Гост сварная балка: ТУ на изготовление сварной балки, сварка металлоконструкций
alexxlab | 10.02.2019 | 0 | Разное
Двутавровые сварные балки | Сварной двутавр
Наиболее широко они используются при возведении металлических конструкций в строительной сфере. Они воздвигаются в качестве каркасов абсолютно любого здания: сельскохозяйственных и общественных строений, жилых домов, зданий промышленного назначения и т.п. Как показывает практика большинства известных строительных компаний – металлоконструкции из сваренного двутавра экономично выгодней во время возведения сооружения, чем их аналоги. ПСК НЗМК имеет собственное ТУ 5261-001-90116746-2014 и Сертификат соответствия ГОСТ Р на весь ассортимент выпускаемой продукции.
Изготовление
Изготовление – это довольно сложный процесс, который состоит из огромного количества этапов. С самого начала происходит – раскрой метала, то есть, металл раскраивается на полосы необходимой длины и ширины. После этого, чтобы улучшить провар происходит разделка кромок на специальном станке. Дальше производится сборка ранее подготовленных полос – заготовки при помощи крана укладываются на входной конвейер сборочного стана, после этого зажимается при помощи трех комплектов, позиционируется и фиксируется. Последним этапом является сварка. На специальном сварочном станке установлены два комплекта сварочных головок, которые перемещаются по порталу. С одновременным движением изделия по рельсам, происходит проверка при помощи лазерной системы слежения, которая следит за качеством сварки, за тем, чтобы не было пропусков, чтобы не снизить надежность конструкции. После процесса сварки под флюсом на специальном оборудовании идет правка, торцевание фрезой и сверловка на 3D станках с ЧПУ.
После того, как конструктив готов – наступает этап очистки при помощи дробеструйной установки. При помощи дроби, под разными углами происходит удаление ржавчины, жирового налета, грязи и т.п., чтобы существенно улучшить качество нанесенного лакокрасочного покрытия.
Преимущества сварного двутавра.
Преимущества данного стройматериала при реконструкции, или же строительстве имеет огромное количество преимуществ:
- Во-первых, применение в качестве каркасных металлоконструкций позволяет существенно снизить вес деталей и элементов, при этом детали будут иметь высочайший коэффициент прочности;
- Во-вторых их использование позволяет возводить экономичные формы опор, что положительно сказывается на весе, что в свою очередь позволит экономить на фундаменте;
- В-третьих, легкость в эксплуатации позволяет создавать здания различной архитектурной направленности;
- В-четвертых, в не зависимости от направления возводимого здания, они признаны наиболее прочными и экономически выгодными.


Мостовые кран-балки
Специалисты компании «НЗМК» осознают всю ответственность данных металлоконструкций, поэтому мы предоставляем только высококачественные изделия, которые изготовлены на лучшем европейском оборудовании. Абсолютно все изделия, что были изготовлены на нашем заводе, отвечают международным стандартам качества, что еще раз подтверждает их уровень.
Помимо этого, в наших силах предоставить клиентам любые сварные конструкции по эскизам заказчика. Также, есть возможность изготовления в зависимости от предоставленного им проектной документации будущего сооружения.
Металлоконструкции из листового проката выгодны в экономическом плане при возведении зданий и сооружений. Основное назначение это использовать их в металлических строительных конструкциях, используемых в качестве каркасов при строительстве быстровозводимых зданий промышленного назначения, жилых домов, общественных и сельскохозяйственных строений.
НЗМК использует новейшую автоматизированную линию для быстрого и качественного изготовления, производственная мощность которой составляет 800 тонн продукции в месяц!
Производственные и промышленные здания
Двутавры изготавливаются на линиях автоматической резки, сборки и сварки под флюсом. Это обеспечивает полный провар, отличную геометрию и прекрасный внешний вид. Производится 100% УЗИ (ультразвуковой) контроль сварочного шва.
Металлоконструкции в составе которых присутствуют они, дают ощутимую экономическую выгоду при возведении различного типа и направленности сооружений и зданий. Применение их в каркасных металлоконструкциях позволяет существенно облегчить элементы, которые имеют завышенный коэффициент запаса прочности. К тому же их применение позволяет создать экономичные формы опор. А это, в свою очередь уменьшает массу всей металлоконструкции.
Производители металлопроката не выпускают катаные балки размером, больше чем 60Б. Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные.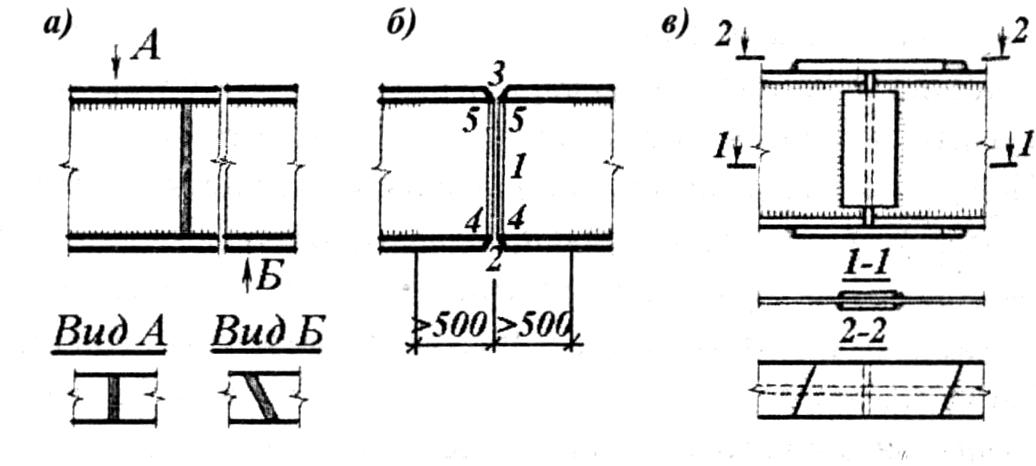
Применение различных марок стали, когда наиболее напряженные участки изготавливаются из стали повышенной прочности, а наименее напряженные – из малоуглеродистой стали, позволяет снизить стоимость.
- Возможность применения в сечении разных типов сталей для полок и стенок. Это дает возможность уменьшить цену до пяти процентов.
- Возможность изготовления переменного сечения.
- Возможность изготовления с вырезами и отверстиями, а также перфорированных.
Перфорированная стенка образуется разрезанием стенки по зигзагообразной линии с последующим сдвигом половинок и сваркой встык частей по выступам стенки. Несущая способность таких сквозных двутавров выше несущей способности исходного, поскольку достигается за счет их большей высоты.
Без отходные технологии производства определяются возможностью изготовления их требуемой длины с экономией на отходах до 25%. Составное сечение можно подобрать более оптимальным по сравнению с прокатным, благодаря чему вес конструкции может снизиться еще до 10%, разнообразить архитектуру сооружений, увеличить широту пролета зданий, до 35% уменьшить вес несущих конструкций, значительно повысить рентабельность проектов.
Номенклатура сварных двутавров:
П – с параллельными гранями полок;
Б – нормальные;
Ш – широкополочные;
К – колонные;
У – с уклоном граней полок;
М – для подвесных путей;
С – для армирования шахтных стволов.
- Сортамент типоразмеров Б, Ш, К из углеродистых сталей С245, С255 и низколегированных сталей С345 (09Г2С). Стыковые швы для всех типов выполняются с разделкой фасок и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Типы швов С12, С15, С21 по ГОСТ 8713-79.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ 26020-83.Для рядовых двутавров, используемых в качестве колонн, а также малонагруженных и с постоянными нагрузками поясные (тавровые) сварные швы выполняются по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93,
- Двутавры специальные по индивидуальным размерам на основании чертежей Заказчика,
- Перфорированная балка (облегченная балка с “окнами” в стенке с сохранением всех механических параметров)
- Балка переменного сечения (балка с изменением высоты стенки вдоль длины)
- Разно полочная балка (балка с различной шириной полок)
- Усиленная балка (балка, усиленная ребрами жесткости). Для нагруженных балок, а также балок с циклическими и переменными нагрузками, подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.
- Крановая балка. Для нагруженных подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.

Вы можете также заказать и другие типоразмеры двутавров, размеры поперечного сечения, которых отличаются от приведенных в сортаменте, при соблюдении следующих условий:
Соответствие требованиям ГОСТ 26020-83 и ТУ 0925-001-81769030-2007 для аналоговых двутавров и для не аналоговых – ГОСТ 23118-78 и СП 53-101
Сварной двутавр цена.
По требованию заказчика предоставляется сертификат соответствия и качества на листовой прокат. Цена за тонну рассчитывается по следующей формуле: цена = металл + работа. Так как цены на листовой прокат непостоянны, стоимость тонны зависит от текущих цен на листовой металлопрокат.
Стоимость работы за тонну усеченного, перфорированного, биметаллического профиля, с ребрами жесткости или фланцевыми соединениями, определяется индивидуально под заказ, согласно техническому заданию. Под заказ также осуществляется обработка торцов, дробеструйная очистка и грунтование.
Под заказ также осуществляется обработка торцов, дробеструйная очистка и грунтование.
Наша компания при работе с клиентами руководствуется принципом индивидуального подхода – на все этапы сделки за вами закрепляется персональный менеджер, и вы можете в любое время получить от него ответы на вопросы, связанные с готовностью и доставкой Вашего заказа.
Таблица и сортамент сварной двутавровой балки.
|
Обозначение |
Размеры, мм |
Теоретическая масса
|
Количество метров в тонне | |||
|
высота |
ширина |
толщина стенки |
толщина полки | |||
|
20К1 |
195 |
200 |
8 |
10 |
42,39 |
23,59 |
|
20К2 |
198 |
200 |
8 |
12 |
48,61 |
20,57 |
|
23К1 |
227 |
240 |
8 |
12 |
57,96 |
17,25 |
|
23К2 |
230 |
240 |
8 |
12 |
58,15 |
17,19 |
|
26К1 |
255 |
260 |
8 |
12 |
63,49 |
15,75 |
|
26К2 |
258 |
260 |
10 |
14 |
75,20 |
13,20 |
|
26К3 |
262 |
260 |
10 |
16 |
83,37 |
11,99 |
|
30К1 |
296 |
300 |
10 |
14 |
86,98 |
11,49 |
|
30К2 |
300 |
300 |
10 |
16 |
96,40 |
10,37 |
|
30К3 |
304 |
300 |
12 |
18 |
110,03 |
9,08 |
|
30Ш1 |
291 |
200 |
8,0 |
12 |
54,45 |
18,36 |
|
30Ш2 |
295 |
200 |
10 |
14 |
64,92 |
15,40 |
|
30Ш3 |
299 |
200 |
10 |
16 |
71,20 |
14,04 |
|
35Ш1 |
338 |
250 |
10 |
14 |
79,29 |
12,61 |
|
35Ш2 |
250 |
10 |
14 |
79,52 |
12,57 | |
|
35Ш3 |
345 |
250 |
12 |
16 |
92,28 |
10,83 |
|
35К1 |
343 |
350 |
10 |
16 |
112,33 |
8,90 |
|
35К2 |
350 |
350 |
12 |
18 |
128,30 |
7,79 |
|
35К3 |
353 |
350 |
14 |
20 |
144,30 |
6,93 |
|
40К1 |
394 |
398 |
12 |
18 |
147,20 |
6,79 |
|
40К2 |
400 |
400 |
14 |
22 |
178,29 |
5,60 |
|
40К3 |
406 |
400 |
16 |
25 |
203,90 |
4,90 |
|
40Ш1 |
383 |
300 |
10 |
14 |
119,50 |
8,36 |
|
40Ш2 |
390 |
300 |
10 |
16 |
131,80 |
7,58 |
|
40Ш3 |
396 |
300 |
12 |
18 |
123,4 |
8,106 |
|
40Б1 |
396 |
200 |
8 |
12 |
61,61 |
16,23 |
|
40Б2 |
400 |
200 |
8 |
14 |
67,89 |
14,72 |
|
45Б1 |
446 |
200 |
8 |
12 |
64,75 |
15,44 |
|
45Б2 |
450 |
200 |
10 |
14 |
77,66 |
12,87 |
|
45БС1 |
444 |
200 |
8 |
12 |
64,06 |
15,6 |
|
45БС2 |
460 |
300 |
12 |
20 |
133,8 |
7,48 |
|
45Ш1 |
440 |
300 |
12 |
18 |
123,84 |
8,07 |
|
50Б1 |
492 |
200 |
10 |
12 |
74,99 |
13,33 |
|
50Б2 |
496 |
200 |
10 |
14 |
81,26 |
12,30 |
|
50Б3 |
500 |
200 |
10 |
16 |
87,54 |
11,42 |
|
50БС1 |
482 |
200 |
10 |
16 |
85,57 |
11,7 |
|
50БС2 |
482 |
300 |
12 |
16 |
117,8 |
8,49 |
|
50БС3 |
500 |
300 |
12 |
25 |
160,1 |
6,24 |
|
50БС4 |
510 |
300 |
14 |
30 |
190,8 |
5,24 |
|
50Ш1 |
482 |
300 |
12 |
16 |
118,32 |
8,45 |
|
50Ш2 |
487 |
300 |
16 |
18 |
142,43 |
7,02 |
|
50Ш3 |
493 |
300 |
16 |
20 |
152,10 |
6,57 |
|
50Ш4 |
499 |
300 |
18 |
25 |
182,20 |
5,49 |
|
55Б1 |
543 |
200 |
10 |
14 |
89,35 |
11,19 |
|
55Б2 |
547 |
200 |
10 |
16 |
91,23 |
10,96 |
|
55БС1 |
551 |
220 |
10 |
18 |
102,6 |
9,75 |
|
55БС2 |
547 |
200 |
10 |
16 |
90,67 |
11,0 |
|
60Б1 |
596 |
200 |
10 |
16 |
95,08 |
10,51 |
|
60Б2 |
600 |
200 |
12 |
18 |
110,65 |
9,03 |
|
60БС1 |
577 |
240 |
12 |
16 |
111,6 |
8,96 |
|
60БС2 |
585 |
240 |
12 |
20 |
126,7 |
7,89 |
|
60БС3 |
585 |
320 |
12 |
20 |
151,8 |
6,59 |
|
60БС4 |
595 |
320 |
14 |
25 |
185,5 |
5,39 |
|
60БС5 |
605 |
320 |
16 |
30 |
219,2 |
4,56 |
|
60Ш1 |
582 |
300 |
12 |
18 |
137,22 |
7,28 |
|
60Ш2 |
589 |
300 |
16 |
20 |
164,16 |
6,09 |
|
70Б1 |
691 |
260 |
12 |
16 |
127,96 |
7,81 |
|
70Б2 |
697 |
260 |
14 |
20 |
154,85 |
6,45 |
|
70БС |
693 |
230 |
12 |
16 |
120,61 |
8,29 |
|
70БС1 |
685 |
260 |
12 |
20 |
142,4 |
7,02 |
|
70БС2 |
685 |
320 |
14 |
20 |
171,4 |
5,84 |
|
70БС3 |
695 |
320 |
14 |
25 |
196,5 |
5,09 |
|
70БС4 |
705 |
320 |
16 |
30 |
231,7 |
4,32 |
|
70БС5 |
725 |
320 |
20 |
40 |
302,2 |
3,31 |
|
70БС6 |
692 |
230 |
12 |
16 |
119,9 |
8,34 |
|
70Ш1 |
692 |
300 |
14 |
20 |
166,86 |
5,99 |
|
80Ш1 |
782 |
300 |
14 |
18 |
167,77 |
5,96 |
|
80Б1 |
791 |
280 |
14 |
18 |
206,50 |
4,84 |
|
80Б2 |
798 |
280 |
14 |
20 |
218,12 |
4,58 |
|
80БС1 |
791 |
280 |
14 |
18 |
162,1 |
6,17 |
|
80БС2 |
815 |
300 |
18 |
30 |
248,0 |
4,03 |
|
90Ш1 |
881 |
300 |
16 |
20 |
200,83 |
4,97 |
|
90БС1 |
895 |
300 |
16 |
20 |
201,6 |
4,96 |
|
90БС2 |
927 |
300 |
16 |
36 |
276,9 |
3,61 |
|
100БС1 |
995 |
320 |
16 |
25 |
244,3 |
4,09 |
|
100Ш1 |
990 |
320 |
16 |
22 |
292,16 |
3,42 |
|
100БС2 |
1005 |
320 |
16 |
30 |
269,4 |
3,71 |
|
100БС3 |
1017 |
320 |
20 |
36 |
329,2 |
3,04 |
|
120БС1 |
1280 |
400 |
12 |
20 |
242,4 |
4,13 |
|
120БС2 |
1280 |
450 |
14 |
20 |
277,6 |
3,60 |
|
140БС1 |
1440 |
400 |
12 |
20 |
257,5 |
3,88 |
|
140БС2 |
1440 |
450 |
12 |
20 |
273,2 |
3,66 |
|
140БС3 |
1450 |
500 |
14 |
25 |
350,1 |
2,86 |
|
160 БС1 |
1568 |
600 |
12 |
16 |
323,43 |
3,09 |
|
160 БС2 |
1576 |
650 |
12 |
20 |
384,69 |
2,06 |
|
160 БС3 |
1572 |
700 |
14 |
25 |
480. |
2,08 |
|
180 БС1 |
1772 |
600 |
14 |
25 |
498,82 |
2,00 |
|
180 БС2 |
1768 |
700 |
16 |
25 |
543,72 |
1,84 |
|
180 БС3 |
1760 |
800 |
20 |
30 |
692,31 |
1,44 |
|
200 БС1 |
1960 |
800 |
20 |
30 |
741,29 |
1,35 |
|
200 БС2 |
1950 |
800 |
25 |
40 |
963,35 |
1,04 |
|
200 БС3 |
1940 |
800 |
30 |
50 |
1183,78 |
0,84 |
 86
86ООО ПСК Новинский завод металлоконструкций предоставляет услугу по производству сварной двутавровой балки.
 Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576
Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576 Балка Сварная
Завод производит сварную двутавровую балку типоразмеров Б, Ш, К из углеродистых сталей С255 (3сп) и низколегированных сталей С345 (09Г2С). Балка изготавливаются на высокопроизводительном оборудовании – на линии автоматической сварки под флюсом. Оборудование позволяет выпускать балку длиной от 4000 мм до 17000 мм, высотой вертикальной стенки от 200 мм до 2000 мм, с шириной полки от 200 мм до 800 мм.
Изготовление балок
На сегодняшний день довольно много компаний, которые специализируются на изготовлении балок и сварной конструкции. Балки являются основным элементом сварных каркасов и основой сооружений из металлоконструкций. Изготовление балок – ответственный род деятельности, поскольку сварная балка выполняет несущую функцию, что подразумевает большую нагрузку на металл и сварные швы. Именно от качества изготовления балок и сварной конструкции зависит долговечность и безопасность будущего здания из сварной балки.
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
- Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.
Сортировать:
Не сортировать
Завод по изготовлению балок
Наш завод по изготовлению балок уже много лет изготавливает сварные конструкции для каркасов зданий. В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
От качества балок непосредственно зависит долговечность и надежность всего сооружения, и экономить на безопасности уж точно не стоит. Доверяя изготовление балок опытному и ответственному заводу, Вы гарантированно получаете только высококачественные изделия. Наши сварные конструкции (балки) проверены временем. Если вам необходимо реализовать заказ на изготовление балок, более профессионального производителя, чем наш завод, не найти! Доверяйте только лучшим!
Расширенный поиск Ваша корзина пуста 01.02.2021 15.12.2020 24.01.2020 23.01.2020 22.01.2020 Архив новостей | \ \ Двутавровые балки Наша фирма не занимается продажей двутавровых балок Информация представленная в данном разделе является только справочной Двутавровые балки, отличающиеся характерным сечением, широко распространены в строительстве благодаря простоте конструкции.
Последние, в свою очередь, можно разделить на стандартные, колонные и широкополочные. Существуют, помимо этого, несколько других критериев для разграничения разных групп двутавровых балок. Сфера примененияДвутавровые балки используются для создания:
Действующие стандарты
Балки двутавровые (двутавры) по ГОСТ 8239-89 с уклоном внутренних граней полок 6-12 % Рис1. Балка двутавровая (двутавр)по ГОСТ 8239-89 с уклоном внутренних граней полок 6-12% Условные обозначения: h – высота двутавра; b – ширина полки; S – толщина стенки; t – средняя толщина полки; R – радиус внутреннего закругления; r – радиус закругления полки. Таблица 1. Размеры, масса и количество метров в тонне двутавров стальных горячекатаных по ГОСТ 8239-89
Примечания: 1. 2. Величины радиусов закругления, уклона внутренних граней полок, толщины полок не контролируются на готовом прокате. 3. Не рекомендуется двутавры от 24 до 60 применять в новых разработках. для балок серии М (для подвесных путей) уклон внутренних граней полок составляет 12%; для балок серии С (для армирования шахтных стволов) уклон внутренних граней полок составляет 16%. Рис 2. Балка двутавровая (двутавр) по ГОСТ 19425-74 с уклоном нутренних граней полок 12% и 16% Условные обозначения: h – высота двутавра; b – ширина полки; S – толщина стенки; t – средняя толщина полки; R – радиус внутреннего закругления; r – радиус закругления полки Таблица 2. Размеры, масса и количество метров в тонне двутавров стальных горячекатаных по ГОСТ 19425-74
Примечания: 1. 2. Радиусы закруглений на профилях не определяются и указываются для построения калибра. Балки двутавровые горячекатаные с параллельными гранями полок (по ГОСТ 26020-83) В зависимости от соотношения размеров и условий применения двутавры подразделяют на следующие типы: Б – нормальные двутавры; Ш – широкополочные двутавры; К – колонные двутавры; Д – дополнительной серии; ДБ – нормальные двутавры; ДШ – широкополочные двутавры. Рис. 3. Балка двутавровая по ГОСТ 26020-83 без уклона внутренних граней полок Условные обозначения: h – высота двутавра; b – ширина полки; S – толщина стенки; t – средняя толщина полки; r – радиус внутреннего закругления. Таблица 3. Размеры, масса и количество метров в тонне двутавров стальных горячекатаных по ГОСТ 26020-83
Продолжение таблицы 3.
Продолжение таблицы 3.
Примечания: 1. 2. Радиусы закруглений на профилях не определяются и указываются для построения калибра. Двутавры горячекатаные с параллельными гранями полок (СТО АСЧМ 20-93). Сортамент По соотношению размеров и форме профиля двутавры подразделяют на 3 типа: Б – нормальные с параллельными гранями полок; Ш – широкополочные с параллельными гранями полок; К – колонные с параллельными гранями полок. Рис. 4. Двутавр горячекатаный (балка двутавровая) с параллельными гранями полок Условные обозначения: h – высота двутавра; b – ширина полки; S – толщина стенки; t – средняя толщина полки; r – радиус сопряжения. Таблица 4. Размеры, масса и количество метров в тонне двутавров (балок двутавровых)горячекатаных (СТО АСЧМ 20-93) 15
Примечания: 2. Радиусы сопряжений на готовом прокате не проверяют. 3. Притупление углов полок – до 3 мм обеспечивают технологией прокатки и на профиле не проверяют. Таблица 5. Размеры, масса и количество метров в тонне нестандартных двутавров (балок двутавровых) по размерной спецификации Р40-2001 (соответствуют JIS G 3192, BS 4, ASTM A6)
Примечания: 2. Индексы А, В и С означают отличие по размерам от СТО АСЧМ 20-93: А – размеры по ASTM A6; В – размеры по BS 4; С – размеры по JIS G 3192. Балка двутавровая (двутавр) сварная. Сортамент Рис. 5. Сварной двутавр Условные обозначения: h – высота двутавра; b – ширина полки; S – толщина стенки; t – толщина полки. Таблица 6. Размеры, масса и количество метров в тонне сварных двутавровых балок (двутавров) по ТУ У 01412851.001-95 производства Днепропетровского завода металлоконструкций им. Бабушкина
Примечание: 8,9TD7,960БС6 TD/TD | |||||
 Изготавливаются такие балки или углеродистой или низколегированной стали и подразделяются на две категории:
Изготавливаются такие балки или углеродистой или низколегированной стали и подразделяются на две категории: Сортамент
Сортамент Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. Размеры, масса и количество метров в тонне
Размеры, масса и количество метров в тонне Размеры, масса и количество метров в тонне
Размеры, масса и количество метров в тонне Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.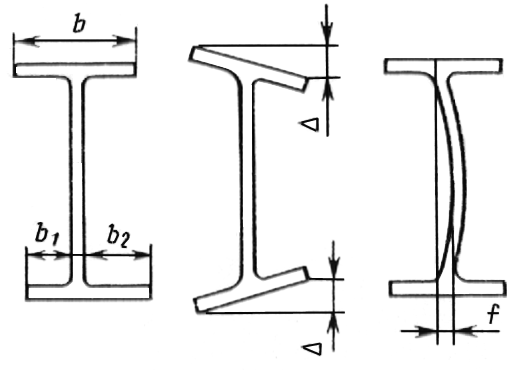 Масса 1 м (балки двутавровой) двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3.
Масса 1 м (балки двутавровой) двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3.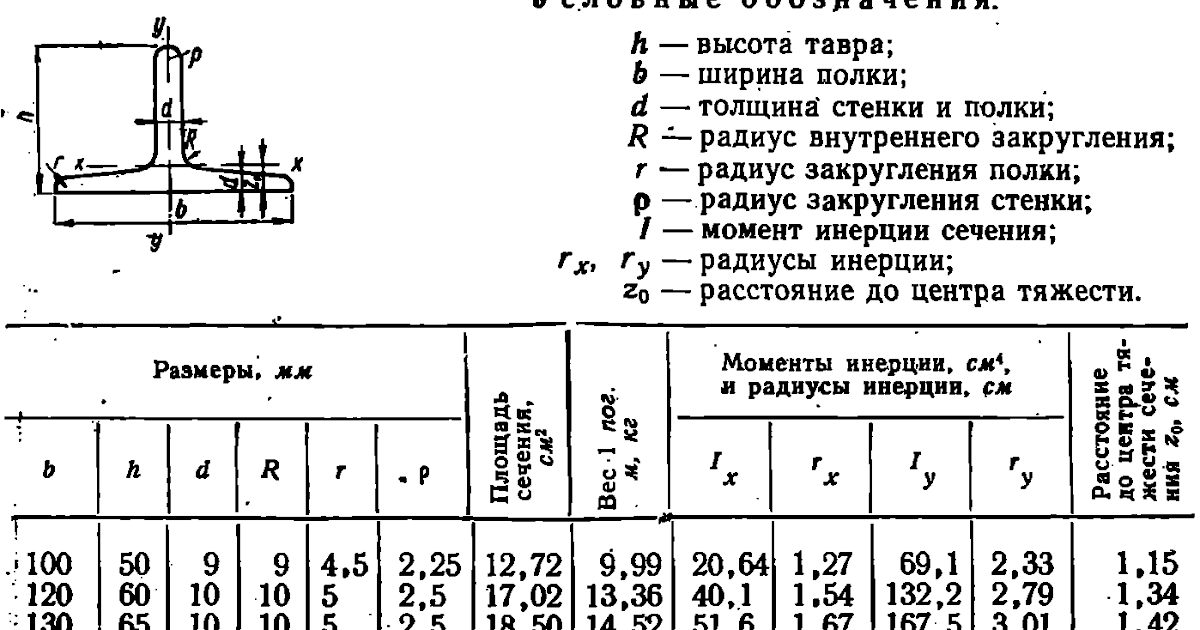 Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3.
Масса 1 м двутавра вычислена по номинальным размерам при плотности материала 7850 кг/м3.
МеталлоГрад – Сварная балка
ООО “МеталлоГрад” производит сварную двутавровую балку типо размеров Б, Ш, К длиной от 3000мм. до 15000мм., высотой стенки от 250мм. до 1500мм. Балка представляет собой сварную конструкцию из стальных листов, по своим техническим характеристикам соответствуя прокатным балкам выпускаемых по ГОСТ 8239-83 или по СТО АСЧМ 20-93.
Сварная балка производится на современной автоматической линии. Производственные мощности позволяют производить 500 тн сварной балки в месяц. Возможно изготовление любых сварных балок в соответствии с предоставленной проектной документацией и эскизам заказчика. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка изготавливается из листового горячекатаного проката углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281. Марка и класс прочности стали оговариваются в заказе и указывается в чертежах КМД.
Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ и/или газовые смеси) применяются в соответствии со СНиП II-23 и имеют сертификат.
Кромки поясов сварной балки после раскроя машинной кислородной резки на полосы практически не имеют неровностей.
По требованию заказчика производится резка торцов на ленточной пиле.
