Гост фрезы концевые с цилиндрическим хвостовиком – ГОСТ 17025-71 Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры (с Изменениями N 1-6)
alexxlab | 28.03.2020 | 0 | Разное
ГОСТ 29129-91 Фрезы концевые конические с цилиндрическим хвостовиком…
ГОСТ 29129-91
(ИСО 3940-77)
Группа Г23
ФРЕЗЫ КОНЦЕВЫЕ КОНИЧЕСКИЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
ДЛЯ ОБРАБОТКИ ШТАМПОВ
Размеры
Tapered die-sinking cutters with parallel shanks. Dimensions
МКС 25.100.20
ОКП 39 1840
Дата введения 1993-01-01
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации “Инструмент” (ТК 95)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 21.11.91 N 1776
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 3940-77 “Фрезы профильные концевые с цилиндрическими хвостовиками для обработки штампов”
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 14034-74 | 4 |
ГОСТ 25334-94 | 5 |
5. ПЕРЕИЗДАНИЕ. Июль 2004 г.
Настоящий стандарт распространяется на фрезы концевые конические с цилиндрическим хвостовиком для обработки конических пазов с конусностью 1:6; 1:8; 1:10; 1:20.
Требования всех пунктов настоящего стандарта являются обязательными.
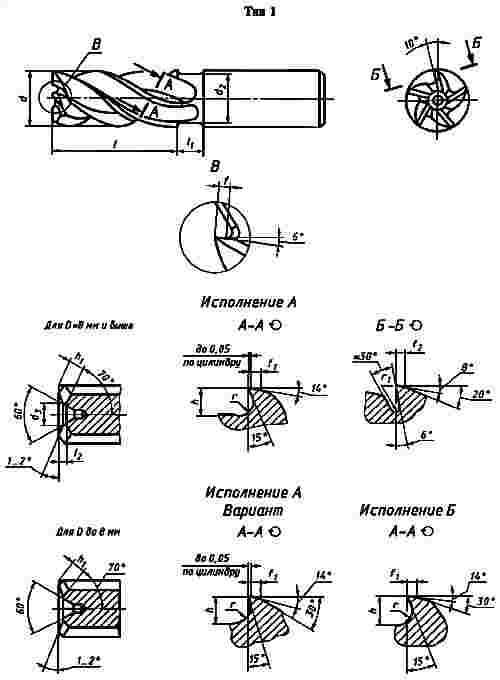
1. Фрезы должны изготовляться типов:
1 – с плоскосрезанным конусом;
2 – с закругленным конусом.
2. Основные размеры фрез должны соответствовать указанным на чертеже и в табл.1-3 (соответственно укороченных, нормальной длины, удлиненных фрез).
Чертеж
Таблица 1
Размеры, мм
Обозначение фрез типа | Применяемость фрез типа | Испол- нение | Уклон | Половина угла конуса |
| |||||
1 | 2 | 1 | 2 | |||||||
2280-0141 | 2280-1201 | 1 | 1:6 | (9°28′) | (2,5) | 12 | 31,5 | 85 | ||
2280-0171 | 2280-0231 | 2 | ||||||||
2280-0142 | 2280-0202 | 1 | 4 | 16 | 36 | 93 | ||||
2280-0172 | 2280-0232 | 2 | ||||||||
2280-0143 | 2280-0203 | 1 | 6 | 20 | 42 | 106 | ||||
2280-0173 | 2280-0233 | 2 | ||||||||
2280-0144 | 2280-0204 | 1 | 8 | 25 | 50 | 120 | ||||
2280-0174 | 2280-0234 | 2 | ||||||||
2280-0145 | 2280-0205 | 1 | (12) | 32 | 63 | 135 | ||||
2280-0175 | 2280-0235 | 2 | ||||||||
2280-0146 | 2280-0206 | 1 | 1:10 | (5°43′) | (2,5) | 10 | 37,5 | 85 | ||
2280-0176 | 2280-0236 | 2 | ||||||||
2280-0147 | 2280-0207 | 1 | 4 | 10 | 40 | 90 | ||||
2280-0177 | 2280-0237 | 2 | ||||||||
2280-0148 | 2280-0208 | 1 | 6 | 12 | 40 | 95 | ||||
2280-0178 | 2280-0238 | 2 | ||||||||
2280-0149 | 2280-0209 | 1 | 8 | 16 | 45 | 103 | ||||
2280-0179 | 2280-0239 | 2 | ||||||||
2280-0151 | 2280-0211 | 1 | 12 | 20 | 45 | 106 | ||||
2280-0181 | 2280-0241 | 2 | ||||||||
2280-0152 | 2280-0212 | 1 | 16 | 25 | 50 | 120 | ||||
2280-0182 | 2280-0242 | 2 | ||||||||
2280-0153 | 2280-0213 | 1 | 20 | 32 | 63 | 140 | ||||
2280-0183 | 2280-0243 | 2 | ||||||||
2280-0154 | 2280-0214 | 1 | 1:20 | (2°52′) | (6) | 10 | 40 | 95 | ||
2280-0184 | 2280-0244 | 2 | ||||||||
2280-0155 | 2280-0215 | 1 | 8 | 12 | 45 | 105 | ||||
2280-0185 | 2280-0245 | 2 | ||||||||
2280-0156 | 2280-0216 | 1 | 12 | 16 | 50 | 109 | ||||
2280-0186 | 2280-0246 | 2 | ||||||||
2280-0157 | 2280-0217 | 1 | 16 | 20 | 56 | 120 | ||||
2280-0187 | 2280-0247 | 2 | ||||||||
2280-0158 | 2280-0218 | 1 | 20 | 25 | 63 | 135 | ||||
2280-0188 | 2280-0248 | 2 | ||||||||
Таблица 2
Размеры, мм
Обозначение фрез типа | Применяемость фрез типа | Испол- нение | Уклон | Половина угла конуса |
| |||||
1 | 2 | 1 | 2 | |||||||
2280-0261 | 2280-0321 | 1 | 1:6 | (9°28′) | 4 | 20 | 56 | 120 | ||
2280-0291 | 2280-0351 | 2 | ||||||||
2280-0262 | 2280-0322 | 1 | 6 | 25 | 63 | 135 | ||||
2280-0292 | 2280-0352 | 2 | ||||||||
