Группы сталей: Сталь. Виды, классификация
alexxlab | 15.04.2023 | 0 | Разное
Система обозначения нержавеющей группы сталей по стандарту ISO |
Время прочтения статьи: 15 минут
Автор статьи: pkmetiz.ru
Стандарты ISO разработаны международной организацией International Organization for Standardization, которая была основана более 70 лет назад. Целью организации является разработка международной нормативной документации, регламентирующей качество продукции в разных отраслях промышленности, и контроль соблюдения устанавливаемых этой документацией требований. Достаточно быстро эта система стандартов получила широкое признание и стала применяться производителями во всем мире.
Получение производителем сертификата ISO служит подтверждением высокого качества выпускаемой продукции, соответствие ее параметров действующим международным требованиям. Сертификат подтверждает применение производителем стандартизированной системы производственного контроля качества на каждом этапе технологического процесса, использование передовых инновационных решений, методов организации труда и управления производством.
Нержавеющий крепеж широко применяется в разных отраслях промышленности. Метизы этой категории интенсивно завозятся в Россию по импортным контрактам, а также поставляются российскими производителями за рубеж. Необходимым условием работы с иностранными поставщиками или заказчиками является внедрение российскими предприятиями, работающих с крепежными элементами, стандартов ISO.
В связи российские ГОСТы планомерно приводятся в соответствие с действующими стандартами ISO. В том числе по международным требованиям выполняется маркировка метизов, для производства которых применяются нержавеющие марки стали.
Маркировка изделий из нержавеющих сталей осуществляется в соответствии со стандартом ГОСТ Р ISO 3506-1-2009. Этот российский ГОСТ соответствует международному стандарту ISO 3506. Наиболее распространенный тип нержавейки — аустенитные стали. Для них разработана система маркировки, представленная на схеме:
Так, маркировка А2—70 на крепежном элементе свидетельствует, что деталь изготовлена методом холодной деформации из аустенитной нержавеющей стали (литера «А») второго типа легирования (цифра 2). Изделие имеет допустимый предел прочности на растяжение 70 Р/мм2.
Изделие имеет допустимый предел прочности на растяжение 70 Р/мм2.
В таблице приведены основные свойства групп нержавеющей аустенитной стали:
| Группа стали | Свойства |
|---|---|
| А1 | Класс, соответствующий качеству металлов с механической обработкой. Свариваемые, устойчивые к воздействию кислот, нержавеющие в ограниченном объеме конструкционные материалы. Незакаливаемые сплавы, не обладающие магнитными свойствами. Производится по международному стандарту AISI 303. |
| А2 |  Немагнитные, незакаливаемые сплавы. Устойчивы к воздействию отрицательных температур до −200 °C. Производятся по международному стандарту AISI 304. Немагнитные, незакаливаемые сплавы. Устойчивы к воздействию отрицательных температур до −200 °C. Производятся по международному стандарту AISI 304. |
| А3 | Основные свойства аналогичны свойствам стали группы А2. |
