Гост сварная балка: ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент
alexxlab | 24.08.2018 | 0 | Разное
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК “Трансстрой”СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденные Показать действующие Показать частично действующие Показать не действующие Показать проекты Показать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Двутавр ГОСТ
Двутавр – профиль из металла, который изготавливается из низколегированной и углеродистой стали, дерева или стеклопластика. Сечение напоминает две буквы «Т», соединенные вместе и образует букву «Н». Двутавр используется в строительном деле для формирования жилых помещений.
Особенность двутавра в том, что он в 30 раз жестче и в 7 раз прочнее обычной квадратной балки. Даже швеллер не имеет такой прочности.
Минусом является его устойчивость к скручиванию. Сфера использования: монтаж балок потолочного перекрытия. Мы рассмотрим разновидности изделий, их характеристики, а также положения ГОСТ двутавра.
Виды двутавров и характеристики
В строительстве конструкций обойтись без двутавра нельзя. Ввиду этого профили делаются не только из стали, но и из следующих материалов:
- дерево;
- алюминий;
- железобетон;
- стеклопластик.
Для частного домостроения используются стальные двутавры, деревянные и сварные. Свои технические характеристики материал получил благодаря особому сечению. Все основные положения о двутаврах указаны в ГОСТ 8239-89. Согласно положению, поперечное сечение профиля должно выглядеть таким образом:
Где: h является высотой, b – шириной полки, S – толщиной стенки, t – средней толщиной полки, R – радиусом внутреннего закругления, r – радиусом закругления полки.
Горизонтальная поверхность, которых у него две, называется полкой. Она служит опорной площадкой и является несущей. Нагрузка распределяется по поверхности и не дает двутавру опрокинуться или перекоситься. Получается что перекрытия, сделанные из этих балок, получаются высокопрочными, что важно для дальнейших монтажных работ.
Обратите внимание! Прочность двутавров, расположенных рядом, суммируется. А прочность двутавров, которые укладываются друг на друга, умножается на 4.
Основные параметры изделий:
- площадь сечения и размеры;
- Справочные значения для осей;
- масса 1 м балки.
Чтобы правильно выбрать двутавровые балки из металла, важно проверить соответствие продукции нормативам, прописанных в ГОСТ.
Маркирование и габариты балок
Согласно ГОСТ двутавр широкополочный 8239-89, размер изделия определяется высотой его стенки. Как это понять? Например, если взять профиль номер 14, то его высота (расстояние между полкой) будет составлять 140 мм, значит, балка под номером 55 будет иметь высоту 550 мм. Но это далеко не все параметры, которые прописаны в ГОСТ и характеризуют материал. Каждый номер балки имеет свои размеры, площадь сечения, массу и величины для осей. Балки можно отличить по таким параметрам:
- расположение полок. Изделия бывают параллельными или имеют уклон внутренних граней;
- принцип изготовления. Балки делаются сварными из листов стали, и горячекатаными. Горячекатаные представляют собой монолитную конструкцию из металла;
- точность производства. Маркой «Б» обозначаются двутавры, выполнены с повышенной точностью, а марка «В» указывает на обычную точность.
Для начала рассмотрим параметры горячекатаного двутавра, его размеры и сечение указаны в таблице согласно ГОСТ 8239-72:
Дополнения:
- Вес 1 м балки и площадь ее поперечного сечения вычислялись по номинальным размерам, при плотности стали в 7850 кг/м3.
- Значения в таблице, предоставленной выше, определяются так: «І» обозначает момент инерции, «W» говорит о моменте сопротивления, «S» о статическом моменте полусечения. Что касается значения «і», то оно говорит о радиусе инерции.
В ГОСТ также указываются предельные отклонения массы и габаритов. Их можно увидеть на данном фото:
Обозначения расшифровываются так:
- b1 – ширина части, которая укорочена;
- b2 – ширина части, которая удлинена;
- ∆ – уровень перекоса;
- f – уровень прогиба у стенки двутавра.
Нормальными принято считать металлические двутавры, которые имеют уклон граней внутри от 6 до 12%. По своему назначению их можно разделить на два вида: обычные и специальные. Сортамент двутавров указан в ГОСТ 19425-74. Он подходит в качестве балок подвесных путей, а также может быть использован для армирования шахтного ствола. В первом случае это серия «М», во втором серия «С».
ГОСТ 26020-83 указывает на изготовление двутавров с расположением граней внутри параллельного типа. В зависимости от особенностей, можно отметить такие виды изделий:- Балочные, высота которых достигает 1 м, а ширина полок составляет 32 см. Обозначаются буквой «Б».
- Широкополочные изделия, высотой до 1 м, а шириной полок до 30 см. Обозначаются буквой «Ш».
- Колонные профили, ширина полки которой близка к его высоте. Обозначаются буквой «К».
Обратите внимание! Стандартный металлопрофиль имеет длину 4–12 м. В наличии есть изделия длиной 13 м. Но размер может быть обговорен согласно требованиям заказчика.
Если говорить о размерах и параметрах широкополочных двутавров, то можно обратить внимание на это фото. Двутавр широкополочный ГОСТ 26020-83 таблица.
Сварные двутавровые профили
Минус горячекатаных двутавров в том, что их размер не превышает 60Б. Если конструкция требует высокой несущей способности и высокого показателя жесткости, то применяется сварной двутавр. Они тоже маркируются по высоте стенки. Типоразмеры изделий начинаются от 45БС, высота которых 45 см, до 200БС, высотой 2,01 м.
Технология создания заключается в использовании листов стали. Она более экономичная, но процесс трудоемок и сложен. Надежность изделий сварного типа и их качество напрямую зависит от оборудования, которое используется для работы, а также от правильного выполнения работ:
- Выбираются заготовки нужной толщины, которые раскраиваются на станках с человеческим программным управлением (ЧПУ). Другой вариант раскройки – оборудование термической резки.
