Гост накатка: Гост 21474-75 рифления прямые и сетчатые. Форма и основные размеры
alexxlab | 20.04.1987 | 0 | Разное
Державки и ролики для накатки рифлений (ГОСТ
Державки и ролики для накатки рифлений (ГОСТ – 13062-67), цены и характеристики — РИНКОМГлавная
Инструменты
Оснастка и приспособления
Державки и ролики для накатки рифлений
13062-67 13062-67
По умолчанию
- По умолчанию
- По наименованию
- По цене
- По размеру скидки
Подбор по параметрам
Сбросить все параметры
ГОСТ: 13062-67
Ролик для накатки сетчатого рифления 20х9х8мм 0,5 мм х 70° левый 108149 | 711 ₽ |
5 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 1,0 мм х 70° 108150 | 711 ₽ |
1 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 1,0 мм х 70° левый 108151 | 711 ₽ |
2 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 70° 108153 | 711 ₽ |
1 в наличии | |
Ролик для накатки прямого рифления 20х9х8мм 1,2 мм х 70° 144474 | 711 ₽ |
1 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 70° левый 108152 | 711 ₽ |
20 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 60° левый 144480 | 711 ₽ |
10 в наличии | |
Ролик для накатки прямого рифления 20х9х8мм 0,6мм 70° 144471 | 624 ₽ |
20 в наличии | |
Ролик для накатки прямого рифления 20х9х8мм 0,5мм 70° 144472 | 624 ₽ |
25 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 0,5мм 70° 144473 | 624 ₽ |
2 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 0,8мм 70° 144468 | 624 ₽ |
1 в наличии | |
144475 | 624 ₽ |
2 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 0,8мм 70° левый 144469 | 624 ₽ |
1 в наличии | |
Державка суппортная oднороликовая для накатки 25х20х150 мм 108535 | 3 785 ₽ |
30 в наличии | |
Державка суппортная oднороликовая для накатки внутр. 108538 | 6 162 ₽ |
1 в наличии | |
Державка суппортная oднороликовая для накатки внутр. рифления 32х20х150 мм (без ролика) 144476 | 6 600 ₽ |
1 в наличии | |
144477 | 7 380 ₽ |
1 в наличии | |
Державка суппортная oднороликовая для накатки 20х20х150 мм с левым роликом 30х10х10 мм 108539 | 2 571 ₽ |
2 в наличии | |
Державка суппортная oднороликовая для накатки 20х20х150 мм с правым роликом 30х10х10 мм 108540 | 2 571 ₽ |
10 в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 1,2 мм х 90° 144478 | 711 ₽ |
Нет в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 1,6 мм х 70° 108155 | 711 ₽ |
Нет в наличии | |
108154 | 711 ₽ |
Нет в наличии | |
Ролик для накатки сетчатого рифления 20х9х8мм 0,6мм 70° левый 144470 | 624 ₽ |
Нет в наличии | |
Ролик для накатки прямого рифления 20х9х8мм 0,8мм 70° 106550 | 624 ₽ |
Нет в наличии | |
Ролик для накатки прямого рифления 20х9х8мм 1,0мм 70° 106552 | 624 ₽ |
Нет в наличии | |
Державка суппортная двухроликовая для сетчатой накатки 25х20х150 мм 108536 | 5 136 ₽ |
Нет в наличии |
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Державки и ролики для накатки рифлений
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Подбор пилок для электролобзиков
Как выбрать кулачки для токарного патрона?
Классификация калибров для контроля деталей: особенности измерительного инструмента и ГОСТы
Какие электроинструменты нужны для дома
Резьбонакатные ролики
Как сделать метчикодержатель своими руками
Смазки для сверления металлов
Как отличить спиральные сверла по дереву, металлу и бетону
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
ГОСТ 9066-75 Шпильки для фланцевых соединений с температурой среды от 0 °С до 650 °С
Скачать полный ГОСТ 9066-75
ГОСТ 9066-75 распространяется на шпильки односторонние и двусторонние для фланцевых соединений паровых и газовых турбин, паровых котлов, трубопроводов и соединительных частей, арматуры, приборов, аппаратов, и резервуаров с температурой среды от 0 до 650°С.
Стандарт не распространяется на фланцевые соединения объектов, подведомственных Госгортехнадзору СССР, с условным давлением Ру менее 4 МПа (40кгс/см2).
Диаметр резьбы и диаметр стержня шпилек от 10 до 160 мм. Резьба шпилек осуществляется по ГОСТ 24705-81. Резьба наносится путем нарезки или накатки на специальном оборудовании.
Шпильки ГОСТ 9066-75 применяются в различных отраслях промышленности, например, в тяжелом машиностроении, электротехнике, строительстве железных дорог, производстве мебели, строительстве, в мостовых конструкциях и т.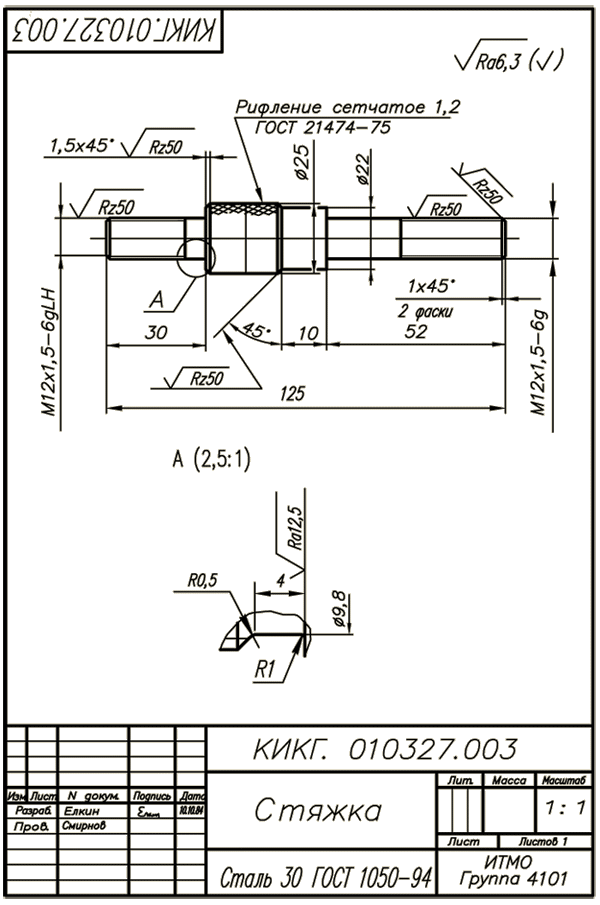 д.
д.
ГОСТ 9066-75 регламентирует 5 типов шпилек: А, Б, В, Г и Д.
*Изготавливаются из следующих марок стали:
1) углеродистые конструкционные стали ст.20, ст.35, ст.45
2) конструкционные низколегированные стали для сварных конструкций – 09Г2С
3) конструкционные легированные стали 40Х, 30ХГСА, 20ХН3А, 30ХМА
4) конструкционные теплоустойчивые стали 25Х1МФ, 25Х2М1Ф, 20Х1М1Ф1ТР
5) коррозионно-стойкие, жаростойкие, жаропрочные стали 12Х18Н10Т, 20Х13, 10Х17Н13М2Т, 14Х17Н2, 13Х11Н2В2МФ
|
Длина шпильки L, мм |
Теоретическая масса шпильки типа А исполнений 1и 2, кг », при номинальном диаметре резьбы d, мм | |||||||||||
|
10 |
12 |
16 |
20 |
(22) |
24 |
(27) |
30 |
36 |
42 |
48 |
(52) | |
|
45 |
0,028 |
|
|
|
|
|
|
|
|
|
|
|
|
50 |
0,031 |
|
|
|
|
|
|
|
|
|
|
|
|
55 |
0,034 |
0,041 |
|
|
|
|
|
|
|
|
|
|
|
60 |
0,037 |
0,045 |
|
|
|
|
|
|
|
|
|
|
|
65 |
0,040 |
0,049 |
|
|
|
|
|
|
|
|
|
|
|
70 |
0,043 |
0,054 |
0,094 |
|
|
|
|
|
|
|
|
|
|
75 |
0,046 |
0,058 |
0,102 |
|
|
|
|
|
|
|
|
|
|
80 |
0,049 |
0,063 |
0,110 |
|
|
|
|
|
|
|
|
|
|
85 |
0,052 |
0,067 |
0,118 |
0,178 |
|
|
|
|
|
|
|
|
|
90 |
0,055 |
0,072 |
0,126 |
0,191 |
|
|
|
|
|
|
|
|
|
95 |
0,058 |
0,076 |
0,134 |
0,203 |
0,246 |
|
|
|
|
|
|
|
|
100 |
0,061 |
0,081 |
0,142 |
0,216 |
0,261 |
|
|
|
|
|
|
|
|
110 |
0,064 |
0,090 |
0,158 |
0,241 |
0,291 |
0,336 |
|
|
|
|
|
|
|
120 |
0,067 |
0,099 |
0,173 |
0,266 |
0,321 |
0,371 |
0,469 |
|
|
|
|
|
|
130 |
0,070 |
0,108 |
0,189 |
0,290 |
0,350 |
0,407 |
0,514 |
0,623 |
|
|
|
|
|
140 |
0,073 |
0,117 |
0,205 |
0,315 |
0,380 |
0,442 |
0,559 |
0,679 |
|
|
|
|
|
150 |
0,076 |
0,126 |
0,221 |
0,340 |
0,410 |
0,477 |
0,603 |
0,734 |
1,042 |
|
|
|
|
160 |
|
0,135 |
0,236 |
0,364 |
0,440 |
0,513 |
0,648 |
0,750 |
1,122 |
1,520 |
|
|
|
170 |
|
0,144 |
0,252 |
0,389 |
0,470 |
0,548 |
0,694 |
0,845 |
1,202 |
1,628 |
|
|
|
180 |
|
0,153 |
0,268 |
0,413 |
0,499 |
0,584 |
0,738 |
0,901 |
1,282 |
1,737 |
|
|
|
190 |
|
0,162 |
0,283 |
0,438 |
0,529 |
0,620 |
0,784 |
0,456 |
1,362 |
1,845 |
|
|
|
200 |
– |
0,171 |
0,300 |
0,463 |
0,559 |
0,655 |
0,827 |
1,012 |
1,443 |
1,953 |
2,504 |
|
|
210 |
– |
– |
0,316 |
0,488 |
0,589 |
0,691 |
0,873 |
1,067 |
1,523 |
2,062 |
2,645 |
|
|
220 |
– |
– |
0,332 |
0,513 |
0,619 |
0,726 |
0,919 |
1,123 |
1,603 |
2,171 |
2,787 |
3,280 |
|
230 |
– |
– |
0,348 |
0,538 |
0,648 |
0,761 |
0,964 |
1,178 |
1,683 |
2,279 |
2,929 |
3,446 |
|
240 |
– |
– |
– |
– |
– |
0,797 |
1,009 |
1,234 |
1,763 |
2,387 |
3,071 |
3,612 |
|
250 |
– |
– |
– |
– |
– |
0,833 |
1,053 |
1,289 |
1,843 |
2,494 |
3,214 |
3,778 |
|
260 |
– |
– |
– |
– |
– |
– |
1,098 |
1,345 |
1,923 |
2,602 |
3,358 |
3,945 |
|
270 |
– |
– |
– |
– |
– |
– |
1,141 |
1,400 |
2,003 |
2,712 |
3,499 |
4,112 |
|
280 |
– |
– |
– |
– |
– |
– |
– |
1,455 |
2,083 |
2,822 |
3,640 |
4,280 |
|
290 |
– |
– |
– |
– |
– |
– |
– |
1,511 |
2,164 |
2,927 |
3,782 |
4,445 |
|
300 |
– |
– |
– |
– |
– |
– |
– |
1,567 |
2,245 |
3,032 |
3,925 |
4,610 |
|
310 |
– |
– |
– |
– |
– |
– |
– |
1,622 |
2,323 |
3,142 |
4,067 |
4,777 |
|
320 |
– |
– |
– |
– |
– |
– |
– |
1,678 |
2,402 |
3,252 |
4,210 |
4,945 |
|
330 |
– |
– |
– |
– |
– |
– |
– |
1,733 |
2,482 |
3,362 |
4,350 |
5,112 |
|
340 |
– |
– |
– |
– |
– |
– |
– |
1,788 |
2,563 |
3,472 |
4,490 |
5,280 |
|
350 |
– |
– |
– |
– |
– |
– |
– |
– |
2,642 |
3,582 |
4,635 |
5,445 |
|
360 |
– |
– |
– |
– |
– |
– |
– |
– |
2,722 |
3,692 |
4,780 |
5,610 |
|
370 |
– |
– |
– |
– |
– |
– |
– |
– |
2,804 |
3,799 |
4,920 |
5,777 |
|
380 |
– |
– |
– |
– |
– |
– |
– |
– |
2,887 |
3,907 |
5,060 |
5,945 |
|
390 |
– |
– |
– |
– |
– |
– |
– |
– |
2,964 |
4,019 |
5,202 |
6,107 |
|
400 |
– |
– |
– |
– |
– |
– |
– |
– |
3,442 |
4,132 |
5,345 |
6,270 |
|
410 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
4,232 |
5,487 |
6,435 |
|
420 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
5,630 |
6,600 |
|
430 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
5,775 |
6,770 |
|
440 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
5,920 |
6,940 |
|
450 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
7,110 |
|
460 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
7,280 |
|
470 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
7,440 |
|
480 |
|
|
|
|
|
|
|
|
|
|
|
7,600 |
|
490 |
|
|
|
|
|
|
|
|
|
|
|
7,770 |
|
500 |
|
|
|
|
|
|
|
|
|
|
|
7,940 |
|
510 |
|
|
|
|
|
|
|
|
|
|
|
– |
|
520 |
|
|
|
|
|
|
|
|
|
|
|
– |
|
530 |
|
|
|
|
|
|
|
|
|
|
|
– |
|
540 |
|
|
|
|
|
|
|
|
|
|
|
– |
|
550 |
|
|
|
|
|
|
|
|
|
|
|
– |
|
560 |
|
|
|
|
|
|
|
|
|
|
|
|
|
570 |
|
|
|
|
|
|
|
|
|
|
|
|
|
580 |
|
|
|
|
|
|
|
|
|
|
|
|
|
590 |
|
|
|
|
|
|
|
|
|
|
|
|
|
600 |
|
|
|
|
|
|
|
|
|
|
|
|
|
610 |
|
|
|
|
|
|
|
|
|
|
|
|
|
620 |
|
|
|
|
|
|
|
|
|
|
|
|
|
630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
640 |
|
|
|
|
|
|
|
|
|
|
|
|
|
650 |
|
|
|
|
|
|
|
|
|
|
|
|
|
660 |
|
|
|
|
|
|
|
|
|
|
|
|
|
670 |
|
|
|
|
|
|
|
|
|
|
|
|
|
680 |
|
|
|
|
|
|
|
|
|
|
|
|
|
690 |
|
|
|
|
|
|
|
|
|
|
|
|
|
700 |
|
|
|
|
|
|
|
|
|
|
|
|
|
710 |
|
|
|
|
|
|
|
|
|
|
|
|
|
720 |
|
|
|
|
|
|
|
|
|
|
|
|
|
730 |
|