2280-0263 | 2280-0323 | 1 | 8 | 32 | 71 | 145 | ||||
2280-0293 | 2280-0353 | 2 | ||||||||
2280-0264 | 2280-0324 | 1 | 1:8 | (7°07′) | 4 | 16 | 50 | 109 | ||
2280-0294 | 2280-0354 | 2 | ||||||||
2280-0265 | 2280-0325 | 1 | 6 | 20 | 56 | 120 | ||||
2280-0295 | 2280-0355 | 2 | ||||||||
2280-0266 | 2280-0326 | 1 | 8 | 20 | 56 | 120 | ||||
2280-0296 | 2280-0356 | 2 | ||||||||
2280-0267 | 2280-0327 | 1 | 12 | 25 | 63 | 135 | ||||
2280-0297 | 2280-0357 | 2 | ||||||||
2280-0268 | 2280-0328 | 1 | 1:10 | (5°43′) | 4 | 16 | 63 | 125 | ||
2280-0298 | 2280-0358 | 2 | ||||||||
2280-0269 | 2280-0329 | 1 | 6 | 16 | 63 | 125 | ||||
2280-0299 | 2280-0359 | 2 | ||||||||
2280-0271 | 2280-0331 | 1 | 8 | 20 | 71 | 135 | ||||
2280-0301 | 2280-0361 | 2 | ||||||||
2280-0272 | 2280-0332 | 1 | 12 | 25 | 71 | 140 | ||||
2280-0302 | 2280-0362 | 2 | ||||||||
2280-0273 | 2280-0333 | 1 | 16 | 32 | 80 | 155 | ||||
2280-0303 | 2280-0363 | 2 | ||||||||
2280-0274 | 2280-0334 | 1 | 20 | 32 | 100 | 175 | ||||
2280-0304 | 2280-0364 | 2 | ||||||||
2280-0275 | 2280-0335 | 1 | 1:20 | (2°52′) | 6 | 10 | 63 | 115 | ||
2280-0305 | 2280-0365 | 2 | ||||||||
2280-0276 | 2280-0336 | 1 | (8) | 16 | 80 | 138 | ||||
2280-0306 | 2280-0366 | 2 | ||||||||
2280-0277 | 2280-0337 | 1 | 12 | 20 | 80 | 140 | ||||
2280-0307 | 2280-0367 | 2 | ||||||||
2280-0278 | 2280-0338 | 1 | 16 | 25 | 90 | 160 | ||||
2280-0308 | 2280-0368 | 2 | ||||||||
2280-0279 | 2280-0339 | 1 | 20 | 25 | 100 | 170 | ||||
2280-0309 | 2280-0369 | 2 | ||||||||
Таблица 3
Размеры, мм
Обозначение фрез типа | Применяемость фрез типа | Испол- нение | Уклон | Половина угла конуса |
| |||||
1 | 2 | 1 | 2 | |||||||
2280-0381 | 2280-0421 | 1 | 1:6 | (9°28′) | 4 | 32 | 90 | 165 | ||
2280-0401 | 2280-0441 | 2 | ||||||||
2280-0382 | 2280-0422 | 1 | (6) | 32 | 102 | 175 | ||||
2280-0402 | 2280-0442 | 2 | ||||||||
2280-0383 | 2280-0423 | 1 | (8) | 32 | 112 | 185 | ||||
2280-0403 | 2280-0443 | 2 | ||||||||
2280-0384 | 2280-0424 | 1 | 1:8 | (7°07′) | 6 | 25 | ||||
docs.cntd.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
Фрезы концевые цельные твердосплавные. Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
(ISO 10911:2010, MOD)
Издание официальное
Москва
Стандартинформ
2014
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 ноября 2013 г. № 61-П)
За принятие проголосовали: | ||||||||||||||||||||||||||||||||||||
|
4 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 10911:2010 Solid hardmetal end mills with j? indria I b ank — Dimenfeons (Фрезы цельные твердосплавные концевые с цилиндрическим хвостовиком. Размеры) путем внесения дополнительных положений.
Международный стандарт разработан техническим комитетом по стандартизации ТС 29/SC 9 «Инструменты с режущими кромками из твердых режущих материалов».
Дополнительные положения приведены в разделах 4—6, пунктах 3.1.2, 3.1.3, 3.1.6—3.2.3, 3.2.5— 3.2.12, приложении А и заключены в рамки из тонких линий. Дополнительные фразы, слова, показатели и их значения внесены в текст стандарта и выделены полужирным курсивом. Дополнительные требования введены для возможности изготовления фрез на предприятиях.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов, заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие межгосударственные стандарты.
Перечень технических отклонений с разъяснением причин их внесения приведен в приложении ДА.
Сравнение структуры международного стандарта со структурой межгосударственного стандарта приведено в приложении ДБ.
Перевод с английского языка (еп).
