Графитовый тигель: для плавки металлов, для индукционных печей
alexxlab | 16.02.2021 | 0 | Разное
для плавки металлов, для индукционных печей
Тигель — это огнеупорная емкость, предназначенная для плавления металлов. В тигелях, в составе которых присутствует графит, производят плавку сталей или меди и сплавов на ее основе. Получение расплава металла производят в тигельных печах.
Примеры графитовых тигелейДанный способ плавления ограничен объемом получения расплава. Графитовый тигель используется в лабораториях, на заводах для получения редких сплавов или для получения отливок из меди, драгоценных металлов, а также в домашних мастерских.
Особенности графитового тигеля
Графитовые тигели для плавки цветных металлов имеют достаточно длительный эксплуатационный период. Хорошо противостоят окислению, термическому и механическому воздействию расплава. Используются в основном тигели в паре с индукционными нагревательными печами.
Индукционная печь с графитовым тигелем
Графиту, как у материалу, присущи такие свойства как:
- термостойкость;
- огнеупорность;
- большая теплопроводность;
- повышение прочностных характеристик при нагревании;
- малый удельный вес;
- малая пористость;
- предупреждение окисления;
- стойкость к:
- разъеданию;
- прилипанию;
- пригару.

Графитовые тигели изготавливаются не из чистого графита. Для формирования смеси в графит добавляют огнеупорную глину (шамотную, глинозем), кварцевый песок. Часть глины может быть заменена на каолин. Качественно изготовленные емкости легко переносят значительное число плавок.
Для плавки сталей состав шихтовой смеси подбирается под требования чистоты и характеристик стали.
| Материалы шихты, % | Графит | Глинозем | Каолин | Шамот |
| Тип сплавов | ||||
| Сталь высокой прочности | 54 | 35 | — | 10 |
| Сталь средней твердости | 40 | 38 | — | 22 |
| Бритвенная сталь | 12 | 40 | 40 | 8 |
| Качественная сталь (чистая) | 3 | 87 | 10 | — |
| Медь | 8 | 67 | — | 25 |
| Латунь, бронза | 12 | 50 | 13 | 25 |
| Чугун серый | 53 | 43 | — | 4 |
| Чугун модифицированный | 50 | 40 | — | 10 |
Для плавки меди и чугуна Блейнингер предложил следующие пропорции тигельных шихт.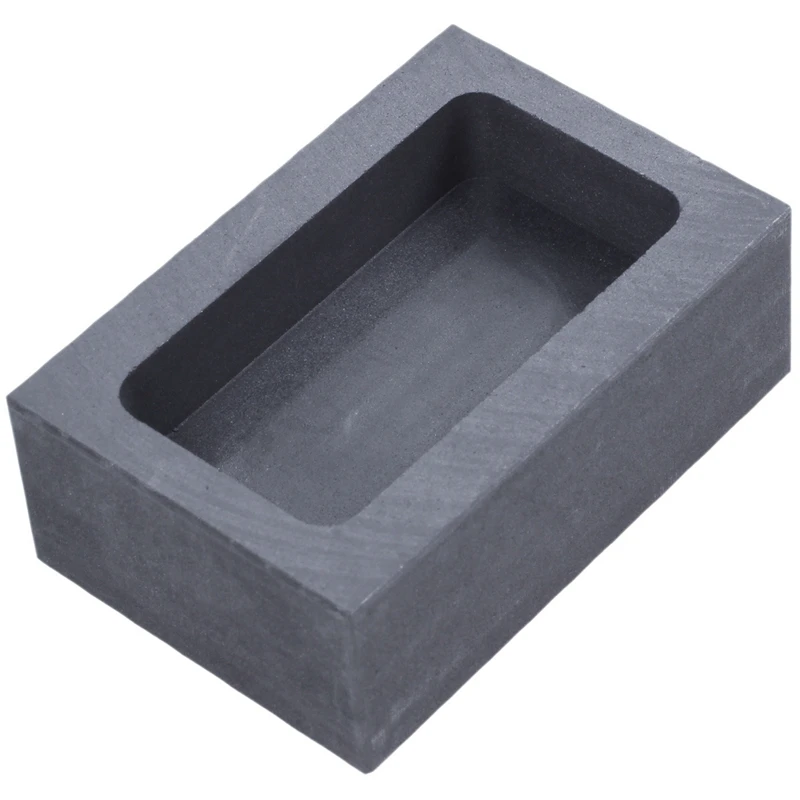
| Материалы шихты, % | Медные сплавы | Чугуны | ||||
| A | B | C | D | E | F | |
| Графит | 48 | 57,5 | 55 | 50 | 58 | 55 |
| Глина | 32 | 25,5 | 35 | 40 | 35 | 30 |
| Каолин | 6 | 10,5 | 5 | — | — | 7 |
| Кварцевый песок | — | — | — | 5 | 7 | 8 |
| Шамот | 14 | — | 5 | 5 | — | — |
| Кремниевый песок | — | 6,5 | — | — | — | — |
Важным производственным показателем является себестоимость готовой продукции при заданных характеристиках. Поэтому для изготовления тигелей используется различные виды графита.
Зернистый графит не используется. Применяется пластинчатый или измельченный в мелкую фракцию. Крупнопластинчатый графит обладает огнеупорностью, термостойкостью и имеет высокую плотность. Мелкопластинчатый графит (аморфный) менее стоек и количество плавок в нем значительно меньше. Прочностные характеристики тигелей зависит от зольности графита.
Крупнопластинчатый графит обладает огнеупорностью, термостойкостью и имеет высокую плотность. Мелкопластинчатый графит (аморфный) менее стоек и количество плавок в нем значительно меньше. Прочностные характеристики тигелей зависит от зольности графита.
Графитовые тигели для сталей
Тигели для сталей изготавливаются из высоко концентрированного графита, содержание которого достигает 90%. Но наличие окислов железа должно быть сведено к минимуму. При плавке меди графит частично заменяют ретортным графитом или коксом.
В последнее время широкое применение находят следующие марки графитов:
- ЭГ2 – электрографит;
- ГМ – графит мелкозернистый;
- МПГ – графит изостатический.
Электрографит
Электрографит ЭГ2 отличается от графита, из которого изготавливаются электроды, меньшей пористостью. Данная марка рекомендована при повторной плавке или для расплава с удалением шлака.
Графит мелкозернистый
Мелкозернистый графит ГМ рекомендован для плавки чистых металлов. Устойчив к обгоранию.
Устойчив к обгоранию.
Графит изостатический
Изостатические графиты МПГ имеют самые наилучшие характеристики, а потому высокую стоимость.
Изготовление тигеля своими руками
Изготовление тигеля не трудоемкое занятие. Чтобы его изготовить своими руками на основе мартеля потребуется:
- измельченный графит;
- целый графит;
- трубка графитовая;
- мартель шамотный;
- магнезит;
- фетр.
Технологическая последовательность:
- Взять плотную бумагу. Из нее свернуть два цилиндра разного диаметра. Внешний цилиндр полый и большего диаметра, а внутренний закрытый с обоих сторон и меньше по размеру.
- Мартель и остальные компоненты перемешать в отдельной емкости. Далее смешать с жидким стеклом до получения однородной массы, консистенция которой сопоставима с песочным тестом.

- Часть полученной массы распределяется на ровной и гладкой поверхности. Затем на нее установить бумажные цилиндры один в другой для получения формы тигеля. Расстояние между бумажными цилиндрами – толщина стенок тигеля.
- Оставшейся массой заполняется приготовленная форма.
- После формирования удаляются бумажные элементы формы и заготовку необходимо немного просушить при комнатной температуре.
- Затем тигель помещается в индукционную печь для того, чтобы из смеси выгнать оставшуюся влагу. Прогревать следует при невысоких температурах, чтобы форма не лопнула. Процесс занимает значительное время.
- После сушки тигель обжигается при температуре не более 600 °С.
- Качество тигеля проверяется простукиванием, как хрустальный бокал.
Другие виды тигелей
Тигели изготавливаются не только на основе графита, но и из чугуна и керамики. Чугунные емкости используются достаточно редко из-за: быстрого окисления железа, вступления его в химическую реакцию с расплавом, большой реактивности, низкой термостойкости и огнеупорности. Из-за чего чугунные модели имеют невысокую стоимость.
Из-за чего чугунные модели имеют невысокую стоимость.
Тигели из керамики разных форм
В тигелях из керамики не происходит никаких реакций и изменений. Поэтому их используют для плавки хромовых, кобальтовых сплавов и неблагородных металлов.
Вставки в тигель из кварца
Как вариант изготавливаются вставки в тигель из кварца. Их применяют, когда требуется исключить взаимодействие расплава с графитом или чугуном.
Тигли графитовые
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.
 д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Как сделать тигель или плавильную печь своими руками
Практически каждый предмет имеет несколько видов и назначений. Эта истина относится и к печам.
Эта истина относится и к печам.
Есть печи для обогрева помещений, для приготовления еды, а есть специальные устройства для плавления металлов или для их хранения уже в расплавленном виде.
Такие устройства называют тигельными плавильными печами. Они имеют специфическое предназначение и поэтому список предприятий, где они нашли свое применение, совсем невелик. В основном это заводы и лаборатории. Но что же делать, если нужно для каких-либо целей дома переплавить металл? Покупать такое оборудование очень дорого, но его вполне реально изготовить своими руками. Для этого необходимы минимальные знания в этой области, желание и время.
Тигельная печь – это емкость, выполненная из огнеупорного материала в которой, нагревая до определенной температуры, плавят металл. Основные материалы, из которых изготавливаются тигли:
– керамика;
– графит;
– чугун.
Используются тигельные печи как на заводах, где изготавливаются больше металлические изделия, так и на малых предприятиях, например, для изготовления ювелирных изделий.![]()
Керамические печи – это оптимальный вариант. При плавке металлов в керамическом тигле в самом веществе не происходят никакие изменения. Поэтому в таких тиглях без проблем можно плавить даже неблагородные металлы или сплавы из кобальта, хрома или палладия.
Графитовые тигли. Такие печи отличаются долгим сроком эксплуатации и высокой сопротивляемостью перед окислением, что делает их универсальными для плавления любых металлов и особенно сплавов на основе цинка и латуни. Кроме того их часто используют в индукционных печах. Графитовые тигли могут выдержать очень высокие температуры, например, восемьсот градусов для плавления алюминия.
Чугунные тигли, пожалуй, худшие из трех перечисленных. У них высокая реактивность, быстрое окисление и взаимодействие с другими металлами, а также чугун плохо сопротивляется высокой температуре. По этим причинам чугунные тигли очень редко встречаются, но они недорогие и вполне доступные.
В этой статье будут рассмотрены способы изготовления трех видов самодельных тиглей.