|
|
|
|
|
|
|
|
|
|
|
|
740 |
|
|
|
|
|
|
|
|
|
|
|
|
|
750 |
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение
|
Длина шпильки L, мм |
Теоретическая масса шпильки типа А исполнений 1 и 2, кг », при номинальном диаметре резьбы d, мм | |||||||||||||
|
56 |
(60) |
64 |
(68) |
72 |
(76) |
80 |
90 |
100 |
110 |
(120) |
125 |
140 |
160 | |
|
45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
55 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
65 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
75 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
85 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
130 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
140 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
150 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
160 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
170 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
180 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
190 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
210 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
220 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
230 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
240 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
4,332 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
260 |
4,525 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
270 |
4,717 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
280 |
4,910 |
5,620 |
|
|
|
|
|
|
|
|
|
|
|
|
|
290 |
5,105 |
5,842 |
|
|
|
|
|
|
|
|
|
|
|
|
|
300 |
5,300 |
6,065 |
|
|
|
|
|
|
|
|
|
|
|
|
|
310 |
5,492 |
6,287 |
7,120 |
|
|
|
|
|
|
|
|
|
|
|
|
320 |
5,685 |
6,510 |
7,370 |
|
|
|
|
|
|
|
|
|
|
|
|
330 |
5,877 |
6,730 |
7,625 |
8,620 |
|
|
|
|
|
|
|
|
|
|
|
340 |
6,070 |
6,950 |
7,880 |
8,910 |
9,960 |
12,097 |
|
|
|
|
|
|
|
|
|
350 |
6,262 |
7,175 |
8,130 |
9,190 |
10,270 |
12,453 |
13,811 |
|
|
|
|
|
|
|
|
360 |
6,455 |
7,400 |
8,380 |
9,470 |
10,580 |
12,809 |
14,206 |
17,978 |
|
|
|
|
|
|
|
370 |
6,647 |
7,620 |
8,635 |
9,760 |
10,900 |
13,165 |
14,600 |
18,478 |
|
|
|
|
|
|
|
380 |
6,840 |
7,840 |
8,890 |
10,050 |
11,220 |
13,520 |
14,995 |
18,978 |
|
|
|
|
|
|
|
390 |
7,035 |
8,065 |
9,140 |
10,330 |
11,540 |
13,876 |
15,389 |
19,478 |
|
|
|
|
|
|
|
400 |
7,230 |
8,290 |
9,390 |
10,610 |
11,870 |
14,232 |
15,784 |
19,977 |
|
|
|
|
|
|
|
410 |
7,420 |
8,510 |
9,645 |
10,900 |
12,080 |
14,588 |
16,177 |
20,475 |
|
|
|
|
|
|
|
420 |
7,610 |
8,730 |
9,900 |
11,190 |
12,300 |
14,944 |
16,573 |
20,975 |
|
|
|
|
|
|
|
430 |
7,810 |
8,950 |
10,150 |
11,470 |
12,720 |
15,299 |
16,968 |
21,471 |
|
|
|
|
|
|
|
440 |
8,010 |
9,170 |
10,410 |
11,750 |
13,140 |
15,655 |
17,362 |
21,974 |
|
|
|
|
|
|
|
450 |
8,200 |
9,390 |
10,660 |
12,040 |
13,460 |
16,011 |
17,757 |
22,473 |
27,742 |
|
|
|
|
|
|
460 |
8,390 |
9,610 |
10,910 |
12,330 |
13,780 |
16,367 |
18,152 |
22,972 |
28,359 |
34,316 |
|
|
|
|
|
470 |
8,580 |
10,060 |
11,160 |
12,600 |
14,100 |
16,723 |
18,546 |
23,472 |
28,976 |
35,062 |
|
|
|
|
|
480 |
8,770 |
10,280 |
11,420 |
12,880 |
14,420 |
17,078 |
18,941 |
23,971 |
29,592 |
35,808 |
|
|
|
|
|
490 |
8,965 |
10,510 |
11,670 |
13,170 |
14,740 |
17,434 |
19,335 |
24,471 |
30,208 |
36,554 |
|
|
|
|
|
500 |
9,160 |
10,730 |
11,930 |
13,460 |
15,060 |
17,790 |
19,730 |
24,970 |
30,825 |
37,300 |
44,390 |
|
|
|
|
510 |
9,350 |
10,960 |
12,170 |
13,750 |
15,380 |
18,146 |
20,125 |
25,469 |
31,442 |
38,046 |
45,278 |
|
|
|
|
520 |
9,540 |
11,180 |
12,420 |
14,040 |
15,700 |
18,502 |
20,519 |
25,969 |
32,058 |
38,792 |
46,166 |
|
|
|
|
530 |
– |
11,410 |
12,680 |
14,320 |
16,010 |
18,857 |
20,914 |
26,468 |
32,674 |
39,538 |
47,053 |
|
|
|
|
540 |
– |
11,610 |
12,940 |
14,600 |
16,320 |
19,213 |
21,308 |
26,968 |
33,291 |
40,286 |
4,7,941 |
|
|
|
|
550 |
– |
– |
13,190 |
14,890 |
16,65С |
19,509 |
21,703 |
27,467 |
33,907 |
41,030 |
48,829 |
|
|
|
|
560 |
– |
– |
13,450 |
15,180 |
16,980 |
19,925 |
22,098 |
27,966 |
34,524 |
41,776 |
49,717 |
|
|
|
|
570 |
|
|
13,700 |
15,460 |
17,290 |
20,281 |
22,492 |
28,466 |
13,141 |
42,552 |
50,605 |
|
|
|
|
580 |
|
|
13,950 |
15,740 |
17,610 |
20,636 |
22,887 |
28,965 |
35,757 |
43,268 |
51,492 |
|
|
|
|
590 |
|
|
14,200 |
16,020 |
17,910 |
20,992 |
23,281 |
29,465 |
36,374 |
44,014 |
52,380 |
|
|
|
|
600 |
|
|
14,450 |
16,310 |
18,210 |
21,348 |
23,676 |
29,964 |
36,990 |
44,760 |
53,288 |
57,798 |
72,480 |
94,680 |
|
610 |
|
|
– |
16,600 |
18,530, |
21,704 |
24,071 |
30,463 |
37,606 |
45,506 |
54,156 |
57,761 |
93,688 |
96,258 |
|
620 |
|
|
– |
16,890 |
18,860 |
22,060 |
24,466 |
30,963 |
38,223 |
46,252 |
55,044 |
59,725 |
74,896 |
97,836 |
|
630 |
|
|
– |
17,160 |
19,180 |
22,415 |
24,860 |
31,462 |
38,840 |
46,998 |
55,931 |
60,688 |
76,104 |
99,414 |
|
640 |
|
|
|
17,440 |
19,510 |
22,771 |
25,254 |
31,962 |
39,456 |
47,774 |
56,819 |
61,651 |
77,312 |
100,992 |
|
650 |
|
|
– |
17,740 |
19,830 |
23,127 |
25,649 |
32,461 |
40,072 |
48,490 |
57,707 |
62,614 |
78,520 |
102,570 |
|
660 |
|
|
– |
– |
20,160 |
23,483 |
26,044 |
32,960 |
40,689 |
49,236 |
58,595 |
63,578 |
79,728 |
104,148 |
|
670 |
|
|
– |
– |
20,480 |
23,839 |
26,438 |
33,460 |
41,306 |
49,982 |
59,483 |
64,541 |
80,936 |
105,728 |
|
680 |
|
|
– |
– |
20,810 |
24,194 |
26,833 |
33,959 |
41,922 |
50,728 |
60,370 |
65,504 |
82,144 |
10,304 |
|
690 |
|
|
– |
– |
– |
24,560 |
27,227 |
34,459 |
42,538 |
51,474 |
61,258 |
66,468 |
83,359 |
108,882 |
|
700 |
|
|
– |
– |
– |
24,906 |
27,622 |
34,958 |
43,155 |
52,220 |
62,146 |
67,431 |
84,560 |
110,460 |
|
710 |
|
|
– |
– |
– |
– |
– |
35,457 |
43,772 |
52,966 |
63,034 |
68,394 |
85,768 |
112,038 |
|
720 |
|
|
– |
– |
– |
– |
– |
3,5,957 |
44,388 |
53,712 |
63,922 |
69,358 |
86,976 |
113,616 |
|
730 |
|
|
– |
– |
– |
– |
– |
36,456 |
45,004 |
54,458 |
64,809 |
70,321 |
88,184 |
115,194 |
|
740 |
|
|
– |
– |
– |
– |
– |
36,956 |
45,621 |
55,204 |
65,697 |
71,284 |
89,392 |
116,772 |
|
750 |
|
|
– |
– |
– |
– |
– |
37,455 |
46,238 |
55,950 |
66,585 |
72,248 |
90,600 |
118,350 |
Ролики для накатки рифлений гост 21474 75
Введение
1. Форма и основные размеры рифлений должны соответствовать указанным на чертеже.
Форма и основные размеры рифлений должны соответствовать указанным на чертеже.
3. Шаги рифлений , мм, следует выбирать из рядов:
прямых – 0,5; 0,6; 0,8; 1,0; 1,2; 1,6;
сетчатых – 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0.
Пример условного обозначения прямого рифления с шагом =1,0 мм.
Рифление прямое 1,0 ГОСТ 21474-75
Рифление сетчатое 1,0 ГОСТ 21474-75
4. Высота , угол и зависимость шага рифлений от диаметра и ширины накатываемой поверхности приведены в рекомендуемом приложении.
Накатывание рифлений на токарном станке
Накатывание прямых и сетчатых рифлений необходимо при изготовлении всевозможных рукояток, ручек, винтов и иных изделий, где требуется хорошее сцепление с рукой человека для предотвращения нежелательного проскальзывания.
Для того чтобы получить рифление на цилиндрической поверхности детали применяются специальные ролики которые, как правило, изготавливаются из инструментальных сталей марок – У10А, У12А, ХВГ, 5ХНМ.
Диаметры таких роликов обычно выбираются в пределах от 20 до 25 миллиметров, а по ширине около 10 мм.
Угол, образованный сторонами насечки для накатывания твёрдого материала следует выбирать более острыми в пределах 70°, а для обработки более мягких материалов около 90°.
Если для прямой накатки необходим всего лишь один ролик, то для сетчатой нужно иметь два ролика с косыми разнонаправленными насечками.
Профиль рифления
Что касается скорости вращения детали, на которой предполагается производить накатку, то она должна быть в пределах от 20 до 25 м/мин для мягкого материала, а для более твёрдого от 15 – 20 м/мин.
ГОСТ 21474 – 75
| Рифления прямые для всех материалов | ||||||
| В | D | |||||
| до 8 | св. 8 до 16 | св. 16 до 32 | св. 32 до 63 | св. 63 до 125 | св. 125 | |
| Р | ||||||
| До 4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,8 | 1,0 |
Св.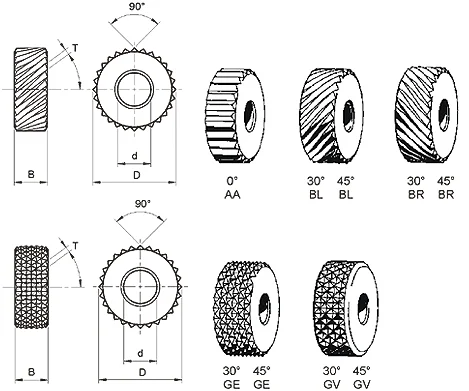 4 до 8 4 до 8 | 0,5 | 0,6 | 0,6 | 0,6 | 0,8 | 1,0 |
| Св. 8 до 16 | 0,5 | 0,6 | 0,8 | 0,8 | 0,8 | 1,0 |
| Св. 16 до 32 | 0,5 | 0,6 | 0,8 | 1,0 | 1,0 | 1,2 |
| Св. 32 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 |
ГОСТ 21474 – 75
| Рифления сетчатые | |||||||
| Материал заготовки | В | D | |||||
| до8 | св. 8 до 16 | св. 16 до 32 | св. 32 до 63 | св. 63 до 125 | св. 125 | ||
| Р | |||||||
| Цветные металлы | До 8 | 0,5 | 0,6 | 0,6 | 0,6 | 0,8 | – |
| Св. 8 до 16 | 0,5 | 0,6 | 0,8 | 0,8 | 0,8 | – | |
| Св. 16 до 32 | 0,5 | 0,6 | 0,8 | 1,0 | 1,0 | – | |
Св.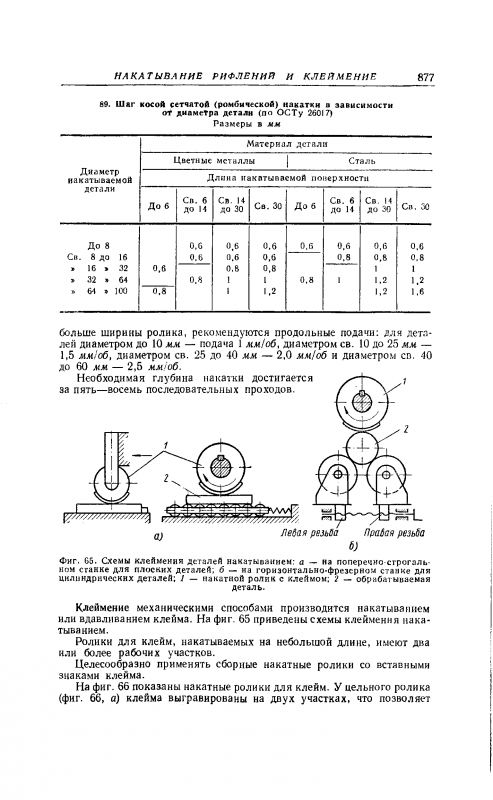 32 32 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | |
| Сталь | До 8 | 0,5 | 0,6 | 0,8 | 0,8 | 0,8 | – |
| Св. 8 до 16 | 0,5 | 0,8 | 1,0 | 1,0 | 1,0 | – | |
| Св. 16 до 32 | 0,5 | 0,8 | 1,0 | 1,2 | 1,2 | – | |
| Св. 32 | 0,5 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | |
Процесс накатывания осуществляется за несколько проходов, причём надо учитывать тот факт если материал имеет большую твёрдость и плюс ко всему шаг накатки более крупен, то количество проходов однозначно увеличится. К примеру, если обрабатывать латунь накаткой 1,2 миллиметра, до полной готовности придется делать от 4 до 6 проходов, а для стального прутка того же размера от 6 до 8 проходов.
