в табл. 1 и 2. Таблица 1
Таблица 2
Канаты с органическим сердечником могут иметь зазоры
между прядями, при этом диаметр каната не должен превышать предельных
отклонений, приведенных в табл. 1. Допускается зазор между прядями в канатах с
металлическим или металлоорганическим сердечником и выступающий ворс от
органического сердечника в канатах с органическим сердечником. 2.1.8 – 2.1.10 (Измененная редкция, Изм. № 3). 2.1.11. Длина каната устанавливается потребителем. Допускаемое отклонение по длине должно быть не более для канатов длиной: £ 400 м – > 400 м – на каждые 1000 м или их части. При отсутствии указания длины канат изготовляют длиной не менее 200 м. Канаты длиной менее 200 м поставляют по согласованию с потребителем. В случае, если указывается кратная или монтажная длина, а канат изготовляется общей длиной, то предприятие-изготовитель накладывает проволочные вязки на указанные длины. 2.1.12.* Механические свойства проволок, взятых из каната, должны соответствовать требованиям ГОСТ 7372. Допускаемый разбег временного сопротивления разрыву проволок, взятых из каната, за исключением центральной проволоки и проволок заполнения, не должен превышать значений, приведенных в табл. 3. ________ *
См. примечание ФГУП «СТАНДАРТИНФОРМ». Таблица 3
Значения допускаемого разбега временного сопротивления
разрыву округляются до целых чисел в сторону увеличения. Допускается снижение числа перегибов и скручиваний проволок на единицу и показателей по разрыву с узлом на 2 % от норм, установленных ГОСТ 7372. В канатах из проволоки без покрытия допускается замена проволок внутреннего слоя, центральных проволок и проволок сердечника оцинкованными проволоками соответствующего диаметра. При этом оцинкованная проволока должна удовлетворять требованиям, предъявляемым к проволоке без покрытия. В канатах из оцинкованной проволоки замена оцинкованных проволок проволоками без покрытия не допускается. (Измененная редакция, Изм. № 2, 3). 2.1.13. Поверхностная плотность цинка и сцепление его со стальной основой должны соответствовать требованиям ГОСТ 7372. Допускается на испытанных проволоках, взятых из
каната, снижение поверхностной плотности цинка на 5 % от норм, установленных ГОСТ 7372,
при этом среднее арифметическое значение поверхностной плотности цинка должно
соответствовать ГОСТ 7372
для проволок каждого диаметра. 2.1.14. Суммарное разрывное усилие всех проволок в канате и разрывное усилие каната в целом должно быть не менее значений, указанных в соответствующих стандартах на сортамент при заданной маркировочной группе (приложение 5). Для промежуточных диаметров круглопрядных канатов и маркировочных групп канатов, для которых в стандартах на сортамент отсутствуют значения разрывных усилий каната, значение суммарного разрывного усилия каната должно быть не менее произведения площади поперечного сечения всех проволок в канате и маркировочной группы каната, значение разрывного усилия каната в целом – не менее произведения суммарного разрывного усилия всех проволок в канате и коэффициента потерь при свивке соответствующей маркировочной группы. (Измененная редакция, Изм. № 1). 2.1.15. При изготовлении каната в рихтованном исполнении максимальное отклонение оси каната на отрезке длиной, равной 50 его диаметров, должно быть не более: 10 диаметров для канатов с органическим сердечником, 15 диаметров для канатов с металлическим и
металлоорганическим сердечником и канатов одинарной свивки. 2.1.14, 2.1.15 (Измененная редкция, Изм. № 3). 2.2. Маркировка 2.2.1.* Каждый канат должен быть снабжен ярлыком из материала, обеспечивающего сохранность маркировки, на котором следует указать: ________ * См. примечание ФГУП «СТАНДАРТИНФОРМ». наименование или товарный знак предприятия-изготовителя; номер каната в системе нумерации предприятия-изготовителя; условное обозначение каната; длину каната или каждого отрезка, считая от шейки барабана, м; массу брутто, кг; дату изготовления каната. При обязательной сертификации на ярлык или барабан с канатами наносится изображение знака соответствия. Ярлык прибивается гвоздями на видном месте щеки барабана, а к бухте крепится мягкой проволокой. При намотке каната на металлический барабан ярлык может крепиться к концу каната. Допускаются другие способы крепления ярлыка,
обеспечивающие надежность крепления, сохранность ярлыка и информации на нем. (Измененная редакция, Изм. № 1, 2, 3). 2.2.2. Транспортная маркировка – по ГОСТ 14192. 2.3. Упаковка 2.3.1. Канаты наматываются на деревянные барабаны по ГОСТ 11127 или металлические барабаны, а также на возвратные барабаны с использованием их в установленном порядке, или в бухты. Рекомендуемые габаритные размеры бухт: наружный диаметр – не более 1200 мм, высота бухты – не более 800 мм, внутренний диаметр бухты должен быть не менее 15 номинальных диаметров каната. Диаметр шейки барабана должен быть не менее 15 номинальных диаметров каната. Борт барабана должен выступать над наружным слоем намотанного каната не менее чем на два диаметра каната при диаметре 25 мм и менее и на 50 мм при диаметре каната более 25 мм. Допускается наматывать на барабан несколько отрезков каната одного типоразмера. Концы каната должны быть прочно закреплены. Наружный
конец каната обвязывается органическим сердечником по ГОСТ
5269 или другой нормативно-технической документации, или проволокой по ГОСТ
3282 или другой нормативно-технической документации, или прядью, или
канатом, или лентой по ГОСТ 3560
и крепится к внутренней стороне щеки барабана. 2.3.2. Барабаны с канатами грузолюдского назначения по требованию потребителя обшивают досками, максимальный зазор между которыми должен быть не более 50 мм, или канат оборачивают полимерной пленкой по ГОСТ 10354 или другой нормативно-технической документации, или водонепроницаемой бумагой по ГОСТ 8828 или ГОСТ 515, или другим водонепроницаемым материалом в соответствии с нормативно-технической документацией. Канат, смотанный в бухту, должен быть крепко перевязан мягкой проволокой по ГОСТ 3282 или другой нормативно-технической документации, или прядью каната, или лентой по ГОСТ 3560 или другой нормативно-технической документации не менее чем в четырех местах, равномерно расположенных по окружности. (Измененная редкция, Изм. № 3). 2.3.3.* Упаковка канатов, отгружаемых в районы
Крайнего Севера и приравненные к ним
местности, а также канатов, отправляемых
морским путем, производится по ГОСТ 15846. ________ * См. примечание ФГУП «СТАНДАРТИНФОРМ». (Измененная редакция, Изм. № 2). 3.1. Канаты принимают партиями. Партия должна состоять из каната одного типоразмера в одной единице упаковки, оформленной одним документом о качестве, в котором указывают: товарный знак или наименование и товарный знак предприятия-изготовителя; номер каната в системе нумерации предприятия-изготовителя; условное обозначение каната; длину каната или каждого отрезка; массу брутто каната; суммарное разрывное усилие всех проволок в канате или разрывное усилие каната в целом; материал органического сердечника; дату изготовления каната; тип смазки каната; номер барабана; штамп технического контроля; изображение знака соответствия при обязательной сертификации. (Измененная редакция, Изм. № 1, 3). 3.2. Внешний вид, размер, шаг свивки, нераскручиваемость
проверяются на каждом барабане/бухте каната. Механические свойства проволок, суммарное разрывное усилие, качество цинкового покрытия проверяют на каждой производственной длине каната. Примечание – За производственную длину принимают длину готового каната одного типоразмера, изготовленного из одной заправки свивальной машины. (Новая редкция, Изм. № 3). 3.3. Проверку разрывного усилия каната в целом производят по требованию потребителя. 3.4. Результаты испытаний на растяжение, скручивание,
перегиб и контроль диаметра проволок считаются удовлетворительными, если
суммарная площадь поперечного сечения проволок, не соответствующих требованиям
настоящего стандарта, составляет не более 5 % номинальной площади сечения всех
проволок в канате при 100 %-ном испытании, не более 2 % номинальной площади
сечения каната при 25- и 10 %-ном испытаниях проволок в канате, а для канатов
одинарной свивки количество проволок, неудовлетворяющих требованиям стандарта,
не должно превышать 5 % испытанных проволок из каната. При несоответствии результатов испытаний требованиям настоящего стандарта проводится повторное испытание каната. Результаты повторных испытаний считаются удовлетворительными, если суммарная площадь поперечного сечения проволок, не соответствующих требованиям настоящего стандарта при 100 %-ном испытании, составляет не более 5 % номинальной площади сечения всех проволок в грузолюдском канате и не более 8 % – в грузовом канате. Результаты повторных испытаний распространяют на всю партию. Примечание – При определении механических свойств проволок,
взятых из прядей с полосовым касанием, измерение диаметра проволок не
производится. Определение временного сопротивления разрыву проволоки
производится путем отнесения разрывного усилия проволоки к площади ее
поперечного сечения, номинальный диаметр которой указан в соответствующем
нормативном документе. (Измененная редкция, Изм. № 3). 4.1. Для проверки механических свойств, размера проволок каната, наличия смазки в канате и сердечнике, качества цинкового покрытия от каждого каната отбирают отрезок длиной не менее: 1,0 м – для канатов из проволоки без покрытия, 1,5 м – для канатов из оцинкованной проволоки. От отрезка каната отбирают проволоки в количестве, указанном в табл. 4. Таблица 4
Количество проволок, полученное расчетом, округляется
до целого числа в сторону увеличения. При повторном испытании каната количество испытываемых проволок должно соответствовать нормам для грузолюдского каната. 4.2. Определение разрывного усилия каната в целом приведено в приложении 3. Для канатов марок ВК, В и 1 грузового назначения при испытании каната на разрывное усилие в целом допускается оценивать марку каната по результатам испытания механических свойств 10 % проволок каждого диаметра в канате, но не менее трех. 4.3. Осмотр поверхности каната, наличие смазки в канате и сердечнике проводится визуально без увеличительных приборов. 4.4. Диаметр каната должен проверяться, как показано на черт. 1, штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм или микрометром по ГОСТ 6507 с ценой деления 0,01 мм на расстоянии не менее 5 м от конца каната в ненагруженном состоянии. Измерение диаметра каната проверяется в двух
взаимно-перпендикулярных направлениях в одном поперечном сечении каната на
расстоянии друг от друга не менее 1 м. Черт. 1 Ширина и толщина плоского каната должна проверяться линейкой по ГОСТ 427 с ценой деления 1 мм. Ширина плоского каната измеряется без учета толщины ушивальника. (Измененная редкция, Изм. № 3). 4.5. Шаг свивки каната должен проверяться линейкой по ГОСТ 427 с ценой деления 1 мм на расстоянии не менее 5 м от конца каната. За длину шага свивки принимается среднее арифметическое не менее чем трех измерений. 4.6. Длина каната определяется по счетчику при его изготовлении. 4.7. Проверка нераскручиваемости каната должна
осуществляться удалением перевязок и мест заварки. В нераскручивающихся канатах
пряди в канатах двойной и тройной свивки, наружные пряди в многопрядных
канатах, проволоки в канатах одинарной свивки могут раскручиваться на
расстоянии не более одного шага свивки от конца каната или могут раскручиваться
на расстоянии не более пяти шагов свивки таким образом, чтобы их можно было легко
возвратить в прежнее положение. 4.8. Для проверки степени уравновешенности канат длиной, равной 50 его диаметров, свободно располагают на горизонтальной поверхности и измеряют максимальное отклонение оси каната от прямой, проведенной между его концами. 4.9. Диаметры проволок должны проверяться микрометром по ГОСТ 6507 с ценой деления 0,01 мм в двух взаимно перпендикулярных направлениях в одном поперечном сечении проволоки на прямолинейном участке. 4.10. Испытание проволок на растяжение проводят по ГОСТ 10446. 4.11. Испытание проволок на скручивание проводят по ГОСТ 1545. 4.12. Испытание проволок на перегиб проводят по ГОСТ 1579. 4.13. Качество цинкового покрытия должно проверяться по ГОСТ 7372. 4.14. Суммарное разрывное усилие всех проволок в канате (Р) в ньютонах вычисляют по результатам испытания проволок на растяжение по формуле где i - число групп проволок одинакового диаметра; z – количество испытанных проволок каждой группы по диаметру; Pz – разрывное усилие одной проволоки данной группы по диаметру, Н; п – количество
проволок каждой группы по диаметру. Фактическую оценку маркировочной группы каната производят по результатам испытаний. Канат может быть отнесен к любой из маркировочных групп, если суммарное разрывное усилие или разрывное усилие каната в целом, а также число перегибов и скручиваний проволок не ниже установленных норм для данной группы. (Измененная редкция, Изм. № 3). 4.15. Проверка разрывного усилия каната в целом должна проводиться на разрывной машине с максимальным усилием, не превышающим предполагаемое разрывное усилие каната более чем в пять раз, и в соответствии с приложением 3. Испытание считают действительным, если разрывное усилие каната соответствует требованиям стандарта на сортамент. В случае несоответствия разрывного усилия стандартным значениям проводится повторное испытание, результаты которого являются окончательными, если разрыв образца произошел не ближе 50 мм от места закрепления концов каната. 4.16. Допускается использовать для контроля механических
свойств проволок в канате и подразделения канатов по маркам и маркировочным
группам методы статистической обработки результатов испытаний, изложенные в
приложении 4. (Новая редкция, Изм. № 3). 5.1. Канаты транспортируют транспортом всех видов в крытых и открытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Размещение и крепление грузов при железнодорожных перевозках осуществляется в соответствии с Правилами погрузки и крепления грузов, действующими в установленном порядке. Транспортирование канатов по железной дороге проводится повагонными, малотоннажными или мелкими отправками. (Измененная редакция, Изм. № 1). 5.2. Хранение канатов – по условиям 5 ГОСТ 15150. При хранении у потребителя каната, намотанного на
барабан, ось барабана должна быть параллельна полу, на котором барабан
установлен. Поступившие на хранение канаты подлежат немедленному осмотру и смазке канатной смазкой оголенных при транспортировании и погрузочно-разгрузочных работах участках каната. При длительном хранении канаты должны периодически не реже, чем через 6 месяцев, осматриваться по наружному слою и смазываться канатной смазкой. РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СТАЛЬНЫХ КАНАТОВ 1. По маркам Для подъема (перемещения) людей или людей и груза применяются канаты марок ВК и В. Для подъема (перемещения) груза, в качестве растяжек, несущих конструкций и др. применяются канаты марок В и 1. 2. По маркировочным группам Таблица 5
3. Таблица 6
4. Таблица 7 (Исключена, Изм. № 3). Приложение 2 (Исключено, Изм. № 3). КАНАТЫ СТАЛЬНЫЕ ПРОВОЛОЧНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ, 1. Назначение и область применения Настоящий международный стандарт устанавливает метод испытания на растяжение до разрыва для определения фактической разрывной нагрузки стальных проволочных канатов общего назначения. Этот метод может быть применен и к другим канатам, если в стандарте особо не оговорено использование этого метода или приводится другой. 2. Расчетная длина Расчетная длина (расстояние между зажимами) должна соответствовать данным, приведенным в табл. 8. Таблица 8 мм
(Измененная редакция, Изм. Черт. 2 3. Образец для испытания Минимальная длина образца состоит из расстояния между зажимами с припусками. Образец берется от каната и не должен иметь дефектов. Перед выбором образца концы его должны быть закреплены для предотвращения разматывания. Таким же образом должен быть закреплен и канат, от которого берется образец. Когда отрезают образец от каната, то ни тот, ни другой не должны быть повреждены. Во время испытания образец зажимается так, чтобы все проволоки каната несли нагрузку. Целесообразно на образец надевать конические зажимные патроны. Когда применяются такие зажимные патроны, то необходимо иметь в виду, что литой материал должен обладать способностью проникать и создавать скрытое сцепление с нескрученными проволоками. 4. Испытание 4.1. Сразу может быть приложено не более 80 % минимальной
разрывной нагрузки, указанной в соответствующих стандартах на сортамент. 4.2. Фактическая разрывная нагрузка достигается тогда, когда больше невозможно увеличить нагрузку. 4.3. Испытания, при которых разрыв происходит внутри или рядом с зажимами, могут быть забракованы по усмотрению изготовителя в тех случаях, если не достигнута минимальная разрывная нагрузка. 4.4. Испытание можно прервать до разрыва каната, если достигнуто или имеется превышение значения минимальной разрывной нагрузки, указанной в соответствующих стандартах на сортамент стальных канатов. (Введен дополнительно, Изм. № 3). ________ * См. примечание ФГУП «СТАНДАРТИНФОРМ». МЕТОДИКА 1. Отбор образцов Отбор образцов для испытания механических свойств
