Гост модуль зубчатого колеса: Стандартные модули зубчатых колес
alexxlab | 28.12.2022 | 0 | Разное
Из ГОСТ 9563 «Колеса зубчатые. Модули», мм — Мегаобучалка
ИЗУЧЕНИЕ КОНСТРУКЦИИ И ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ
ЦИЛИНДРИЧЕСКОГО ЗУБЧАТОГО РЕДУКТОРА
Цель работы
В процессе работы ознакомиться с назначением, устройством и работой цилиндрического зубчатого редуктора, с конструкцией и регулировкой подшипниковых узлов, смазкой зубчатых колес и подшипников, определить основные параметры зубчатых передач.
Описание редуктора
Зубчатые редукторы – это механизмы, служащие для понижения угловых скоростей и увеличения крутящего момента, выполненные в виде отдельных сборочных единиц.
В качестве отдельных узлов механических передач в конструкциях строительных машин широко применяют смонтированные в едином корпусе закрытые зубчатые или червячные передачи, предназначенные для понижения угловой скорости ведомого вала по сравнению с ведущим валом и называемые редукторами.
Подобные устройства, повышающие угловую скорость, называют
По типу передач различают редукторы с цилиндрическими (рис. 1, а-г), коническими и смешанными коническо-цилиндрическими зубчатыми парами (рис. 1, д),а также с червячными передачами (рис. 1, е).
По числу ступеней передач различают редукторы одноступенчатые (рис. 1, а, е) имногоступенчатые, чаще двух– (рис. 1, в, д)и трехступенчатые (рис. 1, б, г).
Одноступенчатые цилиндрические редукторы обеспечивают передачу вращательного движения с передаточным числом до 8…10, а конические – с передаточным числом до 5… 6. Наибольшее распространение имеют двухступенчатые цилиндрические редукторы с передаточными числами 8.
Редукторы могут быть специальными и универсальными. Специальные редукторы проектируют применительно к конкретной модели машин. Универсальные редукторы, выпускаемые серийно, могут быть установлены на любой машине.
Серийные редукторы выбирают по каталогам заводов-изготовителей в соответствии с передаваемой мощностью, числом оборотов ведущего вала, передаточным числом, межосевым расстоянием (между осями ведущего и ведомого валов), а также другими характеристиками, учитывающими режимы нагружения.
Двухступенчатый цилиндрический редуктор Ц2У (рис. 2) состоит из корпуса 1, с крышкой 2, крышкой смотрового окна 3, отдушиной 4, пробки маслослива 5, маслоуказателя 6, шайбы маслоотражательной 7, установочного конического штифта
Корпусы редукторов чаще всего выполняются литыми из серых чугунов средней прочности СЧ 15-32 и СЧ 18-36, зубчатые колеса и валы – из конструкционных сталей. Корпуса редукторов с межосевым расстоянием тихоходной ступени до 160 мм могут быть отлиты из алюминиевого сплава АЛII.
Зубчатые колеса 10 соединяют с валом 9 посредством шпонок – призматических, клиновых или сегментных стержней, шлицевых соединений – равномерно расположенных по окружности цилиндрической поверхностям вала и ступицы пазов и выступов.
Опоры валов выполняются с применением подшипников качения (шариковых и роликовых) или скольжения.
Назначение опор – удерживать вращающиеся детали в нужном для правильной работы положении. Внутренние кольца подшипников насаживаются на валы с натягом, а наружные кольца, сопрягаемые с неподвижной деталью – корпусом редуктора, устанавливаются с небольшим зазором (или меньшим натягом, чем у внутреннего кольца).
Установка наружного кольца подшипника по скользящей посадке (посадка с зазором) позволяет кольцу во время работы поворачиваться, что обеспечивает более равномерный износ дорожек качения.
В редукторах общего назначения обычно применяется комбинированное смазывание (картерное смазывание). Одно или несколько зубчатых колес смазываются погружением в ванну с жидким смазочным материалом в нижней части корпуса редуктора (картере), а остальные узлы и детали, в том числе подшипники качения, смазываются за счет разбрызгивания масла погруженными колесами и циркуляции внутри корпуса образовавшегося масляного тумана. По времени – это непрерывное смазывание. Картерное смазывание применяют при окружных скоростях погруженных колес до м/с.
Глубина погружения цилиндрических зубчатых колес устанавливается не более (0,8-1,5) -шага зацепления, но не менее 10 мм. При меньших скоростях, например, в тихоходных ступенях многоступенчатых редукторов, допустимо более глубокое погружение колес (до 1/3 радиуса колеса).
Ориентировочно объем масла в ванне можно принимать в пределах (0,3…0.7) 10-3 м3 на 1 кВт передаваемой мощности.
При картерном смазывании заправка корпуса редуктора отфильтрованным маслом производится через люк или отверстие, закрываемое резьбовой пробкой – отдушиной, которая обеспечивает также сообщение внутренней полости корпуса с атмосферой, предотвращая возникновение внутри корпуса избыточного давления или вакуума при изменении температуры передачи. Пробка – отдушина завинчивается непосредственно в корпус в верхней его части или в крышку смонтированного люка.
