Гост сварка автоматическая: ГОСТ 8713-79* «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры»
alexxlab | 21.05.2023 | 0 | Разное
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Главная / Услуги / ГОСТы и СНиПы / ОСТ 26 291-94 Сосуды и аппараты стальные сварные. Общие технические условия / Версия для печати
Примечания 1. 2. Необходимость подогрева для предотвращения трещин при сварке малоуглеродистых и низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщины свариваемых элементов, содержания углерода и других факторов определяется технологией предприятия-изготовителя сосудов. 3. Марки проволоки типов Св-10НЮ и Св-10Х2М принимаются по ТУ 14-1-2219-77, типа Св-10ХМФТУ – по ТУ 14-1-4355-87, типов Св-10Х3М1А и Св-10Х3ГМФТА – по ТУ 14-1-49-1414-90. Марки флюсов типов ФП-33 и ФП-33М принимаются по ТУ 5.965-11238-83, типов ФЦ-16 и ФЦ-16А-по ТУ 108.948.02-85, типа АНЦ-1 – по ТУ 108.1424-86. 4. При сварке хромомолибденовых сталей требуются специальные меры (подогрев, термическая обработка и др.). << назад / в начало / вперед >> 28 Февраля 2012 г. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ).
).
 п. 2.8.1 настоящего стандарта)
п. 2.8.1 настоящего стандарта) Условия выполнения сварных соединений с различным сочетанием сварочных проволок определяется технологией, согласованной со специализированной научно-исследовательской организацией.
Условия выполнения сварных соединений с различным сочетанием сварочных проволок определяется технологией, согласованной со специализированной научно-исследовательской организацией.
ГОСТ 11533-75. Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры (67021)
Таблица 8
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | s | h | e=e1 | e | e1 | a1 | a2 | a1 | a2 | b | g=g1 | ||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||||||||||||
b, град | ||||||||||||||||||||||||||
179-175 | 89-85 | 174-170 | 84-80 | 169-165 | 79-75 | 174-170 | 84-80 | 169-165 | 79-75 | Св. 90 | До 90 | |||||||||||||||
У5 | А; П | От 20 до 26 | s-6 2 | s+2 | 0,8s+5 | 0,7s+5 | s+10 | 1,3s+8 | a-(180-b) | a+(180-b) | a-(90-b) | a+(90-b) | 0 | +1 | 2 | ±1,5 | ||||||||||
Св. | s+4 | |||||||||||||||||||||||||

 26 до 40
26 до 40Примечание. При полуавтоматической сварке притупление равно 3 ± 1 мм и .
Таблица 9
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е | е1 ±2 | a1 | a2 | a1 | a2 | b | g=g1 | |||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | ||||||||||||||||||
b, град | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||||||||||
179-175 | 89-85 | 174-140 | 84-80 | 169-165 | 79-75 | 179-165 | 89-75 | Св. 90 | До 90 | ||||||||||||
У5 | Апш; Ппш; | От 20 до 24 | s-6 2 | 0,9s+2 | 0,8s+5 | 0,7s+5 | 10 | 3 | a-(180-b) | a+(180-b) | a-(90-b) | a+(90-b) | 0 | +1 | 2,5 | ±1,5 | |||||
Св. | 4 | ||||||||||||||||||||
Св. 26 до 28 | s+4 | 14 | |||||||||||||||||||
Св. 28 до 30 | 5 | ||||||||||||||||||||
Св. 30 до 40 | |||||||||||||||||||||
 24 до 26
24 до 26Примечание. При полуавтоматической сварке притупление равно 3 ± 1 мм и .
Таблица 10
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h=h1 | e=e1 не более | a1, град | a2=a3, град | b | g=g1 | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
179-136 | ||||||||||||
У6 | А; П | От 20 до 40 | s-6 2 | 0,8s+2 | a-(180-b) | 0 | +4 | 2,5 | +1,0 -2,0 | |||
Св. 40 до 60 | 0,75s | |||||||||||
Примечание. При полуавтоматической сварке притупление равно 3 ± 1 мм и .
Таблица 11
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е, не более | е1 ±2 | a1, град | a2=a3, град | b | g=g1 | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||
179-136 | |||||||||||||
У6 | Апш; Ппш | От 20 до 26 | s-6 2 | 0,8s+2 | 16 | a-(180-b) | 0 | +4 | 2,5 | +1,0 -2,0 | |||
Св. 26 до 36 | 17 | ||||||||||||
Св. 36 до 40 | 19 | ||||||||||||
Св. 40 до 50 | 0,75s | 20 | |||||||||||
Св. 50 до 60 | 25 | ||||||||||||