проводится в соответствии с требованиями п. 2. Обработка результатов Результаты испытаний в порядке поступления записывают в табл. 9. В первой графе табл. 9 записывается порядковый номер интервала. Во второй графе – интервалы измерений контролируемой величины. Для этого зона рассеивания (разность между наибольшими и наименьшими значениями контролируемой характеристики) делится на равные интервалы, число которых отбирается от 6 до 15. Если зона рассеяния 6 и менее единиц, то деление ее на интервалы не производится. В третьей графе показаны середины интервалов, в четвертой и пятой графах – способ подсчета частот и в графах с 6 по 11 – вспомогательные вычисления. В условных обозначениях частота значений отмечается следующим образом: В конце граф 5, 6 и 10 проставляется сумма чисел соответствующих граф. Среднее арифметическое значение контролируемой величины вычисляется по формуле где mi – частота; хi – середина
интервала. Среднее квадратическое отклонение вычисляют по формуле При данном количестве испытаний по табл. 10 находится коэффициент l для определения гарантированного поля допуска. Определяется верхняя t1и нижняя t2границы поля допуска по формулам В качестве примера проведена группировка и обработка данных по временному сопротивлению разрыву, числу перегибов и числу скручиваний для проволоки диаметром 0,9 мм, определенной как марка 1, маркировочной группы 1570 Н/мм2 (160 кгс/мм2). 1) Определение марки каната и группы прочности проволоки в канате по временному сопротивлению разрыву. Канат относится к данной марке и группе прочности, если поле допуска Dt = t2 – t1 укладывается в пределы, установленные табл. 3 настоящего стандарта. 2) Определение марки каната и группы прочности
проволоки в канате по числу перегибов и скручиваний. Канат относится к данной марке и группе прочности, если нижняя граница t1 поля допуска для этих характеристик выше значений заданной маркировочной группы по временному сопротивлению разрыву. Канат считается низшей марки, если проволока в канате разных диаметров или канат по разным видам испытаний относится к разным маркам. Таблица 9 Результаты испытаний механических свойств проволоки, взятой из каната
(Измененная редакция, Изм. Таблица 10 Таблица значений коэффициента l для определения гарантированного поля допуска
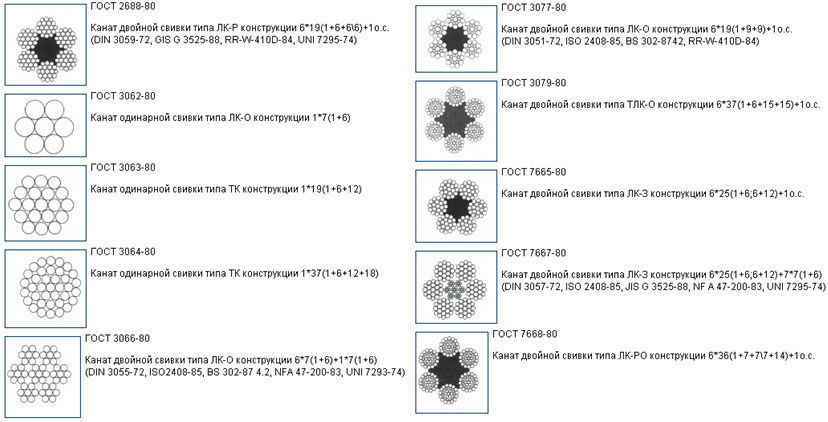
Примечания: 1. 2. Для проволок, взятых из канатов марок ВК, В и 1, требования настоящего стандарта должны обеспечиваться с доверительной вероятностью 95 %. _________ * См. примечание ФГУП «СТАНДАРТИНФОРМ». ПЕРЕЧЕНЬ СТАНДАРТОВ НА СОРТАМЕНТ СТАЛЬНЫХ КАНАТОВ ГОСТ 2688-80 Канат двойной свивки типа ЛК-Р конструкции 6 ´ 19(1 + 6 + 6/6) + 1 о.с. Сортамент ГОСТ 3062-80 Канат одинарной свивки типа ЛК-О конструкции 1 ´ 7(1 + 6). Сортамент ГОСТ 3063-80 Канат одинарной свивки типа ТК конструкции 1 ´ 19(1 + 6 + 12). Сортамент ГОСТ 3064-80 Канат одинарной свивки типа ТК конструкции 1 ´ 37(1 + 6 + 12 + 18). Сортамент ГОСТ 3066-80 Канат двойной свивки типа ЛК-О конструкции 6 ´ 7(1 + 6) + 1 ´ 7(1 + 6). Сортамент ГОСТ
3067-88 Канат стальной двойной свивки типа ТК конструкции 6 ´ 19(1 + 6 + 12) + 1 ´ 19 (1
+ 6 + 12). ГОСТ 3068-88 Канат стальной двойной свивки типа ТК конструкции 6 ´ 37(1 + 6 + 12 + 18) + 1 ´ 37 (1 + 6 + 12 + 18). Сортамент ГОСТ 3069-80 Канат двойной свивки типа ЛК-О конструкции 6 ´ 7(1 + 6) + 1 о.с. Сортамент ГОСТ 3070-88 Канат стальной двойной свивки типа ТК конструкции 6 ´ 19(1 + 6 + 12) + 1 о.с. Сортамент ГОСТ 3071-88 Канат стальной двойной свивки типа ТК конструкции 6 ´ 37(1 + 6 + 12 + 18) + 1 о.с. Сортамент ГОСТ 3077-80 Канат двойной свивки типа ЛК-О конструкции 6 ´ 19(1 + 9 + 9) + 1 о.с. Сортамент ГОСТ 3079-80 Канат двойной свивки типа ТЛК-О конструкции 6 ´ 37(1 + 6 + 15 + 15) + 1 о.с. Сортамент ГОСТ 3081-80 Канат двойной свивки типа ЛК-О конструкции 6 ´ 19(1 + 9 + 9) + 7 ´ 7 (1 + 6). Сортамент ГОСТ 3083-80 Канат двойной свивки типа ЛК-О конструкции 6 ´ 30(0 + 15 + 15) + 7 о.с. Сортамент ГОСТ
3085-80 Канат двойной свивки трехграннопрядный конструкции 6 ´ 30(6 + 12 + 12) + 1 о. ГОСТ 3088-80 Канат двойной свивки многопрядный типа ЛК-Р конструкции 18 ´ 19(1 + 6 + 6/6) + 1 о.с. Сортамент ГОСТ 3089-80 Канат тройной свивки типа ЛК-Р конструкции 6 ´ 7 ´ 19(1 + 6 + 6/6) + 1 о.с. Сортамент ГОСТ 3091-80 Канат плоский конструкции 8 ´ 4 ´ 7(1 + 6). Сортамент ГОСТ 3092-80 Канат плоский конструкции 8 ´ 4 ´ 9(0 + 9) + 32 о.с. Сортамент ГОСТ 3093-80 Канаты двойной свивки типа ЛК-О конструкции 3 ´ 7(1 + 6), типа ТК конструкции 3 ´ 27(3 + 9 + 15), типа ТК конструкции 3 ´ 37(1 + 6 + 12 + 18). Сортамент ГОСТ 3097-80 Канаты двойной свивки типа ТК конструкции 8 ´ 16(0 + 5+11) + 9 о.с, типа ЛК-О конструкции 8 ´ 6(0 + 6) + 9 о.с. Сортамент ГОСТ 7665-80 Канат двойной свивки типа ЛК-3 конструкции 6 ´ 25(1 + 6; 6 + 12) + 1 о.с. Сортамент ГОСТ 7667-80 Канат двойной свивки типа ЛК-3 конструкции 6 ´ 25(1 + 6; 6 + 12) + 7 ´ 7(1 + 6). Сортамент ГОСТ
7668-80 Канат двойной свивки типа ЛК-РО конструкции 6 ´ 36(1 + 7 + 7/7 + 14) + 1 о. ГОСТ 7669-80 Канат двойной свивки типа ЛК-РО конструкции 6 ´ 36(1 + 7 + 7/7 + 14) + 7 ´ 7(1 + 6). Сортамент ГОСТ 7681-80 Канат двойной свивки многопрядный типа ЛК-О конструкции 18 ´ 7(1 + 6) + 1 о.с. Сортамент ГОСТ 14954-80 Канат двойной свивки типа ЛК-Р конструкции 6 ´ 19(1 + 6 + 6/6) + 7 ´ 7(1 + 6). Сортамент ГОСТ 16827-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК-РО конструкции 12 ´ 36(1 + 7 + 7/7 + 14) + 6 ´ 36(1 + 7 + 7/7 + 14) + 1 о. с. Сортамент ГОСТ 16828-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК-О и ЛК-Р конструкции 12 ´ 7(1 + 6) + 6 ´19(1 + 6 + 6/6) + 1 о. с. Сортамент (Измененная редакция, Изм. № 2, 3). ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН ТК 146 «МЕТИЗЫ» 2.*
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и
метрологии СССР от 21. __________ * См. примечание ФГУП «СТАНДАРТИНФОРМ» Изменение № 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 19 от 24 мая 2001 г.) За принятие изменения проголосовали:
3. 4. ВЗАМЕН ГОСТ 3241-80 5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
(Измененная редкция, Изм. 6. ИЗДАНИЕ (август 2004 г.) с Изменением № 1, утвержденным в августе 2001 г. (ИУС 11-2001) ПРИМЕЧАНИЕ ФГУП «СТАЦДАРТИНФОРМ» В Информационном указателе «Национальные стандарты» опубликовано изменение № 2-2007: Изменение № 2 ГОСТ 3241-91 (ИСО 3108-74) Канаты стальные. Технеские условия Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24.06.2006) За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AZ, BY, KZ, KG, MD, RU, TJ, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004] Дату введения в действие настоящего изменения устанавливают указанные национальные органы по стандартизации* ________ * Дата введения в действие на территории Российской Федерации – 2008-07-01. На обложке и первой странице под обозначением
стандарта исключить обозначение: (ИСО 3108-74). Пункт 1.1.5. Заменить слова: «натуральных или синтетических материалов» на «натуральных или химических волокон». Пункт 2.1.2. Первый абзац изложить в новой редакции: «В качестве органических сердечников должны применяться: пеньковые, сизалевые, полипропиленовые сердечники по ГОСТ 5269; джутовые сердечники и сердечники из химических волокон по нормативной документации; пряжа хлопчатобумажная и корд хлопчатобумажный по нормативной документации». Пункт 2.1.3. Заменить слова: «пенькового и сизалевого» на «натурального». Пункт 2.1.6. после слов «на сортамент» изложить в новой редакции: «Допускается уточнение диаметров проволок, при этом равные диаметры проволок одного слоя изменяются на одинаковую величину». Пункт 2.1.12. Таблица 3. Графа «Номинальный диаметр проволоки, мм». Заменить значение: «˃˃ 1,90 и более» на «˃˃ 1,80». Пункт 2.2.1. Первый абзац изложить в новой редакции: «Каждый канат должен быть снабжен ярлыком из
материала, обеспечивающего сохранность маркировки, на котором следует
указать:». Пункт 2.3.3. Заменить слова: «труднодоступные районы» на «приравненные к ним местности». Пункт 4.16. Заменить слово: «статических» на «статистических». Приложение 3. Таблица 8. Графа «Диаметр каната d». Заменить значение: «d < 6» на «d £ 6». Приложение 4. Таблица 9. Графа «Марка проволоки и группа прочности». Заменить значение: 160 на В 160 (2 раза). Приложение 5. Перечень дополнить ссылками: «ГОСТ 16827-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК-РО конструкции 12 ´ 36 (1 + 7 + 7/7 + 14) + 6 ´ 36 (1 + 7 + 7/7 + 14) + 1 о. с. Сортамент ГОСТ 16828-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК-О и ЛК-Р конструкции 12 ´ 7 (1 + 6) + 6 ´ 19 (1 + 6 + 6/6) + 1 о. с. Сортамент»; заменить ссылку: ГОСТ 3088-88 на ГОСТ 3088-80. Информационные данные. Заменить ссылку: ГОСТ 15846-79 на ГОСТ 15846-2002.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





 1.9. Концы канатов у места отреза должны быть прочно
обвязаны мягкой проволокой или другим материалом, обеспечивающим целосность
концов каната.
1.9. Концы канатов у места отреза должны быть прочно
обвязаны мягкой проволокой или другим материалом, обеспечивающим целосность
концов каната.







 При этом фактическое
значение диаметров этих проволок не должно превышать ближайшего смежного
диаметра по ГОСТ 7372 по
отношению к диаметрам, указанным в стандартах на сортамент или уточненных в
соответствии с п. 2.1.6.
При этом фактическое
значение диаметров этих проволок не должно превышать ближайшего смежного
диаметра по ГОСТ 7372 по
отношению к диаметрам, указанным в стандартах на сортамент или уточненных в
соответствии с п. 2.1.6.
 За результат измерения принимается
среднее арифметическое значение четырех замеров.
За результат измерения принимается
среднее арифметическое значение четырех замеров. Металлические сердечники при этом могут быть
раскручивающимися.
Металлические сердечники при этом могут быть
раскручивающимися.
 Для
канатов грузового назначения допускается применение других статистических
методов для контроля механических свойств проволок в канате, подразделения
канатов по маркировочным группам и контроля поверхностной плотности цинкового
покрытия.
Для
канатов грузового назначения допускается применение других статистических
методов для контроля механических свойств проволок в канате, подразделения
канатов по маркировочным группам и контроля поверхностной плотности цинкового
покрытия.
 По виду покрытия проволок
По виду покрытия проволок По виду смазки
По виду смазкиГОСТ 3241-91.
 Межгосударственный стандарт. Канаты стальные. Технические условия
Межгосударственный стандарт. Канаты стальные. Технические условия
Утвержден и введен в действие
Постановлением Госстандарта СССР
от 21 ноября 1991 г. N 1775
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАНАТЫ СТАЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Steel ropes. Specifications
ГОСТ 3241-91
Группа В75
МКС 77.140.65
ОКП 12 5000
Дата введения
1 января 1993 года
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН ТК 146 “МЕТИЗЫ”
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 21.11.91 N 1775
Изменение N 1 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 19 от 24 мая 2001 г.)
За принятие изменения проголосовали:
Наименование государства Наименование национального органа по стандартизации
Азербайджанская Республика Азгосстандарт
Республика Армения Армгосстандарт
Республика Беларусь Госстандарт Республики Беларусь
Республика Казахстан Госстандарт Республики Казахстан
Кыргызская Республика Кыргызстандарт
Республика Молдова Молдовастандарт
Российская Федерация Госстандарт России
Республика Таджикистан Таджикстандарт
Туркменистан Главгосслужба “Туркменстандартлары”
Республика Узбекистан Узгосстандарт
Украина Госстандарт Украины
3. Стандарт предусматривает непосредственное применение МС ИСО 3108-74 в качестве приложения
4. ВЗАМЕН ГОСТ 3241-80
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка Номер пункта, подпункта
ГОСТ 166-89 (ИСО 3599-76) 4.4
ГОСТ 427-75 4.4, 4.5
ГОСТ 515-77 2.3.2
ГОСТ 1545-80 4.11
ГОСТ 1579-93 (ИСО 7801-84) 4.12
ГОСТ 3282-74 2.3.1, 2.3.2
ГОСТ 3560-73 2.3.1, 2.3.2
ГОСТ 5269-93 2.1.2, 2.3.1
ГОСТ 6507-90 4.4, 4.9
ГОСТ 7372-79 2.1.1, 2.1.12, 2.1.13, 3.4, 4.13
ГОСТ 8828-89 2.3.2
ГОСТ 10354-82 2.3.2
ГОСТ 10446-80 (ИСО 6892-84) 4.10
ГОСТ 11127-78 2.3.1
ГОСТ 14192-96 2.2.2
ГОСТ 15037-69 2.1.3
ГОСТ 15150-69 5.2
ГОСТ 15846-2002 2.3.3
Позиция исключена с 1 августа 2016 года. – Изменение N 3, введенное в действие Приказом Росстандарта от 09.06.2016 N 581-ст.
6. ИЗДАНИЕ (август 2004 г.) с Изменением N 1, утвержденным в августе 2001 г. (ИУС 11-2001)
Переиздание (по состоянию на июль 2008 г. )
Настоящий стандарт распространяется на стальные канаты общего назначения.
Абзац исключен с 1 июля 2008 года. – Изменение N 2, введенное в действие Приказом Ростехрегулирования от 29.11.2006 N 279-ст.
(Измененная редакция, Изм. N 1).
1. КЛАССИФИКАЦИЯ
1.1. Канаты подразделяются по признакам
1.1.1. По конструкции:
одинарной свивки – состоящие из проволок, свитых по спирали в один или несколько концентрических слоев,
двойной свивки – состоящие из прядей, свитых в один или несколько концентрических слоев,
тройной свивки – состоящие из канатов двойной свивки (стренг), свитых в концентрический слой.
1.1.2. По форме поперечного сечения: круглые, плоские.
1.1.3. По форме поперечного сечения прядей: круглопрядные, фасоннопрядные.
1.1.4. По типу свивки прядей и канатов одинарной свивки:
с точечным касанием проволок между слоями – ТК,
с линейным касанием проволок между слоями – ЛК,
с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди – ЛК-О,
с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди – ЛК-Р,
с линейным касанием проволок между слоями и проволоками заполнения – ЛК-З,
с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра – ЛК-РО,
с комбинированным точечно-линейным касанием проволок – ТЛК,
с полосовым касанием проволок в прядях – ПК.
1.1.5. По материалу сердечника:
с органическим сердечником: из натуральных или химических волокон – ОС, из твердого полимера – ПС,
с металлическим сердечником – МС,
с металлоорганическим сердечником: из металла и натуральных или химических волокон – МОС, из металла и твердого полимера – МПС.
1.1.6. По способу свивки: нераскручивающиеся – Н, раскручивающиеся.
1.1.7. По степени уравновешенности: рихтованные – Р, нерихтованные.
1.1.8. По направлению свивки каната: правой, левой – Л.
Направление свивки каната определяется:
для канатов одинарной свивки – направлением свивки проволок наружного слоя,
для канатов двойной свивки – направлением свивки прядей наружного слоя,
для канатов тройной свивки – направлением свивки стренг в канат.
1.1.9. По сочетанию направлений свивки каната и его элементов в канатах двойной и тройной свивки:
крестовой свивки (направление свивки каната и направление свивки стренг и прядей противоположны),
односторонней свивки (направление свивки пряди и направление свивки проволоки в пряди одинаковы) – О,
комбинированной свивки – К.
1.1.10. По степени крутимости:
крутящиеся (с одинаковым направлением свивки проволок в канатах одинарной свивки, прядей или стренг),
малокрутящиеся (многослойные многопрядные и одинарной свивки с противоположным направлением свивки элементов по слоям) – МК.
1.1.11. По механическим свойствам марок ВК, В, 1.
1.1.12. По виду покрытия:
поверхности проволок в канате: из проволоки без покрытия, из оцинкованной проволоки: в зависимости от поверхностной плотности цинка – С, Ж, ОЖ;
поверхности каната или его элементов: без покрытия поверхности, с покрытием поверхности полимерными материалами – П.
1.1.13. По назначению: грузолюдские (марок ВК, В) – ГЛ, грузовые – Г.
1.1.14. По точности изготовления: повышенной – Т, нормальной.
Рекомендации по применению канатов приведены в приложении 1.
1.2. Конструкция, основные характеристики и диаметры канатов указываются в соответствующих стандартах на сортамент.
Допускается по требованию потребителя изготовление канатов промежуточных диаметров или прочностных характеристик, не предусмотренных в стандартах на сортамент.
1.3. Диаметр каната, назначение, марка, вид покрытия, направление свивки, сочетание направлений свивки, способ свивки, степень уравновешенности, степень крутимости, точность изготовления, маркировочная группа, обозначение соответствующего стандарта на сортамент указываются потребителем и входят в условное обозначение каната.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Стальные канаты и металлические сердечники должны изготовляться из проволоки по ГОСТ 7372.
Канаты изготовляются по технологическому регламенту, утвержденному в установленном порядке.