| А4 | Класс нержавеющих сплавов с повышенной стойкостью к воздействию кислот. Кислотоупорность к разным кислотам зависит от температуры. Материалы этой группы демонстрируют среднюю стойкость к воздействию хлора. Немагнитные, незакаливаемые сплавы. Основные сферы применения: судостроение, пищевая промышленность, деревообрабатывающая отрасль. Стали устойчивы к воздействию отрицательных температур до −60 °C. Производятся по международному стандарту AISI 316. |
| А5 | Основные свойства аналогичны свойствам стали группы А4. |
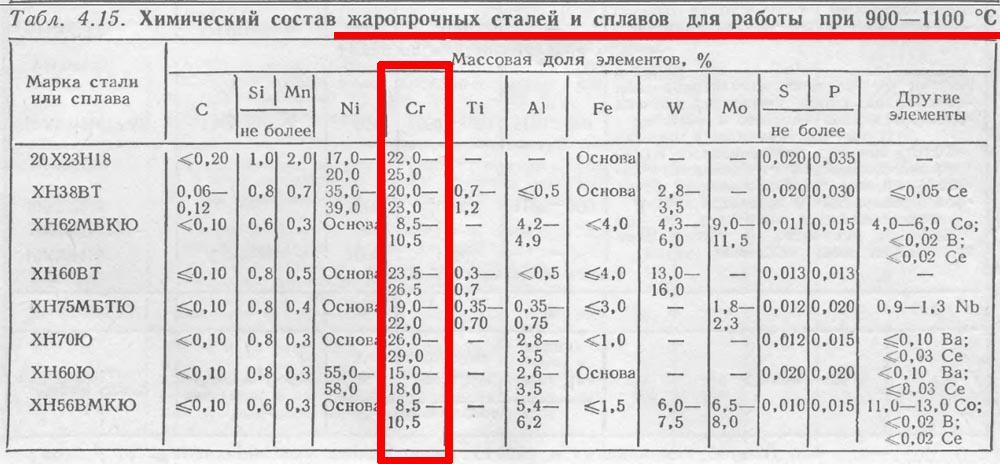
Стандартом регламентируется и химический состав нержавеющих сплавов. Для аустенитных сталей устанавливаются следующие требования по составу:
| Группа стали | Код | C, ≤% | Si, ≤% | Mn, ≤% | Cr, % | Mo, % | Ni, % |
| A2 | X5CrNi1810 | 0,07 | 1,0 | 2,0 | 17,0–20,0 | 0 | 8,5–10,0 |
| X2CrNi1811 | 0,03 | 1,0 | 2,0 | 17,0–20,0 | 0 | 10,0–12,5 | |
| X8CrNi19/10 | 0,07 | 1,0 | 2,0 | 17,0–20,0 | 0 | 10,5–12,0 | |
| A3 | X6CrNiTi1811 | 0,10 | 1,0 | 2,0 | 17,0–19,0 | 0 | 9,0–11,5 |
| A4 | X5CrNiMo1712 | 0,07 | 1,0 | 2,0 | 16,5–18,5 | 2,0–2,5 | 10,5–13,5 |
| X3CrNiMo1712 | 0,03 | 1,0 | 2,0 | 16,5–18,5 | 2,0–2,5 | 11,0–14,0 | |
| A5 | X6CrNiMoTi1712 | 0,10 | 1,0 | 2,0 | 16,5–18,5 | 2,0–2,5 | 10,5–13,5 |
Благодаря повышенному содержанию молибдена в аустенитных нержавеющих сталях марок А4 и А5 достигается высокая стойкость этих конструкционных материалов к агрессивному воздействию кислот и солей.
Производитель имеет право подбирать химический состав нержавеющей стали на свое усмотрение, соблюдая лимиты содержания отдельных элементов, предусмотренные стандартом. При необходимости состав аустенитной нержавеющей стали, применяемой для производства крепежных элементов, может быть согласован с заказчиком.
Помимо химического состава, стандартом ISO регламентируются механические свойства крепежных элементов, изготовленных из нержавеющей аустенитной стали. Основные нормативные требования по механическим характеристикам приведены в следующей таблице:
ГруппаСортКласс прочностиДиапазон диаметров
Болты/винты
| Предел прочности Rm1) Н/мм² минимум | Границы удлинения Rp 0,21) Н/мм² минимум | Разрывное удлинение A2) мм² минимум | ||||
| Сталь аустенитная | 50 | ≤ М39 | 500 | 210 | 0,6 d | |
| 70 | ≤ М24 | 700 | 450 | 0,4 d | ||
| 80 | ≤ М24 | 800 | 600 | 0,3 d |
Если возникают сомнения относительно возникновения в структуре стали межкристаллитной коррозии, рекомендовано проведение проверки по методике, регламентированной ISO 3651-1 или ISO 3651-2.
Представленная диаграмма дает возможность определить ориентировочное время возникновения межкристаллитной коррозии в структуре нержавеющей аустенитной стали сорта A2. Для примера взяты марки стали с разным содержанием углерода.
Сталь группы А. | это… Что такое Сталь группы А.?
Толкование
- Сталь группы А.
2.2. Сталь группы А.
2.2.1. Нормируемые показатели для стали группы А указаны в табл. 1.
Таблица 1
Категории стали
Марки стали всех степеней раскисления и с повышенным содержанием марганца
Временное сопротивление
Относительное удлинение
Изгиб в холодном состоянии
Предел текучести
1
Ст0 – Ст6
+
+
–
–
2
+
+
+
–
3
Ст2 – Ст6
+
+
+
+
Примечания
1.