Примечание. При полуавтоматической сварке притупление равно 3 ± 1 мм и .
При полуавтоматической сварке притупление равно 3 ± 1 мм и .
Таблица 12
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | a1, град | b | g, не менее | |||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | b, град | |||||||||
91-100 | 101-110 | 111-120 | 121-135 | 136-175 | 175-136 | 135-91 | ||||||||
Т1 | s1³ 0,7s | А; П | От 3 до 4 | 4 | 6 | b-90 | 0 | +1,0 | 1,5±1,0 | 3 | ||||
Св. | 5 | 8 | ||||||||||||
Св. 6 до 10 | 6 | 0,4s+7 | 0,6s+7 | 0,9s+7 | 1,1s+7 | |||||||||
Св. 10 до 16 | ||||||||||||||
Св. 16 до 20 | 8 | +1,5 | 4 | |||||||||||
Св. 20 до 30 | 9 | 5 | ||||||||||||
Св. 30 до 40 | 0,5 | 0,35s | ||||||||||||
 4 до 6
4 до 6Примечание. Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании.
Таблица 13
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | е1, не менее | a1, град | b | g | |||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||
91-100 | 101-110 | 111-120 | 121-130 | 131-135 | |||||||||||
Т2 | s1³ 0,7s | Апш; Ппш | От 3 до 5 | 4 | 6 | 4 | b-90 | 2 | ±2 | 3 | ±2 | ||||
Св. 5 до 9 | 5 | 8 | 5 | 4 | |||||||||||
Св. 9 до 14 | 6 | 0,4s+7 | 0,6s+7 | 0,9s+7 | 1,1s+5 | 6 | 5 | ||||||||
Св. | 8 | 8 | 6 | ||||||||||||
Св. 20 до 24 | 0,5s | 10 | 7 | ||||||||||||
Св. 24 до 30 | 8 | ||||||||||||||
Св. 30 до 40 | 9 | ||||||||||||||

 14 до 20
14 до 20Таблица 14
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не менее | a1, град | a, град | b | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | |||||||
89-45 | 91-135 | Св. 90 | До 90 | ||||||||
Т3 | s1³ 0,7s | А; П | От 3 до 4 | 3 | 5 | b-90 | 90-b | b | 0 | +0,8 | |
Св. 4 до 5 | +1,0 | ||||||||||
Св. 5 до 10 | 4 | 7 | +1,5 | ||||||||
Св. 10 до 16 | 5 | 9 | |||||||||
Св. | 0,35s | 0,5s | |||||||||

 16 до 40
16 до 40Примечание. Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании.
Таблица 15
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е=е1 ±1 | a1, град | a, град | g1, не менее | b | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | ||||||||
89-45 | 91-135 | Св. 90 | До 90 | |||||||||
T4 | А; П | От 3 до 4 | 5 | b-90 | 90-b | b | 3 | 0 | +0,8 | |||
Св. 4 до 6 | +1,0 | |||||||||||
Св. 6 до 10 | 7 | 4 | +1,5 | |||||||||
Св. 10 до 16 | 16 | 5 | ||||||||||
Св. 16 до 40 | 0,5s | 0,3s | ||||||||||

