Характеристика типов организации производства: Типы организации производства предприятия: виды, структура
alexxlab | 20.08.1985 | 0 | Разное
Типы организации производства предприятия: виды, структура
Любое, даже самое маленькое предприятие, характеризуется множеством экономических параметров. В их число входят такие понятия как – себестоимость, производительность и многие другие. Одним из ключевых параметров, бесспорно, является тип производства – единичное, серийное или массовое.
Этот параметр важен на стадии разработки бизнес-плана. Как минимум его применяют при выборе необходимого оборудования. К примеру, для изготовления крепежа можно использовать серийно выпускаемое универсальное токарно-фрезерное оборудование, а можно и высадочные станки. Разница заключается в его производительности. То есть, в количестве изготовленной за единицу времени продукцией.
Типы производства
Содержание
Типы производств классификация
Тип производства – это набор технических, организационных и экономических параметров, которые присущи только ему. В этот набор входят такие понятия как – программа выпуска изделий, периодичность рабочего цикла и некоторые другие.
На практике, любая компания, может организовать выпуск изделий в единичном, серийном и массовом порядке:
- Единичный тип– это такая форма, когда продукция выпускается в минимальных количествах (поштучно).
- Серийный тип — это такая форма организации, когда готовые изделия производят в определенном количестве и установленной периодичностью.
- Массовый тип– это такая форма организации работы предприятия, которая подразумевает выпуск определенного ассортимента продукции, которая может быть однородна по предназначению, конструктивным особенностям и технологии изготовления.
Для каждого вида существуют и математические характеристика, которую называют коэффициентом закрепления операций. Это соотношение между количеством технологических переходов на рабочем месте и общего числа рабочих мест на участке
Единичный тип производства
Ключевые особенности единичной формы работы, состоят в том, что план предприятия может состоять из большого ассортимента изделий. Выпуск продукции, как правило, планируют в определенных количествах. Но необходимо понять, что ассортимент выпускаемой продукции не обладает устойчивостью.
Выпуск продукции, как правило, планируют в определенных количествах. Но необходимо понять, что ассортимент выпускаемой продукции не обладает устойчивостью.
В результате этой неустойчивости, ограниченность изготовления продукции, приводят к некоторым ограничениям в использовании всех инженерно технических возможностей.
В результате, вырастает количество оригинальных деталей и уменьшается объем стандартизированных узлов.
Каждая деталь или сборочная, при таком типе режиме организации работы предпрятия, обладает конструктивной уникальностью, решаемым задачам и другим признакам. Процесс выпуска такой продукции имеет прерывистые циклы. Для выпуска детали или сборочной единицы требуется довольно длительное время. Ко всему прочему для обеспечения работы используют универсальные станки, а процесс сборки производится вручную, персоналом, обладающим универсальными знаниями и навыками.
Единичное производство
Как пример единичной формы выпуска продукции можно рассмотреть изготовление штамповой оснастки или пресс-форм.
Цеха по изготовлению штучных изделий состоят из производственных участков, которые организуют по технологическому принципу.
Этот тип организации работы компании характеризуется:
- Большой трудоемкостью.
- Высокой квалификацией персонала.
- Высокими затратами на материалы.
В себестоимости готовой детали или сборочной единицы значительную долю занимает фонд заработной платы. Она может составлять до 25% и более.
Серийный тип производства
Серийный тип, пожалуй, самый широко применямый. Основная его характеристика, это постоянный выпуск широкого ассортимента продукции. Следует отметить, что ассортимент продукции, выпускаемый в течение года шире, чем выпускаемый каждый месяц.
Пример серийного производства
Продукция, которая выпускается в больших объемах, разрешает проведение унификации технологических операций. Организовать выпуск стандартизированных деталей, которые могут входить и в другие сборочные единицы. Все это приводит к снижению стоимости готовой продукции.
Такой тип изготовления готовых деталей или сборочных узлов характерен для станкостроительной отрасли и пр. Оно организовано так, что на рабочих местах закреплено несколько технологических переходов. Это предоставляет возможность рабочему — освоить инструмент и оснастку, получить необходимые знания и навыки, постоянно совершенствовать технологические операции.
Серийный тип подразумевает периодичность выпуска готовых деталей, а это позволяет снизить затраты на получение готовой продукции.
Существуют следующие подвиды серийного производства: мелкое (штучное), серийное, массовое.
Мелкосерийное — это, по сути, это переходный этап от штучного к серийному. Выпуск изделий может, осуществляется небольшими партиями. Кстати, один из конкурентных факторов – возможность предприятия производить уникальную продукцию в небольших партиях по специальным заказам.
Крупносерийное производство
Внедрение компьютерных технологий существенно повышает гибкость работы предприятия. К примеру, стало возможным изготавливать на одной линии несколько изделий с минимальными затратами на переналадку.
К примеру, стало возможным изготавливать на одной линии несколько изделий с минимальными затратами на переналадку.
Крупносерийное производство – это переходный этап к массовой форме выпуска изделий. Оно характеризуется тем, что изготовление изделий выполняется большими объемами в течение длительного периода времени.
Массовый тип производства
Главная особенность этого способа – это получение однотипных деталей, улов и готовой продукции в больших объемах и в течение значительного отрезка времени. Другая особенность заключается в том, что на предприятиях, которые заняты массовым выпуском, существенно ограничена номенклатура выпускаемых изделий. Такой подход обуславливает экономическую эффективность от использования стандартизированных и взаимозаменяемых деталей.
Массовое производство метизной продукции
Единицы продукции такого вида практически не отличаются друг от друга, допускаются некритичные отличия в некоторых характеристиках.
Отличительной чертой массового производства является то, оно характеризируется высоким уровнем механизации и автоматизации технологических операций. Такой способ выпуска готовой продукции внедрен на предприятиях, выпускающих автомобили, одежду и пр.
Такой способ выпуска готовой продукции внедрен на предприятиях, выпускающих автомобили, одежду и пр.
Существенные объемы выпуска деталей и узлов обеспечивают использование различного рода автоматизированного оборудования. Технологические процессы на таком предприятии распределены по рабочим местам. На них выполняется одна или несколько сходных операций с использованием ограниченного количества деталей и узлов.
Проработанный технологический процесс, использование автоматизированного оборудования, оснастки позволяет применять труд квалифицированного персонала.
В качестве примера массового вида можно назвать изготовление электротехнической арматуры (розетки, выключатели) или метизов.
Характеристика типов производства
Тип выпуска продукции влияет на организацию производства, его управление и финансово – экономические показатели, то и в целом эффективность предприятияв целом.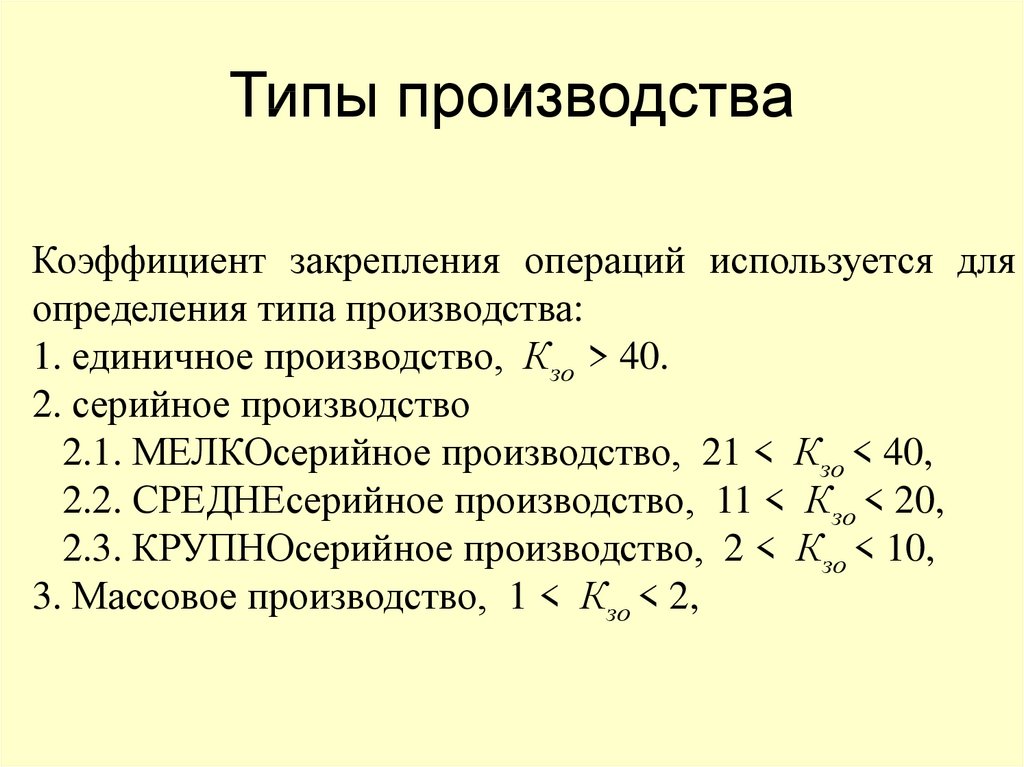
Рост технического оснащения и объемов производства готовых изделий в момент перехода от единичного производства к серийному, и массовому снижает потребность в использовании живого труда. Соответственно снижается стоимость готовых изделий. Кстати, в качестве примера можно привести заводы Ford. На них в начале ХХ века первые автомобили производили на стапелях. При внедрении конвейерного производства резко вырос объем готовых изделий, и упала их цена для потребителей.
Всеволожский завод Ford Sollers
На основании вышесказанного можно провести некоторые обобщения. К возможностям штучного производства можно отнести то, что номенклатура выпускаемых изделий практически неограниченна, большая часть изделий носит сугубо индивидуальный характер. Для производства штучной продукции применяют универсальное оборудование, например, станки токарно-фрезерной группы. При разработке рабочей документации, в частности, технологической документации, проектировщики занимаются созданием укрупненного технологического процесса, не какой-то одной детали, а на узел или изделие в целом. Для производства штучных изделий привлекают высококвалифицированный инженерный и рабочий персонал. Все перечисленные факторы приводят к тому, себестоимость штучных изделий непомерна высока.
Для производства штучных изделий привлекают высококвалифицированный инженерный и рабочий персонал. Все перечисленные факторы приводят к тому, себестоимость штучных изделий непомерна высока.
Для организации серийного производства изделий привлекают универсальное или специализированное оборудование. Выпуск изделий происходит с определенной периодичностью. Для выполнения работ нет необходимости в привлечении высококлассных специалистов.
Во время организации массового производства используют специализированное оборудование. Для работы на нем достаточно использовать инженерный и рабочий персонал с низкой квалификацией.
Оборудование для массового производства
На самом деле, на предприятии может работать несколько типов производства. Но это может быть объяснено тем, что на предприятии не слишком высокая специализация. Например, в свое время автомобильный завод им. Лихачева (ЗИЛ), серийно выпускал грузовики, предназначенные для эксплуатации военными, в сельском хозяйстве, строительстве, и множестве других отраслей. Вместе с тем, на этом предприятии было организовано штучное изготовление автомобилей для перевозки первых лиц государства.
Вместе с тем, на этом предприятии было организовано штучное изготовление автомобилей для перевозки первых лиц государства.
Особенности планирования разных типов выпуска продукции
У каждого из рассмотренных типов производства существует своя система производства.
Существует фиксированная позиционная планировка. Такая система подразумевает то, что сборочная единица находится в неподвижном состоянии, а необходимые ресурсы подаются к месту работы по мере возникновения необходимости. Такой метод применяют при осуществлении разнообразных проектов. Иногда такой способ называют островным и его иногда применяют при производстве турбин. Такая планировка считается временной и имеет силу на время реализации проекта. Основная сложность реализации такого метода проектирования заключается в грамотном размещении ресурсов.
Фиксированная позиционная планировка
Другой способ планирования – пооперационный функциональный. При таком методе оборудование размещают по видам или по признаку выполняемых работ. То есть организуют участки для различных видов работ, например, участок для работы с корпусными деталями. Соответственно детали и узлы изделия перемещаются по различным технологическим маршрутам. Такой тип отличается определенными сложностями с оптимизацией транспортных потоков.
То есть организуют участки для различных видов работ, например, участок для работы с корпусными деталями. Соответственно детали и узлы изделия перемещаются по различным технологическим маршрутам. Такой тип отличается определенными сложностями с оптимизацией транспортных потоков.
Для массового производства чаще всего применяют линейную или поточную планировку. При такой форме планирования производимые детали проходят через одни и те же операции. Одной из ключевых характеристик такого производственного процесса является то, все технологические процессы расчленяют на простые операции, которые выполняют на специализированном оборудовании последовательно расположенном. Комплекс такого оборудования называют поточной линией.
Другими словами, движение деталей и улов будущего изделия осуществляется непрерывно. Планирование этого типа предусматривает то, что у рабочих мест должна быть одинаковая пропускная способность. В противном случае выпуск готовой продукции будет происходить с перебоями.