Контроль уровня масла при заправке и эксплуатации производится с помощью маслоуказателей: прозрачных, жезловых, контрольных пробок с цилиндрической или конической резьбой и др.
Поскольку допустимый уровень масла в редукторах может изменяться в весьма ограниченных пределах, из прозрачных маслоуказателей наиболее удобны в применении круглые. Они компактны, просты в изготовлении, однако из-за загрязнения в них со временем снижается видимость уровня. На стержне жезлового маслоуказателя имеются риски, указывающие верхний и нижний уровень масла в картере. Иногда жезловые маслоуказатели одновременно выполняют роль отдушины.
На стержне жезлового маслоуказателя имеются риски, указывающие верхний и нижний уровень масла в картере. Иногда жезловые маслоуказатели одновременно выполняют роль отдушины.
Резьбовые пробки больших размеров применяются в качестве сливных, т.е. закрывающих сливное отверстие. Они располагаются непосредственно у днища корпуса, чтобы с маслом сливался и осадок. Максимальная температура масла в редукторах не должна превышать 95° С.
Для индивидуального смазывания узлов, например, подшипниковых, применяются масленки.
Для предотвращения вытекания смазочного материала из корпуса редуктора или выноса его в виде масляного тумана и брызг применяют различные уплотняющие материалы и устройства. Разъёмы составных корпусов (корпус – крышка) герметизируют специальными мазями, наносимыми на плоскости разъёма перед сборкой корпуса. Во фланцевых соединениях могут применяться также мягкие листовые прокладочные материалы.
В настоящее время для герметизации фланцевых соединений широко применяют уплотнения (ГОСТ 9833) в виде резиновых колец круглого сечения.
Для герметизации мест выхода из корпуса валов диаметром Ø 6…500 мм широко применяются резиновые манжетные уплотнения (ГОСТ 8752). Манжеты предотвращают вытекание масла из корпуса и препятствуют попаданию в него пыли и влаги извне. Металлический каркас в виде пружины придаёт жесткость манжете и позволяет обеспечить плотную и герметичную посадку ее в корпус. Рабочая кромка манжеты прижимается к валу за счет упругих сил резины и браслетной пружины, которая располагается в желобе воротника и представляет собой обычную витую пружину с соединенными между собой концами. Пыльник предохраняет рабочую кромку от попадания пыли и грязи. Манжеты этих типов могут работать при окружной скорости вала у рабочей кромки манжеты до 20 м/с.
В практике имеют применение и другие типы уплотнения валов: с помощью сальниковых войлочных колец, торцовые уплотнения с прижимными дисками, лабиринтные уплотнения и др.
Тип и общие сведения о редукторе заносятся в таблице отчета лабораторной работы (приложение 1).
3. Определение параметров цилиндрического зубчатого редуктора (исходные данные приведены в приложении 4).
1. Определение параметров зубчатых передач.
Определение параметров прямозубых ( ) и косозубых передач: с некоррегированным зацеплением (с нулевым смещением ) или с высотным коррегированным (равносмещенное ) можно выполнять в следующей последовательности:
1.1. Измеряются штангенциркулем размеры (рис. 3) и определяются межосевые расстояния первой (быстроходной) и второй (тихоходной) передачи:
Если величины и близки к стандартным (табл. 1), то они округляются до стандартных величин.
1.2. Подсчитываются числа зубьев шестерен и зубчатых колес и определяются передаточные числа (рис. 3):
1-й передачи ;
2-й передачи
1.3. Измеряется штангенциркулем ширина венцов зубчатых колес и определяются коэффициенты ширины венца зубчатых колес (ГОСТ 2185):
Коэффициент ширины венца колеса по ГОСТ 2185 равны: 0,1; 0,125; 0,16; 0,2; 0,25; 0,315; 0,4; 0,5; 0,63; 0,8; 1,0; 1,25.
Таблица 1
Межосевые расстояния (ГОСТ 2185) передач зубчатых цилиндрических редукторов
| 1-й ряд (предпочтительно) | ||||||||||||||
| 2-й ряд |
1.4. Определяются торцовые модули зубчатых передач:
.
1.5. Определяются нормальные модули зубчатых передач:
.
Учитывая, что 8…22° и 0,99÷0,94, задаются произвольно или выбирают и подсчитывают значение . Далее выбирают значения и как ближайшие меньшие к стандартному значению модуля из табл. 2.
2.
Таблица 2
Из ГОСТ 9563 «Колеса зубчатые. Модули», мм
| 1-й ряд | 1,25 | 1,5 | 2,5 | ||||||||||||||||||
| 2-й ряд | 1,375 | 1,75 | 2,25 | 2,75 | 3,5 | 4,5 | 5,5 |
1. 6. Подсчитываются углы наклона зубьев с учетом выбранного :
6. Подсчитываются углы наклона зубьев с учетом выбранного :
.
Значения углов и определяются с точностью до 1′.