Тигельные печи. Сборка индуктора
Нагревательным элементом тигельной плечи в домашних условиях обычно является индуктор. Он имеет цилиндрическую форму с полостью внутри. В эту полость и помещается самодельный тигель с металлической стружкой. Индуктор изготавливается из огнеупорного материала, внутри него обмотка из проволоки, чаще всего используется медная проволока. При помощи специального генератора в эту обмотку подается ток, который и создает электромагнитное поле. Что, в свою очередь, создает вихревой ток в тигле и в помещённом в него металле. Они и плавят стружку. Сам индуктор собирается из 4 электронных ламп с параллельным соединением. Такой индуктор можно подключить к обычной розетке.
Есть еще один вариант сборки индуктора своими руками из электромагнитного сердечника и двух слоев обмотки. Первый слой – 10 витков медной проволоки с толщиной 4 мм, а второй – один виток, материалом для которого служит металлическая пластина с сечением 15*5 миллиметров. Электромагнитный сердечник имеет П-образную форму и представляет собой набор стальных пластин. Вокруг пластин делается первая обмотка, которая помещается в изолированный корпус, вторичная обмотка соединяет сердечник и металлические бруски, между которыми должно быть расстояние равное размерам тигля. Вся эта конструкция помещается в корпус печи.
Вокруг пластин делается первая обмотка, которая помещается в изолированный корпус, вторичная обмотка соединяет сердечник и металлические бруски, между которыми должно быть расстояние равное размерам тигля. Вся эта конструкция помещается в корпус печи.
Итак, получается печь, в которой расположен индуктор. От индуктора идут провода к розетке. В эту печь помещается тигель таким образом, чтобы замкнуть собой бруски. Если он помещен правильно, то раздаться гудение, сообщающее о том, что появилось напряжение и плавление началось. Если звука нет, то при помощи ручки нужно подвинуть тигель до полного замыкания цепи.
Сборка чугунного тигля
Берется металлический кожух и в него помещается стакан, сделанный из чугуна. Между ними засыпается смесь из песка и глины. Сбоку к нему крепится ручка. После одного-двух нагреваний смесь расплавится и закаменеет. Тигель готов. В него засыпают стружку и помещают в индуктор.
Изготовление тигля из глины
Можно изготовить тигель из шамотной глины. Это недорогой вариант и к тому же обладающий высокой стойкостью к большим температурам. Такую глину используют при кладке печей и ее можно купить в любом строительном магазине. Шамотная глина способна выдержать температуру до 1600 градусов по Цельсию.
Это недорогой вариант и к тому же обладающий высокой стойкостью к большим температурам. Такую глину используют при кладке печей и ее можно купить в любом строительном магазине. Шамотная глина способна выдержать температуру до 1600 градусов по Цельсию.
Итак, понадобится шамотная глина (продается в мешках в строительных магазинах), жидкое стекло (продается там же) и молотый шамот. Его можно купить или изготовить из шамотного кирпича.
Для того чтобы сделать смесь, из которой в будущем будет вылеплен тигель, берется 7 частей глины, 3 части шамота и на литр сухой смеси 10 ложек жидкого стекла. Смешивается шамот и глина до однородного состояния. После этого потихоньку доливается вода. Чтобы не испортить заготовку можно часть смеси отсыпать, а в случае большого количества воды — добавить сухого порошка. Месить нужно до момента, когда глина перестанет липнуть к рукам.
Только после того, как будет замешана глина нужной консистенции, можно добавлять стекло. При добавлении стекла нужно тщательно все вымешивать до состояния, когда глина перестанет трескаться. Лучше всего в ком глины добавить стекло и раскатать в рулон, потом несколько раз сложить и повторять процедуру до тех пор, пока не перестанет трескаться. Материал для тигля готов. До того момента когда он будет использован, хранить нужно в нескольких слоях целлофана.
Лучше всего в ком глины добавить стекло и раскатать в рулон, потом несколько раз сложить и повторять процедуру до тех пор, пока не перестанет трескаться. Материал для тигля готов. До того момента когда он будет использован, хранить нужно в нескольких слоях целлофана.
Глина есть, теперь чтобы изготовить тигель нужно взять форму, самый простой способ – это использование гипсовой формы. Как сделать такую форму можно найти на любом сайте по лепке из гипса. Итак, непосредственно изготовление тигля.Перед началом лепки нужно отбить весь воздух из глины, для этого на пол можно постелить газету и несколько раз с силой бросить ком на него, раз десять будет достаточно. Теперь берется ком глины и тщательно вминается в дно формы, после этого небольшими комочками формируются стены изделия. Их толщину можно контролировать по краю формы. Очень важно тщательно приминать глину к форме, чтобы там не образовалось воздушных подушек. После того как тигель вылеплен, нужно сделать ровной внутреннюю поверхность. Для этого достаточно смочить глину водой.
Для этого достаточно смочить глину водой.
После этого наступает момент сушки. Форма с глиной помещается картонную коробку и накрывается крышкой. Часов через семь вся вода из глины испарится и форма будущего тигля немного «сядет», так что достать ее из формы не особо сложно. После этого тигель продолжает сушиться в той же коробке, по мере сушки все дефекты сами собой устранятся и горшочек приобретет серый окрас. Иногда могут появиться небольшие трещинки. Их можно замазать мокрой глиной. Далее горшки обжигаются при температуре 800 градусов в муфельной печи. После обжига тигель готов к использованию.
Графитовый тигель
Графит — это материал, у которого есть множество уникальных свойств. Положительные качества графита:
– устойчивость к воздействию расплавленными металлами;
– увеличение прочности с повышением температуры;
– высокие термостойкость и теплопроводность;
– небольшой удельный вес.
Для изготовления тигля из этого материала понадобятся:
– графитовый порошок;
– цельный графит;
– фетр;
– графитовая трубка;
– шамотный мертель;
– магнезит.
Некоторые из этих материалов можно использовать как самостоятельные единицы. Например, графитовая трубка по сути уже является тиглем, достаточно лишь сделать в ней дно.
Принцип изготовления из всех материалов одинаков. Рассмотрим на примере мертеля. Делается две формы. Можно скрутить из плотной бумаги, чтобы проще потом было удалить. Внешняя форма имеет конфигурацию полого цилиндра, а внутренняя просто цилиндр. Вставляется малый цилиндр в более широкий. Между ними будет заливаться смесь. Форма ставится в пластиковый стаканчик и в нее засыпается порошок мертеля. Засыпать нужно с горкой, так как он сядет, когда нужно будет утрамбовывать. В этот порошок при помощи шприца заливается 15 кубиков жидкого стекла. Все перемешивается и получается консистенция песочного теста. Небольшими порциями набивается в форму.
В итоге получается что-то вроде перевёрнутого вверх дном стаканчика. Чтобы форма не прилипла к столу лучше всего делать всю процедуру на целлофане. Затем форма переворачивается дном вниз и извлекается внутренний цилиндр. Его тоже лучше всего проклеить изначально целлофаном или скотчем. Тогда при извлечении форма тигля не пострадает.
Его тоже лучше всего проклеить изначально целлофаном или скотчем. Тогда при извлечении форма тигля не пострадает.
После того как тигель подсох его нужно поместить в индуктор и прогреть. Это нужно делать при небольших температурах, так как должна выпариться вся вода, несмотря на то, что внешне кажется, как будто ее там совсем нет. Если тигель предварительно не прогреть и сразу начать в нем плавить, то он, скорее всего, лопнет. После прогревания при постукивании по тиглю, он издаст звонкий звук. Это говорит о том, что тигель сделан хорошо.
Следуя представленным инструкциям, можно довольно просто обзавестись самодельной плавильной печью, которая прослужит ничуть не меньше, чем покупная. Главное, не торопиться, соблюдать аккуратность в работе и не нарушать технологий изготовления.
| Наименование | Размеры (мм) | Вес (г) | |||
| Ф1 | Ф2 | Ф3 | Высота (H) | ||
| Графитовый тигель 1 кг | 58 | 35 | 47 | 88 | 155 |
| Керамический тигель 1 кг | 70 | 51 | 59 | 89 | 170 |
| Графитовый тигель 2 кг | 65 | 44 | 57 | 110 | 245 |
| Керамический тигель 2 кг | 84 | 61 | 70. 5 5 | 112 | 270 |
| Графитовый тигель 2.5 кг | 65 | 44 | 57 | 126 | 290 |
| Керамический тигель 2.5 кг | 84 | 61 | 71 | 127 | 320 |
| Графитовый тигель 3 кг | 85 | 60 | 75 | 105 | 385 |
| Керамический тигель 3 кг | 97 | 79 | 89 | 103 | 335 |
| Графитовый тигель 4 кг | 85 | 60 | 76 | 131 | 465 |
| Керамический тигель 4 кг | 100 | 80 | 90 | 132 | 370 |
| Графитовый тигель 5 кг | 100 | 69 | 89 | 135 | 650 |
| Керамический тигель 5 кг | 118.5 | 95 | 100.5 | 156 | 600 |
| Графитовый тигель 5.5 кг | 105 | 70 | 90 | 156 | 820 |
Керамический тигель 5. 5 кг 5 кг | 122 | 94 | 107 | 155 | 700 |
| Графитовый тигель 6 кг | 115 | 79 | 79 | 180 | 1135 |
| Керамический тигель 6 кг | 128 | 104 | 116 | 181 | 800 |
| Графитовый тигель 8 кг | 120 | 84 | 110 | 181 | 1500 |
| Керамический тигель 8 кг | 143 | 112 | 132 | 180 | 920 |
Что такое графитовый тигель?
Графитовый тигель – это контейнер, обычно используемый для плавки цветных или не железных металлов, таких как золото, серебро, алюминий или латунь. Графит, форма углерода, часто используется для тиглей из-за его высокой термостойкости и низкой реакционной способности с расплавленными металлами. Графитовый тигель обычно изготавливают из графита и глины, которые формуют и обжигают до очень высоких температур для образования твердого контейнера.
Целью графитового тигля является создание нереакционноспособного сосуда, который выдержит высокие температуры, необходимые для плавки и обработки металла. Тигли обеспечивают стабильный контейнер, который не реагирует с металлами или материалами, сжигаемыми при высоких температурах. Графит – это углерод, который может напоминать чешуйки или листы. При смешивании с глиной графит можно формовать в сосуды или контейнеры, которые являются термостойкими и долговечными. Как и многие керамические контейнеры, графитовые тигли могут быть хрупкими, и с ними следует обращаться осторожно.
Существуют различные типы тиглей, которые различаются в основном по форме. Общие формы включают в себя «трюм», который имеет форму бочки; и «А», которые имеют форму чашки. Тигли типа «А» могут быть дешевле, потому что форму открытой чашки легче изготовить, чем форму бочки.
Использование графитового тигля правильно включает в себя кондиционирование и хранение. Важно, чтобы новый графитовый тигель был подготовлен перед его использованием. Тигель следует поместить в духовку при температуре 500 градусов по Фаренгейту (260 градусов по Цельсию) на два часа, а затем дать ему медленно остыть в сухом месте. Это вытесняет влагу из тигля и предотвращает растрескивание. Тигли должны храниться вдали от влаги и должны быть восстановлены, если они намокнут.
