Гост острые кромки притупить: Оформление чертежей по ГОСТ
alexxlab | 22.05.2018 | 0 | Разное
Размеры фасок и радиусов закруглений
Как известно, все приборы, машины, механизмы и аппараты состоят из неких деталей. Каждая из них, в свою очередь, имеет несколько частей, имеющих строго определенное назначение. Они называются в технике элементами деталей, и к ним относятся, к примеру, фаски, галтели, проточки, резьбы и т.п.
Многие детали, используемые в качестве составных частей машин и механизмов и изготавливаемые как из металлов, так и из различных пластических масс, имеют закругления и фаски. Эти элементы характеризуются размерами и радиусами, которые устанавливаются таким документом, как ГОСТ 10948-64. В нем содержится таблица данных, с параметрами закруглений и фасок которые в обязательном порядке должны соответствовать стандарту.
ГОСТ 10948 – 64
Галтелями в технике принято называть те скругления, которые часто располагаются на внутренних и углах различных деталей машин.
Галтели часто используются при проектировании и изготовлении ступенчатых валов. В тех местах, где сочленяются их части, имеющие различные диаметры, они намного повышают общую прочность всей конструкции, а также снижают концентрацию внутренних напряжений материалов.
В тех случаях, когда галтель находится внутри отверстия, то размер выполняемой на его краю фаски выбирается таким образом, чтобы поверхность фаски и скругление не соприкасались друг с другом.
Галтели практически всегда используются при изготовлении коленчатых валов двигателей внутреннего сгорания, выпускаемых из высокопрочных чугунов, легированных и углеродистых сталей. Если вал производится методом литья, то он обычно бывает полым, и поэтому радиусы галтелей, толщина «щек», диаметры шатунных и коренных шеек у них увеличены.
Если вал производится методом литья, то он обычно бывает полым, и поэтому радиусы галтелей, толщина «щек», диаметры шатунных и коренных шеек у них увеличены.
Фаски также являются одними из элементов деталей. Если посмотреть на этимологию этого слова, то окажется, что оно имеет французское происхождение: в языке Вольтера и Гюго «faccete» означает «скошенные части ребер или же углов». Фаски предназначены преимущественно для того, чтобы притуплять слишком острые углы деталей и, тем самым, обеспечивать безопасность персонала, производящего сборку различных машин и механизмов, их эксплуатацию, обслуживание и ремонт.