Планирование этого типа предусматривает то, что у рабочих мест должна быть одинаковая пропускная способность. В противном случае выпуск готовой продукции будет происходить с перебоями.
Планирование работы предприятия осуществляется на определенный период времени. Такой подход обеспечивает гибкость рабочего цикла, позволяет вести учет и контроль над всеми ресурсами (материальными, людскими, финансовыми), задействованными в системе предприятия.
Типы организации производства.
Под типом организации производства – понимают комплексную характеристику особенностей организации и технического уровня промышленного производства. На тип организации производства оказывает влияние уровень специализации, масштабность производства, устойчивость изготовляемой номенклатуры.
Номенклатура продукции представляет собой перечень видов продукции, выпускаемых на предприятии.
Ассортимент
продукции характеризует ее разновидность по
типам, размерам, сортам.
Существуют следующие типы (методы) организации производства:
Массовое производство (поточный метод производство.)
Серийное производство (партионный метод организации производства)
Единичное производство (индивидуальный метод.)
Массовое (Поточное) производство –форма организации производства, основанная на ритмичной повторяемости времени выполнения основных и вспомогательных операций на специализированных рабочих местах, расположенных по ходу протекания технологического процесса.
Особенности массового производства:
установленный выпуск ограниченной номенклатуры в большом количестве
специализация рабочих мест на выполнение определенных операций
большой удельный вес специального и специализированного оборудования
большая доля комплексно-механизированных и автоматизированных технологических процессов
высокий уровень непрерывности производственного процесса и расположение оборудования по ходу технологического процесса
Параллельность выполнения операций ( одновременное выполнение операций и стадий производственного процесса)
Серийное
производство (Партионный метод)
–характеризуется
изготовлением разной номенклатуры
продукции в количествах, определяемых
партиями их запуска-выпуска. Сочетание
и массового производства, и единичного
производства
Сочетание
и массового производства, и единичного
производства
запуск в производство изделий партиями, которые периодически повторяются
закрепление за рабочим местом нескольких операций
наряду со специализированным оборудованием применяется и универсальное
преимущественное расположение оборудования по группам однотипных станков
использование кадров высокой квалификации и широкой специализации
Единичное производство (Индивидуальный метод) характеризуется изготовлением продукции в единичных экземплярах или небольшими неповторяющимися партиями.
Особенности:
многономенклатурность выпускаемой продукции, неповторяемость номенклатуры в течение года
использование универсального оборудования
расположение оборудования по однотипным группам
большой удельный вес работ с использованием ручного труда
использование рабочих с широкой специализацией и высокой квалификацией
Последовательность операций
высокая доля отходов производства
Структура
предприятия – это состав и соотношение его внутренних
звеньев: цехов, участков, отделов,
лабораторий и др.
Различают общую, производственную и организационную структуру предприятия.
Под общей структурой предприятия понимается комплекс производственных подразделений, организаций по управлению предприятием и обслуживанию работников, их количество, величина, взаимосвязи и соотношение между ними по размеру занятых площадей, численности работников и пропускной способности.
К производственным подразделениям относятся цехи, участки, лаборатории, в которых изготавливается, проходит контрольные проверки и испытания основная продукция, материалы и полуфабрикаты, вырабатываются различные виды энергии для технологических целей и т.п.
К подразделениям,
обслуживающих работников,
относятся жилищно-коммунальные отделы,
их службы, столовые, буфеты, детские
сады, санатории, дома отдыха, медсанчасти,
отделы технического обучения и учебные
заведения.
В современных условиях большое влияние на структуру предприятия оказывает:
– форма собственности (переход к частным формам собственности приводит к сокращению лишних звеньев и структур),
– размеры предприятия (на МП объем управленческого аппарата, как правило, незначительный) и масштабы производства
– отраслевая принадлежность предприятия
– формы организации производства (уровень и форма специализации, кооперирование с др.предприятиями)
В отличие от общей структуры производственная структура предприятия представляет собой форму организации производственного процесса и находит выражение в размерах предприятия, количестве, составе и удельном весе цехов и служб, их планировке.
Производственная структура состоит из 4 ступеней:
Различают следующие виды цехов и участков:
Основные
Вспомогательные
Обслуживающие
Побочные
В основных цехах выполняется определенная стадия
производственного процесса по превращению
сырья и материалов в готовую продукцию. Основные цехи классифицируются на:
Основные цехи классифицируются на:
Заготовительные
Обрабатывающие
Выпускающие
Задача вспомогательных цехов – обеспечение нормальной бесперебойной работы цехов основного производства. К ним относятся: ремонтные, слесарно-ремонтные, инструментальные, энергетические и др. Количество вспомогательных цехов и их размеры зависят от масштаба производства и состава основных цехов.
Обслуживающие цехи выполняют функции хранения продукции, транспортировки сырья, материалов и готовой продукции. Например: складское, транспортное хозяйство.
Побочные цехи занимаются утилизацией отходов или вырабатывают продукцию из отходов основного производства.
Организационная
структура управления предприятием – упорядоченная совокупность служб,
управляющих его деятельностью и
взаимосвязями. Она непосредственно
связана с производственной структурой
предприятия, определяется задачами,
которые стоят перед персоналом
предприятия, многообразием функций
управления и их объемом. Организационная
структура аппарата управления
характеризуется различным числом
звеньев.
Она непосредственно
связана с производственной структурой
предприятия, определяется задачами,
которые стоят перед персоналом
предприятия, многообразием функций
управления и их объемом. Организационная
структура аппарата управления
характеризуется различным числом
звеньев.
Типы производств и их характеристика
ТИПЫ ПРОИЗВОДСТВА И ИХ ХАРАКТЕРИСТИКА [c.60]Типы производств и их характеристика [c.91]
Типы производства и их технико-экономические характеристики [c.18]
ТИПЫ ПРОИЗВОДСТВА И ИХ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ХАРАКТЕРИСТИКИ [c.26]
ТИПЫ ПРОИЗВОДСТВА И ИХ ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ХАРАКТЕРИСТИКА [c.41]
Типы производства и их технико-экономическая характеристика 35 [c.35]
Типы организации производства и их экономическая характеристика [c.112]
Для характеристики структуры управления важным является также выяснение вопроса об управленческих функциях, т. е. о совокупности видов деятельности, возникших в результате специализации в области управленческого труда. Опыт показывает, что содержание и структура управленческих функций относительно постоянны и не зависят от объема и типа производства и специализации. Изменяются только значения отдельных функций, объем работ и способы их выполнения в зависимости от условий работы предприятий и объединений.
[c.22]
Опыт показывает, что содержание и структура управленческих функций относительно постоянны и не зависят от объема и типа производства и специализации. Изменяются только значения отдельных функций, объем работ и способы их выполнения в зависимости от условий работы предприятий и объединений.
[c.22]
Одним из главных направлений управленческого М. является Всероссийский М. соц.-трудовой сферы, разработанный учеными по решению Президента и Правительства РФ. При этом ставилась задача — организовать систематический анализ состояния соц.-трудовой сферы в целом по России и ее важнейшим регионам, выявлять на этой основе наиболее важные тенденции и острые проблемы, осуществлять прогноз ситуации и подготавливать научно-обоснованные рекомендации. Основные цели Всероссийского М. соц.-трудо-вой сферы обеспечение Президента и Правительства РФ, руководителей органов местной власти информационно-аналитическими материалами о фактическом положении в соц.-трудовой сфере, о возникающих здесь проблемах и противоречиях, оказание содействия Министерству труда России в разработке и принятии, в пределах его компетенции, оперативных решений по проблемам, выявленным в ходе М.
 Осуществление М. в соц.-трудо-вой сфере предполагает необходимость сбора и обработки широкого комплекса информации технико-экон., экон., соц.-экон. и социологической. Программа проведения соц.-трудового мониторинга, разработанная учеными Института труда применительно к отдельным организациям, включает карту предприятия, пять блоков статистической и соц.-экон. информации, анкету “Труд в Вашей жизни”, коллективный договор и справку о его выполнении. Карта предприятия содержит общие его характеристики место размещения, отраслевую принадлежность, тип производства, формы собственности, дату приватизации, основные виды выпускаемой продукции. Анкета — основной инструмент для сбора социологической информации. Анализ ответов позволяет сопоставить объективные данные о протекающих в организации соц.-экон. процессах с субъективным восприятием их работниками.
[c.184]
Осуществление М. в соц.-трудо-вой сфере предполагает необходимость сбора и обработки широкого комплекса информации технико-экон., экон., соц.-экон. и социологической. Программа проведения соц.-трудового мониторинга, разработанная учеными Института труда применительно к отдельным организациям, включает карту предприятия, пять блоков статистической и соц.-экон. информации, анкету “Труд в Вашей жизни”, коллективный договор и справку о его выполнении. Карта предприятия содержит общие его характеристики место размещения, отраслевую принадлежность, тип производства, формы собственности, дату приватизации, основные виды выпускаемой продукции. Анкета — основной инструмент для сбора социологической информации. Анализ ответов позволяет сопоставить объективные данные о протекающих в организации соц.-экон. процессах с субъективным восприятием их работниками.
[c.184] Прогнозы должны быть разработаны по конкретным техническим показателям . техническим параметрам, показателям долговечности и надежности, конструктивным характеристикам, применяемым материалам, изменениям технологических методов и т. д.
[c.14]
Прогнозы должны быть разработаны по конкретным техническим показателям . техническим параметрам, показателям долговечности и надежности, конструктивным характеристикам, применяемым материалам, изменениям технологических методов и т. д.
[c.14] I. Прогнозирование научно-технического развития отрасли, в том числе установление тенденций развития основных групп электронных приборов и изменения их технических характеристик определение новых типов изделий установление основных направлений развития технологии и организации производства и перспективы их развития определение направлений развития и изменения технических характеристик оборудования, аппаратуры и др. [c.116]
В зависимости от производственной характеристики цеха типа производства (массовое, серийное, единичное), применяемых способов изготовления форм (на машинах, вручную, в скорлупчатые формы и т. п.) и их заливки (на конвейерах и рольгангах или на плацу) используют метод подетального либо укрупненного расчета.
[c. 43]
43]
Сущность группового (системного) проектирования состоит в определении требований к составу и техническим характеристикам системы взаимосвязанных в эксплуатации машин, типажа машин и агрегатов одного или близкого функционального назначения, определении базовых изделий и их модификаций, систем модулей и базово-модульных структур для всего типа или вида техники, обеспечении рациональных конструктивных схем элементов машин и механизмов с точки зрения эффективности эксплуатации, производства, ремонта и обслуживания всего парка техники (семейства техники) данного функционального назначения. [c.199]
На выбор системы оперативно-производственного планирования влияют следующие факторы техническая характеристика выпускаемых изделий (номенклатура деталей и сборочных единиц, их трудоемкость, размер, масса, число операций и т.д.) тип производства, объем и устойчивость выпуска изделий степень унификации и применяемости деталей и сборочных единиц производственная структура и размеры завода и цехов. [c.67]
[c.67]
В учебнике подробно излагаются вопросы теории и практики организации производства и разработки производственной программы. Рассматриваются функции управления производством дается характеристика типов производства, технико-экономических показателей и методов их анализа для принятия обоснованных решений. Уделяется внимание управлению запасами, управлению персоналом раскрываются методы контроля использования оборудования, приемы статистического контроля качества. Во 2-й части рассматриваются вопросы исследования операций. [c.4]
В условиях сложного динамичного современного производства практически невозможно найти предприятие с одним типом производства. Как правило, на одном и том же предприятии и особенно в объединении имеются цехи и участки массового производства, где выпускаются стандартные и унифицированные элементы изделий и полуфабрикаты, и серийные участки, на которых изготовляются полуфабрикаты ограниченного применения. Вместе с тем все чаще возникает необходимость формирования участков индивидуального производства, где изготавливаются особые части изделия, отражающие его индивидуальные характеристики и требующие выполнения специального заказа. Таким образом, в рамках одного производственного звена имеют место все типы производства, что определяет особую сложность их сочетания в процессе организации.
[c.55]
Таким образом, в рамках одного производственного звена имеют место все типы производства, что определяет особую сложность их сочетания в процессе организации.