Минимальное значение катета шва:
- Кf = 6 мм для балок: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70Б1, 40Ш1, 40Ш2, 50Ш1;
- Кf = 8 мм для балок: 60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 100Б4, 45Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
- Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5;
Преимущества сварной балки:
- уменьшение стоимости за счет использования разных марок стали
- возможность применения в сечении балки разных типов сталей для полок и стенок
- минимизация отходов за счет изготовления балки требуемой длины
- изготовление балок таких размеров, которые не катаются на металлургических заводах
- возможность изготовления несимметричных сечений
Технологическая цепочка производства:
- раскрой листового проката на полосы на машине термической резки HW. HG 4001
- правка полосы
- стыковка полос
- сборка балки на сборочном стане
- автоматическая сварка швов
- исправление возможных геометрических дефектов (грибовидность,саблевидность) на специальных правильных станах
- очистка от шлака и брызг после окончания сварки
- ультразвуковой контроль сварных швов
 HG 4001
HG 4001Всю информацию по сварным балкам Вы можете получить
ООО “МеталлоГрад”
Адрес: 398005 г. Липецк ул. З.Космодемьянской, 1 А
| Телефон/телефакс: | (4742) 47-53-63 |
| Телефон: | (4742) 71-53-63 (Без выходных и перерыва) |
| Телефон/телефакс: | (4742) 47-53-55 |
Электронная почта:
Ассортимент выпускаемой балки
| Cварная балка | Размеры сварной балки | Примечание | ||||
|---|---|---|---|---|---|---|
| Н | h | S | t | В | ||
| 40Б1 | 396 | 372 | 8 | 12 | 200 | СТО АСЧМ20 |
| 40Б2 | 400 | 372 | 8 | 14 | 200 | СТО АСЧМ20 |
| 45Б1 | 446 | 422 | 8 | 12 | 200 | СТО АСЧМ20 |
| 45Б2 | 450 | 422 | 10 | 14 | 200 | СТО АСЧМ20 |
| 50Б1 | 492 | 468 | 10 | 12 | 200 | СТО АСЧМ20 |
| 50Б2 | 496 | 468 | 10 | 14 | 200 | СТО АСЧМ20 |
| 50БЗ | 500 | 468 | 10 | 16 | 200 | СТО АСЧМ20 |
| 55Б1 | 543 | 515 | 10 | 14 | 200 | СТО АСЧМ20 |
| 55Б2 | 547 | 515 | 10 | 16 | 200 | СТО АСЧМ20 |
| 60Б1 | 596 | 564 | 10 | 16 | 200 | СТО АСЧМ20 |
| 60Б2 | 600 | 564 | 12 | 18 | 200 | СТО АСЧМ20 |
| 70БС | 693 | 661 | 12 | 16 | 230 | СТО АСЧМ20 |
| 70Б1 | 691 | 659 | 12 | 16 | 260 | СТО АСЧМ20 |
| 70Б2 | 697 | 657 | 14 | 20 | 260 | СТО АСЧМ20 |
| 80Б1 | 791 | 755 | 14 | 18 | 280 | ГОСТ 26020 |
| 80Б2 | 798 | 758 | 14 | 20 | 280 | ГОСТ 26020 |
| 90Б1 | 893 | 853 | 16 | 20 | 300 | ГОСТ 26020 |
| 90Б2 | 900 | 856 | 16 | 22 | 300 | ГОСТ 26020 |
| 100Б1 | 990 | 946 | 16 | 22 | 320 | ГОСТ 26020 |
| 100Б2 | 998 | 948 | 18 | 25 | 320 | ГОСТ 26020 |
| 100БЗ | 1006 | 946 | 18 | 30 | 320 | ГОСТ 26020 |
| 100Б4 | 1013 | 949 | 20 | 32 | 320 | ГОСТ 26020 |
| 40Ш1 | 383 | 355 | 10 | 14 | 300 | СТО АСЧМ20 |
| 40Ш2 | 390 | 358 | 10 | 16 | 300 | СТО АСЧМ20 |
| 45Ш1 | 440 | 404 | 12 | 18 | 300 | СТО АСЧМ20 |
| 50Ш1 | 482 | 450 | 12 | 16 | 300 | СТО АСЧМ20 |
| 50Ш2 | 487 | 451 | 16 | 18 | 300 | СТО АСЧМ20 |
| 50ШЗ | 493 | 453 | 16 | 20 | 300 | СТО АСЧМ20 |
| 50Ш4 | 499 | 449 | 18 | 25 | 300 | СТО АСЧМ20 |
| 60Ш1 | 582 | 546 | 12 | 18 | 300 | СТО АСЧМ20 |
| 60Ш2 | 589 | 549 | 16 | 20 | 300 | СТО АСЧМ20 |
| 60ШЗ | 597 | 547 | 18 | 25 | 300 | СТО АСЧМ20 |
| 60Ш4 | 605 | 545 | 20 | 30 | 300 | СТО АСЧМ20 |
| 70Ш1 | 692 | 652 | 14 | 20 | 300 | СТО АСЧМ20 |
| 70Ш2 | 698 | 648 | 16 | 25 | 300 | СТО АСЧМ20 |
| 70ШЗ | 707 | 647 | 18 | 28 | 300 | СТО АСЧМ20 |
| 70Ш4 | 715 | 651 | 20 | 32 | 300 | СТО АСЧМ20 |
| 70Ш5 | 725 | 653 | 25 | 36 | 300 | СТО АСЧМ20 |
| 80Ш1 | 782 | 746 | 14 | 18 | 300 | СТО АСЧМ20 |
| 80Ш2 | 792 | 748 | 14 | 22 | 300 | СТО АСЧМ20 |
| 90Ш1 | 881 | 841 | 16 | 20 | 300 | СТО АСЧМ20 |
| 90Ш2 | 890 | 840 | 16 | 25 | 300 | СТО АСЧМ20 |
| 100Ш1 | 990 | 946 | 16 | 22 | 320 | СТО АСЧМ20 |
| 100Ш2 | 998 | 948 | 18 | 25 | 320 | СТО АСЧМ20 |
| 100ШЗ | 1006 | 946 | 18 | 30 | 320 | СТО АСЧМ20 |
| 100Ш4 | 1013 | 949 | 20 | 32 | 320 | СТО АСЧМ20 |
| 40К1 | 394 | 358 | 12 | 18 | 398 | СТО АСЧМ20 |
| 40К2 | 400 | 356 | 14 | 22 | 400 | СТО АСЧМ20 |
| 40К3 | 406 | 356 | 16 | 25 | 403 | СТО АСЧМ20 |
| 40К4 | 414 | 354 | 18 | 30 | 405 | СТО АСЧМ20 |
| 40К5 | 429 | 357 | 25 | 36 | 400 | СТО АСЧМ20 |
Производство сварной балки, изготовление по ГОСТ, сварные балки ГОСТ 19425 74 и другие.
 Санкт-Петербург
Санкт-ПетербургСП 53-101-98 — Изготовление и контроль качества стальных строительных конструкций.
Балки изготавливаться из листового горячекатаного проката углеродистых сталей (3 пс/сп) и сталей повышенной прочности (09Г2С).
Марка, категория качества, класс прочности стали оговариваются в заказе и указывается в чертежах КМ и КМД.
Балка сварная производится на линиях автоматической резки, сварки и сборки под флюсом с последующим исправлением «грибовидности».
Сварные двутавровые балки используются для изготовления:
- несущих конструкций зданий;
- металлоконструкций;
- металлических каркасах БМЗ;
- межэтажных перекрытий;
- перекрытий крыш;
- металлических опор;
- эстакад;
- мостов.
Балки сварные также используются при ремонте и реконструкции:
- зданий промышленного назначения;
- торговых центров;
- спортивных комплексов;
- офисных зданий;
- складских объектов;
- ангаров;
- хранилищ для с/г продукции.
Балка сварная и преимущества ее использования
Использование в изготовлении металлоконструкций балки сварной является экономически оправданным. Свое главное предназначение, перераспределение нагрузки от металлической конструкции, сварная балка выполняет на «отлично». Двутавр используется в металлических каркасах для быстровозводимых зданий, позволяя существенно снизить вес данных конструкций. Кроме того, из сварных балок сооружаются экономичные формы опор.
Согласно действующим стандартам горячекатаные двутавровые балки не выпускаются размером больше чем 60Б. Поэтому целесообразно для конструкций с высоким требованием к жесткости и несущей способности использовать сварные двутавровые балки.
Прочность сварной балки зависит не только от прочности шва, но и от марки листовой стали из которой она изготовлена. Технология изготовления позволяет использовать в производстве балки стали различных марок, что дает возможность снизить ее стоимость до 5%.
Технология изготовления позволяет использовать в производстве балки стали различных марок, что дает возможность снизить ее стоимость до 5%.
Балка сварная может быть изготовлена под заказ необходимых размеров, что делает производство металлоконструкций практически безотходным. В зависимости от требований проекта возможно изготовление с определенными требованиями для размеров сечения, благодаря чему вес конструкции в целом может быть снижен до 10%.
Использование в строительстве сварных балок позволяет увеличить широту пролета зданий, разнообразить архитектуру сооружения, уменьшить вес несущих элементов, повысить рентабельность проекта.
Изготовление сварных балок
Сварная балка
Возможно изготовление под заказ сварных балок для строительных металлоконструкций тех размеров, выпуск которых был прекращен на НТМК достаточно давно. К указанным балкам относятся балки размеров от 40Б1 до 100Б4, от 40Ш1 до 100Ш4 и 40К1-40К5
Изготавливаемая сварная балка представляет собой сварную конструкцию из стальных листов с механическими параметрами не хуже, чем у горячекатаной по ГОСТ 26020-83 или по СТО АСЧМ 20-93. Мы гарантируем расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка выпускается высотой (Н) от 200 до 2500 мм, толщина листа (t,s) от 8 до 40 мм
Сварные балки изготавливаются длиной от 3 до 12 м. Допускается изготовление балок длиной до 14.5 м.
Расчетный вес указывается с точностью +/- 3 %. Окончательный вес определяется по факту изготовления.
- При изготовлении сварной балки используется лист длинной 12 метров.
- Осуществляется УЗК (Ультра звуковой контроль) стыковочных и T-образного швов
- Производится грунтовая окраска.
- Сварная балка изготавливается по индивидуальным чертежам заказчика или взамен аналогичной горячекатаной длиной до 14,5 м.
- На складе постоянно имеется в наличии сварная балка размерами 60ш – 100ш и 70б-100б.
При изготовлении сварной балки используется лист марки стали
- 3СП,ПС
- 3СП5
- 09Г2С
- 09Г2С-12
Сварная балка изготавливается аналогично размерам гостов
- ГОСТ 26020-83
- ГОСТ 8239-105
- ГОСТ 23118-99
- СТО АСЧМ 20-9
- ГОСТ 23118-99 – х
Перечень типо-размеров изготавливаемой сварной балки
- Балка сварная 10Б1
- Балка сварная 12Б1, 12Б2
- Балка сварная 14Б1, 14Б2
- Балка сварная 16Б1, 16Б2
- Балка сварная 18Б1, 18Б2
- Балка сварная 20K1, 20K2, 20Б1, 20Ш1
- Балка сварная 23K1, 23K2, 23Б1, 23Ш1
- Балка сварная 24ДБ1
- Балка сварная 25K1, 25K2, 25K3, 25Б1, 25Б2, 25Ш1
- Балка сварная 26K1, 26K2, 26K3, 26Б1, 26Б2, 26Ш1, 26Ш2
- Балка сварная 27ДБ1
- Балка сварная 30K1, 30K2, 30К3, 30К4, 30Б1, 30Б2, 30ДШ1, 30Ш1, 30Ш2, 30Ш3
- Балка сварная 35Б1, 35Б2, 35ДБ1, 35К1, 35К2, 35K3, 35Ш1, 35Ш2, 35Ш3
- Балка сварная 36ДБ1
- Балка сварная 40Б1, 40Б2, 40ДБ1, 40ДШ1, 40К1, 40К2, 40K3, 40К4, 40К5, 40Ш1, 40Ш2, 40Ш3
- Балка сварная 45Б1, 45Б2, 45ДБ1, 45ДБ2, 45Ш1
- Балка сварная 50Б1, 50Б2, 50Б3, 50ДШ1, 50Ш1, 50Ш2, 50Ш3, 50Ш4
- Балка сварная 55Б1, 55Б2
- Балка сварная 60Б1, 60Б2, 60Ш1, 60Ш2, 60ШЗ, 60Ш4
- Балка сварная 70Б1, 70Б2, 70БС, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 70Ш5
- Балка сварная 80Б1, 80Б2, 80Ш1, 80Ш2
- Балка сварная 90Б1, 90Б2, 90Ш1, 90Ш2
- Балка сварная 100Б1, 100Б2, 100Б3, 100Б4, 100Ш1, 100Ш2, 100Ш3, 100Ш4
Типы сварных балков
- Сварная балка с уклоном внутренних граней – без буквы;
- Сварная балка для подвесных путей с уклоном внутренних граней – М;
- Сварная балка с параллельными гранями полок узкополочная – У;
- Сварная балка с параллельными гранями полок колонная – К;
- Сварная балка с параллельными гранями полок широкополочная – Ш;
- Сварная балка с параллельными гранями полок нормальная – Б;
- Сварная балка с параллельными гранями полок среднеполочная – Д;
- Сварная балка для армирования шахтных стволов с уклоном внутренних граней не более 16% – С
Технические требования для изготовления сварных балок
- Балки стальные сварные двутавровые, изготавливаются в соответствии с требованиями настоящей технологической инструкции, ГОСТ 23118, ТИ№1-2008 (балки сварные двутаврового сечения), по рабочим чертежам КМД, утвержденными в установленном порядке.
- Балки изготавливаются из листового горячекатаного проката из углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281.
Сборка производится только из выправленных листов, очищенных от заусениц, загрязнений, ржавчины, влаги, грата.
Марка, категория качества, класс прочности стали оговариваются в заказе и указывается в чертежах КМД. - Предельные отклонения по толщине стенки балки и полок балки соответствуют предельным отклонениям по толщине исходной заготовки шириной свыше 1500 до 2000 мм точности прокатки Б по ГОСТ 19903.
- Неперпендикулярность торцов балки не должна выводить ее длину за предельные отклонения. В качестве длины сварной балки принимается максимальная длина условно собранной сварной балки с торцами, перпендикулярными продольной оси.
- По требованию заказчика производится резка торцов. Предельные отклонения косины реза соответствуют значению, указанному в таблице предельных отклонений сварной балки.
- Предельные отклонения размеров, геометрической формы сварной балки и сварных швов не превышают значения приведенные в таблице предельных отклонений сварной балки;
- Кромки поясов балок после машинной кислородной резки не должны иметь неровностей, превышающих 0,3 мм.
- Материалы для сварки ( сварочная проволока, электроды, флюс, углекислый газ и/или газовые смеси) применяться в соответствии со СНиП II-23 и обеспечивают значения временного сопротивления металла шва не ниже чем у основного металла.
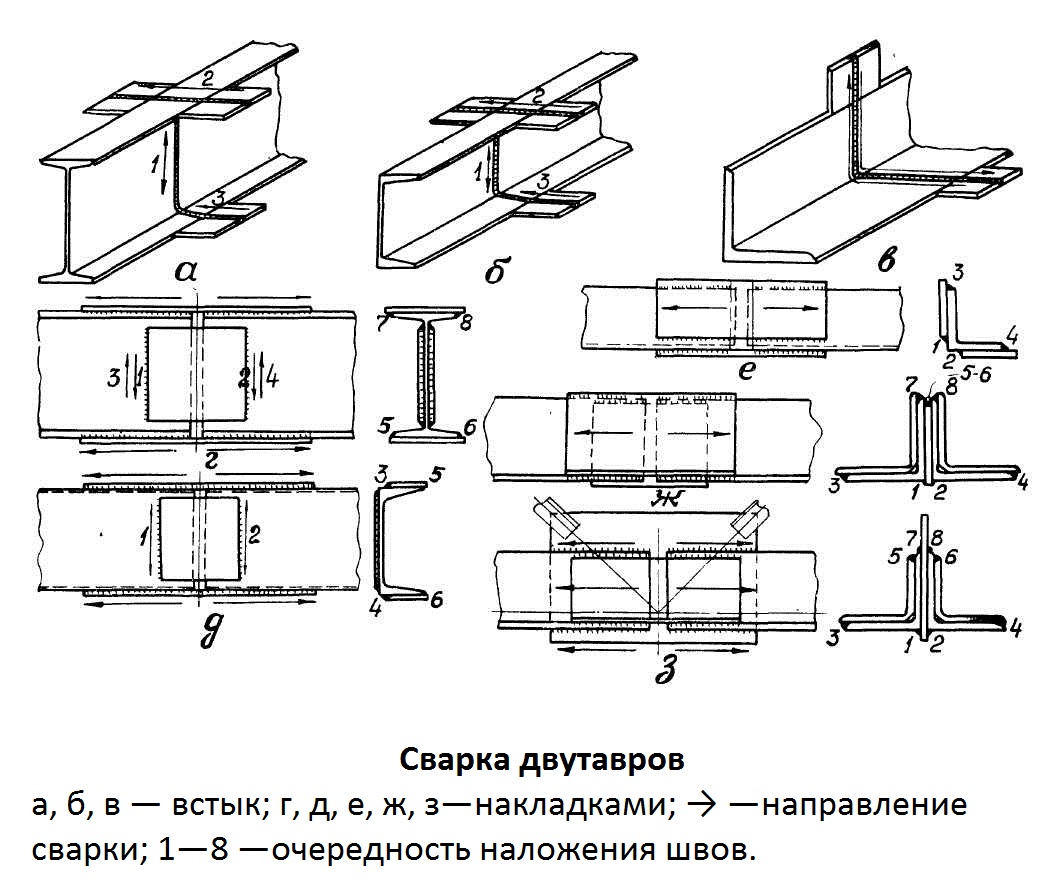
- Тавровые (поясные) и стыковые (стыки листов полок и стенок) швы выполняются механизированной сваркой (автоматической под флюсом и /или полуавтоматической в среде защитного газа) с плавным переходом швов к основному металлу.