2.1.2. В качестве органических сердечников должны применяться: пеньковые, сизалевые, полипропиленовые сердечники по ГОСТ 5269 или другой нормативной документации; джутовые, пенькоджутовые сердечники по нормативной документации; сердечники из твердого полимера или других химических волокон по нормативной документации; пряжа хлопчатобумажная и корд хлопчатобумажный по нормативной документации.
Допускается по согласованию изготовителя с потребителем применение сердечника из других материалов.
При отсутствии требований потребителя выбор материала сердечника производится изготовителем.
2.1.3. Сердечники из натурального волокна, хлопчатобумажной пряжи и корда должны быть пропитаны смазкой по ГОСТ 15037 или смазкой по нормативно-технической документации.
По требованию потребителя сердечник не пропитывается.
2.1.4. Канаты из проволоки без покрытия и оцинкованной должны быть смазаны канатными смазками по нормативно-технической документации. По согласованию изготовителя с потребителем допускается нанесение на канат других видов смазки.
Абзац исключен с 1 августа 2016 года. – Изменение N 3, введенное в действие Приказом Ростехрегулирования от 29.11.2006 N 279-ст.
Классификация стальных канатов – Абсолют
26 февраля 2020
Приведенная ниже информация по классификации канатов далеко не нова, и мы практически ничего нового добавить не сможем. Аналогичные материалы вы легко сможете найти на прочих ресурсах, так зачем мы размещаем её у себя? Взглянув на нижепредставленную классификацию вы поймете, что видов каната большое количество и порой даже специалисту бывает достаточно сложно разобраться что такое Канат 12—ГЛ—ВК—Л—О—Н—1770 ГОСТ 2688–80.
Работая с одними и теми же канатами расшифровать все достаточно просто, но если клиент хочет купить нестандартный канат? Вот тут и начинается «Где посмотреть? Где взять? Что означает эта буква в наименовании?». Ранее мы уже публиковали материал о канатах, но подробно не описывали классификацию, поэтому мы надеемся что и данная статья будет вам полезна.
Классификация, технические требования, методы испытаний, правила приемки, транспортировки, и хранения стальных канатов изложены в ГОСТ 3241-91 «Канаты стальные. Технические условия».
Классификация стальных канатов
1. По основному конструктивному признаку:
- одинарной свивки или спиральные состоят из проволок, свитых по спирали в один или несколько концентрических слоев. Канаты одинарной свивки, свитые только из круглой проволоки, называют обыкновенными спиральными канатами. Спиральные канаты, имеющие в наружном слое фасонные проволоки, называют канатами закрытой конструкции.
 Канаты одинарной свивки, предназначенные для последующей свивки, называют прядями.
Канаты одинарной свивки, предназначенные для последующей свивки, называют прядями. - двойной свивки состоят из прядей, свитых в один или несколько концентрических слоев. Канаты двойной свивки могут быть однослойные или многослойные. Широкое распространение получили однослойные шестипрядные канаты двойной свивки. Канаты двойной свивки, предназначенные для последующей свивки, называют стренгами.
- тройнойсвивки состоят из стренг, свитых по спирали в один концентрический слой.
2. По форме поперечного сечения прядей:
- круглые
- фасоннопрядные (трехграннопрядные, плоскопрядные), имеют значительно большую поверхность прилегания к шкиву, чем круглопрядный.
3. По типу свивки прядей и канатов одинарной свивки:
- ТК — с точечным касанием проволок между слоями,
- ЛК — с линейным касанием проволок между слоями,
- ЛК-О — с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди,
- ЛК-Р — с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди,
- ЛК-З — с линейным касанием проволок между слоями пряди и проволоками заполнения,
- ЛК-РО — с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра,
- ТЛК — с комбинированным точечно-линейным касанием проволок в прядях.
Пряди с точечным касанием проволок изготовляют за несколько технологических операций в зависимости от числа слоев проволок. При этом необходимо применять разные шаги свивки проволок для каждого слоя пряди и повивать следующий слой в противоположном направлении предыдущему. В результате проволоки между слоями перекрещиваются. Такое расположение проволок увеличивает их износ при сдвигах в процессе эксплуатации, создает значительные контактные напряжения, способствующие развитию в проволоках усталостных трещин, и уменьшает коэффициент заполнения сечения каната металлом.
Пряди с линейным касанием проволок изготовляют за один технологический прием; при этом сохраняется постоянство шага свивки, и одинаковое направление свивки проволок для всех слоев пряди, что при правильном подборе диаметров проволоки по слоям, дает получение линейного касания проволок между слоями. В результате значительно снижается износ проволок и резко возрастает работоспособность канатов с линейным касанием проволок в прядях в сравнении с работоспособностью канатов типа ТК.
Пряди точечно-линейного касания применяют при необходимости замены в прядях линейного касания центральной проволоки семипроволочной прядью, когда на однослойную семипроволочную прядь типа ЛК укладывается слой проволок одинакового диаметра с точечным касанием. Пряди могут обладать повышенными некрутящимися свойствами.
4. По материалу сердечника:
- ОС — с органическим сердечником — в качестве сердечника в центре каната, а иногда и в центре прядей, используются сердечники из натуральных, синтетических и искусственных материалов — из пеньки, манилы, сизали, хлопчатобумажной пряжи, полиэтилена, полипропилена, капрона, лавсана, вискозы, асбеста.
- МС — с металлическим сердечником — в качестве сердечника, в большинстве конструкций, применяется канат двойной свивки из шести семи проволочных прядей, расположенных вокруг центральной семи проволочной пряди, в канатах по ГОСТ 3066-80, 3067-88,3068-88 в качестве МС применяется прядь той же конструкции, что и в повиве. Их целесообразно применять тогда, когда надо повысить структурную прочность каната, уменьшить конструктивные удлинения каната при растяжении, а также при высокой температуре среды, в которой работает канат.
5. По способу свивки:
- Нераскручивающихся канатах — Н — пряди и проволоки сохраняют заданное положение после снятия вязок с конца каната или легко укладываются в ручную при незначительном раскручивании, что достигается предварительной деформацией проволок и прядей при свивке проволок в прядь и прядей в канат.
- Раскручивающихся канатах — проволоки и пряди предварительно не деформированы или недостаточно деформированы перед их свивкой в пряди и в канат. Поэтому пряди в канате и проволоки в прядях не сохраняют своего положения после снятия вязок с конца каната.
6. По степени уравновешенности:
- Рихтованный канат — Р — не теряет своей прямолинейности (в пределах допустимого отклонения) в свободном подвешенном состоянии или на горизонтальной плоскости, т. к. после свивки прядей и шпата соответственно напряжения от деформации проволок и прядей сняты рихтовкой.
- Нерихтованный канат — не обладает таким свойством, свободный конец нерихтованного каната стремится образовать кольцо, за счет напряжений деформации проволок и прядей полученных в процессе изготовления каната.
7. По направлению свивки каната:
- Правой свивки — не обозначается
- Левой свивки — Л
Направление свивки каната определяется: направлением свивки проволок наружного слоя — для канатах одинарной свивки; направлением свивки прядей наружного слоя — для канатов двойной свивки; направлением свивки стренг в канат — для канатов тройной свивки
8. По сочетанию направлений свивки каната и его элементов:
- Крестовой свивки — направление свивки прядей и стренг противоположны направлению свивки каната.
- Односторонней свивки — О — направление свивки прядей в канат и проволоки в прядях одинаковы.
- Комбинированной свивки — К с одновременным использованием в канате прядей правого и левого направления свивки.
9. По степени крутимости
- Крутящиеся — с одинаковым направлением свивки всех прядей по слоям каната (шести — и восьмипрядные канаты с органическим и металлическим сердечником)
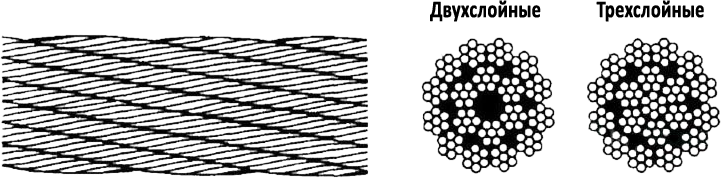
- Малокрутящиеся — (МК) с противоположным направлением свивки элементов каната по слоям (многослойные, многопрядные канаты и канаты одинарной свивки). В некрутящихся канатах благодаря подбору направлений свивки отдельных слоев проволок (в спиральных канатах) или прядей (в многослойных канатах двойной свивки) устраняется вращение каната вокруг своей оси при свободном подвешивании груза.
10. По механическим свойствам проволоки
- Марка ВК — высокого качества
- Марка В — повышенного качества
- Марка 1 — нормального качества
11. По виду покрытия поверхности проволок в канате:
- Из проволок без покрытия
- Из оцинкованной проволоки в зависимости от поверхностной плотности цинка:
- группа С — для средних агрессивных условий работы
- группа Ж — для жестких агрессивных условий работы
- группа ОЖ — особо жестких агрессивных условий работы
- П — канат или пряди покрыты полимерными материалами
12. По назначению каната
- Грузолюдские — ГЛ — для подъема и транспортировки людей и грузов
- Грузовые — Г — для подъема и транспортировки и грузов
13. По точности изготовления
- Нормальной точности — не обозначается
- Повышенной точности — Т— ужесточенными предельными отклонениями по диаметру каната
14. По прочностным характеристикам
Маркировочных групп временного сопротивления разрыву Н/мм2 (кгс/ мм2) — 1370 (140), 1470 (150), 1570 (160), 1670 (170), 1770 (180), 1860 (190), 1960 (200), 2060 (210), 2160 (220)
Примеры условного обозначения стальных канатов
- Канат 16,5 — Г — I — Н — Р — Т — 1960 ГОСТ 2688 — 80 Канат диаметром 16,5 мм, грузового назначения, первой марки, из проволоки без покрытия, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1960 Н/мм2 (200 кгс/мм2), по ГОСТ 2688 — 80
- Канат 12 — ГЛ — ВК — Л — О — Н — 1770 ГОСТ 2688 — 80 Канат диаметром 12,0 мм, грузолюдского назначения, марки ВК, из проволоки без покрытия, левой односторонней свивки, нераскручивающийся, нерихтованный, нормальной точности, маркировочной группы 1770 Н/мм2 (180 кгс/мм2), по ГОСТ 2688-80
- Канат 25,5 — Г — ВК — С — Н — Р — Т — 1670 ГОСТ 7668 — 80 Канат диаметром 25,5 мм, грузового назначения, марки ВК, оцинкованный по группе С, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 7668 — 80
- Канат 5,6 — Г — В — Ж — Н — МК — Р — 1670 ГОСТ 3063 — 80 Канат диаметром 5,6 мм, грузового назначения, марки В, оцинкованный по группе Ж, правой свивки, нераскручивающийся, малокрутящийся, рихтованный, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 3063 — 80
Рекомендации по применению различных конструкций канатов
Каждая конструкция каната имеет преимущества и недостатки, которые необходимо правильно учитывать при выборе канатов для конкретных условий эксплуатации. При выборе следует сохранять необходимые соотношения между диаметрами органов навивки и диаметрами канатов и их наружных проволок, а также необходимый запас прочности, обеспечивающий безаварийную работу.
Канаты одинарной свивки из круглых проволок — обыкновенные спиральные (ГОСТ 3062-80; 3063-80; 3064-80) обладают повышенной жесткостью, поэтому их рекомендуется применять там, где преобладают растягивающие нагрузки на канат (грозозащитные тросы высоковольтных линий электропередач, ограждения, растяжки и т.п.)
Канаты двойной свивки с линейным касанием проволок в прядях при простоте изготовления обладают сравнительно большой работоспособностью и имеют достаточное число разнообразных конструкций Последнее позволяет выбрать канаты для работы при больших концевых нагрузках, при значительном абразивном износе, в различных агрессивных средах, при минимально допустимых отношениях диаметра органа навивки и диаметра каната.
Канаты типа ЛК-Р (ГОСТ 2688-80, 14954-80) следует применять тогда, когда в процессе эксплуатации канаты подвергаются воздействию агрессивных сред, интенсивному знакопеременному изгибу и работают на открытом воздухе. Большая структурная прочность этих канатов позволяет использовать их во многих весьма напряженных условиях работы крановых механизмов.
Канаты типа ЛК-О (ГОСТ 3077-80, 3081-80; 3066-80; 3069-80; 3083-80) устойчиво работают в условиях сильного истирания благодаря наличию в верхнем слое проволок увеличенного диаметра. Эти канаты получили широкое распространение, но для их нормальной эксплуатации требуется несколько повышенный диаметр блоков и барабанов.
Канаты типа ЛК-З (ГОСТ 7665-80, 7667-80) применяют тогда, когда требуется гибкость при условии, что канат не подвергается воздействию агрессивной среды. Применять эти канаты в агрессивной среде не рекомендуется из-за тонких проволок заполнения в прядях, легко поддающихся корродированию.
Канаты типа ЛК-РО (ГОСТ 7668-80, 7669-80, 16853-80) отличаются сравнительно большим числом проволок в прядях и поэтому обладают повышенной гибкостью. Наличие в наружном слое этих канатов относительно толстых проволок позволяет успешно применять их в условиях абразивного износа и агрессивных сред. Вследствие такого сочетания свойств канат конструкции типа ЛК-РО является универсальным.
Канаты двойной свивки с точечно-линейным касанием проволок в прядях типа ТЛК — О (ГОСТ 3079-80) следует применять тогда, когда использование канатов линейным касанием проволок в прядях невозможно из-за нарушения установочных минимально допустимых соотношений между диаметрами органов навивки и диаметрами проволок каната или при невозможности обеспечения рекомендуемого запаса прочности.
Канаты двойной свивки с точечным касанием проволок в прядях типа ТК (ГОСТ 3067-88; 3068-88; 3070-88; 3071-88) не рекомендуются для ответственных и интенсивно работающих установок. Эти канаты можно применять лишь для не напряженных условий эксплуатации, где знакопеременные изгибы и пульсирующие нагрузки не значительны или отсутствуют (стропы, расчалочные канаты, временные лесосплавные крепления поддерживающие и тормозные канаты и т. п.)
Многопрядные канаты двойной свивки (ГОСТ 3088-80; 7681-80) в зависимости от принятых направлений свивки прядей по отдельным слоям изготовляют обыкновенными и некрутящимися. Последние обеспечивают надежную и устойчивую эксплуатацию на механизмах со свободным подвешиванием груза, а большая опорная поверхность и меньшие удельные давления на внешние проволоки позволяют достигать сравнительно большой работоспособности каната. Недостатками многопрядных канатов являются сложность изготовления (особенно предварительной деформации), склонность к расслоению, сложность наблюдения за состоянием внутренних слоев прядей.
Канаты тройной свивки (ГОСТ 3089-80) применяют тогда, когда основными эксплуатационными требованиями являются максимальная гибкость и упругость каната, а его прочность и опорная поверхность не имеют решающего значения. Органические сердечники в стренгах целесообразны тогда, когда канат предназначен для буксировки и швартовки, где требуются повышенные упругие свойства каната. Благодаря использованию проволок малых диаметров по сравнению с проволоками канатов двойной свивки канаты тройной свивки для нормальной эксплуатации требуют шкивы значительно меньших диаметров.
Трехграннопрядные канаты (ГОСТ3085-80) отличаются повышенной структурной устойчивостью, очень большим коэффициентом заполнения и большой опорной поверхностью. Применение этих канатов особенно целесообразно при больших концевых нагрузках и сильном абразивном износе. Рекомендуется использовать эти канаты как на установках со шкивами трения, так и при многослойной навивке на барабаны Недостатком трехграннопрядных канатов являются острые перегибы проволок на гранях прядей, повышенная жесткость каната, трудоемкость изготовления прядей.
Плоские канаты (ГОСТ 3091-80; 3092-80) находят применение в качестве уравновешивающих на шахтных подъемных установках. К достоинствам этих канатов следует отнести их не крутимость. Однако ручные операции, применяемые при сшивке канатов, и относительно быстрое разрушение ушивальника при эксплуатации ограничивают объем использования этих канатов в промышленности.
Классификация канатов по отечественным и зарубежным стандартам
| ГОСТ | DIN | EN | BS | ISO |
| ГОСТ 2688-80 | DIN 3059-72 | EN 12385 | BS 302 6х19 (12/6/1) FC | |
| ГОСТ 3062-80 | DIN 3052-71 | |||
| ГОСТ 3063-80 | DIN 3053-72 | |||
| ГОСТ 3064-80 | DIN 3054-72 | |||
| ГОСТ 3066-80 | DIN 3055-72 | EN 12385 | BS 302 6х7 (6/1)WSC | |
| ГОСТ 3067-88 | DIN 3060-72 | EN 12385 | BS 302 6х19 (12/6/1)WSK | |
| ГОСТ 3068-88 | DIN 3066-72 | |||
| ГОСТ 3069-80 | DIN 3055-72 | EN 12385 | BS 302 6х7 (6/1) FC | |
| ГОСТ 3070-88 | DIN 3060-72 | BS 302 6х19 (12/6/1) WSC | ||
| ГОСТ 3071-88 | DIN 3066-72 | BS 302 6х37 (18/12/6/1) FC | ||
| ГОСТ 3077-80 | DIN 3058-72 | EN 12385 | BS 302 6х19 (9/9/1) FC | ISO 2408 |
| ГОСТ 3079-80 | ||||
| ГОСТ 3081-80 | DIN 3058-72 | EN 12385 | BS 302 6х19 (9/9/1) WRC | ISO 2408 |
| ГОСТ 7668-80 | DIN 3064-72 | EN 12385 | BS 302 6х36 (14/7&7/7/1) FC | ISO 2408 |
| ГОСТ 7669-80 | DIN 3064-72 | EN 12385 | BS 302 6х36 (14/7&7/7/1) IWRC | ISO 2408 |
| ГОСТ 14954-80 | DIN 3059-72 | EN 12385 | BS 302 6х19 (12/6+6F/1) IWRC |
технические условия, характеристики и рекомендации по применению
Канаты, изготовленные в соответствии с сортиментом ГОСТ 2688–80 , представляют собой тросы, состоящие из стальной проволочной оболочки и органического сердечника, выполненного из искусственных или природных материалов. Для изделий, соответствующих ГОСТ 2688 , установлены не только технические требования к конструкции, материалам, способам исполнения, но и разработаны стандарты на условия хранения, транспортировку, методы контроля и испытаний.