Тигель следует поместить в духовку при температуре 500 градусов по Фаренгейту (260 градусов по Цельсию) на два часа, а затем дать ему медленно остыть в сухом месте. Это вытесняет влагу из тигля и предотвращает растрескивание. Тигли должны храниться вдали от влаги и должны быть восстановлены, если они намокнут.
Графитовый тигель должен быть полностью очищен после использования. Металл не должен оставаться в тигле для охлаждения. Остаточный металл может расширяться и растрескиваться в тигле при его повторном нагревании. Следует использовать щипцы для тигля, соответствующие форме тигля. Для предотвращения растрескивания щипцы должны удерживать тигель, не оказывая давления на боковые стороны.
Графитовые тигли могут быть повреждены при неправильном использовании или обращении. Они не должны использоваться для металлов, содержащих железо, потому что железо будет реагировать непосредственно с углеродом в тигле и будет изменять состав металла или разрушать тигель. Твердые металлы должны быть свободно упакованы в тигель до его нагрева. Металлы могут расширяться, и плотно упакованный тигель может треснуть или разрушиться. Вода или влажные металлы никогда не должны добавляться к расплавленному металлу в тигле, потому что это может вызвать взрыв пара или привести к выходу из строя тигля.
Металлы могут расширяться, и плотно упакованный тигель может треснуть или разрушиться. Вода или влажные металлы никогда не должны добавляться к расплавленному металлу в тигле, потому что это может вызвать взрыв пара или привести к выходу из строя тигля.
ДРУГИЕ ЯЗЫКИ
ЯРМЕТАЛЛ | Тигель графитовый тгг-150, тгг-100,ах-400,вх-2000
Продаем тигель графитовый новые с консервации производитель Лужский абразивный завод ТГГ-150 в любом количестве цена 3000руб/шт. ТГГ-100 цена 2500руб/шт. АХ-400 цена 16.000руб/шт. ВХ- 2000 цена 75.000руб/шт. Все тигеля новые с консервации! Распродаем минус 60-80% то заводской цены!!! Возможно доставка любой транспортной компанией по всей России. Форма оплаты любая.
Графитовый тигель ТГГ-150 предназначен для плавки цветных металлов и их сплавов с температурой плавления до 1500 градусов Цельсия. Вес 34 кг.
Условная емкость по меди 150 кг
Внешний диаметр 360 мм
Высота 455 мм
Толщина стенки 30 мм
Толщина дна 45 мм .
Тигель графитовый ТГГ-100. графит тигельный марки ГТ-1, ГОСТ 17022-81
Область применения: для плавки цветных металлов и их сплавов с температурой расплава, не превышающей 1500С, в печах сопротивления и индукционных печах
Условная емкость по меди 100кг. D наружный – 300мм
H высота – 370мм
S1 толщина стенки 25±3 мм
S2 толщина дна – 35мм
Тигель ЛУГА-АБРАЗИВ АХ 400
Тигель АХ 400 (ТГ- 400 US).
Условная емкость по меди 400 кг.
Внешний диаметр 500 мм.
Высота 610 мм.
Толщина стенки 40 мм.
Толщина дна 60 мм.
Вес 81 кг.
Перед эксплуатацией новый тигель должен быть просушен при температуре 150-200 °С в течении суток и прокален (тигли марок ТГ, ТГГ, ТКГ): тигель следует медленно разогреть (со скоростью не более 50 °С/час) до появления красного цвета по всей его поверхности, затем по возможности быстро до рабочей температуры. Тигли марки ТГ US не требуют прокалки и могут быть сразу выведены на рабочий режим.
При установке тигля в печь необходимо создать зазор между верхней кромкой тигля и отверстием печи на менее 10 мм, иначе тигель может разрушиться при нагреве вследствие термического расширения. Тигель должен быть установлен в печи концентрично.
Тигель должен быть установлен в печи концентрично.
Загрузку шихты следует начинать в предварительно разогретый до темно-красного цвета тигель. Запрещается бросать металл в тигель. Крупногабаритную шихту нужно осторожно вводить в тигель с помощью клещей, не допуская ударов.
Шихту следует загружать постепенно, исключая заклинивание отдельных кусков, так как в результате их термического расширения при нагреве тигель может треснуть.
Плавку следует проводить как можно быстрее. Для продления срока службы тигля важно, чтобы уровень жидкого металла в тигле поддерживался максимальным.
Не следует надолго оставлять разогретый тигель в печи пустым. Период между плавками должен быть минимальным.
При использовании различного рода химических добавок, флюсов всегда необходимо строго соблюдать их количество, так как их передозировка отрицательно сказывается на сроке службы тигля.
Категорически запрещается разогревать тигель с застывшим в нём металлом. При отключении печи жидкий металл должен быть удалён из тигля.
По завершении работы тигель следует тщательно очистить от шлаков с помощью металлического скребка или лопатки, не имеющих острых углов.
Тигели для индукционных печей
Тигель для плавки содержит до 0,5% зольных примесей, электропроводен и может применяться главным образом в вакуумных и высокочастотных печах или в печах для выплавки чёрных и цветных металлов, полупроводниковых, благородных и других металлов, то есть в печах, работающих в защитной газовой атмосфере при температуре около 2500°С.
Искусственный графитированный материал теряет механическую прочность при 2800-3000°С и испаряется в вакууме при температуре около 2300°С, но окисляется на воздухе примерно при 600°С. Поэтому тигель для плавки не пригоден для работы в открытых горновых или других печах, где нагрев и плавление производится твёрдым топливом, газом или нефтяной форсункой с окислительным пламенем. Для работы в таких открытых печах применяется шамотно-графитовый тигель, который изготавливают формованием смеси шамота, графита и огнеупорной глины.
Тигель для плавки, как и другие изделия из искусственного графита, изготавливают механической обработкой прессованной, а затем обожжённой и отграфитированной заготовки, которая состоит из нефтяного кокса и каменноугольного пека.
Тигель для плавки в индукционных печах – типы и геометрические формы
Тигель для плавки изготавливается четырёх основных видов: конические, цилиндрические, фасонные и специальные. Графитированные тигли из искусственного графита могут применяться в высокочастотных печах вместо набивных тиглей. Известно, что на набивку и обжиг формованных и кварцевых или шамотных тиглей требуется около трёх часов, благодаря чему значительно снижается производительность высокочастотных печей.
Благодаря применению выточенных тиглей из искусственного графитированного материала на некоторых заводах ускоряется плавка металла и увеличивается срок их службы по сравнению с набивными.
При переводе высокочастотных индукционных печей с набивных тиглей ёмкостью до 500 кг с наружным диаметром до 480 мм на графитированные, выточенные из прессованных заготовок искусственного графита, можно значительно увеличить производительность печей и улучшить качество выплавляемого металла.
Конические тигли применяются главным образом при ручной разливке металла (захват при такой разливке упирается в коническую часть тигля).
Цилиндрические тигли применяются в высокочастотных печах, из которых разливка металла производится при наклоне печи.
Фасонные тигли применяются для плавки чёрных, цветных, полупроводниковых металлов и сплавов. Благодаря малозольности и хорошей электропроводности эти тигли могут применяться и для контактной электроплавки драгоценных металлов.
Специальные тигли могут применяться для плавки цветных и благородных металлов, выплавки полупроводниковых металлов с перемешиванием шихты, в виде форм-кокилей для отливки лабораторных образцов и для плавки драгоценных металлов.
В цветной металлургии используют тигли графитовые разной емкости. Применяют их в печках прямого нагрева, электрических печках с защитной атмосферой либо в вакууме при температуре до 2500 градусов. Используют тигли графитовые с расплавами цинка, алюминия, меди и других металлов, и их сплавов.
Тигель для плавки в индукционных печах
Самый распространенный метод плавки металлов считают использование индукционных печей. Нагреватели в данных печах являются тигли графитовые, которые разогреваются благодаря наведенному току. Наводимый ток разогревает тигель и металл, который поместили в него. Достаточно низкие затраты электроэнергии, а также маленькое время плавки в таких печах.
Преимущество индукционной печи, в которой используют тигли графитные – это готовность к работе, возможность быстрой замены теплоизоляции между тиглем и трубкой индуктора, продолжительный срок службы, получение высокой температуры и низкая цена обслуживания.
Графит, который используют для индукционных тиглей для плавки:
• Графит марки ЭГП – графит марки ЭГ с пропиткой. Он немного устойчивее обычного электродного графита. Несомненным достоинством, которым обладают графитовые тигли этой марки, является их низкая стоимость, недостаток – крупнозернистость графита (размер зерна от 2 до 4мм) и невысокая стойкость к окислению – зерна графита попадают в расплав;
• Марка графита ЭГП – графит этой марки с пропиткой. Он обладает большей устойчивостью, чем обычный электродный графит. Достоинством графитовых тиглей данной марки считают низкую цену, а недостатком крупные зерна графита (от 2 до 4 мм) и малая устойчивость к окислению, так как в расплав попадают зерна графита;
Он обладает большей устойчивостью, чем обычный электродный графит. Достоинством графитовых тиглей данной марки считают низкую цену, а недостатком крупные зерна графита (от 2 до 4 мм) и малая устойчивость к окислению, так как в расплав попадают зерна графита;
• Марка графита МПГ – плотный и мелкозернистый (0,025 мм) графит. Обладает высокой устойчивостью к окислению;
• Марка графита МГ – это графит отечественного производства с мелкими зернами (0,8 мм). При использовании данного графита все изделия обладают высокой стойкостью;
Мы производим тигли для плавки графитовые диаметрами от 7 до 700 мм. Изготовление возможно по чертежам заказчика.
Что это? Как это работает? Материалы
Введение
Здесь вы найдете все в Интернете, что вам нужно знать о графитовых тиглях.
Вы узнаете:
- Что такое графитовый тигель?
- Как используются графитовые тигли
- Как делают графитовый тигель
- Обслуживание графитового тигля
- И многое другое…
Глава первая – Что такое графитовый тигель?
Графитовый тигель – это контейнер, используемый для плавки и литья цветных и цветных металлов, таких как золото, серебро, алюминий и латунь. Основная причина популярности графитовых тиглей в качестве производственного инструмента – это их теплопроводность, устойчивость к высоким температурам, малый коэффициент теплового расширения для применения при высоких температурах, а также их свойства противодействия деформации при быстром нагреве и охлаждении.Они устойчивы к воздействию кислот и щелочей и обладают отличной химической стабильностью.
Графит может быть произведен из природного графита, который представляет собой кристаллическую форму углерода природного происхождения. Эта форма графита производится путем объединения графита с огнестойкой глиной или диоксидом углерода.
