Гост на шероховатость поверхности: ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики (с Изменениями N 1, 2)
alexxlab | 19.02.2023 | 0 | Разное
Шероховатость поверхности (по гост 2789-73)
Федеральное агентство по образованию
Уральский государственный технический университет – УПИ
имени первого Президента России Б. Н. Ельцина
Выполнение чертежей деталей
Справочные материалы
Научный редактор
доцент кандидат технических наук Н. Х. Понетаева
Екатеринбург
УГТУ–УПИ
2009
УДК 744.4 : 621 (075.8)
ББК 30.11 я 73
В92
Рецензенты: проф., д-р техн. наук, завкафедрой «Подъемно-транспортное
оборудование» Российского государственного
профессионально-педагогического университета
В. В. Каржавин;
Уральский государственный лесотехнический университет
(проф.
Каузов А.М.
В92 ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ДЕТАЛЕЙ : справочные материалы / сост.
А. М. Каузов. Екатеринбург : УГТУ–УПИ, 2009. 17 с.
В издании приведены нормативные сведения, необходимые при выполнении рабочих чертежей деталей с чертежа общего вида изделия.
Предназначено для студентов всех специальностей и всех форм обучения, изучающих инженерную графику.
Библиогр.: 6 назв. Рис. 9. Табл. 19.
УДК 744.4 : 621 (075.8)
ББК 30.11 я 73
© УГТУ–УПИ, 2009
Шероховатостью
поверхности, по ГОСТ 2789-73 и ISO
P468,
называют совокупность неровностей
поверхности с относительно малыми
шагами на базовой длине l.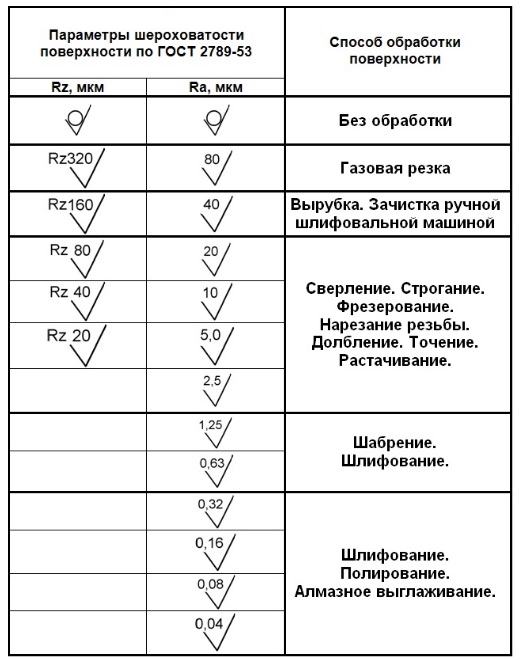 Базовой
длиной l называют
длину базовой линии, используемой для
выделения неровностей, характеризующих
шероховатость поверхности и для
количественного определения ее
параметров. Числовые значения шероховатости
поверхности определяют от единой базы,
за которую принята средняя
линия профиля m.
Система отсчета шероховатости от средней
линии профиля m называется системой М.
Базовой
длиной l называют
длину базовой линии, используемой для
выделения неровностей, характеризующих
шероховатость поверхности и для
количественного определения ее
параметров. Числовые значения шероховатости
поверхности определяют от единой базы,
за которую принята средняя
линия профиля m.
Система отсчета шероховатости от средней
линии профиля m называется системой М.