Примечание. Размеры е и е1 относятся к нерасчетным швам. Для расчетных швов е и е1 устанавливаются при проектировании.
Размеры е и е1 относятся к нерасчетным швам. Для расчетных швов е и е1 устанавливаются при проектировании.
Таблица 16
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е1 ±1 | a1, град | е ±1 | a, град | g1, не менее | b | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | |||||||||
89-45 | 91-135 | Св. 90 | До 90 | ||||||||||
T4 | Апш; Ппш | От 3 до 4 | 5 | b-90 | 90-b | 3 | b | 3 | 0 | +0,8 | |||
Св. 4 до 6 | +1,0 | ||||||||||||
Св. 6 до 10 | 7 | 4 | +1,5 | ||||||||||
Св. 10 до 16 | 9 | 4 | 5 | ||||||||||
Св. 16 до 40 | 0,5s | 5 | 0,3s | ||||||||||
Примечание.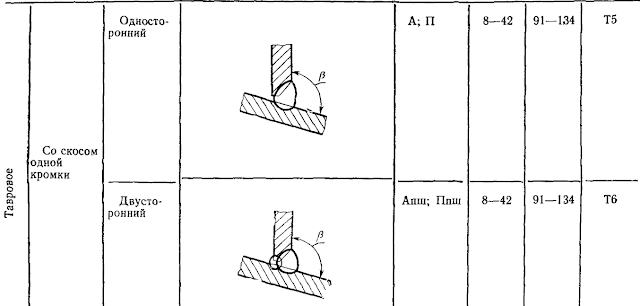 Размеры е и е1 относятся к нерасчетным швам. Для расчетных швов е и е1 устанавливаются при проектировании.
Размеры е и е1 относятся к нерасчетным швам. Для расчетных швов е и е1 устанавливаются при проектировании.
Таблица 17
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е1, не более | a, град | b | g | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
91-134 | ||||||||||
T5 | s1³ 0,7s | А; П | От 8 до 10 | 1,3s+7 | a-(b-90) | 2 | ±2 | 4 | ±2 | |
Св. 10 до 14 | ||||||||||
Св. 14 до 16 | 5 | |||||||||
Св. 16 до 18 | 6 | |||||||||
Св. 18 до 20 | ||||||||||
Св. 20 до 42 | 7 | |||||||||
Скачать бесплатно
Китай Производитель шаровых кранов, Шаровой кран для трубопроводов, Поставщик дисковых затворов
Дом Производители/Поставщики
Подробнее
Список продуктов
Выбранные поставщики, которые могут вам понравиться
Пластиковый шаровой кран из ПВХ для подачи воды от производителя-поставщика в Тайчжоу, провинция Чжэцзян
Рекомендуемый продукт
Свяжитесь сейчас
У нас есть все шаровые краны, которые вы хотите, по выгодной цене Press Ball Valve
Свяжитесь сейчас
У нас есть все шаровые краны, которые вы хотите, по выгодной цене Press Ball Valve
Свяжитесь сейчас
Заводской алюминиевый корпус из нержавеющей стали с мягким уплотнением из литого железа вафельный клапан-бабочка
Свяжитесь сейчас
DN400 16-дюймовый клапан-бабочка класса 150 с фланцем из металла
Свяжитесь сейчас
Поставщик высококачественных дроссельных клапанов вафельного типа Pn16 из чугуна
Свяжитесь сейчас
Домашний шаровой клапан из 3 частей
Свяжитесь сейчас
Производитель шаровых кранов из углеродистой стали 2PC
Свяжитесь сейчас
Шаровой кран высокого давления с резьбовым концом
Свяжитесь сейчас
EPDM/NBR/Viton/FKM/FPM Полностью футерованная бесфланцевая проушина Двойной фланец Фланцевый Низкое или среднее давление со средним концентрическим центром MID Линейный дисковый затвор с футеровкой
Свяжитесь сейчас
A395 A536 Di Al Алюминиевый сплав ADC12 Поворотный затвор со сменным седлом из EPDM/NBR/FKM/FPM с коробкой передач с ручным рычагом Электрический/пневматический/гидравлический привод
Свяжитесь сейчас
Ручной рычажный ключ из алюминиевого сплава SS304 Saf2205 Saf2507 1,4529 1,4469 1,4462 1,4408 CF3 CF3m F53 F55 Ss Дуплексный корпус из нержавеющей стали Вафельный дроссельный клапан
Свяжитесь сейчас
1/2″ DN15 мини-тип компактный шаровой кран из нержавеющей стали
Свяжитесь сейчас
Отличное качество Ss 2-дюймовый полнопроходной 3PC шаровой клапан
Свяжитесь сейчас
Трехходовой шаровой кран из нержавеющей стали класса 150, 1 дюйм
Свяжитесь сейчас
Национальный орган по стандартам и метрологии
Информационные страницыНовостиКаталог Стандарта
Главная/ Каталог стандартов
| КОДЫ И НАИМЕНОВАНИЯ ОБЛАСТЕЙ ДЕЯТЕЛЬНОСТИ ПО СТАНДАРТИЗАЦИИ ПО КЛАССИФИКАТОРУ СТАНДАРТОВ РА | Искать в Каталоге эталонов |
Результат поиска – 13
| Справочный номер нормативного документа | Название нормативного документа | Статус нормативного документа | Разработчик нормативного документа и его адрес | Доступные языки | Цена в драмах РА (AMD) (включая НДС) | Добавить в корзину |
ГОСТ 31. 211.41-93 211.41-93 | Элементы и монтажные узлы сборно-разборных приспособлений для сборки и сварки. Основные конструктивные элементы и параметры. Нормы точности | Активный | Госстандарт России – | Русский | 7600 | |
| ГОСТ 31.211.42-93 | Элементы и монтажные узлы сборно-разборных приспособлений для сборки и сварки. Технические требования. Правила приема. Методы контроля. Маркировка, упаковка, транспортировка и хранение | Активный | | Русский | 2400 | |
| ГОСТ 19140-94 | Токарные станки двухстоечные горизонтальные сварочные. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 1200 | |
| ГОСТ 19141-94 | Вертикальные сварочные аппараты. Типы, основные параметры и размеры | Активный | | Русский | 1200 | |
| ГОСТ 19143-94 | Универсальные сварочные токари. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 1600 | |
| ГОСТ 21694-94 | Сварочное механическое оборудование. Общие характеристики | Активный | | Русский | 4800 | |
| ГОСТ 23556-95 | Стойки для сварочных автоматов. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 1600 | |
| ГОСТ 28920-95 | Токарные станки для роликовой сварки. Типы, основные параметры и размеры | Активный | | Русский | 1200 | |
| ГОСТ 30220-95 | Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 800 | |
| ГОСТ 30275-96 | Манипуляторы для контактной точечной сварки. Общие характеристики | Активный | | Русский | 2400 | |
| ГОСТ 30295-96 | Сварочные позиционеры. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 2400 | |
| ГОСТ 31596-2012 | Газонепроницаемость оборудования и аппаратов для газовой сварки, резки и родственных процессов. Допустимые нормы внешней утечки газа и процедуры измерения | Активный | | Русский | 2000 | |
| ГОСТ Р МЭК 60974-1-2012 | Оборудование для дуговой сварки. |