- Технические требования
- Общие требования к конструкции
- Требования к изделию и материалам
- Приёмка и технический контроль
- Упаковка, транспортировка и хранение
- Области применения
Это является гарантией качества и обеспечивает безопасную и долговременную работу изготовленных по ГОСТ 2688–80 канатов стальных. Технические условия изложены в общем стандарте на этот вид продукции: ГОСТ 3241–91 (ИСО 3108).
Технические требования
Стальные тросы ГОСТ 2688 изготавливают для промышленной техники и подъёмных устройств, перемещающих грузы и людей. Конструкция и материалы обеспечивают заданные свойства в зависимости от назначения и условий работы.
Общие требования к конструкции
Наружная оболочка троса состоит из шести проволочных прядей, свитых за один технологический приём. Технология и оборудование обеспечивают линейное касание элементов пряди. В каждую прядь входят 19 стальных проволок круглого сечения. Они расположены в три слоя:
- Центральная ось — 1 шт.
- Средний слой — 6 шт.
- Верхний слой — 12 шт.
В верхних рядах половина проволок имеет отличный от остальных диаметр, что обеспечивает округлость прядей и более ровную поверхность жгута.
Внутри расположен неметаллический сердечник. Его выполняют из различных природных и искусственных материалов, в зависимости от назначения троса. Органический сердечник обеспечивает более высокую эластичность и подвижность каната, чем свитый из стальной проволоки.
Требования к изделию и материалам
Стальная проволока может быть оцинкованной и не иметь покрытия, но должна удовлетворять требования ГОСТ 7372–79 . Любое цинковое покрытие не должно иметь следов ржавчины и микротрещин и не может содержать сторонних примесей.
Наличие западающих, торчащих и оборванных проволок на поверхности изделия недопустимо. Шаг свивки проволок в наружном слое прядей не должен превышать девяти диаметров пряди.
Для смазки канатов рекомендовано использовать Торсиол-55 или другие масла, изготовленные по нормативной документации. Сердечники не пропитываются только по требованию потребителя.
Длина изделия определяется в процессе его изготовления по счётчику. Концы у линии обрезки должны быть накрепко обвязаны или заварены. На поверхности троса допускается наличие ворса от органического сердечника и зазора между прядями. Размер зазора должен быть в пределах поля допуска для каждого вида продукции.
Приёмка и технический контроль
Контролю подлежит каждая партия изделия. Партией считают канаты одного вида и размера в упаковке, снабжённой одним документом о качестве. В документе о качестве, заверенном штампом отдела технического контроля, должны быть представлены результаты испытаний и указано разрывное усилие каната или суммарное значение разрывных усилий всех проволок, из которых свивается оболочка. Документ на партию изделия содержит полные сведения о составе материала сердечника и типе смазки. В нём указывают номер и условное обозначение продукции, длину, вес, номер барабана и дату изготовления.
Изделия грузолюдского назначения проходит более тщательный отбор и проверку, чем применяемые в промышленности для перемещения грузов. В грузовом канате на перегиб и растяжение испытывают 25% проволок, а в грузолюдском — 100%.
Для всех оцинкованных тросов проводят испытания десяти процентов проволок на прочность сцепления цинка с основой. Визуально проверяют наличие смазки и отсутствие дефектов на поверхности. Для канатов всех видов проводят контрольные замеры диаметра и шага свивки.
Упаковка, транспортировка и хранение
Канаты сматывают в бухты и наматывают на деревянные или металлические барабаны. К концу крепят металлический ярлык. Маркировка на ярлыке должна содержать:
- Условное обозначение.
- Заводской номер.
- Товарный знак или наименование предприятия-изготовителя.
- Дату изготовления.
- Длину каната или каждого из его отрезков.
- Вес.
Продукцию перевозят в соответствии с правилами, установленными для перевозки грузов в открытых и закрытых видах транспорта.
Стальные канаты хранят в соответствии с требованиями ГОСТ 15150 для группы Ж2. Бухты и катушки разрешено размещать в неотапливаемых помещениях и под навесами.
Во время хранения у потребителя изделия осматривают по наружному проволочному слою и смазывают не реже 1 раза в 6 месяцев. Ось барабана, на который намотан трос, во время хранения должна быть расположена параллельно полу.
Разматывают канаты с бухты или катушки, держа их под натяжением. Это позволяет избежать образования петель и заломов. Отрезают нужный кусок при помощи дисковой пилы.
Соблюдение правил транспортировки и хранения позволяет сохранить первоначальную структуру каната и предохранить его от коррозийных и механических повреждений.
Области применения
Стальные канаты, а также тросы и стропы из них, нашли широкое применение в подъёмных системах, в комплектации кранов, тельферов, землеройных и буровых машин. Их используют для устройства подвесных дорог и строительных конструкций.
Для перемещения людей и грузов применяют изделия высокого и повышенного качества марок В и ВК.
Стальные тросы из проволоки без покрытия используют:
- в качестве лифтовых канатов;
- в шахтовых подъёмниках;
- для комплектации изделий, эксплуатируемых в помещениях и под навесами.
В агрессивной среде промышленных предприятий и в области судостроения рекомендовано использовать оцинкованные тросы групп Ж и ОЖ.
Для транспортных, землеройных и погрузочных работ на открытом воздухе используют стальные канаты с цинковым покрытием групп С и Ж.
По условиям применения рекомендовано использовать изделия маркировочных групп:
- 1570—1770 — для лифтов и шахтных подъёмников;
- 1370—1770 — в промышленном производстве и судостроении;
- 1370—2160 — для изделий общего назначения.
Широкий выбор стальных канатов сортимента ГОСТ 2688 , которые обладают достаточной прочностью и износостойкостью, позволяет использовать их для работ с различными нагрузками, в разнообразных климатических условиях и агрессивных средах.
Стальной канат – Производитель грузозохватного оборудования
Стальные канаты применяются в самых разнообразных отраслях хозяйствования. Это могут быть: сельскохозяйственное машиностроение, добывающая отрасль, нефтепереработка, морские, речные и автомобильные грузоперевозки, железнодорожные транспортировки. И, конечно же, строительная индустрия.
В действующем ГОСТе 3241-91 «Канаты стальные. Технические условия», определяются главные технические требования к выпускаемым производителями канатам, методология их испытаний, стандарты соответствия по конструктивным характеристикам канатов и их физико-механическим характеристикам. Существует великое множество стального каната, в зависимости от его типа и конструкции . Как правило его различают по форме поперечного сечения и его отдельных элементов. Также, канаты подразделяют по физико-механическим характеристикам сердечников и проволок.
От правильного выбора канатного изделия, который будет произведен с учетом типа, свойств и особенностей конструкции, и от показателей, составляющих это изделие элементов, во многом зависит нормальная работа грузоподъемных систем, в которых такие канаты планируется применять. Таким же образом будет предопределена долговечность самого каната.
Канаты, изготовление которых предопределяется особыми ГОСТами, имеющие специфические показатели диаметров и исполнений, изготавливаются исключительно под заказ. Речь идет о канатах с Морским или Речным регистром, о и о канатах обозначенных как С, Ж, ОЖ, ГЛ.
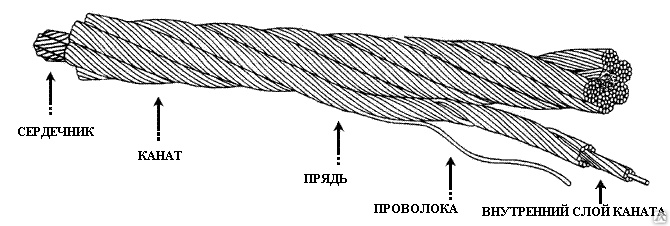
На рис. 1 приведена структура стального каната.
Стальные канаты классифицируются по следущим характеристикам:
По форме поперечного сечения составляющих элементов каната
- круглопрядные
- трехграннопрядные
- закрытой конструкции
По механическим свойствам
- марка ВК — высокого качества
- марка В — повышенного качества
- марка 1 — нормального качества
По прочностным характеристикам:
- с маркировочными группами временного сопротивления разрыву: 1370 (140), 1470 (150), 1570 (160), 1670 (170), 1770 (180), 1860 (190), 1960 (200), 2060 (210), 2160 (220) H/мм2 (кгс/мм2)
По виду покрытия поверхности проволок в канате
- из проволок без покрытия
- из оцинкованной проволоки: в зависимости от поверхностной плотности цинка — С, Ж, ОЖ
- покрытие каната или прядей полимерными материалами — П.
По назначению каната
- грузолюдские марок ВК, В — для подъема и транспортировки людей — ГЛ
- грузовые — для подъема и транспортировки грузов — Г
По материалу сердечника
- с органическим сердечником (о.с.) из натуральных (пенька, джут, сизаль) или синтетических материалов (полипропилен)
- с металлическим сердечником (м.с.)
По направлению свивки элементов каната:
- правой свивки
- левой свивки (Л)
По сочетанию направлений свивки каната и его элементов
- крестовой свивки — направление свивки прядей в канате противоположно направлению свивки проволок в прядях (рис. 2а, б)
- односторонней свивки (О) — направление свивки прядей в канате и проволок в прядях одинаковое (рис. 2в,г)
- комбинированный
По степени крутимости
- крутящиеся — с одинаковым направлением свивки всех прядей по слоям каната (шести- и восьмипрядные канаты с органическим и металлическим сердечниками)
- малокрутящиеся (МК) — с противоположным направлением свивки элементов каната по слоям в многослойных, рядных и в канатах одинарной свивки
По способу свивки
- нераскручивающиеся (Н) — элементы каната сохраняют свое положение после снятия вязок с концов каната и удаления заварки торца
- раскручивающиеся
По степени уравновешенности
- рихтованные (Р)
- нерихтованные
По типу свивки прядей:
- с точечным касанием проволок между слоями (ТК)
- с линейным касанием проволок между слоями (ЛК)
- с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди (ЛК-О)
- с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди (ЛК-Р)
- с линейным касанием проволок между слоями и проволоками и заполнения (ЛК-З)
- с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра (ЛК-РО)
- с комбинированным точечно-линейным касанием проволок между слоями (ТЛК)
По точности изготовления
- нормальной точности
- повышенной точности (Т)
В представленном каталоге мы не можем дать точных указаний по поводу применения предлагаемых канатов. Это обусловлено большим разнообразием областей использования этих изделий, в самых разных эксплуатационных режимах.
Те области применения, которые указаны в каталоге, являются лишь рекомендательными. В качестве справочного материала приводим некоторые эксплуатационные особенности стальных канатов с разными конструктивными решениями.
Рекомендации по применению стальных канатов различных конструкций
- Канаты одинарной свивки (соответствующие по своим показателям ГОСТ 3062-80, 3063-80, 3064-80) могут использоваться в условиях преобладания растягивающих нагрузок на изделие. Их применяются в качестве ограждающих конструкций, в виде растяжки как грозащитные канаты на линиях электропередач.
- Канаты, имеющие двойную свивку и линейное касание проволок, предназначены для использования в условиях с большими концевыми нагрузками, при минимально допустимых отношениях диаметра каната относительно диаметра органа навивки, при значительных абразивных износах.
- канаты типа ЛК-Р (ГОСТ 2688-80, 14954-80)- если в процессе эксплуатации они подвергаются воздействию агрессивных сред, интенсивному знакопеременному изгибу при работе на открытом воздухе: на строительных и металлургических кранах, шахтных подъемных установках, экскаваторах и скреперах, подвесных дорогах, кабель-кранах и т. д
- канаты типа ЛК-О (ГОСТ 3069-80, 3077-80)- в качестве подъемных на судах и лифтах, тормозных — на шахтных подъемных установках, тяговых — на канатно-подвесных дорогах и т.п., однако для нормальной эксплуатации требуется несколько повышенный диаметр блоков и барабанов
- канаты типа ЛК-З (ГОСТ 7665-80, 7667-80)-почти во всех отраслях промышленности, так как они обладают более высокой гибкостью, но при этом не должны подвергаться воздействию агрессивной среды из-за наличия тонких проволок заполнения, легко поддающихся корродированию
- канаты ЛК-РО (ГОСТ 7668-80, 7669-80, 16853-88)- отличаются сравнительно большим числом проволок в прядях и поэтому обладают повышенной гибкостью; наличие в наружном слое прядей этих канатов относительно толстых проволок позволяет применять их в условиях абразивного износа и агрессивных сред
- канаты типа ЛК-Р (ГОСТ 2688-80, 14954-80)- если в процессе эксплуатации они подвергаются воздействию агрессивных сред, интенсивному знакопеременному изгибу при работе на открытом воздухе: на строительных и металлургических кранах, шахтных подъемных установках, экскаваторах и скреперах, подвесных дорогах, кабель-кранах и т.
- Канаты, имеющие двойную свивку и точечно-линейное касание проволок в прядях, отвечающие показателям типа ТЛК по ГОСТ 3079-80, применяют в тех случаях, когда использование аналогичных изделий с линейным касанием проволок невозможно, по причине нарушения установленных минимально допустимых соотношений меж диаметрами проволоки канатного изделия и диаметров органов навивики. Также их применение показано в тех случаях, когда невозможно обеспечить другим путем, рекомендуемым запас прочности.
- Канаты типа ТК, имеющие двойную свивку и точечное касание проволок в прядях, отвечающие условиям ГОСТ 3071-88, 3070-80, не рекомендованы для использования в интенсивно и ответственно функционирующих установках, из-за своего низкого технического ресурса. Их рекомендуется использовать в эксплуатационных режимах с ненапряженными условиями, к примеру, в качестве поддерживающих, расчалочных, временных лесосплавных креплений.
Нормативы
Главная
Нормативы
| ГОСТ 4784-74 | Алюминий и сплавы алюминиевые деформируемые. Марки. |
| ГОСТ 10299-80 | Заклепки с полукруглой головкой классов точности В и С. Технические условия. |
| ГОСТ 3241-91 | Канаты стальные. Технические условия. |
| ГОСТ 2688-80 | Канат двойной свивки типа ЛК-Р конструкции 6х19/1+6+6/6/+1 о. с. Сортамент. |
| ГОСТ 3071-88 | Канат стальной двойной свивки типа ТК конструкции 6х37/1+6+12+18/+1 о.с. Сортамент. |
| ГОСТ 3079-80 | Канат двойной свивки типа ТЛК-О конструкции 6х37/1+6+15+15/+1 о.с. Сортамент. |
| ГОСТ 7668-80 | Канат двойной свивки типа ЛК-РО конструкции 6х36/1+7+7/7+14/+1 о.с. Сортамент. |
| ГОСТ 7669-80 | Канат двойной свивки типа ЛК-РО конструкции 6х36/1+7+7/7+14/+7х7/1+6/ о.с. Сортамент. |
| ГОСТ Р 50090-92 | Коуши стальные для стальных канатов. Технические условия. |
| ГОСТ 2224-93 | Коуши стальные для стальных канатов. Технические условия. |
| ГОСТ 9012-59 | Металлы. Методы определения твердости по Бринеллю. |
| ГОСТ 9454-78 | Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах. |
| ГОСТ 1497-84 | Металлы. Методы испытания на растяжение. |
| ГОСТ 15150-69 | Машины, приборы и другие технические изделия. Исполнение для различных климатических районов. |
| ГОСТ 14192-77 | Маркировка грузов. |
| ГОСТ 19281-88 | Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. |
| ГОСТ 19281-89 | Прокат из стали повышенной прочности. Общие технические условия. |
| ГОСТ 8479-70 | Поковки из конструкционной углеродистой и легированной стали. Общие технические условия. |
| ГОСТ 9389-75 | Проволока стальная углеродистая пружинная. Технические условия. |
| ГОСТ 5264-80 | Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
| ГОСТ 6996-66 | Сварные соединения. Методы определения механических свойств. |
| ГОСТ 25573-82 | Стропы грузовые канатные для строительства. Технические условия. |
| ГОСТ 380-88 | Сталь углеродистая обыкновенного качества. Марки. |
| ГОСТ 18482-79 | Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия. |
| ГОСТ 11371-78 | Шайбы. Технические условия. |
| ГОСТ 26.020-80 | Шрифты для средств измерений и автоматизации. Начертания и основные размеры. |
| ГОСТ 6465-76 | Эмали ПФ-115. Технические условия. |
| ГОСТ 23122-78 | Эмали КО-811К. Технические условия. |
| ГОСТ 2991-85 | Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия. |
| ГОСТ 10198-91 | Ящики деревяные для грузов массой от 200 до 20 000 кг. Общие технические условия |
| ПБ 10-382-00 | Правила устройства и безопасной эксплуатации грузоподъемных кранов. |
| ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства. |
| РД 10-33-93 | Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации. С изменениями 1 (РД 10-231-98) |
| РД 10-08-92 | Инструкция по надзору за изготовлением, ремонтом и монтажом подъемных сооружений. С изменениями 1 (РД 10-175(08)-98) |
| РД 24-СЗК-01-01 | Стропы грузовые общего назначения на текстильной основе. Требования к устройству и безопасной эксплуатации. |
| РД 24.090-52-90 | Подъемно-транспортные машины. Материалы для сварных конструкций. |
| ТУ 12.0173856.009-88 | Цепи круглозвенные сварные общего назначения. |
| ТУ 12.0173856.015-88 | Цепи круглозвенные грузовые и тяговые нормальной прочности. |
| МДС 12-41.2008 | Монтажная оснастка для временного закрепления сборных элементов возводимых и разбираемых зданий. |
| СниП 11-23-81 | Стальные конструкции. Нормы проектирования. |
| РД-11-06-2007 | Методические рекомендации о порядке разработки проектов производства работ грузодъемными машинами и технологических карт погрузочно-разгрузочных работ. |
| ГОСТ 24379.1-80 | Болты фундаментные. Общие технические условия и размеры. |
| www.gost.ru | ГОСТ – сервер Государственного комитета Российской Федерации по стандартизации и метрологии |
| www.standards.ru | Издательство стандартов – сайт издательско-полиграфического комплекса Госстандарта России |
| www. iso.org | ISO – Международная организация по стандартизации |
| www.din.de | Германский институт стандартизации – Deutsches Institut fuer Normung (DIN) |
Каталог продукции
Стропы канатные Стропы текстильные Стропы цепные Канаты стальные Ремни стяжные Трос буксировочный Трос динамический Такелаж Натяжители цепные Тупиковые упоры
Способ нанесения смазки на поверхность. Презентация на тему: Технология
Главная / ВождениеСкачать документ
Технический комитет по стандартизации
«Трубная арматура и сильфоны» (ТК259)
ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
“Научно-производственная компания
“Центральное конструкторское бюро армат цементации”
Стандарт ЦКба
Предисловие
1 Разработан закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро Армат Граунд» (ЗАО НПФ «Цкба»).
