Гост развертка коническая: ГОСТ 11179-71 Развертки конические. Конусность 1:10. Конструкция и размеры / 11179 71
alexxlab | 07.08.2021 | 0 | Разное
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ КОНИЧЕСКИЕ КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 11179-71
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
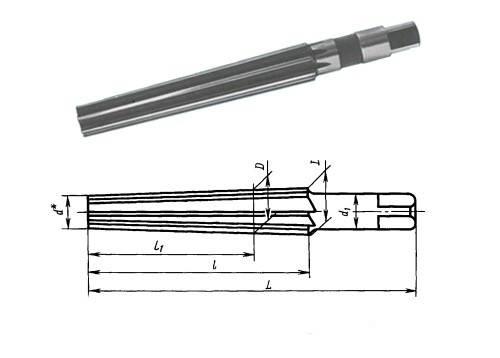
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 марта 1971 г. № 477 срок введения установлен с 01.07.72 1. Настоящий стандарт распространяется на чистовые и предварительные конические развертки с конусностью 1:10, предназначенные: диаметрами от 38 до 95 мм – для обработки отверстий в зубчатых муфтах – по ГОСТ 5006-83; диаметрами 80 и 100 мм – для обработки внутренних конусов (гнезд) шпинделей станков по ГОСТ 7343-72. 2. Конструкция и основные размеры разверток должны
соответствовать указанным на чертеже и в табл. * Размеры для справок Таблица 1 Развертки для обработки отверстий муфт Размеры, мм
Таблица 2 Развертки для обработки внутренних конусов шпинделей Размеры, мм
 Номинальные диаметры D, D1и d установлены
для чистовых разверток. Номинальные диаметры D, D1и d установлены
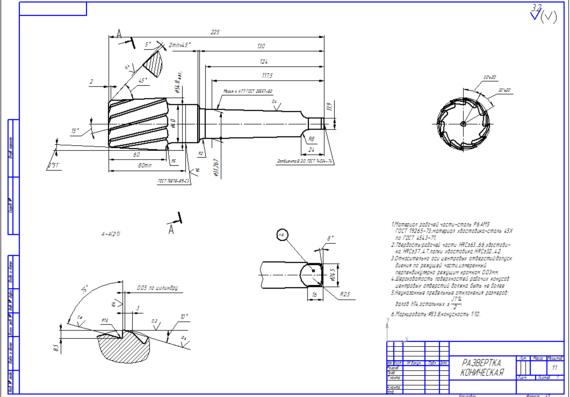
для чистовых разверток.Пример условного обозначения чистовой конической развертки конусностью 1:10, диаметром D = 80 мм: Развертка 2372-0178 ГОСТ 11179-71 То же, предварительной конической развертки: Развертка 2372-0178-1 ГОСТ 11179-71 3. Размеры квадратов – по ГОСТ 9523-84. 4. Центровые отверстия – форма В по ГОСТ 114034-74. 5. Элементы конструкции и геометрические параметры разверток указаны в приложении (рекомендуемом). 6. Технические требования – по ГОСТ 11178-81. Рекомендуемое 1. Элементы конструкции и геометрические параметры предварительных разверток указаны на черт. 1 и в табл. 1 и 2. А – А Профиль стружкоразделительных канавок * Размеры для справок Черт. Таблица 1 Развертки для обработки отверстий муфт Размеры, мм
Таблица 2 Развертки для обработки внутренних конусов шпинделей Размеры, мм
2. Таблица 3 Развертки для обработки отверстий муфт Размеры, мм
Таблица 4 Развертки для обработки внутренних конусов шпинделей Размеры, мм
3. Размеры радиусов скруглений и фасок, не указанных в
настоящем стандарте, принимаются по технологическим соображениям. 4. Шероховатость поверхностей не указанная в технических требованиях ГОСТ 11178-81, – с параметром Rzне более 20 мкм по ГОСТ 2789-73.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 1
1

 Геометрические параметры чистовых разверток указаны
на черт. 2 и в табл. 3 и 4.
