Х12Мф свойства стали: Страница не найдена
alexxlab | 12.03.2023 | 0 | Разное
Сталь Х12МФ / Evek
Сталь 9Х1
Сталь 9Х5ВФ
Сталь 9Г2Ф (ЭИ972)
Сталь 95Х6М3Ф3СТ (ЭК80)
Сталь 90ХФ (9Х1Ф; 9ХФ)
Сталь 8ХФ
Сталь 8Х6НФТ (85Х6НФТ)
Сталь 8Х4В2МФС2 (ЭП761)
Сталь 8Х3
Сталь 8Н1А
Сталь 7ХНМ
Сталь 7ХГ2ВМФ
Сталь 7Х3
Сталь 7Х15ВМФСН (ЧС93)
Сталь 7Н2МФА
Сталь 6ХС (ЭИ325)
Сталь 6ХВГ
Сталь Х12ВМФ
Сталь ХГС
Сталь ХВСГФ
Сталь ХВГ
Сталь ХВ4Ф
Сталь Х9ВМФ
Сталь Х6ВФ (ЭИ808)
Сталь Х12Ф1
Сталь Х12МФ
Сталь 6ХВ2С
Сталь Х12
Сталь Х
Сталь В2Ф
Сталь 9ХФМ
Сталь 9ХС
Сталь 9ХВГ
Сталь 9Х6Ф2АРСТГ (ЭК15)
Сталь 3Х3М3Ф (ЭИ76)
Сталь 4ХМФ
Сталь 4ХМНФС
Сталь 4Х5МФС (4Х5МФСА)
Сталь 4Х5МФ1С (ЭП572)
Сталь 4Х5В2ФС (ЭИ958)
Сталь 4Х4ВМФС (ДИ22)
Сталь 4Х3ВМФ (ЗИ2)
Сталь 4Х2В5МФ (ЭИ959)
Сталь 4ХМФС (40ХСМФ)
Сталь 3Х2МНФ
Сталь 13Х
Сталь 12Х1 (ЭП430)
Сталь 11ХФ (11Х)
Сталь 11Х4В2МФ3С2 (ДИ37)
Сталь 05Х13Н6М2
Сталь 05Х12Н6Д2МФСГТ (ДИ80)
Сталь 6Х7В7ФМ (ЭИ161)
Сталь 4ХС
Сталь 50Х14МФ (ЗИ128)
Сталь 55СМ5ФА
Сталь 55Х7ВСФМ (55Х7ВСМФ)
Сталь 5Х2МНФ (ДИ32)
Сталь 5Х3В3МФС (ДИ23)
Сталь 5ХАНМФ
Сталь 5ХВ2СФ
Сталь 5ХНВ (5ХНВЛ)
Сталь 5ХНВС
Сталь 5ХНМ
Сталь 6Х3МФС (ЭП788)
Сталь 6Х4М2ФС (ДИ55)
Сталь 6Х6В3МФС (ЭП569)
Сталь 6Х6М1Ф
Обозначения
| Название | Значение |
|---|---|
| Обозначение ГОСТ кирилица | Х12МФ |
| Обозначение ГОСТ латиница | X12MF |
| Транслит | h22MF |
| По химическим элементам | Cr12MoV |
Описание
Сталь Х12МФ применяется: когда требуется большая вязкость чем у стали марки 12Х — для изготовления холодных штампов высокой устойчивости против истирания (преимущественно с рабочей частью округлой формы), не подвергающихся сильным ударам и толчкам; волочильных досок и волок, глазков для калибрования пруткового металла под накатку резьбы; гибочных и формовочных штампов, сложных секций кузовных штампов, которые при закалке не должны подвергаться значительным объемным изменениям и короблению; матриц и пуансонов вырубных и просечных штампов; штамповок активной части электрических машин и электромагнитных систем электрических аппаратов.