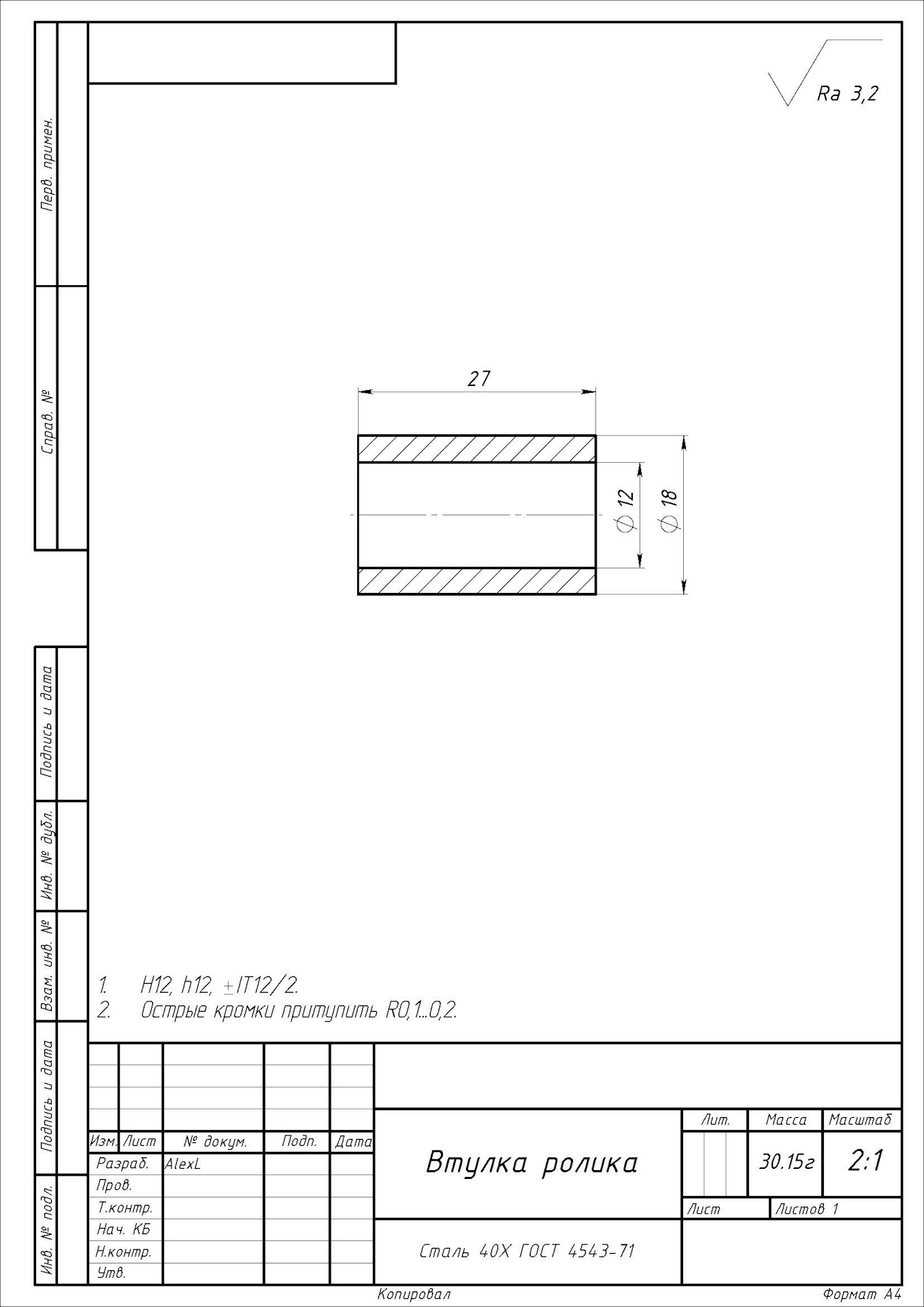
Фаски, а также те параметры, которые они имеют, принято изображать и указывать на чертежах в тех случаях, когда это проистекает из того технического решения, которое имеет та или иная деталь. В противном случае ни сами фаски, ни их параметры на чертежах не указываются, однако непосредственно на изготавливаемых деталях все острые кромки надлежит притупить.
Одной из важнейших систем двигателей внутреннего сгорания является система газораспределения, которая во многом определяет функционирование агрегатов. Чтобы обеспечить в них нормальный газообмен, необходимо достичь закрытия и открытия впускных и выпускных отверстий, причем в строго определенном порядке и в строго определенные промежутки времени. Для этого используются специальные металлические клапаны, которые приводятся в движение предназначенными для этой цели механизмами. Одними из обязательных элементов клапанов являются уплотнительные фаски: именно они обеспечивают беспрепятственный выход газов, а также гарантированное уплотнение отверстий.
Ручки-накладки для гладких неполных пробок. Конструкция и размеры – РТС-тендер
ГОСТ 14751-69*
Группа Г28
Дата введения 1970-07-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 17 июня 1969 г. N 694 срок введения установлен с 01.07.70
N 694 срок введения установлен с 01.07.70
ВЗАМЕН MH 4141-62
* ПЕРЕИЗДАНИЕ (август 1994 г.) с изменением N 1, утвержденным в марте 1980 г. (ИУС 4-80).
Настоящий стандарт распространяется на ручки-накладки гладких неполных пробок для контроля размеров свыше 160 до 360 мм.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ РУЧЕК-НАКЛАДОК ДЛЯ ГЛАДКИХ НЕПОЛНЫХ ПРОБОК
1.1. Конструкция и размеры ручек-накладок для гладких неполных пробок должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Таблица 1
Размеры в мм
Обозна- | При- меняе- мость | Масса | Дет. | Дет.2 | Дет.3 | ||
количество | |||||||
2 | 2 | 2 | |||||
обозначение деталей | |||||||
8056-0051 | 32 | 100 | 0,058 | 8056-0051/001 | M4x18. | М4.6.05 | |
0052 | 38 | 110 | 0,075 | 0052/001 | М4х20.58.05 | ||
8056-0053 | 42 | 120 | 0,089 | 8056-0053/001 | M4х22.58.05 | ||
 1
1  58.05
58.05________________
* Действует ГОСТ 1491-80. – Примечание “КОДЕКС”.