Приложение А (рекомендуемое)
Неравномерная разбивка шага зубьев фрез
Неравномерная разбивка шага зубьев фрез указана на рисунке А.1 и в таблице А.1
Число зубьев z | <Pi | ф2 | Фз | Ф4 | Ф5 | Фб |
3 | 110° | 123° | 127° | – | – | – |
4 | CD О | 00 сл | CD О | CD СЛ | – | – |
Приложение ДА (справочное)
Перечень технических отклонений с разъяснением причин их внесения
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2 Таблица ДА.1
Структурный элемент (раздел) | Модификация |
Раздел Нормативные ссылки | Ссылка на ISO 3338-1 «Хвостовики цилиндрические для фрез. Часть 1. Размеры цилиндрических хвостовиков» заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-1—77)1) «Хвостовики цилиндрические для фрез. Основные размеры» Ссылка на ISO 3338-2 «Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской» заменена ссылкой на ГОСТ 25334-94 (ИСО 3338-2—85)1) «Хвостовики цилиндрические для фрез. Основные размеры» |
^ Степень соответствия — MOD. Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. | |
Таблица ДА.2 | ||||||||
| ||||||||
8
ГОСТ 32405-2013
Приложение ДБ (справочное)
Сравнение структуры международного стандарта со структурой межгосударственного стандарта
Таблица ДБ.1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9
УДК 621.914.22.025.7:006.354 МКС 25.100.20 Г23 ОКП 39 1852 MOD
Ключевые слова: фрезы концевые твердосплавные, цилиндрический хвостовик, технические условия
10
Редактор Р.Г. Говердовская Технический редактор В.Н. Прусакова Корректор Р.А. Ментова Компьютерная верстка Л.А. Круговой
Гарнитура Ариал.
Сдано в набор 20.05.2014. Подписано в печать 02.06.2014. Формат 60 »841/8.
Уел. печ. л. 1,86. Уч.-изд. л. 1,30. Тираж 74 экз. Зак. 2185.
Издано и отпечатано во ФГУП «СТАНДАРТИНФОРМ», 123995 Москва, Гранатный пер., 4. www.gostinfo.ru [email protected]
ГОСТ 32405-2013
Официальный экземпляр международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, имеется в Федеральном агентстве по техническому регулированию и метрологии.
Степень соответствия — модифицированная (MOD)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 12 февраля 2014 г. № 23-ст межгосударственный стандарт ГОСТ 32405-2013 (ISO 10911:2001) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
6 ВЗАМЕН ГОСТ 18372-73
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ, 2014
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ГОСТ 32405-2013Содержание
1 Область применения…………………………………………………………1
2 Нормативные ссылки…………………………………………………………1
3 Технические требования………………………………………………………2
4 Правила приемки……………………………………………………………4
5 Методы контроля и испытаний………………………………………………….5
6 Транспортирование и хранение…………………………………………………6
Приложение А (рекомендуемое) Неравномерная разбивка шага зубьев фрез………………..7
Приложение ДА (справочное) Перечень технических отклонений с разъяснением причин их
внесения………………………………………………………8
Приложение ДБ (справочное) Сравнение структуры международного стандарта со структурой
межгосударственного стандарта……………………………………..9
IV
ГОСТ 32405-2013 (ISO 10911:2010)МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТФРЕЗЫ КОНЦЕВЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ Технические условия
ФРЕЗЫ КОНЦЕВЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ Технические условия
Solid hardmetal end mills. Specifications
Дата введения — 2015—01—01
1 Область применения
Настоящий стандарт распространяется на концевые цельные твердосплавные фрезы с цилиндрическим хвостовиком, предназначенные для обработки труднообрабатываемых материалов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики ГОСТ 3882-74 (ИСО 543—75) Сплавы твердые спеченные. Марки ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9378-93 (ИСО 2632-1—85, ИСО 2632-2—85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 14034-74 Отверстия центровые. Размеры
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка ГОСТ 25334-94 (ИСО 3338-1—77, ИСО 3338-2—85) Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Издание официальное
3 Технические требования 3.1 Типы и основные размеры
3.1.1 Концевые цельные твердосплавные фрезы с цилиндрическим хвостовиком следует изготовлять двух типов:
1 — с короткой режущей частью;
2 — с длинной режущей частью.
3.1.2 Основные размеры фрез с гладким цилиндрическим хвостовиком должны соответствовать указанным на рисунке 1 и в таблице 1.
Таблица 1 В миллиметрах | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечания 1 Размеры, указанные в таблице 1, также применимы для фрез с цилиндрическими хвостовиками с лысками. 2 Допускается изготовление фрез cd2 = d^. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ГОСТ 32405-2013
Пример условного обозначения фрезы концевой цельной твердосплавной типа 1, диаметром режущей части 3 мм, диаметром хвостовика 6 мм, с числом зубьев 2, из твердого сплава марки ВК8:
Фреза 1 — 3 — 6 — 2 — ВК8 ГОСТ 32405-2013
3.1.3 Фрезы следует изготовлять праворежущие, леворежущие — по заказу.
3.1.4 Фрезы с двумя центральными режущими зубьями на торце — пазовые. Фрезы не менее чем с тремя зубьями также могут быть с центральными режущими зубьями на торце.
3.1.5 Размеры хвостовиков фрез — по ГОСТ 25334*.
3.1.6 Центровые отверстия — по ГОСТ 14034.
Допускается изготовление фрез диаметром до 4,5 мм включительно с наружным центром со стороны хвостовика.
3.1.7 Угол наклона стружечной канавки:
30°—40° — для фрез с числом зубьев 2 или 3;
30°—35° — для фрез с числом зубьев 4.