Для изготовления профилировочных роликов сложных форм; секций кузовных штампов сложных форм; сложных дыропрошивочных матриц при формовке листового металла, эталонных шестерен, накатных плашек, волок, матриц и пуансонов вырубных, просечных штампов (в том числе совмещенных и последовательных) со сложной конфигурацией рабочих частей; штамповок активной части электрических машин.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Сортовой и фасонный прокат | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006 |
| Листы и полосы | В33 | ГОСТ 4405-75, TУ 14-1-1481-76, TУ 14-131-971-2001 |
| Сортовой и фасонный прокат | В32 | ГОСТ 5950-2000, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, TУ 14-1-781-73, TУ 14-11-245-88 |
| Болванки. Заготовки. Слябы | В31 | ОСТ 24.952.01-89 |
Химический состав
| Стандарт | S | P | Mn | Cr | Si | Ni | Fe | Cu | V | Ti | Mo | W | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 5950-2000 | 1. 45-1.65 45-1.65 | ≤0.03 | ≤0.03 | 0.15-0.45 | 11-12.5 | 0.1-0.4 | ≤0.4 | Остаток | ≤0.3 | 0.15-0.3 | ≤0.03 | 0.4-0.6 | ≤0.2 |
Fe – основа.
Механические свойства
| σB, МПа | d5, % | y, % |
|---|---|---|
| Образцы диаметром 10 мм, длиной 50 мм, кованые и отожженные. Скорость деформирования 1,1 мм/мин, скорость деформации 0,0004 1/с | ||
| ≥140 | ≥44 | ≥68 |
| ≥125 | – | ≥58 |
| ≥81 | ≥46 | ≥54 |
| ≥46 | – | ≥49 |
| ≥25 | ≥48 | ≥48 |
Описание механических обозначений
| Название | Описание |
|---|---|
| σB | Предел кратковременной прочности |
| d5 | Относительное удлинение после разрыва |
| y | Относительное сужение |
Физические характеристики
| Температура | r, кг/м3 | R, НОм · м | a, 10-6 1/°С |
|---|---|---|---|
| 20 | 7700 | 580 | – |
| 300 | – | – | 109 |
| 600 | – | – | 114 |
| 800 | – | – | 122 |
Описание физических обозначений
| Название | Описание |
|---|---|
| l | Коэффициент теплопроводности |
| R | Уд.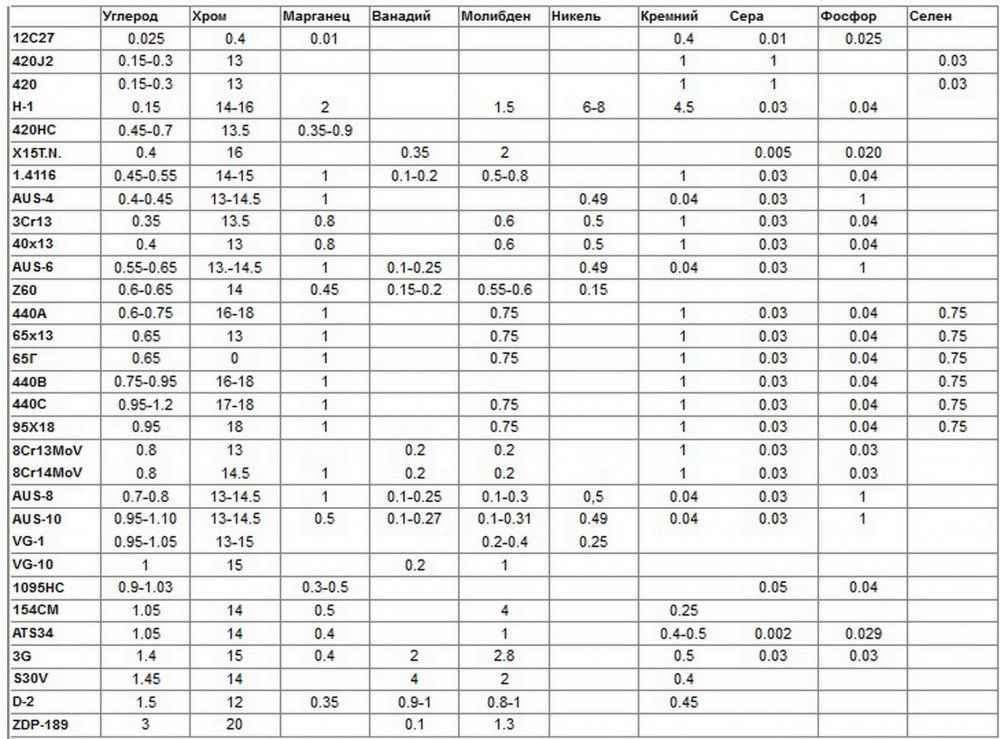 электросопротивление электросопротивление |
Технологические свойства
| Название | Значение |
|---|---|
| Свариваемость | Не применяется для сварных конструкций. |
| Склонность к отпускной хрупкости | Склонна. |
| Температура ковки | Начала – 1140 °C, конца – 850 °C. Охлаждение в колодцах или термостатах. |
| Обрабатываемость резаньем | В горячекатаном состоянии при НВ 217-228 sВ=710 МПа Kn тв.спл.=0,80 Kn б.ст.=0,3. |
| Шлифуемость | Удовлетворительная. |
Сталь Х12МФ – инструментальная штамповая
Профилированные ролики сложных форм, секции кузовных штампов сложных форм, сложные дыропрошивочные матрицы при формовке листового металла, эталонные шестерни, накатные плашки, волоки, матрицы и пуансоны вырубных просечных штампов, в том числе совмещенных и последовательных, со сложной конфигурацией рабочих частей, штамповка активной части электрических машин и другой инструмент высокой механической прочности и вязкости. |
| Прутки и полосы – ГОСТ 5950-2000 |
| C | Si | Mn | S | P | Cr | Mo | Ni | V | Cu |
|---|---|---|---|---|---|---|---|---|---|
| 1,46-1,65 | 0,1-0,4 | 0,15-0,45 | ≤0,030 | 11,0-12,5 | 0,4-0,6 | ≤0,4 | 0,15-0,30 | ≤0,3 |
| Ac1 | Ac3 | Ar1 | Ar3 |
|---|---|---|---|
| 810 | 860 | 760 | – |