По требованию заказчика тавровые (поясные) швы выполняются с полным проваром. - Стыки листов полок и стенок балок выполняются встык без накладок с применением двухсторонней сварки. При этом, стыки листов полок относительно стыка стенки балки, находиться на расстоянии не менее 100 мм по обе стороны от стыка стенки.
Допускается односторонняя сварка при условии подварки корня шва. - Все сварные швы являются непрерывными.
- Поверхность стыкованных швов листов поясов в местах сопряжения со стенкой зачищается заподлицо с основным металлом. По требованию заказчика допускается снятие усиления стыкового шва листов поясов и стенки балки с двух сторон
- При выполнении стыковых швов обеспечивается полный провар. Временное сопротивление наплавленного металла равно временному сопротивлению основного металла.
- Сварные швы соответствуют II категории и среднему уровню качества в соответствии с ГОСТ 23118. Другие категории и уровни качества сварных швов могут оговариваться при заказе.
- Допускаются следующие дефекты в поясных швах: Виды испытаний, объем контроля сварных соединений выбираются в зависимости от установленного уровня качества в соответствии с ГОСТ 23118.
- Непровары в корне шва в соединениях, доступных сварке с двух сторон, глубиной до 5% от толщины металла, но не более 50 мм при расстоянии между концами не менее 400 мм, (возможность установления более льготных требований может быть согласована с проектной организацией в зависимости от условий эксплуатации).
- Поры. Шлаковые включения. Допускаются скопления и цепочки дефектов на отдельных участках шва суммарной площадью не более 5% площади продольного сечения шва на участке длиной не более 50 мм, при этом расстояние между ближайшими концами цепочки должно быть не менее 400 мм.
- Допускаются единичные дефекты диаметром не более 2 мм в количестве не более шести на участке длиной не менее 400 мм при расстоянии между ними не менее 10 мм.
- Подрезы. Несплавления по кромкам не допускаются.
- Межваликовые впадины в многопроходных швах. Допускаются глубиной не более 1 мм.
- Трещины. Не допускаются трещины любой ориентации и длины.
- Временное сопротивление разрыву сварного соединения не должно быть ниже временного сопротивления металла сварной балки.
- Швы сварных соединений и конструкции по окончании сварки очищаются от шлака, брызг и натеков металла.
- Приваренные сборочные приспособления и выводные планки удаляются без применения ударных воздействий и повреждения основного металла, а места их приварки зачищаются до основного металла с удалением всех дефектов.
- Около шва сварного соединения ставится номер или знак сварщика, выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 40 мм от границы шва, если нет других указаний в чертежах КМД. При сварке сборочной единицы одним сварщиком ставится знак сварщика рядом с маркировкой.
- Допускается производить ремонт сварных соединений, при этом исправленные участки швов подвергаются повторному контролю.
- На поверхности балки не должно быть трещин, расслоений, плен, закатов, рванин, раскатанных загрязнений.
- Допускается наличие местных вмятин по толщине и ширине проката на глубину, не превышающую удвоенной величины минусового допуска проката, но не более 1 мм по толщине и 3 мм по габаритам сечения.
- Разрешается удалять дефекты наружной поверхности пологой зачисткой или сплошной шлифовкой, при этом толщина стенки и/или полки после зачистки не выходит за минимальные допустимые значения.
- По требованию заказчика производится противокоррозионная защита балок.
- Система защиты, марка материала, количество слоев, толщина каждого слоя, общая толщина покрытия согласовывается с потребителем.
- Покрытие не имеет пропусков, пузырей, трещин, сколов, кратеров и других дефектов, влияющих на защитные свойства, а по внешнему виду соответствует требованиям ГОСТ 9. 301.
Требования к сырью и материалам для производства сварных балок
- Балки стальные сварные двутавровые изготавливаются из горячекатаного проката, поставляемого в листах по ГОСТ 19903-74, из стали:
- углеродистой общего назначения и низколегированной – по ГОСТ 27772-88;
- углеродистой обыкновенного качества – по ГОСТ 14637-89;
- низколегированной – по ГОСТ 19281-89.
Марка, категория качества, класс прочности стали указываются в заказе.
| Наименование стали | Марки по действующим стандартам | |
| Ммарка стали | Обозначение стандарта | |
| С235 | Ст3кп2 | ГОСТ 380-88 |
| С245 | Ст3пс5 | ГОСТ 380-88 |
| Ст3сп5 | ГОСТ 380-88 | |
| С255 | Ст3Гпс, Ст3Гсп | ГОСТ 380-88 |
| С275 | Ст3пс | ГОСТ 380-88 |
| С285 | Ст3сп, Ст3Гпс | ГОСТ 380-88 |
| С345 | 09Г2С | ГОСТ 19281-89 |
- Сварочные материалы, применяемые для изготовления сварных двутавровых балок:
- Сварочная проволока Св08ГА; Св-10НМА, СВ08Г2С по ГОСТ 2246-70; S2, S2Мо, L61 по EN-756 для автоматической сварки под флюсом.
- Сварочный флюс АН-348-А по ГОСТ 9087, ОР-139, ОР-181, ОР-10U по EN-760.
- Сварочная проволока Св08Г2С по ГОСТ 2246-70, G3Si1 по EN-440 для п/автоматической сварки в защитной смеси газов 80%Ar +20 %СО2 по ГОСТ 10157-79.
- Электроды типа Э46 марки МР-3, АНО-4 по ГОСТ 9466-75
Сортамент сварных балок
Поперечное сечение балки должно соответствовать указанному на рисунке.
Н – высота балки; h – высота стенки балки; s – толщина стенки; t – толщина полки; В – ширина полки
Размеры сварных балок, площадь поперечного сечения, масса 1 метра балки и геометрические значения для осей приведены в таблице
Сварные балки в соответствии с заказом изготавливают длиной от 3 до 12 м. По требованию потребителя допускается поставка балок до 14.5 м.
| № п/п | Аналог прокатной балки | Размеры | Площадь поперечного сечения,см2 | Масаа 1 м,кг | Справочные значения для осей | Примечание ( аналог сечения по документу) | |||||||||
| Н | h | S | t | В | X – Х | Y – Y | |||||||||
| мм. | Iх,см4 | Wх,см3 | iх,см | Iy,см4 | Wy,см3 | iy,см | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1 | 40Б1 | 396 | 372 | 8 | 12 | 200 | 77,76 | 61,61 | 21132,403 | 1067,293 | 16,485 | 1061,587 | 160,159 | 4,538 | СТО АСЧМ20-93 |
| 2 | 40Б2 | 400 | 372 | 8 | 14 | 200 | 85,76 | 67,89 | 24300,51 | 1215,025 | 16,833 | 1868,254 | 186,825 | 4,667 | СТО АСЧМ20-93 |
| 3 | 45Б1 | 446 | 422 | 8 | 12 | 200 | 81,76 | 64,75 | 27618,577 | 1238,501 | 18,379 | 1601,801 | 160,18 | 4,426 | СТО АСЧМ20-93 |
| 4 | 45Б2 | 450 | 422 | 10 | 14 | 200 | 98,2 | 77,66 | 32885,207 | 1461,565 | 18,3 | 1870,183 | 187,018 | 4,364 | СТО АСЧМ20-93 |
| 5 | 50Б1 | 492 | 468 | 10 | 12 | 200 | 94,8 | 74,99 | 36195,696 | 1471,37 | 19,54 | 1603,9 | 160,39 | 4,113 | СТО АСЧМ20-93 |
| 6 | 50Б2 | 496 | 468 | 10 | 14 | 200 | 102,8 | 81,26 | 41076,443 | 1656,308 | 19,989 | 1870,567 | 187,057 | 4,266 | СТО АСЧМ20-93 |
| 7 | 50Б3 | 500 | 468 | 10 | 16 | 200 | 110,8 | 87,54 | 46036,549 | 1841,462 | 20,384 | 2137,233 | 213,723 | 4,392 | СТО АСЧМ20-93 |
| 8 | 55Б1 | 543 | 515 | 10 | 14 | 200 | 113,1 | 89,35 | 54488,148 | 2006,93 | 21,949 | 2488,825 | 226,257 | 4,691 | СТО АСЧМ20-93 |
| 9 | 55Б2 | 547 | 515 | 10 | 16 | 200 | 121,9 | 91,23 | 61022,728 | 2231,178 | 22,374 | 2843,758 | 258,523 | 4,83 | СТО АСЧМ20-93 |
| 10 | 60Б1 | 596 | 564 | 10 | 16 | 200 | 120,4 | 95,08 | 68788,165 | 2308,328 | 23,903 | 2138,033 | 213,803 | 4,214 | СТО АСЧМ20-93 |
| 11 | 60Б2 | 600 | 564 | 12 | 18 | 200 | 139,68 | 110,65 | 78930,374 | 2631,012 | 23,771 | 2408,122 | 240,812 | 4,152 | СТО АСЧМ20-93 |
| 12 | 70БС | 693 | 661 | 12 | 16 | 230 | 152,92 | 120,61 | 113228,715 | 3267,784 | 27,211 | 3254,052 | 282,961 | 4,613 | СТО АСЧМ20-93 |
| 13 | 70Б1 | 691 | 659 | 12 | 16 | 260 | 162,28 | 127,96 | 123406,867 | 3571,834 | 27,576 | 4696,423 | 361,263 | 5,38 | СТО АСЧМ20-93 |
| 14 | 70Б2 | 697 | 657 | 14 | 20 | 260 | 195,98 | 154,85 | 152286,103 | 4396,759 | 27,876 | 5873,69 | 451,822 | 5,475 | СТО АСЧМ20-93 |
| 15 | 80Б1 | 791 | 755 | 14 | 18 | 280 | 206,5 | 163,11 | 200814,226 | 5077,477 | 31,184 | 6602,864 | 471,633 | 5,655 | ГОСТ 26020-93 |
| 16 | 80Б2 | 798 | 758 | 14 | 20 | 280 | 218,12 | 172,23 | 220327,463 | 5521,992 | 31,782 | 7334,666 | 523,905 | 5,799 | ГОСТ 26020-93 |
| 17 | 90Б1 | 893 | 853 | 16 | 20 | 300 | 256,48 | 202,34 | 311432,097 | 6974,963 | 34,846 | 9029,116 | 601,941 | 5,933 | ГОСТ 26020-93 |
| 18 | 90Б2 | 900 | 856 | 16 | 22 | 300 | 268,96 | 212,14 | 338074,562 | 7512,768 | 35,454 | 9929,218 | 661,948 | 6,076 | ГОСТ 26020-93 |
| 19 | 100Б1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | ГОСТ 26020-93 |
| 20 | 100Б2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | ГОСТ 26020-93 |
| 21 | 100Б3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,39 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | ГОСТ 26020-93 |
| 22 | 100Б4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 310,77 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | ГОСТ 26020-93 |
| 23 | 40Ш1 | 383 | 355 | 10 | 14 | 300 | 119,5 | 94,37 | 32335,77 | 1688,552 | 16,45 | 6302,958 | 420,197 | 7,623 | СТО АСЧМ20-93 |
| 24 | 40Ш2 | 390 | 358 | 10 | 16 | 300 | 131,8 | 104,03 | 37414,279 | 1918,681 | 16,848 | 7202,983 | 480,199 | 7,393 | СТО АСЧМ20-93 |
| 25 | 45Ш1 | 440 | 404 | 12 | 18 | 300 | 159,48 | 123,84 | 54705,766 | 2486,626 | 18,698 | 8105,818 | 540,388 | 7,197 | СТО АСЧМ20-93 |
| 26 | 50Ш1 | 482 | 450 | 12 | 16 | 300 | 150,0 | 118,32 | 61250,42 | 2541,511 | 20,207 | 7206,48 | 480,432 | 6,931 | СТО АСЧМ20-93 |
| 27 | 50Ш2 | 487 | 451 | 16 | 18 | 300 | 180,16 | 142,43 | 71649,81 | 2942,497 | 19,942 | 8115,394 | 541,026 | 6,712 | СТО АСЧМ20-93 |
| 28 | 50Ш3 | 493 | 453 | 16 | 20 | 300 | 192,48 | 152,10 | 79553,324 | 3227,315 | 20,33 | 9015,462 | 601,031 | 6,844 | СТО АСЧМ20-93 |
| 29 | 50Ш4 | 499 | 449 | 18 | 25 | 300 | 230,82 | 182,20 | 97909,452 | 3924,227 | 20,596 | 11271,821 | 751,455 | 6,988 | СТО АСЧМ20-93 |
| 30 | 60Ш1 | 582 | 546 | 12 | 18 | 300 | 173,52 | 137,22 | 102192,214 | 3511,76 | 24,268 | 8107,862 | 540,524 | 6,836 | СТО АСЧМ20-93 |
| 31 | 60Ш2 | 589 | 549 | 16 | 20 | 300 | 207,84 | 164,16 | 119230,853 | 4048,586 | 23,951 | 9018,739 | 601,249 | 6,587 | СТО АСЧМ20-93 |
| 32 | 60Ш3 | 597 | 547 | 18 | 25 | 300 | 248,46 | 196,05 | 147322,223 | 4935,418 | 24,35 | 11276,584 | 751,772 | 6,737 | СТО АСЧМ20-93 |
| 33 | 60Ш4 | 605 | 545 | 20 | 30 | 300 | 289,0 | 227,87 | 175896,021 | 5814,744 | 24,671 | 13536,333 | 902,422 | 6,844 | СТО АСЧМ20-93 |
| 34 | 70Ш1 | 692 | 652 | 14 | 20 | 300 | 211,28 | 166,86 | 167851,444 | 4851,198 | 28,186 | 9014,909 | 600,994 | 6,532 | СТО АСЧМ20-93 |
| 35 | 70Ш2 | 698 | 648 | 16 | 25 | 300 | 253,68 | 200,14 | 206206,206 | 5908,487 | 28,511 | 11272,118 | 751,475 | 6,666 | СТО АСЧМ20-93 |
| 36 | 70Ш3 | 707 | 647 | 18 | 28 | 300 | 284,46 | 224,31 | 232098,263 | 6603,08 | 28,564 | 12631,444 | 842,096 | 6,664 | СТО АСЧМ20-93 |
| 37 | 70Ш4 | 715 | 651 | 20 | 32 | 300 | 322,2 | 253,93 | 270060,968 | 7554,153 | 28,951 | 14443,4 | 962,893 | 6,695 | СТО АСЧМ20-93 |
| 38 | 70Ш5 | 725 | 653 | 25 | 36 | 300 | 379,25 | 299,28 | 314592,011 | 8678,4 | 28,801 | 16285,026 | 1085,668 | 6,553 | СТО АСЧМ20-93 |
| 39 | 80Ш1 | 782 | 746 | 14 | 18 | 300 | 212,44 | 167,77 | 206062,523 | 5270,141 | 31,144 | 8117,059 | 541,137 | 6,181 | СТО АСЧМ20-93 |
| 40 | 80Ш2 | 792 | 748 | 14 | 22 | 300 | 236,72 | 186,83 | 244536,289 | 6175,159 | 32,141 | 9917,104 | 661,14 | 6,473 | СТО АСЧМ20-93 |
| 41 | 90Ш1 | 881 | 841 | 16 | 20 | 300 | 254,56 | 200,83 | 301746,076 | 6850,081 | 34,429 | 9028,706 | 601,914 | 5,955 | СТО АСЧМ20-93 |
| 42 | 90Ш2 | 890 | 840 | 16 | 25 | 300 | 284,4 | 224,26 | 359689,7 | 8028,915 | 35,563 | 11278,672 | 751,911 | 6,297 | СТО АСЧМ20-93 |
| 43 | 100Ш1 | 990 | 946 | 16 | 22 | 320 | 292,16 | 230,35 | 442767,975 | 8944,808 | 38,929 | 12047,223 | 752,951 | 6,421 | СТО АСЧМ20-93 |
| 44 | 100Ш2 | 998 | 948 | 18 | 25 | 320 | 330,64 | 260,56 | 506570,642 | 10151,716 | 39,142 | 13699,406 | 856,213 | 6,437 | СТО АСЧМ20-93 |
| 45 | 100Ш3 | 1006 | 946 | 18 | 30 | 320 | 362,28 | 285,96 | 584369,06 | 11617,675 | 40,163 | 16429,976 | 1026,873 | 6,734 | СТО АСЧМ20-93 |
| 46 | 100Ш4 | 1013 | 949 | 20 | 32 | 320 | 394,6 | 311,33 | 635348,653 | 12543,902 | 40,126 | 17539,533 | 1096,221 | 6,667 | СТО АСЧМ20-93 |
| 47 | 40К1 | 394 | 358 | 12 | 18 | 398 | 186,24 | 147,20 | 55267,84 | 2805,474 | 17,227 | 18918,593 | 950,683 | 10,097 | СТО АСЧМ20-93 |
| 48 | 40К2 | 400 | 356 | 14 | 22 | 400 | 225,84 | 178,29 | 68203,715 | 3410,186 | 17,378 | 23474,807 | 1173,74 | 10,195 | СТО АСЧМ20-93 |
| 49 | 40К3 | 406 | 356 | 16 | 25 | 403 | 258,46 | 203,90 | 79245,537 | 3903,721 | 17,51 | 27283,329 | 1354,011 | 10,274 | СТО АСЧМ20-93 |
| 50 | 40К4 | 414 | 354 | 18 | 30 | 405 | 306,72 | 242,35 | 96416,05 | 4657,78 | 17,73 | 33232,267 | 1641,1 | 10,409 | СТО АСЧМ20-93 |
| 51 | 40К5 | 429 | 357 | 25 | 36 | 400 | 377,25 | 297,71 | 120993,339 | 5640,715 | 17,909 | 38446,484 | 1922,324 | 10,095 | СТО АСЧМ20-93 |
Примечания:
- Площадь поперечного сечения и масса 1 м сварной балки вычислены по номинальным размерам с учетом массы наплавленного металла тавровых (поясных) сварных швов; плотность стали принята равной 7,85 г/см3,. Увеличение массы 1 м балки за счет массы наплавленного металла стыковых сварных швов полок и стенки оговариваются чертежами КМД и согласовываются с заказчиком.