 Для стали марки Ст6 изгиб в холодном состоянии не нормируется.
Для стали марки Ст6 изгиб в холодном состоянии не нормируется.2 Знак «+» означает, что показатель нормируется, знак «-» означает, что показатель не нормируется.
3. Для стали категории 3, поставляемой для изготовления труб, изгиб в холодном состоянии не нормируется.
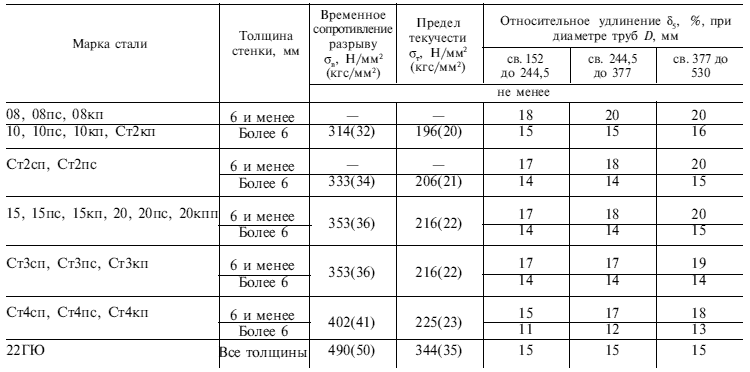
Таблица 2
Марки стали
Временное сопротивление sв, кгс · мм-2
Предел текучести sт, кгс · мм-2 для толщин, мм
Относительное удлинение δ5, %, для толщин, мм
Изгиб до параллельности сторон (а – толщина образца, d
– диаметр оправки) для толщин, ммдо 20
св. 20 до 40
св. 40 до 100
св. 100
до 20
св.
 20 до 40
20 до 40св. 40
до 20
св. 20
не менее
Ст0
Не менее 31
–
Источник: ГОСТ 380-71: Сталь углеродистая обыкновенного качества. Марки и общие технические требования оригинал документа
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
Игры ⚽ Нужен реферат?
- сталь
- Сталь группы Б
Полезное
Система группировки основного металла – TWI
Введение
Когда процедуры сварки или сварочные работы (сварщики) аттестуются, образцы для испытаний подготавливаются с использованием определенной комбинации основного материала и расходных материалов. Чтобы сократить количество процедур сварки, которые должны быть аттестованы для производственных применений, нормы и стандарты предусматривают, что конкретный основной материал и присадочные материалы должны охватывать ряд других материалов, которые, как считается, обладают аналогичной свариваемостью (т. е. подвержены воздействию сварки аналогичным образом). ) или требовать аналогичных навыков для работы (квалификация сварщика). Кодексы и стандарты могут прямо указывать конкретную систему группировки материалов или ссылаться на другие кодексы и стандарты.
Чтобы сократить количество процедур сварки, которые должны быть аттестованы для производственных применений, нормы и стандарты предусматривают, что конкретный основной материал и присадочные материалы должны охватывать ряд других материалов, которые, как считается, обладают аналогичной свариваемостью (т. е. подвержены воздействию сварки аналогичным образом). ) или требовать аналогичных навыков для работы (квалификация сварщика). Кодексы и стандарты могут прямо указывать конкретную систему группировки материалов или ссылаться на другие кодексы и стандарты.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Две наиболее часто используемые системы группировки предоставлены ISO (ссылочный стандарт ISO/TR 15608, заменивший CR 12187) и ASME/AWS (ASME Section IX, QW/QB-422, идентичный AWS B2.1). . Первый классифицирует материалы на «группы» и «подгруппы», определяемые числовым значением, в то время как второй присваивает «P-номера» (P-No, где «P» для исходного материала), как показано в Таблице 1 ниже.
Основное различие между ними заключается в том, что система ISO позволяет относить любой материал в рамках справочного стандарта к определенной группе, тогда как система ASME присваивает P-No только материалам, перечисленным в коде или имеющим тот же номер UNS, что и у перечисленных материалов (подробнее см. ниже). Конкретный случай AWS d1.1 описан в конце этой статьи о вакансиях.