Геометрические параметры чистовых разверток указаны
на черт. 2 и в табл. 3 и 4. откл. ±2°)
откл. ±2°)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ КОНИЧЕСКИЕ КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 6226-71
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 марта 1971 г. № 474 срок введения установлен Проверен в 1984 г. с 01.07.72 1. Настоящий стандарт распространяется на конические развертки для обработки отверстий под коническую резьбу по ГОСТ 6111-52 и под трубную коническую резьбу по ГОСТ 6211-81. 2. Основные размеры разверток должны соответствовать указанным на чертеже и в таблице; Исполнение 1 Исполнение 2 Размеры, мм
Пример условного обозначения развертки для отверстий под коническую дюймовую резьбу 3/4″, исполнения 1: Развертка 2373-0036 ГОСТ 6226-71 То же, под трубную коническую резьбу 3/4, исполнения 1: Развертка 2373-0046 ГОСТ 6226-71 3. 4. Центровые отверстия – формы В или R по ГОСТ 14034-74. 2 – 4. (Измененная редакция, Изм. № 1). 5. Технические требования – по ГОСТ 10083-81. 6. Геометрические параметры разверток указаны в приложении (рекомендуемом). Рекомендуемое 1. Геометрические параметры разверток указаны на чертеже и в таблице. Размеры, мм
2. 3. Шероховатость поверхностей, не указанная в технических требованиях ГОСТ 10083-81, – с параметром Rzне более 20 мкм по ГОСТ 2789-73.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Размеры
конусов Морзе – по ГОСТ 25557-82.
Размеры
конусов Морзе – по ГОСТ 25557-82. Размеры
радиусов округлений и фасок, не указанных в настоящем стандарте, принимаются по
технологическим соображениям.
Размеры
радиусов округлений и фасок, не указанных в настоящем стандарте, принимаются по
технологическим соображениям.для автомобильных конических разверток
ХАРАКТЕРИСТИКИ И ПРЕИМУЩЕСТВА
Мы разработали наши конические автомобильные конусные фрезы с левой спиралью и правой насечкой, чтобы получить максимальную отдачу от быстрорежущей стали и создать превосходное качество поверхности. Добавление цилиндрической конструкции позволяет создать гладкий режущий инструмент, который может удовлетворить потребности автомобильной промышленности. Мы гордимся тем, что являемся экспертным ресурсом для всех наших партнеров и отраслей, с результатами, которые могут быть воспроизведены без исключения.
РЕЗУЛЬТАТЫ
Предназначенные для развертывания шаровых шарниров и наконечников рулевых тяг, концевые фрезы с левой спиралью и правосторонней нарезкой имеют медленную спираль, чтобы избежать захвата материала при фрезеровании в намеченной области. Эти конические концевые фрезы с конусностью 1-1/2 на фут используются для «сквозных» или «предварительно просверленных отверстий» для тяжелой строительной техники, транспортных средств для отдыха (квадроциклов), автобусов, снегоходов и тележек для гольфа. Простой факт заключается в том, что наши концевые фрезы удивительно эффективны и не оставляют нам никаких претензий, когда результаты неопровержимы.