Пример условного обозначения ручки шириной 32 мм:
Ручка 8056-0051 ГОСТ 14751-69
(Измененная редакция, Изм. N 1).
N 1).
1.2. Маркировать: на изделии – товарный знак предприятия-изготовителя, на бирке к таре или упаковке – обозначение.
2. КОНСТРУКЦИЯ И РАЗМЕРЫ НАКЛАДОК (деталь 1)
2.1. Конструкция и размеры накладок должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Пример условного обозначения накладки шириной 32 мм и длиной 100 мм:
Накладка 8056-0051/001 ГОСТ 14751-69
(Измененная редакция, Изм. N 1).
2.2. Материал – фенопласт марки 03-010-02 по ГОСТ 5689-79. Допускается листовая фибра марки ФТ по ГОСТ 14613-83.
2.3. При изготовлении накладок из фибры шестигранные углубления под гайки заменяются цилиндрическим диаметром 8,5 мм.
2.4. Поверхности должны быть чистые, гладкие и блестящие.
2.
26. Неуказанные предельные отклонения размеров: отверстий Н14, валов h24, остальных .
(Измененная редакция, Изм. N 1).
Таблица 2
Размеры в мм
Обозначение |
| Масса в кг | ||
8056-0051/001 | 32 | 100 | 40 | 0,026 |
0052/001 | 38 | 110 | 50 | 0,034 |
8056-0053/001 | 42 | 120 | 60 | 0,041 |
Текст документа сверен по:
официальное издание
Ручки для калибров-пробок. Конструкция и размеры.
Конструкция и размеры.
ГОСТ 14748-69-ГОСТ 14752-69. –
М.: Издательство стандартов, 1994
острые кромки притупить 🎓 ⚗ перевод с английского на русский
1. n разг. жулик, мошенник, шулер
2. n разг. знаток
3. n муз. диез
4. n остриё
5. n длинная с очень острым концом швейная игла
6. n с. -х. высевки, мелкие отруби
7. a острый, отточенный, остроконечный
8. a крутой; резкий
9. a отчётливый, определённый
10. a сильный, резкий
11. a умный, сообразительный
12. a остроумный
13. a проницательный, наблюдательный
14. a бдительный
a бдительный
15. a ловкий, искусный
16. a хитрый, продувной
sharp practice — мошенничество, надувательство, неблаговидные дела
17. a едкий, острый
18. a резкий, пронзительный
19. a тонкий, острый
sharp nose — тонкое колкий, язвительный
20. a раздражительный, легко выходящий из себя
sharp reaction — резкая реакция, раздражение
21. a быстрый, энергичный
22. a суровый, жестокий
23. a амер. сл. элегантный, шикарный
24. a фон. глухой
25. a муз. диезный
26. a муз. взятый на полтона выше
27. adv ровно, точно, пунктуально
28.
29. adv муз. на полтона выше
30. v жульничать, плутовать
31. v муз. ставить диез
to sharp a tone — поставить диез, поднять на полтона
32. v петь или играть на полтона выше
Синонимический ряд:
1. abrupt (adj.) abrupt; rapid; sudden
2. acrid (adj.) acrid; amaroidal; astringent; austere; bitter; harsh; piquant; pungent
3. acute (adj.) acute; argute; discerning; gnawing; high; knifelike; penetrative; perceptive; piercing; piping; quick-sighted; sensitive; sharpened; sharp-sighted; shooting; shrill; stabbing; thin; treble
4. alert (adj.) alert; attentive; awake; eager; hungry; vigilant; watchful
5. angry (adj.) angry; spiteful; stinging; venomous
angry (adj.) angry; spiteful; stinging; venomous
6. biting (adj.) acid; acrimonious; biting; bitter; caustic; clear-cut; cutting; penetrating; probing; shrewd; trenchant
7. clever (adj.) canny; clever; cunning; shifty; slick; slippery; wily
8. dishonest (adj.) artful; cheating; crafty; deceitful; dishonest; sly; underhanded; unscrupulous
9. distinct (adj.) audible; clear; definite; distinct; explicit; marked; obvious; unambiguous; unequivocal; unmistakable; visible
10. edged (adj.) edged; honed; keen; perceptive; razor-sharp; sensitive; unblunted; whetted