| ГОСТ | Режим термообработки | Сечение мм | σ0,2 | σв | δ | Ψ | KCU | HB (HRC) | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Н/мм2 | % | Дж/см2 | ||||||||
| Операция | t, ºC | Охлаждающая среда | не менее | |||||||
| 5950-2000 | Отжиг | 850-870 | С печью (со скоростью 30°С/ч) | – | Не определяются | ≤255 | ||||
| Закалка Отпуск |
970 180 |
Масло Воздух |
– | (≥60) | ||||||
| Предел выносливости, Н/мм2 | Состояние стали | Ударная вязкость, KCU, Дж/см2, при t, ºС | Термообработка | ||||||
|---|---|---|---|---|---|---|---|---|---|
| σ-1 | τ-1 | +20 | 0 | -20 | -30 | -70 | -80 | ||
| – | – | – | – | – | – | – | – | – | – |
| Теплостойкость | Шлифуемость | Критическая твердость HRC | Критический диаметр, мм, при закалке | |||
|---|---|---|---|---|---|---|
| В воде | В масле | В селитре | На воздухе | |||
| 62 HRC 150-170°С, 1 ч.  |
Удовлетворительная | – | – | 80-100 | 80-100 | 50-60 |
| 58 HRC 490-510°С, 1 ч. |
||||||
| Ковка | Охлаждение поковок, изготовленных | ||||
|---|---|---|---|---|---|
| Вид полуфабриката | Температурный интервал ковки, ºС | из слитков | из заготовок | ||
| Размер сечения, мм | Условия охлаждения | Размер сечения, мм | Условия охлаждения | ||
| Слиток | 1170-850 | – | Охлаждение в колодце или в яме |
– | – |
| Заготовка | 1170-850 | ||||
| Свариваемость | Обрабатываемость резанием | Флокеночувствительность |
|---|---|---|
Для сварных конструкций не применяется. |
В горячекатаном состоянии при 217-228 HB и σв = 730 Н/мм2Kv = 0,8 (твердый сплав) Kv = 0,3 (быстрорежущая сталь) |
Не чувствительна |
| Склонность к отпускной хрупкости | ||
| – |
| σв | Временное сопротивление (предел прочности при разрыве) | Мк | Температура начала мартенситного превращения |
|---|---|---|---|
| σвс | Предел прочности при сжатии; | G | Модуль сдвига |
| σи | Предел прочности при изгибе | v | Коэффициент Пуассона |
| τпч | Предел прочности при кручении | γ | Плотность |
| σт | Предел прочности физический (нижний предел текучести) | C | Удельная теплоемкость |
| σ0,05 | Условный предел упругости с допуском на остаточную деформацию 0,05% | λ | Теплопроводность |
| σ0,2 | Предел текучести условный с допуском на величину пластической деформации при нагружении 0,2% | α | Коэффициент линейного расширения |
| δр | Относительное равномерное удлинение | H | Напряженность магнитного поля |
| δ | Относительное удлинение после разрыва | μ | Магнитная проницаемость |
| ψ | Относительное сужение после разрыва | B | Магнитная индукция |
| KCU | Ударная вязкость, определенная на образцах с концентратором вида U | Bs | Индукция насыщения |
| KCV | Ударная вязкость, определенная на образцах с концентратором вида V | ΔB | Разброс магнитной индукции вдоль и поперек направления прокатки |
| Tk | Критическая температура хрупкости | PB,v0 | Удельные магнитные потери при частоте тока v0и индукции B |
| HB | Твердость по Бринеллю | Hc | Коэрцитивная сила |
| d10 | Диаметр отпечатка по Бринеллю при диаметре шарика 10 мм и испытательной нагрузке 2943 Н | ρ | Удельное электросопротивление |
| HRA | Твердость по Роквеллу (шкала А, конусный наконечник с общей нагрузкой 588,4 Н) | Kp | Красностойкость |