2 утвержден и введен в действие приказом от 04.04.2008 № 24
3 Согласен:
ОСТ 26-07-2070-86 Арматура трубная. Антифрикционные смазки. Бренды. Нормы потребления
Стандарт ЦКба
Настоящий стандарт распространяется на антифрикционные смазки, применяемые в парах трения (подвижных и неподвижных соединениях) трубопроводной арматуры и приводных устройств к ней (далее – арматура).
Стандарт устанавливает перечень антифрикционных смазок, параметры их использования при эксплуатации арматуры и нормы расхода смазки на изделие.
2.1 В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты, нормативные документы:
ГОСТ 201-76 тринитрийфосфат. Технические условия.
ГОСТ 9433-80 Смазка циатим-221. Технические условия
ГОСТ 10597-87 Кисти и кисти малярные. Технические условия
ГОСТ 12026-76 Бумага фильтрованная лабораторная. Технические условия
ГОСТ 14068-79 МАКАРОНЫ ВНИИНП-232. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 19782-74 Паста ВНИИИНП-225. Технические условия
ГОСТ 20799-88 Масло промышленное спецодежда. Технические условия
ГОСТ 25549-90 Топливо, масла, смазки и специальные жидкости. Химматологическая карта. Порядок составления и согласования
ГОСТ 26191-84 МАСЛА, Смазочные материалы и специальные жидкости. Ограничительный список и назначение
ГОСТ 29298-2005 Ткани хлопчатобумажные и смесовые бытовые. Общие технические условия
ОСТ 38.01.408-86
ТУ 38.101891-81 Смазка ВНИИНП-275
ТУ 38.1011062-86 Смазка ВНИИНП-276. Технические условия
3 обозначения и сокращения
3.1 В настоящем стандарте используются следующие сокращения и обозначения:
а) АС – атомные электростанции;
б) Министерство обороны Российской Федерации – Министерство обороны Российской Федерации;
в) ТУ – Технические условия.
4 Общие
4.1 Перечень антифрикционных смазок, применяемых в парах трения арматуры, не имеющих прямого контакта с рабочей средой, их характеристики и область применения приведены в таблице 4.1. Эти смазки для арматуры заказа УК РФ соответствуют требованиям УЭ 01-1874-62.
4.2 Смазки антифрикционные можно использовать в течение двух лет с даты открытия тары, но не дольше срока хранения, указанного в стандарте или на смазке, и хранить в крытых складских помещениях, в условиях, предохраняющих от грязи и влага.
Антифрикционные смазки необходимо заказывать расфасованными в алюминиевые тубы. В случае поставки антифрикционных смазок в белых жестяных банках последние после их вскрытия следует хранить в крытых складских помещениях в закрытых двухслойных мешках из пластмассы или резины.
Срок хранения на заводе-изготовителе – в соответствии с требованиями стандартов или технических условий на конкретный смазочный материал.
4.3 не допускаются к применению смазочные материалы, имеющие поврежденную в процессе транспортировки упаковку, а также не имеющие упаковочного листа или паспорта, подтверждающие соответствие данной партии требованиям стандартов или технических условий.
4.4 Смазки антифрикционные для трения арматуры в зависимости от условий эксплуатации следует применять в соответствии с таблицей 4.1.
4.5 При проектировании, выборе и предварительном назначении смазочных материалов производят в соответствии с таблицами 4.1, 4.2. Окончательный выбор смазок производится на основании положительных результатов испытаний прототипа арматуры.
4.6 При обеспечении заданных характеристик арматуры несколькими смазками, указанными в таблице 4.1, смазку необходимо выбирать с минимально допустимыми значениями температуры, нагрузок и т.п.
Применение в этих случаях смазок, обеспечивающих работоспособность арматуры в более широком диапазоне параметров эксплуатации, не допускается.
4.7 Смазки антифрикционные, указанные в таблице 4.1, работоспособны при пропаривании изделий в тропическом климате.
4.8 Нормы расхода антифрикционных смазок для трубопроводной арматуры общепромышленного назначения и устройств привода к ней, выбранных в соответствии с требованиями таблиц 4. 1, 4.2, в расчете на одно изделие приведены в приложении А.
4.9 Если конструкция армирования отличается от типовой (наличие ручного дублера, масла, наличие карманов для создания запаса смазки в узле, гидропривод, пневмоприем и т.п.), расход может быть уточнены в связи с конкретной конструкцией продукта.
4.10 Подбор и предварительное назначение смазочных материалов производится в соответствии с указаниями табл. 4.1 и 4.2. На стадии технического задания на вновь разрабатываемую арматуру или технического задания на модернизацию арматуры составляется разработчик арматуры и акт применения смазочных материалов в соответствии с требованиями ГОСТ 26191 и химмотологическая карта в соответствии с требованиями ГОСТ 25549.
4.11 Подбор смазки для пар трения арматуры приказом Минобороны РФ, а также допуск к применению результатов испытаний следует согласовывать с рубрикой смазочных материалов.
4.12 Металломатериалы пар трения, резиновых деталей (РДТ), подшипников качения должны соответствовать штабам по специализации.
4.13 Нормы расхода антифрикционных смазок по заказам РФ, отобранным в соответствии с требованиями таблиц 4.1, 4.2 на одну позицию, приведены в таблице Б.1 Приложения Б.
4.14 Пополнение или замена смазки производится в соответствии с указаниями руководства по эксплуатации.
4.15 Условия хранения смазочных материалов в продукции – неубранные складские помещения или навесы при температуре от минус 60 до плюс 65 °С.
4.16 Срок службы смазочных материалов для вновь разрабатываемых или модернизируемых конструкций арматуры заказов РФ РФ определяется головным предприятием по арматуре совместно с головной организацией по смазочным материалам и согласовывается с представителем заказчика на месте. штаб армирования.
4.17 При работе с антифрикционными смазками необходимо соблюдать требования безопасности, указанные в нормах и технических условиях на смазочные материалы, приведенные в таблице 4.1.
Таблица 4.1 – Антифрикционные смазочные материалы
Марки смазочных материалов | Характеристики смазочных материалов | Область применения |
Циатим-221. | Пластичная смазка гладкой структуры от светло-желтого до светло-коричневого цвета; Морозостойкий, стойкий в агрессивных средах при ограниченном контакте с ними, радиационностойкий. | Подвижные соединения типа «Металл-металл» и соединения типа «металл-резина» (подвижные и неподвижные). Например: Втулка шпинделя резьбовая, стержень (вал) – втулка, подшипники, шпоночные и шлицевые соединения, шестерни червячные; Соединения, РДТ (кольцо, манжета, прокладка). |
ЦИАТИМ-201. | Пластичная смазка гладкой структуры от светло-желтого до светло-коричневого цвета; Водонепроницаемая, морозостойкая, радиационностойкая. | Соединения подвижные и неподвижные типа Металл-Металл; Шпиндель – Втулка резьбовая, стержень (вал) – втулка, подшипники: шпоночные и шлицевые соединения, зубчатые и червячные передачи; Селнс, (крепительные нитки) |
Солидол С. | Пластичная смазка с гладкой коричневой структурой; Водостойкий, стабилен при хранении, обладает хорошими защитными свойствами. | |
ВНИИНП-232. | Пастообразная смазка без комков от темно-серого до черного цвета; Радиационностойкий | Нагруженные подвижные и неподвижные соединения (шпиндельная втулка с резьбой, штоковая втулка, подшипники, соединения с точками и пазами, глазури, неподвижные резьбовые соединения (крепежная резьба) |
ВНИИНП-225 | Смазка пастообразная черного цвета, термостойкая, стойкая к агрессивным средам при ограниченном контакте с ними, радиационно-стойкая | |
ВНИИНП-275 | Пластичная смазка гладкой структуры от белого до светло-желтого цвета; Термостойкий, радиационностойкий | Подвижные соединения типа «Металл-металл» (втулка шпинделя резьбовая, шток (вал) – втулка, подшипники) |
ВНИИИНП-276. | Пластичная смазка гладкой структуры от белого до светло-бежевого цвета, термостойкая, стойкая к агрессивным средам, радиационностойкая | Подвижные соединения типа металл-металл (втулка шпинделя резьбовая, втулка штока, упорные шарикоподшипники) |
Примечание: Суммарная доза облучения за весь срок службы смазки согласовывается разработчиком арматуры с рубрикой смазок. | ||
Таблица 4.2 – Условия применения антифрикционных смазок при пропарке арматуры
Наименование пары трения | Природа характера | Параметры работы интерференционной пары | Марка смазки | Скорость, м/с, не более | Температура, °С | Ресурс, циклов, не менее | |
Втулка шпинделя с резьбой | Вращательный и прогрессивный | от -20 до +65 | Солидол С. | ||||
от -60 до +90 | ЦИАТИМ-201. | ||||||
от -60 до +150 | Циатим-221. | ||||||
от -20 до +150 | ВНИИНП-232. | ||||||
от -20 до +200 | ВНИИНП-275 | ||||||
от -30 до +230 | ВНИИНП-225 | ||||||
от -30 до +250 | ВНИИИНП-276. | ||||||
Скткипер | Обратно-поступательный | от -20 до +65 | Солидол С. | ||||
от -60 до +90 | ЦИАТИМ-201. | ||||||
от -60 до +160 | Циатим-221. | ||||||
от -20 до +150 | ВНИИНП-232. | ||||||
от -20 до +200 | ВНИИНП-275 | ||||||
от -30 до +230 | ВНИИНП-225 | ||||||
от -30 до +250 | ВНИИИНП-276. | ||||||
Подшипники скольжения | Вращательный | от -20 до +65 | Солидол С. | ||||
от -60 до +90 | ЦИАТИМ-201. | ||||||
от -60 до +150 | Циатим-221. | ||||||
от -20 до +150 | ВНИИНП-232. | ||||||
от -20 до +200 | ВНИИНП-275 | ||||||
от -30 до +230 | ВНИИНП-225 | ||||||
Подшипники качения Упорный шарик | Вращательный | от -20 до +65 | Солидол С. | ||||
от -60 до +100 | ЦИАТИМ-201. | ||||||
от -60 до +150 | Циатим-221. | ||||||
от -20 до +150 | ВНИИНП-232. | ||||||
от -20 до +200 | ВНИИНП-275 | ||||||
от -30 до +230 | ВНИИНП-225 | ||||||
от -30 до +250 | ВНИИИНП-276. | ||||||
Котор и червячные передачи | Вращательный | от -60 до +80 | |||||
Литые и щелевые соединения | Обратно-поступательный | Циатим-221. | |||||
ЦИАТИМ-201. | |||||||
Обратно-поступательный | от -60 до +150 | Циатим-221. | |||||
Поршень-RTD | |||||||
Корпус-RTD | Фиксированный | ||||||
Фиксированные резьбовые соединения (крепежная резьба) | от -60 до +350 | ВНИИНП-232. | |||||
от -20 до +65 | Солидол С. | ||||||
Примечания 1 – Смазка ВНИИНП-275 применяется при пропарке якоря ВК, работающих в диапазоне температур от +160 до +200°С с суммарной дозой облучения не ниже 10 6 рад. 2 – Смазка ЦИАТИМ-221 может быть заменена другими, недеформирующими смазками РДТ, по согласованию с НПФ «ЦКБА». | |||||||
Приложение А.
(Ссылка)
Нормы расхода антифрикционных смазок на 1 изделие для трубопроводной арматуры и приводных устройств к ней
Таблица А.1 – Нормы расхода смазки 1 Продукт Armagra
название продукта | Варианты исполнений | Марки смазочных материалов | |||||
до 50 шт. | от 50 до 150 | от 150 до 500 | от 500 до 1000 | от 1200 до 2400 | |||
Фитинг | 1 Все соединения со смазкой | ВНИИНП-232, ВНИИИННП-225 | от 80 до 128 | от 180 до 284 | от 340 до 500 | от 550 до 1150 | |
2 подвижных соединения | Циатим-221. | от 95 до 131 | от 150 до 400 | ||||
Фиксированные резьбовые соединения | ВНИИНП-232. | от 80 до 125 | от 150 до 238 | от 250 до 350 | |||
3 подвижных соединения | Циатим-201, солидол с | от 95 до 131 | от 150 до 400 | ||||
Фиксированные резьбовые соединения | Солидол С. | от 75 до 119 | от 125 до 175 | ||||
Запорная арматура | 1 Все соединения со смазкой | ВНИИНП-232, ВНИИИННП-225 | от 70 до 120 | от 160 до 210 | |||
2 подвижных соединения | ВНИИНП-275 | от 80 до 120 | |||||
Фиксированные резьбовые соединения | ВНИИНП-232. | ||||||
3 подвижных соединения | Циатим-221. | ||||||
Фиксированные резьбовые соединения | ВНИИНП-232. | ||||||
4 подвижных соединения | Циатим-201, солидол с | ||||||
Фиксированные резьбовые соединения | Солидол С. | ||||||
Регулирующие клапаны и регуляторы | 1 Все соединения со смазкой | ВНИИНП-232, ВНИИИННП-225 | от 125 до 150 | ||||
2 подвижных соединения | ВНИИНП-275 | ||||||
Фиксированные резьбовые соединения | ВНИИНП-232. | ||||||
3 подвижных соединения | Циатим-221. | ||||||
Фиксированные резьбовые соединения | ВНИИНП-232. | ||||||
4 подвижных соединения | ЦИАТИМ-201. | ||||||
Фиксированные резьбовые соединения | Солидол С. | ||||||
Клапаны предохранительные и обратные, Конденсаторы, клапаны дисковые, краны | 1 подвижные соединения (предохранительные клапаны) | ВНИИНП-232, ВНИИИННП-225 | от 70 до 100 | ||||
Фиксированные резьбовые соединения (предохранительные клапаны) | ВНИИНП-232. | от 100 до 150 | от 175 до 350 | от 450 до 850 | |||
2 подвижных соединения (предохранительные клапаны) | ЦИАТИМ-221, ЦИАТИМ-201, Солидол с | от 1,5 до 2,5 | |||||
Фиксированные резьбовые соединения (предохранительные клапаны, обратные клапаны, конденсаторы, дисковые переходники, краны) | ВНИИНП-232. | от 100 до 150 | от 175 до 350 | от 450 до 850 | |||
Таблица А.2 – Норма расхода смазочных материалов на 1 электропривод
название продукта | Варианты исполнения | Марки смазочных материалов | Количество смазки на 1 изделие в зависимости от номинального диаметра арматуры, г |
Тип М (МКР. | Подвижные соединения | Циатим-221. ЦИАТИМ-201. | от 100 до 150 |
Неподвижные соединения | ВНИИНП-232. | ||
Тип А (МКП. На выходном валу 25 – 100 Н·м) | Подвижные соединения | Циатим-221. ЦИАТИМ-201. | от 150 до 200 |
Неподвижные соединения | ВНИИНП-232. | ||
Тип Б (МКР. На выходном валу 100 – 250 Н·м) | Подвижные соединения | Циатим-221. ЦИАТИМ-201. | от 200 до 250 |
Неподвижные соединения | ВНИИНП-232. | от 80 до 100 | |
Тип Б (МКП. | Подвижные соединения | Циатим-221. ЦИАТИМ-201. | от 250 до 500 |
Неподвижные соединения | ВНИИНП-232. | от 100 до 125 | |
Тип Г (МКП. На выходной вал 1000 – 2500 Н·м) | Подвижные соединения | Циатим-221. ЦИАТИМ-201. | от 500 до 1000 |
Неподвижные соединения | ВНИИНП-232. | от 125 до 175 | |
Тип D (МКР. На выходном валу 2500 – 10000 Н·м) | Подвижные соединения | Циатим-221. ЦИАТИМ-201. | от 1000 до 1200 |
Неподвижные соединения | ВНИИНП-232. | от 175 до 250 | |
Планетарно-винтовая передача типа b | Подвижные соединения | Циатим-221. ЦИАТИМ-201. | |
Неподвижные соединения | ВНИИНП-232. |
Приложение B.
(Ссылка)
Курс антифрикционных смазок на 1 изделие по заказам РФ Арматура РФ и Приводные устройства
Таблица Б.1 – Нормы расхода смазки на 1 продукт Armagra
название продукта | Варианты смазки | Количество смазки на 1 изделие в зависимости от номинального диаметра, г | |||||||||||||
Фитинг | Пар трения: Втулка шпинделя резьбовая, крепежные резьбовые соединения собраны на смазке ВНИИНП-232. | ||||||||||||||
Подшипники Тугой ход собран на смазке ЦИАТИМ-221 | |||||||||||||||
Клапаны запорные сильфонные с ручным управлением | 1. ЦИАТИМ-221 | ||||||||||||||
2. ВНИИНП-276 | |||||||||||||||
Запорная арматура и ручное управление | Подвижные соединения собираются на смазке 1. | ||||||||||||||
2. ВНИИНП-276 | |||||||||||||||
Несъемные резьбовые соединения собираются на Паста ВНИИНП-232 | |||||||||||||||
Клапаны запорные с пневматическим приемом | |||||||||||||||
Клапаны и распределители с электромагнитным приводом и ручным дублером | Подвижные составы и РДТ собраны на смазке Catimm-221 | ||||||||||||||
Несъемные резьбовые соединения и ручные двойники собраны на Паста ВННП-232 | |||||||||||||||
Предохранительные клапаны с ручным дублером | Подвижные и неподвижные соединения собраны на Паста ВНИИНП-232 | ||||||||||||||
Регуляторы | РДТ в сборе на смазку ЦИАТИМ-221 | ||||||||||||||
Неподвижные резьбовые соединения собираются на Паста ВНИИНП-232 | |||||||||||||||
Электроприводы Вижек | Подвижные составы и РДТ собраны на смазке Catimm-221 | ||||||||||||||
Соединения неразъемные резьбовые и самодельные двойники собираются на Паста ВНИИНП-232 | |||||||||||||||
Приложение B.
(Ссылка)
Способы нанесения антифрикционных смазок на поверхность деталей трубопроводной арматуры
B.1 Общие
Материалы, применяемые для подготовки поверхности деталей к нанесению антифрикционных смазок, смазок, нормы их расхода приведены в таблице Б.1.