| КОНИЧЕСКИЕ КОНИЧЕСКИЕ ФРЕЗЫ ДЛЯ АВТОМОБИЛЕЙ | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| УГОЛ | ДИАМЕТР | ДЛИНА | КОЛ-ВО ФЛЕЙТ | БЕЗ ПОКРЫТИЯ* | |||||||||
| НА СТОРОНУ | ВКЛЮЧЕНО | РАЗМЕР НАКОНЕЧНИКА | БОЛЬШОЙ КОНЕЦ | ХВОСТОВИК | ВЫРЕЗА | КОМБИНЕЗОН | |||||||
| А | +0°30′ | Д2 | +. 002″ 002″ | Д3 | Д1 | Л2 | +.100″ | Л1 | Деталь № | ЭДП# | |||
| -0°30′ | -.002″ | -.000″ | |||||||||||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,3750 | 0,6250 | 1/2 | 0,500 | 2.000 | 4,375 | 4 | АТ-608 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,3750 | 0,8750 | 3/4 | 0,750 | 4.000 | 6,625 | 4 | АТ-616 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,5000 | 0,7500 | 1/2 | 0,500 | 2.000 | 4,375 | 4 | АТ-808 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,5000 | 1. 0000 0000 | 3/4 | 0,750 | 4.000 | 6,625 | 4 | АТ-816 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,6250 | 0,8750 | 3/4 | 0,750 | 2.000 | 4,625 | 4 | АТ-1008 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,6250 | 1.1250 | 1 | 1.000 | 4.000 | 6.875 | 4 | АТ-1016 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,7500 | 1.0000 | 3/4 | 0,750 | 2.000 | 4,625 | 4 | АТ-1208 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,7500 | 1.2500 | 1 | 1.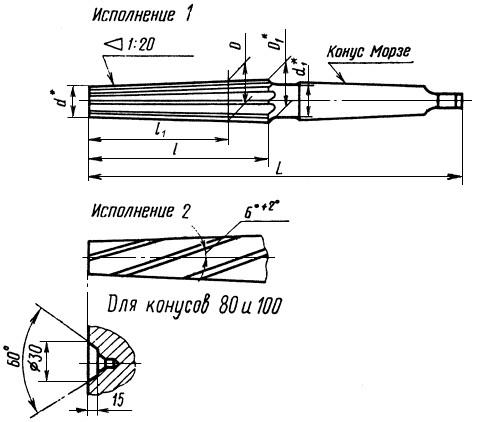 000 000 | 4.000 | 6.875 | 4 | АТ-1216 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,8750 | 1.1250 | 1 | 1.000 | 2.000 | 4,875 | 4 | АТ-1408 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 0,8750 | 1.3750 | 1 1/4 | 1.250 | 4.000 | 6.875 | 4 | АТ-1416 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 1.0000 | 1.2500 | 1 | 1.000 | 2.000 | 4,875 | 4 | АТ-1608 | – | |||
| 3° 34′ 35″ | 7° 9′ 10″ | 1.0000 | 1,5000 | 1 1/4 | 1.250 | 4.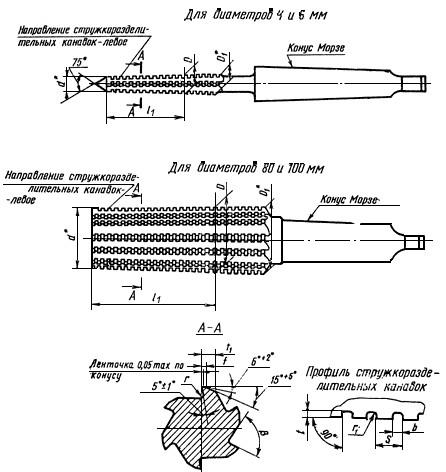 000 000 | 6.875 | 4 | АТ-1616 | – | |||
УСОВЕРШЕНСТВОВАНИЕ ПРОИЗВОДСТВА
Правильная настройка и выбор инструмента могут повысить качество ваших ходовых деталей почти в 3 раза. Вместо использования 7-осевого многоосевого станка и значительного времени программирования для резки угла наклона, использование наших конических концевых фрез позволило улучшить отделку и значительно повысить производственные результаты.
Тяжелая обработка
Тяжелая обработкаНаш ассортимент режущих инструментов для тяжелой обработки включает в себя как фрезерные, так и токарные изделия. Здесь мы сосредоточимся на удалении первого слоя материала с крупногабаритных поковок, отливок и проката.