| HRB | Твердость по Роквеллу (шкала В, сферический наконечник с общей нагрузкой 980,7 Н) | tпик | Температура полного расплавления металла |
| HRC | Твердость по Роквеллу (шкала С, конусный наконечник с общей нагрузкой 1471 Н) | tсол | Температура начала плавления металла |
| HV | Твердость по Виккерсу при нагрузке 294,2 Н и времени выдержки 10-15 с | d0 | Начальный диаметр образца |
| HSD | Твердость по Шору | l0 | Длина расчетной части образца |
| Тз | Заданный ресурс; | V | Скорость деформирования образца |
| σtдп,Тз | Условный предел длительной прочности (величина напряжений, вызывающая разрушение при температуре t и заданном ресурсе) | è | Скорость деформации образца |
| σ-1 | Предел выносливости при симметричном цикле (растяжение-сжатие) | a | Толщина образца при испытании листов на изгиб |
| τ-1 | Предел выносливости при симметричном цикле (кручение) | d | Толщина оправки при испытании листов на изгиб |
| σа | Наибольшее положительное значение переменной составляющей цикла напряжений | S | Толщина стенки |
| Δε | Размах упруго-пластической деформации цикла при испытании на термическую усталость | Cl’ | Хлор-ион |
| N | Число циклов напряжений или деформаций, выдержанных нагруженным объектом до образования усталостной трещины определенной протяженности или до усталостного разрушения | F’ | Фтор-ион |
| σ0 | Начальное нормальное напряжение при релаксации | Σ | Коэффициент износостойкости при абразивном износе |
| στ | Остаточное нормальное напряжение при релаксации | Σr | Коэффициент износостойкости при гидроабразивном износе |
| K1c | Коэффициент интенсивности напряжений | v | Скорость резания |
| Ac1 | Температура началаα—>γ превращения при нагреве (нижняя критическая точка) | Kv | Коэффициент относительной обрабатываемости |
| Ac3 | Температура конца α—>γ превращения при нагреве (верхняя критическая точка) | T | Время |
| Ar1 | Температура конца γ—>αпревращения при охлаждении (нижняя критическая точка) | t | Температура |
| Ar3 | Температура начала γ—>αпревращения при охлаждении (верхняя критическая точка) | tотп | Температура отпуска |
| Mн | Температура начала мартенситного превращения | tисп | Температура испытания |
| РД | Ручная дуговая сварка покрытыми электродами | РАД | Ручная аргонодуговая сварка неплавящимся электродом |
| МП | Механизированная сварка плавящимся электродом в среде углекислого газа | АФ | Автоматическая сварка под флюсом |
| ЭШ | Электрошлаковая сварка | ЭЛ | Электронолучевая сварка |
| КТ | Контактная сварка | Kv | Коэффициент относительной обрабатываемости стали.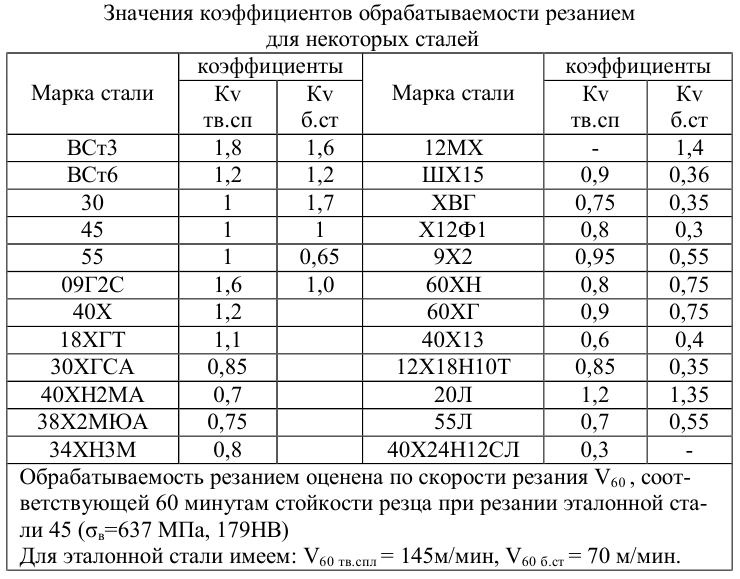 1) Для условий точения твердосплавными резцами Kv=v60/145, где v60 – скорость резания, соответствующая 60-ти минутной стойкости резцов при точении данного материала, м/мин; 145 – значение скорости резания при 60-ти минутной стойкости резцов при точении эталонной стали марки 45. 2) Для условий точения резцами из быстрорежущей сталиKv=v60/70, где 70 – значение скорости резания при 60-ти минутной стойкости быстрорежущих резцов при точении эталонной стали марки 45. |
Кизляр, Златоуст, Ворсма, Нокс, Кизляр SupremeKnives-Russia.com
Какая сталь лучше для ножей?