3.1.8 Фрезы следует изготовлять с неравномерным окружным шагом зубьев. Неравномерная разбивка шага зубьев приведена в приложении А.
Примечание —Допускается изготовление фрез с равномерным окружным шагом.
3.2 Характеристики
3.2.1 Фрезы следует изготовлять из твердого сплава марок ВК6-М, ВК8, ВКЮ-ХОМ по ГОСТ 3882. Допускается изготовление фрез из других марок твердого сплава по заказу потребителя.
3.2.2 На режущих кромках фрез не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, сколов, черновин на шлифованных поверхностях.
3.2.3 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более:
Rz 1,6 — для передних и задних поверхностей главных режущих кромок;
Ra 0,63 — для поверхности хвостовика;
Rz 3,2 — для поверхности вспомогательных режущих кромок и поверхности фасок;
Rz 20 — для остальных поверхностей.
Примечание —Шероховатость передних поверхностей выдерживается на высоте не менее 1/3 глубины стружечной канавки.
3.2.4 Предельные отклонения размеров фрез должны быть, мм, не более: +2,0— для общей длины фрез типов 1 и 2;
+1,0— для длины режущей части фрез до 10 мм включ. ;
+1,5— » » » » » св. 10 » 22 мм » ;
3.2.5 На задней поверхности фрез вдоль режущих кромок допускается ленточка шириной, мм, не более:
0,02 для фрез диаметром до 6 мм включ.;
0,03 » » » св. 6 »12мм »;
0,04 » » » » 12 мм.
3.2.6 Допуск радиального и торцового биения режущих кромок зубьев относительно оси хвостовика должен быть, мм, не более:
0,015 для фрез диаметром до 5 мм включ.;
0,020 » » » св. 5» 12 мм » ;
0,030 » » » » 12 мм.
+2,0— » » » » » » 22 мм.
На территории Российской Федерации действует ГОСТ Р 52965-2008.
3
3.2.7 Конусность по всей длине режущей части должна быть, мм, не более:
0,01 для фрез диаметром до 5 мм включ.;
0,02 » » » св. 5 мм» 12 мм »;
0,03 » » » » 12 мм.
3.2.8 Средний Т и установленный Ту периоды стойкости фрез при обработке конструкционной легированной стали при условиях испытаний по 5.7 должны соответствовать указанным в таблице 2.
Таблица 2 | |||||||||
|
При обработке других материалов, указанных в 5.7, на средний период стойкости вводится поправочный коэффициент:
0,6 — для нержавеющей стали;
0,5 — для жаропрочной стали.
3.2.9 Критерием затупления является допустимый износ по задней поверхности зубьев фрезы, значения которого должны быть не более указанных в таблице 3.
Таблица 3 В миллиметрах | ||||||||||||
|
3.2.10 Маркировка
На хвостовике каждой фрезы диаметром свыше 5 мм должны быть четко нанесены:
– товарный знак предприятия-изготовителя;
– диаметр фрезы;
– длина режущей части;
– диаметр хвостовика для фрез диаметрами 2; 2,5; 3 мм;
– марка твердого сплава.
Маркировку фрез диаметром менее 5 мм следует указывать на этикетке, вкладываемой в упаковку.
3.2.11 Транспортная маркировка и маркировка потребительской тары — по ГОСТ 18088.
3.2.12 Упаковка — по ГОСТ 18088.
4 Правила приемки
4.1 Приемка фрез — по ГОСТ 23726.
4.2 Периодические испытания на средний период стойкости проводят один раз в три года, на установленный период стойкости — один раз в год. Испытания проводят не менее чем на трех фрезах любого типоразмера.
4.3 Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид фрез контролируют визуально с помощью лупы ЛГИ—4х по ГОСТ 25706.
5.2 При контроле размерных параметров фрез применяют методы и средства измерения, погрешность которых должна быть не более:
– значений, указанных в ГОСТ 8.051, — при измерении линейных размеров;
– 35 % допуска на проверяемый угол » » угловых »;
– 25 % допуска на проверяемый параметр — при контроле формы и расположения поверхностей.
5.3 Шероховатость поверхностей фрез проверяют сравнением с эталонами шероховатости по ГОСТ 9378 или с образцами-эталонами фрез, имеющими параметры шероховатости не более указанных в 3.2.3.
5.4 Испытания фрез на работоспособность, средний и установленный периоды стойкости проводят на фрезерных станках с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости.
5.5 Испытания фрез следует проводить на образцах из конструкционной легированной стали, нержавеющей стали или жаропрочной стали, имеющих обработанную поверхность с параметрами шероховатости не более Ra 2,5 мкм.
5.6 В качестве смазывающе-охлаждающей жидкости следует применять: для конструкционных легированных сталей — 5 %-ный—10 %-ный раствор эмульсолов ЭТ-2, Укринол-1 в воде; для нержавеющих и жаропрочных сталей и сплавов — 10 %-ный—15 %-ный раствор эмульсолов ЭТ-2, Аквол-6 в воде.
5.7 Испытания фрез на работоспособность, средний и установленный периоды стойкости проводят при фрезеровании уступов на режимах, указанных в таблице 4.
Таблица 4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5.8 При испытании фрез на работоспособность общая длина фрезерования должна составлять, мм, не менее:
100 — | ДЛЯ | фрез | диаметром | от | 1,0 до 2,5 мм включ |
200 — | » | » | » | св | . 2,5 » 4,0 мм »; |
300 — | » | » | » | » | 4,0 » 6,0 мм »; |
400 — | » | » | » | » | 6,0» 10,0 мм »; |
500 — | » | » | » | » | 10 мм. |
5.9 После испытаний на работоспособность на режущих кромках фрез не должно быть выкрашиваний и сколов, они должны быть пригодны к дальнейшей работе.