[c.55]
Серийное производство характеризуется периодическим выпуском в крупном объеме широкой постоянной или узкой переменной номенклатуры продукции индивидуальными сериями (партиями) малого объема, повторяющимися через определенные или неопределенные интервалы времени. Процессы производства серийного типа выполняются на рабочих местах с широкой специализацией. В зависимости от размера серий (партий), широты их номенклатуры и периодичности повторения запуска серийное производство подразделяется на крупно-, средне- и мелкосерийное. Крупносерийное производство приближается по своим характеристикам к массовому, мелкосерийное — к единичному, среднесерийное занимает промежуточное, среднее положение. Серийный тип преобладает практически во всех секторах производства и сервиса, так как в наибольшей степени соответствует условиям рь нка покупателя. [c.149]
[c.149]
При испытании средств измерений проверяют соответствие их технического уровня и назначения техническому заданию на разработку, проекту технических условий или стандарту на средства измерений данного типа правильность нормирования метрологических характеристик и возможность их контроля при производстве, после ремонта и в процессе эксплуатации ремонтопригодность соответствие нормированных показателей надежности и методов их контроля, указанных в проекте технических условий, требованиям нормативно-технической документации результаты расчета и рекомендуемую периодичность поверки возможность проведения поверки в соответствии с нормативно-техническими документами на методы и средства поверки или их проектами. [c.307]
Концепция объектного проектирования заключается в том, что все объекты управления разбиваются на классы в зависимости от их особенностей, таких, как отношение к материальному производству, структура управления, тип и характер производства и др. Затем для каждого из выделенных классов создается типовая СМОД, которую можно без значительных изменений внедрять на всех объектах соответствующего класса. Однако практика показала, что, кроме характеристик, учтенных при классификации, каждый объект имеет свои специфические особенности, обусловленные рядом объективных и субъективных факторов. Разнообразие объектов управления привело к тому, что затраты на переделку типового проекта в соответствии с конкретными условиями его применения и проведение мероприятий по изменению системы
[c.152]
Однако практика показала, что, кроме характеристик, учтенных при классификации, каждый объект имеет свои специфические особенности, обусловленные рядом объективных и субъективных факторов. Разнообразие объектов управления привело к тому, что затраты на переделку типового проекта в соответствии с конкретными условиями его применения и проведение мероприятий по изменению системы
[c.152]
Единичный тип производства характеризуется выпуском одной или нескольких единиц однородной продукции. Переход на производство другого вида продукции требует переналадки оборудования, изменения организации производственного процесса, разработки новой технологии. Трудовой процесс характеризуется выполнением большого количества разнообразных, редко повторяющихся работ, поэтому степень расчленения его на элементы невысока. В единичных процессах применяются универсальное оборудование и инструмент с возможно более широким диапазоном изменения их технических характеристик. [c.100]
В энергосистемах, имеющих в своем составе электростанции разных типов — гидроэлектростанции, теплоэлектроцентрали и конденсационные электростанции, распределение нагрузок производится с учетом значительных сезонных колебаний производства электроэнергии на гидроэлектростанциях и выработки электроэнергии по теплофикационному циклу на ТЭЦ исходя из их технической и экономической характеристики. [c.282]
[c.282]
Типы производства и их технико-экономическая характеристика. Под типом производства понимается совокупность организационных, технических и экономических особенностей производства, характеризуемых широтой номенклатуры изготовляемой продукции, стабильностью выпуска емых изделий, объемом производства. [c.107]
Ш Типы производства и их технико-экономическиая характеристика Ш Формы организации производства Ш Методы организации производства Ш [c.92]
Трудоемкость сборки зависит от конструкции и размеров машин, их точностной характеристики, типа производства, состояния технологической подготовки в механических цехах и степени. [c.158]
Оснащение склада. Предполагает выбор средств технологического оснащения для технологического процесса, реализуемого на складе, и средств информационной поддержки. Решение зависит от назначения и специализации склада вида, формы, весо-габаритных характеристик и количества одновременно находящихся на хранении объектов, объема их годового поступления вида и масштаба работ, предусмотренных складским технологическим процессом, принятого для них уровня автоматизации типа, характера и расположения складских помещений. Существуют типовые решения для различных по назначению и составу складских технологических процессов, которые характерны для массового, серийного или единичного производства.
[c.357]
Существуют типовые решения для различных по назначению и составу складских технологических процессов, которые характерны для массового, серийного или единичного производства.
[c.357]
Учет всех нормируемых метрологических характеристик средств измерений — сложная и трудоемкая процедура, оправданная только при измерениях очень высокой точности, характерных для метрологической практики. В обиходе и на производстве, как правило, такая точность не нужна. Поэтому для средств измерений, используемых в повседневной практике, принято деление по точности на классы. Классом точности называется обобщенная характеристика всех средств измерений данного типа, обеспечивающая правильность их показаний и устанавливающая оценку снизу точности показаний. В стандартах на средства измерений конкретного типа устанавливаются требования к метрологическим характеристикам, в совокупности определяющие класс точности средств измерений этого типа. У плоскопараллельных концевых мер длины, например, такими характеристиками являются пределы допускаемых отклонений от номинальной длины и плоскопараллельности пределы допускаемого изменения длины в течение года. У мер электродвижущей силы (нормальных элементов) — пределы допускаемой нестабильности ЭДС в течение года.
[c.41]
У мер электродвижущей силы (нормальных элементов) — пределы допускаемой нестабильности ЭДС в течение года.
[c.41]
Государственным контрольным испытаниям подлежат образцы из установочной серии вьшускаемых серийно средств измерений или ввозимых из-за границы партиями. Контрольные испытания проводят также по истечении срока действия разрешения на серийное производство и выпуск в обращение в СССР при внесении в конструкцию средств измерений или технологию его изготовления изменений, влияющих на нормированные метрологические характеристики при проверке не реже одного раза в два года соответствия выпускаемых или периодически ввозимых из-за границы партиями средств измерений установленным типам и требованиям их эксплуатационной документации (в том числе при наличии сведений об ухудшении их качества). [c.308]
Характеристика работ. Выполнение особо сложных работ по ремонту, формовке аккумуляторов и аккумуляторных батарей разных типов и емкостей. Выбор режима формовки и заряда аккумуляторных батарей. Дефектация судовых аккумуляторов всех типов перед ремонтом. Составление расчетов схем соединения аккумуляторов и регулировочного сопротивления в цепи заряда в зависимости от емкости и напряжения аккумуляторов и мощности зарядного агрегата. Ревизия и испытание всех типов судовых стационарных и переносных аккумуляторов. Определение объема ремонта дистилляторов. Обслуживание аккумуляторов в период заводских, ходовых и государственных испытаний на всех типах судов и сдача их заказчику. Корректирование химического состава электролита. Подформовка отстающих элементов. Капитальный ремонт зарядных агрегатов. Производство паяльных работ на водородных аппаратах. Составление схемы отключения отдельных элементов для ремонта батарей, находящихся под напряжением. Ведение учета и технической документации по обслуживанию и ремонту оборудования и аппаратуры зарядных станций.
[c.30]
Дефектация судовых аккумуляторов всех типов перед ремонтом. Составление расчетов схем соединения аккумуляторов и регулировочного сопротивления в цепи заряда в зависимости от емкости и напряжения аккумуляторов и мощности зарядного агрегата. Ревизия и испытание всех типов судовых стационарных и переносных аккумуляторов. Определение объема ремонта дистилляторов. Обслуживание аккумуляторов в период заводских, ходовых и государственных испытаний на всех типах судов и сдача их заказчику. Корректирование химического состава электролита. Подформовка отстающих элементов. Капитальный ремонт зарядных агрегатов. Производство паяльных работ на водородных аппаратах. Составление схемы отключения отдельных элементов для ремонта батарей, находящихся под напряжением. Ведение учета и технической документации по обслуживанию и ремонту оборудования и аппаратуры зарядных станций.
[c.30]
Характеристика работ. Производство работ по монтажу, установке и ремонту трех- и пятиэлементных, одноканальных и двухка- нальных телевизионных антенн индивидуального и коллективного приема телевидения в метровом диапазоне полн с высотой антенных опор до 5 м и оборудования распределительных телевизионных сетей. Участие в работе по установке, монтажу, демонтажу и ремонту всех типов коллективных и индивидуальных антенн, кроме метрового диапазона волн. Подводка и ремонт электропитания антенных усилителей, их установка и подключение, оборудование распределительной сети. Участие в работе по устройству кабельных воздушных переходов. Определение качества работы антенны по телевизионной испытательной таблице, проведение простейших электрических измерений в распределительных телевизионных сетях. Ремонт комнатных телевизионных антенн.
[c.158]
Участие в работе по установке, монтажу, демонтажу и ремонту всех типов коллективных и индивидуальных антенн, кроме метрового диапазона волн. Подводка и ремонт электропитания антенных усилителей, их установка и подключение, оборудование распределительной сети. Участие в работе по устройству кабельных воздушных переходов. Определение качества работы антенны по телевизионной испытательной таблице, проведение простейших электрических измерений в распределительных телевизионных сетях. Ремонт комнатных телевизионных антенн.
[c.158]
Характеристика работ. Обслуживание газогенераторной станции, оборудованной особо сложными и мощными установками типа ГИАП и др., работающими на всех видах твердого топлива, а также высокопроизводительных газогенераторных станций, имеющих газгольдерное хозяйство и установки тонкой очистки газа. Пуск и остановка всех механизмов машинного отделения газогенераторных станций, приводных устройств, систем передач, компрессоров, насосов, вентиляторов. Наблюдение за работой паровых, водяных, воздушных и газовых трубопроводов, очистительной аппаратуры, скрубберов и контрольно-измерительных приборов. Обеспечение нормальной работы газгольдеров, конденсатоотводчиков, инжекторов и регулятора давле ния газа. Наблюдение за отопительной системой газгольдеров и уровнем масла на затворе шайбы. Определение по шуму, стуку и нагреву неисправностей в работе обслуживаемого оборудования и устранение их. Производство текущего ремонта и участие в среднем и капиталь-
[c.121]
Обеспечение нормальной работы газгольдеров, конденсатоотводчиков, инжекторов и регулятора давле ния газа. Наблюдение за отопительной системой газгольдеров и уровнем масла на затворе шайбы. Определение по шуму, стуку и нагреву неисправностей в работе обслуживаемого оборудования и устранение их. Производство текущего ремонта и участие в среднем и капиталь-
[c.121]
Сравнительная характеристика типов и методов организации производства
Содержание
1. Сравнительная характеристика типов и методов организации производства. Массовое, серийное и единичное производство
2. Проектно-конструкторская подготовка производства (ПКПП). Основные этапы проектно-конструкторской подготовки производства
3. Проектирование организации производства и формирование логического образа объекта. Условия, регламентирующие проектирование организации производства. Стадии проектирования организации производства
Задача
Список использованной литературы
1. Сравнительная характеристика типов и методов организации производства. Массовое, серийное и единичное производство
Массовое, серийное и единичное производство
конструкторский технологический труд
Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций КЗ. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
(1)
где Копi – число операций, выполняемых на i-м рабочем месте;
Кр.м – количество рабочих мест на участке или в цехе.
Различают три типа производства:
– единичное
– серийное
– массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства обычно выше 40.
Коэффициент закрепления операций для единичного производства обычно выше 40.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Данная работа не уникальна. Ее можно использовать, как базу для подготовки к вашему проекту.
Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства – от 11 до 20 (включительно), для крупносерийного производства – от 1 до 10 (включительно).
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1. [1]
Рассмотрим технико-экономические характеристики каждого из типов производства.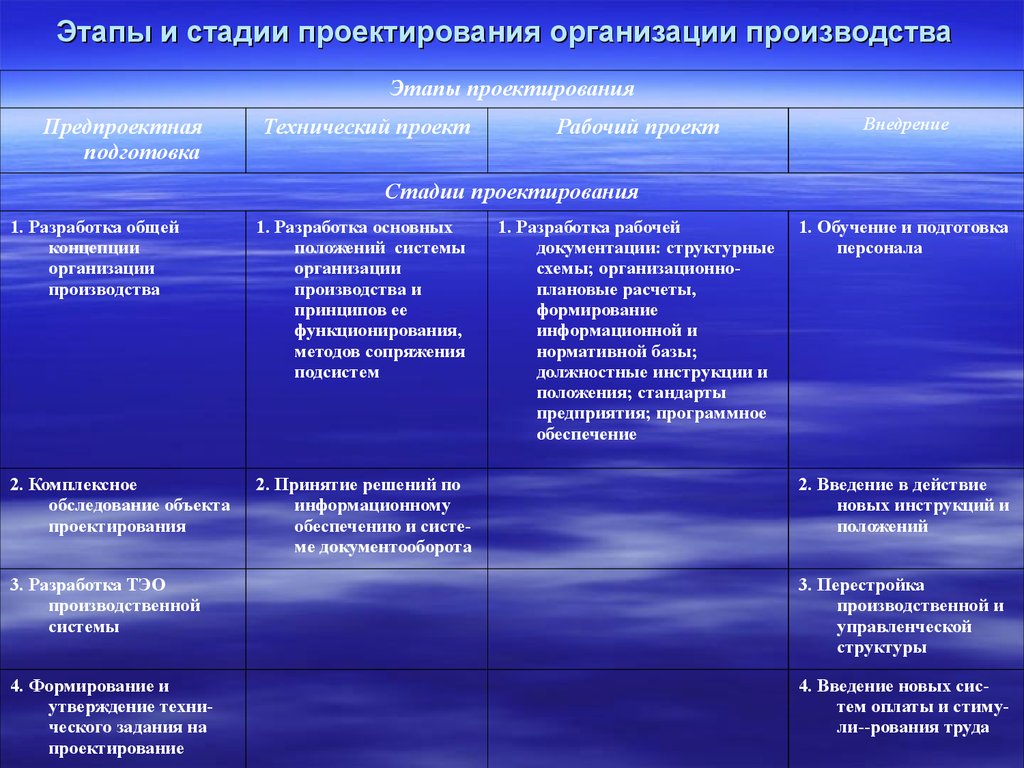
Единичное и близкое к нему мелкосерийное производства характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупнено в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков, поэтому на операциях используются рабочие-универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам..jpg) При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально-технического снабжения. Широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет, в свою очередь, к омертвлению оборотных средств.