1.7. Определяются расчетом диаметры вершин зубьев шестерен и колес и сравниваются с их измеренными значениями:
I передача
II передача
Результаты расчета и замера параметров зубчатых передач заносятся в таблицу отчета лабораторной работы (приложение 2).
4. Определение типа и параметров подшипников.
Подшипники являются опорами валов и вращающихся осей, воспринимающими усилия, действующие на эти детали.
В зависимости от вида трения, имеющегося в опорах, подшипники разделяют на подшипники скольженияи качения.
К подшипникам скольжения относятся такие, у которых опорный участок оси или вала (шип, шейка, пята) скользит по поверхности подшипника.
В подшипниках качения основными элементами являются тела качения (шарики, ролики и др. ), благодаря которым трение скольжения заменено трением качения.
), благодаря которым трение скольжения заменено трением качения.
Подшипники скольжения используют в тех случаях, когда по условиям сборки их необходимо выполнять разъемными, при больших динамических нагрузках, при необходимости работы в воде, агрессивных средах или значительном загрязнении смазки. Основным элементом подшипника является вкладыш, который устанавливается непосредственно в станине (или раме) или имеет самостоятельный корпус. В зависимости от размеров валов и нагрузок подшипники со специальным корпусом бывают неразъемные и разъемные. Неразъемные корпуса применяют для валов небольших диаметров. Разъемные корпуса облегчают монтаж валов и позволяют осуществлять регулировочные работы.
Неразъемный подшипник (рис. 4, а) состоит из корпуса 3и впрессованной в него цилиндрической втулки (вкладыша) 2. Нагрузка со стороны вала 4передается на втулку и далее на корпус, который болтами, устанавливаемыми в отверстия 5, крепится к станине или раме. Для уменьшения трения через отверстие 1на поверхность втулки подается смазка.
Для уменьшения трения через отверстие 1на поверхность втулки подается смазка.
Основными частями разъемного подшипника (рис. 4, б)являются корпус 3, соединенный с помощью болтов с рамой машины 1, крышка 4и два вкладыша 6, образующих разъемную втулку. Крышка 4болтами присоединена к корпусу. Эти же болты регулируют зазор между валом и вкладышем и компенсируют износ вкладыша путем поджатия крышки корпуса подшипника к основанию. Отверстие 5 в крышке служит для установки масленки.
Материалы, из которых изготовляют вкладыши, – антифрикционный чугун, бронза, латунь, металлокерамика, пластмасса (лигнофоль, капрон и др.). В некоторых случаях вкладыши делают биметаллическими: на стальную, чугунную, а в ответственных конструкциях бронзовую основу наносят антифрикционный материал — баббит, свинцовистую бронзу и др. В зависимости от диаметра вкладыша толщина наносимого слоя составляет 0,5… 1,5 мм. Такая конструкция вкладыша позволяет восстанавливать заливку при износе.
В зависимости от диаметра вкладыша толщина наносимого слоя составляет 0,5… 1,5 мм. Такая конструкция вкладыша позволяет восстанавливать заливку при износе.
Срок службы подшипников и способность воспринимать большие усилия в значительной степени зависят от качества смазки. Смазка уменьшает потери на трение и износ, охлаждает трущиеся поверхности и удаляет продукты износа (при циркуляционной смазке).
Подшипники качения являются основным видом опор валов и осей, применяемых для всех видов машин.
В комплект подшипника качения (рис. 5, а) входят наружное кольцо 1диаметром и внутреннее кольцо 2 диаметром ,тела качения 3, удерживаемые на определенном расстоянии друг от друга сепаратором 4. Внутреннее кольцо подшипника напрессовывают на вал, а наружное устанавливают в корпус. Тела качения и кольца изготовляют из хромистой или хромоникелевой стали, термически обрабатывают и шлифуют.
Телами качения могут быть:
– шарики (рис. 5, а, б, д, з);
– ролики – цилиндрические (рис. 5, в), конические (рис. 5, г), бочкообразные (рис. 5, е), игольчатые (рис. 5, ж).
По числу дорожек качения различают однорядные (рис. 5, а, в, г, д, ж, з), двухрядные (рис. 5, б, е)и многорядные подшипники.
По виду воспринимаемой нагрузки подшипники делят на:
– радиальные (рис. 5, а, в),воспринимающие радиальные нагрузки;
– упорные (рис. 5, з), воспринимающие осевые нагрузки;
– радиально-упорные (упорно-радиальные) (рис. 5, г, д), воспринимающие радиальные и осевые нагрузки.
Способность радиально-упорных подшипников воспринимать осевые нагрузки зависит от угла .
Роликовые подшипники допускают большую нагрузку, чем шариковые, но они хуже работают при большой частоте вращения валов. Максимально допускаемая частота вращения роликовых подшипников почти в два раза меньше, чем шариковых.
Шариковые и роликовые двухрядные сферические подшипники являются самоустанавливающимися (рис. 5, б, е),т. е. допускают наклон оси внутреннего кольца по отношению к оси наружного на 2…3о.