Таблица 1: Сравнение групп материалов в соответствии с ISO/TR 15608 и ASME IX
| Группа материалов | ИСО/ТР 15608 | ASME IX, QW-422 (сварка) | ASME IX, QB-422 (пайка) |
| Стали | 1.г – 11.г | P-№. 1 – P-номер. 15Ф | P-№. 101 – P-№. 103 |
| Алюминий и алюминиевые сплавы | 2x.y | P-№. 21 – P-№. 26 | P-№. 104 и P-№. 105 |
| Медь и медные сплавы | 3x. y y | P-№. 31 – P-№. 35 | P-№. 107 и P-No. 108 |
| Никель и никелевые сплавы | 4x.y | P-№. 41 – П-№. 49 | P-№. 110 – П-№. 112 |
| Титан и титановые сплавы | 5х.у | P-№. 51 – P-№. 53 | P-№. 115 |
| Цирконий и циркониевые сплавы | 6х.у | P-Номер. 61 и P-No. 62 | P-№. 117 |
| Чугун | 7х.у | Неприменимо | Неприменимо |
Квалификационные испытания сварщика и оператора сварки (EN 287, ISO 9606 и ISO 14732)
Для квалификации сварщика ISO 9606 (который заменил EN 287) предоставляет диапазоны квалификации как для основного материала, так и для присадочного материала. Более новые версии частей ISO 9606, такие как текущий ISO 9606-1 (сварка сталей плавлением), отошли от этой философии, чтобы принять систему, аналогичную ASME IX (описанную ниже), которая рассматривает состав присадочного материала как единственный «важная» переменная, когда сварщик имеет квалификацию для группы присадочных материалов, если основной материал находится в любой группе от 1 до 11 (см. Таблицу 1).
Таблицу 1).
Для операторов сварки: EN ISO 14732 относится к операторам сварочного оборудования. Поскольку навыки сварщика не проверяются, диапазон квалификации вытекает из соответствующей квалификации процедуры сварки (например, в следующем разделе).
Квалификация процедуры сварки (ISO 15610, 15611, 15612, 15613 и 15614)
Стандарты ISO обычно допускают квалификацию ряда исходных материалов на основе материала, использованного для квалификационного испытания образца. Обычно это относится к материалам в той же группе и любой более низкой подгруппе. Полный перечень всех квалификационных диапазонов приводится в стандартах (обычно в виде таблицы или матрицы). Если материал попадает в две (под) группы, он всегда считается принадлежащим к группе с меньшим номером. Широкий спектр разнородных соединений может соответствовать требованиям, но их необходимо тщательно изучить, чтобы убедиться, что стандарт допускает это.
Испытываемые материалы-наполнители обычно квалифицируют другие материалы, которые имеют такую же форму, номинальный состав, механические свойства и содержание водорода. В некоторых частях стандарта есть определенные тонкости. В некоторых случаях, например, когда требуются характеристики ударной вязкости или для гипербарической сварки, квалифицируются только расходные материалы одного и того же производителя. Это также относится к EN ISO 15610, где свойства расходных материалов должны быть гарантированы в зависимости от процедуры квалификации.
В некоторых частях стандарта есть определенные тонкости. В некоторых случаях, например, когда требуются характеристики ударной вязкости или для гипербарической сварки, квалифицируются только расходные материалы одного и того же производителя. Это также относится к EN ISO 15610, где свойства расходных материалов должны быть гарантированы в зависимости от процедуры квалификации.
Группировка материалов (ISO/TR 15608)
Этот стандарт разделяет возможные материалы, которые можно сваривать, на набор групп, чтобы можно было аттестовать несколько различных марок с помощью одного контрольного сварного шва. Стандарт распространяется на стали, алюминиевые сплавы, медные сплавы, никелевые сплавы, титановые сплавы, циркониевые сплавы и чугуны. Большинство групп относительно легко понять, с диапазонами составов, предусмотренными для соответствующих сплавов. Группировки основаны на преднамеренном легировании компонентов без учета примесей.