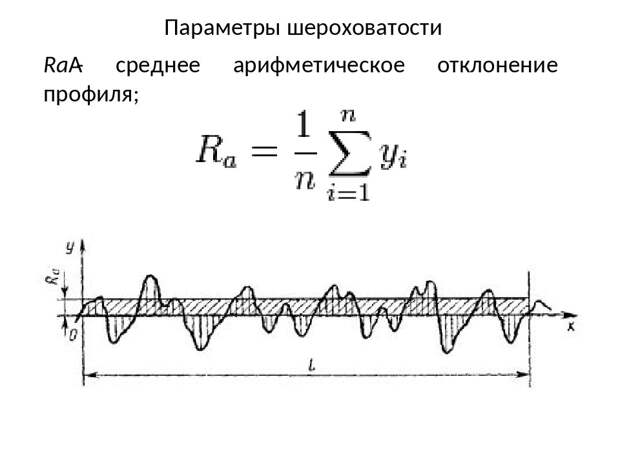
Количественно шероховатость поверхности устанавливают независимо от способа ее обработки. По системе М шероховатость поверхности можно оценивать одним или несколькими параметрами, однако наибольшее распространение в машиностроении получили среднее арифметическое отклонение профиля Ra и высота неровностей профиля по десяти точкам Rz в пределах базовой длины. Единица измерения этих параметров – мкм (микрометр).
Параметр Ra является предпочтительным.
Числовые значения
параметров шероховатости см.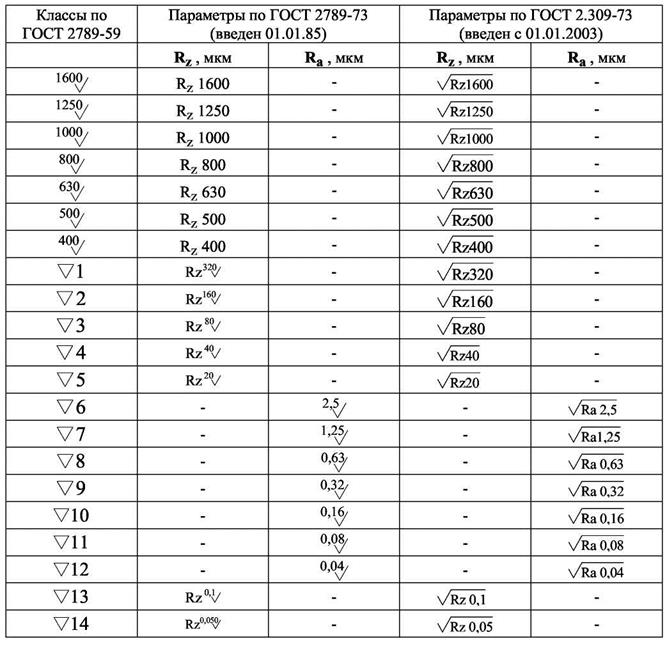 в п. 1.1 и
п. 1.2.
в п. 1.1 и
п. 1.2.
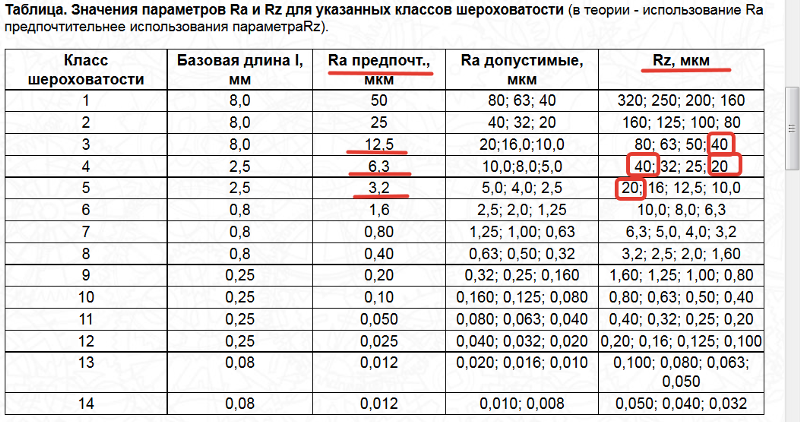
Среднее арифметическое отклонение профиля Ra, мкм
100 80 63 50 40 32 25 20 16,0 12,5 | 10,0 8,0 6,3 5,0 4,0 3,2 2,5 2,0 1,6 1,25 | 1,0 0,8 0,63 0,5 0,4 0,32 0,25 0,2 0,16 0,125 | 0,1 0,08 0,063 0,05 0,04 0,032 0,025 0,02 0,016 0,012 | 0,01 0,08 – – – – – – – – |
1.