Синтетический графит получают путем переработки нефтяного пека и нефтяного кокса, которые являются побочными продуктами процесса переработки нефти. Он имеет более чистый, с высоким содержанием связанного углерода, с очень небольшим количеством примесей и низким содержанием серы.
Он имеет более чистый, с высоким содержанием связанного углерода, с очень небольшим количеством примесей и низким содержанием серы.
Качество графитового тигля определяется способом его изготовления, что влияет на его структуру, плотность, пористость и прочность.
Глава вторая – Как используются графитовые тигли
В основном графитовые тигли используются в процессе литья. Они идеально подходят для процессов с плавлением металлов, потому что они нереактивны и способны выдерживать чрезвычайно высокие температуры.Для литья и формовки из расплава требуются сосуды, способные выдержать процессы обжига и нагрева.
Многие сотни форм графитовых тиглей классифицированы буквами, которые начинаются с A. Каждая форма разделена на подкатегории, которые определяются внутренним диаметром тиглей (d или ID), внешним диаметром (D или OD) и высотой ( H) и его форма. Изображенный ниже тигель имеет цилиндрическую форму с плоским дном, без носика и крышки.
Изображенный ниже тигель имеет цилиндрическую форму с плоским дном, без носика и крышки.
Различные формы графитовых тиглей также относятся к их формам, которые различаются так же широко, как и разные размерные формы.Они могут быть цилиндрическими с носиком или без него, иметь форму чашки или иметь верхний край и крышку, и это лишь некоторые из них.
Графитовые тигли постепенно превратились в важную часть обработки металлов давлением. Они могут быть маленькими, как чайные чашки, или достаточно большими, чтобы вмещать несколько тонн расплавленного металла, и быть постоянными частями печей.
Использование графитовых тиглей
Графитовые тигли используются в топливных, электрических и индукционных печах или в качестве метода транспортировки и перемещения расплавленных металлов.Они должны быть разработаны с учетом температурных, химических и физических требований конкретной операции.
Топливная печь
Топливная печь работает на газе, масле, пропане или коксе и требует графитового тигля, способного выдерживать максимальное количество энергии или БТЕ от печи. В газовых, масляных и пропановых печах используются тигли, спроектированные так, чтобы выдерживать пламя горелки вокруг конической формы тигля, что позволяет равномерно распределять тепло.
Электропечь сопротивления
Графитовые тигли для электрических печей сопротивления должны быть специально спроектированы, поскольку электрические печи нагреваются намного медленнее, чем печи, работающие на топливе. Тигли должны иметь высокое содержание графита в углеродном связующем для экономии энергии и высокой теплопроводности. Они имеют форму таза и расположены на равном расстоянии от нагревательных элементов.
Индукционная печь
Выбор графитовых тиглей для топливных и электрических печей намного проще, чем для индукционных печей.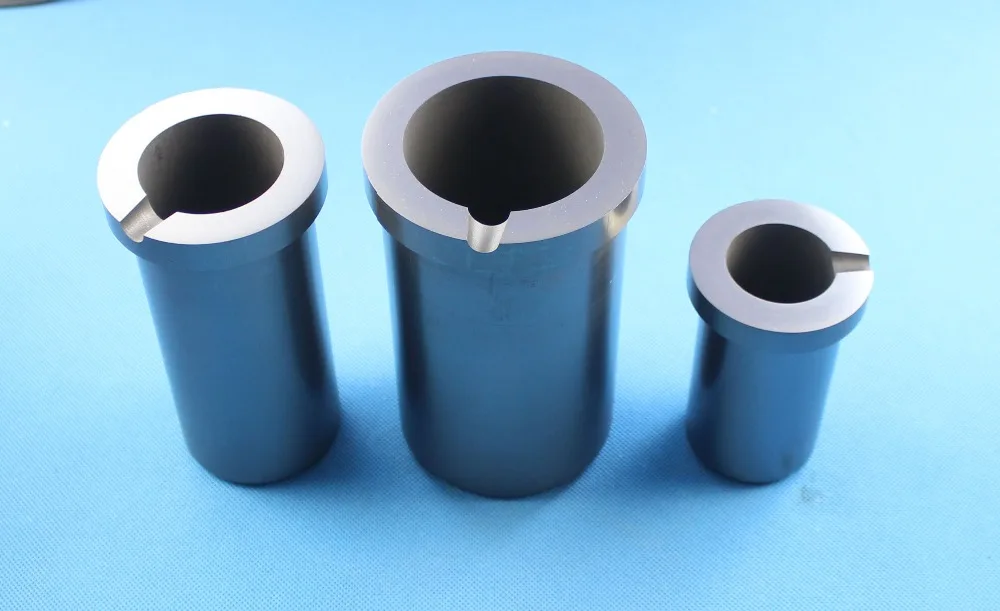 В индукционных печах одного типа для плавления шихты используются тигли, а в других типах индукционное поле проходит через них. Тигель должен соответствовать рабочей частоте печи и конкретному применению. В низкочастотных печах тигель изготавливается с высоким содержанием кремния и карбида. В высокочастотных печах их делают из глины. Правильная подгонка предотвращает перегрев тигля.
В индукционных печах одного типа для плавления шихты используются тигли, а в других типах индукционное поле проходит через них. Тигель должен соответствовать рабочей частоте печи и конкретному применению. В низкочастотных печах тигель изготавливается с высоким содержанием кремния и карбида. В высокочастотных печах их делают из глины. Правильная подгонка предотвращает перегрев тигля.
Съемные тигельные печи
Тигли печи имеют форму «А», поэтому их можно поднимать щипцами для извлечения из печи для выливания расплавленного металла.Их можно загружать внутри или снаружи печи, что позволяет выливать их содержимое.
Поворотная печь
Графитовый тигель для наклонной печи остается неподвижным, когда печь наклоняется для разливки расплавленного металла. Наклонные печи могут быть индукционными или электрическими и способны плавить сталь, железо, медь, латунь, золото, платину, серебро, никель, палладий и их сплавы.
Шахтная печь
Шахтная печь расположена ниже уровня земли.Тигель опускают в печь и помещают в него расплавляемый металл. Кокс набивается вокруг тигля в камере нагрева. Как только металл расплавлен, тигель поднимается.
Тип обрабатываемого металла определяет тип необходимого тигля. Конструкция и конструкция тигля должны выдерживать максимальную температуру плавления металла и удерживать ее. Кроме того, это определяется тем, как металл и тигель взаимодействуют химически и физически.
Металлы графитового тигля
Медь
Сплавы на основе меди, плавящиеся в топочной печи, обрабатываются с использованием графитового тигля из карбида кремния из-за устойчивости к тепловому удару.
Алюминий
Тигли для обработки алюминия и алюминиевых сплавов изготовлены из графита и карбида кремния на углеродной или керамической связке, так как эти металлы плавятся при температуре от 400 ° C или 750 ° F до 1600 ° C или 2912 ° F.
Золото
Графитовые тигли, используемые для плавки золота, изготовлены из графита высшего сорта и обладают термостойкостью, термической стабильностью, стойкостью к окислению и превосходной механической прочностью. Они спроектированы так, чтобы выдерживать температуры выше 2000 ° C или 3632 ° F.
Серебро
Графитовые тигли для плавления серебра аналогичны тиглям, используемым для плавления золота, и способны выдерживать температуры выше 2000 ° C или 3632 ° F.Корпус тигля изготовлен из природного графита и сохраняет свои химические и физические свойства. При плавлении при высокой температуре тепловой коэффициент невелик, но имеет сопротивление деформации при быстром нагреве или охлаждении.
Латунь
Латунь имеет низкую температуру плавления и должна быть быстро нагрета до окисления составляющих металлов. Для работы с латунью идеально подходит графитовый тигель из-за его прочности и способности быстро нагреваться.
Для работы с латунью идеально подходит графитовый тигель из-за его прочности и способности быстро нагреваться.
Глава четвертая – Как делают графитовый тигель?
Графитовые тигли изготавливаются из природного или синтетического графита. Разница в методах производства обусловлена уникальными характеристиками каждого материала. Производство тиглей из природного графита включает использование глиняно-графитовой керамической связки или карбида кремния с углеродной связкой, которые используют тугоплавкие свойства кремния и графита для проведения тепла, но при этом сохраняют свою структурную прочность.
Производство синтетического графита включает переработку нефтяного кокса, пекового кокса и технического углерода. Этапы процесса включают приготовление порошка, формование, обжиг, пропитку или уплотнение пека и графитизацию.
Как делают графитовый тигель?
Производство синтетического графита –
Приготовление порошка
Перед началом производства сырье превращается в порошок в дробилках и шаровых мельницах. Порошок готовят в соответствии с требуемым гранулометрическим составом и смешивают с пастой с использованием каменноугольного пека или нефтяного пека в качестве связующего.
Порошок готовят в соответствии с требуемым гранулометрическим составом и смешивают с пастой с использованием каменноугольного пека или нефтяного пека в качестве связующего.
Формовка
Существует три метода формообразования: экструзия, виброформование и изоститовое прессование.
- Экструзия: Метод экструзии включает продавливание пастообразной смеси через фильеру с образованием стержней, прутков, пластин или трубок, которые нарезаются на необходимую длину.Экструдированный графит бывает изотропным или однородным.
- Вибрация: Метод вибрации включает заливку пастообразного материала в форму, которая закрывается металлической пластиной. При вибрации формы пастообразный материал уплотняется.
- Изостатическое: Изостатическое прессование включает приложение давления к смеси жидкой средой, окружающей материал.
 Гибкая форма погружается в жидкость под давлением для формования.
Гибкая форма погружается в жидкость под давлением для формования.
Выпечка
В процессе обжига детали подвергаются термообработке при температурах от 900 ° C до 1200 ° C или от 650 ° F до 2200 ° F, что приводит к термическому разложению связующего на углерод и другие компоненты. Процесс карбонизации связывает частицы порошка. Поскольку объем связующего больше, чем объем углерода, образуются поры, размер которых определяется количеством связующего.
Пропитка пека
Процесс пропитки разработан для уменьшения пористости углеродных деталей и включает использование материала, вязкость которого ниже, чем у исходного связующего.Низкая вязкость позволяет пропитанному материалу заполнять зазоры, оставшиеся после удаления связующего.
Графитизация
Графитизация – это еще один процесс нагрева, при котором детали подвергаются термообработке при экстремальных температурах в диапазоне от 2700 ° C до 3000 ° C или от 4900 ° F до 5450 ° F. Результатом процесса является превращение углерода в детали в кристаллический. графит, изменяющий физические свойства материала.Еще одним результатом нагрева является испарение примесей, таких как остатки связующего, газы, оксиды и сера.
Результатом процесса является превращение углерода в детали в кристаллический. графит, изменяющий физические свойства материала.Еще одним результатом нагрева является испарение примесей, таких как остатки связующего, газы, оксиды и сера.