Для обеспечения нормальной работы подшипников качения их необходимо смазывать и предохранять от загрязнения. Для этих целей используют жидкие масла или консистентные смазки. В первом случае должна быть обеспечена масляная ванна, а во втором – смазка закладывается при сборке. Чтобы подшипники не загрязнялись и масло не вытекало из корпуса, устанавливают манжеты или контактные уплотнители.
Преимущества подшипников качения заключаются в более высоком КПД, меньших усилиях, требующихся на начальный разгон, простоте монтажа и обслуживания, меньших расходах цветных металлов. Однако они чувствительны к ударным нагрузкам и высокой температуре.
При изучении конструкции редуктора устанавливается тип и замеряются основные размеры подшипников ( ),являющихся опорами валов редуктора (рис. 6).
По этим параметрам, пользуясь таблицами ГОСТов на подшипники качения, устанавливается условное обозначение подшипников и сравнивается с индексом на подшипнике, а также их динамическая и статическая грузоподъёмность.
Например, в табл. 3 приведены тип и основные параметры опор валов редуктора.
Таблица 3
Тип и основные параметры опор валов редуктора(пример)
| №№ валов | Тип опора вала (подшипника) | Размеры подшипника, мм | Условное обозначение подшипника | Динамическая грузоподъемность, кН | Статическая грузоподъемность, кН | ||
| Роликовый конический | 7309А | ||||||
| Роликовый конический | 7605А 15ГПЗ | 47,5 | 36,6 | ||||
| Роликовый конический | 9ГПЗ | 31,5 | 22,0 |
5. Определение мощности, крутящих моментов и чисел оборотов валов редуктора.
Определение мощности, крутящих моментов и чисел оборотов валов редуктора.
5.1. Определяются числа оборотов валов редуктора:
-задается преподавателем;
.
5.2. Определяется крутящий момент на тихоходном вале из условия контактной прочности зубчатой передачи по формуле из выражения
,
откуда получим
, н·мм
где – для косозубых и шевронных передач;
– для прямозубых передач;
– коэффициент неравномерности нагрузки по длине зуба;
МПа – допускаемое контактное напряжение колеса с менее прочным зубом (задается преподавателем).
5.3. Определяются крутящие моменты на промежуточном и быстроходном валах :
, н·мм.
Здесь передаточное число быстроходной и тихоходной передачи;
– среднее значение коэффициента полезного действия закрытой зубчатой передачи;
– коэффициент полезного действия пары подшипников качения.
5.4. Определяются мощности на валах редуктора:
, Вт.
Значения вращающих моментов, мощности и угловой скорости заносятся в таблице отчета лабораторной работы (приложение 3).
Литература
1. Анфилов М.И. Редукторы: конструкции и расчет: альбом. – М.: Машиностроение, 1993. – 462 с.
2. Волков Д.П., Крикун В.Я. Строительные машины: учебник для вузов. – М.: Изд-во АСБ, 2002. – 376 с.
3. ГОСТ 2185-66. Передачи зубчатые цилиндрические. Основные параметры.
4. ГОСТ 520-2002. Подшипники качения. Общие технические условия.
5. ГОСТ 9563-80. Колеса зубчатые. Модули.
6. ГОСТ ИСО 4378-4-2001. Подшипники скольжения. Термины, определения и классификация. Часть 4. Расчетные параметры и их обозначения.
7. Доценко А.И. Строительные машины и основы автоматизации: учебник для строит. вузов. – М.: Высш. шк., 1995. – 400 с.
8. Изучение конструкции цилиндрического зубчатого редуктора и определение параметров зубчатых передач: методические указания / Сост. Ю.Г. Никишов. – Йошкар-Ола: МарГТУ, 2002. – 12 с.
9. Крикун В.Я. Строительные машины: учебное пособие. – М.: Изд-во АСБ, 2005. – 232 с.
Приложение 1
ГОСТ 9563-60 – Основные нормы взаимозаменяемости.
 Колеса зубчатые. Модули
Колеса зубчатые. МодулиСтандарт
- формат pdf
- размер 1.65 МБ
- добавлен 03 февраля 2011 г.
Haстоящий стандарт распространяется на эвольвентные цилиндрические зубчатые колеса и конические зубчатые колеса с прямыми зубьями и устанавливает: для цилиндрических колес – значения нормальных модулей; для конических колес – значения внешних окружных делительных модулей
Смотрите также
- формат pdf
- размер 7.07 МБ
- добавлен 21 июня 2010 г.