При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально-технического снабжения. Широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет, в свою очередь, к омертвлению оборотных средств.
Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату. Эта доля, как правило, составляет 20-25 %.
Структура себестоимости изделий отличается высокой долей затрат на заработную плату. Эта доля, как правило, составляет 20-25 %.
Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному. Применение серийных методов производства возможно при сужении номенклатуры изготовляемых деталей общемашиностроительного применения, унификации деталей и узлов, что позволяет перейти к организации предметных участков; расширении конструктивной преемственности для увеличения партий запуска деталей; группировании близких по конструкции и порядку изготовления деталей для сокращения времени на подготовку производства и улучшения использования оборудования. [4]
Серийное производство характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметнозамкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате возникают сравнительно простые связи между рабочими местами и создаются предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых деталей, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Применение той или иной формы организации в условиях серийного производства зависит от трудоемкости и объема выпуска закрепленных за участком изделий. Так, крупные, трудоемкие детали, изготовляемые в большом количестве и имеющие сходный технологический процесс, закрепляют за одним участком с организацией на нем переменно-поточного производства. Детали средних размеров, многооперационные и менее трудоемкие объединяют в партии. Если запуск их в производство регулярно повторяется, организуются участки групповой обработки. Мелкие, малотрудоемкие детали, например нормализованные шпильки, болты, закрепляют за одним специализированным участком. В этом случае возможна организация прямоточного производства.
Так, крупные, трудоемкие детали, изготовляемые в большом количестве и имеющие сходный технологический процесс, закрепляют за одним участком с организацией на нем переменно-поточного производства. Детали средних размеров, многооперационные и менее трудоемкие объединяют в партии. Если запуск их в производство регулярно повторяется, организуются участки групповой обработки. Мелкие, малотрудоемкие детали, например нормализованные шпильки, болты, закрепляют за одним специализированным участком. В этом случае возможна организация прямоточного производства.
Для предприятий серийного производства характерны значительно меньшие, чем в единичном, трудоемкость и себестоимость изготовления изделий. В серийном производстве, по сравнению с единичным, изделия обрабатываются с меньшими перерывами, что снижает объемы незавершенного производства.
С точки зрения организации основным резервом роста производительности труда в серийном производстве является внедрение методов поточного производства.
Массовое производство отличается наибольшей специализацией и характеризуется изготовлением ограниченной номенклатуры деталей в больших количествах. Цехи массового производства оснащаются наиболее совершенным оборудованием, позволяющим почти полностью автоматизировать изготовление деталей. Большое распространение получили здесь автоматические поточные линии.
Технологические процессы механической обработки разрабатываются более тщательно, по переходам. За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих мест. Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной-двух операций. Детали с операции на операцию передаются поштучно. В условиях массового производства возрастает значение организации межоперационной транспортировки, технического обслуживания рабочих мест. Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования – одно из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехах. Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов при массовом производстве. [7]
Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов при массовом производстве. [7]
Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень производительности труда, самую низкую себестоимость изготовления продукции. В табл. 1.1 представлены данные по сравнительной характеристике различных типов производства.
Таблица 1.1 Сравнительная характеристика различных типов производства
Сравниваемые признаки | Тип производства | |||
единичное | серийное | массовое | ||
Номенклатура и объем выпуска | Неограниченная номенклатура, изготовляемых по заказу | Широкая номенклатура деталей, изготавливаемых партиями | Ограниченная номенклатура деталей, изготовляемых в больших количествах | |
Повторяемость выпуска | отсутствует | периодическая | Постоянная | |
Применяемое оборудование | универсальное | Универсальное частично специальное | В основном специальное | |
Закрепление операций за станками | отсутствует | Устанавливается ограниченное число деталей операций | Одна- две операции на станок | |
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей | |
Передача предметов труда с операции на операцию | последовательная | Параллельно-последовательная | Параллельная | |
Форма организации производственного процесса | технологическая | Предметная групповая гибкая, предметная | прямолинейная |
2. Проектно-конструкторская подготовка производства (ПКПП). Основные этапы проектно-конструкторской подготовки производства
Проектно-конструкторская подготовка производства (ПКПП). Основные этапы проектно-конструкторской подготовки производства
Конструкторская подготовка производства включает проектирование новой продукции и модернизацию ранее производившейся, а также разработку проекта реконструкции и переоборудования предприятия или его отдельных подразделений.
В процессе проектирования определяется характер продукции, ее конструкция, физико-химические свойства, внешний вид, технико-экономические и другие показатели. Результаты конструкторской подготовки оформляются в виде технической документации – чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и т.п.
Задачи конструкторской подготовки:
Проектирование новой продукции осуществляется проектно-технологическими и научно-исследовательскими институтами, научно-технологическими центрами, а также конструкторскими отделами и лабораториями предприятий.
Основными целями конструкторской подготовки производства являются:
непрерывное совершенствование качества продукции;
повышение уровня технологичности конструкции, под которой понимается облегчение приемов изготовления продукции и возможность применения прогрессивных методов изготовления. Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции;
Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции;
снижение себестоимости новой продукции за счет изготовления и совершенствования конструкции изделия, уменьшения расхода материалов на единицу продукции, снижения эксплуатационных затрат, связанных с использованием продукции;
использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов;
обеспечение охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте новых изделий. [3]
Этапы конструкторской подготовки
Конструкторская подготовка производства включает:
1. разработку проектного задания, эскизного проекта;
2. изготовление и испытание опытного образца;
3. разработку технического проекта, рабочего проекта;
4. изготовление и испытание изделий опытных партий;
5. доводку конструкции по результатам испытаний;
6. уточнение рабочего проекта и его оформление;
7. передачу рабочего проекта органам технологической подготовки производства.
Исходным для проектирования новой продукции является проектное (техническое) задание, которое составляется заказчиком (предприятием) или по его поручению проектной организацией.
В проектном задании указываются наименование продукции, ее назначение, область применения, технические и экономические показатели в процессе производства и эксплуатации. На уровне проектного задания должны быть определены принципиальные отличия новой конструкции или изделия от ранее выпускаемых, приведены перечень и обоснование необходимости изготовления оригинальных изделий, дан
Часть работы скрыты для сохранения уникальности. Зарегистрируйся и получи фрагменты + бесплатный расчет стоимости выполнения уникальной работ на почту.
ы подробные расчеты эффективности нового изделия с учетом эффекта, рассчитанного как для потребителя, так и для производителя.
На основании анализа проектного задания заказчика и сопоставления различных вариантов возможных решений изделий, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов составляется техническое предложение – совокупность конструкторских документов, содержащих технические и технико-экономические обоснования целесообразности дальнейшей разработки проекта.
Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного (технического) проекта.
Эскизный проект – совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, основные параметры и габаритные размеры проектируемого изделия.
При разработке эскизного проекта определяется принципиальная характеристика нового изделия, производится выбор наиболее эффективного решения, его технических, технологических, эксплуатационных параметров.
Эскизный проект всегда составляется в нескольких вариантах для последующего выбора одного из них. Эскизный проект после согласования и утверждения в установленном порядке служит основанием для разработки технического проекта или рабочей конструкторской документации.
Технический проект – совокупность конструкторских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей документации.
Технический проект позволяет осуществлять выбор материалов и полуфабрикатов, определять основные принципы изготовления продукции и проводить экономическое обоснование проекта.
Технический проект после согласования и утверждения в установленном порядке служит основанием для разработки рабочей конструкторской документации. Ранее разработанные конструкторские документы обычно применяют при разработке новых или модернизации изготавливаемых изделий, что приводит к сокращению сроков проектирования.
Заключительной стадией (этапом) конструкторской подготовки производства является разработка технической документации (чертежей, инструкций и т.д.), технических условий.
Технические условия (ТУ) — неотъемлемая часть комплекта технической документации на продукцию (изделие, материал, вещество и т.п.), на которую они распространяются.
ТУ должны содержать все требования к продукции, ее изготовлению, контролю, приемке и поставке, которые целесообразно указывать в конструкторской или другой технической документации.
При отсутствии конструкторской или другой технической документации на данную продукцию ТУ должны содержать полный комплект требований к продукции, се изготовлению, контролю, приемке и поставке.
ТУ разрабатывают на одно изделие, материал, вещество, а также на несколько конкретных изделий, материалов, веществ (групповые технические условия). Состав ТУ и содержание разделов определяются в соответствии с особенностями продукции.
После испытания и доводки опытной партии уточняется рабочий проект, который передается в законченном виде для технологической подготовки производства. На всех стадиях проектирования уточняются, конкретизируются и окончательно определяются все технические и экономические характеристики изделия, определяется целесообразность использования первоначально выбранного пути совершенствования продукции и принимается решение о ее выпуске.
Установленный и рассмотренный выше порядок конструкторской подготовки изделия характерен в полной мере лишь для массового и крупносерийного производств, продукции сложного профиля (автомобили, станки, тракторы и т. п.). Для мелкосерийного и единичного производств, независимо от технической сложности изделия, количество стадий и объемы работ по каждому из них уменьшаются. В отраслях металлургической и химической промышленности, переработки сельскохозяйственного сырья, а также в добывающих отраслях проектирование изделий выполняется главным образом на стадии прикладных исследований, изысканий и разработок, а также технологической подготовки производства.
п.). Для мелкосерийного и единичного производств, независимо от технической сложности изделия, количество стадий и объемы работ по каждому из них уменьшаются. В отраслях металлургической и химической промышленности, переработки сельскохозяйственного сырья, а также в добывающих отраслях проектирование изделий выполняется главным образом на стадии прикладных исследований, изысканий и разработок, а также технологической подготовки производства.
Конструкторская подготовка производства осуществляется в соответствии с комплексом государственных стандартов, устанавливающих единые взаимосвязанные правила и положения ее проведения, оформления и обращения конструкторской документации, разрабатываемой и применяемой промышленными, научно-исследовательскими, проектно-конструкторскими организациями и предприятиями. Их применение позволяет создавать благоприятные условия для обеспечения научно-технической подготовки производства на высоком уровне, способном гарантировать конкурентоспособность выпускаемых изделий, сокращать время проектирования, обеспечивать необходимое единообразие этого процесса. [2]
[2]
3. Проектирование организации производства и формирование логического образа объекта. Условия, регламентирующие проектирование организации производства. Стадии проектирования организации производства
Проектирование – формирование логического образа объекта, предваряющего его физическую реализацию и имеющего обратную связь.
Проектирование организации производства, по сути представляет собой установление определенных параметров, обуславливающих целесообразное протекание процессов (отношений) связей между элементами системы.
При проектировании организации производства должны быть регламентированы следующие параметры:
1. отношение зависимости или соподчиненности между элементами системы.
2. содержание, состав связи, т.е. что является предметом передачи от одного элемента системы к другому и обратно.
3. объем (норма) связи, т.е. сколько данного предмета связи должно передаваться от элемента к элементу и обратно в единицу времени или в заданный срок.
4. время, продолжительность или период протекания процесса связи.
5. пространство, место и направление связи,
6. способ связи
Проектирование организации производства состоит из следующих стадий:
предпроектная подготовка – разработка концепций организации производства, осуществляется комплексное обследование объекта проектирования.
рабочий проект – разрабатывается комплекс рабочей документации: схемы, стандарты, инструкции.
внедрение – обучение и психологическая подготовка персонала, внедрение новых систем оплаты труда и стимулирования работников.
Результатом проектирования организации производства является организационный проект – это комплект проектной документации, регламентирующий совокупность организации производства, труда и управления, разработанный на базе достижений науки и передового опыта. В состав организационного проекта могут входить: – общесистемные сводные данные: структуры, схемы, модели и т.д.; – организационные решения, относящиеся к формированию функциональных систем; – организационные решения по элементам производственного процесса; – организационные проекты подразделений предприятия; – решения по установлению экономических отношений в процессе производств. [6]
[6]
Задача
Определить длительность технологической части производственного цикла при последовательном, параллельно-последовательном и параллельном видах движения предметов труда. Построить графики.