5.10 Приемочные значения среднего Т и установленного Ту периодов стойкости должны быть не менее указанных в таблице 5.
Таблица 5 | |||||||||||
| |||||||||||
6 Транспортирование и хранение
Транспортирование и хранение — по ГОСТ 18088.
standartgost.ru
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
| Фрезы типа 1 | ||||||
| D | d | l | L | z | Исполнения А праворежущие | Условное обозначение по ГОСТ 32831-2014* |
| Фреза концевая ц/х 2 | 4 | 7 | 39 | 3 | 2220-0164 | 2-1-А-1-4-39 |
| Фреза концевая ц/х 2,5 | 8 | 40 | 2220-0173 | 2,5-1-А-1-4-40 | ||
| Фреза концевая ц/х 3 | 4 | 2220-0001 | 3-1-А-1-4-40 | |||
| Фреза концевая ц/х 3,5 | 10 | 42 | 2220-0182 | 3,5-1-А-1-4-42 | ||
| Фреза концевая ц/х 4 | 11 | 43 | 2220-0003 | 4-1-А-1-4-43 | ||
| Фреза концевая ц/х 5 | 5 | 13 | 47 | 2220-0005 | 5-1-А-1-5-47 | |
| Фреза концевая ц/х 6 | 6 | 57 | 2220-0007 | 6-1-А-1-6-57 | ||
| Фреза концевая ц/х 7 | 8 | 16 | 60 | 2220-0429 | 7-1-А-1-8-60 | |
| Фреза концевая ц/х 8 | 19 | 63 | 2220-0009 | 8-1-А-1-8-63 | ||
| Фреза концевая ц/х 9 | 10 | 69 | 2220-0433 | 9-1-А-1-10-69 | ||
| Фреза концевая ц/х 10 | 22 | 72 | 2220-0011 | 10-1-А-1-10-72 | ||
| Фреза концевая ц/х 11 | 12 | 79 | 2220-0435 | 11-1-А-1-12-79 | ||
| Фреза концевая ц/х 12 | 26 | 83 | 5 | 2220-0013 | 12-1-А-1-12-83 | |
| Фреза концевая ц/х 14 | 2220-0015 | 14-1-А-1-12-83 | ||||
| Фреза концевая ц/х 16 | 16 | 32 | 92 | 2220-0017 | 16-1-А-1-16-92 | |
| Фреза концевая ц/х 18 | 6 | 2220-0019 | 18-1-А-1-16-92 | |||
| Фреза концевая ц/х 20 | 20 | 38 | 104 | 2220-0021 | 20-1-А-1-20-104 | |
| Фреза концевая ц/х 22 | 2220-0208 | 22-1-А-1-20-104 | ||||
| Фреза концевая ц/х 25 | 25 | 45 | 121 | 2220-0217 | 25-1-А-1-25-121 | |
| Фреза концевая ц/х 28 | 2220-0226 | 28-1-А-1-25-121 | ||||
| Фрезы типа 2 | ||||||
| D | d | l | L | z | Исполнения А праворежущие | Условное обозначение по ГОСТ 32831-2014* |
| Фреза концевая ц/х 2 | 4 | 7 | 39 | 2 | 2220-0168 | 2-2-А-1-4-39 |
| Фреза концевая ц/х 2,5 | 8 | 40 | 2220-0177 | 2,5-2-А-1-4-40 | ||
| Фреза концевая ц/х 3 | 3 | 2220-0061 | 3-2-А-1-4-40 | |||
| Фреза концевая ц/х 3,5 | 10 | 42 | 2220-0186 | 3,5-2-А-1-4-42 | ||
| Фреза концевая ц/х 4 | 11 | 43 | 2220-0063 | 4-2-А-1-4-43 | ||
| Фреза концевая ц/х 5 | 5 | 13 | 47 | 2220-0065 | 5-2-А-1-5-47 | |
| Фреза концевая ц/х 6 | 6 | 57 | 2220-0067 | 6-2-А-1-6-57 | ||
| Фреза концевая ц/х 7 | 8 | 16 | 60 | 2220-0235 | 7-2-А-1-8-60 | |
| Фреза концевая ц/х 8 | 19 | 63 | 2220-0069 | 8-2-А-1-8-63 | ||
| Фреза концевая ц/х 9 | 10 | 69 | 2220-0237 | 9-2-А-1-10-69 | ||
| Фреза концевая ц/х 10 | 22 | 72 | 2220-0071 | 10-2-А-1-10-72 | ||
| Фреза концевая ц/х 11 | 12 | 79 | 2220-0239 | 11-2-А-1-12-79 | ||
| Фреза концевая ц/х 12 | 26 | 83 | 4 | 2220-0073 | 12-2-А-1-12-83 | |
www.vladpm.ru
Фрезы концевые конические с цилиндрическим хвостовиком для обработки штампов. Размеры
ГОСТ 29129-91 (ИСО 3940-77)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РАЗМЕРЫ
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
29129-91
(ИСО 3940-77)
ФРЕЗЫ КОНЦЕВЫЕ КОНИЧЕСКИЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ ДЛЯ ОБРАБОТКИ ШТАМПОВ
Размеры
Tapered die-sinking cutters with parallel shanks. Dimensions
MKC 25.100.20 ОКП 39 1840
Дата введения 01.01.93
Настоящий стандарт распространяется на фрезы концевые конические с цилиндрическим хвостовиком для обработки конических пазов с конусностью 1:6; 1:8; 1:10; 1:20.