Продольная подача для накатывания обычно выбирается от 1 до 1,5 мм/об., для диаметров от 10 до 25 мм, а для диаметров большего размера 2 – 3 мм/об.
Для проведения технологического процесса накатывания ролик накатки и обрабатываемую поверхность рекомендуется смазывать, чтобы обеспечить получаемому в результате изделию более качественные характеристики, а инструменту, в свою очередь, продлит срок службы.
Следует помнить о том, что после накатывания диаметр обрабатываемого участка детали увеличивается на Δ = (0,25 – 0,5) t, где t – шаг накатки.
Державки и ролики для накатки рифлений 21474-75
Поставка и произовдство роликов и державок для накатывания прямых и сетчатых рифлений
Державки и ролики предназначены для накатки прямых и сетчатых рифлений в составе с державкой суппортной однороликовой или двухроликовой для накатки, ГОСТ 13062-67. Размеры роликов: диаметр х ширина х посадочное отверстие – 20х9х8. Шаг рифления от 0,5 до 1,6 мм. Угол захода зуба от 60° до 90°. Специальная сталь для роликов марок: X12M, 9XC, XBГ По заказу изготавливаем державки и ролики нестандартных размеров и углов захода.
ГОСТ 21474-75 Рифления прямые и сетчатые
ГОСТ 13062-67 Державки суппортные однороликовые для накатки сетчатых рефлений.
6640-0001 25х16х140 6640-0002 25х16х140 6640-0003 25х20х150 6640-0004 32х20х150 6640-0005 32х25х150 6640-0006 40х32х200 6640-0007 40х32х200
ГОСТ 13063-67 Державки суппортные двухроликовые для накатки сетчатых рефлений.
6640-0031 25х20х150 6640-0032 32х25х180 6640-0033 40х32х200
ГОСТ 51760 Ролики для накатки с косым рифлением
Державка суппортная однороликовая для прямой накатки 16х16х120 Державка суппортная двухроликовая для сетчатой накатки 16х16х150 Державка суппортная однороликовая для прямой накатки 25х16х140 Державка суппортная однороликовая для прямой накатки 6640-0003 25х16х150 Державка суппортная двухроликовая для сетчатой накатки 6640-0031 25х20х150 Державка суппортная однороликовая для накатки 6640-0003 25х20х150 Державка суппортная двухроликовая для сетчатой накатки 40х32х220
Ролик для накатки прямого рифления 20х6х2,5 Ролик для накатки прямого рифления 20х6х3 Ролик для накатки прямого рифления 20х6х6 Ролик для накатки прямого рифления 20х8х6 Ролик для накатки прямого рифления 20х8х9 Ролик для накатки прямого рифления 30х10х10 Ролик для накатки прямого рифления 30х8х10 Ролик для накатки прямого рифления 30х12х12 Ролик для накатки прямого рифления 66х40х13
Ролик для накатки сетчатого рифления 20х6х2,5 Ролик для накатки сетчатого рифления 20х6х3 Ролик для накатки сетчатого рифления 20х6х6 Ролик для накатки сетчатого рифления 20х8х6 Ролик для накатки сетчатого рифления 20х8х9 Ролик для накатки сетчатого рифления 30х10х10 Ролик для накатки сетчатого рифления 30х8х10 Ролик для накатки сетчатого рифления 30х12х12 Ролик для накатки сетчатого рифления 66х40х13
Читать также: Ходовой винт токарного станка
Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 90° Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 60° Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 70° Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 90° Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70°, правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° правый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° левый Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° правый
Читать также: Подключение телефонной розетки rj11
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Процесс накатывания, виды и назначение Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной: • формообразующая; • упрочняющая; Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий. Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Виды накатных роликов для рифления Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки. Инструменты и монтаж на станках Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления: • разнообразные ролики; • зубчатые накатники; • универсальные накатники; • стандартные шарики • накатывание резьбы и другие инструменты; Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие. Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств. Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Читать также: Пылесос с системой циклон
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину. Скорость обработки зависит от того какой используется резец и материал заготовки.
ГОСТ 51760 Ролики для накатки прямых рифлений
ГОСТ 51760 Ролики для накатки сетчатых рифлений
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Ролики для накатки прямого и сетчатого рифления Ролик для сетчатого рифления в державке Ролик для прямого рифления в державке
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
- формообразующая;
- упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
ГОСТ 21474-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И. о. директора Герасимов Н. Н.
Руководитель темы и исполнитель Пивень В. П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571
УДК 621 At—408.8(083.74] Группа ПО
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ Форма и основные размеры
Straight and diamond knurl. Form and basic dimensions
ОСТ 26B16 н ОСТ 26017
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 ноября 1975 г. № 3571 срок действия установлен
с 01.01. 77 до 01.01. 87
Несоблюдение стандарта преследуется по закону
1. Форма и основные размеры рифлений должны соответство вать указанным на чертеже.
Профиль рифления в направлении А
2. Фаска — по ГОСТ 10948—64.
3. Шага рифлений Р, мм, следует выбирать из рядов: прямых—0,5; 0,6; 0,8; 1,0; 1,2; 1,6;
сетчатых— 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0.
Пример условного обозначения прямого рифления с шагом Р= 1,0 мм.
Рифление прямое 1,0 ГОСТ 21474—75
Перепечатка воспрещена © Издательство стандартов, 1976
То же, для сетчатого рифления с шагом Р= 1,0 мм:
Рифление сетчатое 1,0 ГОСТ 21474—75
4. Высота Л, угол а и зависимость шага рифлений от диаметра D и ширины В накатываемой поверхности приведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕ Рекоменд уемое
ВЫСОТА hf УГОЛ а И ЗАВИСИМОСТЬ ШАГА РИФЛЕНИЙ Р ОТ ДИАМЕТРА D И ШИРИНЫ В НАКАТЫВАЕМОЙ ПОВЕРХНОСТИ
1. Высота рифления h: для стали 0,25—0,7 Р;
для цветных металлов и сплавов 0,25-г 0,5 Р.
2. а =»70° для рифлений по стали, я =90° для цветных металлов и сплавов.
3. Зависимость шага Р от диаметра и ширины накатываемой жоверхностм указана в табл. 1 и 2.
Сравнение характеристик шестигранных гаек с метрической резьбой по ГОСТ 5927 и DIN 934
Терминологию в сфере метизов устанавливают положения ГОСТа 27017-86. Гайкой он называет крепежный элемент, в котором проделано отверстие с резьбой. Для передачи момента вращающего усилия, это изделие оснащено конструктивным элементом. В качестве такового могут использоваться шлицевые углубления, отверстия торцевые и радиально направленные, боковое рифление/накатка. Но самое широкое распространение получил конструктивный элемент, включающий шесть граней. Гайки такой конфигурации весьма востребованы во всех сферах промышленности, начиная со строительной отрасли и закачивая автопромом. Их производство регламентируют нормы двух стандартов – немецкого DІN 934 и отечественного ГОСТа 5927-70.
Исполнение
Ключевое сходство положений этих нормативных документов, помимо традиционной 6-гранной формы гаек, является требование наличия только метрической внутренней резьбовой накатки.
Ниже представлены чертежи исполнения по DІN 934.
Обращаем ваше внимание на два средних рисунка. Тот, что справа, содержащий обозначение «е2», относится к гайкам только 4-х типоразмеров – M160; M140; M125 и M110. Он говорит, что диаметр описанной вокруг них окружности может быть даже меньше минимального, обозначенного литерой «е». В цифрах это выглядит так: соответственно каждому из вышеуказанных диаметров резьбы
-
параметр «е» может принимать следующие значения: 254,7 мм; 220,8 мм; 200,57 мм и 172,32 мм;
-
параметр е2 может быть таким: 248,0 мм; 216,0 мм; 196,0 и 170,0.

Обеспечиваются эти цифры выполнением на углах шестигранника радиусных скруглений.
Исполнение, утвержденное ГОСТом 5927-70, такую возможность не предусматривает. Но
и в его тексте имеется одна оговорка. Правда, касается она исполнения резьбы. При ее номинальном диаметре (обозначение d), изменяющемся в диапазоне 36,0 мм≤d≤48,0 мм, допускается, чтобы расстояние между одноименными точками соседних витков – проще говоря, шаг резьбы – был равен 2,0 мм.
Размеры
Диапазон размерных характеристик гаек шестигранных, утвержденных сравниваемыми стандартами, существенно разнится.
DІN 934
Ряд типоразмеров по немецкому нормативному документу заметно шире по сравнению с отечественным. Чтобы не затруднять усвоение информации, ниже приведены лишь минимальные и максимальные величины рабочих параметров данных крепежных деталей, отображенных на чертежах исполнения.
-
Метрическая резьба (параметр d): от M1 до M160.
-
Шаг резьбы: min 0,25 мм; max 6,0 мм.
-
Диаметр внутренней фаски (обозначение da): минимальный 1,0 мм; максимальный 171,0 мм.
-
Диаметр опорной поверхности (параметр dw) изменяется в диапазоне 2,0 мм≤ dw≤214,1.
-
Диаметр описанной вокруг шестигранника окружности (е): 2,71 мм…254,70 мм.
-
Номинальная высота гайки (m): от 0,8 мм до 128,0 мм.
-
Минимальная высота, обеспечивающая надежный захват ключом (обозначение m’) изменяется в пределах 0,44 мм≤m’≤100,0 мм.
-
Номинальный размер под гаечный ключ: минимальный 2,5 мм; максимальный 230,0 мм.
Стандартом DІN 934 не рекомендуется применение гаек с метрической резьбой M85; M76; M68; M60; M52; M45; M18; M14; M7; M3,5.
ГОСТ 5927-70
Величины размерных характеристик, отображенных на чертеже исполнения 6-гранных гаек, утвержденном данным нормативным документом, представлены в табличной форме. Единица измерения – миллиметры.
|
Диаметр резьбы номинальный (параметр d) |
48,0 |
42,0 |
36,0 |
30,0 |
27,0 |
24,0 |
22,0 |
20,0 | |
|
m |
38,0 |
34,0 |
31,0 |
25,6 |
23,6 |
21,5 |
19,8 |
18,0 | |
|
dw |
70,5 |
61,0 |
51,5 |
43,1 |
38,4 |
33,6 |
31,7 |
28,2 | |
|
dа |
Не больше |
51,8 |
45,4 |
38,9 |
32,4 |
29,2 |
25,9 |
23,8 |
21,6 |
|
Не меньше |
48,0 |
42,0 |
36,0 |
30,0 |
27,0 |
24,0 |
22,0 |
20,0 | |
|
е, не меньше |
83,9 |
72,6 |
61,3 |
51,3 |
45,6 |
40,0 |
37,7 |
33,5 | |
|
s |
75,0 |
65,0 |
55,0 |
46,0 |
41,0 |
36,0 |
34,0 |
30,0 | |
|
Шаг резьбы |
Мелкий |
3,0 |
2,0 |
1,5 | |||||
|
Крупный |
5,0 |
4,5 |
4,0 |
3,5 |
3,0 |
2,5 | |||
Продолжение таблицы.
|
Диаметр резьбы номинальный (параметр d) |
18,0 |
16,0 |
14,0 |
12,0 |
10,0 |
8,0 |
6,0 |
5,0 | |
|
m |
16,4 |
14,8 |
12,8 |
10,8 |
8,4 |
6,8 |
5,2 |
4,7 | |
|
dw |
25,3 |
22,5 |
19,6 |
16,6 |
14,6 |
11,7 |
9,0 |
7,2 | |
|
dа |
Не больше |
19,4 |
17,3 |
15,1 |
13,0 |
10,8 |
8,75 |
6,75 |
5,75 |
|
Не меньше |
18,0 |
16. |
14,0 |
12,0 |
10,0 |
8,0 |
6,0 |
5,0 | |
|
е, не меньше |
30,1 |
26,8 |
23,4 |
20,0 |
17,8 |
14,4 |
11,1 |
8,8 | |
|
s |
27,0 |
24,0 |
21,0 |
18,0 |
16,0 |
13,0 |
10,0 |
8,0 | |
|
Шаг резьбы |
Мелкий |
1,5 |
1,25 |
1,0 |
—— | ||||
|
Крупный |
2,5 |
2,0 |
1,75 |
1,5 |
1,25 |
1,0 |
0,8 | ||
Продолжение таблицы
|
Диаметр резьбы номинальный (параметр d) |
4,0 |
3,5 |
3,0 |
2,5 |
2,0 |
1,6 |
1,4 |
1,0 | |
|
m |
3,2 |
2,8 |
2,4 |
2,0 |
1,6 |
1,3 |
1,0 | ||
|
dw |
6,3 |
5,4 |
5,0 |
4,5 |
3,6 |
2,9 | |||
|
dа |
Не больше |
4,6 |
4,0 |
3,45 |
2,9 |
2,3 |
1,84 |
1,61 |
1,15 |
|
Не меньше |
4,0 |
3,5 |
3,0 |
2,5 |
2,0 |
1,6 |
1,4 |
1,0 | |
|
е, не меньше |
7,7 |
6,6 |
6,0 |
5,5 |
4,3 |
3,4 | |||
|
s |
7,0 |
6,0 |
5,5 |
5,0 |
4,0 |
3,2 | |||
|
Шаг резьбы |
Мелкий |
——— | |||||||
|
Крупный |
0,7 |
0,6 |
0,5 |
0,45 |
0,4 |
0,35 |
0,3 |
0,25 | |
Не рекомендуется применять гайки с номинальным диаметром резьбовой накатки, равным 27,0 мм; 24,0 мм; 22,0 мм; 18,0 мм; 14,0 мм; 3,5 мм; 1,4 мм; 1,0 мм.