- Что касается сварных работ, то каждый элемент профиля формируется на современном заводе. Сваркой не занимается человек, все происходит на автоматизированной линии с использованием гидравлического прижимного элемента.
- Готовый двутавр следует подвергнуть работе по правке. Благодаря ей устранится термическая деформация изделия, и сама балка будет иметь четкую геометрию.
Причиной некачественного продукта и заниженных эксплуатационных характеристик являются такие факторы:
- создание будущего двутавра из малоуглеродистой стали;
- применение старого оборудования;
- низкий уровень квалификации сварщика;
- неправильное соблюдение технологического процесса.
Подобные кустарные методы неприемлемы. Это скажется на характеристиках материала. Вот почему рекомендуется выбирать те двутавры, которые сделаны надежными компаниями в согласии со всеми положениями ГОСТ.
При помощи метода сварки образуются разнополочные профили. Благодаря этому можно выбрать идеальную площадь сечения, уменьшая большой запас прочности конструкции. К тому же по заказу можно создать сварные двутавры, которые имеют вырезы и отверстия. Такая форма опор экономичная и технологичная.
Подробный процесс изготовления балки сварочным методом вы можете увидеть из этого материала.
Плюсы и минусы двутавровой балки
Вы удивитесь, но на территории России и других странах СНГ есть больше 20 металлургических заводов, производящих продукцию. При этом некоторые настолько большие, что выпускают миллионы прокатной продукции в год.
Большинство из продукции – именно балки Н-сечения. Это непросто, ведь профиль всегда используется в строительстве. Он имеет следующие преимущества:
- Идеальное сечение. Форма подобного балочного элемента самая рациональная, что касается расхода материала и его характеристик.
- Прекрасные показатели износоустойчивости, а также прочность конструкций, которые сделаны с использованием балок.
- Можно не переживать о качестве готовой продукции, так как существуют параметры ГОСТ о двутаврах, а также технические условия создания.
- Применения в строительстве больших многоэтажных конструкциях. И если постройка требует высокой прочности, то ее способны обеспечить монолитные горячекатаные балки, в которых нет сварных швов.
- Разнообразие характеристик и особенностей сварных двутавров. С ними можно облегчить балочную конструкцию, снизив нагрузку на фундамент и себестоимость возведения постройки.
Как видно, плюсов у изделий немало. Но, минусы тоже присутствуют. Их нужно знать и учитывать при строительстве:
- Н-образные профили имеют недостаточную устойчивость к скручиванию. Она в 400 раз меньше, чем у изделий с круглым сечением;
- так как горячекатаные двутавры большого типоразмера отсутствуют, то их приходится заменять балкой, сделанной методом сварки. А подобные изделия имеют другие характеристики;
- неоправданно большая металлоемкость и много отходов, если использовать изделия длинной и толщиной, которые прописаны в ГОСТ, а не указаны заказчиком для определенной цели.
Обратите внимание! Купить прокатную балку вы можете у посредников или же сразу у производителя продукции. А вот двутавры, сделанные методом сварки нужно заказать заранее.
Заключение
Двутавровые балки используются для создания металлического перекрытия, мостового сооружения, вагоностроении и т.д. Благодаря положениям ГОСТ и четкому следованию инструкции по изготовлению, на выходе получаются идеальные изделия, которые можно использовать в той или иной ситуации без страха. Мы рассмотрели особенности изделий, их разновидности, преимущества и недостатки и положения ГОСТ.
Что еще почитать по теме?
Автор статьи:Сергей Новожилов – эксперт по кровельным материалам с 9-летним опытом практической работы в области инженерных решений в строительстве.
Понравилась статья? Поделись с друзьями в социальных сетях:Вконтакте
Одноклассники
Google+
существует ли ГОСТ для сварной балки
Не вся продукции металлургических заводов выпускается в строгом соответствии с государственными стандартами. К примеру, сварная балка производится не на основе ГОСТа, так как он под нее не предусмотрен. Для данного рода продукции существует целый комплекс технических условий, затрагивающих каждый аспект создания данного типа сортамента металлопроката, так же в основу проекта могут закладываться технические характеристики и требования заказчика. Однако, сварная балка будет соответствовать по размерам и характеристикам ГОСТ 26020-83, если она была произведена из металлических листов этого стандарта. Та же ситуация обстоит с продукцией на основе СТО АСЧМ 20-93. Что касается отклонений по геометрии, то они вписываются в требования тех же нормативов. Рассмотрим некоторые из основополагающих норм сварной балки ГОСТ 26020-83 подробнее.
 Сварная балка
Сварная балка
Купить сварную балку можно самых различных размеров, включая соответствующие прокату, который завод уже не выпускает. Готовое изделие будет соответствовать по параметрам горячекатаным материалам. В числе схожих аспектов будет и цена сварной балки, так как трудоемкость изготовления компенсируется отсутствием дорогостоящих прокатных станов.
По высоте элементы могут насчитывать от 200 до 2500 мм, а толщина исходного стального листа варьируется в диапазоне 8-40 мм. Протяженность изделия доходит до 12-ти метров при минимуме в 3. При согласовании с производителем можно купить сварную балку в 14,5 метров длиной. Под сварную балку ГОСТ 26020-83 позволяет определить приблизительный вес, однако, в качестве расчетного параметра используют значение с допуском в три процента. Окончательный вес готового материала определяется практическими методами.
В форме сырья для производства выступает металлический лист длиной в 12 метров, при необходимости используют заготовки большей длины. Марки исходного материала чаще всего используются следующие: спокойные и полуспокойные Ст3, а так же 09Г2С нескольких модификаций.
Учитывая, что сварная балка ГОСТ 26020-83 имеет все соответствующие стандарту основные характеристики, то проводится аналогичный контроль всех этапов производства. В частности, готовый материал проверяется на наличие дефектов в стыковочных и Т-образных швах при помощи ультразвука.
На портале «Мониторинг цен» вы можете сравнить актуальные цены сварной балки от всех официальных поставщиков Москвы и Московской области в ежедневно обновляемой таблице и совершить заказ напрямую у понравившегося поставщика.