- Сечения сварных балок даны без учета сохранения площади поперечных сечений аналогов прокатных балок.
- В таблице использованы следующие обозначения
I – момент инерции;
W – максимальный момент сопротивления;
i – радиус инерции. - Минимальное значение катета приведено ниже. Расчетное значение должно быть назначено главным конструктором, или оговорено заказчиком.
Кf = 6 мм для балок: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70БС, 70Б1, 40Ш1, 40Ш2, 50Ш1;
Кf = 8 мм для балок: 60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 100Б4, 45Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5.
Кf – катет сварного шва.
Методы контроля и средства измерений качества сварных балок
- Контроль отклонения формы и линейных размеров сечения сварной балки проводятся универсальными методами контроля и средствами измерений в соответствии с СП 53-101 и ГОСТ 23118. Проверка размеров проводится на расстоянии не менее 500 мм от торца балки. Высота балки измеряется по оси Y-Y.
- Контроль качества швов сварных соединений и размеров их сечений производятся в соответствии с ГОСТ 23118.
- Проверка комплектности производится сличением подготовленной к отправке партии сварных балок с нарядом – заказом.
- Марка, химический состав и механические свойства материала балки удостоверяются документом о качестве предприятия – поставщика листового проката.
Маркировка, транспортирование и хранение сварных балок
- Маркировка наносится на каждую сварную балку. Маркировка содержит:Маркировку наносят с обеих сторон стенки сварной балки на расстоянии не менее 500 мм от торца.
- номер заказа;
- номер чертежа КМД, по которому изготовлена балка;
- условное обозначение балок по чертежу КМД с указанием порядкового номера изготовления.
Пример маркировки:
308-9- 50Б3св-5,где 308 – номер заказа;
9 – номер чертежа;
50Б3св- условное обозначение;
5 – порядковый номер изготовления.
- На полках и на стенке выбивается марка стали на расстоянии не менее 80 мм от края указанных деталей.
- Маркировку наносят несмываемой краской.
- Транспортирование сварных балок допускается любым видом транспорта при условии защиты от механических повреждений.
- Погрузку, транспортирование, выгрузку и хранение балок необходимо производить соблюдая меры, исключающие возможность их повреждения.
Не допускается выгружать балки сбрасыванием, а также перемещать их волоком. - Условия транспортирования и хранения балок устанавливаются зависимости от климатических факторов внешней среды по ГОСТ 15150 и оговариваются в заказе.
- Балки хранятся на специально оборудованных складах рассортированными по сечению и маркам стали.
При хранении балки сварные опираются на деревянные подкладки и прокладки. Толщина деревянных подкладок не менее 100 мм. - При хранении сварных балок обеспечивается устойчивое положение балок, исключающее соприкосновение их с грунтом, а также предусмотренные меры против скапливания атмосферной влаги на балках или внутри них.
- Схемы складирования сварных балок исключают деформации балок и обеспечивать безопасность их расстроповки и строповки.
- Сварные балки храниться в штабелях высотой не более чем 2,3 м.
Гарантии изготовителя
- Гарантируется соответствие сварных балок требованиям настоящей технологической инструкции при соблюдении потребителем условий транспортирования и хранения.
- Гарантийный срок хранения сварных балок – 24 месяца с момента отгрузки с завода – изготовителя при соблюдении условий транспортировки и хранения.
Балка
Балки стальные (металлические) Балка двутавровая (двутавр). Двутавры стальные горячекатаные
Балки выпускаются по следующим стандартам:
СТО АСЧМ 20-93,
ГОСТ 8239-89 ,
ГОСТ 26020-83,
ГОСТ 19425-74
Двутавровые балки с параллельными гранями полок:
- Б – нормальные
- Ш – широкополочные
- К – колонные
- У – узкополочные
Согласно стандартам балки изготавливают длиной от 4 до 12 м. В зависимости от назначения балки изготавливают:
- мерной длины
- кратной мерной длины
- мерной длины с остатком до 5% массы партии
- кратной мерной длины с остатком до 5% массы партии
- немерной длины
Двутавровые балки используются в перекрытиях, рабочих площадках, мостах, подкрановых балках и в других металлических конструкциях. Наиболее часто используются двутавровые балки в большепролетных конструкциях промышленных зданий, так как снижают нагрузки и значительно уменьшает расход металла. Использование сварных стальных двутавровых балок, как строительных металлоконструкций позволяет воссоздать более экономичную форму опор и тем самым снизить общий вес металлоконструкции.
Двутавровая балка (двутавр) ГОСТ 8240-49 – металлическое изделие, имеющее Н-образное сечение. Двутавровая металлическая балка широко применятся в крупнопанельном, промышленном, а также гражданском строительстве при возведении перекрытий, опор, колонных металлоконструкций, подвесных путей, мостовых сооружений, в автомобильной промышленности, вагоностроении.
Двутавровую балку изготавливают из стальной заготовки методом горячей прокатки.
Другой способ изготовления металлической двутавровой балки – сварной. В этом случае используется специальное сварное оборудование. Сварная балка представляет собой сварную конструкцию из стальных листов с механическими параметрами эквивалентными горячекатаной по ГОСТ 26020-83 или по СТО АСЧМ 20-93. Изготовитель гарантирует расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка выпускается высотой (Н) от 240 до 3500 мм, толщина листа (Н1-Н3) от 8 до 50 мм, длина до 15,5 метров, качество продукции подтверждается документом о качестве стальных строительных конструкций по ГОСТ 23118-99.
Двутавровые балки различают по толщине стенки и полки, по расположению граней полок (с параллельными гранями, с уклоном внутренних граней), по назначению, по способу производства, по техническим характеристикам. Некоторые разновидности:
– балка двутавровая стальная специальная;
– балка двутавровая из углеродистой и низколегированной стали,(09Г2С)
– балка стальная горячекатаная.
RussianGost | Официальная нормативная библиотека – ГОСТ 26020-83
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 77 Металлургия »
Классификатор ISO » 77 МЕТАЛЛУРГИЯ » 77.140 Продукция из чугуна и стали » 77.140.70 Стальные профили »
Национальные стандарты » 77 МЕТАЛЛУРГИЯ » 77.140 Продукция из чугуна и стали » 77.140.70 Стальные профили »
Национальные стандарты для сомов » Последнее издание » V Металлы и изделия из них » В2 Сталь углеродистая обыкновенного качества (обыкновенный сток) » V22 Прокат и фасонная сталь »
Ссылка на документ:
ГОСТ 19281-2014 – Прокат из стали высокопрочной.Общие технические условия
ГОСТ 19281-73 – Сталь низколегированная сортируемая и фасонная
.ГОСТ 19281-89 – Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 21.502-2007 – Система проектной документации для строительства. Правила оформления проектной и рабочей документации на металлоконструкции
ГОСТ 21.502-2016 – Система строительной проектной документации. Правила выполнения рабочей документации на металлоконструкции
ГОСТ 21561-76 – Цистерны автомобильные для перевозки сжиженного углеводородного газа давлением до 1,8 МПа.Общие технические условия
ГОСТ 27772-2015 – Прокат металлоконструкций. Общие технические условия
ГОСТ 27772-88 – Прокат стальной конструкционный. Общие технические условия
ГОСТ 31385-2008 – Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ 31385-2016 – Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ 32943-2014 – Материалы и системы для защиты и ремонта бетонных конструкций.Требования к клеевым соединениям элементов усиления конструкций
ГОСТ 535-2005 – Прокат и фасонный профиль из углеродистой стали обыкновенного качества. Общие технические условия
ГОСТ 535-88 – Пруток углеродистый обыкновенный и фасонные профили. Общие технические условия
ГОСТ Р 52910-2008 – Резервуары стальные цилиндрические вертикальные для нефти и нефтепродуктов. Общие технические условия
ГОСТ Р 53295-2009 – Составы огнезащитные для металлоконструкций. Общее требование.Метод определения огнезащитной эффективности
ГОСТ Р 53298-2009 – Потолки подвесные. Метод испытания на огнестойкость
ГОСТ Р 55374-2012 – Прокат конструкционный легированный для мостостроения. Общие технические условия
НПБ 236-97 – Составы огнезащитные для металлоконструкций. Общее требование. Метод определения огнезащитной эффективности
ODM 218.2.066-2016: Методические указания по применению анкерных свай и микросвай в составе инженерной защиты дорог
ОСТ 108.030.30-79: Котлы стальные конструкционные стационарные. Основные Характеристики.
ОСТ 26.260.758-2003 – Металлоконструкции. Общие технические требования.
Р 50-116-90 – Рекомендации. Профили стальные горячекатаные и гнутокатаные. Единая профильная смесь
РД 24.030.142-88 – Методические указания. Подбор металлопродукции для строительства стационарных котлов.
РД 24.031.18-88 – Методические указания. Выбор конструкции косынок, ребер жесткости, диафрагм металлоконструкций паровых котлов
РД 26-02-80-2004 – Ведущий документ.Сварные змеевики для трубчатых печей. Требования к проектированию, изготовлению и доставке.
РД 3689-001-00220302 / 31-2004 – Трубы лучистые и комплектующие для реакционных трубчатых печей. Требования к проектированию, производству и доставке.
ТУ 102-425-86 – Комплект конструкций для строительства крана (крана) с пролетом изготовления каркаса конструкций 12 и 18М
.ТУ 102-533-89 – Комплект конструкций на здание без крана с арочным пролетом 12, 15 и 18 м
ODM 218.8.011-2018: Методические указания по определению характеристик и выбору шумозащитных конструкций дорог
Приказ 1048-ст: О прекращении применения межгосударственного стандарта на территории Российской Федерации
РД 12.13.056-86 – Оборудование валов вертикальных. Единые технические решения. Альбом I. Технологические схемы
РД 12.13.056-86 – Оборудование валов вертикальных. Единые технические решения. Альбом II. Оборудование, здания и сооружения
РД 22-16-2005 *: Руководящий нормативный материал.Подъемные машины. Подбор материалов для изготовления, ремонта и реконструкции сварных металлоконструкций
РД 31.44.06-89 – Полуприцепы низкорамные платформы. Характеристики ремонта
RD 50: 48: 0075.02.05: Буферы платформы. Рекомендации по проектированию, строительству и эксплуатации
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
Клиентов, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
RussianGost.com – ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности – одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация – локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на покупку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях – максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
ГОСТ 26020-83 / Auremo
.
ГОСТ 26020-83
Группа Б22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОРЯЧЕКАТАНЫЙ СТАЛЬНЫЙ двутавр С ПАРАЛЛЕЛЬНЫМИ ФЛАНЦЕВЫМИ КРАЯМИ
Ассортимент
Балка стальная горячекатаная двутавровая с параллельными кромками полки.Размеры
МКС 77.140.70
ОКП 09 2500
Дата введения 1986-01-01
Постановлением Госкомстандарта СССР от 17 декабря 1983 г. N 6095 дата введения установлена 01.01.86
Ограничение действия протокола № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИКС 2 −93)
ПЕРЕПЕЧАТКА. Октябрь 2012
1. Настоящий стандарт распространяется на стальные горячекатаные двутавры с параллельными полками высотой от 100 мм до 1000 мм и шириной полок от 55 до 400 мм.