 2. Высота неровностей профиля по 10 точкам Rz, мкм
2. Высота неровностей профиля по 10 точкам Rz, мкм– – – – – – – – 1600 1250 | 1000 800 630 500 400 320 250 200 160 125 | 100 80 63 50 40 32 25 20 16,0 12,5 | 10,0 8,0 6,3 5,0 4,0 3,2 2,5 2,0 1,6 1,25 | 1,0 0,80 0,63 0,5 0,4 0,32 0,25 0,2 0,16 0,125 | 0,1 0,08 0,063 0,05 0,04 0,032 0,025 – – – |
1.
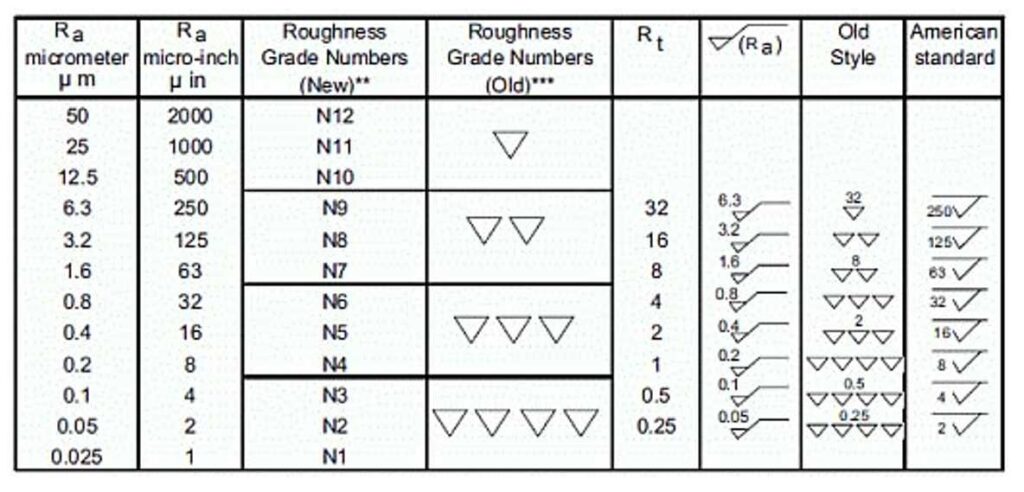
 3. Соответствие между значениями параметров шероховатости (гост 2789-73)
3. Соответствие между значениями параметров шероховатости (гост 2789-73)Параметры шероховатости, мкм | Базовая длина l, мм | |
Ra | Rz | |
80 40 20 | 320 160 80 | 8,0 |
10 5 | 40 20 | 2,5 |
2,5 1,25 | 10 6,3 | 0,8 |
0,63 0,32 0,16 0,08 0,04 | 3,2 1,6 0,8 0,4 0,2 | 0,25 |
0,02 0,01 | 0,1 0,05 | 0,08 |
1.