Группировка стали учитывает дополнительные факторы, а именно: предел текучести сплава и его термомеханическую обработку. Это может привести к неопределенности в определении точной группы или подгруппы сплава и может потребовать рассмотрения дополнительной информации помимо состава или свойств при растяжении. Например, стали S460 могут соответствовать нескольким различным стандартам. S460M, как указано в EN 10025-4, который относится к термомеханическим прокатным сталям, относится к группе 2.1, тогда как S460N, как указано в EN 10025-3, который относится к нормализованным сталям, находится в группе 1.3.
Это может привести к неопределенности в определении точной группы или подгруппы сплава и может потребовать рассмотрения дополнительной информации помимо состава или свойств при растяжении. Например, стали S460 могут соответствовать нескольким различным стандартам. S460M, как указано в EN 10025-4, который относится к термомеханическим прокатным сталям, относится к группе 2.1, тогда как S460N, как указано в EN 10025-3, который относится к нормализованным сталям, находится в группе 1.3.
Из-за широкого спектра доступных сплавов и различных стандартов, относящихся к ним, отнесение сплава к определенной группе в рамках ISO/TR 15608 может оказаться затруднительным. Однако существуют три стандарта, которые могут быть полезны для определения группировки интересующего материала. PD CEN ISO/TR 20172, 20173 и 20174 перечисляет множество различных марок материалов и групп, к которым они относятся. Эти стандарты могут быть очень полезны при определении соответствующей группы и, следовательно, диапазона квалификации.
Нормы ASME для котлов и сосудов под давлением (Раздел IX)
Спецификации материалов, которые должны использоваться в рамках ASME BPVC, приведены в Разделе II норм. Это результат сотрудничества между ASME и ASTM, которые совместно работали над подготовкой спецификаций материалов, соответствующих требованиям безопасности в области оборудования, работающего под давлением, изготовленного из черных и цветных металлов. В результате код ASME принял спецификации материалов ASTM без изменений, за исключением идентификатора «SA» (например, ASTM A516 становится SA-516).
Группировка ASME производится с использованием буквенно-цифрового обозначения P-No для основного металла и F-номеров (F-No) для присадочного материала. Эта группировка основана на сопоставимых характеристиках материала, таких как свариваемость, механические свойства и состав.
Основные металлы перечислены в таблице QW/QB-422, которая позволяет определить P-No для определенного материала в зависимости от его спецификации в соответствии с ASTM или номером UNS. В QW/QB-422 перечислены только материалы, разрешенные для использования в конструкции компонентов, работающих под давлением, в соответствии с ASME BPVC, поэтому им можно присвоить P-No. Если металл не указан в таблице QW/QB-422, он считается «неназначенным» и не может быть сгруппирован под P-No. Если материал, не включенный в список, имеет тот же номер UNS, что и материал, указанный в списке, материал, не включенный в список, относится к тому же P-No, что и материал, указанный в списке. Этот список определяет для спецификации сварки/пайки «минимальное заданное растяжение» в качестве приемлемого значения для испытания на растяжение для аттестации процедуры сварки/пайки.
В QW/QB-422 перечислены только материалы, разрешенные для использования в конструкции компонентов, работающих под давлением, в соответствии с ASME BPVC, поэтому им можно присвоить P-No. Если металл не указан в таблице QW/QB-422, он считается «неназначенным» и не может быть сгруппирован под P-No. Если материал, не включенный в список, имеет тот же номер UNS, что и материал, указанный в списке, материал, не включенный в список, относится к тому же P-No, что и материал, указанный в списке. Этот список определяет для спецификации сварки/пайки «минимальное заданное растяжение» в качестве приемлемого значения для испытания на растяжение для аттестации процедуры сварки/пайки.
Для некоторых материалов таблица QW/QB-422 относится к назначению материалов в соответствии с критериями группировки ISO/TR 15608:2005. Этот список перекрестных ссылок предоставляется только для информации, поскольку раздел IX ASME не ссылается на эту группу как на основу для установления квалификационного диапазона квалифицированных основных металлов.
В таблице QW 424.1 приведены правила определения квалификации диапазона в зависимости от того, какой основной металл(ы) используется для квалификационного купона процедуры в соответствии с ASME BPVC, раздел IX QW-424.1. Кодекс также указывает, что группы как основного металла, так и присадочного материала не означают, что любой основной металл и расходуемый материал могут быть заменены без рассмотрения между основным и присадочным металлом.