Помимо обширного разброса размерностей, маркировка сварной двутавровой балки показывает тип изделия. Соответствующая литера позволяет определить:
- без специальной отметки – с внутренними плоскостями, расположенными под углом друг к другу;
- М –опять-таки с уклоном, для подвесных путей;
- У – узкополочное изделие с гранями, расположенными параллельно;
- К – колонная;
- Ш – широкополочная;
- Б – нормальная;
- Д – среднеполочная;
- С – материал для армирования каналов шахт. В этом случае угол, под которым расположены внутренние плоскости, не превышает отметки в 16 процентов.
Подчеркнем, что цена сварной балки напрямую зависит от типа, так как он влияет на используемые сплавы и некоторые технические стороны самого процесса сварки.
Существует целый комплекс требований, которые позволяют произвести металлоконструкцию надлежащего качества. В первую очередь производители опираются на чертежи, которые были в установленном порядке утверждены, ТИ№1-2008, кроме того применяют под сварную балку ГОСТ 23118.
Марки сталей, используемых в процессе производства, соответствуют требованиям государственных стандартов под номерами 27772 и 19281. Подразумеваются горячекатаные низколегированные и углеродистые сплавы. Металлический лист должен быть предварительно выправлен и не иметь таких дефектов поверхности, как очаги коррозии и пятна загрязнений, а так же влажные участки и грат, кроме того, кромки заготовки обрабатываются шлифовкой.
Тем не менее, основным документом для сварной балки ГОСТ не является, так как конкретные требования к готовой продукции обсуждаются предварительно и указываются в заказе, а значит присутствуют в чертежах КМД. В их числе марка стали, класс прочности и категория качества.
Отклонения по толщине используемого сырья аналогичны для сварной балки ГОСТ 19903. Торцы, при отклонении их отношения от перпендикулярного, не должны приводить к серьезным отличиям длины от максимально разрешенных параметров.
Производители по требованию заказчика режут материал на отдельные элементы. В этом случае качество обработки определяется уклоном полученного среза, который должен соответствовать табличным допускам. Аналогичным образом оценивают несоответствия размерностей, геометрию и швы. На кромках порезанной кислородом продукции не должно быть выступов и впадин более 0,3 мм при машинном методе обработки.
При выборе сварочных материалов для сварной балки ГОСТ не руководствуются, а опираются на данные СНиП П-23. Важно обеспечить прочностные характеристики шва на уровне самого металла листовых заготовок.
Механизированная сварка используется для создания качественных тавровых и поясных швов. Допускается как односторонний метод соединения с учетом подварки основания, так и полный провар стыков. При этом, все соединения должны быть непрерывны. Стыки сварной двутавровой балки зачищаются до создания ровной поверхности.
Что касается допустимых дефектов шва, то возможны следующие:
- непроваренные участки на длине 400 мм менее 50 мм и глубиной до 5 процентов от толщины заготовки;
- поры, подрезы, впадины с ранее оговоренными параметрами.
Недопустимы несплавленные участки по кромкам, а так же трещины. После проведения всех этапов работ сварная балка ГОСТ зачищается от брызг, шлака и излишков расплавленного металла. Все дополнительные приспособления, используемые при сварке, удаляются без нанесения ударов тяжелым инструментом и участок зачищается до нетронутого металла.
При необходимости шов подвергается ремонту, а исправленные соединения – повторному контролю.
Сама поверхность изделия не должна иметь серьезных дефектов, к которым относят рванины и плены, кроме того расслоения и трещины. Нормой считаются небольшие вмятины на ограниченных участках. Все дефекты разрешается устранять путем шлифовки и других методов, но конечный продукт должен соответствовать заданному минимуму по толщине элементов.
существует ли ГОСТ для сварной балки
Не вся продукции металлургических заводов выпускается в строгом соответствии с государственными стандартами. К примеру, сварная балка производится не на основе ГОСТа, так как он под нее не предусмотрен. Для данного рода продукции существует целый комплекс технических условий, затрагивающих каждый аспект создания данного типа сортамента металлопроката, так же в основу проекта могут закладываться технические характеристики и требования заказчика. Однако, сварная балка будет соответствовать по размерам и характеристикам ГОСТ 26020-83, если она была произведена из металлических листов этого стандарта. Та же ситуация обстоит с продукцией на основе СТО АСЧМ 20-93. Что касается отклонений по геометрии, то они вписываются в требования тех же нормативов. Рассмотрим некоторые из основополагающих норм сварной балки ГОСТ 26020-83 подробнее.
 Сварная балка
Сварная балка
Купить сварную балку можно самых различных размеров, включая соответствующие прокату, который завод уже не выпускает. Готовое изделие будет соответствовать по параметрам горячекатаным материалам. В числе схожих аспектов будет и цена сварной балки, так как трудоемкость изготовления компенсируется отсутствием дорогостоящих прокатных станов.
По высоте элементы могут насчитывать от 200 до 2500 мм, а толщина исходного стального листа варьируется в диапазоне 8-40 мм. Протяженность изделия доходит до 12-ти метров при минимуме в 3. При согласовании с производителем можно купить сварную балку в 14,5 метров длиной. Под сварную балку ГОСТ 26020-83 позволяет определить приблизительный вес, однако, в качестве расчетного параметра используют значение с допуском в три процента. Окончательный вес готового материала определяется практическими методами.
В форме сырья для производства выступает металлический лист длиной в 12 метров, при необходимости используют заготовки большей длины. Марки исходного материала чаще всего используются следующие: спокойные и полуспокойные Ст3, а так же 09Г2С нескольких модификаций.
Учитывая, что сварная балка ГОСТ 26020-83 имеет все соответствующие стандарту основные характеристики, то проводится аналогичный контроль всех этапов производства. В частности, готовый материал проверяется на наличие дефектов в стыковочных и Т-образных швах при помощи ультразвука.
