Гост метчики машинные – 3266-81. .
alexxlab | 16.09.2019 | 0 | Разное
Метчики машинные с винтовыми канавками. Конструкция и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНСТРУКЦИЯ и РАЗМЕРЫ
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ Москва
УДК 621.993.1:006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗ АССР
МЕТЧИКИ МАШИННЫЕ С ВИНТОВЫМИ КАНАВКАМИ
Конструкция и размеры
Machine taps with screw flutes. Design and dimensions
ОКП 39 1361
Дата введения 01.01.74
1. Настоящий стандарт распространяется на машинные метчики с винтовыми канавками, предназначенные для нарезания метрической резьбы в сквозных и глухих отверстиях, а также отверстиях с прерывистой поверхностью.
(Измененная редакция, Изм. № 3).
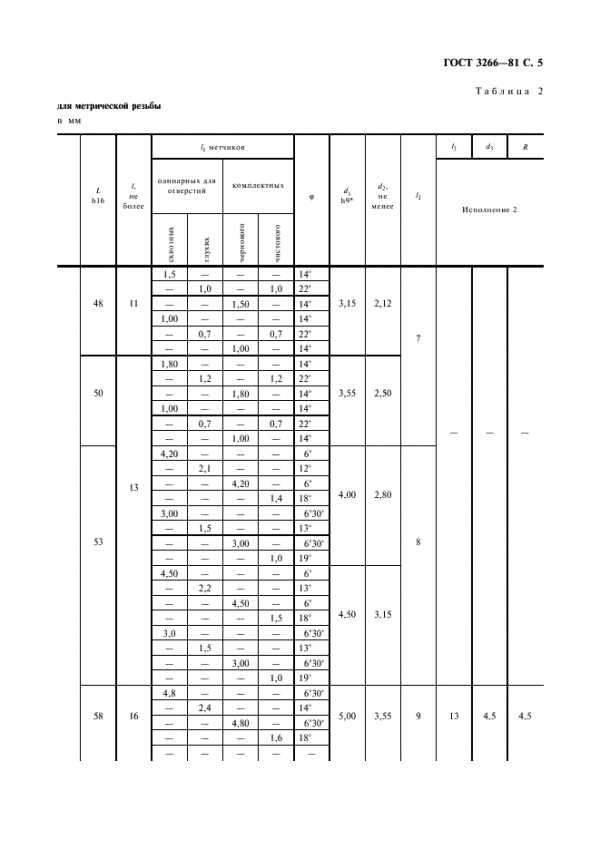
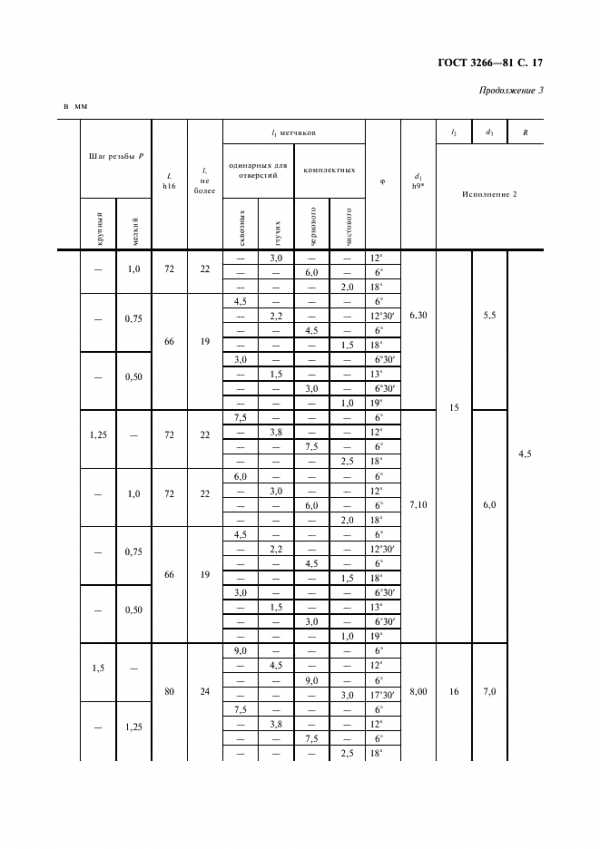
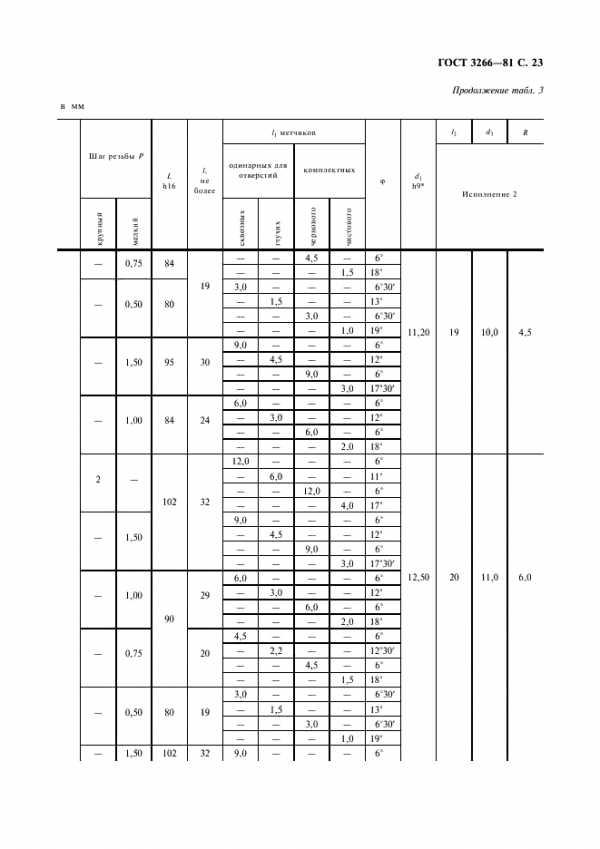
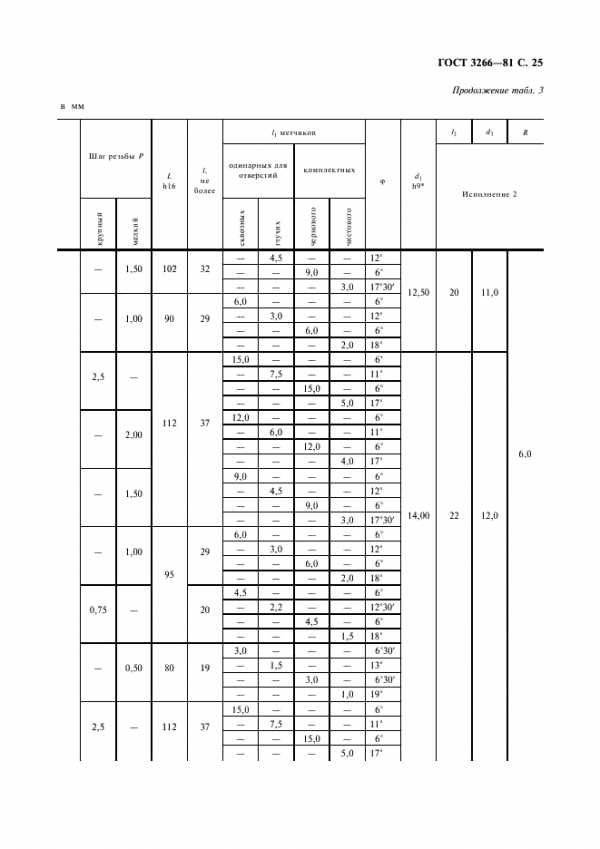
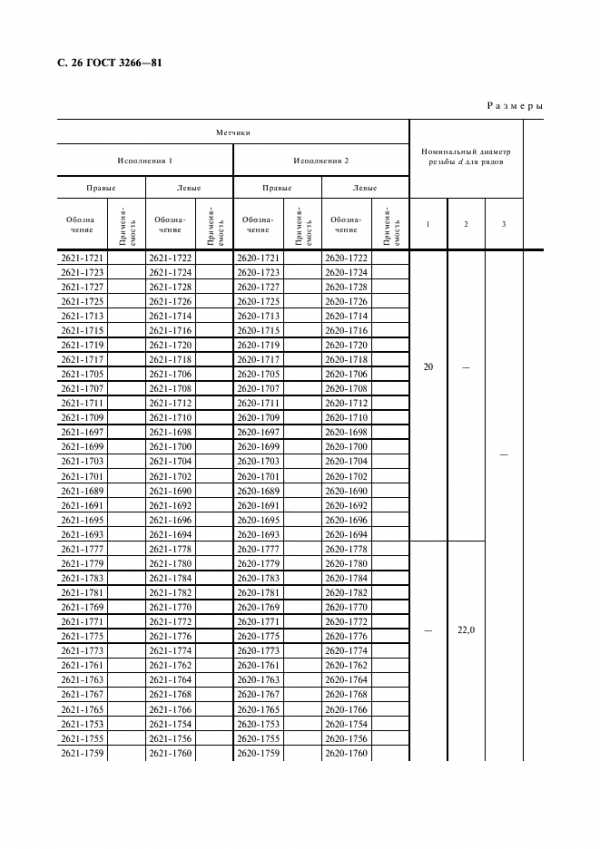
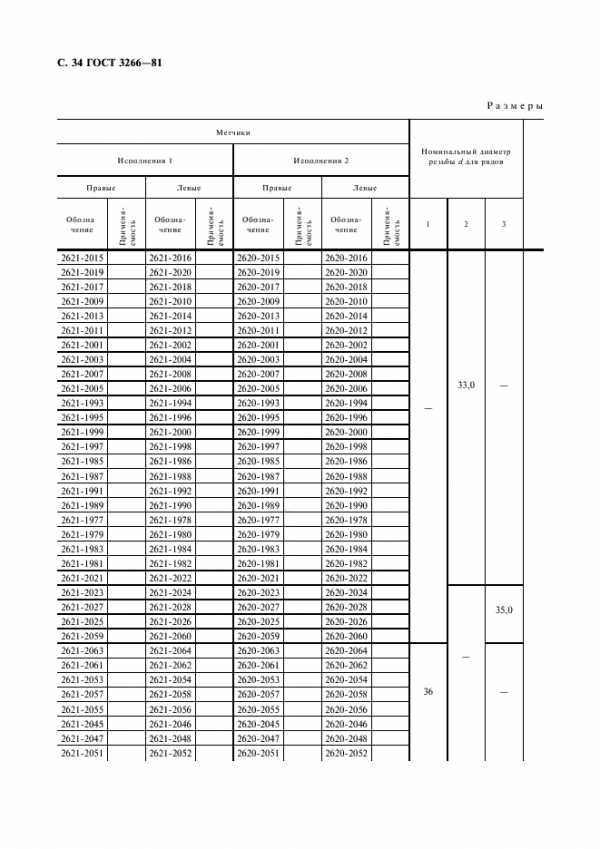
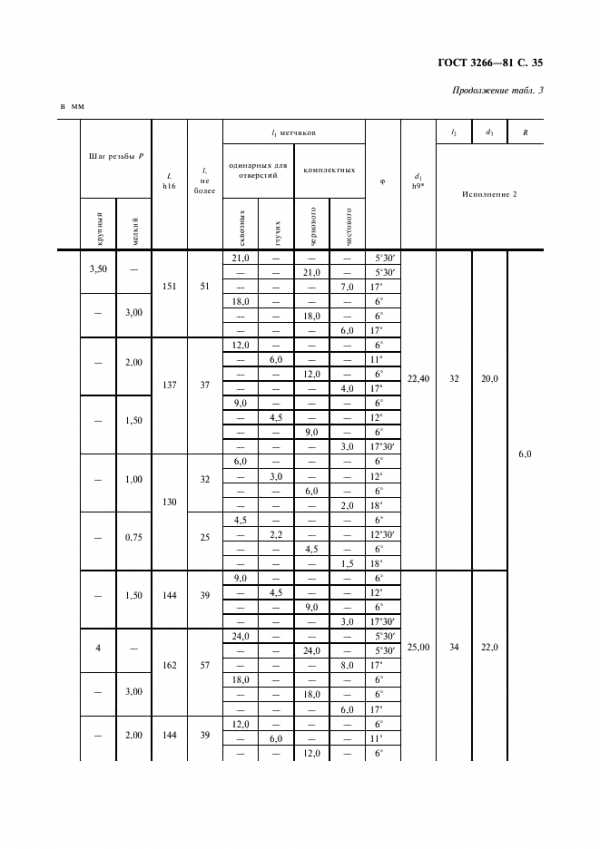
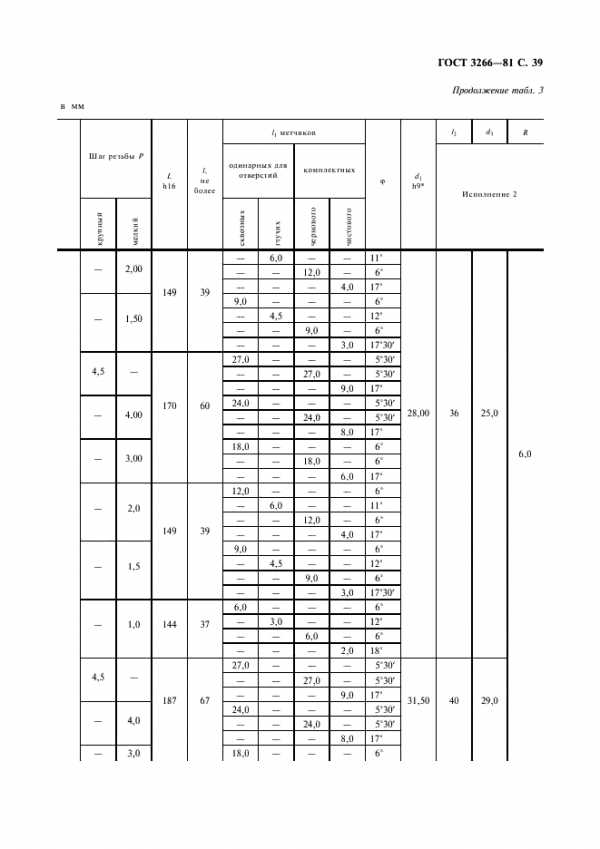
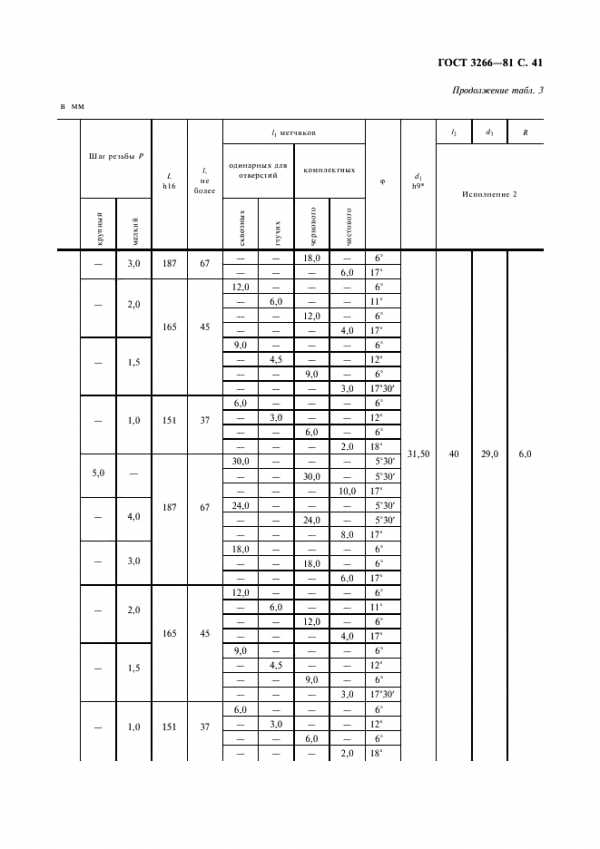
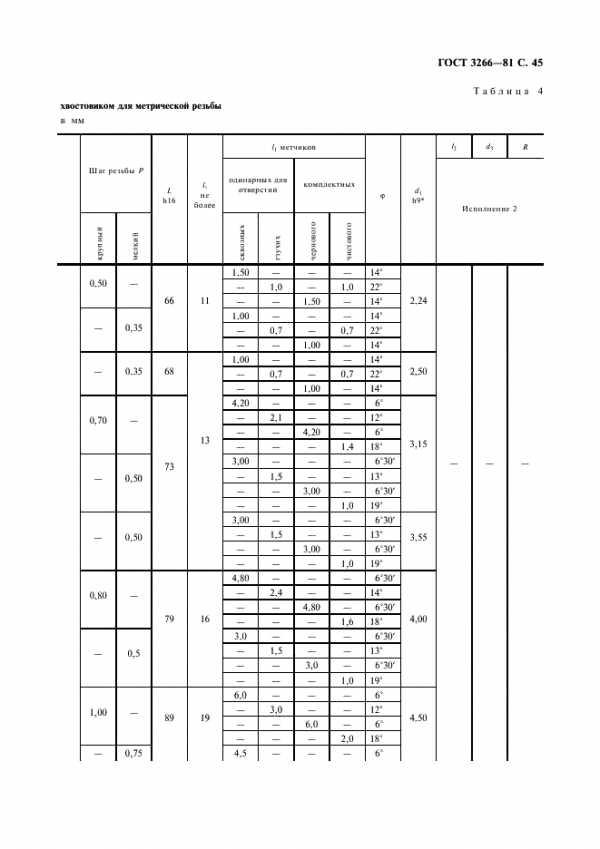
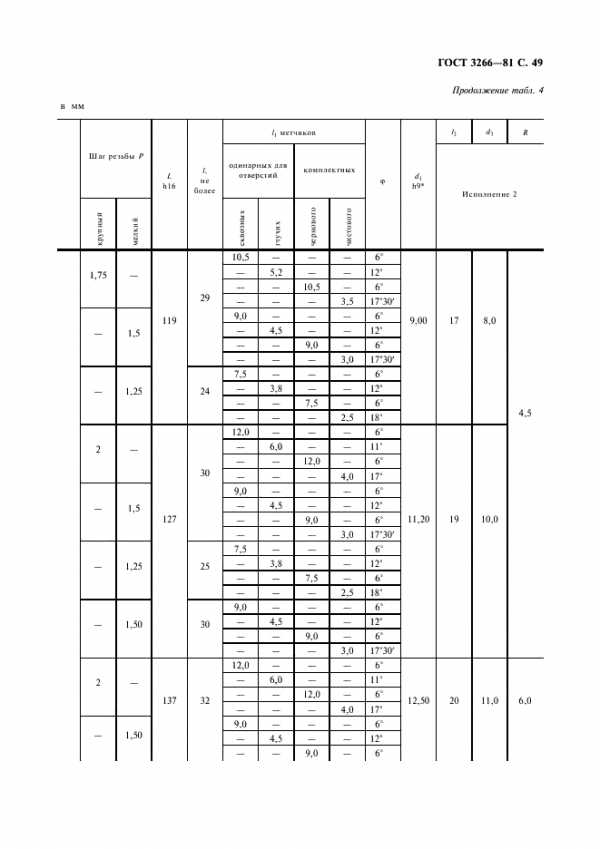
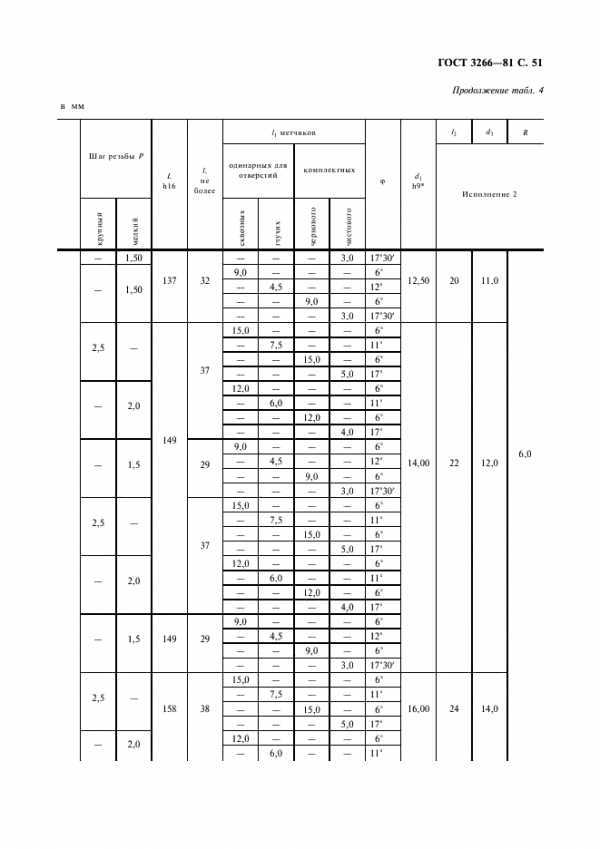
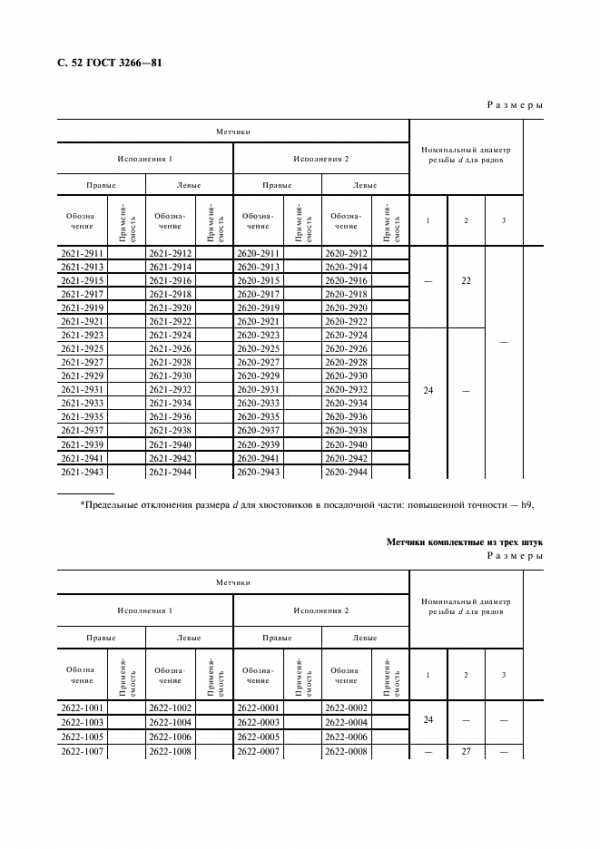
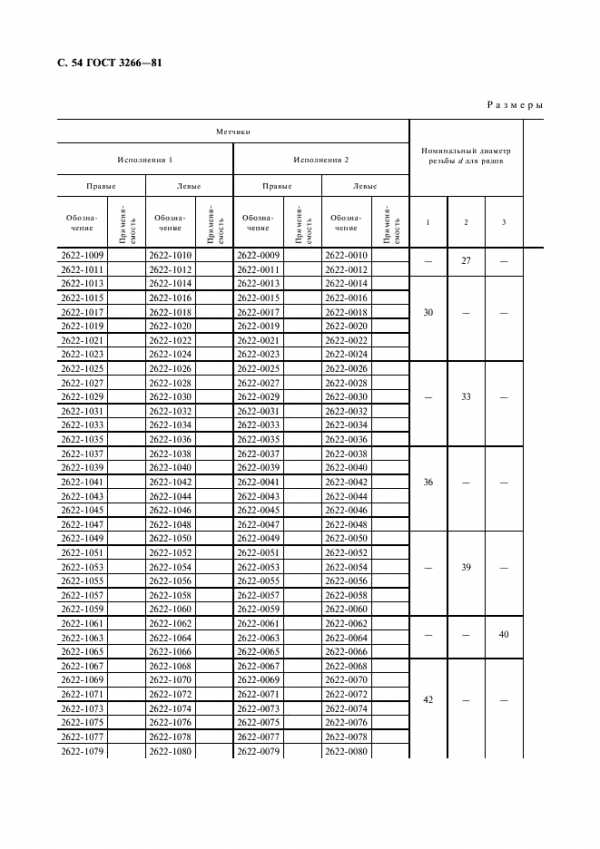
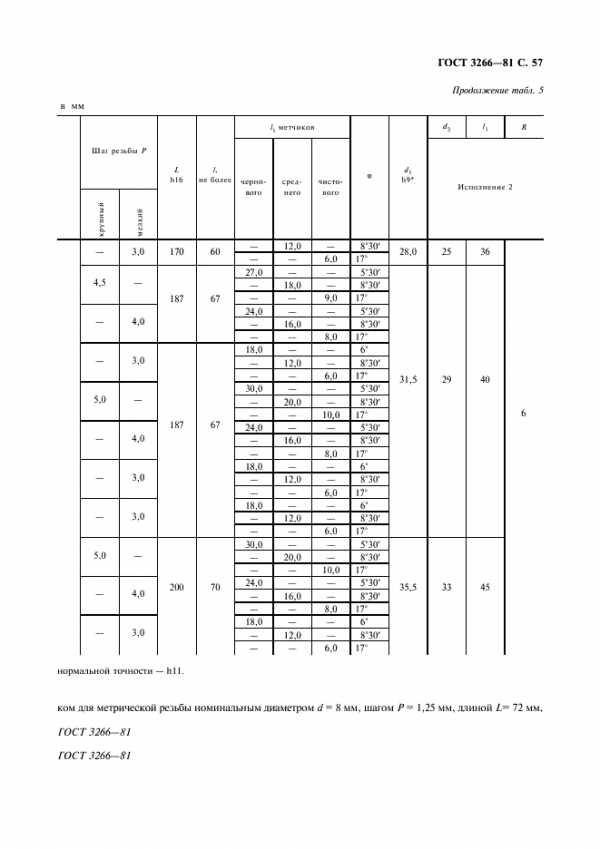