 4. Шероховатость поверхности в зависимости от видов обработки
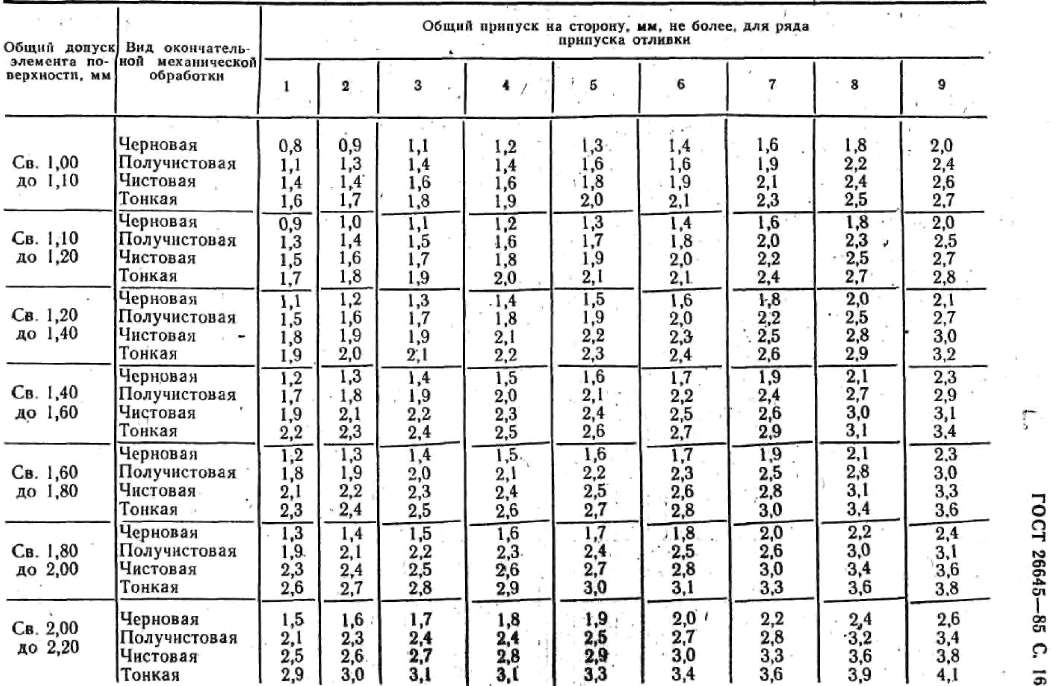
4. Шероховатость поверхности в зависимости от видов обработки1.4.1. Шероховатость поверхности отливок
Вид литья | Металлы | Параметры шероховатости поверхности отливок, мкм |
В песчаные формы | Черные металлы Цветные металлы | Ra 80…Ra 40 Ra 80…Ra 20 |
В кокиль | Черные металлы Цветные металлы | Ra 80…Ra 10 Ra 40…Ra 5 |
По выплавляемым моделям | Черные металлы Цветные металлы | Ra 20…Ra 5 Ra 20…Ra 2,5 |
Литье в оболочковые формы | Черные металлы Цветные металлы | Ra 40…Ra 10 Ra 20…Ra 5 |
Под давлением | Алюминиевые сплавы Медные сплавы | Ra 10…Ra 2,5 |
Типы направлений неровностей | Схематическое изображение | Пояснение |
Параллельное | Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перпендикулярное | Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Перекрещивающееся | ||
Произвольное | Различные направления по отношению к липни, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | |
Кругообразное | Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования | |
Радиальное | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования | |
Термин | Обозначение | Определение |
1.  Номинальная поверхность Номинальная поверхность | Поверхность, заданная в технической документации без учета допускаемых отклонений | |
2. Базовая линия (поверхность) | Линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности | |
3. Нормальное сечение | Сечение, перпендикулярное базовой поверхности | |
4. Базовая длина | l | Длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности |
5. Средняя линия профиля | m | Базовая линия, имеющая форму номинального профиля и проведенная так, чтоб в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально |
6.  Выступ профиля Выступ профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела | |
7. Впадина профиля | Часть реального профиля, соединяющая две соседние точки пересечения его со средней линией, направленная из тела | |
8. Линия выступов профиля | Линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины | |
9. Линия впадин профиля | Линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины | |
10. Неровность профиля | Выступ профиля и сопряженная с ним впадина профиля | |
11. Направление неровностей поверхности | Условный рисунок, образованный нормальными проекциями экстремальных точек неровностей поверхности на среднюю поверхность | |
12.  Шероховатость поверхности Шероховатость поверхности | Совокупность неровностей поверхности с относительно малыми шагами. выделенная с помощью базовой длины | |
13. Шаг неровностей профиля | Отрезок средней линии профиля, ограничивающий неровность профиля | |
14. Шаг местных выступов профиля | Длина отрезка средней линии между проекциями на нее двух наивысших точек соседних местных выступов профиля | |
15. Средний шаг неровностей профиля | Sm | Среднее значение шага неровностей профиля в пределах базовой длины |
16. Средний шаг местных выступов профиля | S | Среднее значение шага местных выступов профиля в пределах базовой длины |
17. Высота неровностей профиля по десяти точкам | Rz | Сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины , где ypmi – высота i-го наибольшего выступа профиля; ymi – глубина i-й наибольшей впадины профиля |
18.  Наибольшая высота профиля Наибольшая высота профиля | Rmax | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины |
19. Отклонение профиля | У | Расстояние между любой точкой профиля и средней линией |
20. Среднее арифметическое отклонение профиля | Ra | Среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины или где l – базовая длина; n – число выбранных точек профиля на базовой длине |
21. Опорная длина профиля | Р | Сумма длин отрезкой в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии |
22. Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине | |
23.  Уровень сечения профиля Уровень сечения профиля | p | Расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантной линии выступов профиля |
Сравнительная оценка документации по измерению шероховатости поверхности
NASA/ADS
Сравнительная оценка документации по измерению шероховатости поверхности
- Виноградова А.А. ;
- Гричуха М.И. ;
- Е Смирнова, Е.