ГОСТ 2.301-68 – ГОСТ 2.303-68, ГОСТ 2.304-81, ГОСТ 2. 305-68 – ГОСТ 2.307-68, ГОСТ 2.308-79, ГОСТ 2.309-73, ГОСТ 2.310-68, ГОСТ 2.311-68, ГОСТ 2.312-72, ГОСТ 2.313-82, ГОСТ 2.314-68 – ГОСТ 2.316-68, ГОСТ 2.317-69, ГОСТ 2.318-81, ГОСТ 2.320-82, ГОСТ 2.321-84 Издание официальное Переработанное
305-68 – ГОСТ 2.307-68, ГОСТ 2.308-79, ГОСТ 2.309-73, ГОСТ 2.310-68, ГОСТ 2.311-68, ГОСТ 2.312-72, ГОСТ 2.313-82, ГОСТ 2.314-68 – ГОСТ 2.316-68, ГОСТ 2.317-69, ГОСТ 2.318-81, ГОСТ 2.320-82, ГОСТ 2.321-84 Издание официальное Переработанное
Стандарт
- формат pdf
- размер 442.58 КБ
- добавлен 20 января 2011 г.
Настоящий стандарт распространяется на конические концы валов с конусностью 1:10, диаметром от 3 до 630 мм, предназначенные для посадки деталей, передающих крутящий момент (шкивы, муфты, зубчатые колеса и т. п. ) в машинах, механизмах и приборах.
- формат doc
- размер 604.5 КБ
- добавлен 05 июня 2010 г.
Настоящий стандарт распространяется на все виды штриховых черно-белых и цветных документов, подлежащих микрофильмированию. Стандарт устанавливает основные требования и нормы к документам, определяющие их пригодность к изготовлению микрофильмов, соответствующих требованиям ГОСТ 13.1.102
Стандарт устанавливает основные требования и нормы к документам, определяющие их пригодность к изготовлению микрофильмов, соответствующих требованиям ГОСТ 13.1.102
Стандарт
- формат pdf
- размер 590.21 КБ
- добавлен 01 ноября 2011 г.
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 мая 1972 г. №1057 срок введения установлен с 01.01.74 Настоящий стандарт рапространяется на передачи с постоянным передаточным отношением, без смещения, внешнего зацепления, зубчатые колеса которых соответствуют исходному контуру по ГОСТ 15023-69. Стандарт устанавливает метод расчета геометрических параметров передачи, а также геометрических параметров зубчатых колес,…
Стандарт
- формат pdf
- размер 2.
 68 МБ
68 МБ - добавлен 01 ноября 2011 г.
 68 МБ
68 МБУтвержден и введен в действие Постановлением Государственного комитета стандартов Совета Министров СССР от 14 декабря 1973 г. №2694. Настоящий стандарт распространяется на зубчатые передачи с постоянным передаточным отношением, зубчатые колеса которых соответствуют исходным контурам с равными делительными номинальными толщиной зуба и шириной впадин, с делительной прямой, делящей глубину захода пополам, без модификации и модернизации головки. Ста…
Стандарт
- формат pdf
- размер 1.61 МБ
- добавлен 18 января 2011 г.
ГОСТ 19672-74 Передачи червячные цилиндрические. Модули и коэффициенты диаметра червяка
Стандарт
- формат doc
- размер 331 КБ
- добавлен
02 декабря 2010 г.

Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
Стандарт
- формат pdf
- размер 174.39 КБ
- добавлен 01 ноября 2011 г.
Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 25 октября 1999 г. №363-ст межгосударственный стандарт ГОСТ 30224-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г. Введен впервые. Настоящий стандарт распространяется на цилиндрические зубчатые передачи Новикова с двумя линиями зацепления (ДЛЗ) с твердостью поверхности зубьев не менее 35 H…
Стандарт
- формат pdf
- размер 4. 95 МБ
- добавлен 12 января 2012 г.
 95 МБ
95 МБНастоящий стандарт распространяется на мелкомодульные цилиндрические червячные передачи и пары (поставляемые несобранными в передачу) с архимедовыми червяками ZA, эвольвентными червяками ZI, червяками с прямолинейным профилем витка ZN1, червяками с прямолинейным профилем впадины ZN2, червяками, образованными конусом ZK1 и ZK2, с исходным червяком по ГОСТ 20184-81, межосевым углом, равным 90 град., модулем от 0,1 до 1,0 мм (исключительно), делител…
Стандарт
- формат pdf
- размер 456.67 КБ
- добавлен 02 ноября 2010 г.
Настоящий стандарт распространяется на метрическую резьбу профилем по ГОСТ 9150-81 и устанавливает диаметры, шаги, допуски и предельные отклонения для посадок с натягом без применения элементов заклинивания.
Модуль цепочки поставок ASC — ASC International
Модуль цепочки поставок ASC
Как мы можем быть уверены, что морепродукты с маркировкой ASC действительно получены с ферм, сертифицированных ASC? Сертификация не заканчивается на ферме — сертификация цепочки поставок (CoC) продолжается по всей цепочке поставок и гарантирует, что этикетка ASC появляется только на морепродуктах с сертифицированных ответственных ферм. Это очень важно, потому что дает потребителям уверенность в том, что они могут вознаградить хорошие методы ведения сельского хозяйства, выбрав этикетку ASC. ASC расширила требования к цепи поставок для решения возникающих проблем и лучшего соответствия специфике выращенных морепродуктов.
Новые требования, называемые модулем цепочки поставок ASC, и вспомогательные материалы можно найти на странице отслеживания ASC.