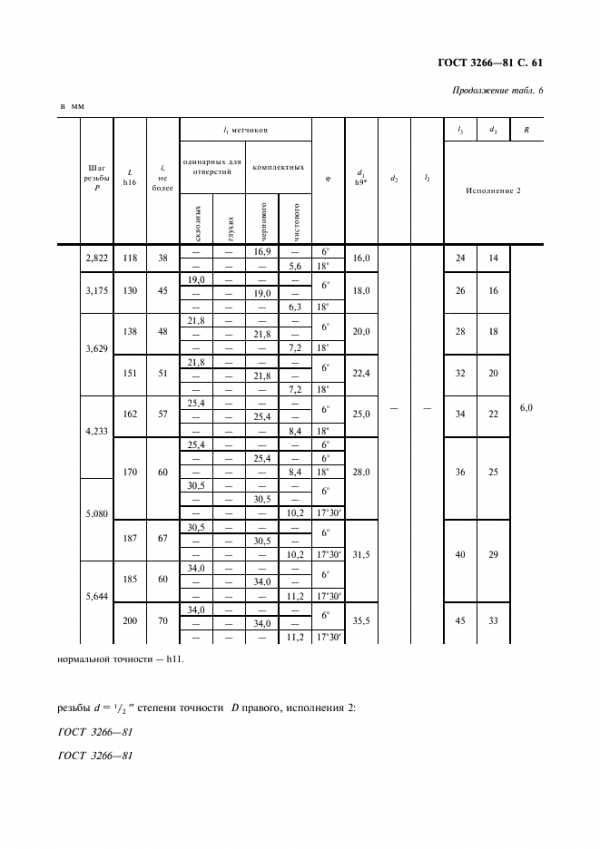
2. Конструкция и размеры метчиков должны соответствовать указанным на чертеже и в таблице.
Издание официальное
★
© Издательство стандартов, 1991 Переиздание с изменениями
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта СССР
Размер | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. М« отверст»! | 1» | ||||||||
«во»- ■кв | гдт- хи | Ф | л, | df | d. | ||||
3.0 | 6е | ||||||||
11 | 1.6 | 14е | 2.24 | 2.12 | |||||
2.0 | 6е | ||||||||
_ | 1.0 | 14° | |||||||
3.6 | 6е | 7 | |||||||
50 | — | 1.8 | 14е | 2.50 | 2.50 | ||||
2.0 | 6е | ||||||||
13 | — | 1.0 | 14* | ||||||
4.2 | _ | 6* | |||||||
53 | — | 2.1 | 12° | 2.80 | 8 | ||||
3.0 | _ | G’30’ | J.K> | ||||||
.__ | 1.5 | 13е | |||||||
4.8 | _ | 6*30′ | |||||||
58 | 16 | _ | 2.4 | 14е | 4.00 | 4.5 | 3.55 | 9 | |
3.0 | _ | 6С30′ | |||||||
_ | 1.6 | 13е | |||||||
66 | 19 | 6.0 | _ | 6* | 4.5 | 5.5 | 4,50 | 11 | |
3.0 | 12° | ||||||||
Размеры в мм Продолжение | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С. • ГОСТ 17МЭ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Р Я 3 V С I» | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Пщфтелжение