Весовые характеристики
Продажа гаек шестигранных в магазинах стройматериалов осуществляется на вес. Такой подход облегчает работу сотрудников предприятий торговли, что в итоге способствует сокращению очередей покупателей. Ведь взвешивание даже нескольких килограмм метизов занимает меньше времени, чем поштучная реализация, особенно если клиент пришел за не одним десятком данных изделий.
С этой точки зрения покупателю, прежде чем отправиться за гайками, нужно выяснить вес одной и умножить на необходимое количество штук. А придя в магазин стройматериалов нужно будет озвучить полученную цифру стоящему за прилавком сотруднику.
Для решения этой задачи достаточно воспользоваться сведениями, содержащимися в таблице с теоретической массой 1000 штук гаек (обозначим литерой W), которая имеется в обоих сравниваемых стандартах. Формула для вычислений выглядит очень просто.
Р=(W/1000)×N, где
При расчете теоретической массы 1000 штук крепежа данного вида в ходе разработки DІN 934 за основу была принята удельная плотность металлопроката, равная 7850 кг/м. куб. В результате получилось, что 1000
В ГОСТе 5927-70 указаны следующие сведения:
теоретическая масса 1000 штук гаек M1 с крупным шагом резьбовой накатки составляет 0,62 кг;
значение этого показателя для 1000 штук гаек M48 с таким же шагом резьбы равно 956,2 кг.
Точность и прочность
Отечественный стандарт нормирует производство крепежа рассматриваемого типа с точностью, удовлетворяющей условиям класса «А». При этом поле допуска резьбовой накатки такое: 6Н.
Несколько иной подход к точности изготовления 6-гранных гаек предусматривают положения DІN 934. Так, классу «А» должны удовлетворять размеры крепежных изделий с резьбой до M16 включительно. Все, что выше, должно характеризоваться нормальной точностью. А это уже класс «В». Его поле допуска то же – 6Н.
Прочностные качества гаек устанавливаются немецким стандартом с учетом разновидности сырья, примененного для их изготовления, и от диаметра резьбы.
Сталь углеродистая: прочность
класса 6 при M2,5 и меньше;
классов 10, 8 и 6 для гаек с резьбовым диаметром M3≤d≤M39;
любого класса при d>M39.Но прочность конечной продукции в таком случае должна быть согласована обеими сторонами договора поставки – предприятием-заказчиком и заводом-изготовителем.
Сталь нержавеющая: прочность
Цветные металлы и сплавы. Прочность любая по соглашению между сторонами контракта на поставку 6-гранных гаек.
Нормами Государственного стандарта 5927-70 требования к прочностным характеристикам данных метизов отдельно не оговорены. Скорей всего, сделано это для исключения дублирования положений другого действующего на территории нашей страны ГОСТа P52628-2006. В этом документе детально раскрыты все общие вопросы производства гаек, в том числе касающиеся их прочности. Таким образом, по умолчанию изготавливать этот крепеж можно всех классов – 12, 10, 9, 8, 6, 5 и 4.
Напоминаем, что это число/цифра обозначает одну сотую граничной прочности стержневого соединительного элемента, совместно с которым должна использоваться гайка. Такая комбинация крепежных деталей является рекомендованной. При ее соблюдении нагрузка в резьбовом сопряжении будет распределена равномерно.
Сравнение характеристик
Изучение вышеприведенной информации позволяет сформировать таблицу, отображающую идентичность либо, наоборот, отличия ключевых рабочих характеристик 6-гранных гаек выполненных в соответствии с требованиями сравниваемых стандартов.
|
Рабочая характеристика |
Нормы ГОСТа 5927-70 |
Положения DІN 934 |
|
Точность изготовления |
Повышенная – класс «А» |
При d≤M16 – класс «А»; при d≥M18 – класс «В» |
|
Шаг резьбовой накатки |
Мелкий min1 мм; max 3 мм; крупный min 0,25 мм; max 5,0 мм |
Минимальный – 0,25 мм; максимальный – 6,0 мм |
|
Общая высота гайки |
1,0 мм≤m≤38,0 мм |
0,8 мм≤m≤128,0 мм |
|
Диаметр внутренней метрической резьбы |
Минимальный – 1 мм; максимальный – 48 мм |
Min – M1; max – M160 |
Заключение
Отличия данных крепежных изделий кроются также в сфере применения. Ввиду того, что гайки, выполненные по нормам немецкого стандарта, обладают значительно большими размерами по сравнению с Гостовскими, их можно с успехом использовать в отрасли крупного машиностроения и при создании крупногабаритных металлических конструкций.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Технология резьбовых соединений – Державки и ролики для накатки рифлений 21474-75
Державки и ролики для накатки рифлений 21474-75
Поставка и произовдство роликов и державок для накатывания прямых и сетчатых рифлений
Державки и ролики предназначены для накатки прямых и сетчатых рифлений в составе
с державкой суппортной однороликовой или двухроликовой для накатки, ГОСТ 13062-67.
Размеры роликов: диаметр х ширина х посадочное отверстие – 20х9х8.
Шаг рифления от 0,5 до 1,6 мм. Угол захода зуба от 60° до 90°.
Специальная сталь для роликов марок: X12M, 9XC, XBГ
По заказу изготавливаем державки и ролики нестандартных размеров и углов захода.
ГОСТ 21474-75
Рифления прямые и сетчатые
ГОСТ 13062-67
Державки суппортные однороликовые для накатки сетчатых рефлений.
6640-0001 25х16х140
6640-0002 25х16х140
6640-0003 25х20х150
6640-0004 32х20х150
6640-0005 32х25х150
6640-0006 40х32х200
6640-0007 40х32х200
ГОСТ 13063-67
Державки суппортные двухроликовые для накатки сетчатых рефлений.
6640-0031 25х20х150
6640-0032 32х25х180
6640-0033 40х32х200
ГОСТ 51760
Ролики для накатки с косым рифлением
Державка суппортная однороликовая для прямой накатки 16х16х120
Державка суппортная двухроликовая для сетчатой накатки 16х16х150
Державка суппортная однороликовая для прямой накатки 25х16х140
Державка суппортная однороликовая для прямой накатки 6640-0003 25х16х150
Державка суппортная двухроликовая для сетчатой накатки 6640-0031 25х20х150
Державка суппортная однороликовая для накатки 6640-0003 25х20х150
Державка суппортная двухроликовая для сетчатой накатки 40х32х220
Ролик для накатки прямого рифления 20х6х2,5
Ролик для накатки прямого рифления 20х6х3
Ролик для накатки прямого рифления 20х6х6
Ролик для накатки прямого рифления 20х8х6
Ролик для накатки прямого рифления 20х8х9
Ролик для накатки прямого рифления 30х10х10
Ролик для накатки прямого рифления 30х8х10
Ролик для накатки прямого рифления 30х12х12
Ролик для накатки прямого рифления 66х40х13
Ролик для накатки сетчатого рифления 20х6х2,5
Ролик для накатки сетчатого рифления 20х6х3
Ролик для накатки сетчатого рифления 20х6х6
Ролик для накатки сетчатого рифления 20х8х6
Ролик для накатки сетчатого рифления 20х8х9
Ролик для накатки сетчатого рифления 30х10х10
Ролик для накатки сетчатого рифления 30х8х10
Ролик для накатки сетчатого рифления 30х12х12
Ролик для накатки сетчатого рифления 66х40х13
Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 60°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 70°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 90°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 60°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 70°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,6 мм х 90°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 60°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 70°
Ролик для накатки прямого рифления 20х9х8 шаг t 0,8 мм х 90°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 60°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 70°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,0 мм х 90°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 60°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 70°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,2 мм х 90°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 60°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 70°
Ролик для накатки прямого рифления 20х9х8 шаг t 1,6 мм х 90°
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 60° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 70°, правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,5 мм х 90° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 60° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 70° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,6 мм х 90° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 60° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 70° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 0,8 мм х 90° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 60° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 70° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,0 мм х 90° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 60° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 70° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,2 мм х 90° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 60° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 70° правый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° левый
Ролик для накатки сетчатого рифления 20х9х8 шаг t 1,6 мм х 90° правый
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
• формообразующая;
• упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
• разнообразные ролики;
• зубчатые накатники;
• универсальные накатники;
• стандартные шарики
• накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
51760-451
51760-452
51760-453
51760-454
51760-455
51760-456
51760-457
51760-458
51760-459
51760-460
51760-461
51760-462
51760-463
51760-464
51760-465
51760-466
51760-467
51760-468
51760-469
51760-470
51760-471
51760-472
51760-473
51760-474
51760-301
51760-302
51760-303
51760-304
51760-305
51760-306
51760-307
51760-308
51760-309
51760-310
51760-311
51760-312
51760-313
51760-314
51760-315
51760-316
51760-317
51760-318
51760-319
51760-320
51760-321
51760-322
51760-323
51760-324
51760-325
51760-326
51760-327
51760-501
51760-502
51760-503
51760-504
51760-505
51760-506
51760-507
51760-508
51760-509
51760-510
51760-511
51760-512
51760-513
51760-514
51760-515
51760-516
51760-517
51760-518
51760-519
51760-520
51760-521
51760-522
51760-523
51760-524
51760-525
51760-526
51760-527
51760-351
51760-352
51760-353
51760-354
51760-355
51760-356
51760-357
51760-358
51760-359
51760-360
51760-361
51760-362
51760-363
51760-364
51760-365
51760-366
51760-367
51760-368
51760-369
51760-370
51760-371
51760-372
51760-373
51760-374
51760-375
51760-376
51760-377
51760-551
51760-552
51760-553
51760-554
51760-555
51760-556
51760-557
51760-558
51760-559
51760-560
51760-561
51760-562
51760-563
51760-564
51760-565
51760-566
51760-567
51760-568
51760-569
51760-570
51760-571
51760-572
51760-573
51760-574
51760-575
51760-576
51760-577
51760-401
51760-402
51760-403
51760-404
51760-405
51760-406
51760-407
51760-408
51760-409
51760-410
51760-411
51760-412
51760-413
51760-414
51760-415
51760-416
51760-417
51760-418
51760-419
51760-420
51760-421
51760-422
51760-423
51760-424
51760-425
51760-426
51760-427
ГОСТ 51760
Ролики для накатки прямых рифлений
51760-001
51760-002
51760-003
51760-004
51760-005
51760-006
51760-007
51760-008
51760-009
51760-010
51760-011
51760-012
51760-013
51760-014
51760-015
51760-016
51760-017
51760-018
51760-019
51760-020
51760-021
51760-022
51760-023
51760-024
51760-025
51760-026
51760-027
51760-028
51760-029
51760-030
51760-031
51760-032
51760-033
51760-034
51760-035
51760-036
51760-037
51760-038
51760-039
51760-040
51760-041
51760-042
51760-043
51760-044
51760-045
51760-046
51760-047
51760-048
51760-049
51760-050
51760-051
51760-052
51760-053
51760-054
51760-055
51760-056
51760-057
51760-058
51760-059
51760-060
51760-061
51760-062
51760-063
51760-064
51760-065
51760-066
51760-067
51760-068
51760-069
51760-070
51760-071
51760-072
51760-073
51760-074
51760-075
51760-076
51760-077
51760-078
51760-079
51760-080
51760-081
ГОСТ 51760
Ролики для накатки сетчатых рифлений
51760-151
51760-152
51760-153
51760-154
51760-155
51760-156
51760-157
51760-158
51760-159
51760-160
51760-161
51760-162
51760-163
51760-164
51760-165
51760-166
51760-167
51760-168
51760-169
51760-170
51760-171
51760-172
51760-173
51760-174
51760-175
51760-176
51760-201
51760-202
51760-203
51760-204
51760-205
51760-206
51760-207
51760-208
51760-209
51760-210
51760-211
51760-212
51760-213
51760-214
51760-215
51760-216
51760-217
51760-218
51760-219
51760-220
51760-221
51760-222
51760-223
51760-224
51760-225
51760-226
51760-251
51760-252
51760-253
51760-254
51760-255
51760-256
51760-257
51760-258
51760-259
51760-260
51760-261
51760-262
51760-263
51760-264
51760-265
51760-266
51760-267
51760-268
51760-269
51760-270
51760-271
51760-272
51760-273
51760-274
51760-275
51760-276
- Вперёд >
ГОСТ 10344-80 Винты с накатанной головкой невыпадающие
Настоящий стандарт, ГОСТ 10344-80, распространяется на винты с накатной головкой невыпадающие класса точности В с номинальным диаметром резьбы от 2,5 до 12мм.