Производство с натуральным графитом –
Карбид кремния
Карбид кремния производится с использованием процесса Ачесона, при котором кварцевый песок и углерод нагреваются в печи, которая производит мощность или большую массу, превращающуюся в порошок.
Графит
Графит добывается открытым способом или под землей в зависимости от расположения месторождений графита.
Смешивание и склеивание
Карбид кремния и графит смешиваются с такими добавками, как ферросиликон или ферромарганец, и смешиваются со связующими материалами, что завершается в месильной мельнице.
Багет
Графитовые тигли можно формовать вручную, прокаткой, вращением или прессованием. Метод формования определяет структуру, плотность, пористость и прочность тигля.
- Ручная: Ручная формовка используется для специально разработанных тиглей, которые необходимы для конкретных и уникальных операций.
- Ротационный: Ротационный формовочный станок использует ротационную машину, которая выполняет формование. операции и имеет нож, который выдавливает материал в готовую форму.
- Сжатие: В методе сжатия используется форма роликового формования, где
сжатие прижимает графитовый материал к стенкам формы.

Коксование
При коксовании формованные тигли проходят через печь, температура которой достигает 1000 ° C или 1800 ° F.
Пропитка
Остекление защищает внешнюю и внутреннюю поверхности тигля от окисления. Пропитка предназначена для защиты внутренней структуры тигля, что увеличивает срок его службы.Камера пропитки представляет собой камеру вакуума и давления. После загрузки готовых форм камера заполняется пропиточными химикатами и нагревается, заполняя поры тиглей.
Остекление
Углеродные связующие и графит в тиглях могут гореть при нагревании. Чтобы предотвратить это, на внешнюю и внутреннюю поверхность готового тигля наносят стеклянную глазурь, чтобы изолировать его от кислорода. Глазурь устойчива к химическим веществам и термическому удару, а также к повреждениям при использовании.
Печь
Тигли из глазурованного графита пропускаются через большие печи для обжига. Тигли обжигаются со всех сторон газами, температура которых достигает температуры, специально установленной для данного типа тигля и глазури, которая составляет от 1000 ° C до 1350 ° C или от 1800 ° F до 2450 ° F.
Тестирование
Последним этапом производственного процесса является тестирование графитового тигля на соответствие потребностям клиентов.Проверяются такие параметры, как качество, долговечность, размеры и температура.
- Качество: Испытания качества завершены для проверки наличия любых примесей и марки графита. Это сделано для предотвращения попадания загрязняющих веществ или примесей в процесс плавления. Качество тигля определяет количество нагрева, которое он может выдержать.
- Прочность: Испытание на долговечность определяет максимальную температуру плавления тигля.

- Температура: В ходе температурного испытания тигель проходит быстрое нагревание и охлаждение в соответствии с процессом литья.
- Измерение: Обученный специалист измеряет высоту и ширину тигля, чтобы убедиться, что он соответствует производственным стандартам.
Чистовая обработка
До или после испытания тигли окрашивают для идентификации и окончательной обработки перед отправкой.
Глава пятая – Уход за графитовыми тиглями
Обращение с графитовым тиглем и уход за ним определяет, насколько хорошо он будет работать и прослужить. Хотя может показаться, что отказ тигля связан с его использованием, во многих случаях именно от того, как с тиглем обращаются, эксплуатируют и обслуживают, определяется срок его полезного использования.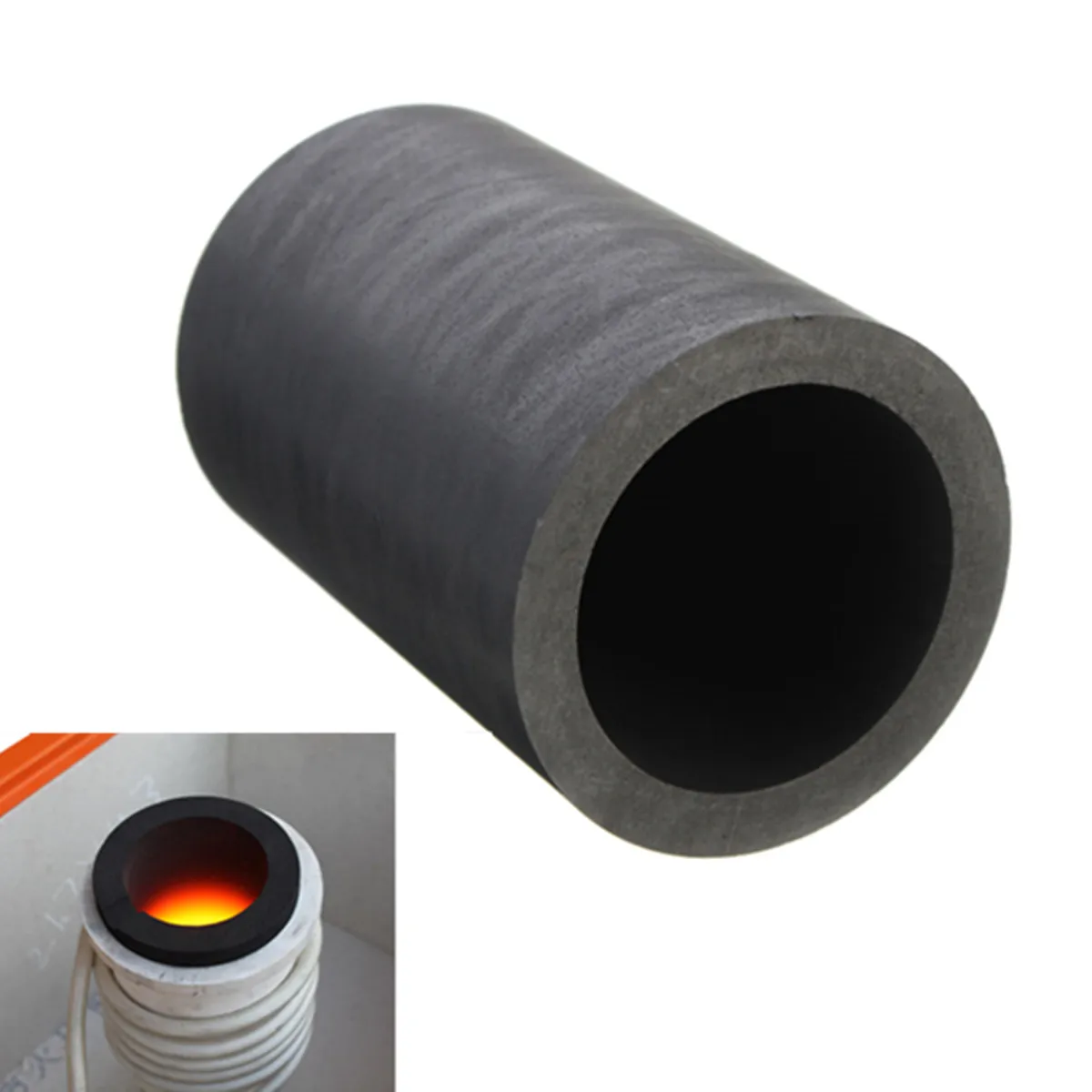 Основные операционные методы и процедуры могут предотвратить преждевременный выход из строя тигля.
Основные операционные методы и процедуры могут предотвратить преждевременный выход из строя тигля.
Инспекция
Первый шаг в обращении с тиглями начинается, когда они прибывают. Новые тигли следует проверять на наличие сколов, трещин или потертостей.
Укладка
Укладка тиглей друг в друга приводит к растрескиванию, и этого следует избегать.
Влажность
Враг графитовых тиглей – влага.Их следует хранить в проветриваемых и сухих помещениях, чтобы избежать контакта с влагой.
Тепловой удар
Чтобы избежать теплового удара тигля, его следует предварительно нагревать, особенно если ему дают остыть в перерывах между использованием. При слишком быстром нагревании тигель треснет от теплового удара.
Зарядка
Чтобы правильно зарядить тигель, его следует сначала загрузить небольшими материалами шихты, а затем – более крупными. Обрабатываемые материалы не должны быть плотно упакованы, так как они будут расширяться и треснуть тигель.
Обрабатываемые материалы не должны быть плотно упакованы, так как они будут расширяться и треснуть тигель.
Флюс
Хотя тигли сконструированы так, чтобы противостоять химическим веществам, они могут быть повреждены флюсом, который следует добавлять после того, как материалы полностью расплавятся. Когда добавлен флюс и обработанный материал становится твердым, флюс атакует поверхность тигля.
Прямое пламя
Топливные печи имеют горелку с прямым пламенем, в которой может быть избыток воздуха.Избыточный воздух и прямое пламя вызывают окислительное повреждение поверхности тигля. Окисление также может происходить, если расплавленный металл выдерживают при минимальной температуре в течение длительного периода времени.
Дросс
Отложения окалины или шлака имеют низкую теплопроводность, поэтому печь должна гореть сильнее. Накопление поглощает флюс, что увеличивает химическое воздействие на поверхность тигля. Этого можно избежать, регулярно удаляя окалину.
Накопление поглощает флюс, что увеличивает химическое воздействие на поверхность тигля. Этого можно избежать, регулярно удаляя окалину.
Очистка
Очистка тигля включает удаление химикатов из процесса обработки, что включает использование соляной кислоты, растворяющей большинство соединений, кроме углерода. Для удаления углеродных соединений используется азотная кислота. После того, как кислоты выполнили свою работу, их можно удалить пиросульфатом калия, карбонатом натрия или бурой, чтобы расплавить и удалить чистящие средства.
Предел температуры
Тигли предназначены для выдерживания определенной температуры, которая зависит от типа обрабатываемого материала.Превышение температурного предела может серьезно повредить или разрушить тигель. Этого можно избежать, внимательно следя за тиглем во время его использования.
| Тигель | Максимальный предел температуры |
| (G) Графит Углерод | 3000 ° C или 5432 ° F |
 com)
com)Предварительный нагрев
Перед использованием тигля его необходимо предварительно нагреть до 500 ° F или 260 ° C в течение двух часов и дать ему медленно остыть.Этот процесс удаляет остаточную влагу и предотвращает растрескивание.
Клещи для тигля
Клещи должны соответствовать форме и конструкции тигля и не должны оказывать давление на стенки тигля.
Глава шестая – Две формы графита
Графит может быть добыт или получен синтетическим путем из побочных продуктов нефтепереработки. Добытый или природный графит, известный как свинец, черный свинец и минеральный углерод, находится в слоях пластинчатой формы с блеском от серого до черного, на ощупь жирным, а также в чешуйчатой, кристаллической и аморфной формах. Его качество зависит от его физических свойств.
Добытый или природный графит, известный как свинец, черный свинец и минеральный углерод, находится в слоях пластинчатой формы с блеском от серого до черного, на ощупь жирным, а также в чешуйчатой, кристаллической и аморфной формах. Его качество зависит от его физических свойств.