ы » мы | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размеры в ьм Чроёслжение | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечание. Размеры, указанные в скобках, применять не рекомендуется. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Пример условного обозначения метчика номинальным диаметром резьбы d=*24 мм, шагом Р —3,0 мм, класса точности 2. для обработки сквозных отверстий, правого:
Метчик 2620-3563 2 ГОСТ 17933-72.
То же, левого:
Метчик 2620-3564 2 ГОСТ 17933-72
(Измененная редакция, Изм. № I, 2, 3).
standartgost.ru
Метчики машинные с шахматным расположением зубьев для обработки легких сплавов. Конструкция и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
КОНСТРУКЦИЯ и РАЗМЕРЫ
ГОСТ 17928-72, ГОСТ 17930-72, ГОСТ 17932-72
Издание официальное
ГОССТАНДАРТ РОССИИ Mociaa
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
МЕТЧИКИ ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 17928-72, ГОСТ 17930-72, ГОСТ 17932-72
Издание официальное
МОСКВА
© Издательство стандартов, 1992
Г. МАШИНЫ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Группа Г23
к ГОСТ 17928-72 Метчики машинные с шахматным расположением зубьев для обработки легких сплавов. Конструкция и размеры (см. переиздание ноябрь 1981 г., май 1987 г., июль 1992 г.)
В каком месте | Напечатано | Должно быть |
Пункт 3. Чертеж 2. | через зуб вдоль по | через два зуба вдоль по |
Подрисуночный текст | нитке | нитке |
для метчиков с четы- | ||
рехперыми зубьями | (ИУС № 5 2000 г.) |
УДК 621.093.1:006.364 Группа Г23