Таблица Б.1 – нормы расхода материалов, применяемых для подготовки поверхностей смазочных деталей
Наименование материала | Нормативный документ | Норма расхода на 1 м 2 поверхности, кг |
Тринитиумфосфат | ||
Вещества вспомогательные ОП-7 и ОП-10 | ||
Керосин технический | ОСТ 38.01.408 | |
Индустриальные масла | ||
Ткани Хлопчатобумажная группа | ||
Двухобъемный оксид калия | ||
Бумажный фильтр | ||
Спирт этиловый технический | ||
Синтетический солидол | ||
Перши Капрон * | 1 шт. | |
Кисти и кисти | 1 шт. на 4000 продуктов | |
Полиуретановый эластичный поропласт * | ||
Примечание – На материалы, отмеченные знаком «*», распространяется техническая документация, утвержденная в установленном порядке. | ||
Б.1.2 Допускается применение других материалов с аналогичными свойствами по согласованию с предприятием-разработчиком настоящего Стандарта.
Б.1.3 Подготовку поверхностей деталей к смазке следует производить в помещении, оборудованном местной вытяжной вентиляцией. Температура воздуха в помещении – от 10 до 30°С.
Б.1.4 Перед нанесением смазки все рабочие поверхности деталей следует проверить на отсутствие коррозии, очистить от загрязнений, металлической стружки, обезжирить и высушить.
В.1.5 Обезжиривание металлических деталей (шпинделей, резьбовых втулок, винтов, наливов, гаек и др. ) следует производить в водном растворе моющих средств: тринитрия фосфата технического – 15 г на литр воды и вспомогательного вещества – 2 г на литр воды. вода. Температура раствора моющего средства от 60 до 80°С. Обезжиренные детали следует промыть 0,1-процентным раствором двуокиси калия. Температура раствора от 60 до 80°С.
Б.1.6 допускается при выпуске арматуры партиями до 4000 штук обезжиривание металлических деталей производить двукратной промывкой керосином последовательно в двух ваннах по 10 минут. Для первой промывки следует использовать керосин из второй промывочной ванны.
При первой промывке рекомендуется использовать соседние майки или малярные кисти. Обезжиривание резьбовой части шпинделя в сильфонных узлах следует производить хлопчатобумажной тканью, смоченной в спирте и отжатой до полусухого состояния.
Б.1.7 Материалы для промывки и обезжиривания арматуры заказов РФ РФ должны быть согласованы с Заказчиком.
Б.1.8 Обезжиривание подшипников качения следует производить в ваннах с керосином в течение 20 минут и в ваннах со спиртом в течение 3 минут.
Б.1.9 Обезжиривание резиновых деталей следует производить путем двукратного протирания ватными салфетками, смоченными этиловым спиртом.
Б.10 Контроль чистоты поверхности должен производиться:
а) визуальный осмотр;
б) ткань х/б (только для частей заказов на заказы РФ).
При протирке поверхностей деталей сухая хлопчатобумажная ткань должна оставаться чистой.
Если на салфетке есть следы грязи или масла, детали следует отправить на повторную промывку.
В.1.11 Сушка деталей после обезжиривания должна производиться:
а) после обработки моющим средством – по технологии предприятия изготовителя;
б) после обработки растворителями – на воздухе до полного удаления запаха растворителя.
Температура воздуха – от 10 до 30°С.
Время высыхания – от 10 до 30 минут.
Сильфонные сборки заказов приказов МО РФ подлежат дополнительной просушке от 15 до 30 минут. В термостате при температуре от 100 до 110°С
Б. 1.12 Контроль качества сушки деталей и узлов следует проводить с помощью фильтровальной бумаги: на поверхности фильтровальной бумаги, нанесенной на деталь, не должно быть следов растворителя. Позволяет качество сушки деталей общепромышленной арматуры производить визуально.
Б.1.13 Периодичность смены растворителей устанавливается технологическим процессом в зависимости от количества промываемых деталей и норм расхода, установленных настоящим стандартом.
Б.1.14 Антифрикционные смазки на поверхности деталей следует наносить в условиях, гарантирующих защиту смазываемых поверхностей от грязи и влаги.
Б.1.15 Смазку на топливные поверхности деталей арматуры следует наносить непосредственно перед сборкой арматуры согласно указаниям чертежей, карт смазочных материалов, технических требований или приспособлений для арматуры.
Б.1.16 Основной способ нанесения антифрикционных смазок – кистью. Слой смазки должен быть твердым и равномерным. Обратите особое внимание на трущиеся поверхности резьбы и другие труднодоступные места.
B.1.17 Смазка Solidthet Synthetic допускается наносить погружением.
СмазкуБ.1.18 ВНИИНП-232 следует наносить тампоном из замши. Допускается нанесение смазки ВНИИНП-232 кистью. Не допускается использование смазочного материала-загустителя ВНИИНП-232, не обеспечивающего равномерного слоя. В этом случае смазку ВНИИНП-232 разбавляют индустриальным маслом «20» в количестве до 15 % по массе с последующим тщательным перемешиванием до однородной, не имеющей комков массы.
Б.1.19 При повреждении слоя смазки при установке детали в узел смазку необходимо восстановить повторным нанесением по П.П. Б.1.16 – Б.1.18.
В 2. Требования безопасности
Б.2.1 При выполнении работ по подготовке поверхности деталей к смазке необходимо руководствоваться общими правилами техники безопасности и производственной санитарии для предприятий и организаций машиностроения.
Б.2.2 При выполнении работ по подготовке поверхности деталей к нанесению смазки должны выполняться следующие условия:
а) Концентрация паров керосина в помещении, где происходит обезжиривание, не должна превышать 10 мг на 1 дм воздуха.
б) конструкция оборудования, используемого при обезжиривании, должна обеспечивать защиту работающих от попадания растворителя.
в) рабочие, производящие обезжиривающие растворители, должны быть обеспечены фартуками, обувью, перчатками, респираторами;
г) рабочие, производящие обезжиривание водными растворами, должны быть обеспечены резиновыми фартуками, обувью и перчатками.
На предприятии также должны быть разработаны и утверждены инструкции по технике безопасности, пожарной безопасности и производственной санитарии с учетом местных производственных условий.
Б.2.3 К выполнению работ по подготовке поверхностей деталей к нанесению смазочных материалов допускаются лица, изучавшие оснащение оборудования и технологический процесс и ввод в эксплуатацию техники безопасности, пожарной безопасности и производственной санитарии.
Генеральный директор ЗАО НПФ ЦКБА | В. |
Первый заместитель генерального директора директоров – Директор по исследованиям | Ю.И. Тарасьев |
Заместитель Генерального директора – Главный конструктор | В.В. Ширяев |
Заместитель главного конструктора – руководитель технический отдел | С.Н. Дунаевский |
Начальник отдела 112. | А.Ю. Калинин |
Заместитель начальника отдела 112 | О.И. Федоров |
Инженер-исследователь 1 категории отдела 112 | Э.П. Никитин |
Исполнитель: | |
Е. | |
СОГЛАСОВАНО: | |
Председатель ТК 259. | М.И. Власов |
Представитель по работе с клиентами 1024 ВП МО РФ | Отраслевой стандарт Орден Союзпромарматуры от “ 28 » март 1975 № 39 Срок введения установлен с ” 1 » январь 1977 до “1” января 1982 г. * * Убрано ограничение на срок действия. Несоблюдение стандарта преследуется по закону. Примечания: 1. Материалы, указанные знаком *, прилагаются по технической документации, утвержденной в установленном порядке. Допускается применение других материалов с аналогичными свойствами по согласованию с предприятием-разработчиком настоящего Стандарта. (Измененная редакция, изменение № 2, 3). Подготовку поверхностей деталей к нанесению смазочных материалов следует производить в помещении, оборудованном местной вытяжной вентиляцией. Температура воздуха в помещении – от 10 до 30°С. Перед нанесением смазки все рабочие поверхности деталей необходимо проверить на отсутствие коррозии, очистить от загрязнений, металлической стружки, обезжирить и высушить. Обезжиривание металлических деталей (шпинделей, резьбовых втулок, винтов, наливов, гаек и др.) следует производить в водном растворе моющих средств: тринитрия фосфата технического – 15 г на литр воды и вспомогательного вещества – 2 г на литр воды. Температура раствора моющего средства от 60 до 80°С. Обезжиренные детали следует промыть 0,1-процентным раствором двуокиси калия. Температура раствора от 60 до 80°С. Допускается при выпуске арматуры партиями до 4000 штук обезжиривание металлических деталей производить двукратной промывкой керосином последовательно в двух ваннах по 10 минут. Обезжиривание резьбовой части шпинделей в сильфонных узлах производить хлопчатобумажной тканью, смоченной спиртом и отжатой до полусухого состояния. Антифрикционные смазочные и моющие и обезжиривающие материалы должны быть согласованы с заказчиком. Подготовка подшипников качения к смазке: обезжиривают в керосиновых ваннах 20 минут и в ваннах со спиртом 3 минуты. Обезжиривание резиновых деталей производить двукратным протиранием ватными салфетками, смоченными этиловым спиртом. Должен производиться контроль чистоты поверхности: а) визуальный осмотр; б) ткань х/б (для деталей спецфурнитуры). При протирке поверхностей деталей сухая хлопчатобумажная ткань должна оставаться чистой. Если на салфетке есть следы грязи или масла, детали следует отправить на повторную промывку. Сушку деталей после обезжиривания производить: а) после обработки моющим раствором – по технологии изготовителя; б) после обработки растворителями – на воздухе до полного удаления запаха растворителя. Температура воздуха – от 10 до 30°С Время высыхания – от 10 до 30 минут. Сильфон в сборе специальной арматуры следует предварительно сушить в течение 15-30 минут в термостате при температуре от 100 до 110°С. Контроль качества сушки деталей и узлов следует производить с помощью фильтровальной бумаги: на поверхности фильтровальной бумаги, нанесенной на деталь, не должно быть следов растворителя. Позволяет качество сушки деталей общепромышленной арматуры производить визуально. Периодичность смены растворителей устанавливается технологическим процессом в зависимости от количества промываемых деталей и норм расхода, установленных настоящим стандартом. Антифрикционные смазки на поверхности деталей следует наносить в условиях, гарантирующих смазываемые поверхности от грязи, влаги. Смазка указана на чертежах и должна соответствовать требованиям действующих стандартов. Не допускается использовать смазку, имеющую поврежденную упаковку, а также не имеющую упаковочного листа или паспорта, подтверждающие соответствие данной партии требованиям соответствующих стандартов. Смазку топливом поверхностей деталей арматуры следует наносить непосредственно перед сборкой арматуры согласно указаниям чертежей, карт смазки, технических требований или инструкций по эксплуатации. Смазки антифрикционные можно использовать в течение года со дня вскрытия тары и хранить при температуре от 10 до 30°С в условиях, гарантирующих смазочные материалы от грязи и влаги. (Измененная редакция, изменение №3). При выполнении работ по подготовке поверхности деталей к нанесению смазки: а) концентрация паров керосина в помещении, где происходит обезжиривание, не должна превышать 10 мг на 1 дм воздуха: б) конструкция оборудования, используемого при обезжиривании, должна обеспечивать защиту работающих на растворителях в) рабочие, производящие обезжиривающие растворители, должны быть обеспечены фартуками, обувью, перчатками, респираторами; г) рабочие, производящие обезжиривание водными растворами моющих средств, должны быть обеспечены резиновыми фартуками, обувью и перчатками. На предприятии должны быть разработаны и утверждены главным инженером Инструкции по технике безопасности, пожарной безопасности и производственной санитарии с учетом местных производственных условий. К выполнению работ по подготовке поверхностей деталей к смазочным материалам допускаются лица, изучившие аппаратуру оборудования и технологический процесс и вводные по технике безопасности, пожарной безопасности и производственной санитарии. Описание изобретения Изобретение относится к области техники, связанной с разработкой и применением способов смазки скользящей поверхности лыжи (системы покрытия скользящей поверхности лыжи). Катание на лыжах, а также лыжные прогулки и походы невозможно представить без использования специальных покрытий (лыжных смазок). Лыжные смазки используются для того, чтобы лыжи хорошо скользили — лыжники говорят «катались», а не скользили назад — на языке лыжников «держались». Поэтому все смазки делятся на две большие группы: мази скольжения или парафины, обеспечивающие наилучшее скольжение, и поддерживающие удержания, обеспечивающие отсутствие скольжения, «удержание». Парафины (Masi Slip) делятся на две группы: без фтора (простые) и фторидные, обеспечивающие лучшее скольжение. При использовании парафинов с добавками фтора учитывают не только температуру воздуха, но и его влажность, а также тип и структуру снега. Поверхность скольжения современных лыж изготавливается из полиэтилена различных сортов. В гоночных моделях поверхность скольжения лыж выполнена из высокомолекулярных аморфных полиэтиленов. Отличаются они содержанием добавок, например, графита (черная поверхность скольжения) или флюорокарбона (цветовые вкрапления в пластике), «втирающихся» в структуру пластика. Полиэтилен состоит из мелких кристаллов, окруженных менее структурированным аморфным материалом. При нанесении покрытий современными технологиями, то есть при нагреве скользящей поверхности лыжи, часть кристаллов материала покрытия начинает плавиться раньше всего материала (при температуре примерно 135°С). При смачивании смазочного материала утюгом в поверхность скольжения жидкий парафин проникает между кристаллами и смешивается с аморфным материалом. Обработка поверхности смазкой не только улучшает качество скольжения, но и защищает поверхность от механического разрушения кристаллов льда, механических загрязнений снега. К сожалению, даже качественно нанесенное парафиновое покрытие разрушается в процессе эксплуатации лыж и туристу приходится повторять трудоемкую операцию чуть ли не ежедневно, а спортсмену – много раз за время соревнований. В связи с этим актуальна необходимость применения эффективного способа нанесения скользящих покрытий, способного обеспечить высокое качество скольжения и длительность эксплуатации. Известен способ смазывания поверхности скольжения лыжи, заключающийся в том, что нанесение смазки осуществляют с помощью источника питания, снабженного вращающейся щеткой, с которой лыжа соприкасается с пиломатериалом. Нагретый утюг перемещается по скользящей поверхности лыжи, нагревая ее, и в то же время вращающаяся щетка захватывает частицы мази и наносит ее на нагретую поверхность лыжи. Известен также способ смазывания поверхности скольжения лыжи, реализуемый с помощью устройства – печки, в которой установлен плоский электронагревательный элемент. На плите смонтирована емкость с лыжной мазью, снабженная нажимным масляным рычагом, свободный конец которого закреплен на рукоятке. Перемещая прибор по поверхности лыжи, спортсмен вручную дозирует количество наносимой мази. Применяется также способ патента, когда при продаже лыжи устанавливаются в наклонном положении на специальной подставке скользящей поверхностью наружу. Вдоль этой поверхности перемещается вверх-вниз по направляющим насадка и размещается соединенный с ней трубопровод с емкостью для подогрева лыжной мази. Недостатком всех описанных аналогов является: во-первых, отсутствие контроля температуры поверхности лыжи и, как следствие, ее неравномерный нагрев по длине, что вызывает перегрев смазки и поверхности лыжи; А во-вторых, недостаточное заполнение смазкой пор лыжи и микротрещин на поверхности скольжения, что ухудшает ее ходовые свойства. Наиболее близким к предлагаемому техническому решению является способ нанесения смазки на поверхность скольжения лыжи по патенту, принятому за прототип. Способ заключается в нанесении смазочного материала на скользящую поверхность лыжи, осуществлении энергетического воздействия и равномерном распределении смазки. В прототипе лыжи помещают в контейнер, после чего на их скользящую поверхность наносят смазку с подогревом поверхности и смазыванием. Перед нагревом емкость с размещенными в ней лыжами укупоривают. Лыжи в контейнере размещают на упорах, изготовленных из материала смазки, между которыми по всей длине лыж, с их поверхности скольжения, равномерным слоем засыпают смазку в виде порошка. Затем воздух откачивают из контейнера до вакуума 0,2-0,9.атм и нагревают в течение 4-20 минут внутренний объем емкости с лыжами и смазкой до 70-90°С в ней. После завершения нагрева давление внутри контейнера поднимают до 1-3 атм и поддерживают его в течение 1-3 минут, после чего лыжу снимают. Прототип позволяет частично устранить недостатки известных способов, однако имеет следующие существенные недостатки: 1. Не обеспечивает глубокого проникновения смазочного материала в структуру полимерного покрытия лыжи. Улучшить проникающую способность можно только за счет повышения температуры (снижения вязкости смазки и расширения полимерного покрытия). Однако такой путь на практике неприемлем из-за меньшей температуры плавления кристаллов полимерного покрытия по сравнению с температурой плавления окружающего аморфного материала, в который должен проникнуть парафин. На практике это приводит к обгоранию поверхности и крестовине лыж. 2. Не обеспечивает длительного нахождения на поверхности скольжения и изоляции смазочного материала от поверхности лыжи из глубины материала при эксплуатации лыжи. В результате трещины на поверхности лыжи и образования новых высвобождается наблюдательный парафин. При скольжении эти ворсинки снижают скорость и их нужно либо срезать (зависать), либо встраивать в поверхность. Задачей, на решение которой направлено изобретение, является устранение недостатков существующего способа и создание нового способа, способного обеспечить равномерное смазывание и лучшее заполнение микропор на поверхности скольжения лыжи, произвести равномерное нанесение на поверхность скольжения лыжи. лыжи при температурах ниже точки плавления материала поверхности скольжения. и осуществить глубокое проникновение парафина в его поры. Анализ реализуемых в настоящее время способов смазки скользящей поверхности лыж показал их несостоятельность и необходимость поиска новой технологии нанесения покрытия на скользящую поверхность лыжи. Очевидно, что такая технология должна обеспечивать глубокое проникновение парафина в структуру полимерного материала поверхности скольжения при температуре меньшей температуры его плавления с одновременным полированием поверхности и удалением жилки. Сущность заявляемого технического решения заключается в нанесении смазочного материала на поверхность скольжения лыжи, реализации энергетического воздействия, равномерном распределении смазочного материала по поверхности скольжения лыжи, при этом энергетическое воздействие осуществляется выход с помощью электромеханического преобразователя, имеющего плоскую излучающую поверхность и ограничитель, обеспечивающий регулируемый зазор между излучающей поверхностью. и поверхность скольжения лыжи. В смазку вводят смазку и на смазочный материал воздействуют ультразвуковыми колебаниями в диапазоне частот 20…100 кГц с интенсивностью, достаточной для возникновения кавитации в смазочном материале. Движение нейтрализатора, по поверхности скольжения лыжи, заключается в образовании слоя смазки между излучающей поверхностью нейтрализатора и поверхностью скольжения лыжи, причем скорость перемещения нейтрализатора задается в зависимости от вязкости и кавитационной прочности смазочного материала. Анализ функциональности различных способов энергетического воздействия на скользящую полимерную поверхность лыжи позволил установить эффективность применения ультразвуковых технологий, основанных на явлениях ультразвуковой пропитки, низкотемпературной сварки, снижения вязкости, дегазации. Ультразвуковые технологии применительно к решению задачи подготовки поверхности скольжения лыжи позволяют реализовать следующие технологические процессы: 1. Ультразвуковая пропитка на основе звукового циркулярного эффекта и снижения вязкости материалов, способная к проникновению расплавленного смазочного материала вглубь материала поверхности при низких температурах, т.