Аннотация
Исследования относятся к области метрологического надзора, а именно к контролю параметров шероховатости поверхности. Авторами проанализированы следующие нормативные документы: ГОСТ Р ИСО 4287-2014 «Геометрические спецификации изделий (ГПС). Текстура поверхности. Профильный метод. Термины, определения и параметры текстуры поверхности», ГОСТ 25142-82 «Шероховатость поверхности. Термины и определения», ГОСТ 2789.-73 «Шероховатость поверхности. Параметры и характеристики», ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) «Образцы для сравнения шероховатости. Общие технические условия», ГОСТ 27964-88 (СТ СЭВ 6134-87, ИСО 4287/2-84) «Измерение параметров шероховатости. Термины и определения», ГОСТ 19300-86 «Приборы для измерения шероховатости поверхности профильным методом. Контактные профилографы и профилометры. Типы и основные параметры», ГОСТ Р 8.651-2009 ИСО «Государственная система обеспечения единства измерений. Контактные (щуповые) приборы для измерения шероховатости поверхности. Методика поверки», ГОСТ 9847-79 «Приборы оптические для измерения параметров шероховатости поверхности. Базовые параметры и виды», ГОСТ Р 8.
Авторами проанализированы следующие нормативные документы: ГОСТ Р ИСО 4287-2014 «Геометрические спецификации изделий (ГПС). Текстура поверхности. Профильный метод. Термины, определения и параметры текстуры поверхности», ГОСТ 25142-82 «Шероховатость поверхности. Термины и определения», ГОСТ 2789.-73 «Шероховатость поверхности. Параметры и характеристики», ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) «Образцы для сравнения шероховатости. Общие технические условия», ГОСТ 27964-88 (СТ СЭВ 6134-87, ИСО 4287/2-84) «Измерение параметров шероховатости. Термины и определения», ГОСТ 19300-86 «Приборы для измерения шероховатости поверхности профильным методом. Контактные профилографы и профилометры. Типы и основные параметры», ГОСТ Р 8.651-2009 ИСО «Государственная система обеспечения единства измерений. Контактные (щуповые) приборы для измерения шероховатости поверхности. Методика поверки», ГОСТ 9847-79 «Приборы оптические для измерения параметров шероховатости поверхности. Базовые параметры и виды», ГОСТ Р 8. 700-2010 «Государственная система обеспечения единства измерений. Метод измерения эффективной высоты шероховатости поверхности с помощью сканирующего зондового атомно-силового микроскопа», регламентирующих измеряемые параметры шероховатости поверхности, приборы, измеряющие эти параметры. В ходе сравнительного анализа значений параметров существующих устройств и значений параметров устройств, прописанных в стандартах, была сформирована сводная таблица, а также выявлена проблема контроля нанопараметров и нанопокрытий. Существующая приборная база контроля шероховатости поверхности позволяет измерять параметры с высокой точностью и в широких пределах, но нормативная база на территории Российской Федерации устарела и не позволяет использовать некоторые современные виды приборов. В связи с этим необходимо актуализировать требования ГОСТов к современным возможностям техники и контроля за параметрами шероховатости.