Синтетический графит получают путем высокотемпературной обработки аморфных углеродных материалов, которые включают прокаленный нефтяной кокс и каменноугольный пек, состоящие из графитируемого углерода. Его пористость играет большую роль в регулировании его теплового расширения с температурой, которая зависит от прочности его полигранулярной структуры
Синтетический графит
Синтетический графит не такой кристаллический, как природный графит, но имеет более чистое содержание углерода.Два типа синтетического графита – это электрографит и графитовые блоки. Электрографит производится в электрических печах, а графические блоки, или изотропный графит, производятся из кокса, структура которого отличается от структуры, используемой для производства электрографита.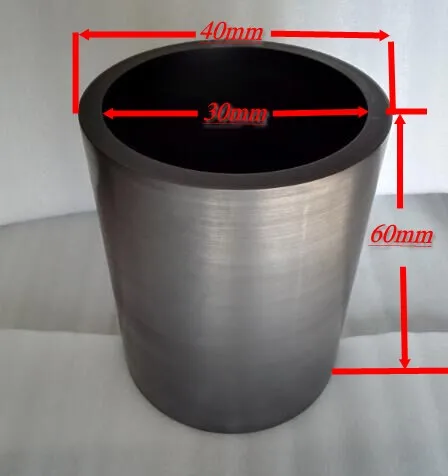
Синтетический или искусственный графит обладает превосходными свойствами по сравнению с природным графитом. Его превосходная чистота делает его более предсказуемым и контролируемым, что делает его идеальным вариантом для специализированных отраслей.Производственный процесс, который используется для производства синтетического графита, определяет его физические и химические свойства.
Порошок синтетического графита получают путем нагревания нефтяного кокса или нефтяного пека выше их температуры графитации. В некоторых случаях его собирают путем просеивания токарных токарных точений электродов и ниппелей.
Синтетический графит используется в нескольких отраслях промышленности, включая электронику, военную промышленность, аэрокосмическую промышленность, оборону и ядерную энергетику.
Графитовые электроды
Графитовые электроды используются в процессе производства стали для плавления лома чугуна и стали.
Ядерный графит
Специальные марки синтетического графита используются в качестве замедлителей матрицы и нейтронов в ядерных и термоядерных реакторах.
Коммерческие продукты
Некоторые коммерческие продукты изготавливаются из синтетического графита из-за его прочности и длительного срока службы, включая удочки, стержни клюшек для гольфа, велосипедные рамы, панели кузова спортивных автомобилей, фюзеляж Boeing 787 и клюшки для бассейна.
Графит натуральный
Природный графит похож на слюду и состоит из листов плоских молекул, удерживаемых вместе силами Ван-дер-Ваальса, зависимым слабым взаимодействием между атомами и молекулами. Эти слабые силы делают графит достаточно мягким, чтобы его можно было разрушить от трения.
Две формы графита – гексагональная и ромбоэдрическая, имеют схожие свойства, но разные слои графена. Каждый тип можно преобразовать и преобразовать в другую форму.
Каждый тип можно преобразовать и преобразовать в другую форму.
делает его идеальным для использования в качестве электродов и производства жаропрочных огнеупоров. Единственным недостатком графита является его способность окисляться при температурах выше 700 ° C.
Образование графита – это реакция соединений углерода с гидротермальными растворами, магматическими флюидами или кристаллизация магматического углерода.
Графит используется для производства огнеупоров, аккумуляторов, стали, тормозных накладок, литейных покрытий и смазочных материалов.
Грифель для карандашей
Хотя материал карандашей на протяжении многих лет называют свинцом, на самом деле это форма глинистого графита.
Огнеупоры
Производство тиглей началось с глиняного графита, но было продолжено производство глинозема графита и кремнистоуглеродистого графита. Графит также используется в кирпиче в качестве футеровки для сталеплавильных доменных печей.
Графит также используется в кирпиче в качестве футеровки для сталеплавильных доменных печей.
Батареи
С развитием портативной электроники графит все шире используется в производстве и изготовлении батарей.Его используют вдвое больше, чем карбоната лития.
Сталеплавильное производство
Графит используется для повышения содержания углерода в жидкой стали и в качестве смазки для штампов.
Тормозные накладки
При производстве тормозных накладок графит заменил асбест.
Литейный завод
Для футеровки литейных форм используется графитовое покрытие, облегчающее снятие литых деталей.Его высокая термостойкость облегчает разделение деталей после охлаждения.
Заключение
- Графитовый тигель – это контейнер, используемый для плавки и литья цветных и цветных металлов, таких как золото, серебро, алюминий и латунь.
- Качество графитового тигля определяется способом его изготовления, что влияет на его структуру, плотность, пористость и прочность.
- Графитовые тигли идеально подходят для процессов плавления металлов, поскольку они нереактивны и способны выдерживать экстремально высокие температуры.
- Тип обрабатываемого металла определяет тип используемого графитового тигля.
- При производстве графитовых тиглей используются материалы на связке глина-графит-керамика или карбид кремния-углерод, в которых используются тугоплавкие свойства кремния и графита для отвода тепла, но при этом повышается прочность конструкции.
- При производстве графитовых тиглей используются две формы графита – синтетический и натуральный.
Поставщик плавильных тиглей из графита и карбида кремния
RDO Induction предлагает обширную линейку тиглей из графита и SiC для всех ваших потребностей в плавке металлов. По запросу мы также можем поставить тигли нестандартного размера.
По запросу мы также можем поставить тигли нестандартного размера.
Графитовые тигли предназначены для плавления металлов, таких как золото, серебро, медь и алюминий.В некоторых случаях мы используем эти тигли для плавления металлов платиновой группы (МПГ). Эти графитовые тигли идеально подходят для наших систем индукционной плавки серии LC для различных областей применения.
Тигли из карбида кремния (SiC) используются при плавке с нашими более крупными системами индукционной плавки, они долговечны, не окисляются и не разрушаются так же быстро, как графит. Эти типы тиглей также используются в некоторых наших печах меньшего размера для получения плавок более высокой чистоты без потенциального загрязнения графитом.Наши тигли из карбида кремния выдерживают температуру до 1600 o C.
После того, как вы нашли интересующий вас тигель, отправьте запрос предложения или задайте вопрос, используя одну из наших форм.
Графитовые тигли и тигли из карбида кремния
Графитовый тигель EM2
Размеры (OD x ID x H):
(дюйм): 2,8 дюйма x 2,0 дюйма x 4,0 дюйма
(мм): 71 x 51 x 102 мм
Цена: 49 долларов за штуку
F4 / LC4 Графитовый тигель
Размеры (OD x ID x H):
(дюйм): 3.4 дюйма x 2,25 дюйма x 5,9 дюйма
(мм): 86 x 57 x 150 мм
Цена: 70 долларов за штуку
F4 / LC4 SiC тигель
Размеры (OD x ID x H):
(дюйм): 3,5 дюйма x 2,25 дюйма x 5,7 дюйма
(мм): 89 x 57 x 145 мм
Цена: 115 долларов США за штуку
F5 / LC6 Графитовый тигель
Размеры (OD x ID x H):
(дюйм): 4,2 дюйма x 2,8 дюйма x 6,1 дюйма
(мм): 107 x 71 x 155 мм
Цена: 87 долларов за штуку
F9 / LC10 Графитовый тигель
Размеры (OD x ID x H):
(дюйм): 4.6 дюймов x 3,1 дюйма x 6,9 дюйма
(мм): 117 x 79 x 175 мм
Цена: 92 доллара за штуку
F9 / LC10 SiC тигель
Размеры (OD x ID x H):
(дюйм): 4,6 дюйма x 3,2 дюйма x 7,5 дюйма
(мм): 117 x 81 x 191 мм
Цена: 125 долларов США за штуку
F12 / LC12 Графитовый тигель
Размеры (OD x ID x H):
(дюйм): 5,2 дюйма x 3,5 дюйма x 7,2 дюйма
(мм): 132 x 89 x 183 мм
Цена: 97 долларов за штуку
F16 / LC15 SiC тигель
Размеры (OD x ID x H):
(дюйм): 6.5 дюймов x 4,3 дюйма x 8,3 дюйма
(мм): 165 x 110 x 211 мм
Цена: 325 долларов за штуку
LC25 SiC тигель
Размеры (OD x ID x H):
(дюйм): 7,7 x 5,1 дюйма x 13,5 дюйма
(мм): 195 x 130 x 343 мм
Цена: 350 долларов за штуку
LC50 SiC тигель
Размеры (OD x ID x H):
(дюйм): 11,6 x 8,6 дюйма x 18,5 дюйма
(мм): 295 x 220 x 470 мм
Цена: 690 долларов за штуку
Графитовый тигель 1 кг
Размеры (BD x TD x H x ID):
(дюйм): 1.9 дюймов x 2,5 дюйма x 4,9 дюйма x 1,55 дюйма
(мм): 48 x 64 x 124 x 39 мм
Цена: 30 долларов за штуку
Графитовый тигель 2 кг
Размеры (BD x TD x H x ID):
(дюйм): 2,25 дюйма x 3,0 дюйма x 6,25 дюйма x 1,77 дюйма
(мм): 57 x 76 x 159 x 45 мм
Цена: 45 долларов за штуку
Графитовый тигель 3 кг
Размеры (BD x TD x H x ID):
(дюйм): 2,32 дюйма x 2,91 дюйма x 6,69 дюйма x 1,92 дюйма
(мм): 59 x 74 x 170 x 49 мм
Цена: 48 долларов за штуку
D37 AU Графитовый тигель
Размеры (верхний наружный диаметр x внешний диаметр нижней кромки x внутренний диаметр x высота):
(дюйм): 1.8 дюймов x 1,5 дюйма x 0,9 x 2,8 дюйма
(мм): 46 x 37 x 22 x 70 мм
Цена: 28 долларов за штуку
D44 AU Графитовый тигель
Размеры (верхний наружный диаметр x внешний диаметр нижней кромки x внутренний диаметр x высота):
(дюйм): 2,0 дюйма x 1,7 дюйма x 1,1 дюйма x 2,7 дюйма
(мм): 52 x 44 x 28 x 68 мм
Цена: 32 доллара за штуку
D51 AU Графитовый тигель
Размеры (верхний наружный диаметр x внешний диаметр нижней кромки x внутренний диаметр x высота):
(дюйм): 2,0 дюйма x 2,0 дюйма x 1,25 дюйма x 4,25 дюйма
(мм): 59 x 51 x 32 x 108 мм
Цена: 35 долларов за штуку
Клещи для тигля
| Клещи для тигля | Описание | Цена в долларах США |
|---|---|---|
| Эти щипцы для тиглей изготовлены из стали и используются для подъема больших тиглей из печи. | 125 $ за штуку | |
| Эти щипцы для тиглей предназначены для наших небольших графитовых и керамических тиглей | по 50 долларов за штуку |
Нажмите здесь, чтобы связаться с нами, или позвоните нам по телефону 908.835.7222
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Гибридные глино-графитовые тигли на керамической связке | Foundry Management & Technology
Подразделение Molten Metal Systems компании MORGAN ADVANCED MATERIALS сообщило, что его новое семейство тиглей Syncarb Z2 обеспечивает значительную экономию затрат в рабочих условиях для клиентов, работающих в отрасли плавления алюминия.