2020-2000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ МАШИННЫЕ С ШАХМАТНЫМ РАСПОЛОЖЕНИЕМ ЗУБЬЕВ ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
Конструкция н размеры
Machine taps with staggered tooths for machining of light alloys. Design and dimensions
ОКП 39 1363
Дата введения 01.01.74
1. Настоящий стандарт распространяется на машинные метчики, предназначенные для нарезания метрической резьбы в изделиях из мягких, вязких сталей и легких сплавов.(Измененная редакция, Изм. №2, 3).2. Метчики должны изготовляться для сквозных и глухих отверстий.3. Конструкция и размеры метчиков должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
2. Метчики должны изготовляться для сквозных и глухих отверстий.3. Конструкция и размеры метчиков должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
Издание официальное
Переиздание с изменениями
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
Исполнение I Для диаметроВ d сВ. 6 мм
А-А
* Размер для справок.
Черт. 1
ГОСТ 17928-72 С. 3
Схема вырезания зубьев метчиков
Трехперые
1-ое перо 2 ‘Ое перо he перо
Зубья вырезать только на калибрующей части, начиная с третьего полного зуба через зуб вдоль по нитке.
Четырехперые
hoe перо ?ое перо 3-е перо
4 -ое перо
Зубья вырезать только на калибрующей части, начиная с третьего полного зуба через зуб вдоль по нитке.