Таблица 1. Исходные данные для выполнения задачи
Показатели | Операция 1 | Операция 2 | Операция 3 | Операция 4 | |
Вариант 4 n = 12 шт. p = 3 шт. | |||||
Норма времени, мин. | 4 | 2 | 8 | 5 | |
Число станков, ед. | 1 | 2 | 4 | 2 |
Решение:
Рассчитаем длительности циклов и построим графики:
Последовательный вид движения предметов труда
При последовательном виде движения предметов труда детали на каждой операции обрабатываются целой партией. Передача деталей на последующую операцию производится после окончания обработки всех деталей данной партии. При последовательном виде движения технологический цикл (Тпосл) равен:
Передача деталей на последующую операцию производится после окончания обработки всех деталей данной партии. При последовательном виде движения технологический цикл (Тпосл) равен:
где ti — штучное время обработки одной детали на i-й операции, мин;
п — количество деталей в партии;
i — число операций (i = 1,…,m).
РМi – число рабочих мест на i-й операции.
Т = 12 * (4/1+2/2+8/4+5/2) = 114 мин
Рис. 1. график движения деталей при последовательном виде
Параллельно-последовательный вид движения предметов труда.
Параллельно-последовательный вид движения — это такой порядок передачи предметов труда, при котором выполнение последующей операции начинается до окончания обработки всей партии на предыдущей операции, т.е. имеется параллельность выполнения операций. При этом обработка деталей всей партии на каждой операции производится непрерывно.
При больших партиях передача предметов труда осуществляется не поштучно, а частями, на которые делится обрабатывающая партия. Эти количества предметов труда называют транспортной (или передаточной) партией р.
Эти количества предметов труда называют транспортной (или передаточной) партией р.
Общая продолжительность технологического цикла при параллельно-последовательном движении сокращается по сравнению с последовательным движением на сумму тех отрезков времени (ф), в течение которых смежные операции выполнялись параллельно:
где p – количество деталей в передаточной партии, шт.
Короткие операции выбираются из двух смежных.
Т = 12 * (4/1+2/2+8/4+5/2) – (12-3)*(2/2+2/2+8/4) = 114-36= 78 мин
Рис. 2. график движения деталей при последовательно-параллельном виде
Параллельный вид движения предметов труда
Параллельный вид движения — это такой порядок передачи предметов труда, при котором каждая деталь (или транспортная партия) передается на последующую операцию немедленно после окончания обработки на предыдущей операции. Таким образом, обработка деталей партии осуществляется одновременно на многих операциях. Здесь нет пролеживания деталей по причине ожидания обработки других деталей из партии (перерывов партионности), что приводит к сокращению длительности технологической части производственного цикла и уменьшению незавершенного производства.
Общая длительность технологической части производственного цикла определяется по формуле:
Главная операция – это самая продолжительная операция с учетом количества оборудования на каждой операции.
При параллельном методе обработки деталей на операциях, выполняемых до и после главной, возникают простои оборудования и рабочих. Данные простои возникают вследствие различий в длительности операций. Эффективное применение этого вида движения требует установления равенства или кратности всех операций по обработке данного наименования деталей, т.е. их синхронизации. Практически это обеспечивается только при поточной форме организации производства.
Т = 3 *(4/1+2/2+8/4+5/2)+(12-3)* 4/1 = 28,5+36=64,5 мин
Рис. 3. график движения деталей при параллельном виде
Список использованной литературы
1. Дроздов П.А. Основы логистики: учеб. пособие / П.А. Дроздов. – Минск: Изд-во Гревцова, 2008.
2. Логистика: учеб. пособие для вузов / Под ред. И.И. Полещук. – Минск: БГЭУ, 2007.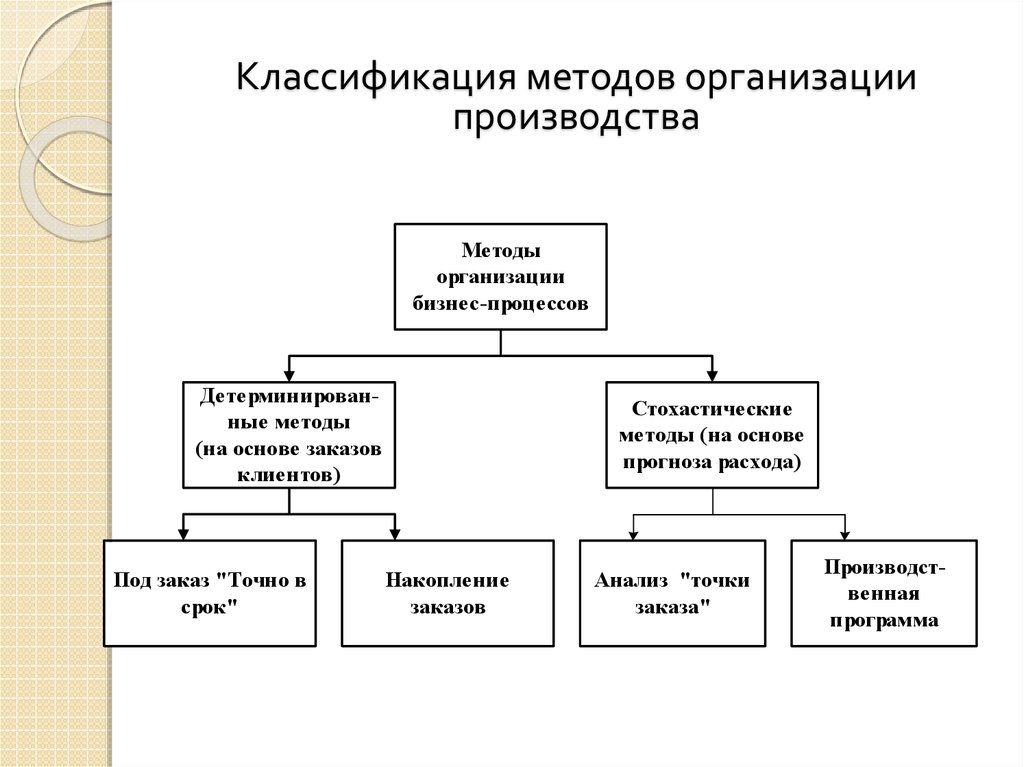
3. Джеймс С.Д., Дональд Ф.В., Даниел Л.В., Поль Р.М. Современная логистика. М.: Издательский дом «Вильяме», 2002.
4. Иванов Д.А. Логистика. Стратегическая кооперация. М.: Вершина, 2006.
5. Сергеев В.И. Логистика в бизнесе: Учебник. М.: ИНФРА-М, 2010.
6. Сергеев В.К., Григорьев М.Н. Логистика. Информационные системы и технологии. М.: Альфа-Пресс, 2008.
7. Сковоронек И., Сириуш-Вольский З. Логистика на предприятии. М. Финансы и статистика 2004.
Типы производства и их технико-экономическая характеристика
Организация производственных процессов, выбор методов подготовки, планирования и контроля производства во многом определяются типом производства на предприятии. Тип производства — это классификационная категория производства, выделяемая по признакам широты номенклатуры, стабильности объема выпуска продукции и специализации рабочих мест. Различают три основных типа организации производства: единичное, серийное и массовое.
В машиностроении практически нет предприятий с однородными по типу производственными процессами. Так, на заводах массового производства могут быть среднесерийные процессы и даже мелкосерийные, а на заводах единичного производства изготовление некоторых деталей может быть организовано по серийному принципу, например производство крепежа.
Так, на заводах массового производства могут быть среднесерийные процессы и даже мелкосерийные, а на заводах единичного производства изготовление некоторых деталей может быть организовано по серийному принципу, например производство крепежа.
Обследование большой группы машиностроительных предприятий показало, что на предприятиях, которые относятся к массовому типу производства, удельный вес рабочих мест, организованных в соответствии с этим типом производства, составил только 0,55. Остальные рабочие места организованы в соответствии с другими типами.
Тип производства оказывает решающее влияние на особенности организации производства. Эти особенности, прежде всего, отражаются на форме протекания производственного процесса — непрерывный и прерывный; границах экономически целесообразного использования специального и автоматизированного оборудования; на составе оборудования и применяемой технологической оснастки; составе и квалификации кадров; на способе движения предметов труда в производственном процессе; системе планирования и управления производством.
Тип производства отражает определенный уровень стандартизации, унификации и нормализации изготавливаемой продукции. Необходимость изготовления изделий в массовом масштабе требует максимального использования унифицированных и стандартизированных деталей. Так, в машиностроении при единичном типе производства уровень оригинальных деталей составляет 86,6% , а унифицированных, нормализованных, стандартных деталей — 13,4%, при среднесерийном производстве соответственно 41,7 и 52,3% .
В зависимости от типа производства значительно изменяется и состав технологического оборудования. В массовом производстве экономически выгодно применение специализированного, автоматизированного оборудования, робототехники. В единичном производстве эти виды оборудования использовать экономически невыгодно в связи с низким уровнем их загрузки, как по времени, так и по мощности.
Тип производства характеризуется уровнем специализации рабочих мест (коэффициентом серийности рабочих мест).
В машиностроении коэффициент серийности, определяемый количеством деталеопераций, выполняемых на одном рабочем месте, составляет для массового производства в пределах 1–2, крупносерийного производства – 3–5, среднесерийного производства – 6–20, мелкосерийного производства – 21–40, единичного производства – более 40, или за рабочими местами вообще не закрепляются конкретные деталеопераций.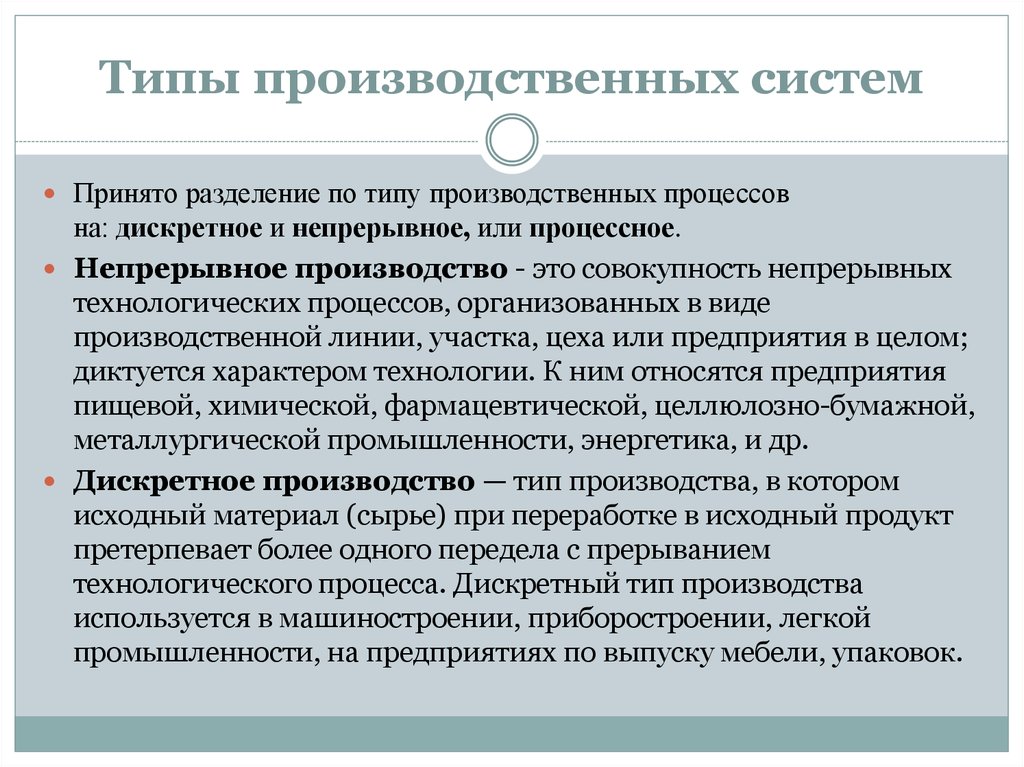
Типы производства различаются структурой использования оборудования во времени. Чем ближе тип производства к массовому, тем выше процент основного времени в общей трудоемкости выполняемых работ, тем меньше удельный вес вспомогательного и подготовительно-заключительного времени. Так, при выполнении токарных работ в единичном типе производства на основное время приходится 20,1%, вспомогательное время –30,1, подготовительно-заключительное время – 18,3, техническое обслуживание рабочих мест – 6,5, потери рабочего времени по организационно-техническим причинам – 24,5%. При выполнении тех же работ в крупносерийном производстве затраты рабочего времени составляют соответственно — 47,5%; 20,6; 9,0; 4,1 и 18,8%.