Таблица 2 дополняет Таблицу 1 и предоставляет дополнительную информацию о типах материалов, включенных в каждый P-No.
Таблица 2: Система P-No, используемая ASME для стали
| P-No | Материал |
| 1 | Углеродистая сталь, Максимум C, 0,030%, Si, 0,60%; Mn, 1,70%; с, 0,045%; Р, 0,045 % Другие отдельные элементы, не более 0,30 % Сумма всех других элементов, не более 0,80 % |
| 2 | Кованое железо |
| 3 | Номинальное содержание легированной стали 1/2% Mo и/или Cr |
| 4 | Номинальный l-1/4 % Cr, l/2 % Mo, легированная сталь |
| 5А | Номинальная легированная сталь 2-1/4 и 3% Cr, 1% Mo |
| 5Б | Номинальное содержание легированной стали от 5 до 10 % Cr, 1 Mo |
| 5С | Все металлы 5A и 5B термообработанные |
| 6 | Мартенситная нержавеющая сталь |
| 7 | Ферритная нержавеющая сталь |
| 8 | Аустенитная нержавеющая сталь |
| 9А | 2 % никелевая легированная сталь |
| 9Б | Сталь, легированная 3,5% никеля |
| 9С | 4,5% никелевая легированная сталь 8% и 9% Ni |
| 10А | Различные низколегированные стали* |
| 10Б | |
| 10С | |
| 11 | Низколегированная сталь, закаленная и отпущенная |
| 15 | Ферритные стали с повышенным сопротивлением ползучести |
*Включает углеродистые стали и низколегированные стали, свариваемость которых отличается от обычных углеродистых сталей, или которые обладают уникальными свойствами, не подпадающими под существующие артикулы
Система AWS перечислены в таблице 3.
 1 AWS D1.1 в соответствии со спецификацией ASTM. Как основные материалы, так и расходные материалы также классифицируются по четырем группам в таблице 3.2 AWS D1.1 в зависимости от их классификации AWS и прочности, чтобы дать рекомендации по согласованию прочности с основным металлом в случае предварительно аттестованных процедур сварки. В соответствии с таблицей 4.8 все материалы, не указанные в списке, должны быть аттестованы в соответствии с пунктом 4 аттестации процедуры сварки AWS D1.1.
1 AWS D1.1 в соответствии со спецификацией ASTM. Как основные материалы, так и расходные материалы также классифицируются по четырем группам в таблице 3.2 AWS D1.1 в зависимости от их классификации AWS и прочности, чтобы дать рекомендации по согласованию прочности с основным металлом в случае предварительно аттестованных процедур сварки. В соответствии с таблицей 4.8 все материалы, не указанные в списке, должны быть аттестованы в соответствии с пунктом 4 аттестации процедуры сварки AWS D1.1.В случае процедур сварки, прошедших предварительную квалификацию, можно использовать только материалы, перечисленные в четырех группах таблицы 3.1 AWS D1.1. В Таблице 4.8 указано, что повторная квалификация будет необходима, если выбранный материал не попадает в квалификационный диапазон. Использование неперечисленных неблагородных металлов ограничено одобрением.
Для получения дополнительной информации свяжитесь с нами.
Ссылки
- ISO/TR 15608L: Сварка. Руководство по системе группирования металлических материалов, 2013 г.
- BS EN 287: Квалификационные испытания сварщиков. Сварка плавлением. Часть 1: Стали * Остается актуальной, 2011 г.
- BS EN ISO 9606 : Квалификационные испытания сварщиков. Сварка плавлением. Часть 1: Стали. ПОПРАВКА: 31 января 2014 г.; КОРРЕКЦИЯ: 29 февраля 2016 г.
- BS EN 14732 : Сварочный персонал. Квалификационные испытания операторов и наладчиков сварки для механизированной и автоматической сварки металлических материалов; 2013
- BS EN 288 : Спецификация и утверждение процедур сварки металлических материалов, часть 1: Общие правила сварки плавлением — AMD 9734: ноябрь 1997 г.