Черт. 2
Метчики для сквозных отверстий
Таблица 1 Размеры в мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Продолжение табл. I
Размеры в мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Продолжение табл. /
Размеры мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
standartgost.ru
Метчики машинные с винтовыми канавками для обработки легких сплавов. Конструкция и размеры
УДК «21.m.(:00«JM Группе Г23
2620-3120
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ МАШИННЫЕ С ВИНТОВЫМИ КАНАВКАМИ ДЛЯ ОБРАБОТКИ ЛЕГКИХ СПЛАВОВ
Конструкция н размеры
Machine taps with screw flutes for light alloys. Design and dimensions
ОКП 39 1361
Дата неценна 01.01.74
1. Настоящий стандарт распространяется на машинные метчики с винтовыми канавками, предназначенные для нарезания метрической резьбы в сквозных и глухих отверстиях, а также в отверстиях с прерывистой поверхностью в изделиях из легких сплавов.
(Измененная редакция, Изм. ЛЬ 2, 3).
2. Конструкция и размеры метчиков должны соответствовать указанным на чертеже и в таблице.
Издание официальное
Переиздание с изменениями Настоящий стандарт не может быть полностью пли частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
А-А О Для диаметров d c8f Юмм !6°*ч° |
Для диаметров d от J до Юмм |
Вариант для диаметров d от 3до 8мм
Размер для справок.
3. Метчики для сквозных отверстий должны изготовляться с левым направлением винтовой канавки для нарезания правой резьбы и с правым направлением винтовой канавки для нарезания левой резьбы; для глухих отверстий — с правым направлением винтовой канавки для нарезания правой резьбы и с левым направлением винтовой канавки для нарезания левой резьбы.
4. Угол наклона стружечных канавок <о устанавливается:
10°—для сквозных отверстий и для глухих отверстий диаметром d от 3 до 6 мм;
30°—для глухих отверстий диаметром d св. 6 мм.
У метчиков для диаметра d до 12 мм с вышлифованными стружечными канавками допускается угол <в=10°.
5. При изготовлении стружечных канавок метчиков методом вышлифовки допускается увеличение ширины пера в направлении к хвостовику на величину до 0,5 мм.
6. Допуски на резьбу метчиков — по ГОСТ 16925-71. Исполнительные размеры — по ГОСТ 17039-71.
7. Размеры квадратов — по ГОСТ 9523-67.
8. Центровые отверстия формы А—по ГОСТ 14034-74.
диаметр хвостовика d 1, мм
9. Метчики номинальным диаметром резьбы d от 3 до 10 мм допускается изготовлять без шейки с диаметрами хвостовиков:
Номинальный диаметр резьбы <t, мм
3 и 3,5 4
4 …………… 5
5 и 6 …………..6,3
3 . . . Б,6
9 и 10 …………..7,1
ДО. По соглашению с потребителем допускается изготовление метчиков без кольцевой канавки.
11. (Исключен, Изм. № 3).
12. Число зубьев метчиков и профили инструментов для обработки стружечных канавок метчиков указаны в рекомендуемом мриложении к ГОСТ 17933-72.
ГОСТ 17932-72 С. 12
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д. И. Семенченко, канд. техн. наук; Г. А. Астафьева, канд. техн. наук; Н. И. Минаева; Л. Л. Акимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 19.07.72 № 1449
3. Срок проверки —1999 г., периодичность проверки —10 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ПЕРЕИЗДАНИЕ (июнь 1992 г.) с Изменениями 1, 2, 3, утвержденными в июне 1973 г., августе 1980 г., сентябре 1989 г. (ИУС 8—73,11—80, 12—89)
Редактор Л. Д. Курочкина Технический редактор О. Н. Никитина Корректор О. Я. Чернецова
Сдано в наб, 26.06.d3, Подп. в печ, 10.09.92. Уел. п. л, 3.75. Уел. кр-.Отт» 3,88.
Уч.-изд. л. 3,84. Тир. 1913 вкз.
Ордена «Знак Почета* Издательство стандартов, 123557, Москва, ГСП, Новопресненский пер., 3,
Калужская типография стандартов, ул. Московская, 256, Зак. 1651
Метчик | Номинальный диаметр резьбы d для ряда | Шаг резьбы Р | L | 1 | и для отверстия | <Р | d. | d, | 4, | и | h | |||||||
правый | левый | |||||||||||||||||
Обозначение | Приме няемость | Обозначение | Приме няемость | 1 | 2 | 3 | крупный | « К ч 01 я | | сквозных | 1 глухих | ||||||||
2620-3121 | 2620-3122 | 3 | — | — | 0,50 | — | 48 | 11 | 3,0 | _ | 6° | 3,15 | 2,12 | — | 7 8 | |||
2620-3123 | 2620-3124 | — | 1,5 | 14° | ||||||||||||||
2620-3125 | 2620-3126 | — | 0(35 | 2,0 | — | 6° | ||||||||||||
2620-3127 | 2620-3128 | — | 1,0 | 14° | ||||||||||||||
2620-3129 | 2620-3130 | — | (3,5) | — | 0,60 | — | 50 53 | 13 | 3,6 | — | 6° | 3,55 | 2,50 | |||||
2620-3131 | 26(20-3132 | — | — | 1,8 | 14° | |||||||||||||
2620-3133 | 2620-3134 | — | 0,35 | 2,0 | — | 6° | ||||||||||||
2620-3135 | 2620-3136 | — | 1,0 | 14° | ||||||||||||||
2620-3137 | 2620-3138 | 4 | — | — | 0,70 | — | 4,2 | — | 6° | 4,0 | 2,80 | |||||||
2620-3139 | 2620-3140 | — | 2,1 | 12° | ||||||||||||||
2620-3141 | 2620-3142 | — | — | 0,50 | 3,0 | — | 6°30′ | |||||||||||
2620-3143 | 2620-3144 | — | 1,5 | 13° | ||||||||||||||
2620-3145 | 2620-3146 | 5 | – | 0,80 | — | 58 | 16 | 4.8 | — | 6°30′ | г* Л | 3,55 | 13 | 9 | ||||
2620-3147 | — | 2620-3148 | — | 2,4 | 14° ‘ | |||||||||||||
2620-3149 | 2620-3150 | — | 0,50 | 3,0 | — | 6°30′ | 5,0 | |||||||||||
2620-315) | 2620-3152 | — | 1,5 | 13° | ||||||||||||||
Метчик | Номинальный диаметр резьбы d для ряда | Шаг везьбы | L | |||||||||||||||
правый | левый | Р | для отверстия | |||||||||||||||
Обозначение | л Ц §з сЗ | Обозначение | А * ** “8 * я С я | 1 | 2 | 3 | крупный | « ж § и | L | 1 | сквозных | глухих | ф | 4* | 4, | 4* | и | 1* |
2620-3153 | 2620-3154 | 1,00 | 6,0 | __ | 6° | |||||||||||||
2620-3155 | 2620-9156 | — | 3,0 | 12° | ||||||||||||||
2620-3157 | 2620-31158 | 6 | 0,75 | 66 | 19 | 4.5 | — | 6° | 6,30 | 4,5С | 15 | 11 | ||||||
2620-3159 | 2620-3160 | — | 2,2 | 12°30′ | ||||||||||||||
2620-3161 | 2620-3162 | 0,50 | 3,0 | — | 6°30′ | |||||||||||||
2620-3163 | 2620-3164 | — | 1,5 | 13° | ||||||||||||||
2620-3165 | 2620-3166 | 1,25 | 72 | 22 | 7,5 | — | 6° | |||||||||||
2620-3167 | 2620-3168 | — | 3,8 | 12° | ||||||||||||||
2620-3169 | 2620-3170 | 8 | 1,00 | 69 | 6,0 | — | 6е | я л | 7,0 | 6,00 | 16 | 13 | ||||||
2620-3171 | 2620-3172 | 19 | — | 3,0 | 12° | |||||||||||||
2620-3173 | 2620-3174 | 0,75 | 66 | 4,5 | — | 6° | ||||||||||||
2620-3175 | 2620-3176 | — | 2,2 | 12°30′ | ||||||||||||||
2620-3177 | 2620-3178 | 1,25 | 72 | 22 | 7,5 | — | 6° | |||||||||||
2620-3179 | 2620-3180 | А | — | 3,8 | 12° | О А | а а | 7 1Л | 17 | 14 | ||||||||
2620-3181 | 2620-3182 | У | 1,00 | 69 | 19 | 6,0 | — | 6° | У,и | 8,0 | ||||||||
2620-3183 | 2620-3184 | — | 3,0 | 12° | ||||||||||||||
Продолжение | |
S£—«Ш 130J в “О | |
Размеры в мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размеры в мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ГОСТ J 7932—7? с. •
Метчик | Номинальный диаметр резьбы d для ряда | Шаг резьбы | и | |||||||||||||||