Единичными производственными процессами называют такие, при которых периодически изготовляют широкую номенклатуру изделий различного назначения, но более или менее близкую по конструктивным признакам, причем выпуск каждого изделия определен в ограниченных количествах. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводит к ограничению возможностей использования стандартных конструкторских и технологических решений. В единичном производстве велик удельный вес оригинальных и незначителен удельный вес унифицированных деталей. Цехи заводов единичного производства состоят из участков, организованных по технологическому признаку. Например, в механических цехах создаются производственные участки по группам однородных станков – токарный, фрезерный, шлифовальный, сверлильный.
В единичном производстве велик удельный вес оригинальных и незначителен удельный вес унифицированных деталей. Цехи заводов единичного производства состоят из участков, организованных по технологическому признаку. Например, в механических цехах создаются производственные участки по группам однородных станков – токарный, фрезерный, шлифовальный, сверлильный.
Серийными производственными процессами называют такие, при которых периодически изготовляют относительно ограниченную номенклатуру изделий в количествах, определяемых партиями или сериями. Под серией понимается некоторое количество конструктивно одинаковых изделий, запускаемых в производство. При этом на каждом рабочем месте выполняется несколько деталеопераций, чередующихся через определенные промежутки времени. Количественно уровень серийности процесса производства можно характеризовать коэффициентом серийности (специализации). В зависимости от уровня этого показателя различают три разновидности заводов серийного типа: мелкосерийные, которые по своим особенностям приближаются к заводам единичного производства; среднесерийные и крупносерийные. Последние по особенностям своей организации приближаются к заводам массового типа производства. Отнесение заводов к той или иной разновидности серийного типа производства основывается на широте и устойчивости номенклатуры изделий, выпускаемых заводом, и размере выпуска. Увеличение коэффициента серийности требует применения универсальных сборочных приспособлений.
Последние по особенностям своей организации приближаются к заводам массового типа производства. Отнесение заводов к той или иной разновидности серийного типа производства основывается на широте и устойчивости номенклатуры изделий, выпускаемых заводом, и размере выпуска. Увеличение коэффициента серийности требует применения универсальных сборочных приспособлений.
Массовыми производственными процессами называют такие, в ходе которых непрерывно и в большом количестве изготовляется узкая номенклатура изделий. При этом рабочие места специализируются на выполнении, как правило, одной постоянно закрепленной деталеопераций. На предприятиях с массовым типом производства высокий удельный вес специального оборудования, механизированных и автоматизированных поточных линий.
Организационно-технические особенности отдельных типов производства оказывают решающее влияние на технико-экономические показатели работы предприятий. Так,
съем чугунных отливок с 1 м2
производственной площади литейных цехов в серийном производстве в 2—3 раза, в массовом производстве — в 4—5 раз больше, чем в единичном производстве.
С ростом объема выпуска конструктивно и технологически однородной продукции, т. е. при переходе от единичного к серийному и массовому типу производства уменьшается доля живого труда и возрастает доля расходов, связанных с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры.
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
Поможем написать любую работу на аналогичную тему
Реферат
Типы производства и их технико-экономическая характеристика
От 250 руб
Контрольная работа
Типы производства и их технико-экономическая характеристика
От 250 руб
Курсовая работа
Типы производства и их технико-экономическая характеристика
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Характеристики различных типов производства | Электронная библиотека
Гуманитарные науки / Производственный менеджмент / Характеристики различных типов производства
Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так,
Так,
автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно — два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов. Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Большие объемы выпуска и высокая стабильность конструкции обусловливают экономическую выгоду тщательной разработки технологических процессов. Операции технологического процесса дифференцируются до отдельных переходов и выполняются на специальном оборудовании при помощи специальной оснастки.
Значительные объемы выпуска и дифференциации технологических процессов позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).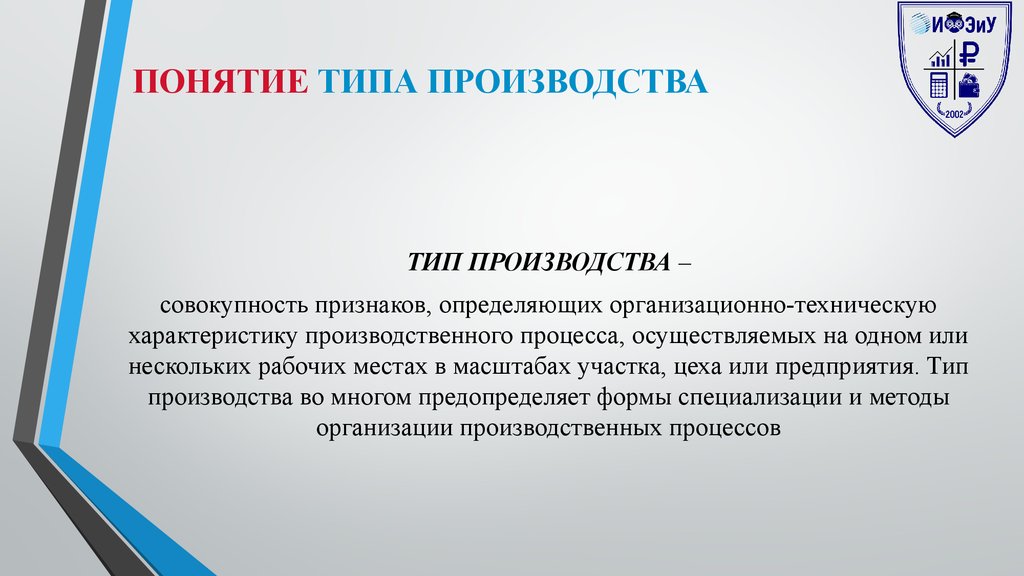
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем, широко используется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, совершенно исключаются доводочные и пригоночные работы.
При любом изменении конструкции изделия, технологических процессов, систем планирования, учета и других сторон организационно-технической деятельности предприятия требуются большие затраты средств и времени и могут возникнуть перерывы в выпуске продукции предприятия в целом. В связи с этим возникнет необходимость большой централизации всех функций управления. Стандартные планы разрабатываются заводским плановым органом, технологические процессы – отделом главного технолога и т. д.
д.
Из всех типов производства поточно-массовое производство является наиболее эффективным.
Серийное производство является наиболее распространенным типом производства. На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов; изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Относительно большие размеры программ выпуска однотипных изделий, стабильность конструкции, унификация деталей позволяют использовать для их изготовления, наряду с универсальным, специальное высокопроизводительное оборудование и специальную оснастку.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных детале-операций. Это позволяет рабочему хорошо освоить инструмент, приспособления и весь процесс обработки; приобрести навыки и усовершенствовать приемы обработки.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах.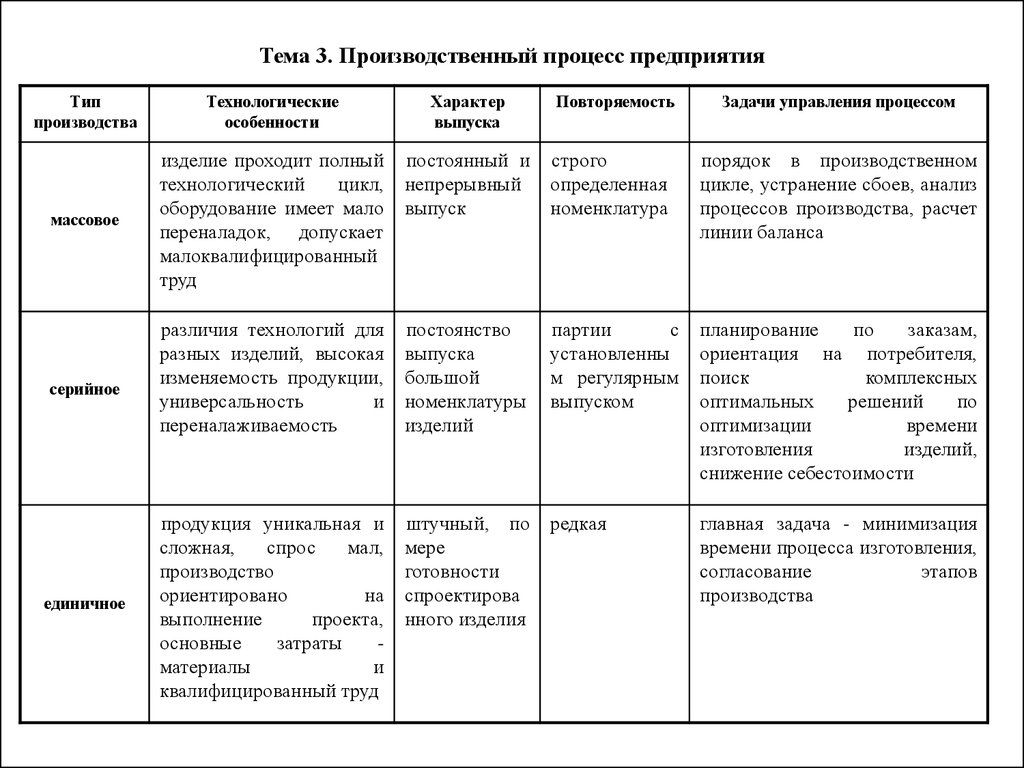
Основные особенности единичного производства заключаются в следующем. Программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупненно. Это объясняется тем, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений, обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент. В единичном производстве широко применяются универсально-сборные приспособления (УСП), которые собирают из нормализованных элементов, а после использования расчленяют на элементарные детали. Многократное использование элементов УСП экономически эффективно.
Многократное использование элементов УСП экономически эффективно.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что, естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Технологические процессы разрабатываются укрупненно по всей операции в целом. Детализация технологических операций осуществляется непосредственно в цехах мастерами и квалифицированными рабочими.
Так как в единичном производстве используется весьма разнообразная и часто меняющаяся номенклатура машин, в нем широко применяется универсальное оборудование, позволяющее обрабатывать широкий перечень деталей, а специальные станки, полуавтоматы и автоматы используются весьма редко.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифицированных рабочих. Они должны обладать широким кругом разнообразных навыков, уметь настраивать станок. Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как
Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как
оно позволяет повысить производительность труда рабочих и качество продукции.
Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ (в том числе доводочных) вызывают значительное удлинение производственного цикла.
В связи с тем, что технологические процессы детализируются и уточняются непосредственно в цехах и централизованное планирование большой номенклатуры затруднено, значительная часть технологического и планового руководства из аппарата заводоуправления переносится в цехи-изготовители.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Значительная трудоемкость продукции; высокая квалификация привлекаемых для выполнения операций рабочих; повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий.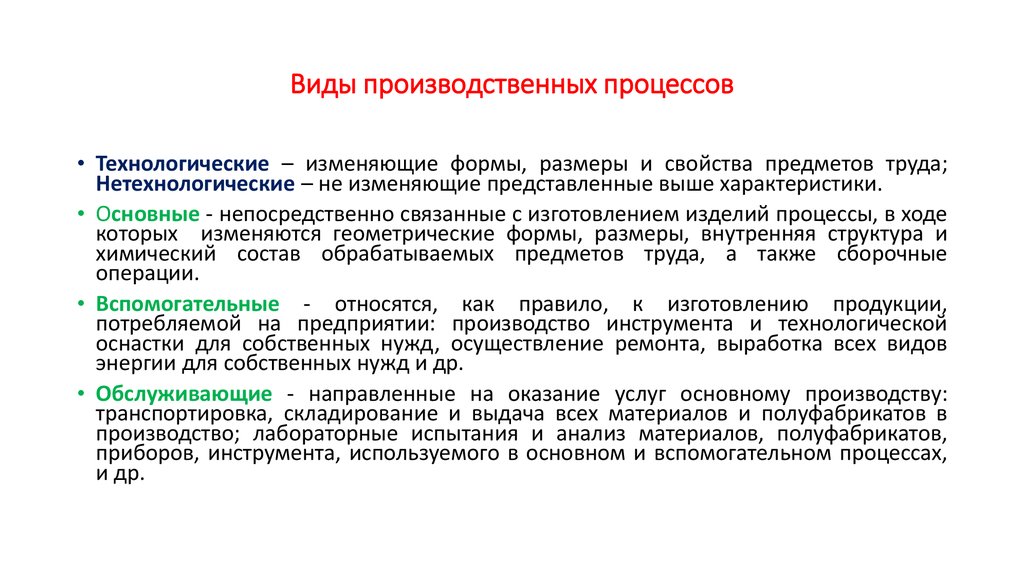
В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20 — 25 % от полной себестоимости.
Организационно-технические особенности отдельных типов производства существенным образом сказываются на экономике предприятий. Например, съем чугунных отливок с 1 м2 производственной площади литейных цехов в серийном производстве в два-три раза, а в массовом – в четыре-пять раз больше, чем в единичном. Чем больше объем производства изделий, чем ближе предприятие к массовому типу производства, тем меньше затраты живого труда, тем больше удельный вес расходов по содержанию оборудования.
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели (табл. 3.1). Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности.