Требования всех пунктов настоящего стандарта являются обязательными.
1. Фрезы должны изготовляться типов:
1 — с плоскосрезанным конусом;
2 — с закругленным конусом.
2. Основные размеры фрез должны соответствовать указанным на чертеже и в табл. 1—3 (соответственно укороченных, нормальной длины, удлиненных фрез).
Тип 1 Тип 2 Исполнение 1 Исполнений |
| |||||||||||||||||||||||||||||||||||||||||||||
Издание официальное Перепечатка воспрещена | |||||||||||||||||||||||||||||||||||||||||||||
© Издательство стандартов, 1991 © ИПК Издательство стандартов, 2004
Обозначение фрез типа | Применяемость фрез типа | <D К X <D X § Е | Уклон | Половина угла конуса а/2 | d\ kl2 | d2 | / | L | ||
1 | 2 | 1 | 2 | о S | ||||||
2280-0143 | 2280-0203 | 1 | 6 | 20 | 42 | 106 | ||||
2280-0173 | 2280-0233 | 2 | о nS 0 ОО | |||||||
2280-0144 | 2280-0204 | 1 | 1:6 | 8 | 25 | 50 | 120 | |||
2280-0174 | 2280-0234 | 2 | ||||||||
2280-0145 | 2280-0205 | 1 | (12) | 32 | 63 | 135 | ||||
2280-0175 | 2280-0235 | 2 | ||||||||
2280-0146 | 2280-0206 | 1 | (2,5) | 10 | 37,5 | 85 | ||||
2280-0176 | 2280-0236 | 2 | ||||||||
2280-0147 | 2280-0207 | 1 | 4 | 10 | 40 | 90 | ||||
2280-0177 | 2280-0237 | 2 | ||||||||
2280-0148 | 2280-0208 | 1 | (543′) 50° | 6 | 12 | 40 | 95 | |||
2280-0178 | 2280-0238 | 2 | 1:10 | |||||||
2280-0149 | 2280-0209 | 1 | 8 | 16 | 45 | 103 | ||||
2280-0179 | 2280-0239 | 2 | ||||||||
2280-0151 | 2280-0211 | 1 | 12 | 20 | 45 | 106 | ||||
2280-0181 | 2280-0241 | 2 | ||||||||
2280-0152 | 2280-0212 | 1 | 16 | 25 | 50 | 120 | ||||
2280-0182 | 2280-0242 | 2 | ||||||||
2280-0153 | 2280-0213 | 1 | 20 | 32 | 63 | 140 | ||||
2280-0183 | 2280-0243 | 2 | ||||||||
2280-0154 | 2280-0214 | 1 | (6) | 10 | 40 | 95 | ||||
2280-0184 | 2280-0244 | 2 | ||||||||
2280-0155 | 2280-0215 | 1 | 8 | 12 | 45 | 105 | ||||
2280-0185 | 2280-0245 | 2 | 1:20 | (2в520 | ||||||
2280-0156 | 2280-0216 | 1 | 3° | 12 | 16 | 50 | 109 | |||
2280-0186 | 2280-0246 | 2 | ||||||||
2280-0157 | 2280-0217 | 1 | 16 | 20 | 56 | 120 | ||||
2280-0187 | 2280-0247 | 2 | ||||||||
2280-0158 | 2280-0218 | 1 | 20 | 25 | 63 | 135 | ||||
2280-0188 | 2280-0248 | 2 | ||||||||
ГОСТ 29129-91 С. 3
Обозначение фрез типа | Применяемость фрез типа | <D К X <D X § | Уклон | Половина угла конуса а/2 | с/, к12 | ^2 | / | L | ||
1 | 2 | 1 | 2 | о S | ||||||
2280-0261 | 2280-0321 | 1 | 4 | 20 | 56 | 120 | ||||
2280-0291 | 2280-0351 | 2 | о nS 0 ОО | |||||||
2280-0262 | 2280-0322 | 1 | 1:6 | 6 | 25 | 63 | 135 | |||
2280-0292 | 2280-0352 | 2 | ||||||||
2280-0263 | 2280-0323 | 1 | 8 | 32 | 71 | 145 | ||||
2280-0293 | 2280-0353 | 2 | ||||||||
2280-0264 | 2280-0324 | 1 | А | 16 | 50 | 109 | ||||
2280-0294 | 2280-0354 | 2 | ||||||||
2280-0265 | 2280-0325 | 1 | (7°07′) 7° | 6 | 20 | 56 | 120 | |||
2280-0295 | 2280-0355 | 2 | 1:8 | |||||||
2280-0266 | 2280-0326 | 1 | 8 | 20 | 56 | 120 | ||||
2280-0296 | 2280-0356 | 2 | ||||||||
2280-0267 | 2280-0327 | 1 | 12 | 25 | 63 | 135 | ||||
2280-0297 | 2280-0357 | 2 | ||||||||
2280-0268 | 2280-0328 | 1 | Л | 16 | 63 | 125 | ||||
2280-0298 | 2280-0358 | 2 | ||||||||
2280-0269 | 2280-0329 | 1 | 6 | 16 | 63 | 125 | ||||
2280-0299 | 2280-0359 | 2 | ||||||||
2280-0271 | 2280-0331 | 1 | 1:10 | (543′) | 8 | 20 | 71 | 135 | ||
2280-0301 | 2280-0361 | 2 | 5 | |||||||
2280-0272 | 2280-0332 | 1 | 12 | 25 | 71 | 140 | ||||
2280-0302 | 2280-0362 | 2 | ||||||||
2280-0273 | 2280-0333 | 1 | 16 | 32 | 80 | 155 | ||||
2280-0303 | 2280-0363 | 2 | ||||||||
2280-0274 | 2280-0334 | 1 | 20 | 32 | 100 | 175 | ||||
2280-0304 | 2280-0364 | 2 | ||||||||
2280-0275 | 2280-0335 | 1 | 6 | 10 | 63 | 115 | ||||
2280-0305 | 2280-0365 | 2 | ||||||||
2280-0276 | 2280-0336 | 1 | (8) | 16 | 80 | 138 | ||||
2280-0306 | 2280-0366 | 2 | 1:20 | (2в520 | ||||||
2280-0277 | 2280-0337 | 1 | 3° | 12 | 20 | 80 | 140 | |||
2280-0307 | 2280-0367 | 2 | ||||||||
2280-0278 | 2280-0338 | 1 | 16 | 25 | 90 | 160 | ||||
2280-0308 | 2280-0368 | 2 | ||||||||
2280-0279 | 2280-0339 | 1 | 20 | 25 | 100 | 170 | ||||
2280-0309 | 2280-0369 | 2 | ||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечание. Размеры в скобках предпочтительно не применять. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Пример условного обозначения фрезы типа 1, исполнения 1, диаметром 6 мм
Фреза 2280-0384 ГОСТ 29129-91
3. Предельные отклонения диаметра хвостовика должны быть не более: h8 — для фрез с цилиндрическим хвостовиком;
h6 — для фрез с цилиндрическим хвостовиком с лыской.