*D – размер до накатки.
Размеры винтов должны соответствовать указанным на чертеже и в табл. 1
Таблица 1, мм
Номинальный диаметр резьбы d | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 |
|---|---|---|---|---|---|---|---|---|
Диаметр стержня d1 (пред. откл. h23) | 1,6 | 2,0 | 2,8 | 3,5 | 4,0 | 5,5 | 7,0 | 9,0 |
Длина резьбы b | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 |
Диаметр головки D (пред. | 5 | 6 | 8 | 9 | 11 | 14 | 18 | 20 |
Высота головки k (пред. откл. h24) | 4,0 | 4,8 | 6,5 | 7,5 | 9,0 | 11,0 | 14,0 | 16,0 |
Высота подголовка h | 0,8 | 1,0 | 1,6 | 2,0 | 2,5 | 3,0 | ||
Ширина канавки п | 0,8 | 1,0 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | |
Радиус канавки r1 | 0,4 | 0,5 | 0,8 | 1,0 | 1,25 | 1,5 | 2,0 | |
Фаска С, не более | 0,5 | 0,7 | 0,8 | 1,0 | 1,2 | 1,5 | 1,8 | |
Радиус под головкой R, не более | 0,2 | 0,4 | 0,5 | 0,6 | ||||
Диаметр отверстия в головке d2 | – | 1,5 | 2,5 | |||||
Пример условного обозначения винта исполнения 1 диаметром d = 8 мм, с полем допуска 6g, длиной l = 25 мм, класса прочности 5. 8, без покрытия:
Винт M8-6gх25.58 ГОСТ 10344-80
То же, исполнения 2, класса прочности 8.8, из стали марки 35Х, с цинковым покрытием толщиной 9 мкм, хроматированным:
Винт 2M8-6gx25.88.35X.019 ГОСТ 10344-80.
Фотогалерея:
винт с накатанной головкой невыпадающий М6х25.36 ГОСТ 10344-80
винт невыпадающий М3-6gх12, ст. А12, покр. 136, ГОСТ 10344-80
винт невыпадающий М5х20.32. ЛС-59. ГОСТ 10344-80
Трубная резьба. Виды трубной резьбы. Методы накатки и измерения шага резьбы
Одним из простых, но достаточно надежных способов соединения водогазопроводных труб является резьбовое соединение. Необходимая в этом случае трубная резьба получается путем создания спирального углубления (канала). Резка витков возможна как на внешней, так и на внутренней поверхности изделия. Накатка должна соответствовать всем представленным нормам, иначе качество соединения не может быть гарантировано.
Трубная резьба может быть разных видов, каждый из которых имеет свои особенности.
Содержание
- 1 Какой может быть трубная резьба?
- 2 В чем разница между метрической и трубной резьбой?
- 3 Особенности круглой резьбы
- 4 Определение размера и типа резьбы
- 5 Какие инструменты применяют для накатки резьбы?
Какой может быть трубная резьба?
Нормативные документы допускают использование следующих разновидностей:
- Цилиндрический. Для его получения требуется спиральный срез с профилем, образованным равнобедренным треугольником, с углом при вершине, равным 55 градусам.
- Конический. Выполняется спиральная резка, идентичная предыдущей, но с конусностью в скошенном сечении трубы, равной 1 к 16.
- дюймов. Угол при вершине равнобедренного треугольника в этом случае будет равен 55 градусам. В Соединенных Штатах Америки, а также в Канаде применяют дюймовые цилиндрические резьбовые профили, угол при вершине которых составляет 60 градусов. Их международное название NPSM, они производятся в диапазоне размеров от 1/16 дюйма до 24 дюймов.
Популярность последнего варианта, дюймовой трубной резьбы, в последнее время сошла на нет. В новых трубопроводах гораздо чаще применяют цилиндрическую или коническую нарезку.
Цилиндрический тип имеет свое обозначение – буква «Г», наличие конической трубной резьбы обозначается маркировкой буквой «Р» или «К» (для конических дюймовых нарезов). Параметры метрического цилиндрического проката регламентированы ГОСТом под номером 8724-81. Для метрической конусной нарезки есть ГОСТ-25229.-82, если резьба коническая дюймовая, то используется ГОСТ 6357-81.
Резьба коническая дает более прочное соединение, поэтому трубы с такой резьбой применяются в промышленности и условиях, требующих повышенной надежности агрегатов, строительство нефтепроводов и топливопроводов для автомобилей и самолетов. Конический тип огранки характеризуется более прочным соединением, близким к монолиту. Конические накатные гайки, предназначенные для работы под высоким давлением, изготавливаются по американскому стандарту NPT.
Основными параметрами резьбовых соединений, помимо представленных выше разновидностей, являются такие факторы:
- Направление, расположение.
- Единица измерения профиля дюймовая или метрическая (в мм).
- Шаг – повторяющееся расстояние между витками.
- Внутренний диаметр выреза.
Существует также такое понятие, как нестандартная резьба. Они бывают, например, прямоугольными или квадратными. Изготовление данного вида резьбы возможно только при условии предоставления заказчиком подробных чертежей с указанием всех отдельных параметров резьбы.
В чем разница между метрической и трубной резьбой?
Основное различие между двумя видами нарезки заключается в форме резьбового гребня и впадин. Метрический профиль основан на равностороннем треугольнике, поэтому все угловые размеры нарезки этого вида равны и составляют 60 градусов, в то время как у угловые размеры дюймовой трубы 55 градусов. Все параметры метрической резьбы привязаны к миллиметрам, а размеры трубной резьбы измеряются в дюймах. Еще один нюанс – размер трубной резьбы учитывает толщину стенок изделия, которые различны в зависимости от рабочего давления, на которое рассчитаны те или иные трубы.
Параметры метрической резьбы указаны в миллиметрах, а дюймовой – в дюймах
На изделиях с метрическим типом нарезки необходимо маркировать буквой «М». Размеры метрического профиля варьируются от 1 мм до 600 мм. Метрический шаг резьбы может быть от 0,075 мм до 3,5 мм. Изделия с наименьшим шагом метрической резьбы применяются для тонких работ (измерительный инструмент), со средним шагом – для создания деталей и узлов, работающих в условиях постоянной вибрации. Самые большие метрические резьбы задействованы при возведении тяжелых несущих конструкций.
Интересно! Для труб с дюймовой накаткой шаг рассчитывают как отношение числа витков на дюйм к длине накатанной резьбы.
Однако дюймовая резьба более распространена в промышленности и домашнем хозяйстве, чем метрическая. Трубная резьба практически повсеместно измеряется в дюймах — единице, более универсальной для газопроводной отрасли.
Так как разные виды накатки имеют разные углы при вершинах, невозможно совместить два вида резьбы, даже имеющих одинаковые размеры. Для перехода с метрической на трубную резьбу необходимы специальные фасонные элементы – переходники.
Особенности круглой резьбы
Данный вид нарезки встречается на сантехнической арматуре (регламентируется ГОСТом 13536-68) и на светильниках, а также на цоколях и патронах к ним. Такое разнообразие позволяет периодически получать соединения, подлежащие анализу. Профиль для круглых резьбовых соединений получается путем сопряжения двух дуг с одинаковым радиусом. Шаг резьбы всегда измеряется в миллиметрах, а в качестве обозначения используются буквы «Кр».
Детали бытового назначения снабжены обычной круглой резьбой
Конструктивные особенности круглой накатки обеспечивают длительный срок службы и значительную устойчивость к нагрузкам. Профиль не стирается даже при частом использовании. Также такую нить вполне можно использовать в системах, работающих в загрязненной среде. Резьбовое соединение круглого типа применяют, например, при сцепке железнодорожных вагонов.
Определение размера и типа резьбы
Параметры существующей нарезки можно определить следующими способами:
1. Использование калибров. Специальные калибры позволяют узнать шаг и диаметр как внешней, так и внутренней накатки. Для измерения внутренней резьбы необходим цилиндрический калибр с нанесённой наружной резьбой, ввинчиваемый в трубу. Правильно подобранный манометр легко ввинчивается в трубу; если хотя бы один оборот не совпадает, калибр не может быть помещен внутрь трубы.
Размер шага наружной резьбы определяется аналогичным образом: для этого берется калибр с резьбой на внутренней стороне и навинчивается на трубу.
Недостаток этого способа очевиден: может потребоваться много времени на подбор нужного калибра, количество которых в комплекте достигает 120.
Полезный совет! В качестве калибра может использоваться штуцер или муфта, параметры резки которых известны.
Тип и размер резьбы можно определить с помощью калибра, ввернутого в трубу
2. С помощью плоских шаблонов (резьбовых калибров). Более простой и быстрый способ определения размера, однако, не всегда дает точный результат, поэтому почти не используется в профессиональных условиях. На резьбу трубы (снаружи или внутри изделия) накладывается пластина с нарезным профилем с покрытием. Между резьбовыми гребнями и правильно выбранным шаблоном не должно быть зазоров.
Также при измерении шага резьбы применяют штангенциркули и микрометры, но они годятся только для внутренней нарезки. Калибровочные и резьбовые калибры являются более универсальными устройствами.
Какие инструменты используются для накатки резьбы?
Процесс накатной резки на трубах может осуществляться несколькими способами:
- Метод заводской накатки. Резьбовая труба поступает в продажу в готовом виде.
- Механическая резка. Этот метод требует специального оборудования; многие мастерские используют для этих целей токарные станки. В патроне станка зажимается труба, в суппорт помещается фреза для накатки резьбы. Фаска снимается внутри и снаружи трубы. Канавки нарезаются при движении суппорта, скорость которого необходимо регулировать для более точной накатки. В целом этот метод обеспечивает наиболее тонкую нарезку.
- Метод ручной накатки. В некоторых случаях, когда трубу нельзя поместить в станок (например, при необходимости нарезания резьбы на уже установленном трубопроводе), применяют ручные инструменты. Для ручной резки вам понадобится метчик или специальная плашка.
Метчик используется при накатывании внутренней резьбы. Хвостовик метчика вставляется в держатель, затем инструмент медленно ввинчивается в полость трубы. Этот метод требует достаточных физических усилий.
Для выполнения резки плашкой необходимо закрепить инструмент в зажиме с одной, а лучше двумя рукоятками. Плашка навинчивается на трубу по часовой стрелке. При работе с трубами диаметром более ½” применяют сразу два инструмента: чистовую и черновую плашку.
Перечисленные виды резки труб не требуют высокого уровня мастерства, обработка труб плашкой или метчиком – достаточно обычная процедура, которую проводят все сантехники при работе с металлическими трубами. Эти способы актуальны при обработке как водопроводных, газовых, так и отопительных труб.
ГОСТ и приложения, барабанные с накаткой и другие гвозди шурупы. Для чего они и как изготавливаются?
- Что это и для чего?
- Обзор видов
- Размеры и вес
- Особенности установки
Гвозди считаются простым, но в то же время достаточно надежным видом крепежа. Люди используют их сотни лет. Этот незаменимый крепежный материал широко применяется во многих видах строительных и ремонтных работ, при сборке деревянных и других конструкций, в упаковке и производстве мебели. Не исключение и гвозди винтовые , применение которых целесообразно для бытовых нужд.
Что это и для чего?
Винтовые гвозди называют универсальными метизами, с помощью которых мастера скрепляют между собой деревянные поверхности. А также находят применение при строительстве жилого или подсобного помещения, любого строения. Внешне винтовые изделия очень похожи на круглые – они также состоят из стержня-цилиндра, головки и стандартного острого конца. А от обычных гвоздей их отличает только наличие резьбы на стержне.
Практика показала, что винтовая фурнитура обеспечивает крепление во много раз лучше, чем при использовании строительного гвоздя. При забивании гвоздя в дерево изделие вращается вокруг своей оси. Благодаря этой особенности волокна древесины не повреждаются и хорошо сцепляются с поверхностью.
Прочности застежки в этом случае способствуют высокая степень трения и особенности формы стержня.
Основное назначение винтового изделия заключается в креплении гибких поверхностей и материалов, например, дерева, деревянных досок, конструкций, изгибающихся под воздействием влаги. Этот вид метизов нашел свое применение во внутренних и наружных отделочных работах, манипуляциях с кровлей, изготовлении тары, мебельного массива, а также в других видах работ.
Производство гвоздей проволочных винтовых строго регламентировано нормами ГОСТ 283-75. Этот документ содержит информацию о точности параметров и характеристик продукта, которые могут повлиять на качество продукта. Согласно ГОСТу, эта метизная продукция изготавливается из низкоуглеродистого сырья квадратного сечения.
Производственный процесс осуществляется на станке; термическая обработка в этом случае не требуется.
Преимущества винтовых гвоздей:
- прочность;
- устойчивость к большим нагрузкам;
- долговечность использования.
Согласно отзывам потребителей, некоторые ограничения . It:
- невозможность демонтажа соединения из-за сильной адгезионной прочности;
- подверженность коррозии;
- одноразового использования;
- высокая цена.
Обзор видов
Винтовые гвозди доступны в широком диапазоне типов. Они могут быть накатаны или нет. Кроме того, потребители могут выбрать барабанную, четырехполосную и другие виды такой фурнитуры.
- Черный … Изделие изготовлено из низкоуглеродистой стали. Крепления такими гвоздями принято производить в условиях кратковременного использования или в случаях пониженной влажности в месте эксплуатации скрепляемой конструкции. Черные гвозди часто используются для внутренней отделки и напольного покрытия. А также эту фурнитуру можно встретить на ящиках, европоддонах, поддонах с коротким сроком эксплуатации.