правый | левый | Р | для отверстия | |||||||||||||||
Обозначение | Приме» н нем ость | Обозначение | Приме няемость | 1 | 2 | 3 | крупный | мелкий | L | 1 | 1 о т к о | глухих | ф | dt | It | |||
2620-3313 | 2620-3314 | 3,0 | 130 | 45 | 18 | _ | 6° | |||||||||||
2620-3315 | 2620-3316 | — | 9,0 | 11° | ||||||||||||||
2620-3317 | 262(0-3318 | 2,0 | 12 | — | 6° | |||||||||||||
2620-3319 | 2620-3320 | 24 | 120 | 35 | — | 6,0 | 11° | 18,0 | 16 | 26 | ||||||||
2620-3321 | 2620-3322 | 1.5 | 9 | — | 6° | |||||||||||||
2620-3323 | 2620-3324 | — | 4,5 | 12° | ||||||||||||||
2620-3325 | 2620-3326 | 1,0 | 113 | 32 | 6 | — | 6° | |||||||||||
2620-3327 | 2620-3328 | _ | 3,0 | 12° | _ | ______ | ||||||||||||
2620-3329 | 2620-3330 | 3,0 | 135 | 45 | 18 | — | 6° | |||||||||||
2620-3331 | 2620-3332 | -_ | 9,0 | 11° | ||||||||||||||
2620-3333 | 2620-3334 | 2.0 | 12 | — | 6° | |||||||||||||
2620-3035 | 2620-3336 | _ | 27 | _ | 127 | on | ._ | 6,0 | 11° | 20,0 | 18 | 28 | ||||||
2620-3337 | 2620-3338 | 1.5 | оУ | 9 | — | 6° | ||||||||||||
2620-3339 | 2620-3340 | — | 4,5 | 12° | ||||||||||||||
2620-3341 | 2620-3342 | 1.0 | 120 | 32 | 6 | — | 6° | |||||||||||
2620-3343 | 2620-3344 | — | 3,0 | 12° | ||||||||||||||
Размеры в мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечание. Размеры, указанные в скобках, применять не рекомендуется. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Пример условного обозначения метчика номинальным диаметром резьбы d—24 мм, шагом S=3,0 мм, класса точности 2, для обработки сквозных отверстий, правого:
Метчик 2620-3313 2 ГОСТ 17932-72
То же, левого:
Метчик 2620-3314 2 ГОСТ 17932-72
(Измененная редакция, Изм. М 1, 2,3).
standartgost.ru
Метчики машинные с шахматным расположением зубьев для обработки нержавеющих и жаропрочных сталей. Конструкция и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ГОСТ 17927-72, ГОСТ 17929-72
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ Москва
2629-0000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ МАШИННЫЕ С ШАХМАТНЫМ РАСПОЛОЖЕНИЕМ ЗУБЬЕВ ДЛЯ ОБРАБОТКИ НЕРЖАВЕЮЩИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ Конструкция и размеры
Machine taps with staggered teeth for machining of stainless and heat-resisting steels.
Design and dimensions
ОКП 39 1363
Дата введения 01.01.74
1. Настоящий стандарт распространяется на машинные метчики, предназначенные для нарезания метрической резьбы в изделиях из нержавеющих и жаропрочных сталей.
(Измененная редакция, Изм. № 2, 3).
2. Метчики должны изготовляться для сквозных и глухих отверстий.
3. Конструкция и размеры метчиков должны соответствовать указанным на черт. 1—3 и в табл. 1, 2.
Издание официальное
® Издательство стандартов, 1972 © Издательство стандартов, 1991 Переиздание с изменениями
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован н распространен без разрешения Госстандарта СССР
Исполнение 1 А ~А
Для диаметро!) d до 6мм
* Размер для справок.
Черт. 1
2
Схема вырезания зубьев метчиков для сквозных отверстий
Трехперые
1- ос перо
2- ое перо
3- е перо
Зубья вырезать на всей длине рабочей части через зуб вдоль по нитке.
Зубья вырезать на всей длине рабочей части через два зуба вдоль по нитке.
Чеот. 2
3
С. 4 ГОСТ 17927-72
Схема вырезания зубьев метчяков для глухих отверстий
Трехперые
Последний зуб по забор- 2-й полный зуб калиб-ной части У рунпцей части
1- ое перо
2- ое перо
5-е’ перо
1-й полный зуб калибрующей части
Зубья вырезать только на калибрующей части, начиная с третьего полного зуба, через зуб вдоль по нитке.
Четырехпер ые
Последний зуб заборной части
л
_ ■ ^ 4~ое перо
1-0 полный зуб \ \2 й полный зубкалиб-шибруюцей части рунпцей части
Зубья вырезать только на калибрующей части, начиная с третьего полного зуба, через два зуба вдоль по нитке.
Черт. 3
Таблица I
Метчики для сквозных отверстий Размеры, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ГОСТ 17927-72 С. в | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размеры, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Pa: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
»м ер ы, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
X
Размеры, мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размеры, мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Исполкепке 2 | |||||||
L | 1 | 1, | * | dy | |||
d. | г | ||||||
104.0 | 30 | 18.0 | |||||
28 | 12.0 | 16.0 | О А | I л | |||
102.0 | 20 | 00 | 14 | ||||
6.0 | |||||||
120.0 | 50 | 30.0 | |||||
40 | 24.0 | ||||||
118.0 | 36 | 18.0 | |||||
112,0 | 28 | 12.0 | 3е | 6.0 | |||
20 | 9/> | ||||||
90.0 | 6.0 | 18j0 | 26 | 16 | |||
144.0 | 60 | 36.0 | |||||
120.0 | 40 | 24.0 | |||||
36 | 18.0 | ||||||
118.0 | 32 | 12.0 | |||||
25 | 9.0 | ||||||
120.0 | 40 | 24.0 | 20.0 | 26 | 18 | ||
standartgost.ru
ГОСТ 3266-81 Метчики машинные и ручные. Конструкция и размеры
Название англ.: Machine and hand taps. Design and dimensionsСодержание госта: Настоящий стандарт распространяется на машинные и ручные метчики для нарезания метрической резьбы по ГОСТ 24705-81, трубной резьбы по ГОСТ 6357-81 и дюймовой резьбы по ОСТ НКТП 1260














































Похожие документы
- ГОСТ ИСО 10816-3-2002 Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях. Часть 3. Промышленные машины номинальной мощностью более 15 кВт и номинальной скоростью от 120 до 15000 мин в ст. минус 1
- ГОСТ ЕН 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами
- ГОСТ Р 52645-2006 Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций. Технические условия
- ГОСТ Р 52561-2006 Методы испытаний на стойкость к механическим внешним воздействующим факторам машин, приборов и других технических изделий. Испытания на воздействие ударов при свободном падении, при падении вследствие опрокидывания, на воздействие качки и длительных наклонов
- ГОСТ 25783-83 Трансформаторы гидродинамические для строительных и дорожных машин. Технические требования
- ГОСТ Р ИСО 5010-2006 Машины землеройные. Системы рулевого управления колесных машин
znaytovar.ru
Метчики бесстружечные машинно-ручные. Конструкция и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
М о с и я в
1419-ММ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ БЕССТРУЖЕЧНЫЕ МАШИННО-РУЧНЫЕ
Конструкция и размеры
Machine-hand non-shaving taps. Design and dimensions
ОКП 39 1331
Постаиоалением Государственного комитета стандартов Совета Министров СССР от 29 мая 1973 г. № 1335 срок введения установлен
с 01.07.74
Лрооерен в 1980 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на метчики бесстру-/кечные машинно-ручные, предназначенные для обработки метрической резьбы по ГОСТ 24705—81 методом пластической деформации.