Типичными клиентами являются крупные крупные производители, поставщики материалов и субподрядчики, поставляющие предварительно обработанные заготовки. Для этих операций требуются высоконадежные инструменты, способные работать в очень тяжелых условиях.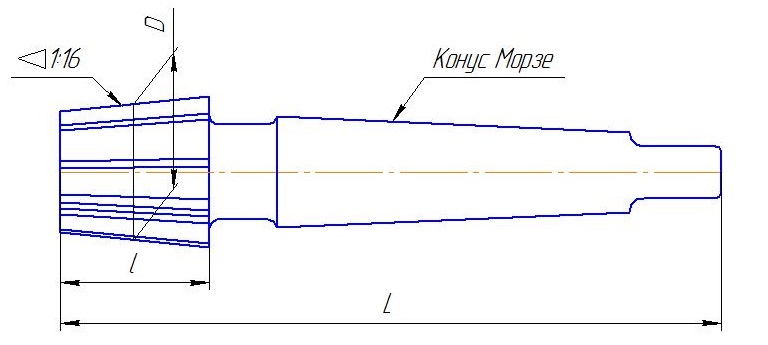
Наш значительный опыт означает, что у нас есть широкая клиентская база, с инструментами Dormer Pramet, которые обрабатывают коленчатые валы круизных лайнеров до компонентов для крупнейших ветряных электростанций!
Мы предлагаем специальные геометрии для контроля над стружкообразованием, сплавы, которые обеспечивают надежную стойкость и долговечность инструмента, а также быстро реагируют на изготовление инструмента по индивидуальному заказу.
Download the brochures for more informationPRAMET-HEAVY-MACHINING-2019-EN
visibilityView
file_downloadDownload
Scarfing-2020-EN
visibilityView
file_downloadDownload
BAR PEELING 2022
visibleViewView
file_downloadDownload
Тяжелое фрезерование Наш ассортимент фрезерных станков включает торцевые фрезы, фрезы для обработки уступов 90°, спиральные фрезы, фрезы для снятия фасок и специальные фрезы. Нашими главными приоритетами в этом применении являются высокая производительность съема металла и надежность режущей кромки.
Нашими главными приоритетами в этом применении являются высокая производительность съема металла и надежность режущей кромки.
Для тяжелого точения мы предлагаем набор пластин с положительной и отрицательной геометрией и соответствующие держатели инструментов, предназначенные для удаления первого неровного слоя материала. Эксцентриситет заготовки очень распространен, и наши инструменты изготавливаются так, чтобы обеспечить механическую стабильность. Пластины со сменными пластинами должны справляться с очень абразивными поверхностями заготовок, быть износостойкими и прочными, чтобы выдерживать прерывистое резание. Эти продукты могут достигать высокой скорости съема металла до 1500 кг/ч.
Зачистка прутка Мы предлагаем специальный ассортимент для уменьшения диаметра прутка и удаления металлургических дефектов из кованых и прокатных заготовок. Сюда входят пластины различной формы, геометрии и сплавов для сталей, нержавеющих сталей и других труднообрабатываемых материалов. Кроме того, мы поставляем зажимные системы и кассеты для удовлетворения различных потребностей клиентов, таких как надежность процесса, качество поверхности и долговечность режущей кромки. Важными элементами этого приложения являются высокая производительность, точность размеров и превосходное качество поверхности.
Кроме того, мы поставляем зажимные системы и кассеты для удовлетворения различных потребностей клиентов, таких как надежность процесса, качество поверхности и долговечность режущей кромки. Важными элементами этого приложения являются высокая производительность, точность размеров и превосходное качество поверхности.
Кроме того, мы поставляем полный набор решений для различных операций, выполняемых в отрасли производства труб, в том числе:
Зачистканесколько мировых компаний предлагают полную программу вставок для зачистки — процесса удаления наплавленного металла, образующегося при производстве труб. Наш ассортимент включает вставки для наружной зачистки и держатели инструментов, а также кольца для внутренних операций для труб всех распространенных диаметров.
Инструмент для обработки труб и труб большого диаметра:Мы производим широкий ассортимент специальной продукции для производителей труб большого диаметра.
Включает в себя инструменты, используемые для операций фрезерования фасок при подготовке к процессу продольной сварки, а также продукты для окончательной операции снятия фаски с торцевой поверхности трубы с углами в соответствии с потребностями заказчика.