11. intense (adj.) agonizing; distressing; excruciating; fierce; intense; painful; severe; sore; violent
12. lively (adj.) active; brisk; energetic; lively; quick
lively (adj.) active; brisk; energetic; lively; quick
13. observant (adj.) astute; brainy; bright; brilliant; hep; incisive; intelligent; knowing; knowledgeable; nimble-witted; observant; quick-witted; ready-witted; sharp-witted; smart; wise
14. pointed (adj.) acicular; aciculate; acuminate; acuminous; barbed; cuspidate; mucronate; needlelike; peaked; peaky; piked; pointed; pointy; prickly; spiked; spiky; spiny; thorny
15. short (adj.) inconsiderate; short; thoughtless; unceremonious; ungracious
16. stylish (adj.) a la mode; chic; dashing; dressy; exclusive; fashionable; in; modish; posh; snappy; stylish; swank; swish; tonish; tony; trig; ultrafashionable; with-it
17. just (other) accurately; bang; exactly; just; precisely; right; spang; square; squarelyАнтонимический ряд:
bland; bluff; blunt; careless; deep; dim; dull; dumb; flat; gentle; gradual; hollow; inactive; indifferent; inept; insensitive; kind; mild; vague
ГОСТ 12468-67 Эксцентрики двухопорные. Конструкция
Конструкция
ГОСТ 12468-67
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЭКСЦЕНТРИКИ ДВУХОПОРНЫЕ
КОНСТРУКЦИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ЭКСЦЕНТРИКИ ДВУХОПОРНЫЕ Конструкция Eccentrics double-supported. Design |
ГОСТ 12468-67* Взамен МН 5414-64 |
Утвержден
Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 3
января 1967г. Срок введения установлен
Срок введения установлен
с 01.07.67
Постановлением Госстандарта СССР от 17.03.88 № 568 снято ограничение срока действия
1. Конструкция и размеры двухопорных эксцентриков должны соответствовать чертежу и таблице.
*Сверлить и развернуть в сборе с рукояткой.
Размеры в мм
|
Обозначения эксцент- |
Применя- |
Испол- |
D (поле допуска h 9) |
A (пред. откл. ±0,05) |
d (поле допуска f 7) |
d 1 (поле допуска h 6) |
d 2 (поле допуска Н7) |
d 3 |
d 4 |
S (поле допуска hl 3) |
L |
l |
l 1 |
l 2 |
l 3 |
с |
Масса, кг |
|
7013-0121 |
1 |
16 |
1,0 |
12 |
10 |
3 |
– |
– |
– |
60 |
16 |
12 |
18 |
– |
1,0 |
0,059 |
|
|
0122 |
2 |
– |
– |
9 |
М4 |
7 |
10 |
0,054 |
|||||||||
|
0123 |
1 |
20 |
1,2 |
16 |
12 |
4 |
– |
– |
– |
68 |
20 |
13 |
20 |
– |
0,110 |
||
|
0124 |
2 |
– |
– |
12 |
М5 |
9 |
13 |
0,104 |
|||||||||
|
0125 |
1 |
25 |
1,6 |
20 |
16 |
5 |
– |
– |
– |
82 |
25 |
15 |
26 |
– |
0,211 |
||
|
0126 |
2 |
– |
– |
15 |
М6 |
11 |
15 |
0,195 |
|||||||||
|
0127 |
1 |
32 |
2,0 |
25 |
20 |
6 |
– |
– |
– |
102 |
32 |
18 |
32 |
– |
1,6 |
0,423 |
|
|
0128 |
2 |
– |
– |
18 |
М8 |
14 |
20 |
0,390 |
|||||||||
|
0129 |
1 |
40 |
2,5 |
32 |
24 |
8 |
– |
– |
– |
135 |
40 |
26 |
42 |
– |
0,868 |
||
|
7013-0130 |
2 |
– |
– |
22 |
М10 |
17 |
28 |
0,807 |
Пример условного обозначения двухопорного эксцентрика исполнения 1, размером D =16 мм:
Эксцентрик 7013-0121 ГОСТ 12468-67
(Измененная редакция, Изм. № 1, 2).
№ 1, 2).
2. Материал – сталь марки 20Х по ГОСТ 4543-71. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали марки 20Х.
3. Твердость 56…61,0 HRC э . Цементировать h 0,8…1,2мм. Поверхность, сопрягаемую с рукояткой, и резьбовое отверстие от цементации предохранить.
(Измененная редакция, Изм. № 1, 2).
4. Неуказанные предельные отклонения размеров:
5. Допуск соосности поверхностей В относительно их общей оси – по 6-й степени точности ГОСТ 24643-81.