На портале «Мониторинг цен» вы можете сравнить актуальные цены сварной балки от всех официальных поставщиков Москвы и Московской области в ежедневно обновляемой таблице и совершить заказ напрямую у понравившегося поставщика.
Помимо обширного разброса размерностей, маркировка сварной двутавровой балки показывает тип изделия. Соответствующая литера позволяет определить:
- без специальной отметки – с внутренними плоскостями, расположенными под углом друг к другу;
- М –опять-таки с уклоном, для подвесных путей;
- У – узкополочное изделие с гранями, расположенными параллельно;
- К – колонная;
- Ш – широкополочная;
- Б – нормальная;
- Д – среднеполочная;
- С – материал для армирования каналов шахт. В этом случае угол, под которым расположены внутренние плоскости, не превышает отметки в 16 процентов.
Подчеркнем, что цена сварной балки напрямую зависит от типа, так как он влияет на используемые сплавы и некоторые технические стороны самого процесса сварки.
Существует целый комплекс требований, которые позволяют произвести металлоконструкцию надлежащего качества. В первую очередь производители опираются на чертежи, которые были в установленном порядке утверждены, ТИ№1-2008, кроме того применяют под сварную балку ГОСТ 23118.
Марки сталей, используемых в процессе производства, соответствуют требованиям государственных стандартов под номерами 27772 и 19281. Подразумеваются горячекатаные низколегированные и углеродистые сплавы. Металлический лист должен быть предварительно выправлен и не иметь таких дефектов поверхности, как очаги коррозии и пятна загрязнений, а так же влажные участки и грат, кроме того, кромки заготовки обрабатываются шлифовкой.
Тем не менее, основным документом для сварной балки ГОСТ не является, так как конкретные требования к готовой продукции обсуждаются предварительно и указываются в заказе, а значит присутствуют в чертежах КМД. В их числе марка стали, класс прочности и категория качества.
Отклонения по толщине используемого сырья аналогичны для сварной балки ГОСТ 19903. Торцы, при отклонении их отношения от перпендикулярного, не должны приводить к серьезным отличиям длины от максимально разрешенных параметров.
Производители по требованию заказчика режут материал на отдельные элементы. В этом случае качество обработки определяется уклоном полученного среза, который должен соответствовать табличным допускам. Аналогичным образом оценивают несоответствия размерностей, геометрию и швы. На кромках порезанной кислородом продукции не должно быть выступов и впадин более 0,3 мм при машинном методе обработки.
При выборе сварочных материалов для сварной балки ГОСТ не руководствуются, а опираются на данные СНиП П-23. Важно обеспечить прочностные характеристики шва на уровне самого металла листовых заготовок.
Механизированная сварка используется для создания качественных тавровых и поясных швов. Допускается как односторонний метод соединения с учетом подварки основания, так и полный провар стыков. При этом, все соединения должны быть непрерывны. Стыки сварной двутавровой балки зачищаются до создания ровной поверхности.
Что касается допустимых дефектов шва, то возможны следующие:
- непроваренные участки на длине 400 мм менее 50 мм и глубиной до 5 процентов от толщины заготовки;
- поры, подрезы, впадины с ранее оговоренными параметрами.
Недопустимы несплавленные участки по кромкам, а так же трещины. После проведения всех этапов работ сварная балка ГОСТ зачищается от брызг, шлака и излишков расплавленного металла. Все дополнительные приспособления, используемые при сварке, удаляются без нанесения ударов тяжелым инструментом и участок зачищается до нетронутого металла.
При необходимости шов подвергается ремонту, а исправленные соединения – повторному контролю.
Сама поверхность изделия не должна иметь серьезных дефектов, к которым относят рванины и плены, кроме того расслоения и трещины. Нормой считаются небольшие вмятины на ограниченных участках. Все дефекты разрешается устранять путем шлифовки и других методов, но конечный продукт должен соответствовать заданному минимуму по толщине элементов.
Сварные двутавровые балки по СТО АСЧМ 20-93 и ГОСТ 26020-83
 Сварная балка
Сварная балка
- Главная
- Сварная балка
- Сварные двутавровые балки по СТО АСЧМ 20-93 и ГОСТ 26020-83
Сварные двутавровые балки по СТО АСЧМ 20-93 и ГОСТ 26020-83
ООО «ЧЗСБ» выпускает следующую номенклатуру сварных двутавровых балокпо СТО АСЧМ 20-93 и ГОСТ 26020-83:
Серия Б – балки нормальные.
| № п/п | Аналог прокатной балки | Размеры | Площадь поперечного сечения,см2 | Масса 1 м,кг | ||||
|---|---|---|---|---|---|---|---|---|
| Н | h | S | t | В |
|
|
||
| мм. | ||||||||
| Стенка | Полки | |||||||
| Нормальные двутавры (балки двутавровые) | ||||||||
| 1 | 20Б1 | 200 | 184 | 6 | 8 | 100 | 27,04 | 21,550 |
| 2 | 25Б1 | 248 | 232 | 6 | 8 | 125 | 33,76 | 26,900 |
| 3 | 25Б2 | 250 | 230 | 6 | 10 | 125 | 38,80 | 30,910 |
| 4 | 30Б1 | 298 | 282 | 6 | 8 | 150 | 40,76 | 32,476 |
| 5 | 30Б2 | 300 | 280 | 8 | 10 | 150 | 52,40 | 41,751 |
| 6 | 35Б1 | 346 | 326 | 6 | 10 | 175 | 54,36 | 43,312 |
| 7 | 35Б2 | 350 | 326 | 8 | 12 | 175 | 68,08 | 54,244 |
| 8 | 40Б1 | 396 | 372 | 8 | 12 | 200 | 77,76 | 61,960 |
| 9 | 40Б2 | 400 | 372 | 8 | 14 | 200 | 85,76 | 68,330 |
| 10 | 45Б1 | 446 | 422 | 8 | 12 | 200 | 81,76 | 65,144 |
| 11 | 45Б2 | 450 | 422 | 10 | 14 | 200 | 98,20 | 78,243 |
| 12 | 50Б1 | 492 | 468 | 10 | 12 | 200 | 94,80 | 75,530 |
| 13 | 50Б2 | 496 | 468 | 10 | 14 | 200 | 102,80 | 81,910 |
| 14 | 50Б3 | 500 | 468 | 10 | 16 | 200 | 110,80 | 88,283 |
| 15 | 55Б1 | 543 | 515 | 10 | 14 | 220 | 113,10 | 90,110 |
| 16 | 55Б2 | 547 | 515 | 10 | 16 | 220 | 121,90 | 97,900 |
| 17 | 60Б1 | 596 | 564 | 10 | 16 | 200 | 120,40 | 95,930 |
| 18 | 60Б2 | 600 | 564 | 12 | 18 | 200 | 139,68 | 111,290 |
| 19 | 70БС | 693 | 661 | 12 | 16 | 230 | 152,92 | 121,840 |
| 20 | 70Б1 | 691 | 659 | 12 | 16 | 260 | 162,28 | 129,300 |
| 21 | 70Б2 | 697 | 657 | 14 | 20 | 260 | 195,98 | 156,150 |
Перечень выпускаемых типо-размеров:
40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 55Б1, 55Б2, 60Б1, 60Б2, 70Б1, 70Б2
Особенности:
– Сварные двутавровые балки данной серии являются самыми часто применимыми при строительстве практически любого объекта.