Таблица 3.1 Характеристика типов производства
Фактор | Единичное | Серийное | Массовое |
Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько изделий |
Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
Расположение оборудования | Групповое | Групповое и цепное | Цепное |
Разработка технологического процесса | Укрупненный метод (на изделие, на узел) | Подетальная | Подетально-пооперационная |
Применяемый инструмент | Универсальный, в незначительной степени специальный | Универсальный и специальный | Преимущественно специальный |
Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На каждом станке выполняется одна и та же операция над одной деталью |
Квалификация рабочих | Высокая | Средняя | В основном невысокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
Взаимозаменяемость | Пригонка | Неполная | Полная |
Себестоимость единицы продукции | Высокая | Средняя | Низкая |
С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда, и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры (рис. 3.7).
Это ведет к снижению себестоимости продукции и изменению ее структуры (рис. 3.7).
Рис.3.7 Структура себестоимости в различных типах производства
Такое различие себестоимости изделия в различных типах организации
производства определяется сложным взаимодействием разнообразных факторов: концентрацией производства одинаковых деталей (изделий), повышением технологичности конструкций и внедрением прогрессивных типовых технологических процессов, применением производительного оборудования, внедрением совершенных форм организации производственных процессов – непрерывно-поточных механизированных и автоматических поточных линий, лучшей организацией труда и управления производством. Эти процессы на предприятиях осуществляются непрерывно, что создает предпосылки для перехода от единичного к серийному и массовому типам производства.
с его характеристиками и ограничениями
РЕКЛАМА:
Некоторые из наиболее важных типов производства: (i) Производство на заказ (ii) Серийное производство и (iii) Массовое или потоковое производство!
Заведующий производством должен будет выбрать наиболее подходящий метод для своего предприятия.
РЕКЛАМА:
Окончательное решение относительно того или иного метода производства во многом зависит от характера продуктов и их количества, которое должно быть произведено. Методы производства могут быть в целом классифицированы как серийное производство, серийное производство и массовое или потоковое производство.
(i) Производство работ :По этому методу изготавливаются своеобразные, специальные или нестандартные продукты в соответствии с заказами, полученными от клиентов. Поскольку каждое изделие нестандартизировано, различается по размеру и характеру, для его производства требуется отдельная работа. Машины и оборудование настраиваются таким образом, чтобы соответствовать требованиям конкретной работы.
Производство работ включает прерывистый процесс, поскольку работа выполняется по мере получения заказа. Он состоит из объединения материалов, деталей и компонентов для сборки и ввода в эксплуатацию одной единицы оборудования или продукта.
Судостроение, строительство плотин, строительство мостов, книгопечатание — вот некоторые из примеров производства работ. Третий метод планировки завода, а именно планировка канцелярских товаров, подходит для производства рабочих мест.
Характеристики :РЕКЛАМА:
Работа производства обладает следующими характеристиками.
1. Требуется большое количество машин общего назначения.
2. Потребуется нанять большое количество рабочих, сведущих в различных работах.
3. Возможны некоторые отклонения в производстве.
РЕКЛАМА:
4. Требуется некоторая гибкость в финансировании из-за различий в рабочей нагрузке.
5. Потребуется большой запас материалов, деталей и инструментов.
6. Настройки машин и оборудования должны быть отрегулированы и приспособлены к производственным требованиям.
7. Движение материалов в процессе прерывистое.
Ограничения :РЕКЛАМА:
Производство работ имеет следующие ограничения:
1.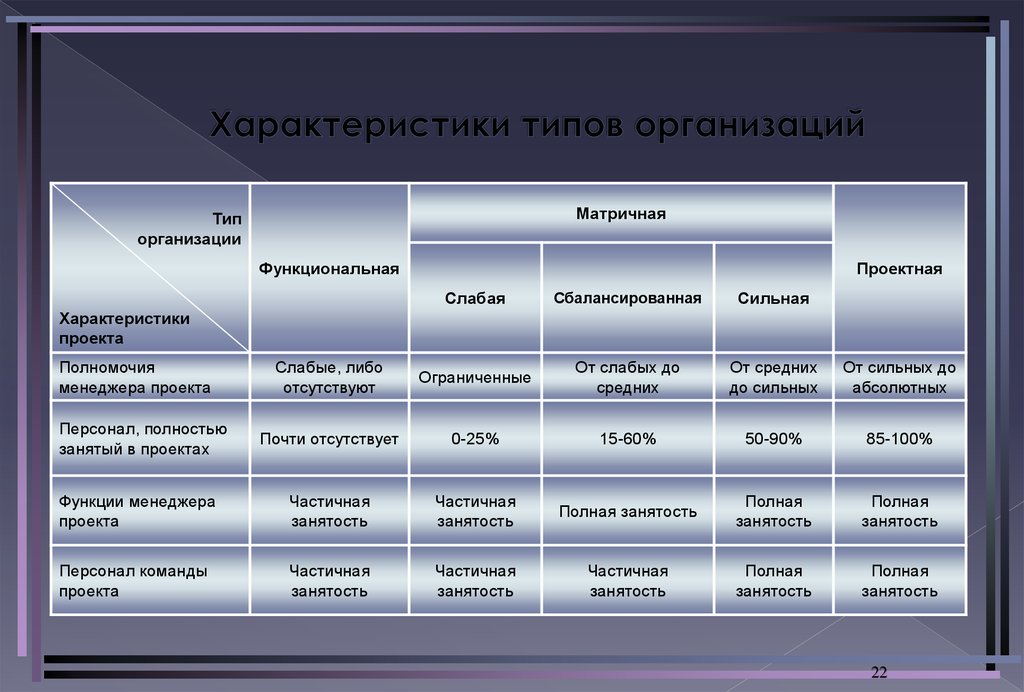 Экономия от крупномасштабного производства не может быть достигнута, потому что производство осуществляется в короткие сроки.
Экономия от крупномасштабного производства не может быть достигнута, потому что производство осуществляется в короткие сроки.
2. Спрос на некоторые товары нерегулярный.
3. Использование труда и оборудования может быть неэффективным.
РЕКЛАМА:
4. Научная оценка затрат затруднена.
(ii) Серийное производство :Серийное производство относится к серийному производству. Он относится к производству товаров, количество которых заранее известно. Это такая форма производства, при которой идентичные продукты производятся партиями на основе спроса клиентов или ожидаемого спроса на продукты.
Этот метод в целом похож на производство работ, за исключением объема производства. Вместо того, чтобы производить один продукт, как в случае производства на заказ, партия или группа продуктов производятся одновременно. Здесь следует помнить, что одна партия продукции может не совпадать со следующей партией.
При серийном производстве работа делится на операции, и за один раз выполняется одна операция. После завершения работы на одной операции она передается на вторую операцию и так до тех пор, пока изделие не будет готово. Серийное производство можно пояснить с помощью иллюстрации. Предприятие хочет изготовить 20 электродвигателей.
После завершения работы на одной операции она передается на вторую операцию и так до тех пор, пока изделие не будет готово. Серийное производство можно пояснить с помощью иллюстрации. Предприятие хочет изготовить 20 электродвигателей.
РЕКЛАМА:
Работа будет разделена на разные операции. Первая операция на всех двигателях будет завершена в первой партии, а затем перейдет к следующей операции. Вторая группа операторов завершит вторую операцию перед следующей и так далее. В рамках производственного процесса одни и те же операторы будут производить всю машину, а не только одну операцию.
Серийное производство может в значительной степени обеспечить преимущества серийного производства, если партия имеет достаточное количество. Таким образом, серийное производство может быть определено как производство продукта малыми или большими партиями или партиями посредством серии операций, при этом каждая операция выполняется над всей партией до того, как будет выполнена какая-либо последующая операция.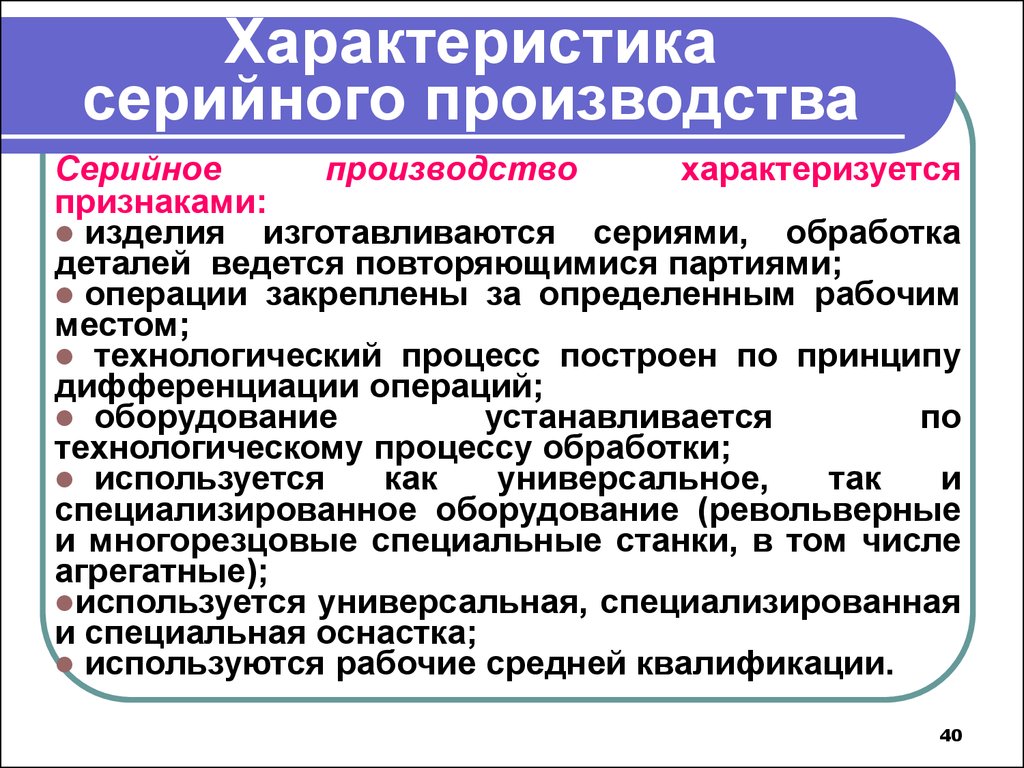 Этот метод обычно применяется в случае производства печенья, кондитерских изделий, моторостроения, лекарственных средств, консервов и метизов, таких как гайки и болты и т. д.
Этот метод обычно применяется в случае производства печенья, кондитерских изделий, моторостроения, лекарственных средств, консервов и метизов, таких как гайки и болты и т. д.
Метод серийного производства обладает следующими характеристиками:
1. Работа носит повторяющийся характер.
РЕКЛАМА:
2. Имеется функциональная схема различных производственных процессов.
3. Одна операция выполняется над всей партией, затем передается следующей операции и т.д.
4. Однотипные машины расположены в одном месте.
5. Обычно выбирается там, где торговля носит сезонный характер или есть необходимость производить большое разнообразие товаров.
(iii) Массовое или поточное производство: Этот метод включает непрерывное производство стандартизированной продукции в больших масштабах. При этом методе производство остается непрерывным в ожидании будущего спроса. Стандартизация является основой массового производства.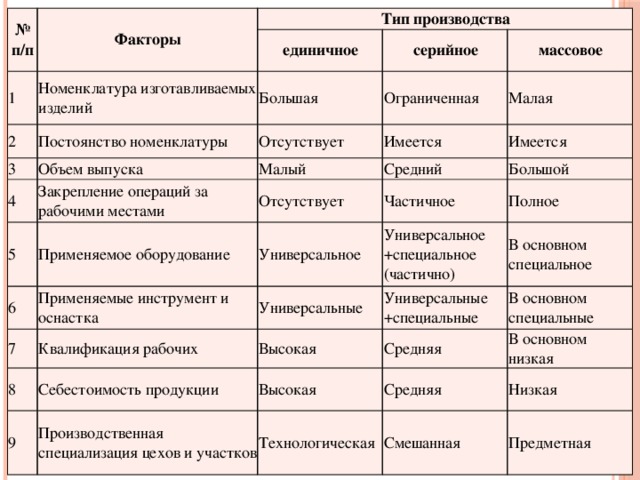 Стандартизированные продукты производятся по этому методу с использованием стандартизированных материалов и оборудования. Существует непрерывный или непрерывный поток продукции, получаемый за счет расположения машин в надлежащей последовательности операций. Схема процесса лучше всего подходит для серийного производства.
Стандартизированные продукты производятся по этому методу с использованием стандартизированных материалов и оборудования. Существует непрерывный или непрерывный поток продукции, получаемый за счет расположения машин в надлежащей последовательности операций. Схема процесса лучше всего подходит для серийного производства.
Поточное производство — это производство продукта с помощью ряда операций, при этом каждое изделие как можно скорее переходит к последующей операции. Производственный процесс разбит на отдельные операции.