4, 5. (Измененная редакция, Изм. № 2).
6. Резьба метрическая – по ГОСТ 24705-81. Поле допуска резьбы – 6Н по ГОСТ 16093-81.
(Измененная редакция, Изм. № 1, 2).
7. Размеры недорезов и фасок для резьбы – по ГОСТ 10549-80.
(Измененная редакция, Изм. № 1).
8. Размеры канавок для выхода
шлифовального круга – по ГОСТ 8820-69.
Размеры канавок для выхода
шлифовального круга – по ГОСТ 8820-69.
9. Острые кромки притупить.
10. Покрытие – Хим. Окс. прм (обозначение покрытия – по ГОСТ 9.306-85).
11. Маркировать партию деталей одного типоразмера на таре или упаковке с указанием условного обозначения.
10, 11. (Измененная редакция, Изм. № 2).
12. Пример применения двухопорных эксцентриков указан в приложении.
(Введен дополнительно, Изм. № 2).
01 | Подрезная Установить деталь на столе станка в призмах, проверить и закрепить. Подрезать торцы заготовки 310 2200 мм | Фреза
СТП 45. | Рейсмас СТП 57.05 | 02 | Расточная 16071. Установить деталь на столе станка в призмах, проверить и закрепить. С переустановкой детали центровать деталь с двух сторон. Снять деталь. | Сверло центровочное СТП 42.25 Зенковка СТП 42.06 | ШЦ-1 1250,1 | 03 | Токарная1М165-5. Установить деталь в кулачках патрона и центре, проверить с точностью до 0,5 и закрепить. С переустановкой детали точить грубо с припуском 6 мм на р-р под т/о поверхность детали согласно эскиза. Точить радиуса R15,R10. Скруглить острые кромки и углы R4,R2,R1,6 Снять
деталь. | Резец СТП 39.08, СТП 39.25, СТП 39.50 | Рейсмас СТП 57.05 Линейка СТП 39.08, ШЦ-1250,1 | 04 | Токарная1М165-5. Установить деталь в кулачках патрона и центре, проверить с точностью до 0,5 и закрепить. 2 260d11+0,5 2 260m6+0,5 2 240e8+0,5 230r6+0,5 220r6+0,5 Точить предварительно и окончательно 2 80 мм 2 30 мм, точить 2 фаски 1х45°. Подрезать торцы промежуточных мест, выдержав р-ры: 130 мм, 5 мм, 32 мм, 45 мм. Подрезать торцы промежуточных мест, выдержав р-ры: 130 мм, 5 мм, 32 мм, 45 мм Острые кромки притупить Снять
деталь. | Резец СТП 39.25 4040 R 19 СТП 39.23 СТП 39.50 СТП 41.36 | Линейка СТП 39.08, ШЦ-1250,1 Шаблон СТП 34-32 Индикатор ГОСТ 9696-75 Микрметр ГОСТ 4381-80 |
 05
05

Гост острые кромки – lauda76.ru
Скачать гост острые кромки txt
Вход Регистрация Форум Поддержка. Начало Расширенный поиск Вход Правила Форума. Мои станочники работают на сделке. Поэтому им лень баз соответствующей записи в чертеже лишний раз коснуться детали шабером или напильником. Напомните пожалуйста, где искать? Я эту запись распечатаю самыми огромными буквами и повешу над каждым станком. Мне хватает своих проблем, не стоит выходить из себя только потому, что Всевышний не счел нужным распределить умственные способности среди людей поровну Дж.
Pav В Зале славы Гуру Сообщений: Если я не ошибаюсь, то такое требование “по умолчанию” ГОСТом не определяется. Большие организации вводят такие требования стандартом предприятия.
Если ребро кромку необходимо изготовить острыми или скруглить, то на чертеже помещают соответствующее указание. Если на чертеже нет никаких указаний о форме кромок или ребер, то они должны быть притуплены. Так что по ЕСКД они должны притуплять в случае если ничего не указано. В ТТ чертежей штампов указывают какие острые кромки необходимо сохранить. А все прочие острые кромки – притупляются. И это не конструкторское дело – это должен указывать технолог в техпроцессе! Например, в слесарной операции для стальных деталей традиционно пишут: Аналогично на токарных операциях, в конце обработки в техпроцессе пишут “Притупить острые кромки фаской
Started by Sergei , December 17, Мало того, сейчас положено цифры писать под “корнем”, да и ещё добавлять буквы Rа. Это относится и к неуказанной шероховатости. Ну что значит “острые кромки притупить”? Наверное правильно написать неуказанные фаски и скругления?