– Обеспечивает высочайшую надежность и прочность любому строению.
– Производятся из углеродистых сталей С245, С255 (Ст3) и низколегированных сталей С345 (09Г2С).
Серия Ш – балки широкополочные.
| № п/п | Аналог прокатной балки | Размеры | Площадь поперечного сечения,см2 | Масса 1 м,кг | ||||
|---|---|---|---|---|---|---|---|---|
| Н | h | S | t | В |
|
|
||
| мм. | ||||||||
| Стенка | Полки | |||||||
| Широкополочные двутавры | ||||||||
| 1 | 20Ш1 | 194 | 174 | 6 | 10 | 150 | 40,44 | 32,221 |
| 2 | 25Ш1 | 244 | 220 | 8 | 12 | 175 | 59,60 | 47,488 |
| 3 | 30Ш1 | 294 | 270 | 8 | 12 | 200 | 69,60 | 55,456 |
| 4 | 30Ш2 | 300 | 268 | 10 | 16 | 201 | 91,12 | 72,602 |
| 5 | 35Ш1 | 334 | 310 | 8 | 12 | 249 | 84,56 | 67,375 |
| 6 | 35Ш2 | 340 | 312 | 10 | 14 | 250 | 101,20 | 80,633 |
| 7 | 40Ш1 | 383 | 355 | 10 | 14 | 300 | 119,50 | 95,215 |
| 8 | 40Ш2 | 390 | 358 | 10 | 16 | 300 | 131,80 | 105,010 |
| 9 | 45Ш1 | 440 | 404 | 12 | 18 | 300 | 156,48 | 124,679 |
| 10 | 50Ш1 | 482 | 450 | 12 | 16 | 300 | 150,00 | 119,516 |
| 11 | 50Ш2 | 487 | 451 | 16 | 18 | 300 | 180,16 | 143,547 |
| 12 | 50Ш3 | 493 | 453 | 16 | 20 | 300 | 192,48 | 153,363 |
| 13 | 50Ш4 | 499 | 449 | 18 | 25 | 300 | 230,82 | 183,912 |
| 14 | 60Ш1 | 582 | 546 | 12 | 18 | 300 | 173,52 | 138,256 |
| 15 | 60Ш2 | 589 | 549 | 16 | 20 | 300 | 207,84 | 165,602 |
| 16 | 60Ш3 | 597 | 547 | 18 | 25 | 300 | 248,46 | 197,966 |
| 17 | 60Ш4 | 605 | 545 | 20 | 30 | 300 | 289,00 | 230,268 |
| 18 | 70Ш1 | 692 | 652 | 14 | 20 | 300 | 211,28 | 168,340 |
| 19 | 70Ш2 | 698 | 648 | 16 | 25 | 300 | 253,68 | 202,130 |
| 20 | 70Ш3 | 707 | 647 | 18 | 28 | 300 | 284,46 | 226,651 |
| 21 | 70Ш4 | 715 | 651 | 20 | 32 | 300 | 322,20 | 256,720 |
| 22 | 70Ш5 | 725 | 653 | 25 | 36 | 300 | 379,25 | 302,180 |
| 23 | 80Ш1 | 782 | 746 | 14 | 18 | 300 | 212,44 | 169,267 |
| 24 | 80Ш2 | 792 | 748 | 14 | 22 | 300 | 236,72 | 188,613 |
| 25 | 90Ш1 | 881 | 841 | 16 | 20 | 300 | 254,56 | 202,830 |
| 26 | 90Ш2 | 890 | 840 | 16 | 25 | 300 | 284,40 | 226,603 |
| 27 | 100Ш1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 232,786 |
| 28 | 100Ш2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 263,445 |
| 29 | 100Ш3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 288,656 |
| 30 | 100Ш4 | 1013 | 949 | 20 | 32 | 320 | 394,60 | 314,407 |
Перечень выпускаемых типо-размеров:
30Ш2, 35Ш1, 35Ш2, 40Ш1, 40Ш2, 45Ш1, 45Ш1, 50Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 100Ш3, 100Ш4
Особенности:
– Сварные двутавровые балки серии Ш применяются для создания перекрытий, колонн, каркасов, опор и таких крупных объектов, как мосты. Широко используется при строительстве высотных зданий и сооружений.
– Имеют высокую жесткость относительно оси, из-за большой ширины полок, следовательно, возможно их использование без дополнительного закрепления.
– Производятся из углеродистых сталей С245, С255 (Ст3) и низколегированных сталей С345 (09Г2С).