Устойчивость к ржавчине, затуплению и механическим повреждениям зависит от качества термической обработки и состава сплава ножа лезвия. При выборе лучшей стали для ножа цель изделия – учтено: для использования на кухне или в походных условиях разная Сочетание характеристик играет роль.
Подробнее
Кизлярские ножи
Кизлярские ножи в настоящее время являются самой популярной маркой ножей в России.
 Свидетельством тому является большое количество поисковых запросов по ножам Кизляр, в таких системах, как Яндекс и Гугл. Знатоки кизлярских ножей встречаются среди туристов, охотников, рыбаков, коллекционеров, военных и т. д. Купить настоящий кизлярский нож хотят многие! Этот факт мало кого удивит, ведь уже двадцать лет кизлярский нож является показателем достойного качества и серьезного стиля.
Свидетельством тому является большое количество поисковых запросов по ножам Кизляр, в таких системах, как Яндекс и Гугл. Знатоки кизлярских ножей встречаются среди туристов, охотников, рыбаков, коллекционеров, военных и т. д. Купить настоящий кизлярский нож хотят многие! Этот факт мало кого удивит, ведь уже двадцать лет кизлярский нож является показателем достойного качества и серьезного стиля.Подробнее
РУССКИЙ НОЖ – ЛУЧШИЙ ПОДАРОК ДЛЯ НАСТОЯЩЕГО МУЖЧИНЫ
В преддверии любого праздника всех нас начинают терзать сомнения: что подарить близкому человеку? Часто это вопрос сложный. Если подарок нужно преподнести мужчине, все становится еще сложнее: красивой и бесполезной вещью здесь не обойдешься. Так или иначе, подарки бывают полезными, бывают престижными, бывают красивыми, но очень редко сочетают в себе все три качества вместе. Тем не менее, есть приятные исключения. Об одном из них и пойдет речь.
Подробнее
Нож Kizlyar Supreme “Maximus” Отлично подходит для охоты и походов Обзор
Это видео является кульминацией двухнедельного полевого тестирования Maximus в D2 во время кемпинга и однодневной рыбалки в дикой природе.
 Я считаю, что Maximus — очень удобный нож, который можно использовать для выполнения основных задач в походе. Как я сказал в видео, я знаю, что этот нож будет хорош для 2-3-дневных охотничьих поездок, так как много-много лет назад я использовал похожий нож именно для этого.
Я считаю, что Maximus — очень удобный нож, который можно использовать для выполнения основных задач в походе. Как я сказал в видео, я знаю, что этот нож будет хорош для 2-3-дневных охотничьих поездок, так как много-много лет назад я использовал похожий нож именно для этого. Подробнее
Kizlyar Supreme “Urban” Фиксированный клинок Подходящий размер
Нож Kizlyar Supreme Urban. Небольшой хорошо сделанный нож идеально подходит для однодневных походов и ночных кемпингов, где вам не нужно будет рубить деревья, чтобы разбить лагерь. Краткий обзор ножа Urban от Kizlyar Supreme. Urban — отличный маленький нож для тех, кто любит прочное и удобное фиксированное лезвие наравне с лезвиями перочинных ножей аналогичной длины, но в качестве фиксированного лезвия. Доступен в D2 или AUS8. Полое шлифованное лезвие тонкое и отлично подходит для приготовления обеда в дневных походах или для нарезания грибов на улице. Зачем брать с собой большой вертолет в однодневные походы?