Введение в модуль цепочки поставок ASC:
Полный обзор модуля цепочки поставок ASC:
Обзор: модуль цепочки поставок ASC
С начала 2012 г. компания ASC использует сертификацию цепочек поставок продукции ASC, сертифицированную Морским попечительским советом (MSC). каналы поставок. Эта надежная система является ведущим международным стандартом сортировки и отслеживания морепродуктов и охватывает всю цепочку поставок, от фермы до конечной продажи. ASC и MSC тесно сотрудничают и преследуют близкие цели, и это будет продолжаться.
компания ASC использует сертификацию цепочек поставок продукции ASC, сертифицированную Морским попечительским советом (MSC). каналы поставок. Эта надежная система является ведущим международным стандартом сортировки и отслеживания морепродуктов и охватывает всю цепочку поставок, от фермы до конечной продажи. ASC и MSC тесно сотрудничают и преследуют близкие цели, и это будет продолжаться.
По мере того, как программа продолжает расширяться, ASC разрабатывает новый набор мер по обеспечению гарантий и инструментов для решения возникающих проблем, таких как мошенничество с морепродуктами, безопасность пищевых продуктов и использование таких веществ, как антибиотики. Это включает в себя дополнительные требования, которые также необходимы отчасти из-за неотъемлемых различий в производстве выращенных и диких морепродуктов, таких как контролируемая среда и ресурсы, управляемые человеком. Новые требования призваны отразить передовую мировую практику и начать внедрять инновации за счет использования таких технологий, как цифровая отслеживаемость и методы аутентификации продуктов.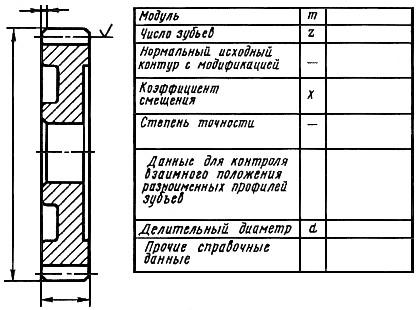 Эти усилия являются примером приверженности ASC постоянному совершенствованию и реагированию на запросы заинтересованных сторон.
Эти усилия являются примером приверженности ASC постоянному совершенствованию и реагированию на запросы заинтересованных сторон.
Дополнительные требования применяются только к держателям сертификатов цепочки поставок ASC и являются дополнением к существующим требованиям цепочки поставок MSC. Новый модуль имеет значение для заинтересованных сторон, в частности для держателей сертификатов цепочки поставок и органов по сертификации (CAB). Тем не менее, ASC работает над тем, чтобы свести последствия к минимуму. Эти улучшения помогают сделать программу более эффективной и адаптивной к новым задачам, что повысит ее ценность и уверенность для заинтересованных сторон.
Как и все изменения в программе ASC, эти предложения были предметом общественного обсуждения в соответствии с приверженностью ASC сотрудничеству и прозрачности. Публичные консультации проводились с 8 марта по 7 мая 2021 года. Требования были пересмотрены и улучшены на основе отзывов, полученных от всех соответствующих заинтересованных сторон, включая CAB и держателей сертификатов. Краткий отчет об отзывах и изменениях в ходе консультаций доступен здесь, включая приложение с ответами здесь.
Краткий отчет об отзывах и изменениях в ходе консультаций доступен здесь, включая приложение с ответами здесь.
Контактное лицо : Венди Банта, руководитель отдела обеспечения цепочки поставок
Временная шкала
Дополнительная информация
- ASC начинает консультации по крупному проекту по расширению гарантий цепочки поставок
- FAQ ASC CoC Module: Резюме и предложение по консультациям с общественностью (март 2021 г.)
- ASC вводит новые требования к цепочке поставок для усиления гарантий
[Последнее обновление страницы 30.05.2022]
Улучшения программы
↑☰
×
Быстрые ссылки
Конфиденциальная информация
Бета-курс Ghost Fishing UK
Тони Нортон готовится к погружению.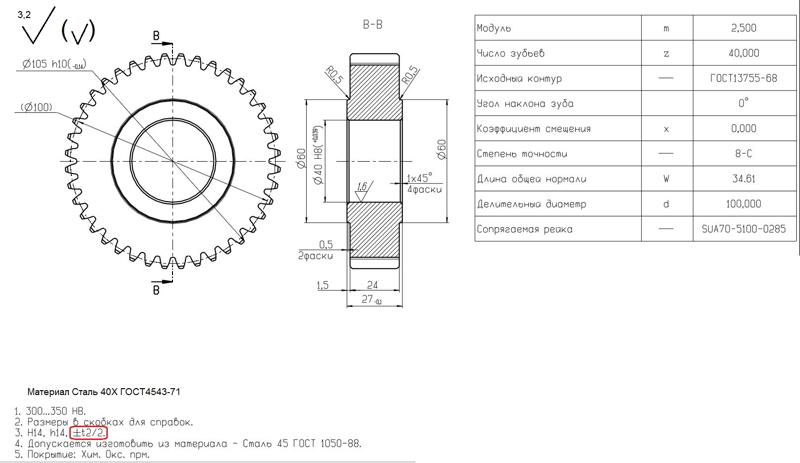 Изображение: Christine Grosart
Изображение: Christine Grosart
Несмотря на то, что я относительно опытный дайвер и инструктор, я считаю важным продолжить свое образование, и поэтому было здорово иметь возможность присоединиться к бета-классу (второй пилот) для грядущего Ghost Курс обучения рыбалке в Великобритании.