2. Метчики должны изготовляться одинарными для сквозных и глухих отверстий.
3. Конструкция и размеры метчиков должны соответствовать указанным на чертеже и в таблице.
(Измененная редакция, Изм. № 1).
4. (Исключен, Изм. № 1).
5. Размеры квадратов — по ГОСТ 9523-84.
6. Центровые отверстия — по ГОСТ 14034-74.
Метчики диаметром до 8 мм допускается изготовлять с наружными центрами.
7. (Исключен, Изм. № 1).
8. Допуски на резьбу бесстружечных метчиков — по ГОСТ 18843—73.’
Перепечатка воспрещена
Издание официальное ★
9. Размеры радиусов скруглений и фасок принимаются по тех-нологическил! соображениям.
¥ Переиздание (март 1987 г.) с Изменением № 1, утвержденным а декабре 1986 г; Пост. -\s 4230 от 20.12 86 (ИУС 3-87)
10. Конструкция и размеры кулачка для получения профиля поперечного сечения метчиков указаны в обязательном приложении 1 и рекомендуемом — 2.
(Измененная редакция, Изм. № 1).
11. Технические требования — по ГОСТ 18844-73.
MU | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Продолжение n
It мегчиков ДЛИ ОТОСрСТйП | ||||||||
1. | I | dx | ь | К | Ь | |||
а S 8 X V | X X в. 5 | |||||||
2.8 | — | |||||||
— | 1.4 | 0.09 | ||||||
1.6 | — | |||||||
0.8 | 2.2* | 5,0 | ||||||
*\з | ||||||||
10 | V | . | 1.» | 0.10 | ||||
О | !.« | — | ||||||
• | 0.8 | |||||||
3.2 | — | — | — | |||||
* | 1.6 | 2.50 | Г С | А И | ||||
2.0 | — | Г».О | U.I* | |||||
– | 1.0 | |||||||
3.6 | – | |||||||
45 | 10 | — | 1.8 | 2,80 | «.о | 0,13 | ||
2.0 | — | |||||||
— | 1.0 | |||||||
. А ГОСТ ftljt— 72
мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
9>
ым
Метчики | Номинальный диаметр реаьбы <f дли рядов | Шаг ре<п.6м Р | ||||||
правые | Л«М№ | |||||||
Is | Обозначение | 8 X * if | ||||||
крупный | ш м * i | |||||||
1 | 2 | 3 | ||||||
1419-0121 | 1419-0122 | — | 4.5 | — | (0.75) | — | ||
14190123 | 1419-0124 | — | ||||||
14190125 | — | 1419-0126 | — | 0,50 | ||||
14190127 | 1419-0128 | |||||||
14190131 | 14190132 | 5,0 | — | — | 0.80 | — | ||
14190133 | 1419 0134 | |||||||
14190135 | 1419 0136 | — | 0,50 | |||||
14190137 | 1419-0138 | |||||||
1419-0141 | 1419-0142 | — | — | (5.5) | 0,50 | |||
1419 0143 | 1419-0144 | |||||||
1419 0145 | 1419-0146 | 6.0 | — | – | 1,00 | — | ||
1419-0147 | 14190148 | |||||||
1419-0151 | 1419-0152 | — | — | 0,75 | ||||
1419-0153 | 1419 0154 | |||||||
N19-0155 | 1419 0156 | — | 0.50 | |||||
1419 01с.« | 14190158 | |||||||
Продолжение О
L | I | /, метчиков Д1Я отверстий | ||
I т t В %> | к ж г | |||
52 55 | 10 | о.о | — | 4.5 |
— | 3.0 | |||
8 | 4.0 | — | ||
— | 2.0 | |||
10 | 6.4 | — | 5.0 | |
— | 3,2 | |||
8 | 4.0 | — | ||
— | 2.0 | |||
00 | 8 | 4.0 | — | 5.6 |
— | 2.0 | |||
05 | 12 | 8.0 | — | 0.3 |
— | 4.0 | |||
10 | 0.0 | |||
3.0 | ||||
8 | 4.0 | — | ||
— | 2.0 | |||
•1
3
UK Be
8 0.27
0.30
9
0,33
П 0.30
мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
L | / | 1, МЧЧНКОИ для О!«еретик | h | /i | л | В | i | ||
S ж щ 2 в и | У* S п W | ||||||||
65 70 | 12 | 8.0 | — | 7.1 | 0.5 | II | 0.42 | 2.5 | 0,5 |
— | 4.0 | ||||||||
10 | 6.0 | — | 0.4 | 0.4 | |||||
З.о | |||||||||
8 | 4.0 | — | 0.2 | 0.3 | |||||
— | 2.0 | ||||||||
15 | 10,0 | — | 8.0 | 0.6 0.5 | 13 | 0,48 | 0.6 | ||
— | 5.0 | ||||||||
12 | 8.0 | — | 0.5 | ||||||
— | 4.0 | ||||||||
65 | 10 | 6.0 | — | 0.4 | 0.4 | ||||
— | З.о | ||||||||
8 | 4.0 | —. | 0.2 | 0.3 | |||||
— | 2.0 | ||||||||
70 | 15 | 10,0 | — | 9.0 | 0,6 | 14 | 0.36 | 0.6 | |
— | 5.0 | ||||||||
оо
мм
МеТЧИКИ | ||||||||
правые | левые | НОМИИОЛМ1ЫЙ | Шаг реи-бы Р | |||||
диаметр pem.frj <f Д-1* радов | ||||||||
£ | т X | 5 | ||||||
1Г-ОЗЯ SffHHq | и | If | 1 | 2 | 3 | Л X Ь Ош ж | мелкий | |
1419-0201 | 1419 0202 | 1.00 | ||||||
1419-0203 | 1419-0204 | |||||||
1419-0203 | 1419-0206 | 9 | Л 7Г. | |||||
1419-0-207 | 1419-0208 | U,/:> | ||||||
1419-0211 | 1419-0212 | 0.50 | ||||||
1419-0213 | 1419-0214 | |||||||
1419-0215 | 1419-0216 | «.5 | ||||||
1419-0217 | 1419-0218 | |||||||
1419-0221 | 1419-0222 | 1.25 | ||||||
1419-0223 | 1419 0224 | |||||||
1419-0225 | 1419-0226 | 10 | 1.00 | |||||
1419-0227 | 1119 0228 | |||||||
1419-0231 | 1419-0232 | 0.75 | ||||||
1419-0233 | 1419-0234 | |||||||
1419-0235 | 1419-0236 | |||||||
1419 0.M# | 1419-0238 | U,*jU | ||||||
Продолжение
1, метчиков дчв отверстий | |||||||||
L | 1 | а, | h | 1. | К | п | с | ||
3 Л 3 X и | К Ж и >ч •* *■ | ||||||||
70 | ю | 8.0 | — | 0.5 | 0.5 | ||||
— | 4,0 | ||||||||
10 | 6.0 | — | О | 0.4 | 14 | 0.31 | 3.0 | 0.4 | |
05 | . – | 3.0 | |||||||
8 | 4.0 | — | о.° | 0.3 | |||||
— | 2.0 | ||||||||
ол | 12,0 | — | 0.8 | 0.8 | |||||
oU | IO | — | б.о | ||||||
15 | 10.0 | — | Й\ 1. | 0.6 | |||||
75 | — | 5.0 | и | ||||||
12 | 8.0 | — | 10 | 0.5 | Г. | 0,40 | 0.5 | ||
— | 4.0 | ||||||||
10 | 6.0 | – – | 0.4 | 0.1 | |||||
70 | З.о | ||||||||
8 | 4.0 | — | 0.2 | о.з | |||||
— | 2.0 | ||||||||
мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Продолжение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
standartgost.ru
Метчики машинные с удлиненным хвостовиком для метрических резьб от М3 до М10. Размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗМЕРЫ
18 p. 40 к. БЗ 2—92/195
ГОСТ 29221-91 (ИСО 8051-89)
Издание официальное
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР Москаа
УДК 621.993.1:006.354 Груипа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ МАШИННЫЕ С УДЛИНЕННЫМ ХВОСТОВИКОМ ДЛЯ МЕТРИЧЕСКИХ РЕЗЬБ от М3 до М10
Размеры
Long shank machine taps for metric threads from М3 to M10.