2. По соотношению размеров и условиям применения балки делятся на типы:
Б – нормальные балки;
Ш – балка двутавровая;
К – балка колонна.
3. Сечение двутавра должно соответствовать указанному на дьяволе.1.
Условное обозначение к чертежу и табл.1:
– высота двутавра; – ширина полок; – толщина стен; – толщина полки; – радиус; – момент инерции; момент сопротивления; – статистическое * время полиацена; – радиус вращения
________________
* Текст документа соответствует оригиналу.- Обратите внимание на базу данных производителя.
Замечание.1
4. Размеры двутавра, площадь поперечного сечения, линейная плотность и справочные значения приведены в табл.1.
Таблица 1
| Номер профиля | мм | Площадь поперечного сечения, см | Линейная плотность, кг / м | Контрольные значения для осей | ||||||||||||||
см. | см. | см. | см. | см. | см. | см. | ||||||||||||
| Двутавры нормальные | ||||||||||||||||||
| 10B1 | 100 | 55 | 4,1 | 5,7 | 7 | 10,32 | 8,1 | 17,1 | 34,2 | 19,7 | 4,07 | 15,9 | 5,8 | 1,24 | ||||
| 12B1 | 117,6 | 64 | 3,8 | 5,1 | 7 | из 11.03 | 8,7 | 257 | 43,8 | 24,9 | 4,83 | 22,4 | 7,0 | 1,42 | ||||
| 12B2 | 120 | 64 | 4,4 | 6,3 | 13,21 | 10,4 | 318 | 53,0 | 30,4 | 4,90 | 27,7 | 8,6 | 1,45 | |||||
| 14B1 | 137,4 | 73 | 3,8 | 5,6 | 7 | 13,39 | 10,5 | 435 | 63,3 | 35,8 | 5,70 | 36,4 | 10,0 | 1,65 | ||||
| 14B2 | 140 | 73 | 4,7 | 6,9 | 16,43 | 12,9 | 541 | 77,3 | 44,2 | 5,74 | 44,9 | 12,3 | 1,65 | |||||
| 16B1 | 157 | 82 | 4,0 | 5,9 | 9 | 16,18 | 12,7 | 689 | 87,8 | 49,5 | 6,53 | 54,4 | 13,3 | 1,83 | ||||
| 16B2 | 160 | 82 | 5,0 | 7,4 | 20,09 | 15,8 | 869 | 108,7 | 61,9 | из 6.58 | 68,3 | 16,6 | 1,84 | |||||
| 18B1 | 177 | 91 | 4,3 | 6,5 | 9 | 19,58 | 15,4 | 1063 | 120,1 | 67,7 | из 7,37 | 81,9 | 18,0 | 2,04 | ||||
| 18B2 | 180 | 91 | 5,3 | 8,0 | 23,95 | 18,8 | 1317 | Республика Узбекистан 146.3 | 83,2 | 7,41 | 100,8 | 22,2 | из 2,05 | |||||
| 20B1 | 200 | 100 | 5,6 | 8,5 | 12 | 28,49 | 22,4 | 1943 | 194,3 | 110,3 | 8,26 | 142,3 | 28,5 | Из 2.23 | ||||
| 23Б1 | 230 | 110 | 5,6 | 9,0 | 12 | 32,91 | 25,8 | 2996 | А 260, 5 | К 147.2 | из 9,54 | 200,3 | 36,4 | 2,47 | ||||
| 26B1 | 258 | 120 | 5,8 | 8,5 | 12 | 35,62 | 28,0 | 4024 | 312,0 | 176,6 | 10,63 | 245,6 | 40,9 | 2,63 | ||||
| 26Б2 | 261 | 120 | 6,0 | 10,0 | 39,70 | 31,2 | Четыре тысячи шестьсот пятьдесят четыре | 356,6 | 201,5 | из 10.83 | 288,8 | 48,1 | 2,70 | |||||
| 30B1 | 296 | 140 | 5,8 | 8,5 | 15 | 41,92 | 32,9 | 6328 | 427,0 | 240,0 | 12,29 | 390,0 | 55,7 | 3,05 | ||||
| 30Б2 | 299 | 140 | 6,0 | 10,0 | 46,67 | 36,6 | 7293 | 487,8 | 273,8 | 12,50 | 458,6 | 65,5 | 3,13 | |||||
| 35B1 | 346 | 155 | 6,2 | 8,5 | 18 | 49,53 | 38,9 | 10060 | 581,7 | 328,6 | 14,25 | 529,6 | 68,3 | 3,27 | ||||
| 35B2 | 349 | 155 | 6,5 | 10,0 | 55,17 | 43,3 | 11550 | 662,2 | 373,0 | Для 14.47 | из 622,9 | 80,4 | 3,36 | |||||
| 40B1 | 392 | 165 | 7,0 | 9,5 | 21 | из 61,25 | 48,1 | 15750 | 803,6 | 456,0 | 16,03 | 714,9 | 86,7 | 3,42 | ||||
| 40B2 | 396 | 165 | 7,5 | 11,5 | 69,72 | 54,7 | 18530 | 935,7 | 529,7 | 16,30 | 865,0 | 104,8 | 3,52 | |||||
| 45Б1 | 443 | 180 | 7,8 | 11,0 | 21 | 76,23 | 59,8 | 24940 Запад | 1125,8 | 639,5 | 18,09 | 1073,7 | Из 119.3 | 3,75 | ||||
| 45B2 | 447 | 180 | 8,4 | 13,0 | 85,96 | 67,5 | 28870 | 1291,9 | 732,9 | 18,32 | 1269,0 | 141,0 | 3,84 | |||||
| 50B1 | 492 | 200 | 8,8 | 12,0 | 21 | 92,98 | 73,0 | 37160 | 1511,0 | 860,4 | 19,99 | 1606,0 | 160,6 | 4,16 | ||||
| 50Б2 | 496 | 200 | 9,2 | 14,0 | 102,80 | 80,7 | 42390 | 1709,0 | 970,2 | 20,30 | 1873,0 | 187,3 | 4,27 | |||||
| 55Б1 | 543 | 220 | 9,5 | 13,5 | 24 | 113,37 | 89,0 | 55680 | 2051,0 | 1165,0 | 22,16 | 2404,0 | Из 218.6 | 4,61 | ||||
| 55Б2 | 547 | 220 | 10,0 | 15,5 | 124,75 | 97,9 | 62790 | 2296,0 | 1302,0 | 22,43 | 2760,0 | 250,9 | 4,70 | |||||
| 60-1 | 593 | 230 | 10,5 | 15,5 | 24 | из 135,26 | 106,2 | 78760 | 2656,0 | 1512,0 | 24,13 | 3154,0 | 274,3 | 4,83 | ||||
| 60-2 | 597 | 230 | 11,0 | 17,5 | 147,30 | 115,6 | 87640 | 2936,0 | 1669,0 | 24,39 | 3561,0 | 309,6 | 4,92 | |||||
| 70B1 | 691 | 260 | 12,0 | 15,5 | 24 | 164,70 | Is 129.3 | 125930 | 3645,0 | 2095,0 | из 27,65 | 4556,0 | Из 350,5 | 5,26 | ||||
| 70Б2 | 697 | 260 | 12,5 | 18,5 | 183,60 | 144,2 | 145912 | 4187 | 2393,0 | 28,19 | 5437,0 | 418,2 | 5,44 | |||||
| 80-1 | 791 | 280 | 13,5 | 17,0 | 26 | 203,20 | 159,5 | 199500 | 5044 | 2917,0 | 31,33 | 6244,0 | 446,0 | 5,54 | ||||
| 80Б2 | 798 | 280 | 14,0 | 20,5 | 226,60 | 177,9 | 232200 | 5820 | 3343,0 | 32,01 | 7527,0 | 537,6 | 5,76 | |||||
| 90-1 | 893 | 300 | 15,0 | 18,5 | Тридцать | 247,10 | 194,0 | 304400 | 6817 | 3964,0 | 35,09 | 8365,0 | 557,6 | Из 5.82 | ||||
| 90Б2 | 900 | 300 | 15,5 | 22,0 | 272,40 | 213,8 | 349200 | 7760 | 4480,0 | 35,80 | 9943,0 | 662,8 | Из 6,04 | |||||
| 100Б1 | 990 | 320 | 16,0 | 21,0 | 30 | 293,82 | 230,6 | 446000 | 9011 | 5234,0 | 38,96 | 11520,0 | 719,9 | 6,26 | ||||
| 100Б2 | 998 | 320 | 17,0 | 25,0 | 328,90 | Из 258.2 | 516400 | 10350 | 5980,0 | 39,62 | 13710,0 | 856,9 | 6,46 | |||||
| 100Б3 | 1006 | 320 | 18,0 | 29,0 | 364,00 | 285,7 | 587700 | 11680 | 6736,0 | 40,18 | 15900,0 | 993,9 | из 6.61 | |||||
| 100–4 | 1013 | 320 | 19,5 | 32,5 | 400,60 | 314,5 | 655400 | 12940 | 7470,0 | из 40,45 | 17830,0 | 1114,3 | 6,67 | |||||
| Балка двутавровая | ||||||||||||||||||
| 20Ш2 | 193 | 150 | 6,0 | 9,0 | 13 | К 38.95 | 30,6 | 2660 | 275 | 153 | 8,26 | 507 | 67,6 | 3,61 | ||||
| 23Ш2 | 226 | 155 | 6,5 | 10,0 | 14 | 46,08 | 36,2 | 4260 | 377 | 210 | 9,62 | 622 | 80,2 | 3,67 | ||||
| 26Ш2 | 251 | 180 | 7,0 | 10,0 | 16 | 54,37 | 42,7 | 6225 | 496 | 276 | 10,70 | 974 | 108,2 | из 4.23 | ||||
| 26Ш3 | 255 | 180 | 7,5 | 12,0 | 62,73 | 49,2 | 7429 | 583 | 325 | из 10,88 | 1168 | 129,8 | 4,31 | |||||
| 30Ш2 | 291 | 200 | 8,0 | 11,0 | 18 | 68,31 | 53,6 | 10400 | 715 | 398 | 12,34 | 1470 | 147,0 | А 4.64 | ||||
| 30Ш3 | 295 | 200 | 8,5 | 13,0 | 77,65 | 61,0 | 12200 | 827 | 462 | 12,53 | 1737 | Из 173,7 | 4,73 | |||||
| 30Ш4 | 299 | 200 | 9,0 | 15,0 | 87,00 | 68,3 | 14040 | 939 | 526 | 12,70 | 2004 | К 200, 4 | 4,80 | |||||
| 35Ш2 | 338 | 250 | 9,5 | 12,5 | 20 | 95,67 | 75,1 | 19790 | 1171 | 651 | из 14.38 | 3260 | 261 | Из 5,84 | ||||
| 35Ш3 | 341 | 250 | 10,0 | 14,0 | 104,74 | 82,2 | 22070 | 1295 | 721 | 14,52 | 3650 | 292 | 5,90 | |||||
| 35Ш4 | 345 | 250 | 10,5 | 16,0 | 116,30 | 91,30 | 25140 | 1458 | 813 | 14,70 | 4170 | 334 | 5,99 | |||||
| 40Ш2 | 388 | 300 | 9,5 | 14,0 | 22 | 122,40 | 96,1 | 34360 | 1771 | 976 | из 16.76 | 6306 | 420 | 7,18 | ||||
| 40Ш3 | 392 | 300 | 11,5 | 16,0 | 141,60 | 111,1 | 39700 | 2025 | 1125 | 16,75 | 7209 | 481 | из 7.14 | |||||
| 40Ш3 | 396 | 300 | 12,5 | 18,0 | 157,20 | Is 123.4 | 44740 | 2260 | 1259 | 16,87 | 8111 | 541 | 7,18 | |||||
| 50Ш2 | 484 | 300 | 11,0 | 15,0 | 26 | 145,70 | 114,4 | 60930 | 2518 | 1403 | 20,45 | 6762 | 451 | из 6.81 | ||||
| 50Ш2 | 489 | 300 | 14,5 | 17,5 | 176,60 | 138,7 | 72530 | 2967 | 1676 | из 20,26 | 7900 | 526 | 6,69 | |||||
| 50-3 | 495 | 300 | 15,5 | 20,5 | 199,20 | 156,4 | 84200 | 3402 | 1923 | Grew 20 лет.56 | 9250 | 617 | Из 6,81 | |||||
| 50Ш4 | 501 | 300 | 16,5 | 23,5 | 221,70 | Оценка 174,1 | 96150 | 3838 | 2173 | 20,82 | 10600 | 707 | Из 6,92 | |||||
| 60Ш1 | 580 | 320 | 12,0 | 17,0 | 28 | 181,10 | 142,1 | 107300 | 3701 | 2068 | Из 24.35 | 9302 | 581 | из 7.17 | ||||
| 60-2 | 587 | 320 | 16,0 | 20,5 | 225,30 | 176,9 | 131800 | 4490 | 2544 | из 24,19 | 11230 | 702 | 7,06 | |||||
| 60 3 | 596 | 320 | 18,0 | 24,5 | 261,80 | 205,5 | 156900 | 5273 | 2997 | 24,48 | 13420 | 839 | 7,16 | |||||
| 60 × 4 | 603 | 320 | 20,0 | 28,5 | 298,34 | Из 234.2 | 182500 | 6055 | 3455 | 24,73 | 15620 | 976 | 7,23 | |||||
| 70Ш1 | 683 | 320 | 13,5 | 19,0 | 30 | 216,40 | 169,9 | 172000 | 5036 | 2843 | 28,19 | 10400 | 650 | 6,93 | ||||
| 70-2 | 691 | 320 | 15,0 | 23,0 | 251,70 | Начислено 197.6 | 205500 | 5949 | 3360 | 28,58 | 12590 | 787 | Из 7,07 | |||||
| 70Ш3 | 700 | 320 | 18,0 | 27,5 | 299,80 | 235,4 | 247100 | 7059 | 4017 | 28,72 | 15070 | 942 | из 7.09 | |||||
| 70Ш5 | 708 | 320 | 20,5 | 31,5 | 341,60 | 268,1 | 284400 | 8033 | 4598 | 28,85 | 17270 | 1079 | 7,11 | |||||
| 70Ш5 | 718 | 320 | 23,0 | 36,5 | 389,7 | К 305.9 | 330600 | 9210 | 5298 | 29 и 13 | 20020 | 1251 | Из 7.17 | |||||
| Балка двутавровая колонна | ||||||||||||||||||
| 20К1 | 195 | 200 | 6,5 | 10,0 | 13 | 52,82 | 41,5 | 3820 | 392 | 216 | 8,50 | 1334 | 133 | 5,03 | ||||
| 20K2 | 198 | 200 | 7,0 | 11,5 | 59,70 | 46,9 | 4422 | 447 | 247 | 8,61 | 1534 | 153 | 5,07 | |||||
| 23К1 | 227 | 240 | 7,0 | 10,5 | 14 | 66,51 | 52,2 | 6589 | 580 | 318 | 9,95 | 2421 | 202 | Из 6.03 | ||||
| 23K2 | 230 | 240 | 8,0 | 12,0 | 75,77 | 59,5 | 7601 | 661 | 365 | 10,02 | 2766 | 231 | из 6,04 | |||||
| 26К1 | 255 | 260 | 8,0 | 12,0 | шестнадцать | 83,08 | 65,2 | 10300 | 809 | 445 | 11,14 | 3517 | 271 | Из 6.51 | ||||
| 26K2 | 258 | 260 | 9,0 | 13,5 | 93,19 | 73,2 | 11700 | 907 | 501 | 11,21 | 3957 | 304 | из 6,52 | |||||
| 26K3 | 262 | 260 | 10,0 | 15,5 | 105,90 | Из 83.1 | 13560 | 1035 | 576 | К 11.32 | 4544 | 349 | 6,55 | |||||
| 30K1 | 296 | 300 | 9,0 | 13,5 | 18 | Из 108,00 | 84,8 | 18110 | 1223 | 672 | 12,95 | 6079 | 405 | 7,50 | ||||
| 30K2 | 304 | 300 | 10,0 | 15,5 | 122,70 | 96,3 | 20930 | 1395 | 771 | 13,06 | 6980 | 465 | 7,54 | |||||
| 30 тыс. 3 | 300 | 300 | 11,5 | 17,5 | 138,72 | 108,9 | 23910 | 1573 | 874 | 13,12 | 7881 | 525 | 7,54 | |||||
| 35K1 | 343 | 350 | 10,0 | 15,0 | 20 | 139,70 | 109,7 | 31610 | 1843 | 1010 | 15,04 | 10720 | 613 | 8,76 | ||||
| 35K2 | 348 | 350 | 11,0 | 17,5 | 160,40 | 125,9 | 37090 | 2132 | 1173 | из 15.21 | 12510 | 715 | 8,83 | |||||
| 35К3 | 353 | 350 | 13,0 | 20,0 | 184,10 | 144,5 | 42970 | 2435 | 1351 | 15,28 | 14300 | 817 | из 8,81 | |||||
| 40К1 | 393 | 400 | 11,0 | 16,5 | 22 | 175,80 | 138,0 | 52400 | 2664 | 1457 | из 17.26 | 17610 | 880 | 10,00 | ||||
| 40К2 | 400 | 400 | 13,0 | 20,0 | 210,96 | 165,6 | 64140 | 3207 | 1767 | 17,44 | 21350 | 1067 | 10,06 | |||||