е. без термического повреждения поверхности. В процессе введения ультразвуковых колебаний молекул смазки происходит за счет возникающей в ней кавитации и их более глубокого проникновения в скользящую поверхность лыжи. При введении ультразвука происходит его дегазация в смазке, что обеспечивает гладкую поверхность парафинового покрытия, без пузырьков газа – пустот. 2. Ультразвуковая сварка, реализуемая при температурах ниже температуры плавления расплавляемых материалов и основанная на многократном ускорении диффузионных процессов. Он обеспечивает не только интенсификацию проникновения парафина в полимерное покрытие, но и позволяет разрушить и выварить на поверхности лыж образовавшиеся волоски (гнусности). 3. Размягчение смазки (перевод в вязкопластичное состояние), происходящее при температуре ниже температуры ее плавления за счет уменьшения вязкости материала, подвергнутого воздействию ультразвука. Возможно также низкотемпературное распыление смазочного материала при использовании высокоинтенсивных ультразвуковых колебаний. К несомненным преимуществам ультразвуковой технологии следует отнести также возможность исключения непосредственного механического контакта поверхности ультразвукового преобразователя с обрабатываемой поверхностью. Воздействие осуществляется через тонкий слой (0,5…3 мм) жидкого смазочного материала в кавитирующем состоянии. Предлагаемый способ смазывания поверхности скольжения лыж поясняется рис. 1, на котором приняты следующие обозначения: 1 – колебательная система, 2 – пьезокерамические элементы, 3 – отражающая накладка, 4 – корпус, 5 – защитный кожух, 6 – вентилятор, 7 – подложка, 8 – упорное кольцо, 9 лыжа, 10 – лыжа поверхности скольжения, 11 – смазка Кавитационный материал. Для практической реализации предлагаемого способа нанесения смазки на скользящую поверхность лыжи используется Пьезоэлектрическая колебательная система 1 (фиг.2) и генератор электронов, осуществляющий ее электропитание (не показан). Реализация предлагаемого способа заключается в следующем. На скользящую поверхность лыжи 10 наносится смазка 11, после чего происходит контакт ультразвуковой колебательной системы с нанесенным покрытием и ввод ультразвуковых колебаний. При этом происходит поглощение колебаний в смазочном материале 11 и смазка становится жидкой, в ней начинаются кавитационные процессы, при которых взрывы (захлопывания) кавитационных пузырьков обеспечивают проникновение смазки в глубину поверхности скольжения смазочного материала. Для практической реализации предлагаемого метода создана специализированная малогабаритная аппаратура, обеспечивающая необходимую и достаточную мощность излучения на заданную площадь обработки. В комплект поставки входят: 1) специализированная ультразвуковая колебательная система 1 (см. фиг.2), имеющая размер рабочей поверхности, превышающий ширину беговой поверхности лыжи и обеспечивающая равномерное распределение ультразвуковых колебаний по излучающей поверхности для обеспечения равномерного размягчения и нанесения парафин по всей ширине лыжи; 2) Электрический генератор колебаний ультразвуковой частоты для питания колебательной системы, обеспечивающий регулировку выходной мощности и стабилизацию ультразвукового воздействия при обработке поверхности лыж. Технический результат – создание нового способа, позволяющего повысить качество покрытия, наносимого на поверхность скольжения, повысить производительность процесса при снижении энергозатрат и исключении необходимости использования систем теплового обогрева. Так как применяемые смазки имеют разную начальную вязкость, разную температуру плавления, то и процесс кавитации в них протекает при различном ультразвуковом воздействии, а скорость перемещения преобразователя при нанесении покрытия может быть разной и устанавливаться экспериментально для каждого вида смазки. Для реализации предлагаемого способа была разработана специализированная ультразвуковая колебательная система, выполненная по полуволновой схеме в виде пьезоэлектрического преобразователя Лангежена. Внешний вид Колебательная система представлена на рисунке 2. Спроектированная и разработанная ультразвуковая колебательная система работает следующим образом. Колебательная система 1 крепится к корпусу 4 винтами, ввинчиваемыми в подложку 7 (рис. 1). Осциллирующая система снабжена крепежным фланцем, который зажимается между корпусом и подложкой 7. Осциллирующая система снабжена дополнительным защитным корпусом 5 (рис. 1). Вентилятор воздуха 6 через отверстия втягивается в корпус колебательной системы, проходя там, охлаждает нагретые пьезокерамические элементы 2. Разработанная колебательная система имеет рабочую частоту 27 ± 3,3 кГц, диаметр рабочей излучающей поверхности 65 мм. Для обеспечения регулируемого зазора между излучающей поверхностью УЗКС 1 и поверхностью лыжи 10 использовалось упорное кольцо 8. Одним из компонентов ультразвукового технологического оборудования является электронный генератор электрических колебаний ультразвуковой частоты (на рисунках не показан). Он предназначен для питания ультразвуковой колебательной системы. Для обеспечения максимального КПД колебательной системы при всех возможных изменениях ее параметров электронный генератор снабжен узлом автоматической регулировки частоты генератора и стабилизации амплитуды колебаний излучающей поверхности. Разработанный генератор для питания ультразвуковой колебательной системы имеет следующие параметры: Рабочая частота, кГц 27 ± 3,3 Внешний вид устройства показан на рисунке 3. Помимо интенсификации процесса пропитки и удаления, использование ультразвукового аппарата избавило от необходимости использования специальных нагревательных устройств (утюгов) для нагревания смазочного материала. Исследования функциональных возможностей созданного ультразвукового аппарата позволили разработать следующую методику нанесения парафина на скользящую поверхность лыжи: 1) Предварительное включение и работа прибора без нагрузки (на воздухе) при мощности 100% в течение 3…5 мин. Этот режим обеспечивает нагрев излучающей поверхности до 80…85°С. При такой температуре на поверхности плавится материал смазки (парафин); 2) снижение мощности устройства ниже 100%, но не более чем на 75%; 3) Нанесение парафина на поверхность скольжения и работа аппарата при мощности 75…85% неограниченное время. При этом норма расхода смазки незначительно отличалась при использовании различных смазочных материалов. Снижение скорости не привело к снижению качества нанесения смазки. Проведенные испытания показали, что скорость скольжения лыжи после применения ультразвукового метода нанесения парафина на скользящую поверхность лыжи увеличивается на 5. Внешний вид созданного ультразвукового аппарата показан на рисунке 3. Таким образом, предлагаемый способ обеспечивает повышение эффективности (повышение производительности и улучшение качества пропитки) нанесения покрытий на скользящую поверхность лыжи за счет реализации возможностей ультразвуковой интенсификации процессов. В результате реализации предлагаемого технического решения оптимизирована технология нанесения покрытий на лыжи с точки зрения максимальной производительности, реализации возможности контроля процесса, снижения энергозатрат и использования высоко- температурные приборы исключены. Разработанный в лаборатории акустических процессов и устройств Бийского технологического института Алтайского государственного технического университета способ нанесения покрытия на поверхность лыжи прошел лабораторно-технические испытания и был практически реализован в действующей установке. Источники информации 1. Патент ФРГ № 3704216 от 1987 г. 2. Патент Швеции №446942 от 19 г.86 3. Патент Франции №2577816 от 1986 г. 4. Патент РФ №2176539 (прототип). 5. Халопов Ю.В. Ультразвуковая сварка пластмасс и металлов Л.: Машиностроение, 1988 6. Донская А.В., Келлер О.К., Кратыш Г.С. Ультразвуковые электроустановки. Л.: Энергоатомиздат, 1982. 7. Прохоренко П.П., Джкунов Н.В., Коновалов Г.Е. Ультразвуковой капиллярный эффект. Минск, “Наука и техника”, 1981, 135 с. 8. Меркулов А.Г., Харитонов А.В. Теория и расчет составных ступиц, “Акустический журнал”, 1959, N 2. ПРЕТЕНЗИЯ Способ смазывания поверхности скольжения лыжи, заключающийся в нанесении смазочного материала на поверхность скольжения лыжи, осуществлении энергетического воздействия, равномерном распределении смазочного материала по поверхности скольжения лыжи, характеризующийся в том, что энергетическое воздействие осуществляется с помощью электромеханического преобразователя, имеющего плоскую излучающую поверхность и ограничитель, обеспечивающий регулируемый зазор между излучающей поверхностью и поверхностью скольжения лыжи, введенный в смазку и воздействующий на смазочный материал ультразвуковыми колебаниями на частоте диапазоне 20-100 кГц, с интенсивностью, достаточной для возникновения кавитации в смазочном материале, при перемещении преобразователя, по поверхности скольжения лыжи, осуществляется формирование. |
Ролики для кабеля ГОСТ размеров. БЛОКИ ДЛЯ СТАЛЬНЫХ КАНАТОВ
ОСТ
БЛОКИ ДЛЯ СТАЛЬНЫХ КАНАТОВ ШТРОК ПРОФИЛЬ
Конструкция и размеры
ОСТ 24.191.01
Официальная редакция
МИНИСТЕРСТВО ТЯЖЕЛОГО, ЭНЕРГЕТИЧЕСКОГО И ТРАНСПОРТНОГО МАШИНОСТРОЕНИЯ
Москва 1971
РАЗРАБОТАН ВНИИПТМАШ
Директор института Комащенко А.Х.
Заместитель директора по научной работе Скворцов Б.М.
Начальник отдела стандартизации Оболенский А.С.
Начальник отдела унифицированных подразделений Рыбкин П.Н. Исполнитель Байкова Н.И.
ВНЕСЕН ВНИИПТМАШ
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ
Главный инженер Луненко Г.И.
Одобрено заместителем министра тяжелой, энергетической и транспортной инженерии
UDC 621. 861.2: 001.4
Группа G-86
Отраслевые стандарты
блоки для стальных каналов Профиль и размеры
Введение в первый раз в первый раз.
Письмо Министерства тяжелого, энергетического и транспортного машиностроения от Zu_1_X_. 1970 г. № ММ-36/12446, дата введения установлена с 1. I 1 1974 г.
Несоблюдение стандарта карается законом
1. Площадь общая
Настоящий стандарт распространяется на профили ручья из чугунных и стальных крановых блоков, охваченных стальными канатами диаметром от 3 до 43,5 мм. .
Стандарт не распространяется на профиль пряди блоков, расположенных в горизонтальной плоскости, а также на блоки, предназначенные для прохождения через них канатных зажимов, на другие блоки с профилями пряди специального назначения.
Допустимый угол отклонения каната v 1 от средней плоскости блока должен быть не более
4r-2k 4fiTj->
где р – половина угла раскрытия профиля ручья;
Uf(- диаметр каната;
Диаметр блока по центральной линии каната;
К – коэффициент, зависящий от жесткости на изгиб некоторых видов канатов (табл. 1)
Таблипа 1 | ||||||||||||||
| ||||||||||||||
Страница 4 ОСТ 24.191.01
2. Конструкция и размеры
Конструкция и размеры ручьев должны соответствовать чертежу и таблице настоящего стандарта (см. чертеж и таблицу 2) 1
ОСТ 24.191.01 Стр. 5
Предельные отклонения размеров отливки и припуски на механическую обработку должны соответствовать для чугуна Ш кл. точность | Смещение струи относительно оси симметрии не более 1 мм. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размер для справки
Приведенная ниже информация по классификации канатов далеко не новая, и вряд ли мы можем добавить что-то новое. Подобные материалы вы без труда найдете на других ресурсах, так зачем же мы их размещаем? Глядя на приведенную ниже классификацию, вы поймете, что существует большое количество видов каната и иногда даже специалисту бывает довольно сложно разобраться, что такое Канат 12-ГЛ-ВК-Л-О-Н-1770 ГОСТ 2688–80.
Работать с одинаковыми веревками, расшифровать все достаточно просто, но если клиент хочет купить нестандартную веревку? Вот где «Где искать? Где взять? Что означает эта буква в названии? Мы ранее публиковали материал о веревках, но подробно не описывали классификацию, поэтому надеемся, что эта статья будет вам полезна.
Классификация, технические требования, методы испытаний, правила приемки, транспортирования и хранения канатов стальных установлены ГОСТ 3241-91 «Канаты стальные. Технические условия».
Классификация канатов стальных
1. По основному конструктивному признаку:
- одинарной свивки или спирали состоят из проволок, скрученных по спирали в один или несколько концентрических слоев. Канаты одинарной свивки , скрученные только из круглой проволоки, называются обыкновенными спиральными канатами.Спиральные канаты с фасонными проволоками в наружном слое называются канатами замкнутой конструкции.Канаты одинарной свивки, предназначенные для последующей свивки, называются прядями.
- двойная свивка состоят из нитей, скрученных в один или несколько концентрических слоев. Канаты двойной свивки могут быть однослойными или многослойными. Широкое распространение получили однорядные шестипрядные канаты двойной свивки. Канаты двойной свивки, предназначенные для последующей свивки, называются прядями.
- тройная свивка состоят из прядей, скрученных по спирали в один концентрический слой.
2. По форме поперечного сечения жил:
- раунд
- Фасонные нити (треугольные пряди, плоские пряди), имеют значительно большую контактную поверхность со шкивом, чем круглые пряди.
3. По виду свивки прядей и канатов одинарной свивки:
- ТК – с точечным касанием проволок между витками,
- ОК – с линейным касанием проволок между слоями,
- ЛК-О – с линейным касанием проволок между слоями с одинаковым диаметром проволок в слоях пряди,
- ЛК-Р – с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди,
- ЛК-З – с линейным касанием проволок между слоями пряди и укладочными проволоками,
- ЛК-РО – с линейным касанием проволок между слоями и имеющими слои с проволоками разного диаметра и слои с проволоками одного диаметра в прядях,
- ТЛК – с комбинированным точечным касанием проволок в прядях.
Стренги с точечным касанием проволок изготавливают в несколько технологических операций в зависимости от количества слоев проволок. При этом необходимо применять разные шаги укладки проводов для каждого слоя пряди и скручивать следующий слой в направлении, противоположном предыдущему. В результате провода между слоями перекрещиваются. Такое расположение проволок увеличивает их износ при сдвиге в процессе эксплуатации, создает значительные контактные напряжения, способствующие развитию усталостных трещин в проволоках, снижает коэффициент заполнения сечения каната металлом.
Пряди с линейным переплетением проволок изготавливаются в один технологический прием; при этом сохраняется шаг свивки, и одинаковое направление свивки проволоки для всех слоев пряди, что при правильном подборе диаметров проволоки по слоям дает линейное касание проволок между слоями. В результате значительно снижается износ проволок и резко увеличиваются показатели канатов с линейным касанием проволок в прядях по сравнению с показателями канатов типа ТК.
Пряди точечно-линейного касания применяют при необходимости замены центральной проволоки в прядах линейного касания на семипроволочную свивку, когда на однослойную укладывается слой проводов одного диаметра с точечным касанием. семипроволочная скрутка типа ЛК. Пряди могут иметь повышенные невращающиеся свойства.
4. По материалу сердечника:
- ОС – с органическим сердечником – в качестве сердечника в центре каната, а иногда и в центре прядей, сердечники из натуральных, синтетических и используются искусственные материалы – из пеньки, манилы, сизаля, хлопчатобумажной пряжи, полиэтилена, полипропилена, капрона, лавсана, вискозы, асбеста.
- МС – с металлическим сердечником – в качестве сердечника в большинстве конструкций используется канат двойной свивки из шести семипроволочных прядей, расположенных вокруг центральной семипроволочной пряди, в канатах по ГОСТ 3066-80, 3067-88 ,3068-88 в качестве МС используется стренга той же конструкции, что и в пласте. Их целесообразно использовать при необходимости повышения конструктивной прочности каната, уменьшения конструктивного удлинения каната при растяжении, а также при высоких температурах среды, в которой канат эксплуатируется.
5. По способу укладки:
- Некрутящиеся канаты – H – пряди и проволоки сохраняют заданное положение после снятия креплений с конца каната или легко укладываются вручную с помощью незначительное раскручивание, которое достигается предварительной деформацией проволок и прядей при скручивании проволок в пряди и прядей в канат.
- Канаты размоточные – проволоки и пряди предварительно не деформируются или деформируются в недостаточной степени перед скручиванием в пряди и в канат. Поэтому пряди в канате и проволоки в прядях не сохраняют своего положения после снятия креплений с конца каната.
6. По степени уравновешенности:
- Канат выпрямленный – Р – не теряет своей прямолинейности (в пределах допускаемого отклонения) в свободно подвешенном состоянии или на горизонтальной плоскости, т. к. после скручивания прядей и лонжерона, соответственно, напряжения от деформации проволок и прядей снимались рихтовкой.
- Канат несвязанный – не обладает таким свойством, свободный конец несвязанного каната стремится образовать кольцо, вследствие деформационных напряжений проволок и прядей, получаемых в процессе изготовления каната.
7. В направлении свивки каната:
- Правая свивка – без маркировки
- Отвод левый – L
Направление свивки каната определяется: направлением свивки проволок наружного слоя – для канатов одинарной свивки; направление свивки прядей наружного слоя – для канатов двойной свивки; направление свивки прядей в канат – для канатов тройной свивки
8. По сочетанию направлений свивки каната и его элементов:
- Поперечная свивка – направление свивки прядей и прядей противоположно направлению свивки каната.
- Односторонняя свивка – О – направление закладки прядей в канат и проволок в свивках совпадают.
- Комбинированная свивка – К с одновременным использованием в канате прядей правого и левого направлений свивки.