700-2010 «Государственная система обеспечения единства измерений. Метод измерения эффективной высоты шероховатости поверхности с помощью сканирующего зондового атомно-силового микроскопа», регламентирующих измеряемые параметры шероховатости поверхности, приборы, измеряющие эти параметры. В ходе сравнительного анализа значений параметров существующих устройств и значений параметров устройств, прописанных в стандартах, была сформирована сводная таблица, а также выявлена проблема контроля нанопараметров и нанопокрытий. Существующая приборная база контроля шероховатости поверхности позволяет измерять параметры с высокой точностью и в широких пределах, но нормативная база на территории Российской Федерации устарела и не позволяет использовать некоторые современные виды приборов. В связи с этим необходимо актуализировать требования ГОСТов к современным возможностям техники и контроля за параметрами шероховатости.
- Публикация:
Журнал серии конференций по физике
- Дата публикации:
- Январь 2021
- DOI:
- 10.
 1088/1742-6596/1728/1/012025
1088/1742-6596/1728/1/012025 - Биб-код:
- 2021JPhCS1728a2025V
Шероховатость внутренней поверхности трубопроводов ядерного реактора в зависимости от наработки
30.09.2019 2019 – #03 Глобальная безопасность, надежность и диагностика ядерных энергетических установок
Трофимов М.А. Глоба Р.А.
https://doi.org/10.26583/npe.2019.3.08
УДК: 621.644, 621.9.08
При эксплуатации ядерных реакторов на трубопроводы АЭС воздействуют различные факторы, приводящие к эрозии внутренней поверхности трубы и ее повышенный микрорельеф (шероховатость). Коррозия металла возникает и распространяется быстрее на поверхности, имеющей более высокое значение параметра шероховатости. Разрушения из-за эрозионного износа основного металла происходят преимущественно в зоне изгиба трубы. Существенное влияние на затухание сигнала в процессе ультразвукового контроля стенки трубы оказывает шероховатость внутренней поверхности трубы. В рамках профилактического ремонта были вырезаны дефектные участки магистрального трубопровода, из которых были отобраны образцы, имеющие разную наработку. Для экспериментального определения фактического значения шероховатости внутренней поверхности труб использовали пять дефектных отрезков трубы из аустенитной стали марки 12Х28Н10Т, вырезанных из трубопровода подогревателя высокого давления, и дефектные отрезки трубы из стали перлитного класса марки 20 с различной наработкой. . Кроме того, один отрезок новой трубы ∅273×12 из стали 12Х28Н10Т и один отрезок ∅159Вырезали ×6 труб из стали марки 20. Измерялась шероховатость внутренней поверхности на различных участках.
Коррозия металла возникает и распространяется быстрее на поверхности, имеющей более высокое значение параметра шероховатости. Разрушения из-за эрозионного износа основного металла происходят преимущественно в зоне изгиба трубы. Существенное влияние на затухание сигнала в процессе ультразвукового контроля стенки трубы оказывает шероховатость внутренней поверхности трубы. В рамках профилактического ремонта были вырезаны дефектные участки магистрального трубопровода, из которых были отобраны образцы, имеющие разную наработку. Для экспериментального определения фактического значения шероховатости внутренней поверхности труб использовали пять дефектных отрезков трубы из аустенитной стали марки 12Х28Н10Т, вырезанных из трубопровода подогревателя высокого давления, и дефектные отрезки трубы из стали перлитного класса марки 20 с различной наработкой. . Кроме того, один отрезок новой трубы ∅273×12 из стали 12Х28Н10Т и один отрезок ∅159Вырезали ×6 труб из стали марки 20. Измерялась шероховатость внутренней поверхности на различных участках. Получены зависимости величины шероховатости от наработки и типа сегмента трубы. В результате исследования были получены заводские образцы, внутренняя поверхность которых имела шероховатость поверхности, соответствующую разным срокам эксплуатации трубы. Это позволило учесть влияние шероховатости внутренней поверхности трубы на затухание сигнала в процессе ультразвукового контроля целостности сварного шва и при ультразвуковых измерениях величины зерна в примыкающей зоне шва после ремонта шва.