| 40K3 | 409 | 400 | 16,0 | 24,5 | 257,80 | Увеличьте до 202.3 по | 80040 | 3914 | 2180 | Потеря 17,62 | 26150 | 1307 | Из 10.07 | |||||
| 40К4 | 419 | 400 | 19,0 | 29,5 | 308,60 | 242,2 | 98340 | 4694 | 2642 | 17,85 | 31500 | 1575 | 10,10 | |||||
| 40K5 | 431 | 400 | 23,0 | 35,5 | Из 371.00 | 291,2 | 121570 | 5642 | 3217 | 18,10 | 37910 | 1896 | 10,11 | |||||
| Двутавры дополнительной серии (D) | ||||||||||||||||||
| 24DB1 | 239 | 115 | 5,5 | 9,3 | 15 | 35,45 | 27,8 | 3535 | 295,8 | Из 166.6 | 9,99 | 236,8 | 41,2 | 2,58 | ||||
| 27DB1 | 269 | 125 | 6,0 | 9,5 | 15 | 40,68 | 31,9 | 5068 | 376,8 | 212,7 | 11,16 | 310,5 | 49,7 | 2,76 | ||||
| 36ДБ1 | 360 | 145 | 7,2 | 12,3 | 18 | 62,60 | 49,1 | 13800 | 766,4 | 434,1 | 14,84 | 627,6 | 86,6 | 3,17 | ||||
| 35DB1 | 349 | 127 | 5,8 | 8,5 | 15 | 42,78 | 33,6 | 8540 | 489,4 | 279,4 | 14,13 | 291,5 | 45,9 | 2,61 | ||||
| 40DB1 | 399 | 139 | 6,2 | 9,0 | 15 | Из 50.58 | 39,7 | Руль 13050 | 654,2 | 374,5 | 16,06 | 404,4 | 58,2 | из 2,83 | ||||
| 45ДБ1 | 450 | 152 | 7,4 | 11,0 | 15 | 67,05 | 52,6 | 21810 | 969,2 | 556,8 | 18,04 | 646,2 | 85,0 | 3,10 | ||||
| 45DB2 | 450,0 | 180,0 | 7,6 | 13,3 | 18 | 82,8 | 65,0 | 28840 | 1280 | 722 | 18,7 | 1300 | 144 | Из 3.96 | ||||
| 30ДШ2 | 300,6 | 201,9 млн. | 9,4 | 16,0 | 18 | 92,6 | 72,7 | 15090 | 1000 | 563 | 12,8 | 2200 | 218 | 4,87 | ||||
| 40ДШ2 | 397,6 | 302,0 | 11,5 | 18,7 | 22 | 159,0 | 124,0 | 46330 | 2330 | 1290 | 17,1 | 8590 | 569 | из 7.36 | ||||
| 50ДШ1 | 496,2 | 303,8 | 14,2 | 21,0 | 26 | 198,0 | 155,0 | 86010 | 3470 | 1950 | 20,8 | 9830 | 647 | из 7,05 | ||||
Примечания:
1. Площадь поперечного сечения, справочные значения и линейная плотность рассчитаны на основе номинальных размеров. Плотность стали принята равной 7,85х10кг / м.
2. Радиус, указанный на дьявол.1, дан для построения калибра валков.
Допуски 2 по размерам и геометрической форме двутавров
5. Допуски по размерам и геометрической форме двутавров (рис.1 и 2) не должны превышать значений, приведенных в табл.2.
Legend
– уменьшена ширина фланца; – ширина удлиненного фланца; перекос полки; кривизна стены по высоте сечения
Блин.2
Таблица 2
| мм | ||
| Параметр двутавровой балки | Интервал значений параметра | Предельное отклонение |
Высота | 120 | ± 2,0 |
120380 | ± 3,0 | |
380580 | ± 4,0 | |
580 | ± 5,0 | |
Ширина полок | 120 | ± 2,0 |
120 | ± 3,0 | |
Толщина стенки | 4,4 | ± 0,5 |
4,46,5 | ± 0,7 | |
6,516,0 | ± 1,0 | |
16,023,0 | ± 1,5 | |
23,0 | ± 2,0 | |
Толщина полок | 6,3 | ± 1,0 |
6,316,0 | ± 1,5 | |
16,025,0 | ± 2,0 | |
25,040,0 | ± 2,5 | |
Косые полки | 120 | 1,0 |
120290 | Из 0.От 015 до 3,0 | |
290 | 0,0154,0 | |
Смещение полки относительно стены, | 120 | 1,5 |
120190 | 2,5 | |
1 | 3,0 | |
290 220 | 3,0 | |
220 | 4,5 | |
Кривизна стены по высоте сечения | 120 | 1,0 |
120380 | 1,5 | |
380680 | 2,0 | |
680 | 3,0 | |
| Кривизна профиля в вертикальной и горизонтальной плоскостях | – | 0,002 |
| Линейная плотность | – | ± 4,0% |
Примечание.По согласованию с потребителем кривизна профиля в вертикальной и горизонтальной плоскостях не должна превышать 0,001 на 310 мм.
6. Балки по заказу изготавливаются длиной от 6 до 24 м:
мерной длины;
длина измерения до сегмента;
кратное мерной длине;
кратная мерной длины с пропилом;
случайной длины.
6.1. Вырезом считаются балки длиной не менее:
3 м – для размеров секций линейной плотностью 20 кг / м;
4 м – для размеров секций с линейной плотностью 20 кг / м.
6.2. Балки двутавровые на длину с нарезкой и кратную длину с нарезанными сегментами допускаются в количестве:
до 5% от веса партии для размеров сечений с линейной плотностью 20 кг / м;
до 8% от массы партии для размеров секций с линейной плотностью более 20 до 50 кг / м3;
до 12% от массы партии для размеров профилей с линейной плотностью от 50 до 150 кг / м;
до 20% от массы партии для размеров секций с линейной плотностью более 150 кг / м3.
6.3. Возможно изготовление двутавров ограниченной длины в негабаритных изделиях.
7. Предельные отклонения профилей по длине размерной и кратной длин не должны превышать значений, приведенных в табл.3.
Таблица 3
| мм | ||
| Длина профиля | Интервал значений параметра | Предельное отклонение |
| До 12000 вкл. | 790 | +60 |
| До 12000 вкл. | 790 | +80 |
| Св. 12000 | +100 | |
8. Прямоугольность обрезанного конца в мм должна соответствовать длине двутавровой балки, ограничивающей прогиб до длины.
Поскольку длина двутавра определяется как максимальная длина двутавра, обычно его обрезают концами, перпендикулярными продольной оси.
9. Поверхность притупления углов полок должна быть выпуклой без выступов. Радиус затупления не более 0,2, но не более 3 мм.
10. Проверка размеров проводится на минимальном расстоянии 500 мм от конца профиля.
Высота профиля измеряется вдоль оси.
Металлы | Бесплатный полнотекстовый | Изготовление и свойства электронно-лучевых соединений на титановых сплавах Ti-TiB
Влияние параметров сварки и термической обработки на микроструктуру и механические свойства
В случае сварки Ti-TiB титановым сплавом без армирующих волокон необходимо: понять, каким образом должна формироваться переходная зона сварного шва и приведет ли это к снижению его прочности.
Сплав (α + β) Ti по составу (Al-3,5%, Nb-3,0%, Fe-2,5%, V-1,9%, Mo-1,4%, Zr-1,3%, Si-0,1 %, Т – остальное), близок к сплаву Т110 (5,0–6,0% Al, 3,5–4,8% Nb, 1,5–2,5% Fe, 0,8–2,0%, 0,8–1,8% Mo, 0,3–0,8% Zr, 0,09% O 2 , 0,02% N 2 , 0,003% H 2 ), разработанная совместно с Институтом электросварки им. Патона НАН Украины и ГП «Антонов» (патент Украины № 40087C2 от 16.06.2003) и который отличается достаточно высокими механическими свойствами.
Для сплавов типа Ti-TiB характерна анизотропия механических свойств, определяемая направленностью армирующих волокон. В таблице 2 представлены механические свойства сварных соединений Ti-TiB со сплавом типа T110, в которых исходная ориентация волокон TiB в Ti имеет преобладающую направленность, перпендикулярную поверхности, подвергаемой сварке. Это позволяет не только проанализировать процессы получения сварного соединения Ti-TiB и сплава типа Т110, но и провести анализ влияния ориентации армирующих волокон в исходном сплаве Ti-TiB на свойства сварного шва.Сварка проводилась в следующем режиме работы: U acc = 60 кВ, I eb = 90 мА, скорость движения электронного пучка v eb = 7 мм · с −1 , развертка пучка – эллиптическая. , поперечный (3 мм × 4 мм). После сварки часть свариваемых образцов подвергалась отжигу в течение 1 ч при температуре 750 ° C (на воздухе) или при температуре 850 ° C (в вакууме). Результаты механических испытаний образцов Ti-TiB – T110 до и после термообработки представлены в таблице 4.Относительно начала процесса пластической деформации перед разрушением образцов серии 7 результаты фрактометрического анализа поверхностей излома представлены на рисунке 10. Особенности поверхностей излома образцов серии 6, характеризующиеся σ t = 931,3 МПа ( см. рисунок 10a), а также образцы серии 6, характеризующиеся σ t = 970,5 МПа и δ ≈ 2% (см. рисунок 10c), позволяют подтвердить, что в обоих случаях хрупкое разрушение было инициировано развитием хрупких трещин на граничное волокно TiB – титановая матрица.Это утверждение подтверждается тем фактом, что волокна TiB находятся на всех поверхностях излома (см. Рис. 10b, d). Увеличение удельной площади адгезионного контакта волокон TiB с титановой матрицей в пределах общей площади поперечного сечения образца с поперечной ориентацией волокна, подвергнутого деформации, приводит к увеличению вероятности развития зародышей хрупкой трещины на таких участках. На поверхностях излома образцов серии 7 также могут наблюдаться следы пластической деформации (см. Рис. 11), которые отсутствуют в образцах серий 6 и 8.В сваренных образцах наблюдались темноокрашенные борсодержащие включения в зоне кристаллизации, в которой расплавленный материал контактировал со сплавом Ti-TiB, который сохранял твердое состояние (см. Рис. 12а). Эти включения имеют размеры от субмикронных квазисферических, сегрегированных в граничные кластеры, до микрон, которые близки к исходным армирующим волокнам TiB. Отжиг образцов при 750 ° C (см. Рисунок 12b) и 850 ° C (см. Рисунок 12c). приводит к растворению вышеупомянутых квазисферических кластеров, сохраняя при этом часть исходных армирующих волокон TiB (см. рисунок 13b).В такой пограничной зоне также образуются субмикронные TiB-армирующие волокна (см. Рисунок 14). После отжига при 750 ° C они распределяются более равномерно, а после отжига при 850 ° C образуют кластерную сеть, типичную для всех материалов сварных швов (см. Рисунок 15). Доказательством термодинамической нестабильности этих образований можно считать растворение борсодержащих кластеров в пограничной зоне металла шва Ti-TiB при последующем кратковременном отжиге. В экспериментах [21] наблюдалось присутствие метастабильного Ti 2 B.Он образовался из жидкой фазы Ti-B при ~ 2200 ° C и затем исчез в условиях термодинамической стабилизации при ~ 1800 ° C. Весьма вероятно, что в условиях электронно-лучевой сварки быстрое охлаждение на границе между Ti-TiB и расплавленным металлом привело к быстрой кристаллизации в этой зоне и образованию метастабильной фазы, которая растворялась во время отжига при 750 ° C. и 850 ° С (1 ч). При увеличении расстояния от зоны сварного шва Ti-TiB в сторону T110 влияние отжига на структуру материала сварного шва не наблюдалось.Кроме того, сетчатые ячейки кластеров субмикронных боридных волокон постепенно увеличивались в размерах (см. Фиг. 16) и не наблюдались в зоне, где сплав Т110 оставался в твердом состоянии. В сварном соединении боридные субмикронные волокна не имеют преобладающих направлений в материале сварного шва, но локально ориентированы преимущественно вдоль границы сети их кластеров.Рентгеноспектральный микроанализ армирующих волокон в зоне сварного шва не привел к выявлению в волокнах таких легированных элементов, характерных для сплава Т110, кроме Al до 0.18% и Fe до 0,1%.