9. По степени крутки
- прядение – с одинаковым направлением свивки всех прядей по слоям каната (шести- и восьмипрядные канаты с органическим и металлическим сердечником)
- Низкосрядный – (МК) с противоположным направлением свивки элементов каната в слоях (многослойные, многопрядные канаты и канаты одинарной свивки). В некрутящихся канатах за счет выбора направления свивки отдельных слоев проволок (в спиральных канатах) или прядей (в многослойных канатах двойной свивки) исключается вращение каната вокруг своей оси при свободном подвешивании груза. .
10. По механическим свойствам проволоки
- Марка ВК – Высококачественная
- Марка B – высокое качество
- Марка 1 – нормальное качество
11. По типу покрытия поверхности проволок в канате:
- Из непокрытых проволок
- Из оцинкованной проволоки в зависимости от поверхностной плотности цинка:
- группа С – для среднеагрессивных условий работы
- группа G – для жестких агрессивных условий работы
- группа СОЖ – особо тяжелые агрессивные условия работы
- P – канат или пряди с покрытием из полимерных материалов
12. По назначению каната
- груз людей – ГЛ – для подъема и перевозки людей и грузов
- Грузовой – G – для подъема и транспортировки грузов
13. Точность изготовления
- нормальная точность – без маркировки
- Повышенной точности – Т – ужесточены предельные отклонения по диаметру каната
14. По прочностным характеристикам
Маркировка групп прочности на растяжение Н/мм2 (кгс/мм2) – 1370 (140), 1470 (150), 1570 (160), 1670 (170), 1770 (180) , 1860 (190), 1960 (200), 2060 (210), 2160 (220)
Примеры условного обозначения стальных канатов
- Канат 16,5 – Г – И – Н – Р – Т – 1960 ГОСТ 2688 – 80 Канат диаметром 16,5 мм грузового назначения первого сорта из проволоки без покрытия, правая поперечная свивка, незакручиваемая, выпрямленная, повышенной точности, группа маркировки 1960 Н/мм2 (200 кгс/мм2), по ГОСТ 2688 – 80
- Канат 12 – ГЛ – ВК – Л – О – Н – 1770 ГОСТ 2688 – 80 Канат диаметром 12,0 мм для грузов человека марки ВК, из проволоки без покрытия, левой односторонней свивки, некрутящийся, не -центрированный, нормальной точности, группа маркировки 1770 Н/мм2 (180 кгс/мм2), по ГОСТ 2688-80
- Канат 25,5-Г-ВК-С-Н-Р-Т-1670 ГОСТ 7668-80 Канат диаметром 25,5 мм грузового назначения марки ВК, оцинкованный по группе С, правой поперечной свивки, некрутящийся, выпрямленный , повышенной точности , группа маркировки 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 7668 – 80
- Канат 5. 6 – Г – В – Ж – Н – МК – Р – 1670 ГОСТ 3063 – 80 Канат диаметром 5,6 мм грузового назначения марки Б, оцинкованный по группе Г, правой свивки, некрутящийся, низкопрочный вращения, выпрямленные, группа маркировки 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 3063 – 80
Каждая конструкция каната имеет преимущества и недостатки, которые необходимо учитывать при выборе канатов для конкретных условий эксплуатации. При выборе необходимо выдерживать необходимые соотношения между диаметрами тел намотки и диаметрами канатов и их наружных проволок, а также необходимый запас прочности, обеспечивающий безаварийную работу.
Канаты одинарной свивки из круглой проволоки – обыкновенной спирали (ГОСТ 3062-80; 3063-80; 3064-80) обладают повышенной жесткостью, поэтому их рекомендуется применять там, где преобладают растягивающие нагрузки на канат (молниезащитные тросы ВЛ, ограждения, растяжки и т.п.)
Канаты двойной свивки с линейным контактом проводов в пряди отличаются простотой изготовления, они обладают относительно высокой работоспособностью и имеют достаточное количество разнообразных исполнений. Последнее позволяет выбирать канаты для эксплуатации при больших предельных нагрузках, при значительном абразивном износе, в различных агрессивных средах, при минимально допустимом соотношении диаметра тела навивки и диаметра каната.
Канаты марки ЛК-Р (ГОСТ 2688-80, 14954-80) следует применять при эксплуатации канатов в условиях воздействия агрессивных сред, интенсивных знакопеременных изгибов и работ на открытом воздухе. Высокая конструкционная прочность этих канатов позволяет использовать их во многих очень сложных условиях эксплуатации крана.
Канаты типа ЛК-О (ГОСТ 3077-80, 3081-80; 3066-80; 3069-80; 3083-80) устойчиво работают в условиях сильного истирания за счет наличия в верхнем слое проволок большего диаметра . Эти канаты получили широкое распространение, но для их нормальной работы требуется несколько увеличенный диаметр блоков и барабанов.
Канаты типа ЛК-З (ГОСТ 7665-80, 7667-80) применяются, когда требуется гибкость, при условии, что канат не подвергается воздействию агрессивной среды. Использование этих канатов в агрессивных средах не рекомендуется из-за тонких присадочных проволок в прядях, которые легко поддаются коррозии.
Канаты типа ЛК-РО (ГОСТ 7668-80, 7669-80, 16853-80) характеризуются относительно большим количеством проволок в прядях и поэтому обладают повышенной гибкостью. Наличие в наружном слое этих канатов относительно толстых проволок позволяет успешно эксплуатировать их в условиях абразивного износа и агрессивных сред. Благодаря такому сочетанию свойств строительный канат типа ЛК-РО является универсальным.
Канаты двойной свивки с точечно-линейным контактом проволок в прядях типа ТЛК-О (ГОСТ 3079-80) следует применять, когда применение канатов с линейным касанием проволок в прядях невозможно из-за к нарушению минимально допустимых регулировочных соотношений между диаметрами элементов намотки и диаметрами проволок каната или при невозможности обеспечения рекомендуемого запаса прочности.
Канаты двойной свивки с точечным контактом проволок в прядях типа ТК (ГОСТ 3067-88; 3068-88; 3070-88; 3071-88) не рекомендуется для критических и интенсивных установок. Эти канаты могут применяться только для ненапряженных условий эксплуатации, где знакопеременные изгибы и пульсирующие нагрузки незначительны или отсутствуют (стропы, канаты-подтяжки, временные лесосплавные крепи и тормозные канаты и др.)
Многопрядные двойной свивки канаты (ГОСТ 3088-80; 7681-80) в зависимости от принятых направлений укладки прядей в отдельные слои изготовляют рядовыми и некрутящимися. Последние обеспечивают надежную и устойчивую работу на механизмах со свободным подвешиванием груза, а большая опорная поверхность и меньшие удельные давления на наружные проволоки позволяют добиться относительно высокой работоспособности каната. Недостатками многопрядных канатов являются сложность изготовления (особенно предварительная деформация), склонность к расслаиванию, сложность контроля за состоянием внутренних слоев прядей.
Канаты тройной свивки (ГОСТ 3089-80) применяются, когда основными эксплуатационными требованиями являются максимальная гибкость и эластичность каната, а его прочность и опорная поверхность не являются критическими. Органические сердечники в прядях целесообразны, когда канат предназначен для буксировки и швартовки, где требуются повышенные упругие свойства каната. Из-за использования проволоки меньшего диаметра по сравнению с проволокой канатов двойной свивки, канаты тройной свивки требуют для нормальной работы шкивы значительно меньшего диаметра.
Канаты трехгранные пряди (ГОСТ3085-80) характеризуются повышенной структурной устойчивостью, очень высоким коэффициентом заполнения и большой несущей поверхностью. Применение этих канатов особенно целесообразно при высоких концевых нагрузках и сильном абразивном износе. Эти канаты рекомендуется использовать как в установках с фрикционными блоками, так и в многослойной намотке на барабаны. Недостатком канатов с треугольными прядями являются резкие изгибы проволок на краях прядей, повышенная жесткость каната, сложность изготовления прядей.
Канаты плоские (ГОСТ 3091-80; 3092-80) находят применение в качестве уравновешивающих на шахтных подъемных установках. К преимуществам этих веревок можно отнести их отсутствие кручения. Однако ручные операции, применяемые при сшивании канатов, и относительно быстрое разрушение ремешка в процессе эксплуатации ограничивают область применения этих канатов в промышленности.
Классификация канатов по отечественным и зарубежным стандартам
| ГОСТ | ДИН | ЕН | БС | ИСО |
| ГОСТ 2688-80 | ДИН 3059-72 | ЕН 12385 | БС 302 6х19 (12/6/1) ФК | |
| ГОСТ 3062-80 | ДИН 3052-71 | |||
| ГОСТ 3063-80 | ДИН 3053-72 | |||
| ГОСТ 3064-80 | ДИН 3054-72 | |||
| ГОСТ 3066-80 | ДИН 3055-72 | ЕН 12385 | БС 302 6×7 (6/1)ВСК | |
| ГОСТ 3067-88 | ДИН 3060-72 | ЕН 12385 | БС 302 6х19 (12/6/1) ВСК | |
| ГОСТ 3068-88 | ДИН 3066-72 | |||
| ГОСТ 3069-80 | ДИН 3055-72 | ЕН 12385 | БС 302 6×7 (6/1) ФК | |
| ГОСТ 3070-88 | ДИН 3060-72 | БС 302 6×19 (12/6/1) ВСК | ||
| ГОСТ 3071-88 | ДИН 3066-72 | БС 302 6х37 (18/12/6/1) ФК | ||
| ГОСТ 3077-80 | ДИН 3058-72 | ЕН 12385 | БС 302 6х19 (9/9/1) ФК | ИСО 2408 |
| ГОСТ 3079-80 | ||||
| ГОСТ 3081-80 | ДИН 3058-72 | ЕН 12385 | БС 302 6х19 (9/9/1) ВКР | ИСО 2408 |
| ГОСТ 7668-80 | ДИН 3064-72 | ЕН 12385 | БС 302 6х36 (14/7&7/7/1) ФК | ИСО 2408 |
| ГОСТ 7669-80 | ДИН 3064-72 | ЕН 12385 | BS 302 6×36 (14/7 и 7/7/1) IWRC | ИСО 2408 |
| ГОСТ 14954-80 | ДИН 3059-72 | ЕН 12385 | БС 302 6х19 (12/6+6Ф/1) МКР |
98. На ББКД должна быть исключена возможность сближения лыжника со шкивами.
99. На БКД с барабанными тягово-сцепными устройствами и самообслуживанием расстояние между опорной плитой или траверсой и поверхностью снежного покрова в зоне приземления должно быть 0,6-1,0 м. (плит) над снежным покровом должно быть не менее 1,6 м.
100. В зоне приземления должны быть установлены следующие знаки:
Не покидать фарватер;
В случае падения немедленно покинуть тропу;
Посадка и посадка на данном участке трассы запрещена;
Возьмите лыжные палки в одну руку;
Запрещено использование стиля “слалом” при движении по трассе.
101. Зона приземления должна быть расположена так, чтобы ее можно было быстро эвакуировать и обеспечить сброс буксировочных устройств.
102. В зоне посадки БКД с тягово-сцепными устройствами барабанного типа барабаны должны проходить на высоте не менее 2,3 м от поверхности снежного покрова. При этом после высадки пассажира тяговый канат не должен перекрываться дорожными конструкциями и буксировочными устройствами на стороне спуска.
Расстояние от тягового каната БКД с тягами до поверхности снежного покрова должно быть не менее длины тягово-сцепного устройства в сборе.
(пункт в редакции, вступившей в силу с 10.06.2016 приказом Ростехнадзора от 28.04.2016 N 170. – См. стар. ред.)
103. Угол наклона площадки приземления не должен превышать 6° в сторону выхода на трассу:
На БКД с барабанными устройствами непосредственно за опорой;
Для БКД с тягово-сцепными устройствами стержневого типа с тем, чтобы пассажиры освобождали тягово-сцепные устройства сразу после прохождения хомутом последней опоры;
Абзац исключен с 10 июня 2016 г. – приказ Ростехнадзора от 28 апреля 2016 г. N 170. – См. стар. ред.
104. На верхней станции расстояние (L) между началом точки расцепки лыжников и точкой входа каната в шкив или балансир должно обеспечивать принятие буксировочным устройством исходного положения, а именно:
С устройством барабанного типа L 12 В;
С устройством стержневого типа L 4 V,
Где V – максимальная скорость движения, м/с.
Допускается уменьшение этого расстояния в случае обеспечения безопасного проезда буксировочного устройства в районе станции.
На БКД с тягово-сцепными устройствами как барабанного, так и стержневого типа допускается выход пассажиров на шкиве, если это предусмотрено конструкцией станции.
(Абзац дополнительно включен с 10 июня 2016 г. приказом Ростехнадзора от 28 апреля 2016 г. N 170)
105. За зоной посадки устанавливаются устройства контроля, автоматически останавливающие движение в следующих случаях:
Пассажир не успел отпустить буксировочное устройство;
Буксировочное устройство не вернулось в исходное состояние.
106. На маршруте ББКД приборы контроля располагаются за зоной высадки таким образом, чтобы исключить возможность приближения пассажира к шкивам.
107. В зонах приземления должны быть установлены информационные знаки:
Предварительное уведомление о месте высадки;
Освободить буксировочное устройство;
Не задерживайтесь на месте высадки.
Канаты
108. Стальные канаты, используемые на компакт-диске, должны быть предназначены для перевозки людей и не должны раскручиваться. Соответствие каната должно быть подтверждено сертификатом, выданным организацией – изготовителем каната.
109. Прочность канатов на растяжение должна соответствовать параметрам, определяемым по формуле:
Прочность на разрыв каната в целом, взятая по сертификату или акту испытаний;
S – максимальное натяжение каната;
Минимальный коэффициент запаса прочности, принятый в соответствии с критериями, приведенными в пунктах 118-122 настоящих ФНР.
110. При указании в сертификате изготовителя (акте испытаний) суммарного разрывного усилия всех проволок разрывное усилие каната в целом определяют путем умножения суммарного разрывного усилия всех проволок на коэффициент потери сечения.
111. Коэффициент потери сечения составляет:
Для канатов круглой пряди – 0,83;
Для канатов закрытой конструкции – 0,9.
112. Выбор каната следует производить в соответствии с критериями, приведенными в таблице №1.
Название каната
Тип канатной дороги
одноканатная или двойная одноканатная
двойная канатная дорога
несущий трос
Закрытый строительный канат
Несущий тяговый канат
канат двойной свивки
Тяговый трос
канат двойной свивки
натяжной трос
канат двойной свивки
спасательный трос
Барабанная лебедка
канат двойной свивки
веревочная петля
канат двойной свивки
Эвакуационный трос
канат двойной свивки
Кабель Кабель
Канат двойной свивки, закрытый конструкционный канат
Название каната
Тип канатной дороги
Заземление CD
буксировка CD
не поддерживается BKD
тягач со съемными тягово-сцепными устройствами
буксировка с несъемными буксировочными устройствами
Тяговый трос
канат двойной свивки
Канат двойной свивки или полимерный канат
канат двойной свивки
Буксирный трос
Канат одинарной свивки, органический или полимерный канат
Натяжной трос (включая сдвоенные тросы)
канат двойной свивки
спасательный трос
Барабанная лебедка
канат двойной свивки
веревочная петля
канат двойной свивки
Эвакуационный трос
Канат двойной свивки, органический или полимерный канат
Кабель Кабель
Замкнутый канат или канат двойной свивки
Канат для подвески сигнального кабеля
Канат одинарной или двойной свивки
Трос тормоза
канат двойной свивки
113. Выбор вида крепления концов каната должен соответствовать параметрам, приведенным в таблице N 2.
Стол № 2
Варианты крепления концов каната
Название каната | Тип крепления концов каната | ||||||||
залив- | зажим- | бар- | винт- | веревка- | шаль- | зажим- | зап- | рычаг- | |
несущий трос | |||||||||
Тяговый трос | |||||||||
Несущий тяговый канат | |||||||||
натяжной трос | |||||||||
тормозной трос | |||||||||
Кабель Кабель | |||||||||
Сигнальный кабель | |||||||||
спасательная веревка | |||||||||
114. Количество звеньев при сращивании тяговых и несущих тяговых канатов должно быть минимальным и определяться с учетом длины поставляемых канатов.
Минимальная длина звена должна быть не менее 1200dk (dk — номинальный диаметр каната). При выполнении двух и более звеньев расстояние между ними должно быть не менее 3000 дк.
115. Диаметр каната в районе звена, измеренный на растяжение, не должен превышать номинального диаметра более чем:
5 % – между узлами звена;
15% – в месте узлов перемычки для КД с неразъемным хомутом;
10% – в месте узлов перемычки для КР с разъемным хомутом.
116. Сращивание несущего каната, а также сращивание натяжных канатов не допускается.
(пункт в редакции, вступившей в силу с 10.06.2016 приказом Ростехнадзора от 28.04.2016 N 170. – См. стар. ред.)
117. Допускается сращивание концов тяговых канатов ББКД специальными устройствами с клиновыми замками.
118. Минимальный коэффициент запаса прочности несущих канатов должен соответствовать заданному значению при следующих трех условиях:
Рабочее состояние без активированного предохранительного тормоза на несущем канате | |
Рабочее состояние с активированным предохранительным тормозом на несущем тросе | |
В нерабочем режиме с учетом климатических условий |
119. Минимальный запас прочности тяговых канатов должен соответствовать следующим значениям:
Заземление CD | |
Маятник CD без предохранительного тормоза на несущей веревке | |
Маятник CD с предохранительным тормозом на несущем тросе | |
Двухканатная КД замкнутого цикла только для одного направления | |
Буксировочный компакт-диск |
120. Минимальный коэффициент запаса прочности для несущих канатов принимается равным 4.
404
- Правила и ресурсы
- Услуги
- Инновации и технологии
- Новости и события
- О нас и карьере
- Правила и ресурсы
- Правила и руководства
- Нормативные обновления
- Консультации и отчеты
- Государство флага и порта
- Инженерное программное обеспечение
- Технические обзоры
- Портал ABS MyFreedom™
- Базы данных
- Формы
- Услуги
- Классификация
- Одобрение и сертификация
- Аудиты компаний и судов
- Global Marine
- Глобальный оффшор
- Глобальная оффшорная ветроэнергетика
- Глобальное правительство
- Устойчивое развитие и обезуглероживание
- Цифровые решения
- Кибербезопасность
- Морская подготовка
- Инновации и технологии
- Развитие технологий
- Академическое участие
- Отраслевые партнерства
- Данные и цифровизация
- Новости и события
- Комната новостей
- События
- Публикации
- О нас и карьере
- Кто мы
- Безопасность
- Карьера
- Свяжитесь с нами
Электронная почта: CSC@eagle.