Подробнее
Видеоотзыв в Кизляре Supreme “Зорг” Liner Lock Flipper Folder
Кизляр Supreme Zorg Liner Lock Flipper D2 инструментальная сталь Отличный нож! Обзор.
 Это очень хорошо сделанная папка с запирающимся вкладышем. Стальное лезвие D2 tools агрессивной формы Tanto в западном стиле, спортивная шкала G10 и фурнитура из нержавеющей стали с керамическим покрытием Ti для повышения коррозионной стойкости. Zorg поставлялся с шайбами из ПТФЭ, установленными в коренном подшипнике, но также был набор латунных шайб для тех, кто предпочитает латунь тефлону.
Это очень хорошо сделанная папка с запирающимся вкладышем. Стальное лезвие D2 tools агрессивной формы Tanto в западном стиле, спортивная шкала G10 и фурнитура из нержавеющей стали с керамическим покрытием Ti для повышения коррозионной стойкости. Zorg поставлялся с шайбами из ПТФЭ, установленными в коренном подшипнике, но также был набор латунных шайб для тех, кто предпочитает латунь тефлону.Подробнее
Подпиточный воздух Прямой газ — XDGX
Этот сайт использует файлы cookie для хранения информации на вашем компьютере. Некоторые необходимы для работы нашего сайта; другие помогают нам улучшить пользовательский опыт. Используя сайт, вы даете согласие на размещение этих файлов cookie. Прочтите наше Заявление о конфиденциальности, чтобы узнать больше. СОГЛАСИТЬСЯ И ОТКАЗАТЬСЯ
СОГЛАСИТЬСЯ И ОТКАЗАТЬСЯ
Характеристики и преимущества продукта
Широкие возможности настройки
Модульная конструкция обеспечивает максимальную гибкость конфигурации и расширенные возможности обогрева и вентиляции
Объемы воздушного потока
Диапазон от 800 до 15 000 кубических футов в минуту, включая сверхэффективную мощность нагрева до 1 600 000 БТЕ/час дополнительный динамический диапазон на 250 % по сравнению с нашим ближайшим конкурентом, что означает улучшенную экономию энергии без дополнительных затрат
Прочная конструкция
Корпуса XDG, рассчитанные на максимальную устойчивость к атмосферным воздействиям, изготовлены из толстого G90 оцинкованная сталь
Простое техническое обслуживание
Большие панели доступа для удобного осмотра и обслуживания двигателей, приводов, крыльчаток вентиляторов, фильтров и элементов управления нагревателями
Система прямого сжигания газа
Горелки из высококачественного литого алюминия с нержавеющей сталью пластины для смешивания
Электронный модуль управления горелкой Maxitrol
Обеспечивает точный и мгновенный контроль температуры
Соответствует нормам
Центр управления включает в себя стандартный магнитный пускатель двигателя, управляющий трансформатор и разъединитель. Все электрические компоненты внесены в список, признаны или классифицированы UL, а также имеется возможность одноточечного подключения питания с заводской проводкой
Все электрические компоненты внесены в список, признаны или классифицированы UL, а также имеется возможность одноточечного подключения питания с заводской проводкой
Прецизионная оснастка
Валы изготовлены из прецизионной токарной, шлифованной и полированной стали и имеют такой размер, чтобы первая критическая скорость была как минимум на 25 % выше максимальной рабочей скорости
Шумоизоляция
Вентилятор и двигатель в сборе установлены на виброизоляторах для минимизации шума передача в здание
Надежная работа вентилятора
Оценки производительности по воздуху, полученные в аккредитованной испытательной камере Accurex, гарантируют точность данных
Подключены и протестированы на заводе
Перед отправкой все агрегаты проверяются на правильную работу газовой рампы, электрических компонентов и потока воздуха
Варианты охлаждения
Испарительное охлаждение, охлажденная вода или прямое расширение (прямое охлаждение)
Опции и аксессуары
Все наши продукты могут быть настроены в соответствии с вашими конкретными потребностями.