Серия К – балки колонные.
| № п/п | Аналог прокатной балки | Размеры | Площадь поперечного сечения,см2 | Масса 1 м,кг | ||||
|---|---|---|---|---|---|---|---|---|
| Н | h | S | t | В |
|
|
||
| мм. | ||||||||
| Стенка | Полки | |||||||
| Колонные двутавры | ||||||||
| 1 | 20К1 | 196 | 176 | 8 | 10 | 199 | 53,88 | 42,93 |
| 2 | 20К2 | 200 | 176 | 8 | 12 | 200 | 62,08 | 49,464 |
| 3 | 25К1 | 246 | 222 | 8 | 12 | 249 | 77,52 | 61,766 |
| 4 | 25К2 | 250 | 222 | 10 | 14 | 250 | 92,2 | 73,463 |
| 5 | 25К3 | 253 | 221 | 10 | 16 | 251 | 102,42 | 81,606 |
| 6 | 30К1 | 298 | 270 | 10 | 14 | 299 | 110,72 | 88,219 |
| 7 | 30К2 | 300 | 268 | 10 | 16 | 300 | 122,8 | 97,844 |
| 8 | 30К3 | 300 | 268 | 16 | 16 | 305 | 140,48 | 111,931 |
| 9 | 30К4 | 304 | 268 | 12 | 18 | 301 | 140,52 | 111,963 |
| 10 | 35К1 | 342 | 310 | 10 | 16 | 348 | 142,36 | 113,429 |
| 11 | 35К2 | 350 | 310 | 12 | 20 | 350 | 177,2 | 141,189 |
| 12 | 40К1 | 394 | 358 | 12 | 18 | 398 | 186,24 | 148,391 |
| 13 | 40К2 | 400 | 356 | 14 | 22 | 400 | 225,84 | 179,944 |
| 14 | 40К3 | 406 | 356 | 16 | 25 | 403 | 258,46 | 205,934 |
| 15 | 40К4 | 414 | 354 | 18 | 30 | 405 | 306,72 | 244,386 |
| 16 | 40К5 | 429 | 357 | 25 | 36 | 400 | 377,25 | 300,583 |
Перечень выпускаемых типо-размеров:
25К2, 25К3, 30К1, 30К2, 30К3, 30К4, 35К1, 35К2, 40К1, 40К2, 40К3, 40К4, 40К5
Особенности:
– Сварные двутавровые балки серии К, как следует из их названия, широко применяются для возведения колонных сооружений, в качестве вертикальных колонн, опор в зданиях многоэтажной постройки. Из нее также допускается изготавливать и другие несущие конструкции такие, как перекрытия, стойки, опоры мостов, пролётные детали мостов, каркасы ответственных частей крупных металлоконструкций и других объектов.
– Полки сварной двутавровой балки данной серии заметно толще по сравнению со стенками нормальной сварной балки серии Б, как следствие сварная двутавровая балка серии К значительно тяжелее.
– Производятся из углеродистых сталей С245, С255 (Ст3) и низколегированных сталей С345 (09Г2С).
существует ли ГОСТ для сварной балки
Не вся продукции металлургических заводов выпускается в строгом соответствии с государственными стандартами. К примеру, сварная балка производится не на основе ГОСТа, так как он под нее не предусмотрен. Для данного рода продукции существует целый комплекс технических условий, затрагивающих каждый аспект создания данного типа сортамента металлопроката, так же в основу проекта могут закладываться технические характеристики и требования заказчика. Однако, сварная балка будет соответствовать по размерам и характеристикам ГОСТ 26020-83, если она была произведена из металлических листов этого стандарта. Та же ситуация обстоит с продукцией на основе СТО АСЧМ 20-93. Что касается отклонений по геометрии, то они вписываются в требования тех же нормативов. Рассмотрим некоторые из основополагающих норм сварной балки ГОСТ 26020-83 подробнее.
Сварная балка
Купить сварную балку можно самых различных размеров, включая соответствующие прокату, который завод уже не выпускает. Готовое изделие будет соответствовать по параметрам горячекатаным материалам. В числе схожих аспектов будет и цена сварной балки, так как трудоемкость изготовления компенсируется отсутствием дорогостоящих прокатных станов.
По высоте элементы могут насчитывать от 200 до 2500 мм, а толщина исходного стального листа варьируется в диапазоне 8-40 мм. Протяженность изделия доходит до 12-ти метров при минимуме в 3. При согласовании с производителем можно купить сварную балку в 14,5 метров длиной. Под сварную балку ГОСТ 26020-83 позволяет определить приблизительный вес, однако, в качестве расчетного параметра используют значение с допуском в три процента. Окончательный вес готового материала определяется практическими методами.
В форме сырья для производства выступает металлический лист длиной в 12 метров, при необходимости используют заготовки большей длины. Марки исходного материала чаще всего используются следующие: спокойные и полуспокойные Ст3, а так же 09Г2С нескольких модификаций.
Учитывая, что сварная балка ГОСТ 26020-83 имеет все соответствующие стандарту основные характеристики, то проводится аналогичный контроль всех этапов производства. В частности, готовый материал проверяется на наличие дефектов в стыковочных и Т-образных швах при помощи ультразвука.
На портале «Мониторинг цен» вы можете сравнить актуальные цены сварной балки от всех официальных поставщиков Москвы и Московской области в ежедневно обновляемой таблице и совершить заказ напрямую у понравившегося поставщика.
Помимо обширного разброса размерностей, маркировка сварной двутавровой балки показывает тип изделия. Соответствующая литера позволяет определить:
- без специальной отметки – с внутренними плоскостями, расположенными под углом друг к другу;
- М –опять-таки с уклоном, для подвесных путей;
- У – узкополочное изделие с гранями, расположенными параллельно;
- К – колонная;
- Ш – широкополочная;
- Б – нормальная;
- Д – среднеполочная;
- С – материал для армирования каналов шахт. В этом случае угол, под которым расположены внутренние плоскости, не превышает отметки в 16 процентов.