Ну что значит “острые кромки притупить”? Наверное правильно написать неуказанные фаски и скругления?
Похожее:
Острые кромки притупить гост 2.109
Скачать острые кромки притупить гост 2.109 rtf
Купить официальный бумажный документ с голограммой и синими печатями. Официально распространяем нормативную документацию с года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов. Устанавливает основные требования к выполнению чертежей деталей, сборочных, габаритных и монтажных на стадии разработки рабочей документации для всех отраслей промышленности.
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов. Устанавливает основные требования к выполнению чертежей деталей, сборочных, габаритных и монтажных на стадии разработки рабочей документации для всех отраслей промышленности.
Basic requirements for drawings Дата введения: Общероссийский классификатор стандартов Подраздел: Технические чертежи в целом А также в: Технические регламенты РФ Подраздел: Классификатор государственных стандартов Подраздел: Общетехнические и организационно-методические стандарты Подраздел: Система проектно-конструкторской документации А также в: Единая система конструкторской документации. Поправка к ГОСТ 2. Unified system for design documentation.
Basic requirements for drawings. Настоящий стандарт устанавливает основные требования к выполнению чертежей, деталей, сборочных, габаритных и монтажных на стадии разработки рабочей документации для всех отраслей промышленности. При разработке рабочих чертежей предусматривают:. На чертежах допускается давать ссылки на межгосударственные, государственные, национальные, отраслевые стандарты и технические условия, если они полностью и однозначно определяют соответствующие требования.
На чертежах допускается давать ссылки на межгосударственные, государственные, национальные, отраслевые стандарты и технические условия, если они полностью и однозначно определяют соответствующие требования.
Unified system for design documentation. Basic requirements for drawings. Настоящий стандарт устанавливает основные требования к выполнению чертежей деталей, сборочных, габаритных и монтажных на стадии разработки рабочей документации для всех отраслей промышленности. Рабочие чертежи на бумажном носителе в бумажной форме и электронные чертежи могут быть выполнены на основе электронной модели детали и электронной модели сборочной единицы ГОСТ 2.
При ссылках в чертежах изделий серийного и массового производства на технические условия последние должны быть зарегистрированы в установленном порядке в государствах, где государственная регистрация технических условий обязательна. Допускается давать ссылки на технологические инструкции, когда требования, установленные этими инструкциями, являются единственными, гарантирующими требуемое качество изделия; при этом они должны быть приложены к комплекту конструкторской документации на изделие при передаче ее другому предприятию.
Похожее:
Размеры фасок и радиусов закруглений
Как известно, все приборы, машины, механизмы и аппараты состоят из неких деталей. Каждая из них, в свою строго определенную очередь, имеет несколько частей, имеющих определенное назначение. Они называются элементами элементов, и к ним, к примеру, фаски, галтели, проточки, резьбы и т.п.
Многие детали, используемые в качестве составных частей машин и механизмов и изготовленных из различных пластических масс, имеют закругления и фаски .Эти элементы характеризуются размерами и радиусами , которые устанавливаются таким документом, как ГОСТ 10948-64 . В нем таблица, с установленными нормативными данными закруглений и фасок которые должны соответствовать стандарту.
ГОСТ 10948 – 64
Галтелями в технике принято называть те скругления , которые часто располагаются на внутренних и углах различных деталей машин. Это слово имеет немецкое происхождение, и в переводе на русский язык означает « выемка », « желобок ».Использование упрощает изготовление различных деталей с помощью таких распространенных технологических процессов, как ковка, штамповка и литье. Кроме того, их применение улучшает прочностные характеристики осей и валов в тех местах, где происходит переход от одного диаметра к другому.
Галтели часто используются при проектировании и изготовлении ступенчатых валов. В тех местах, где сочленены их части, они имеют различные диаметры, они значительно повышают общую прочность всей конструкции.
В тех случаях, когда галтель находится внутри отверстий, то размер выполняется на его краю, выбирается таким образом, чтобы поверхность фаски и скругление не соприкасались друг с другом.