- Оцинкованная … После процесса штамповки на эту фурнитуру наносится слой цинка толщиной 6 микрон. Оцинкованные метизы имеют длительный срок службы, поэтому нашли свое применение при отделке не только внутри, но и снаружи помещений. Часто их используют при монтаже крыш, возведении малых архитектурных сооружений.
Помимо прочего, гвозди винтового типа имеют различия по форме шляпок. По этому признаку можно выделить две разновидности.
- С обычные колпачки со стандартной плоской головкой, пропорциональные стержню.
- С секрет Головки в виде усеченного конуса. Благодаря этой конструктивной особенности фурнитура утопает в поверхности и становится практически незаметной.
Размеры и вес
Поскольку винтовые саморезы используются во многих работах, производитель предлагает потребителям ассортимент данного товара с различными размерами и весом. Изучив маркировку товара, представленную в таблице ниже, вы сможете подробно узнать об этих характеристиках товара.
На вес винтовой фурнитуры влияет наличие защитного оцинкованного покрытия.
Особенности монтажа
Применение винтовых креплений наблюдается практически повсеместно, так как наличие на них резьбы способствует прочности сцепления. Эта фурнитура кованая, поэтому у мастеров не возникает сложностей в ее использовании.
При работе с винтовыми креплениями специалисты рекомендуют придерживаться следующих рекомендаций.
- При монтаже правильнее будет прибить конструктивный элемент, имеющий тонкую поверхность, к более крупному элементу.
- Диаметр метизов должен быть не более 1/4 крепежного материала.
- Длина крепежа должна быть в 2-3 раза больше толщины армируемого материала.
- Для предотвращения раскола древесины гвоздь вбивают от края детали на расстоянии, равном не менее чем четырем диаметрам стержня.
- Удобство забивания гвоздей облегчает предварительный прокол шилом.
Как показала практика, применение винтовых метизов обеспечивает значительный показатель прочности крепления материалов , который в несколько раз выше, чем при использовании строительных гвоздей. Этот вид изделий можно назвать незаменимым при работе с гибкой поверхностью.
Обзор некоторых видов винтовых гвоздей представлен в следующем видео.
Комментарий успешно отправлен.
Рекомендуется прочитать
American Barbell SS Bearing Bar (спецификация для соревнований) Обзор | Как можно больше обзоров
Объявления
Я рассматриваю штанги уже 3 года. За эти 3 года я повидал массу хлама, нормальных вещей, хороших гантелей, но очень редко мне попадаются сногсшибательные штанги. Большинство вещей, которые я использовал, относятся к среднему диапазону; практически все до 300 долларов. Изначально это все, что я хотел потратить на свою первую штангу, и это, кажется, самая популярная цена для многих людей. Со временем моя готовность потратить немного больше стала больше, чем мои знания о штангах.
Как и все в жизни, за совершенство приходится платить.
Это не значит, что вы не можете получить отличную штангу менее чем за 300 долларов, я могу предложить вам тонн кирок в этом ценовом диапазоне; многие люди были бы удовлетворены любым из этих вариантов. Или вы могли бы, как я, покупать штангу за штангой в поисках «той самой». Честно говоря, я до сих пор его не нашел, но гриф American Barbell SS Bearing чертовски близок именно к тому, что я ищу.
Сверху вниз: Rogue EU, AB SS barДавайте разберемся с этим: Штанга American Barbell SS стоит недешево.
При этом вы можете купить Ford Fiesta, чтобы добраться из пункта А в пункт Б. Медленно (не ST), не так уж безопасно и определенно не стильно. Тогда вы можете потратить немного больше, чтобы купить Honda Accord; достаточно быстрый, безопасный по большинству стандартов и классически красивый. Или вы можете купить BMW M5; чертовски быстрая, наполненная всевозможными устройствами безопасности, какие только можно придумать, и сексуальнее, чем Кейт Аптон, поедающая тающее эскимо в жаркий летний день (ладно, может быть, и нет).
Ценность зависит от точки зрения, но вы получаете то, за что платите. Я не могу сказать вам, сколько стоит потратить на штангу, но мое общее практическое правило заключается в том, что вы хотите потратить на штангу как можно больше. Это часть оборудования, которая диктует ваш опыт подъема; не бамперы, не платформа, не ошейники. Какой смысл тратить 300 долларов только для того, чтобы пожелать потратить 500 долларов на что-то получше? С тем же успехом вы могли бы сэкономить копейки и сделать все правильно с первого раза; если только это совершенно нереально. 79 долларовСтоимость в 5 долларов – это больше, чем большинство людей изначально ищут в штанге, но душевное спокойствие, качество, гарантия и производительность оправдывают высокую цену.
Сверху вниз: Rogue EU, AB SS
Теперь, когда мы разобрались с этим, давайте поговорим о том, насколько прекрасна планка ABSS!
Качество сборки и презентация творения American Barbell просто невероятно. Даже упаковка на уровне. Большинство штанг поставляются в картонной тубе, но концы обычно не закреплены ничем иным, как скотчем, что приводит к тому, что они отрываются, а концы повреждаются во время транспортировки. Концы контейнера, удерживающие стержень ABSS, заклепаны и закреплены винтами; вам буквально нужно разрезать контейнер, чтобы добраться до бара. Не беспокойтесь, потому что каждый рукав штанги также поставляется с рукавом из пенопласта с пластиковыми колпачками на каждом конце для защиты концов грифа. Перед использованием вам придется удалить изрядное количество транспортировочного масла; немного утомительно делать, но это лучше, чем ржавчина.
Часть волшебства (и почему оно стоит немного дороже), которое делает стержень ABSS, заключается в том, что он сделан из нержавеющей стали. На ощупь он очень похож на голый стальной стержень, но вам не придется беспокоиться о коррозии или царапинах. Не беспокойтесь при очистке мела от накатки щеткой со стальной щетиной, которую вы должны делать регулярно. Соедините это с безумно хорошо вырезанной и профилированной накаткой ABSS, и вы получите одну из лучших существующих штанг. В то время как ABSS имеет несколько легкую накатку, он почти захватывает вас, обеспечивая уверенную тягу насквозь. Для меня это то, на что должна быть похожа накатка; даже если вам нравится накатка акульих зубов, вы не сможете не ухватиться за планку ABSS. Наверное, я мог бы сосчитать, сколько раз мне приходилось рисовать мелом на обеих руках.
Как и у большинства настоящих 20-килограммовых штанг для тяжелой атлетики, центральная накатка присутствует как то, что они рекламируют как «призрачную накатку». Верный его названию, вы никогда бы даже не узнали, что он там был. Это почти слишком легкий , и я не говорю много о центральной накатке. Если вы поднимаете без рубашки, вам не придется беспокоиться о раздражении ключицы. Когда вы наденете рубашку, вас поприветствует и, ох, слегка прилипнет, когда зацепится за рубашку.
Поскольку гриф ABSS предназначен для соревнований, он изготовлен в соответствии со стандартами IWF. Это означает, что все характеристики: длина стержня, длина втулки, диаметр, накатка и торцевые заглушки соответствуют стандарту. Больше всего это проявляется в диаметре втулки. Несмотря на то, что они не такие ребристые, как другие штанги, очень строгие допуски приводят к тому, что пластины подходят почти идеально, что позволяет тренироваться без воротников. Делая еще один шаг вперед, втулки свариваются вместе трением в углублении на втулке, чтобы предотвратить любые разрушения под действием напряжения. Я никогда не чувствовал, чтобы штанга была такой прочной, как штанга ABSS; при падении ABSS молчит, кроме звука падения или ваших тарелок. «Трещина» контакта со штангой похожа на музыку для ушей. Если вы испытаете стержень ударом, все, что вас встретит, — это звук колеблющейся стали; в рукавах практически нет люфта из стороны в сторону или вверх-вниз.
В настоящее время я не уделяю много внимания прочности на растяжение. Подобно коэффициенту контрастности для телевизоров, прочность на растяжение обычно – это просто число, которое используется, чтобы обмануть потребителей, чтобы заставить их думать, что «чем больше, тем лучше». 190к — это все, что вам нужно для штанги. Металлургия — ключ к успеху бара; но мы не все ученые и никто не дает нам точных измерений того, как выковывается каждый вал. Нержавеющая сталь редко используется в гантелях из-за ее стоимости и того, что сложно подобрать правильный состав, чтобы штанга была прочной, но при этом эластичной. Мой общий тест для этого, кроме подъема, состоит в том, чтобы просто дать штанге пару ударов там, где она обычно соприкасается; чем более мягким и упругим кажется стержень, тем лучше. Во время подъемов точка контакта кажется гладкой и упругой. ABSS не уступает всем лучшим штангам для тяжелой атлетики, которыми я владею, и намного лучше, чем ваша стандартная штанга Rogue. Максимум, который я поднял, был 265 фунтов / 120 кг, и даже это немного легко для хлыста, чтобы действительно быть очевидным, но этого стержня достаточно, чтобы я не беспокоился об этом. Я просто знаю, что при всех усилиях, которые я проделал с этой штангой, у меня еще не было синяка от нее.
Вращение рукава — одна из тех вещей, которые легко привлекают людей к барам, но все, что вам действительно нужно, — это то, что вращается постоянно. Свободное вращение рукава и падение под штангу с грузом – разные вещи. Чего люди не понимают, так это того, что даже большинство стержней с втулками будут вращаться достаточно, чтобы большинство людей могли попасть под них; только когда нагрузка становится тяжелее, они действительно начинают страдать. Дешевые подшипники, которые привлекают больше всего, также имеют тенденцию вращаться тоже , что также может быть вредным для более тяжелых подъемов. Запатентованная система подшипников American Barbell не самая быстрая, с которой я когда-либо сталкивался, но во всех своих упражнениях я ни разу не почувствовал нехватки вращения и не смог упасть под штангу. Вы не поймете, как быстро вы падаете, пока не поймаете перекладину; лучший способ, которым я могу это описать, так это то, что это один из самых «плавных» опытов со штангой, которые вы когда-либо могли получить.
Вы, должно быть, устали от всего, что я проделывал по поводу Американской штанги SS Bearing Bar, но все это заслуженно. Может быть, это деньги, которые я потратил на штангу, но вполне возможно, что это лучшая штанга, с которой я когда-либо поднимался. Мне трудно даже хотеть использовать мой гриф Rogue EU, который я раньше считал лучшим среди штанг. Забудьте о батончике Eleiko Sport Training, который я только что купил.
Вместе с премиальной ценой приходит и премиальный продукт. В этой штанге нет ничего, что казалось бы дешевым или каким-то образом срезанным. ABSS может соперничать с лучшими грифами, и если вы серьезно относитесь к тяжелой атлетике, он заслуживает вашего внимания. Я почти гарантирую, что после того, как вы проведете некоторое время в этом баре, у вас не возникнет никаких угрызений совести покупателя. Штанга American Barbell SS Bearing стоит всех крови, пота и слез, потраченных на ее покупку.
Вы не пожалеете об этой покупке.
Получите штангу American Barbell SS с подшипниками здесь!
Rogue Matt Chan Bar. обзор бара. Я взволнован, потому что похоже, что это будет одна из тех редких статей, в которых мне не нужно иметь раздел для перечисления негативов; или минусы. Я думаю, что этот будет полностью положительным.
Что я имею в виду? Кажется, что как бы мне ни нравился тот или иной продукт, обычно у него есть как минимум один недостаток, о котором я должен упомянуть. Это может быть оплошность конструкции, плохая гарантия, завышенная цена или что-то еще. В случае с баром Мэтта Чана я могу с самого начала сказать вам, что у меня нет серьезных жалоб на что-либо… и это делает его гораздо более приятным и увлекательным для меня.
При этом вам все равно следует прочитать весь этот обзор, если вы заинтересованы в этом баре. Хотя я думаю, что есть действительно хороший шанс, что этот гриф подойдет именно вам, независимо от того, какой подъем вы делаете, Чан-гриф — это своего рода уникальный гриф, который может не понравиться вам или не соответствовать вашим конкретным тренировочным потребностям. . Я имею в виду, я сомневаюсь в этом, но вы никогда не знаете!
Почему
Я хотел Chan Bar В наши дни на рынке так много штанг, из которых можно выбирать; вероятно, больше, чем когда-либо прежде. Только Rogue Fitness производит десятки различных штанг, не говоря уже о всех других производителях, пытающихся получить свою долю на быстро развивающемся рынке штанг (как старой школы, так и новых игроков). Так почему же я предпочел купить батончик Мэтта Чана всем остальным? Я расскажу вам о трех основных причинах, по которым Chan Bar понравился лично мне, и почему я решил, что он стоит почти 400 долларов* еще за еще одна универсальная штанга с двойной маркировкой.
* примечание редактора: помните, этот слиток раньше предлагался в матовом хроме за 375 долларов.
Причина № 1: Bite – многоцелевой стержень с настоящей накаткой
Мой основной интерес к Chan Bar был рекламируемой агрессивностью накатки. Как в описании Rogue руля Chan, так и во многих отзывах пользователей утверждалось, что руль Chan имел более существенную накатку и обеспечивал более надежный захват, чем обычный руль того времени, но без резкости или дискомфорта, обычно связанных с агрессивными рифлеными силовыми рулями. или штанги для тяжелой атлетики в соревновательном стиле.
Это утверждение было особенно привлекательным для меня, потому что я чувствовал, что слишком много многоцелевых стержней на рынке имеют слишком мягкую и незначительную накатку; накатка, которая требует смешного и чрезмерного количества мела для работы с большим количеством повторений и тяжелой тяги. Я хотел найти бар, в котором был бы идеальный компромисс между недостаточно и слишком много , и вся реклама, которую я читал и слышал, указывала на то, что Chan Bar был именно таким баром.