Получены зависимости величины шероховатости от наработки и типа сегмента трубы. В результате исследования были получены заводские образцы, внутренняя поверхность которых имела шероховатость поверхности, соответствующую разным срокам эксплуатации трубы. Это позволило учесть влияние шероховатости внутренней поверхности трубы на затухание сигнала в процессе ультразвукового контроля целостности сварного шва и при ультразвуковых измерениях величины зерна в примыкающей зоне шва после ремонта шва.
Литература
- Трофимов М.А., Глоба Р.А. Исследование зависимости сигнала акустического эха от среднего размера зерна в сварном соединении. Евразийская научная ассоциация. 2015, т. 1, вып. 10 (10), с. 54-57 (на русском языке).
- Трофимов М.А., Глоба Р.А. Измерение среднего размера зерна в сварном соединении подводящего трубопровода реакторной установки. Тяжёлое Машиностроение. 2014, нет. 11-12, стр. 28-31 (на русском языке).
- Трофимов М.А., Глоба Р.А. Методика ультразвукового контроля двухкомпонентной металлической реакторной установки ВК-50.
 Известия высших учебных заведений. Ядерная энергетика. 2012, нет. 3, с. 32 (на русском языке).
Известия высших учебных заведений. Ядерная энергетика. 2012, нет. 3, с. 32 (на русском языке). - ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики. Режим доступа: https://internet-law.ru/gosts/gost/1419/ (дата обращения: 04.04.2019) (на русском языке).
- Бакуменко В.И., Бондаренко В.А., Косоруков С.Н., Атминис С.А., Берсенев Ю.В., Воронцов Ю.П., Комаров В.И., Кудрявцев А.В., Лавров Л.П., Михалев О.Р., Нецветаев С.А., Павелиев В.И., Свалов Г.Б., Свечников Тинников О.Н., Финашин В.Н. Краткий справочник для проектировщика нестандартного оборудования. В 2-х томах. Том. 1. Москва. Машиностроение, 1997, 544 с. (по-русски).
- Демкин Н.Б., Рыжов Е.В. Качество поверхности и контактные данные машин. Москва. Машиностроение, 1981. 244 с. (по-русски).
- Попов С.А. Шлифовальные работы. Руководство. Москва. Высшая школа, 1987. 383 с. (по-русски).
- Крауткремер Ю., Крауткремер Г. Ультразвуковой контроль материалов. Москва. Металлургия, 1991.
 673 с. (по-русски).
673 с. (по-русски). - Щербинский В.Г. Технология ультразвукового контроля сварных соединений. Москва. Тиссо, 2005. 326 с. (на русском)
- Кретов Е.Ф. Ультразвуковая дефектоскопия в энергетике. Санкт-Петербург. Радиоавионика, 1995. 317 с. (по-русски).
- ГОСТ 5639-82. Сталь и сплавы. Методы обнаружения и определения крупности зерен. Режим доступа: https://internet-law.ru/gosts/gost/30103/ (дата обращения: 04.04.2019) (на русском языке)
- ГОСТ Р ИСО 4287-2014. Геометрические характеристики изделий (ГПС). Метод профиля структуры поверхности. Термины, определения и параметры структуры поверхности. Режим доступа: https://internet-law.ru/gosts/gost/58916/ (дата обращения 04.04.2019) (на русском языке)
- Салтыков С.А. Стереометрическая металлография. Москва. Металлургия, 1976. 271 с. (по-русски).
- Гуляев А.П. Металловедение. Учебник для вузов. 6-е издание. Москва. Металлургия, 1986. 544 с. (по-русски).
- Ван Дер Воорт Г.Ф. Металлография: принципы и практика.