Галтели практически всегда используются при изготовлении коленчатых валов двигателей внутреннего сгорания, выпускаемых из высокопрочных чугунов, легированных и углеродистых сталей. Если вал производится методом литья, то он обычно бывает полым, и поэтому радиусы галтелей, толщина «щек», диаметры шатунных и популярных шеек у них увеличены.
Фаски также являются одними из элементов деталей. Если посмотреть на этимологию этого слова, то оно имеет французское происхождение: в языке Вольтера и Гюго « faccete » « скошенные части ребер или же угло в». Фаски предназначена преимущественно для того, чтобы притуплять слишком острые углы деталей и тем самым безопасность персонала, производящего сборку различных машин и механизмов, их эксплуатацию, обслуживание и ремонт.
Фаски , а также параметры, которые они имеют, принимаются и указываются на чертежах в тех случаях, когда это происходит из того технического решения, которое имеет та или иная деталь. В самих изготовленных деталях ни сами , ни на чертеже не указаны, однако непосредственно на изготовленных деталях все острые кромки надлежит притупить.
В самих изготовленных деталях ни сами , ни на чертеже не указаны, однако непосредственно на изготовленных деталях все острые кромки надлежит притупить.
Одной из важнейших систем двигателей внутреннего сгорания является система газораспределения, которая во многом определяет функционирование агрегатов.Чтобы обеспечить в них нормальный газообмен, необходимо достичь завершения и открытия впускных и выпускных отверстий, причем в строго определенном порядке и в строго определенном порядке. Для этого используются специальные металлические клапаны, которые приводятся в движение для этой цели механизма. Одними из обязательных элементов клапанов обеспечивают уплотнительные фаски: они обеспечивают беспрепятственный выход газов, а также гарантированное уплотнение отверстий.
острые кромки притупить 🎓 ⚗ перевод с английского на русский
1 . п разг. жулик, мошенник, шулер
2 . п разг. знаток
п разг. знаток
3 . н муз. диез
4 . n остриё
5 . n длинная с очень острым концом швейная игла
6 . н с. -х. высевки, мелкие отруби
7 . a острый, отточенный, остроконечный
8 . а крутой; резкий
9 . a отчётливый, определенный
10 . а сильный, резкий
11 . а умный, сообразительный
12 . а остроумный
13 . a проницательный, наблюдательный
14 . а бдительный
15 . а ловкий, искусственный
16 . а хитрый, продувной
острые приемы – мошенничество, надувательство, неблаговидные дела
17 . a едкий, острый
a едкий, острый
18 . а резкий пронзительный
19 . a тонкий, острый
острый нос – тонкое колкий, язвительный
20 . a раздражительный, легко выходящий из себя
резкая реакция – резкая реакция, раздражение
21 . а быстрый, энергичный
22 . а суровый, жестокий
23 . а амер. сл. элегантный, шикарный
24 . фон. глухой
25 . а муз. диезный
26 . а муз. взятый на полтона выше
27 . AD ровно, точно, пунктуально
28 . adv круто
29 . ад муз. на полтона выше
30 . v жульничать, плутовать
v жульничать, плутовать
31 . в муз. ставить диез
на резкий тон – поставить диез, поднять на полтона
32 . v петь или играть на полтона выше
Синонимический ряд :
1 . резкий (прил .) Резкий; быстрый; внезапно
2 . едкий (прил .) Едкий; амароидальный; вяжущий; строгий; горький; суровый; пикантный; острый
3 . острый (прил .) Острый; argute; проницательный; грызть; высоко; ножевидный; пробивной; проницательный; пирсинг; трубопровод; сообразительный; чувствительный; заточены; зоркий; стрельба; пронзительный; колющие; тонкий; тройной
4 . оповещение (прил .) Оповещение; внимательный; проснулся; нетерпеливый; голоден; бдительный; бдительный
5 . злой (прил. ) злой; злобный; жалящая; ядовитый
злой (прил. ) злой; злобный; жалящая; ядовитый