Причина № 2. Уникальное расстояние между накатками Чана
Второй особенностью Chan Bar, которая мне показалась привлекательной, было индивидуальное расстояние между накаткой. У Chan гораздо больший зазор между внешней накаткой и центральной накаткой, чтобы приспособить голени во время взятия на грудь и становой тяги. Я рассмотрю эту функцию более подробно ниже, но позвольте мне просто сказать, что я считаю эту модификацию инновационной и блестящей, и это именно то улучшение, которое вы получаете со штангой, когда позволяете опытному спортсмену помогать в разработке.
Причина №3 – Хром вместо черного цинка
Последняя важная причина, по которой я решил пойти с тян, может быть, для многих из вас намного менее убедительна, но это то, что есть. Я хотел хромированную планку, а Chan предложили в матовом хромированном исполнении.
Все ценовые войны за штанги за последние несколько лет привели к переизбытку черных цинковых и черных оксидных стержней просто потому, что их производство дешевле и их можно предлагать по более конкурентоспособным ценам. Я думаю, что хром превосходит все другие виды отделки тем, что требует минимального ухода, выглядит самым красивым в течение длительного времени и обладает лучшим ощущением и сцеплением, если не считать необработанных стальных стержней (которые, конечно, требуют обслуживания в обмен на это превосходное сцепление).
Chrome стоит немного дороже, но я считаю, что это стоит дополнительных затрат; особенно если у вас уже есть другие бары, требующие большого внимания. Последнее, что вам нужно, это еще один брусок для масла и кисти. Тем не менее, Chan также доступен в черном цинковом цвете, если вам нужно сэкономить на покупке другого оборудования.
Так что соедините простоту ухода с агрессивным, инновационным рисунком накатки, и вы получите адскую штангу. Все остальное, на мой взгляд, просто вишенка на торте.
Бонусные причины
Чан-бар; как и почти любой другой батончик в линейке Rogue; получили апгрейд в 2014 году. Компания Rogue увеличила рейтинг прочности на растяжение своих стержней до 190 000 фунтов на квадратный дюйм практически по всем направлениям, и они сделали это без какого-либо повышения цен. Хотя Chan Bar уже был в моем коротком списке баров, которыми я хотел владеть до этого изменения, обновление действительно закрепило за мной сделку.
Chan также имеет пассивную центральную накатку — особенность, которой нет у большинства других многоцелевых рулей или рулей с двойной маркировкой. Не убегайте пока, кроссфитеры. На самом деле он настолько пассивен, что его почти нет. Он обеспечивает достаточный захват, чтобы держаться за футболку во время приседаний со спиной, но вам придется некоторое время потереть костяшки пальцев по этому центральному накатнику, прежде чем он начнет снимать кожу. Так что вперед и радуйтесь, кроссфитеры. Вы будете в порядке с этой центральной накаткой.
Лично мне всегда нравилась центральная накатка. Я чувствую, что он почти всегда должен быть там, поэтому я рад, что он присутствует в этом баре.
Обзор батончика Мэтта Чана. Технические характеристики
Ниже приведены краткие характеристики батончика Rogue Matt Chan для быстрого ознакомления или сравнения с другими интересующими вас батончиками. Все эти характеристики можно найти на странице продукта Мэтта Чана. также.
- Вес : стандарт IWF 20 кг (44 фунта)
- Длина : Стандарт IWF 2,2 м (7,2 фута)
- Диаметр вала : 28,5 мм
- Длина нагрузочного рукава : 16,5 дюйма
- Knurling : Dual-Marked, Custom Pattern
- KNURLING : Dual-Marked, Custom Pattern
- KNURLING : Dual-Marked, Custom Patter Центральная накатка : пассивная, 4 дюйма
- Покрытие вала : Матовый хром или черный цинк
- Покрытие втулки : Матовый хром или черный цинк
- Прочность на растяжение : 1
фунтов на квадратный дюйм
- Сборка втулка: Snap Ring
- Механизм вращения : бронзовые втулки
- гарантия : $ 295 (ZICS) или 375 $
- . Собран: Колумбус, Огайо, США
Так что нечего комментировать в плане технических характеристик. Спецификации все достойные и нормальные. Прочность на растяжение отличная, сборка втулки типична для грифа Rogue и грифов для тяжелой атлетики в целом и так далее. Уникальные аспекты этого стержня, такие как рисунок накатки, будут рассмотрены ниже.
Гриф Мэтта Чана Полный обзор
Уникальный шаблон накатки Чана
Как я уже упоминал выше, расстояние между накатками на грифе Чана отличается от расстояния между накатками на любой другой штанге. Двойные олимпийские и пауэрлифтинговые метки на грифе находятся там, где должны быть, но пространство между этой внешней накаткой находится дальше друг от друга. Как вы можете видеть на картинке ниже, расстояние между ними составляет 21 дюйм, а не 17 дюймов, как обычно.
Лично я еще не сталкивался с ситуацией, когда мне хотелось бы, чтобы накатка была ближе друг к другу, как на любом другом стержне. Честно говоря, я высокий парень, поэтому вряд ли – столкнулись с такой ситуацией из-за моей от природы более широкой стойки и хвата. При этом рост моего партнера по тренировкам составляет 5 футов 5 дюймов, и он не будет использовать какой-либо другой гриф в своем арсенале с тех пор, как Chan Bar появился в тренажерном зале. Бар просто кажется таким правильным.
То, что я собираюсь сказать, может показаться вам не слишком привлекательным, но мне нравится это насчет бара , поэтому я поделюсь этим с вами. Более короткая внутренняя накатка (накатка за пределами центра 21″, но внутри отметки для пауэрлифтинга (где вы занимаете положение для большинства своих подъемов) — это идеальная ширина для простого захвата и движения. Кажется тривиальным сказать, что я С каждым подходом я экономил несколько секунд на позиционировании рук, но я бы солгал, если бы сказал, что не ценю этого.0003
Накатка – Острота
Как я уже упоминал ранее, острота накатки на Chan Bar была для меня самым большим аргументом в пользу продажи. Я был очень взволнован идеей владеть баром, в котором не было бы неженской накатки, но прежде чем вы убежите из этого бара, потому что вы думаете, что он будет похож на терку для сыра и разорвет ваши руки, позвольте мне уточнить.
Да, Chan держится в ваших руках лучше, чем, скажем, Ohio Bar или обычные батончики CrossFit. Хотя это не интенсивно. Он не травмирует, не режет и не сдирает мозоли (ну, не больше, чем любой другой гриф), но он держится и делает это без использования фунта мела на каждой тренировке. Чан цепкий, но это не то же самое, что подниматься на хардкорном силовом грифе или соревновательном грифе с одним повторением. Хват удобен для одноповторного максимума, но не удобен для многоповторных сетов. На самом деле, наоборот, лучше для подходов с большим количеством повторений, чем другие грифы, потому что они не скользят.
Серьезно Я ставлю этому стержню 10 баллов из 10 за накатку . Я очень доволен штангой с точки зрения удерживающей силы и ощущения. Если бы я уронил свой загруженный Чан на предохранитель и погнул его сегодня днем, я бы заказал новый к вечеру. «Мэтт Чан» — это не тот бар, который проводит много времени на оружейной стойке, и я бы хотел, чтобы он вернулся как можно скорее.
Вращение / Вращение втулки
Штанга Chan представляет собой бронзовую втулку, и в вращении втулки нет ничего необычного или неправильного. Вращение находится на одном уровне практически с любой другой бронзовой втулкой, с которой я соприкасался, и, безусловно, соответствует другим втулкам Rogue. Сборка кажется тугой, во втулке на валу нет бокового люфта, нет лишнего шума (хорошо для руля Rogue), и я не предвижу никаких проблем в этом отделе. В этой ситуации скучно – это хорошо.
Хлыст
Если вы когда-либо поднимали штангу Rogue Bar, Ohio Bar или любой другой 28,5-мм гриф Rogue, вы знаете, чего ожидать от хлыста Chan Bar. На самом деле, поскольку это многоцелевой батончик, вас не должно удивлять, что хлыст просто «средний».
У меня нет претензий к изгибу стержня. Он подходит для тяжелых статических упражнений, таких как становая тяга и жим лежа, а также для толчков и толчков в стиле WOD. Если вы занимаетесь тяжелой атлетикой на соревновательном уровне, тогда, возможно, вам понадобится 28-миллиметровый олимпийский гриф. Для всех остальных, я уверен, вы будете полностью довольны этой штангой как для кроссфита, так и для общих силовых тренировок.
Отделка матовым хромом
Как вы знаете, я купил матовую хромированную версию бара Matt Chan Bar, а не менее дорогую черную цинковую версию, и я объяснил свои доводы в пользу этого в начале статьи. Если вам интересно, что означает сатин , это просто означает, что хром не был отполирован, чтобы придать ему отражающий блеск. Другими словами, это все то же покрытие, просто оно не блестит, как бампер классического Cadillac.
Лично у меня нет предпочтений в плане сатинировки или полировки. Хром есть хром, насколько я понимаю, хотя некоторые считают, что сатин обеспечивает лучшее сцепление, чем полированный. Это великолепно выглядящий бар, и его легко продолжать выглядеть новым. Всего на 75 долларов больше, чем у черного цинкового Chan, это было бы выгодной сделкой при вдвое большей разнице в цене. Конечно, цинк переживет оксид, но он не будет выглядеть новым так же долго, как хром.
Chan Bar Краткий обзор
Chan Bar мгновенно стал фаворитом в моем спортзале в гараже. У меня достаточно места на оружейной стойке для всех моих баров, кроме одного, и это Чан, который остается вне стойки для легкого доступа. Он используется на каждой тренировке, по крайней мере, для части моей тренировки, а часто и для всей тренировки. Он у меня уже пару месяцев, и он не скололся, не поцарапался и не потерял вращение. На данный момент у меня нет претензий, и я не ожидаю их в будущем. Однако, если возникнет проблема, я отредактирую свой отзыв — но я действительно не вижу, чтобы это происходило. 5-звездочный бар, легкий.
Примечание редактора, декабрь 2017 г. Проблем пока нет. Ура!
Я также хотел отметить, что Rogue отлично справляется с доставкой штанг. Транспортировочная трубка толстая, прочная и прочная. Штанга обернута в пластик, помечена и подписана техником Rogue , который собирал штангу, а каждый конец трубки имеет прокладку и металлический колпачок с замком, чтобы упаковка не открывалась во время транспортировки. Разбойник устранил любую возможность повреждения во время транспортировки, и это достижение заслуживает упоминания.
Видео Мэтта, рассказывающего о Chan Bar
Отмечен как: агрессивный, бар, штанга, лучший гриф для становой тяги, лучший бар с двойной маркировкой, лучшая универсальная штанга, лучший многоцелевой бар, лучший бар WOD, втулка, хром, кроссфит, штанга для становой тяги, двойной олимпийский гриф, двойная силовая полоса, накатка, Мэтт Чан, олимпийский бар, идеально, обзор, Негодяй, лучший бар Rogue, сатин, царапины на голени, WOD бар
Обзор грифа American Barbell из нержавеющей стали 2022
Мы тестируем и анализируем продукты для фитнеса на основе независимой многоточечной методологии. Если вы используете наши ссылки для покупки чего-либо, мы можем получить комиссию. Читайте наши раскрытия.
Штанга American Barbell с подшипниками из нержавеющей стали – одна из лучших олимпийских штанг на современном рынке. Благодаря инновационной конструкции игольчатого подшипника, валу из нержавеющей стали и отличной цене это одна из лучших штанг, производимых в настоящее время в США.
Штанга American Barbell
Штанга American Barbell из нержавеющей стали
Штанга American Barbell из нержавеющей стали включает в себя множество запатентованных функций, не похожих ни на какие другие на рынке. Благодаря этой технологии наши рули крутятся более плавно по мере увеличения веса грифа. Вал стержня изготовлен из прецизионно выпрямленной нержавеющей стали. Прочность вала проверяется при каждой отгрузке сырья, чтобы обеспечить постоянную прочность на разрыв 190 000 фунтов на квадратный дюйм. Такое внимание к деталям также обеспечивает превосходное взбивание и долгий срок службы наших стержней. Нержавеющая сталь обладает превосходной коррозионной стойкостью и всегда может быть очищена и отремонтирована без повреждения поверхности. Кроме того, накатка из нержавеющей стали создает ощущение единственного в своем роде, которого нельзя достичь с другими видами отделки. Втулки стержня приварены прецизионной сваркой, чтобы исключить поломку. Сварной шов утоплен, чтобы не мешать пластинам, упирающимся заподлицо с воротником втулки. Каждая втулка покрыта твердым хромом для защиты от падения. Гильзы также содержат запатентованную систему скрытых подшипников American Barbell с более высокой грузоподъемностью, чем любой доступный гриф. Уплотнение от пыли и мела также установлено для защиты и продления срока службы подшипника. Спецификация IWF Сделано в США Включает запатентованную технологию подшипников American Barbell Более высокая грузоподъемность и более плавное вращение с более тяжелыми весами Всегда можно очистить или отремонтировать без повреждения отделки Превосходная коррозионная стойкость Имеет защитное кольцо на внутренний бортик для предотвращения попадания мела и пыли в подшипникиПатент №: US D795,971 Гарантия: Ограниченный срок службы
ПРОВЕРИТЬ ЦЕНУ
Обзор грифа American Barbell из нержавеющей стали
При выборе оптимального маршрута при выборе олимпийских штанг или штанг с опорой важно помнить о нескольких вещах. То, что мы тестируем в грифах, которые мы рассматриваем, — это тип стали, насколько хорошо гриф вращается, агрессивность накатки, насколько хлыст имеет гриф и отделка грифеля.
Американская штанга на подшипниках из нержавеющей стали специально разработана для олимпийской тяжелой атлетики, что определяется как спецификацией грифа, так и техническими характеристиками. Он сделан в США, соответствует спецификациям IWF и, будучи валом из нержавеющей стали, способен справиться со всем, что вы ему бросите.
Во-первых, компания American Barbell изготовила эту штангу из стали с пределом прочности на растяжение 190 000 фунтов на квадратный дюйм и игольчатых подшипников.