Подчеркнем, что цена сварной балки напрямую зависит от типа, так как он влияет на используемые сплавы и некоторые технические стороны самого процесса сварки.
Существует целый комплекс требований, которые позволяют произвести металлоконструкцию надлежащего качества. В первую очередь производители опираются на чертежи, которые были в установленном порядке утверждены, ТИ№1-2008, кроме того применяют под сварную балку ГОСТ 23118.
Марки сталей, используемых в процессе производства, соответствуют требованиям государственных стандартов под номерами 27772 и 19281. Подразумеваются горячекатаные низколегированные и углеродистые сплавы. Металлический лист должен быть предварительно выправлен и не иметь таких дефектов поверхности, как очаги коррозии и пятна загрязнений, а так же влажные участки и грат, кроме того, кромки заготовки обрабатываются шлифовкой.
Тем не менее, основным документом для сварной балки ГОСТ не является, так как конкретные требования к готовой продукции обсуждаются предварительно и указываются в заказе, а значит присутствуют в чертежах КМД. В их числе марка стали, класс прочности и категория качества.
Отклонения по толщине используемого сырья аналогичны для сварной балки ГОСТ 19903. Торцы, при отклонении их отношения от перпендикулярного, не должны приводить к серьезным отличиям длины от максимально разрешенных параметров.
Производители по требованию заказчика режут материал на отдельные элементы. В этом случае качество обработки определяется уклоном полученного среза, который должен соответствовать табличным допускам. Аналогичным образом оценивают несоответствия размерностей, геометрию и швы. На кромках порезанной кислородом продукции не должно быть выступов и впадин более 0,3 мм при машинном методе обработки.
При выборе сварочных материалов для сварной балки ГОСТ не руководствуются, а опираются на данные СНиП П-23. Важно обеспечить прочностные характеристики шва на уровне самого металла листовых заготовок.
Механизированная сварка используется для создания качественных тавровых и поясных швов. Допускается как односторонний метод соединения с учетом подварки основания, так и полный провар стыков. При этом, все соединения должны быть непрерывны. Стыки сварной двутавровой балки зачищаются до создания ровной поверхности.
Что касается допустимых дефектов шва, то возможны следующие:
- непроваренные участки на длине 400 мм менее 50 мм и глубиной до 5 процентов от толщины заготовки;
- поры, подрезы, впадины с ранее оговоренными параметрами.
Недопустимы несплавленные участки по кромкам, а так же трещины. После проведения всех этапов работ сварная балка ГОСТ зачищается от брызг, шлака и излишков расплавленного металла. Все дополнительные приспособления, используемые при сварке, удаляются без нанесения ударов тяжелым инструментом и участок зачищается до нетронутого металла.
При необходимости шов подвергается ремонту, а исправленные соединения – повторному контролю.
Сама поверхность изделия не должна иметь серьезных дефектов, к которым относят рванины и плены, кроме того расслоения и трещины. Нормой считаются небольшие вмятины на ограниченных участках. Все дефекты разрешается устранять путем шлифовки и других методов, но конечный продукт должен соответствовать заданному минимуму по толщине элементов.
|
|
|
|
|
Как сделать прочные сварные соединения Н-образной балки?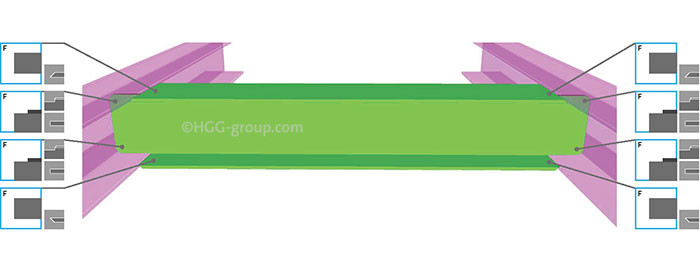
PremiumBeat blogEnterprisePric ing , ,
, ,
Хотите более прочные сварные соединения Н-образной балки? В этой статье мы объясним необходимость знать термины сварки, полезные для подготовки сварного шва для H-образных балок.
Терминология сварки
В терминологии лучевой сварки часто возникает путаница. Ниже описаны некоторые из этих терминов.
Геометрия пересечения
Косой
Острый угол между осями элементов в горизонтальной плоскости.
Склон
Острый угол между осями элементов в вертикальной плоскости. Также называется «склонность».
Форма
Фактическая геометрия для создания торцевого выреза, выреза или отверстия для правильной посадки.
Подготовка к сварке
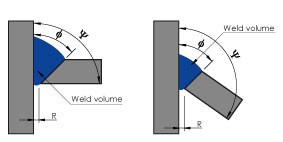
Угол паза φ
Угол между противоположными поверхностями соединяемых частей, которые образуют паз, заполняемый сварочными материалами. Может быть внутренним или внешним углом канавки для подготовки сварного шва.
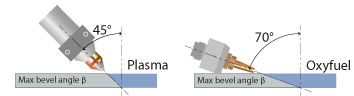
Угол скоса β
Угол, образованный между осевой линией, перпендикулярной стене, и разрезанной поверхностью стены. Равен углу резки и может быть отрицательным или положительным.
- Перпендикулярный разрез имеет β = 0 °;
- Самая большая β-плазма 45 ° (- или +).
Двугранный угол ψ
Угол между внешними гранями соединенных стен. Расчеты для оптимальной подготовки сварного шва основаны на ψ.
Открытие корня (R)
Разделение на стыке между стенами после монтажа. Техника для увеличения проникновения суставов для более прочных соединений.
Rathole
Отверстие в полотне прямо под фланцем для обеспечения полного проникновения во фланцевое соединение и проведения неразрушающих испытаний. Узнайте больше о ratholes ниже
Типы сварных швов
- Угловой шов
- Паз шов
- Стыковой шов

Руководство по подготовке к сварному соединению для сварных соединений Н-образной балки
HGG разрабатывает станки для лучевой резки для резки и подготовки сварного шва с использованием широкого спектра типов скоса.