6 . кусающая (прил .) Кислота; язвительный; кусаться; горький; едкий; четкая; резка; проникающий; зондирование; проницательный; trenchant
7 . умный (прил .) Хитрый; умный; хитрость; хитрый; гладкий; скользкая; хитрый
8 . нечестный (прил. .) Хитрый; списывание; лукавый; лживый; нечестный; хитрый; закулисный; недобросовестный
9 . отчетливый (прил .) Слышимый; Чисто; определенный; отчетливый; явный; отмечен; очевидно; однозначный; однозначный; безошибочно; видимый
10 . обрезной (прил .) Обрезной; отточенный; острый; проницательный; острая как бритва; чувствительный; непотупленный; точеный
11 . интенсивный (прил . ) мучительный; тревожный; мучительный; жестокий; интенсивный; болезненный; серьезный; болит; насильственный
) мучительный; тревожный; мучительный; жестокий; интенсивный; болезненный; серьезный; болит; насильственный
12 . живой (прил .) Активный; юркий; энергичный; оживленный; быстрый
13 . наблюдательный (прил .) Проницательный; умный; яркий; блестящий; гепатит; резкий; умный; знание; знающий; сообразительный; наблюдательный; сообразительный; сообразительный; сообразительный; умный; мудрый
14 . заостренный (прил .) игольчатая; игольчатый; заостренный; острый; колючая; клык; мукронат; игольчатый; остроконечный; острый; пикировал; указал; заостренный; колючий; с шипами; остроконечный; колючий; колючий
15 . короткий (прил .) Невнимательный; короткая; легкомысленный; бесцеремонный; неблагодарный
16 . стильный (прил .) В моде; шикарный; лихой; нарядный; эксклюзивный; модный; в; модный; шикарный; резкий; стильный; шикарный; свист; тонированный; Тони; триггерный; ультрамодный; с-это
17 . просто (другое) точно; взрыв; именно так; только; точно; правильно; спанг; квадрат; прямо
просто (другое) точно; взрыв; именно так; только; точно; правильно; спанг; квадрат; прямо Антонимический ряд :
мягкий; блеф; тупой; небрежный; глубокий; тусклый; тупой; тупой; плоский; нежный; постепенный; полый; неактивный; в различных; неумелый; нечувствительный; вид; незначительный; расплывчато
ГОСТ 14701-69 – Клинья для двух
ГОСТ 14701-69
Группа Г23
2060-0040
КЛИНЬЯ ДЛЯ ДВУХ- И ТРЕХСТОРОННИХ ДИСКОВЫХ ФРЕЗ
и размеры двойные и размерыдвойные и размеры
-угловые дисковые фрезы.
Конструкция и размеры
Дата введения 1970-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановления стандартов, мер и измерений приборов при Совете Министров СССР от 2 июня 1969 г. N 633
Постановлением Госстандарта от 29.05.84 N 1762 снято ограничение срока действия
ПЕРЕИЗДАНИЕ. Апрель 1992 г.
ВЗАМЕН ГОСТ 9406-60 в части клиньев и МН 1001-60
1. Конструкция и размеры клиньев должны соответствовать указанным на чертеже и в таблице.
Конструкция и размеры клиньев должны соответствовать указанным на чертеже и в таблице.
Чертеж
Размеры, мм
Обозна- | Приме- | 9045 9045 Диаметр фрезы | | (пред. Откл. +0,05) | | ||||||||||
2060-0041 | 100 | 100 | 8 | 3,5 | 4,4 | ||||||||||
0042 | 18463 | 18463 | |||||||||||||
0043 | 22 | 15 | |||||||||||||
0044 | 125 | 12 | 12,5 | 12,5 | 12,5 | ||||||||||
0045 | 16 | 10 | |||||||||||||
003 9506 9506 | |||||||||||||||
0046 9506 | |||||||||||||||
0047 | 25 | 18 | |||||||||||||
0048 | 0048 16 | 8 | 4,3 | 5,7 | |||||||||||
0049 | 18 | 12 | 12 | 22 | 15 | ||||||||||
0051 | 28 | 28 | 9506 9506 180 и 200 | 12 | 18 | 7 | 5,9 3 | ||||||||
10 | 0054 | 20 | 13 | ||||||||||||
0055 | |||||||||||||||
0056 | 32 | 22 | |||||||||||||
0057 | 3 9272 | 8 | 6,3 | 8 | |||||||||||
0058 | |||||||||||||||
0058 | 0059 | 22 | 15 | ||||||||||||
0060 | 28 | 36 | 25 | ||||||||||||
0062 | 315 | 16 9046 | 16 9046 | 20 | 13 | ||||||||||
0064 | 25 | 25 | 25 | 9045 8 | 22 | ||||||||||
2060-0066 | 40 |
 Острые кромки притупить фаской 0,4х45 °.
Острые кромки притупить фаской 0,4х45 °.  4.
4.