4. Центровые отверстия — по ГОСТ 14034.
5. Размеры хвостовиков с лыской — по ГОСТ 25334.
ГОСТ 29129-91 С. 5
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации «Инструмент» (ТК 95)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 21.11.91 № 1776
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 3940—77 «Фрезы профильные концевые с цилиндрическими хвостовиками для обработки штампов»
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 14034-74 ГОСТ 25334-94 | 4 5 |
5. ПЕРЕИЗДАНИЕ. Июль 2004 г. |
Редактор В.Н. Копысов Технический редактор Н.С. Гришанова Корректор Т.И. Кононенко Компьютерная верстка Л.А. Круговой
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 16.06.2004. Подписано в печать 16.07.2004. Уел. печ. л. 0,93.
Уч.-изд. л. 0,50. Тираж 114 экз. С 2971. Зак. 634.
ИПК Издательство стандартов, 107076 Москва, Колодезный пер., 14. http://www.standards.ru e-mail: [email protected] Набрано в Издательстве на ПЭВМ Отпечатано в филиале ИПК Издательство стандартов — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
Плр № 080102
standartgost.ru
ГОСТ 17025-71 – Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры
ГОСТ 17025-71
Группа Г23
2220-0000
МКС 25.100.20
ОКП 39 1821
Дата введения 1973-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 09.06.71 N 1104
3. Стандарт полностью соответствует СТ СЭВ 109-79
4. ВЗАМЕН ГОСТ 8237-57 в части фрез с цилиндрическим хвостовиком, МН 409-65, МН 410-65
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 14034-74 | 8 |
ГОСТ 17024-82 | 11 |
ГОСТ 25334-94 | 7а |
ИСО 1641-1-78 | 2, 12 |
6. Ограничение срока действия снято Постановлением Госстандарта от 25.03.82 N 1232
7. ИЗДАНИЕ (ноябрь 2005 г.) с Изменениями N 1, 2, 3, 4, 5, 6, утвержденными в феврале 1973 г., январе 1977 г., марте 1982 г., апреле 1985 г., марте 1991 г., сентябре 1995 г. (ИУС 2-73, 2-77, 6-82, 7-85, 6-91, 12-95)
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп.1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. N 6).
1а. (Исключен, Изм. N 6).
1. Фрезы должны изготовляться двух типов:
1 – с нормальным зубом;
2 – с крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А – с цилиндрической ленточкой;
Б – заточенные наостро.
2. Основные размеры фрез должны соответствовать указанным на черт.1 и в табл.1.
Основные размеры фрез
Черт.1*
________________
* Черт.2 исключен.