Я уже давно знаю о Ghost Fishing UK, так как мой близкий друг активно участвует в этом, и мне посчастливилось присутствовать на выступлении на Оркнейских островах в прошлом году, когда команда занималась очисткой всемирно известных затонувших кораблей в Скапа-Флоу. Мое первое реальное взаимодействие с Ghost Fishing UK произошло в январе, когда я присоединился к выходным в Портленде, чтобы получить общее представление о том, что это такое. Там я узнал, что съемка и удаление потерянных и брошенных рыболовных снастей — это гораздо больше, чем я ожидал! Я был очень рад, что меня пригласили на курс бета-обучения!
Курс был написан Кристин Гросарт, которая является не только секретарем организации Ghost Fishing UK, но и очень способным и компетентным дайвером (ей принадлежит рекорд по британскому пещерному дайвингу среди женщин в Великобритании), и проведен Кристин Ричард Уокер (Ghost Fishing UK).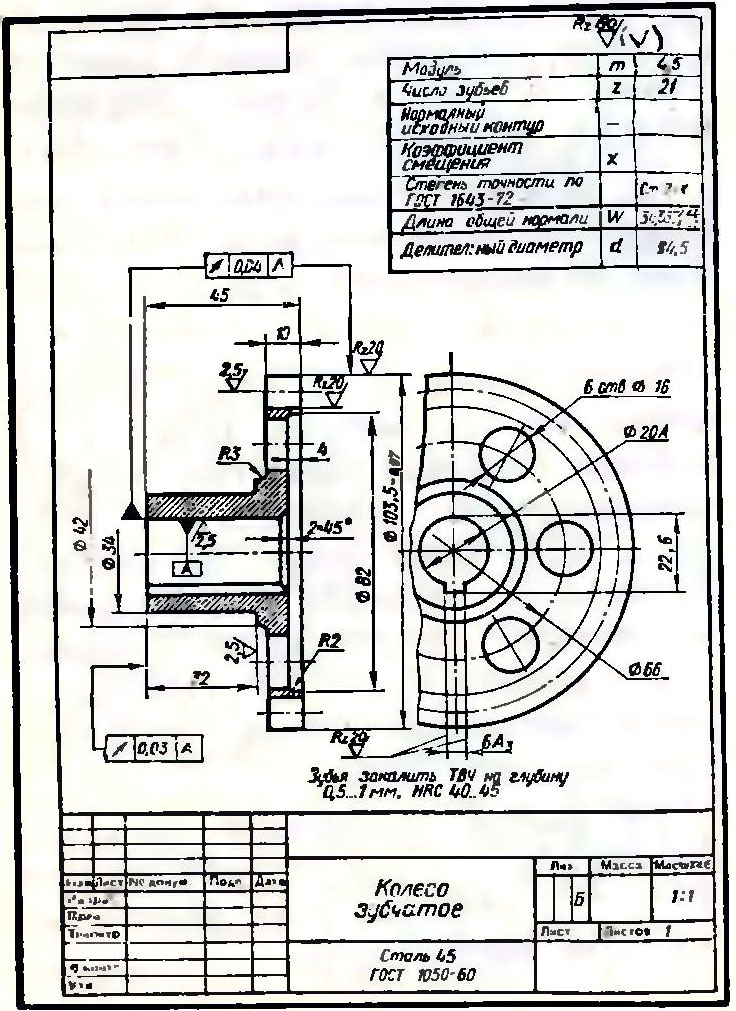 председатель и член Совета консультантов Global Underwater Explorers), Фред Нанн (казначей Ghost Fishing в Великобритании и инструктор BSAC) и Колин Стрэттон (действующий член команды Ghost Fishing в Великобритании и межведомственный инструктор по техническому дайвингу). Все остальные участники были опытными ныряльщиками, так что общий уровень знаний на этом бета-курсе был высоким.
председатель и член Совета консультантов Global Underwater Explorers), Фред Нанн (казначей Ghost Fishing в Великобритании и инструктор BSAC) и Колин Стрэттон (действующий член команды Ghost Fishing в Великобритании и межведомственный инструктор по техническому дайвингу). Все остальные участники были опытными ныряльщиками, так что общий уровень знаний на этом бета-курсе был высоким.
Вход вперед. Изображение: Christine Grosart | Уроки теории. Изображение: Christine Grosart |
Курс является модульным, что позволяет участникам посещать модули, когда они могут, и Ghost Fishing UK хорошо использует технологию, чтобы предложить теорию на сеансах Skype, что особенно эффективно при проведении курс с участниками из Великобритании.