Американская штанга на подшипниках из нержавеющей стали специально разработана для олимпийской тяжелой атлетики, что определяется как спецификацией грифа, так и техническими характеристиками. Он сделан в США, соответствует спецификациям IWF и, будучи валом из нержавеющей стали, способен справиться со всем, что вы ему бросите.
Во-первых, компания American Barbell создала эту штангу, используя 19Сталь с пределом прочности при растяжении 0k PSI с игольчатыми подшипниками.
Благодаря тому, что штанга изготовлена из нержавеющей стали, ее очень легко содержать в чистоте, даже при минимальном уходе.
Прочность на растяжение олимпийской штанги, как правило, должна составлять более 150 000 фунтов на квадратный дюйм, а в идеале около 190 000 000 фунтов на квадратный дюйм. Прочность на растяжение является хорошим предсказателем того, какой вес потребуется штанге, чтобы постоянно сгибаться.
По сравнению с другими штангами, штанга American Barbell из нержавеющей стали не обладает самой высокой прочностью на растяжение. Например, профессиональная олимпийская штанга Vulcan намного прочнее при пределе прочности на разрыв 225 000 фунтов на квадратный дюйм. Штанга Eleiko IWF для соревнований по тяжелой атлетике имеет прочность на растяжение 215k PSI. Штанга Vulcan Professional стоит 600 долларов, а Eleiko — 1049 долларов. без бесплатной доставки.
Однако, несмотря на то, что некоторые компании разыгрывают идею о том, что прочность на растяжение — это все, что имеет значение, это не так. На самом деле, есть много других факторов.
Для большинства людей 190k прочности на растяжение вала должно быть более чем достаточно.
Исходя из диаметра стержня 28 мм и прочности на растяжение, эта штанга работает так же, как верхние грифы Rogue или Eleiko, хотя и с гораздо более пассивной накаткой.
Одной из частей штанги, которую часто неправильно понимают, является система вращения. Многие считают, что чем больше крутится штанга, тем лучше. Но это не обязательно так. Да, вы хотите, чтобы гриф, предназначенный для олимпийской тяжелой атлетики, мог хорошо вращаться без нагрузки, но важнее, чтобы гриф без усилий вращался под нагрузкой и имел плавный старт и остановку.
В штанге American Barbell с подшипниками из нержавеющей стали используются игольчатые подшипники для системы вращения. Говорят, что подшипники, которые использует American Barbell, больше, прочнее и имеют более высокую грузоподъемность, чем те, которые используют другие компании. Это, вероятно, причина того, что планка так хорошо крутится при нагрузке.
Компания American Barbell разработала уникальный способ повышения долговечности своих подшипников, а также плавности вращения за счет использования скрытых подшипников. Это не только увеличивает срок службы штанги, но и мы не заметили никаких изменений в скорости вращения при большой нагрузке.
Для сравнения, профессиональный олимпийский гриф Vulcan включает в себя 4 игольчатых подшипника немецкого производства в каждой втулке. Компания Eleiko дополнила свой гриф IWF для соревнований по тяжелой атлетике четырьмя прецизионными олимпийскими игольчатыми подшипниками в каждой втулке. Насколько нам известно, ни одна из этих штанг не закрывает игольчатый подшипник втулкой между подшипниками и валом.
Подшипник стержня American Barbell из нержавеющей стали также поставляется с втулкой для пыли и мела, которая поддерживает чистоту внутренней части вала штанги, что также увеличивает срок службы. Это довольно уникальная функция, которую, по нашим прогнозам, в будущем будет копировать больше компаний.
Несмотря на то, что в валу используется нержавеющая сталь, втулки на стержне подшипника из нержавеющей стали покрыты твердым хромом с рецессивным сварным швом, который прикрепляет буртик штанги к втулке.
Этот твердый хром защитит от царапин и сколов при погрузке и разгрузке грузов. Хотя было бы здорово увидеть гильзы из нержавеющей стали, увеличение стоимости было бы огромным при минимальных улучшениях производительности.
Одной из особенностей грифа American Barbell из нержавеющей стали, которая является уникальной для AB, является рецессивный сварной шов, который позволяет грузам оставаться на одном уровне с воротником. Он не только функционален, но и отлично выглядит. Этот же рукав используется в грифе American Barbell Mammoth Bar (см. наш полный обзор здесь).0003
Характерной особенностью грифа American Barbell из нержавеющей стали, которая может понравиться многим, является его пассивная накатка. По моему опыту, накатка на руле AB из нержавеющей стали является одной из самых пассивных, которые я использовал на штанге в этой ценовой категории. Большинство олимпийских штанг для тяжелой атлетики на этом уровне гораздо более агрессивны.
Накатка действительно зависит от личных предпочтений, поэтому, хотя мне нравится более агрессивная накатка, многие люди, которые тренируются со мной, предпочитают накатку на этом грифе. Если вы никогда не использовали стержень из нержавеющей стали, это настоящее удовольствие.
Еще одной уникальной особенностью стержня из нержавеющей стали AB является центральная накатка, которую они назвали «Призрачная накатка». Это обеспечивает небольшую гибкость для тех, кто любит центральную накатку для приседаний со спиной или для уборки, но в целом очень пассивен. Я люблю центральную накатку, а призрачная накатка — идеальная глубина. Американская штанга действительно справилась с этой функцией.
Наконец, стержень AB из нержавеющей стали имеет фирменный знак на внутренней стороне воротника и ярко-синюю заглушку. Просто и ненавязчиво, как раз то, что мне нравится.
Штанга American Barbell из нержавеющей стали, без сомнения, является одной из лучших доступных олимпийских штанг. Если вы ищете что-то дорогое, мы настоятельно рекомендуем этот бар.
Предлагаемые улучшения
Штанга с подшипниками из нержавеющей стали American Barbell – одна из моих любимых штанг, при этом я хотел бы предложить несколько вещей.
Лично я предпочитаю более агрессивную накатку. Я ловлю себя на том, что мне приходится писать мелом, когда я собираюсь поднять эту штангу. Опять же, накатка – это личное предпочтение, и я просто предпочитаю, чтобы мои штанги были немного более агрессивными.
Учитывая цену штанги, было бы неплохо иметь немного более высокую прочность на растяжение, чтобы соответствовать прочности штанги Rogue Pyrros. Не супер важная функция, но было бы неплохо.
Последнее, что хотелось бы иметь втулки из нержавеющей стали вместо хромированной отделки. Отделка из нержавеющей стали более устойчива к коррозии, чем хром, и прослужит дольше. Это, вероятно, повысит цену на штангу, так что, возможно, просто используйте ее как возможный вариант.
Полный Рейтинг
Штанга American Barbell из нержавеющей стали
Штанга American Barbell из нержавеющей стали является одной из лучших олимпийских штанг на рынке сегодня. Благодаря инновационной конструкции игольчатого подшипника, валу из нержавеющей стали и отличной цене это одна из лучших штанг, производимых в настоящее время в США.
Марка продукта: Американская штанга
Валюта продукта: $
Цена продукта: 795
Товар на складе: Instock
Рейтинг редактора:
4,6
Американская штанга из нержавеющей стали
Строительство – 4,8
КРУГЛЕНИЯ – 4,5
Спин – 4,5
– 4,8
DURBALE – 4,5
– 4.8
DURBALE – 4,5 9000 2
9000.
Американская штанга с подшипником из нержавеющей стали Часто задаваемые вопросы
Что такое Американская штанга с подшипником из нержавеющей стали?
Одной из лучших олимпийских штанг на рынке в настоящее время является гриф American Barbell из нержавеющей стали. Это одна из лучших штанг, создаваемых в настоящее время в Соединенных Штатах, благодаря своей революционной конструкции с игольчатыми подшипниками, валу из нержавеющей стали и низкой цене.
Для чего предназначена штанга с подшипниками из нержавеющей стали American Barbell?
Штанга American Barbell из нержавеющей стали создана исключительно для олимпийской тяжелой атлетики, что видно по тому, как они определяют гриф, а также по техническим характеристикам. Он изготовлен в Соединенных Штатах, соответствует стандартам IWF, а поскольку вал имеет нержавеющий подшипник, он может справиться со всем, что вы на него бросите.
Где купить
Американская штанга
Американская штанга Компенсатор из нержавеющей стали
Штанга с подшипниками из нержавеющей стали American Barbell включает в себя множество запатентованных функций, не похожих ни на одну другую на рынке. Благодаря этой технологии наши рули крутятся более плавно по мере увеличения веса грифа. Вал стержня изготовлен из прецизионно выпрямленной нержавеющей стали. Прочность вала проверяется при каждой отгрузке сырья, чтобы обеспечить постоянную прочность на разрыв 190 000 фунтов на квадратный дюйм. Такое внимание к деталям также обеспечивает превосходное взбивание и долгий срок службы наших стержней. Нержавеющая сталь обладает превосходной коррозионной стойкостью и всегда может быть очищена и отремонтирована без повреждения поверхности. Кроме того, накатка из нержавеющей стали создает ощущение единственного в своем роде, которого нельзя достичь с другими видами отделки. Втулки стержня приварены прецизионной сваркой, чтобы исключить поломку. Сварной шов утоплен, чтобы не мешать пластинам, упирающимся заподлицо с воротником втулки. Каждая втулка покрыта твердым хромом для защиты от падения. Гильзы также содержат запатентованную систему скрытых подшипников American Barbell с более высокой грузоподъемностью, чем любой доступный гриф. Уплотнение от пыли и мела также установлено для защиты и продления срока службы подшипника. Спецификация IWF Сделано в США Включает запатентованную технологию подшипников American Barbell Более высокая грузоподъемность и более плавное вращение с более тяжелыми весами Всегда можно очистить или отремонтировать без повреждения отделки Превосходная коррозионная стойкость Имеет защитное кольцо на внутренний бортик для предотвращения попадания мела и пыли в подшипникиПатент №: US D795,971 SWWarranty: Limited Lifetime
ПРОВЕРИТЬ ЦЕНУ
if ($author[‘socials’][$media] && $value != ”) : ?> endif; ?> if ($author[‘socials’][$media] && $value != ”) : ?> endif; ?> if ($author[‘socials’][$media] && $value != ”) : ?> endif; ?>
Купер Митчелл
Купер окончил Университет штата Миссури по специальности «Финансы». Он нашел свою любовь к фитнесу во время тренировок по хоккею, спорту, в который он играл с различными командами на протяжении всей своей карьеры, включая Университет Линденвуда, Сент-Луис ААА Блюз и Сент-Луис-младший Блюз. В IFP Купер уделяет особое внимание планированию обучения и опыту работы с клиентами. Помимо того, что он является совладельцем Intentional Fitness & Performance, Купер управляет веб-сайтом и связанными с ним каналами Garage Gym Reviews. Когда Купер не ест тако и не смотрит в экран, его можно найти со своей женой Молли, сыном Эзрой и «знаменитым» псом Амосом.
Дальнейшее чтение
Обзор беговой дорожки Horizon Fitness T101 (2022 г.)
Кейт МейерНаш обзор беговой дорожки Horizon Fitness T101 подробно рассказывает об этой недорогой домашней беговой дорожке. Подробнее
Раздача самых разыскиваемых фитнес-тренировок
от Кейт Мейер Штанга American Barbell из нержавеющей стали — одна из лучших олимпийских штанг на рынке сегодня. Благодаря инновационной конструкции игольчатого подшипника, валу из нержавеющей стали и отличной цене, это одна из лучших штанг, производимых в настоящее время в США. важно иметь в виду несколько вещей. » Подробнее о: Подробный обзор штанги с подшипниками из нержавеющей стали American Barbell » Подробнее
Контрастные бамперы Fringe Sport выпущены!
от Cooper MitchellFringe Sport производит одни из лучших доступных бамперных пластин. С выпуском контрастных бамперов вы теперь можете получить их популярные бамперы с возможностью легко определить вес. Подробнее
Titan Fitness выпускает силовую стойку X-2 9 калибра
от Cooper MitchellКомпания Titan Fitness взяла одну из своих самых продаваемых стоек для приседаний, Titan T-2, и увеличила толщину стали до 9 мм.датчик и дополнительные функции, о которых мы просили с самого начала. Это лучшая стойка для приседания от Titan Fitness! Подробнее
Включите JavaScript для просмотра комментариев, созданных с помощью Disqus.
Шефер + Петерс | DIN 467 – Гайки с накаткой, тонкие
| Описание | Номер предмета | Блок** | |
|---|---|---|---|
| DIN 467 AISI 303 М 10 Гайки с накаткой, тонкие | Номер предмета: 0467210 | Блок**: 25 | Подробнее Закрыть |
| DIN 467 AISI 303 М 2 Гайки с накаткой, тонкие 907:35 | Номер предмета: 046722 | Блок**: 100 | Подробнее Закрыть 907:35 |
| DIN 467 AISI 303 M 2,5 Гайки с накаткой, тонкие | Номер предмета: 0467225 | Блок**: 100 | Подробнее Закрыть |
| DIN 467 AISI 303 М 3 Гайки с накаткой, тонкие 907:35 | Номер предмета: 046723 | Блок**: 100 | Подробнее Закрыть 907:35 |
| DIN 467 AISI 303 М 4 Гайки с накаткой, тонкие | Номер предмета: 046724 | Блок**: 100 | Подробнее Закрыть |
| DIN 467 AISI 303 М 5 Гайки с накаткой, тонкие 907:35 | Номер предмета: 046725 | Блок**: 50 | Подробнее Закрыть 907:35 |
| DIN 467 AISI 303 М 6 Гайки с накаткой, тонкие | Номер предмета: 046726 | Блок**: 50 | Подробнее Закрыть |
| DIN 467 AISI 303 М 8 Гайки с накаткой, тонкие 907:35 | Номер предмета: 046728 | Блок**: 25 | Подробнее Закрыть 907:35 |
*Онлайн-склад – это запас, зарезервированный исключительно для интернет-магазина.