Во время испытаний на растяжение, проведенных при температуре 20 ° C, сварных образцов Ti-TiB (которые имели ориентацию армирующих волокон преимущественно перпендикулярно плоскости сварного стыкового соединения) и T110, произошло разрушение основного материала (Рисунок 17 ). При такой ориентации армирующих волокон сплав Ti-TiB был прочнее, чем сплав T110, в котором произошло разрушение. В этих случаях максимальная прочность при минимальной пластичности наблюдалась при минимальной скорости движения электронного пучка.Наивысший уровень пластичности наблюдался при максимальной скорости движения электронного луча и сварки материалов, изначально нагретых до 600 ° С. Для расчета прочности сплава типа Т110, при котором происходило разрушение сварных соединений, Использовалась следующая формула, предложенная в [22]: где ι =% Al + 0,5% Sn + 0,33% Zr + 3,8, κ =% Mo + 0,56% V + 1,25% Cr + 1,43% Fe + 0,3% Nb. Расчетная σ t для сплава типа Т110 составляет 1051 МПа. согласно уравнению (2). Он достаточно хорошо согласуется с данными по прочности сплава Т110 (σ t = 1107 МПа [23]) и позволяет считать, что пониженный уровень прочности данного элемента сварного соединения связан с необходимостью последующего -сварочная термообработка.При изготовлении сварного шва между сплавами Ti-TiB и T110 в случае минимальной скорости электронного пучка v eb = 7 мм · с −1 дендритная структура, характерная для сварного шва Ti-TiB, сохраняется (см. Рисунок 18а). При увеличении скорости электронного пучка включения боридов образуют ячеистую структуру. Увеличение размеров ячейки также наблюдалось для предварительно нагретых деталей (600 ° C) по сравнению с деталями, сваренными при начальной температуре 20 ° C (см. Рисунок 18).Увеличение ячеек дендритоподобной микроструктуры при повышении начальной температуры материалов, подвергаемых сварке, от 20 ° C до 600 ° C, вероятно, связано с неполной термодинамической стабильностью борсодержащих участков, прилегающих к микроволокнам TiB.
В случае механических испытаний сварных соединений сплавов Ti-TiB и Т110 разрушение произошло в Т110. Это свидетельствует о более высоких механических свойствах сварного шва. С другой стороны, это свидетельствует о необходимости оптимизации термической обработки с целью повышения механических свойств сварных соединений.
Исследование поверхностного разрушения данной серии разнородных сварных соединений показано на рис. 19а, б. На поверхностях излома наблюдаются элементы вязкого разрушения (светлые волновые гребни), а участки хрупкости, очевидно, соответствуют участкам ячеистой структуры. Отсутствие отрыва от матрицы фрагментации боридов (см. Рисунок 20) свидетельствует о высокой прочности сцепления. границы между титановой матрицей и частицами TiB. Присутствие боридной фазы с чрезвычайно низкой пластичностью может инициировать развитие и раскрытие хрупкой трещины в процессе разрушения, которая может распространяться по всему материалу Ti-TiB.При испытании на растяжение разнородных сварных соединений сплавов Ti-TiB и T110, полученных при малых скоростях электронного пучка, наблюдался определенный уровень пластичности: при минимальной скорости движения электронного пучка 7 мм · с −1 она составила 1,2. %, а при скорости движения электронного пучка 13 мм · с −1 – 4,9%, но повышение пластичности привело к снижению прочности (см. рисунок 19). На рисунке 20а, б представлен общий вид поверхности разрушения сварного шва. стыки между образцами серии (Ti-TiB) –T110, для которых наблюдается приличный уровень пластичности при всех параметрах сварки.В этом случае на поверхности разрушения видны элементы вязкого разрушения (светлые гребни волн) (см. Рисунок 21), что указывает на характер распространения магистральной трещины (см. Рисунок 19а). Как указывалось выше, во всех случаях механических испытаний образцов серии (Ti-TiB) –Т110 в сплаве Т110 разрушение происходило вдали от зоны сварного шва. Следует отметить, что проведенные фрактографические исследования показали, что поверхности излома Образцы серии (Ti-TiB) –T110 демонстрируют смешанное хрупко-вязкое разрушение с преобладающим механизмом хрупкого разрушения (см. Рисунок 22).Повышение скорости луча и температуры предварительного нагрева при сварке разнородных соединений приводит к увеличению доли вязкого разрушения. При достижении критического уровня напряжений в сплаве Ti-TiB большие бориды растрескиваются, предположительно из-за высокой концентрации напряжений вокруг них, что приводит к хрупкому разрушению (см. Рисунок 22b). Наличие большего количества коротких боридов (менее 5 мкм), которые характерны для материала сварного шва, не приводят к сильной локализации напряжений и, таким образом, не влияют на вязкость разрушения пластически деформированной матрицы.Как упоминалось ранее, все образцы раскололись в основном металле. Это можно объяснить тем фактом, что размеры боридных волокон в металле сварного шва значительно меньше (волокна TiB варьируются от 1 до 20 мкм, см. Рисунок 4, Рисунок 5, Рисунок 13, Рисунок 14, Рисунок 15 и Рисунок 16, а также Таблица 2, Таблица 3 и Таблица 4) по сравнению с основным металлом (волокна TiB имеют размер от 8 до 70 мкм, как показано на Рисунке 1). Такое измельчение боридных волокон могло бы привести к более высокой прочности Ti-TiB, как обсуждалось Kaczmarek et al.[7]. Однако для проверки этого предположения необходимо систематическое исследование с акцентом на изменение размера и распределение волокон и их влияние на механические свойства сварных соединений с более широким диапазоном размеров волокон TiB.| Периферийное устройство | Создает окружность на изгибе линии сварного шва, чтобы указать, что сварной шов применяется по всему контуру. |
| Поле / Участок | Добавляет на изгибе линии сварного шва, чтобы указать, что сварной шов применяется в полевых условиях или на месте.Выберите нижнее поле / сайт, чтобы установить флажок. |
| Условное обозначение сварного шва | Используйте верхнюю кнопку «Символ сварного шва», чтобы выбрать символ для сварного шва «с этой стороны». Используйте нижнюю кнопку «Символ сварного шва», чтобы выбрать символ сварного шва «с другой стороны». |
Щелкните и выберите символ из библиотеки символов. Чтобы выключить символ, очистите его выключив его. Другие варианты становятся доступными в зависимости от выбранный символ.Введите размер слева от символа. Наберите “А шаг справа от символа. Формат высоты тона обычно Длина-шаг. | |
| Сварной шов «Другая сторона» | Сварной шов “с этой стороны” |
Стандарт ISO использует символы сварного шва на (вверху) линии для «ближней стороны» или «этой стороны», а символы сварного шва на пунктирной линии (внизу) для «дальней стороны» или «другой стороны». сварка по умолчанию.Если вы измените стандарт оформления на ISO, программное обеспечение изменит обозначения сварных швов. | |
| Технические характеристики | Введите текст в большом поле справа в любом количестве строк, чтобы он отображался в конце символа. |
| Номер ссылки | Создает справочную рамку вокруг текста процесса Спецификации. |
| Контур | Позволяет применить контур над символом. |
| Угол паза | (только JIS) Введите угол в градусах (символ градуса добавляется автоматически). Внутри. Текст помещен внутри символа сварного шва. |
| Корневое отверстие | (только JIS) Введите размер. |
| 2-е скругление | Добавляет второе сопряжение к существующему обозначению. Этот параметр доступен только для стыка с квадратным скосом, стыка с одинарным скосом, стыка с одинарным скосом и корнем и только для стыка с одинарным J-образным стыком.Введите размер слева от символа. Введите шаг справа от символа. |
| Симметричный | Свойства на одной стороне строки символа также отображаются на другой стороне. |
| Шатание | Символы над и под линией расположены в шахматном порядке. |
| Идентификационная линия сверху | Перемещает пунктирную идентификационную линию над линией символа. |
| Шрифт | Чтобы указать шрифт для текста и размер символов, снимите флажок «Использовать шрифт документа» и щелкните «Шрифт». |
| Анкер-поводок | Прикрепите выноску к указанному месту на обозначении сварного шва. |
| Используйте многопозиционную выноску | Позволяет несколько раз щелкнуть в графической области для создания изгибов выноски. |
| Слой | В чертеже с именованными слоями выберите слой из списка. |
| Включить этот символ в сварочную таблицу | Выберите, чтобы сделать символ сварного шва доступным для таблицы сварных швов. |
| Стиль | Для изменения параметров стиля обозначения сварного шва. Для получения дополнительной информации см. Style . |
| Стиль выноски (в PropertyManager Обозначение сварного шва) | Использовать отображение документа:
|
Балки сварные. МашСтройИнжиниринг производственная компания, ООО
Производственное предприятие ООО «МашСтрой Инжиниринг» совместно с Болоховским машиностроительным заводом ООО «Металлист» освоило производство полного ассортимента стальных балок в сварном исполнении.
Наш десятилетний опыт практической деятельности в области металлообработки показал, что одно из самых «узких мест» в производстве металлоконструкций – это большое (до 30% от объема) количество сварных двутавров. Анализ конструкторской документации за последние 2 – 3 года показал, что наблюдается тенденция к увеличению доли сварных двутавров в объеме металлоконструкций до 50-70%. При этом процесс изготовления двутавра требует двойной переделки, а именно: изготовление сварных двутавров, а затем изготовление металлоконструкций непосредственно на основе этих двутавров.
Номенклатура выпускаемых сварных двутавров включает:
ассортимент двутавров прокатных от 30 до 150 (размеры W, B, S и др.) По ГОСТ 26020-83,
Ассортимент прокатных двутавров от 30 до 150 (размеры W, B, S и др.) По СТО АСЧМ 20-93,
Двутавры специальные по индивидуальным размерам с оформлением по чертежам Заказчика,
Балки сварные, колонны сварные переменного сечения,
Подкрановая балка
Балки перфорированные.
Стенка и полки изготавливаются из листового металла ближайшей большей толщины с сохранением габаритных размеров по ГОСТ 26020-83 или СТО АСЧМ 20-93, в случае несоответствия на этапе изготовления размеров толщины стенок и полок из балок и ассортимент листового металла, с целью сохранения несущих характеристик сварных двутавров по сравнению с прокатными. Для снижения затрат на строительство и экономии материалов сварные двутавры могут изготавливаться длиной 12.0 м + 0,5% и любой желаемой длины. Для обеспечения более точных требований к длине может выполняться фрезерование сварных двутавров. Также сварные балки могут быть изготовлены и доставлены Заказчику с дизайном в соответствии с требованиями чертежа. К двутаврам можно приваривать подшипники, косынки, просверленные различные отверстия, фрезерованные пазы и т. Д. С помощью дробеструйной очистки внешняя поверхность изделий может быть очищена от оксидов и накипи до степени 3 по ГОСТ 9.402-80 *, а также нанесено антикоррозионное покрытие грунтом и эмалью.
По желанию Заказчика балки могут изготавливаться из различных марок стали, таких как С245, С345, Ст3 СП / ПС5, Ст 09Г2С, Сталь 10ХСНД.
Для обыкновенных двутавров, используемых в качестве колонн, а также балок малонагруженных и балок с постоянными нагрузками, ленточные (тавровые) швы выполняют по 2 категории по ГОСТ 23118-99, СП 53-101-98. . Тип шва Т3 по ГОСТ 8713-79.
Для высоконагруженных балок, а также балок с циклическими и переменными нагрузками, подкрановые балки, ленточные (тавровые) швы выполняются со снятием фаски, зачисткой шва и полным провалом по категории 2 по ГОСТ 23118 -99 и СП 53-101-98.Тип шва Т8 ГОСТ 8713-79.
Стыковые соединения для всех типов сварных балок выполняются со снятием фаски и полным проваром по категории 2 по ГОСТ 23118-99, СП 53-101-98. Типы швов С12, С15, С21 ГОСТ 8713-79.
Высокое качество сварных швов и точность геометрических параметров балки, производимой на заводе, обеспечивается к 2006 году выпущенным современным импортным высокотехнологичным оборудованием автоматики, состоящим из портального станка для резки листового металла, сборочных станков, портальных сварочно-правильных машин.
Автоматическая линия обеспечивает выпуск сварной балки в пределах 600 тонн в месяц и дает возможность поставить продукцию в короткие сроки. Изготовление балок может осуществляться как из собственного, так и из толлингового металлопроката.
Доставка готовой продукции осуществляется собственным транспортом. Возможна доставка по железной дороге в отдаленные районы. Погрузка железнодорожных вагонов осуществляется непосредственно в цехах предприятия.
Качество готовой продукции подтверждено сертификатом соответствия Госстандарта России №РОСС RU.СL35.N00192 выдан органом по сертификации, аккредитованным Госстроем России.
Наш клиентоориентированный подход к ведению бизнеса и конкурентоспособные цены позволяют нам находить новых клиентов и удерживать старых. Мы ждем тебя!
Сварка деталей из Ti-5Al-5Mo-5 V-1Cr-1Fe, изготовленных методом электронно-лучевой плавки
Основные моменты
- •
Сварка Ti-55511 в качестве метода соединения является подходящим решением для изготовления функциональных торцевых деталей с использованием технологии EBM.
- •
После сварки необходима термообработка для снятия термических напряжений, однородной микроструктуры и твердости.
- •
Прочность сварного соединения EBM составляет прибл. 70% -80% прочности обычного сплава Ti-55511.
- •
Ориентация деталей, изготовленных EBM, относительно технологической платформы не влияет на свойства сварного соединения.
Реферат
Одним из ограничений технологии плавления в порошковом слое является размер рабочей зоны станка и, следовательно, размер производимых деталей.Чтобы изготовить деталь, размер которой превышает рабочую зону, деталь необходимо разделить на компоненты, изготовить отдельно, а затем соединить вместе. Метод соединения, использованный в этом исследовании, – это сварка вольфрамовым электродом в среде инертного газа (TIG) неплавящимся электродом. Образцы, использованные в этом исследовании, были изготовлены из титанового сплава, близкого к β, Ti-5Al-5Mo-5V-1Cr-1Fe (Ti-55511) в различных ориентациях с использованием EBM, а затем сварены TIG с использованием SPT-2. в качестве наполнителя. Чтобы удалить нежелательную микроструктуру, возникшую в результате процесса соединения, была применена процедура термообработки.Механические испытания сварных и термообработанных образцов, изготовленных по технологии EBM, показали, что производственная ориентация не оказывает существенного влияния на полученные свойства. Испытания на растяжение и изгиб показали, что трещины произошли в сварном шве в зоне наиболее значительной пластической деформации. Испытания показали, что механические свойства образцов, изготовленных EBM, аналогичны свойствам, полученным при сварке деталей, изготовленных традиционными методами.
Ключевые слова
Аддитивное производство, плавление в порошковой среде
Электронно-лучевая плавка
Сварка
Титановые сплавы
Рекомендуемые статьиЦитирующие статьи (0)
Просмотреть аннотацию© 2020 Авторы. Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Ссылки на статьи
10+ СВАРНЫЕ БАЛКИ ТОП поставщиков из 🇷🇺 Россия, Казахстан [2021]
Продукция Русский Сварные балки
🇷🇺 ТОП экспортеров Сварные балки из РФ
Фирм-производителей сварных балок Вы много купите эту продукцию:
Поставщик
Товар из России
Установки сборочно-сварочные: Сварочно-монтажные столы МС с легкосъемными подвижными балками: сборочно-сварочные столы: МС-01, МС-01-02, МС-01-03, МС-01-04, МС-01-05; МС-02, МС-02-02, МС-02-03, МС-02-04, МС-02-
Оборудование для электросварочной промышленности: оборудование: установки для автоматической сварки, наплавки, резки, механизации сварки, установка для автоматической наплавки балок,
Сварочное оборудование: Аппарат электронно-лучевой сварки,
Промышленное сварочное оборудование: установка электронно-лучевой сварки
Оборудование для сварки и термического напыления: универсальная насадка для позиционера SEVERT для сварки опорных балок,
Аппарат для электронно-лучевой сварки, модель S-TECH STATION
подушки на сварное соединение стрелочных переводов типа П65, марка 1/22 на железобетонные балки, конструкторская документация Н03.001.1200.00