Имеется шесть модулей:
- Введение в Ghost Fishing UK;
- Базовые навыки;
- Обследование;
- Призрачная рыбалка и закон;
- Восстановление снаряжения призрака; и
- Работа с общественностью и переработка.

Все модули включают теоретическую часть, а модули 2, 3 и 4 включают занятия в воде.
После введения в курс (включая встречу с инструкторами, обзор курса и стандартных операционных процедур Ghost Fishing UK) мы перешли к модулю 1, чтобы дать нам более подробное представление о призрачной рыбалке, истории благотворительной организации Ghost Fishing UK. , миссия благотворительной организации и как работает система отчетности.
Это дало нам более полное представление о проблемах, с которыми мы столкнулись, и о том, как мы, как члены команды, будем помогать решать огромную проблему потерянных и брошенных рыболовных снастей. Затем у нас была теоретическая сессия по базовым навыкам, которые являются ключевыми для каждого дайвера, но гораздо важнее, когда приходится иметь дело с опасными видами деятельности, такими как поиск призрачного снаряжения.
Опасности были объяснены, и мы обсудили важность группового погружения, планирования, плавучести, контроля, методов движения и обтекаемого оборудования. За этим последовало тщательное занятие в воде, отрабатывающее вышеупомянутые навыки наряду с другими ключевыми навыками, такими как анализ газа и маркировка баллонов (наземные навыки), газовые буры и развертывание SMB.
За этим последовало тщательное занятие в воде, отрабатывающее вышеупомянутые навыки наряду с другими ключевыми навыками, такими как анализ газа и маркировка баллонов (наземные навыки), газовые буры и развертывание SMB.
Рич Уокер. Изображение: Кристин Гросарт | Колин Стрэттон рассказывает о восстановлении призрачного снаряжения. |
Затем мы перешли к изучению съемочной работы с классным занятием по планированию съемки, методам съемки, важным деталям, которые необходимо зафиксировать при съемке (и почему), идентификации и выпуску морских обитателей, прежде чем вернуться к воды для проведения обследования (после детального планирования сеанса).
Команда инструкторов Ghost Fishing из Великобритании подготовила и разместила на набережной Вобстер фантастическую тренировочную среду, позволяющую нам исследовать различные типы снастей, включая ловушки для омаров, веревки, лески и сети. Вскоре мы узнали, что детальная съемка является ключевым навыком, и некоторые люди фантастически рисуют, в то время как другие лучше подходят для того, чтобы держать свет, чтобы поддержать человека, рисующего (меня!). Используя гибкость курса (и желание проверить эффективность вебинара для модулей, основанных на теории), мы перешли сразу к модулю 5, восстановлению.
Вскоре мы узнали, что детальная съемка является ключевым навыком, и некоторые люди фантастически рисуют, в то время как другие лучше подходят для того, чтобы держать свет, чтобы поддержать человека, рисующего (меня!). Используя гибкость курса (и желание проверить эффективность вебинара для модулей, основанных на теории), мы перешли сразу к модулю 5, восстановлению.
У нас был подробный теоретический урок, чтобы узнать о решениях, которые необходимо принять для извлечения, использовании отдельных баллонов для наполнения подъемных мешков (мы не используем наш дыхательный газ, поскольку он нам может понадобиться!), методах резки, планировании, методах безопасности и командная работа.
После тщательного планирования мы провели наземные учения, чтобы отработать все, что мы будем делать в воде (от расположения команды до использования режущих устройств и несущих цилиндров), затем мы вошли в воду, чтобы поднять тренировочное снаряжение. которые мы исследовали во время предыдущего погружения. Под пристальным наблюдением Фреда наша команда приступила к обрезке и удалению отрезков веревки, складывая их в мешки, а затем поднимала ловушку для омаров.
Под пристальным наблюдением Фреда наша команда приступила к обрезке и удалению отрезков веревки, складывая их в мешки, а затем поднимала ловушку для омаров.
Оказавшись в воде, планирование и наземные учения окупились, так как мы хорошо работали в команде, и у нас никогда не было путаницы в отношении наших ролей или того, как мы собираемся достичь нашей цели. Было чрезвычайно приятно видеть, как план воплощается в жизнь, и когда горшок с лобстером поднялся (очень медленно и контролируемо) на поверхность, мы все были довольны усилиями нашей команды!
Инструктор Фред Нанн готовится к погружению. Изображение: Christine Grosart
После обсуждения на месте мы отправились в путь (разбросанные по Великобритании от Корнуолла до Хартфордшира), с нетерпением ожидая завершения курса через вебинар всего через несколько дней. Вебинар охватывал введение и модуль 1, так как там также были новые стажеры, а затем охватывал модуль 4: Ghost Fishing и закон, давая нам введение в лицензирование (и лицензии, которыми в настоящее время владеет Ghost Fishing UK), Закон о доступе к морским и прибрежным зонам 2009 г.