Таблица 1
Размеры в мм
Фрезы типа 1 | Число зубьев | ||||||||||||
Исполнения А | Исполнения Б | ||||||||||||
Праворежущие | Леворежущие | Праворежущие | Леворежущие | ||||||||||
Обозна- чение | При- | Обозна- | При- | Обозна- | При- | Обозна- | При- | ||||||
2220-0164 | 2220-0165 | 2220-0166 | 2220-0167 | 2,0 | 4,0 | 7 | 39 | Для | 3 | ||||
2220-0173 | 2220-0174 | 2220-0175 | 2220-0176 | 2,5 | 8 | 40 | |||||||
2220-0001 | 2220-0002 | 2220-0031 | 2220-0135 | 3,0 | 4 | ||||||||
2220-0182 | 2220-0183 | 2220-0184 | 2220-0185 | 3,5 | 10 | 42 | |||||||
2220-0003 | 2220-0004 | 2220-0033 | 2220-0137 | 4,0 | 11 | 43 | |||||||
2220-0005 | 2220-0006 | 2220-0035 | 2220-0139 | 5,0 | 5,0 | 13 | 47 | ||||||
2220-0007 | 2220-0008 | 2220-0037 | 2220-0142 | 6,0 | 6,0 | 57 | |||||||
2220-0429 | 2220-0432 | 2220-0039 | 2220-0144 | 7,0 | 8,0 | 16 | 60 | ||||||
2220-0009 | 2220-0010 | 2220-0040 | 2220-0145 | 8,0 | 19 | 63 | |||||||
2220-0433 | 2220-0434 | 2220-0041 | 2220-0146 | 9,0 | 10,0 | 69 | |||||||
2220-0011 | 2220-0012 | 2220-0042 | 2220-0147 | 10,0 | 22 | 72 | |||||||
2220-0435 | 2220-0436 | 2220-0043 | 2220-0148 | 11,0 | 12,0 | 79 | |||||||
2220-0013 | 2220-0014 | 2220-0044 | 2220-0149 | 12,0 | 26 | 83 | 5 | ||||||
2220-0015 | 2220-0016 | 2220-0046 | 2220-0152 | 14,0 | |||||||||
2220-0017 | 2220-0018 | 2220-0048 | 2220-0154 | 16,0 | 16,0 | 32 | 92 | ||||||
2220-0019 | 2220-0020 | 2220-0050 | 2220-0156 | 18,0 | 6 | ||||||||
2220-0021 | 2220-0022 | 2220-0052 | 2220-0158 | 20,0 | 20,0 | 38 | 104 | ||||||
2220-0208 | 2220-0209 | 2220-0211 | 2220-0212 | 22,0 | |||||||||
2220-0217 | 2220-0218 | 2220-0219 | 2220-0221 | 25,0 | 25,0 | 45 | 121 | ||||||
2220-0226 | 2220-0227 | 2220-0228 | 2220-0229 | 28,0 | |||||||||
Продолжение табл.1
Размеры в мм
Фрезы типа 2 | Число зубьев | ||||||||||||
Исполнения А | Исполнения Б | ||||||||||||
Праворежущие | Леворежущие | Праворежущие | Леворежущие | ||||||||||
Обозна- | При- | Обозна- | При- | Обозна- | При- | Обозна- | При- | ||||||
2220-0168 | 2220-0169 | 2220-0171 | 2220-0172 | 2,0 | 4,0 | 7 | 39 | Для фрез типа 2 | 2 | ||||
2220-0177 | 2220-0178 | 2220-0179 | 2220-0181 | 2,5 | 8 | 40 | |||||||
2220-0061 | 2220-0062 | 2220-0121 | 2220-0242 | 3,0 | 3 | ||||||||
2220-0186 | 2220-0187 | 2220-0188 | 2220-0189 | 3,5 | 10 | 42 | |||||||
2220-0063 | 2220-0064 | 2220-0123 | 2220-0243 | 4,0 | 11 | 43 | |||||||
2220-0065 | 2220-0066 | 2220-0125 | 2220-0244 | 5,0 | 5,0 | 13 | 47 | ||||||
2220-0067 | 2220-0068 | 2220-0127 | 2220-0245 | 6,0 | 6,0 | 57 | |||||||
2220-0235 | 2220-0236 | 2220-0129 | 2220-0539 | 7,0 | 8,0 | 16 | 60 | ||||||
2220-0069 | 2220-0070 | 2220-0130 | 2220-0541 | 8,0 | 19 | 63 | |||||||
2220-0237 | 2220-0238 | 2220-0131 | 2220-0542 | 9,0 | 10,0 | 69 | |||||||
2220-0071 | 2220-0072 | 2220-0132 | 2220-0543 | 10,0 | 22 | 72 | |||||||
2220-0239 | 2220-0241 | 2220-0133 | 2220-0544 | 11,0 | 12,0 | 79 | |||||||
2220-0073 | 2220-0074 | 2220-0134 | 2220-0545 | 12,0 | 26 | 83 | 4 | ||||||
Примечания:
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры , , соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром =8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром =4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. N 3, 4, 6).
2а. (Исключен, Изм. N 3).
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт.3 и в табл.3.
Примечание. Допускается изготовление фрез с равномерным окружным шагом.
Фрезы с неравномерным окружным шагом зубьев
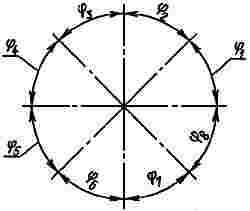
Черт.3
Таблица 3*
________________
* Табл.2. (Исключена, Изм. N 3).
Число зубьев | ||||||||
3 | 110° | 123° | 127° | – | – | – | – | – |
4 | 90° | 85° | 90° | 95° | – | – | – | – |
5 | 68° | 72° | 76° | 68° | 76° | – | – | – |
6 | 57° | 63° | 57° | 63° | 57° | 63° | – | – |
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы – по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. N 3).
6. Угол наклона стружечных канавок :
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
(Измененная редакция, Изм. N 3).
7а. Размеры хвостовиков – по ГОСТ 25334.
(Введен дополнительно, Изм. N 1; измененная редакция, Изм. N 6).
8. Центровые отверстия – по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. N 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. N 6).
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. N 6).
11. Технические требования – по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
(Введен дополнительно, Изм. N 6).
ПРИЛОЖЕНИЕ 1 (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
1. Элементы конструкции и геометрические параметры фрез указаны на черт.1, 2 и в табл.1, 2.
Черт.1. Тип 1
Черт.1
Таблица 1
мм
2,0 | 7,0 | – | – | – | – | 3 | 0,3 | – | 0,1 | – | – | 0,2 | 0,1 |
2,5 | 8,0 | ||||||||||||
3,0 | 4 | 0,6 | 0,2 | 0,3 | 0,2 | ||||||||
3,5 | 10,0 | ||||||||||||
4,0 | 11,0 | 0,9 | 0,3 |
mvesta.ru