Dimensions
окп 39 1330
Дата введения 01.01.93
Настоящий стандарт распространяется на машинные метчики с удлиненным хвостовиком для нарезания метрической резьбы по ГОСТ 24705.
Требования пп. 1—3; 5; 8 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
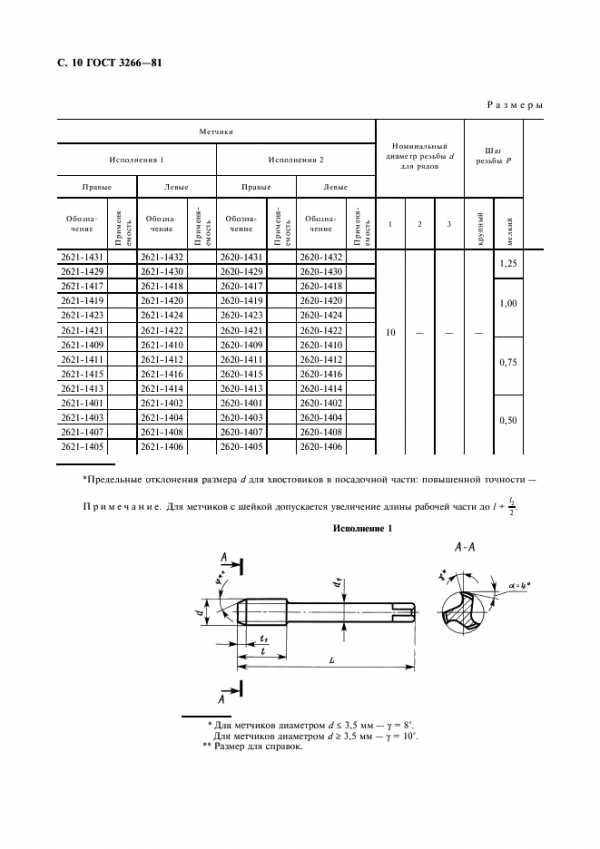
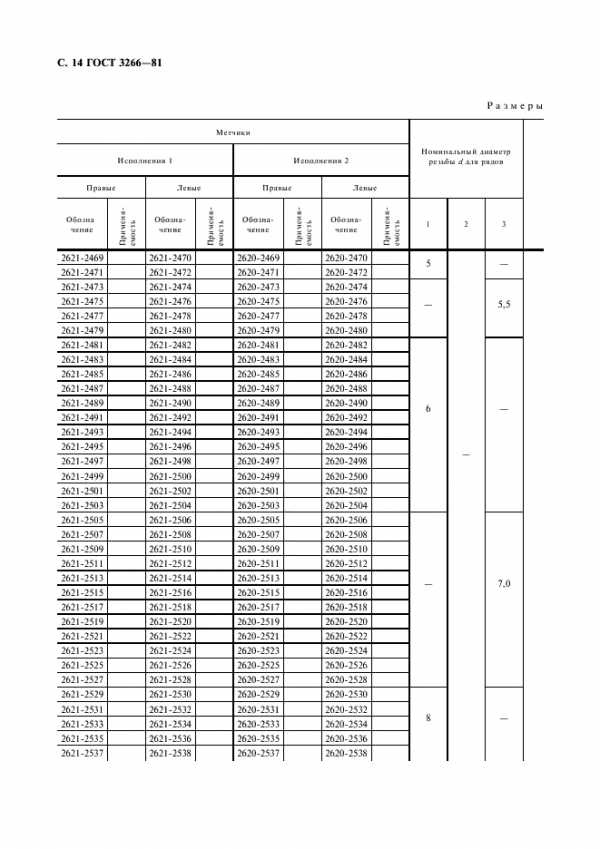
1. Размеры метчиков должны соответствовать указанным на чертеже и в таблице.
Издание официальное
© Издательство стандартов, 1992 Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта СССР
ым | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С. 2 ГОСТ 29221-91 |
ГОСТ 29221-91 С. 3
Пример условного обозначения метчика с номинальным диаметром резьбы d=5 мм, шагом />=0,8 мм, 2-го класса точности, правого:
Метчик 2621-3049.2 ГОСТ 29221-91
То же, левого:
Метчик 2621-3052.2 ГОСТ 29221-91
2. Размеры квадратов — по ГОСТ 9523.
3. Центровые отверстия — по ГОСТ 14034.
4. По согласованию с потребителем метчики могут изготовляться без шейки.
Длина рабочей части метчика без шейки /Н—.
5. Допуски на резьбу метчиков — по ГОСТ 16925.
6. Число зубьев и размеры профиля стружечных канавок — по ГОСТ 3266.
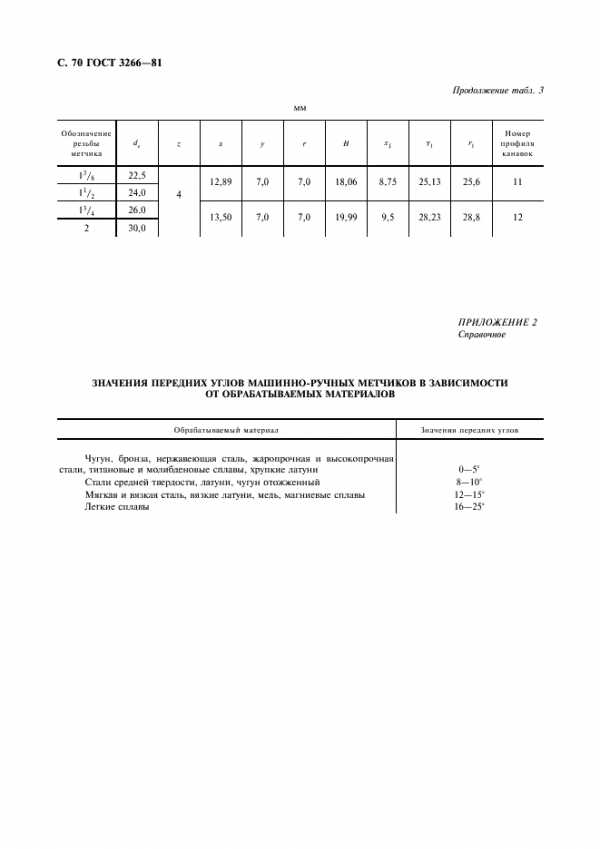
7. Значения передних углов метчиков в зависимости от обрабатываемого материала — по ГОСТ 3266.
8. Технические требования — по ГОСТ 3449.
ПРИЛОЖЕНИЕ
Справочное
СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА МЕЖДУНАРОДНОМУ СТАНДАРТУ ИСО 8051-89
Размеры метчиков, регламентируемые настоящим стандартом, полностью соответствуют размерам по стандарту ИСО 8051—89.
В настоящий стандарт по сравнению со стандартом ИСО 8051—89 дополнительно включены децимальные обозначения метчиков, а также требования, устанавливающие условные обозначения метчиков и стандарты, определяющие точностные параметры, размеры квадратов, центровых отверстий и технические требования к метчикам.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации «Инструмент» (ТК 95)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 27.12.91 № 2195 Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 8051—89 «Метчики с удлиненным хвостовиком для номинальных диаметров от М3 до М10. Метчики с усиленным хвостовиком и с шейкой» с дополнительными требованиями, отражающими потребности народного хозяйства
3. Срок проверки 1996 г., периодичность проверки 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Редактор А. Л. Владимиров Технически» редактор В. И. Мальков а Корректор А. И. Зюбан
Сдано в наб. 29 01.92. Подп, к печ. 20 05.92. Уел п. л. 0.375. Уел. кр.-отт. 0,375, Уч.-изд. л. 0.24. Тираж 1498 экз.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, ГСП, Новопресненский пер . 3 Кал>жск«я типография стандартов, ул. Московская, 256. Зак. 358
standartgost.ru