Гибридный глиняно-графитовый тигель на керамической связке Syncarb Z2 e2 с высоким содержанием карбида кремния и графита, изготовленный методом передового изостатического прессования, был разработан специально для обеспечения высокой химической стойкости к флюсам и отличной теплопроводности при плавлении и выдержке алюминия.
Высокая механическая прочность, присущая тиглям, позволяет изготавливать тигли гораздо большего размера с другими преимуществами, включая выдающуюся стойкость к окислению, высокую огнеупорность и хорошую стойкость к тепловому удару.
Полевые исследования Syncarb Z2 e2 используются для разработки моделей совокупной стоимости владения (TCO), которые учитывают все прямые и косвенные затраты, связанные с их использованием. Один крупный бизнес по литью металла, участвовавший в исследовании, по сообщениям, снизил общую совокупную стоимость владения тиглей примерно на 777 000 долларов США, отметил разработчик.
Лабораторный анализ показал, что Syncarb Z2 e2 имеет на 56% большую прочность на трехточечный поперечный изгиб, что означает, что он более устойчив к механическим нагрузкам во время работы и механическим повреждениям во время обращения по сравнению с другими тиглями.
Испытания на окисление, при которых образцы подвергались воздействию окислительной атмосферы в течение пяти и 10 дней при 750 ° C, показали, что Syncarb Z2 e2 имеет более низкие потери.
Испытания на теплопроводность были также проведены методом лазерной вспышки до 1600 ° C и показали, что Syncarb Z2 e2 имел более высокую теплопроводность при всех рабочих температурах. Эта более высокая проводимость и лучшая стойкость к окислению подразумевают более эффективную теплопередачу для заданной толщины тигля в течение более длительного периода времени, что приводит к более эффективной операции плавления в течение всего срока службы тигля.
«В то время как лабораторные исследования дают контролируемые аналитические результаты, полевые испытания связывают теорию с реальностью», – пояснил директор по глобальным технологиям Morgan MMS Мирко Павони. «Мы применили первоначальные результаты лабораторных и полевых испытаний к моделям TCO, чтобы помочь металлистам понять, что фактические затраты на закупку – это больше, чем просто изначально уплаченная сумма.
«Металлургические компании вынуждены максимально сократить расходы, – продолжил Павоне, – что приводит к выбору расходных материалов исключительно на основе их закупочной цены, без учета производственных факторов, качества или обслуживания.Это может привести к тому, что текущие затраты перевешивают первоначальную экономию, а разрабатываемые нами модели совокупной стоимости владения демонстрируют истинную экономическую эффективность Syncarb Z2 e2 ».
По словам Моргана, руководители предприятий начали понимать, что решения о закупках должны приниматься аналитически с использованием данных, предоставляемых каждым отделом бизнеса, на который влияет выбор тигля. Только на двух из начальных площадок, которые оценил Морган, Syncarb Z2 e2 продемонстрировал значительное повышение долговечности по сравнению с тиглями других производителей, снизив их совокупную стоимость владения примерно на 80 000 и 777 000 долларов соответственно.
Посетите веб-сайт www.morganmms.com
Графитовые тигли для электролитов Kerr
Все Все Клеи Наковальни и колья Обмотка проволоки и бисероплетение Скамейки и аксессуары Кастинг Ножницы Книги и видео Burs Создание и формирование Распределение Таблички для рисования Бурение Инструменты для гравировки Файлы Гибкие валы Молотки Лупы и освещение Оправки Датчики, компоновка и испытания Металл и металлическая глина Покрытие и патина Плоскогубцы, кусачки и ножницы Полировка и отделка Пуансоны и металлические штампы Инструменты для изготовления колец Прокатные станы Спасательное оборудование Распиловка Напольные весы Пайка и соединение Каменная оправа Магазин Принадлежности Наборы инструментов Пинцет Тиски Инструменты для часовщиков Скидки
Производитель графитовых тиглей для плавления и литья металлов
Глава 2:
Факторы, которые следует учитывать при выборе тигля
Чтобы выбрать тигель для ваших операций, вам понадобится правильный тигель из широкого диапазона доступных вам тиглей и материалов.При выборе графитового тигля для индукционного нагрева необходимо учитывать следующее:
2.1, Тип плавильной печи
Мощность, размер и тип печи, которую вы используете, будут определять ваш выбор печного тигля. Если вы знаете, на какую емкость была рассчитана ваша печь, вы будете знать, какую емкость должен обеспечивать ваш тигель. Точно так же размер пространства графитового тигля в вашей печи будет определять размер и форму вашего графитового тигля.Это также определит, должен ли тигель вашей печи иметь сливной носик. Однако выбор тигля, соответствующего типу вашей печи, даст вам множество других, менее очевидных факторов, которые необходимо учитывать. Существуют разные типы печей и разные тигли, характерные для каждой.
Топливная печь:
Топливная печь включает в себя печи, работающие на коксе, пропане, масле или газе. Каждое из этих видов топлива напрямую подвергает тигель печи воздействию источника тепла, и каждое из них обеспечивает разный уровень тепла, обычно измеряемый в британских тепловых единицах.Любой выбранный печной тигель должен выдерживать максимальное количество БТЕ, которое топочное топливо способно подать на графитовый тигель. В газовых, масляных и пропановых печах графитовый тигель должен выдерживать воздействие пламени горелки у основания печи, а тигель должен иметь сужение, чтобы пламя могло циркулировать вокруг графитового тигля снизу вверх. Это позволяет равномерно нагревать графитовый тигель. Материал тигля должен быть способен противостоять окислительному повреждению пламени и выдерживать скорость теплового изменения, которое будет испытывать тигель.
Хорошая теплопроводность и равномерный нагрев являются важными факторами тигля в передаче тепла от внутренней части печи через тигель к металлической загрузке. Тигли с высоким содержанием графита в углеродной связке обладают высокой теплопроводностью для быстрого плавления в газовых печах.
Печь сопротивления:
Электрические печи сопротивления обеспечивают равномерный и всесторонний нагрев графитового тигля и идеально подходят для равномерного и точного контроля температуры при хранении металлов.Энергоэффективные тигли с высоким содержанием графита в углеродном связующем часто выбирают для обеспечения высокой теплопроводности для более быстрого плавления в этом типе печи.
Тигли, предназначенные для печей сопротивления, обычно имеют форму чаши и обеспечивают одинаковое расстояние между тиглем и нагревательными элементами печи.
Индукционная печь:
Выбор тигля для индукционной печи – более сложная задача. В некоторых применениях, таких как рафинирование драгоценных металлов, тигли, предназначенные для нагрева в индуктивных полях печи, используются для плавления шихты.В других приложениях используются тигли, которые позволяют индуктивному полю проходить через них и напрямую нагревать металлическую шихту. Поэтому важно, чтобы электрические характеристики графитового тигля соответствовали рабочей частоте печи и условиям плавления. Например, в некоторых конструкциях низкочастотные индукционные печи требуют тиглей с высоким содержанием карбида кремния, а в других приложениях для высокочастотных индукционных печей требуются тигли с высоким содержанием глины.Соответствие удельного электрического сопротивления тигля индукционной печи является ключом к предотвращению перегрева тигля.
Большинство графитовых тиглей, разработанных для индукционных печей, имеют цилиндрическую форму для обеспечения равномерного расстояния между тиглем и змеевиком печи. Однако некоторые небольшие печи, предназначенные для съемных тиглей, имеют конический змеевик, соответствующий профилю трюмных тиглей.
Вакуумная индукционная плавильная печь:
Вакуумная индукционная плавка имеет высокий потенциал применения по сравнению с альтернативными методами плавки.Вакуумная индукционная плавка (VIM) – это широко используемый метод плавления и литья, который включает плавление сплава в вакууме или в инертной атмосфере с помощью электромагнитной индукции с использованием катушек. Вакуумная индукционная плавка может быть затруднена из-за отсутствия подходящего тигля. Подходящий тигель должен сочетаться с низкой температурой плавления металла при температуре 1600 градусов Цельсия, обладать термодинамической стабильностью и устойчивостью к тепловому удару. Титан и титановые сплавы широко используются в различных областях, в том числе; аэрокосмическая и автомобильная промышленность, производство биомедицинских компонентов и хирургических инструментов, химическая и нефтехимическая инженерия, судостроение и т. д. В этих отраслях промышленности используются индукционные вакуумные плавильные печи для плавки титана.
Вакуумно-дуговая плавильная печь:
Вакуумно-дуговая переплавка – это вторичный процесс плавления для производства металлических слитков с повышенной химической и механической однородностью для особо требовательных приложений. Тигель печи, обычно используемый в печи вакуумно-дугового переплава, изготовлен из меди, который обычно окружен водяной рубашкой, используемой для охлаждения расплава и контроля скорости затвердевания.
Электронно-лучевой расплавитель: Электронно-лучевые тигли разработаны для того, чтобы предложить пользователям E-лучевых лучей улучшенные характеристики испарения в режимах с голым подом.Графитовые тигли, используемые в электронно-лучевых печах, действуют как энергоэффективный тепловой барьер между расплавленным испарителем и водоохлаждаемым медным подом.
Плазменно-дуговая плавильная печь:
Плазменно-дуговая печь – это устройство, используемое для плавления вещества потоком низкотемпературной плазмы, обычно создаваемой электродуговым нагревателем (плазмотроном). Основная область применения плазменной печи – электрометаллургия. Плазменные печи бывают трех типов: плазменные печи для плавки в керамическом тигле; плазменные печи для плавки в кристаллизаторе и плазменные печи для плавки в черепе.Керамические тигельные плазменные печи используются в основном для плавки стали, сплавов на основе никеля и металлических отходов с легирующими добавками. Плазменные печи с кристаллизатором используются в основном для рафинирования металлов. В отличие от электрошлакового, вакуумно-дугового и электронно-лучевого рафинирования основным технологическим средством воздействия на жидкий металл является газовая фаза. Плазменные печи для плавки в корпусе предназначены для изготовления стальных отливок, жаропрочных сплавов и тугоплавких металлов.
2.2, Предел мощности печи
Мощность индукционной печи можно разделить на три категории: низкая частота (менее 400 Гц), средняя частота (400–1000 Гц) и высокая частота (более 1000 Гц). Чем выше рабочая частота, тем больше максимальное количество энергии, которое может быть приложено к печи заданной мощности, и тем меньше количество индуцированной турбулентности. Система электропитания выполняет две функции: питание первичной обмотки и управление плавлением металла.