- BS EN ISO 15610 : Спецификация и квалификация процедур сварки металлических материалов. Квалификация на основе испытанных сварочных материалов; 2013
- BS EN ISO 15611 ; Спецификация и квалификация процедур сварки металлических материалов – Квалификация на основе предыдущего опыта сварки; 2003
- BS EN ISO 15612 : Спецификация и квалификация процедур сварки металлических материалов.
 Квалификация путем принятия стандартной процедуры сварки; 2004
Квалификация путем принятия стандартной процедуры сварки; 2004 - BS EN ISO 15613 : Спецификация и квалификация процедур сварки металлических материалов. Квалификация на основе предпроизводственных сварочных испытаний; 2004
- BS EN ISO 15614 : Спецификация и квалификация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов. AMD: 30 апреля 2008 г.; AMD: 30 апреля 2012 г.
- PD CEN ISO/TR 20172: Сварка. Системы группировки материалов. Европейские материалы; 2009 г.
- PD CEN ISO/TR 20173: Сварка. Системы группировки материалов. Американские материалы; 2009
- PD CEN ISO/TR 20174: Сварка. Системы группирования материалов. Японские материалы. ПОПРАВКА: 31 июля 2011 г.
- ASME BPVC IX: Квалификационный стандарт для процедур сварки, пайки и пайки, сварщиков, пайки и операторов сварки, пайки и пайки – квалификация сварки, пайки и пайки, 2009 г.

- AWS D1.1/D1.1M: Правила сварки конструкций — сталь — 23-е издание; 2-я печать; 2016
Поиск | Сертилас
Введите ключевые слова
О поискеСистемы сварочных столов Förster
… механическая доработка компонентов. Точный метод для создания сборки в сочетании с подходящим зажимом… даже при производстве отдельных деталей. 3D-сварочный стол и система для гибкой и бесступенчатой работы. Наши модульные система , как показано в Центре решений по сварке, делает его …
О нас
… для улучшения и разработки новых продуктов в соответствии со стандартами AWS или EN ISO , а также для разработки специальных и новых продуктов … Мы работаем с очень современной автоматизированной складской системой , а вся наша цепочка поставок система охвачена уникальной системой отслеживания для предоставления …
Качество
… товары доставляются в рамках прослеживаемости и качества системы , что засвидетельствовано уполномоченным органом и подтверждает … не касается только самого продукта, люди и система обычно имеют реальное значение.
 С нашим in … это постоянный эталонный контроль с последними стандартами AWS и EN ISO .
База данных …
С нашим in … это постоянный эталонный контроль с последними стандартами AWS и EN ISO .
База данных …Маркировка СЕ и одобрение для сварочных материалов
… вы гарантируете, что товары поставляются в соответствии с системой качества с полной прослеживаемостью по системе , контролируются уполномоченным органом и соответствуют … в тот же рабочий день. Мы управляем современной автоматизированной складской системой , предлагаем очень удобные приложения, делающие вашу работу …
Euroweld – Манипуляторы колонн и стрел RedRock
… для вертикального перемещения с дополнительным противовесом система обеспечивает плавное движение по вертикали без усилий; IP55 … и усилия, необходимые для выравнивания и подъема банок. Эта система с ее уникальными характеристиками обеспечивает потребность в трубопроводах и судостроении.
 Система спроектирована и изготовлена таким образом, чтобы выдерживать суровые и жесткие условия …
Система спроектирована и изготовлена таким образом, чтобы выдерживать суровые и жесткие условия …Процедура сварки согласно EN ISO: 1090-1
Процедура сварки в соответствии с EN ISO : 1090-1 Как было объявлено ранее, новые … сварка будет сталкиваться с этими новыми правилами. Это EN ISO 1090 качество система обеспечит прослеживаемость приобретенных вами товаров и … EN 14341: G 42 3 M G3Si = SG2. EN 15614-1 описывает следующее:; «8.4.4 Присадочный металл, …
Изнашиваемый диск / пластина Pro 6072
… Преимущества системы Plate Pro 6072 Wear : в 10 раз быстрее, чем наплавка с помощью SMAWNo … большие пластины с наплавкой Снижение веса на 50 % по сравнению с системой сравнить с накладными сварными пластинамиУправляемый размер … Направляющие, направляющие колеса бульдозера, ковши экскаватора, винтовые конвейеры , лопаты, скребковые ножи, смесительные лопасти.