Резка фаски
нет
Предпочтителен в случае болтовых соединений или для применения угловых сварных швов.

одинарный паз
Фрезерование фаски под паз. Подготовка к сварке сверху или снизу.


Одинарная канавка с носиком
Фрезерование под шов для шва с широкой кромкой. Подготовка к сварке сверху или снизу.


Двойная канавка
Х-образный вырез для X или K-образных швов.Небольшую корневую поверхность можно наносить после резки.

Двойная канавка с носиком
Х-образный вырез для X или K-образных сварных швов с широкой корневой поверхностью.

Ratholes
Это открытое отверстие в стенке прямо напротив фланца позволяет непрерывно проходить сварные швы на фланцевых соединениях через полотно с полным проникновением швов. Необходимое сокращение полотна позволяет избежать таких дефектов, как разрывы, включения и неполное проникновение проходов.Сквозные отверстия позволяют провести неразрушающий контроль всего сустава. В зависимости от договорных документов и прилагаемых правил сварки производитель может отказаться от применения отверстий. Это позволяет избежать уменьшения полотна, но при расчете прочности необходимо учитывать возможные дефекты, которые невозможно проверить.
Нет
Нет сокращения в веб-разделе для полной прочности. Неразрушающие испытания сварных швов, расположенных поперек полотна, невозможны.



Тип 1
Традиционное крепление.Требуемое расстояние от резака до фланца для резки полотна требует минимального шлифования.



Type 6
HGG оптимизированная штанга. Не требуется шлифовка.



AWS 6.2
Сварное смотровое отверстие для соединений с сейсмическим моментом (только CAD-CAM).

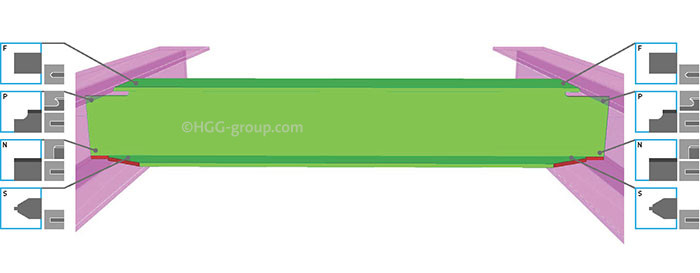
Практический пример
Приведенные ниже примеры помогут вам понять структуру этого документа.Вырезы доступны для концевых форм, отверстий и вырезов. Для определения формы конца балки необходимы четыре разреза. Верхний фланец, верхняя стенка, нижняя стенка и нижний фланец. Подготовка сварного шва показана на правой стороне разреза.
Сварное соединение балки с балкой, полностью закрепленное для высокопроизводительных стальных конструкций.
Сварное соединение балки с балкой, закрепленное ножкой для поддержки элементов в высокопроизводительных стальных конструкциях.
См. Больше примеров в статье «7 самых часто используемых соединений лучей».
Узнайте больше о сварных соединениях H-луча
Хотите узнать больше о создании прочных сварных соединений Н-образной балки?
,Welded Beam изображений, стоковые фото & векторов
Вы в настоящее время используете более старый браузер, и ваш опыт может быть неоптимальным. Пожалуйста, рассмотрите возможность обновления. Выучить больше. ImagesImages homeCurated collectionsPhotosVectorsOffset ImagesCategoriesAbstractAnimals / WildlifeThe ArtsBackgrounds / TexturesBeauty / FashionBuildings / LandmarksBusiness / FinanceCelebritiesEditorialEducationFood и DrinkHealthcare / MedicalHolidaysIllustrations / Clip-ArtIndustrialInteriorsMiscellaneousNatureObjectsParks / OutdoorPeopleReligionScienceSigns / SymbolsSports / RecreationTechnologyTransportationVectorsVintageAll categoriesFootageFootage homeCurated collectionsShutterstock SelectShutterstock ElementsCategoriesAnimals / WildlifeBuildings / LandmarksBackgrounds / TexturesBusiness / FinanceEducationFood и DrinkHealth CareHolidaysObjectsIndustrialArtNaturePeopleReligionScienceTechnologySigns / SymbolsSports / RecreationTransportationEditorialAll categoriesEditorialEditorial homeРазвлеченияНовостиРояльностьСпортМузыкаМузыкальный домПремиумБитИнструментыИнструменты редактора шаттеровМобильные приложенияПлагинИзображение изменения размеровФайл-конвертерКоллаж создательЦветные схемыБлог ГлавнаяДизайнВидеоКонтракторНовостиPremiumBeat blogEnterprisePric ing
Войти
Зарегистрироваться
Меню
ФильтрыВсе изображения- Все изображения
- Фотографии
- Векторы
- Иллюстрации
- Редакция
- Кадры
- Музыка
- Поиск по изображению
сварная балка
.Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{}} L10n_strings.COLLECTION_DESCRIPTION {{AddToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ Пункт}} {{}} l10n_strings.PRODUCTS {{}} L10n_strings.DRAG_TEXT{{l10n_strings.DRAG_TEXT_HELP}}
{{}} L10n_strings.LANGUAGE {{$ Select.selected.display}}{{статья.content_lang.display}}
{{}} L10n_strings.AUTHOR{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ Выбора.selected.display}} {{}} L10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON {{}} L10n_strings.CREATE_A_COLLECTION_ERROR ,Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{}} L10n_strings.COLLECTION_DESCRIPTION {{AddToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ Пункт}} {{}} l10n_strings.PRODUCTS {{}} L10n_strings.DRAG_TEXT{{l10n_strings.DRAG_TEXT_HELP}}
{{}} L10n_strings.LANGUAGE {{$ Select.selected.display}}{{статья.content_lang.display}}
{{}} L10n_strings.AUTHOR{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ Выбора.selected.display}} {{}} L10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON {{}} L10n_strings.CREATE_A_COLLECTION_ERROR ,