Принцип индукционного нагрева заключается в том, что источник высокого напряжения от первичной обмотки индуцирует низкое напряжение, большой ток в металле или вторичной обмотке. Индукционный нагрев – это просто метод передачи тепловой энергии. Хороший тигель печи должен адаптироваться к принципу нагрева индукционной печи. Следовательно, это повлияет на ваш выбор тигля.
2.3, Тип драгоценного металла определяет тигель
Понимание типа металла или сплава позволит вам узнать характеристики, которые вы ищете в тигле печи.Подробный каталог металлов, которые вы собираетесь плавить, поможет установить максимальную температуру, которую тигель должен поддерживать для плавления или выдержки, определит, как металл будет взаимодействовать с материалом тигля печи как химически, так и физически, и будет ключевым фактором определение характеристик вашего оптимального тигля. Например, при плавке сплавов на основе меди в топочных печах валковые тигли из карбида кремния работают лучше из-за более высокой термостойкости.В других типах печей тигли часто выбирают из-за их высокой плотности. Менее плотные и более пористые тигли могут вызвать эрозию.
Тигли на углеродной и керамической связке из глины, графита и карбида кремния широко используются для плавки алюминия и алюминиевых сплавов, алюминиевой бронзы, меди, сплавов на основе меди, медно-никелевых и никелево-бронзовых сплавов, драгоценных металлов, цинка. и оксид цинка. Тигли также используются при плавке чугуна. Взятые вместе, эти металлы представляют собой диапазон температур от 400 до 1600 градусов Цельсия.
Хотя некоторые типы тиглей поддерживают температуру металла, охватывающего широкий спектр металлов, необходимо выбирать печные тигли, предназначенные для плавления определенных металлов или сплавов. Выбор таких тиглей часто бывает более выгодным, поскольку они обладают характеристиками устойчивости, важными для вашей работы. Например, использование тигля, способного плавить металл от железа до цинка, может быть не так важно для вашей операции плавления алюминиевого сплава, поскольку тигель ограничен необходимым температурным диапазоном, но способен противостоять коррозии от флюсов для обработки металла.
Наиболее подходящими тиглями для плавки драгоценных металлов являются графитовый тигель и тигель из карбида кремния. Температура плавления тигля из карбида кремния составляет до 1600 градусов Цельсия. С другой стороны, глинистый графит имеет температуру плавления от 850 до 1600 градусов по Цельсию. Графитовые тигли предназначены для плавки драгоценных металлов, таких как золото, серебро, платина, палладий. Графитовый тигель обладает чрезвычайно хорошей стойкостью к тепловому удару, что позволяет быстро плавиться на холоде.
Однако металлы с температурой плавления до 1600 или более плавят в кварцевом тигле. Платина и палладий попадают в эту категорию.
Платина имеет температуру плавления 1768 градусов Цельсия, а палладий – 1555 градусов Цельсия.
Кварцевый тигель имеет плавленый кварц в качестве основного материала, и его многие желательные свойства включают высокую химическую чистоту, высокую коррозионную стойкость, высокую температуру плавления, чрезвычайную твердость, низкий коэффициент теплового расширения, высокую огнеупорность, хорошую термическую стабильность, высокую термостойкость.
2.4, Температура плавления и выдержки
Температура плавления металла и сплава, который вы плавите или держите, будет определять диапазон температур, в котором должен работать тигель печи. Ни в коем случае нельзя нагревать тигли выше их максимальной температуры, это может привести к выходу тигля из строя. Работа ниже предельной температуры тигля также может вызвать проблемы. Например, тигли, предназначенные для высокотемпературного плавления сплавов на основе меди, будут окисляться, если их использовать для плавления цинка при низких температурах.
Практика плавления и выдержки – важные факторы, которые необходимо учитывать при выборе тиглей. Если ваши операции связаны с перегревом, вам необходимо принять во внимание более высокие температуры металла.
2.5, Скорость изменения температуры
Способность тигля печи выдерживать скорость, если изменение температуры так же важно, как и его минимальные и максимальные пределы температуры. Если ваши операции обычно включают частые циклы нагрева и охлаждения, а это означает, что они подвержены быстрому изменению температуры, вам необходимо выбрать тигель, устойчивый к тепловому удару.Например, высокое содержание углерода в графите в тигле придает высокую теплопроводность и несмачиваемость, а также обеспечивает высокую термостойкость. Это очень важно для литейных приложений, которые могут изменяться на несколько сотен градусов за секунды.
2.6, Как заряжается тигель
Если ваш тигель заряжается только расплавленным металлом, то тигель не требует высокой устойчивости к физическим повреждениям. В случае, когда тяжелые металлы составляют основную часть вашего заряда, вам нужно будет выбрать тигель, который является механически прочным и способным выдержать физические удары.Тигли с высоким содержанием углерода и ориентированной графитовой структурой обеспечивают отличную ударопрочность.
2.7, Флюсы и добавки
Все печные тигли обладают определенным уровнем устойчивости к коррозии и химическому воздействию. Флюсы и другие виды обработки металлов, используемые при плавке алюминия и других цветных металлов, обладают высокой коррозионной активностью и требуют тигля, который обеспечивает высокий уровень стойкости к химическому воздействию. Это сопротивление лучше всего обеспечивается как стабильно плотной структурой материала тигля, так и прочной защитной глазурью.Если в вашей работе с металлом используется коррозионная обработка металла, вам понадобится тигель для печи, обеспечивающий соответствующий уровень защиты от этих агентов.
2.8, Дегазация и рафинирование
Дегазация алюминия и алюминиевых сплавов обычно включает пропускание инертного газа, обычно азота, через ванну расплава с помощью ротора, предназначенного для разрушения и рассеивания пузырьков газа. Эти маленькие пузырьки затем вытягивают нежелательный водород и оксиды из ванны и уносят их вместе с шлаком и включениями на поверхность, где газ выходит в воздух, а твердый материал может быть удален.Этот процесс часто используется вместе с флюсующими добавками, которые физически разрушают тигель и химически разрушают его. Следовательно, необходим плотный и прочный тигель, обладающий высокой стойкостью к химическому воздействию. Графитовые тигли обеспечивают отличную стойкость к эрозии при повышенных температурах и химической коррозии.
При рафинировании и плавке драгоценных металлов важно, чтобы тигель, который вы используете, обеспечивал чистый металл за счет несмачивающих свойств.
2.9, Удаление шлака и окалины
Плотный и несмачивающий тигель помогает уменьшить накопление шлака и окалины и упростит очистку пустого тигля.
2.10, Опорожнение печи
Тигли для плавки должны быть сконструированы таким образом, чтобы обеспечить легкий доступ к металлу. Это позволяет печи поддерживать температуру металла, что предотвращает потери энергии или топлива.
Тигли для печей, которые наклоняются для разливки, часто требуют встроенных разливочных носиков, обеспечивающих необходимый радиус действия и точность разливки.
2.11, Атмосферный тип
- Воздух / окислительная печь или система термической обработки, использующая воздух или окислительную атмосферу.Следует выбирать печные тигли, устойчивые к окислению или выгоранию при конечной температуре использования. Тигли из графита или тугоплавкого металла могут загореться при использовании при высокой температуре в окислительной атмосфере.
- Инертный – печь или система термической обработки, использующая инертный газ, такой как аргон, в качестве атмосферы или защитного покрытия.
- Восстановительная печь или система термической обработки, использующая восстановительный газ, например, атмосферу водорода. Печные тигли следует выбирать без компонентов, которые могут быть уменьшены при температуре конечного использования.Оксиды железа или кремнезем могут быть восстановлены до железа или кремния при высокой температуре и в восстановительных условиях.
- Вакуумная печь или система термической обработки, использующая вакуум в качестве атмосферы. Следует выбирать печные тигли, которые не состоят из летучих компонентов или компонентов с высоким давлением пара при температуре конечного использования.
2,12, Плавильная мощность
Плавильные мощности могут быть малыми, средними или большими. В зависимости от размера вашего производства вы можете выбрать размер тигля печи, который вам нужен.Существуют тигли на 250 г, 500 г, 1 кг и 2 кг для плавления в малых масштабах, тигли на 4–6 кг для плавления в средних масштабах и тигли на 8–10 кг для плавления в больших объемах.
2.13, Цена тигля
Стоимость печного тигля очень важна. Как упоминалось ранее, металлы, такие как вольфрам и платина, используются в качестве тиглей для печей, и приобретение этих тиглей может быть очень дорогим. Графитовые тигли – менее дорогие тигли, и они отлично подходят для плавления.
Понимание всех аспектов вашей плавильной печи, температуры плавления вашей печи и размера или производительности вашей плавки поможет вам выбрать лучший графитовый тигель для вашей плавильной деятельности.
Графитовая футеровка тигля чистота 99,99% | Вкладыши тигля
Описание
Гильзы тигля
Вкладыши тиглейThermionics совместимы с источниками испарения многих производителей.
Материалы футеровки
Вкладыши тиглей доступны из различных материалов. Углеродный графит и углеродный графит со стеклянным покрытием являются двумя наиболее распространенными материалами. Они популярны благодаря невысокой стоимости и благоприятным тепловым свойствам.
Углеродистый графит
– это мелкозернистый поликристаллический материал высокой плотности с межсоединительной пористостью. Его можно очищать до 5 частей на миллион или меньше.
Углеродистый графит со стеклянным покрытием
Вкладышиизготовлены из того же высококачественного углерода, что и выше, затем обожжены в графитовом процессе с нанесенным покрытием при температуре выше 1400 ° C, чтобы устранить любую пористость в углероде.
Вкладыши для тиглей FABMATE
являются альтернативой графиту со стеклянным покрытием.FABMATE подвергается обработке аморфным углеродом для получения твердой, устойчивой к истиранию, непористой поверхности.
Прочие материалы футеровки тиглей включают:
- Глинозем
- Нитрид бора
- Медь
- Молибден
- Тантал
- Вольфрам
Вкладыши, сделанные из этих более экзотических материалов, более дороги и обычно ограничиваются специальными применениями.
Обработка
Увеличение срока службы футеровки тиглей требует особого внимания при обращении и хранении.Никогда не прикасайтесь к лайнерам голыми руками. С вкладышами следует обращаться в перчатках, щипцах или подушечках для пальцев. Графит, графит с покрытием и футеровки FABMATE нельзя очищать химическими веществами или растворителями любого типа.
Использованные лайнеры следует хранить в сухом бескислородном помещении.
Лучшее использование вкладышей
Правильная техника важна, иначе футеровка тигля сломается из-за теплового удара. Однако поломку можно свести к минимуму. Кроме того, некоторые материалы при расплавлении становятся высокореактивными и могут сплавиться с футеровкой.
Самая частая причина поломки футеровки тигля – термический удар. Переполнение футеровки может привести к тому, что испаряющийся материал «вытечет» на футеровку на поверхность тигля с водяным охлаждением. Это вызывает повышенную тепловую нагрузку на футеровку и в большинстве случаев приводит к ее растрескиванию или разрушению.