РЕКЛАМА:
Продукт, выполненный на одной операции, автоматически передается на следующую до ее завершения. Нет разрыва во времени между работой, выполненной в одном процессе, и началом следующего. Поток производства является непрерывным и поступательным.
Характеристики :Массовое или поточное производство обладает следующими характеристиками.
1. Единицы перемещаются от одной рабочей точки к другой на протяжении всего процесса.
2. Для каждого процесса будет один тип станка.
3. Изделия, инструменты, материалы и методы стандартизированы.
4. Производство осуществляется в ожидании спроса.
РЕКЛАМА:
5. Объем производства обычно большой.
6. Настройки машины остаются неизменными в течение длительного периода времени.
7. Любая неисправность в производственном процессе немедленно устраняется, в противном случае весь производственный процесс будет остановлен.
Пригодность для потокового/массового производства:1. Должен быть постоянный спрос на продукт.
2. Продукты, материалы и оборудование должны быть стандартизированы, потому что поток линии негибок.
3. Операции должны быть четко определены.
РЕКЛАМА:
4. Должна быть возможность поддерживать определенные стандарты качества.
5. Должна быть возможность найти время, затрачиваемое на каждую операцию, чтобы стандартизировать рабочий процесс.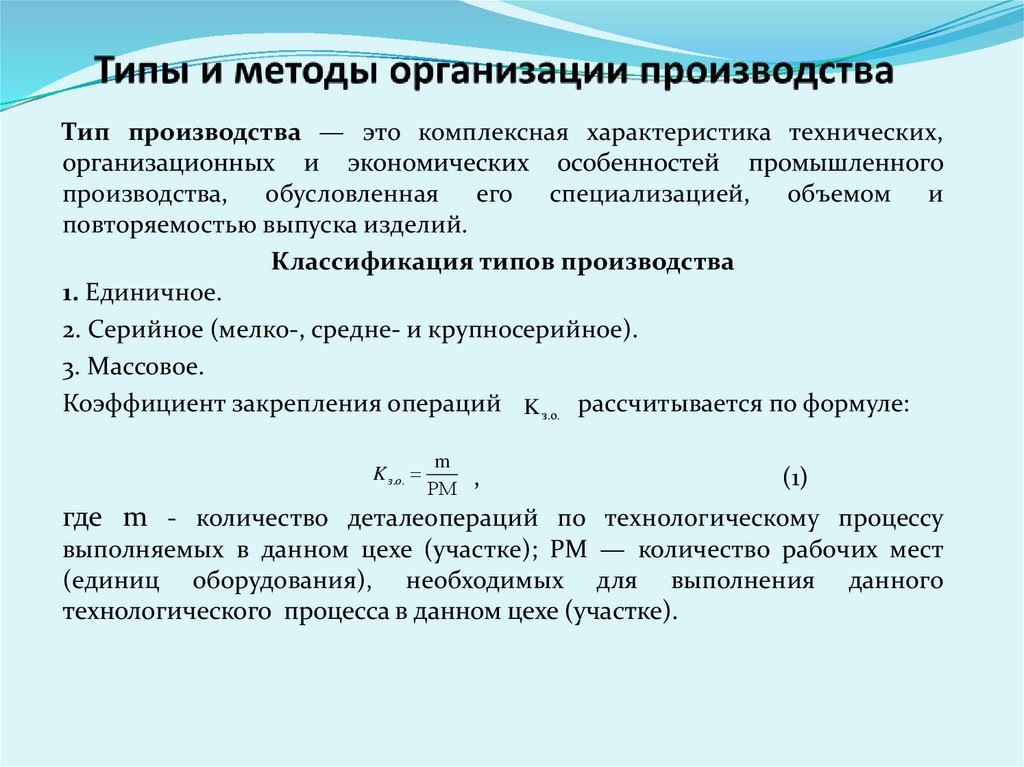
6. Процесс стадий производства должен быть непрерывным.
Преимущества массового производства :Правильно спланированный поточный метод производства дает следующие преимущества:
1. Продукт стандартизирован, и любые отклонения в качестве и т. д. выявляются на месте.
2. Точность в дизайне и качестве продукции.
РЕКЛАМА:
3. Это поможет снизить прямые затраты на оплату труда.
4. Незавершенное производство отпадет, потому что продукты будут автоматически переходить из одной операции в другую.
5. Поскольку рабочий процесс упрощается, потребность в контроле снижается.
6. Слабость в любой операции сразу бросается в глаза.
7. Возможно, нет необходимости поддерживать незавершенное производство, поэтому затраты на хранение снижаются.
Типы производственных систем
Производственной системой организации является та часть, которая производит продукцию организации. Это та деятельность, посредством которой ресурсы, протекающие внутри определенной системы, комбинируются и трансформируются контролируемым образом для добавления ценности в соответствии с политиками, сообщенными руководством. Упрощенная производственная система показана выше. Производственная система имеет следующие характеристики:
Это та деятельность, посредством которой ресурсы, протекающие внутри определенной системы, комбинируются и трансформируются контролируемым образом для добавления ценности в соответствии с политиками, сообщенными руководством. Упрощенная производственная система показана выше. Производственная система имеет следующие характеристики:
- Производство — это организованная деятельность, поэтому у каждой производственной системы есть цель.
- Система преобразует различные входные данные в полезные выходные данные.
- Он не работает изолированно от другой системы организации.
- Существует обратная связь о действиях, необходимая для контроля и повышения производительности системы.
Классификация производственных систем
Производственные системы можно разделить на цеховые, серийные, массовые и непрерывные производственные системы.
Классификация производственных систем
МАСТЕРСКОЕ ПРОИЗВОДСТВО МАСТЕРСКОЕ ПРОИЗВОДСТВО характеризуется изготовлением одного или нескольких партий продукции, разработанной и произведенной в соответствии со спецификацией клиентов в течение заранее установленного времени и стоимости.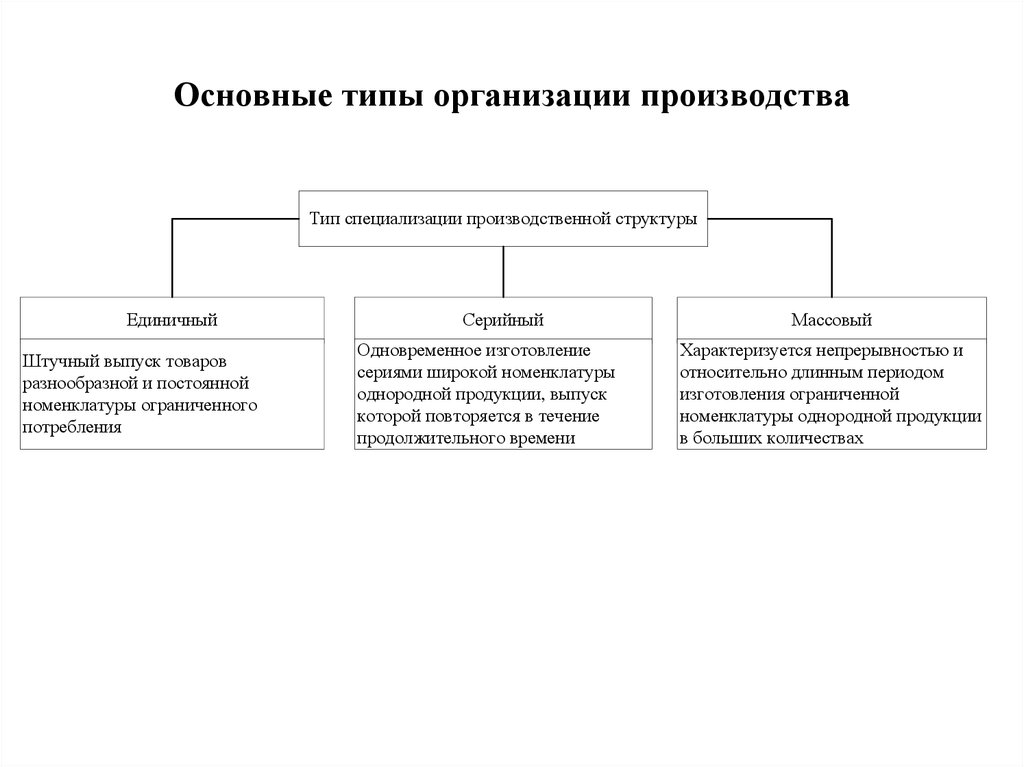 Отличительной чертой этого является небольшой объем и большое разнообразие продукции.
Отличительной чертой этого является небольшой объем и большое разнообразие продукции.
Мастерская состоит из станков общего назначения, распределенных по разным отделам. Каждая работа требует уникальных технологических требований, требует обработки на станках в определенной последовательности.
Характеристики
- Большое разнообразие продуктов и небольшой объем.
- Использование машин и оборудования общего назначения.
- Высококвалифицированные операторы, которые могут воспринимать каждую работу как вызов из-за уникальности.
- Большой перечень материалов, инструментов, деталей.
- Детальное планирование необходимо для определения последовательности требований к каждому продукту, мощностей для каждого рабочего центра и приоритетов заказов.
Преимущества
- Благодаря использованию машин и оборудования общего назначения можно производить разнообразные продукты.

- Операторы станут более опытными и компетентными, так как каждая работа дает им возможность учиться.
- Можно использовать весь потенциал операторов.
- Существует возможность для творческих методов и инновационных идей.
Ограничения
- Более высокая стоимость из-за частых изменений настроек.
- Более высокий уровень запасов на всех уровнях и, следовательно, более высокая стоимость запасов.
- Планирование производства сложно.
- Требуется больше места.
Серийное производство определяется Американским обществом контроля за производством и запасами (APICS) как «форма производства, при которой задание проходит через функциональные отделы партиями или партиями, и каждая партия может иметь свой маршрут. «Он характеризуется производством ограниченного количества продуктов, производимых через равные промежутки времени и хранящихся на складах в ожидании продажи.
Характеристики
Система серийного производства используется при следующих обстоятельствах:
- При более коротких производственных циклах.
- Когда установки и машины гибкие.
- Когда установка завода и оборудования используется для производства изделия в партии, а изменение установки требуется для обработки следующей партии.
- Когда время производственного цикла и стоимость меньше, чем производство по заказу.
Преимущества
- Лучшее использование машин и оборудования.
- Способствует функциональной специализации.
- Стоимость единицы продукции ниже по сравнению с производством по заказу.
- Меньшие инвестиции в заводы и оборудование.
- Гибкость для размещения и обработки ряда продуктов.
- Удовлетворенность работой существует для операторов.
Ограничения
- Транспортировка материалов усложняется из-за нерегулярных и длинных потоков.

- Планирование и контроль производства сложны.
- Работа в производственных запасах выше по сравнению с непрерывным производством.
- Более высокие затраты на настройку из-за частых изменений настроек.
Производство отдельных деталей или узлов с использованием непрерывного процесса называется массовым производством. Эта производственная система оправдана очень большим объемом производства. Машины располагаются в линию или в макет продукта. Существует стандартизация продуктов и процессов, и все результаты следуют одному и тому же пути.
Характеристики
Массовое производство используется при следующих обстоятельствах:
- Стандартизация продукции и последовательности процессов.
- Специализированные машины специального назначения с более высокой производительностью и производительностью.
- Большой объем продукции.
- Более короткое время производственного цикла.
- Нижний запас в процессе.
- Идеально сбалансированные производственные линии.
- Поток материалов, узлов и деталей непрерывный и без обратного хода.
- Производственное планирование и контроль очень просты.
- Погрузочно-разгрузочные работы могут быть полностью автоматизированы.
Преимущества
- Более высокая производительность при сокращении времени цикла.
- Более высокая загрузка емкости из-за балансировки линий.
- Требуются менее квалифицированные операторы.
- Низкий уровень производственных запасов.
- Низкие производственные затраты на единицу.
Ограничения
- Поломка одной машины остановит всю производственную линию.
- Компоновка линии нуждается в серьезных изменениях в связи с изменениями в дизайне продукта.
- Высокие инвестиции в производственные мощности.
- Время цикла определяется самой медленной операцией.

Производственные мощности организованы в соответствии с последовательностью производственных операций от первых операций до готовой продукции. Элементы должны проходить через последовательность операций через устройства обработки материалов, такие как конвейеры, транспортные устройства и т. д.
Характеристики
Непрерывное производство используется при следующих обстоятельствах:
- Специальные установки и оборудование с нулевой гибкостью.
- Погрузочно-разгрузочные работы полностью автоматизированы.
- Процесс следует заранее заданной последовательности операций.
- Материалы компонентов не могут быть легко идентифицированы с конечным продуктом.
- Планирование и составление расписания — рутинное действие.
Преимущества
- Стандартизация последовательности продуктов и процессов.
- Более высокая производительность при сокращенном времени цикла.

- Более высокая загрузка емкости из-за балансировки линий.
- Для погрузочно-разгрузочных работ не требуется рабочая сила, так как это полностью автоматизировано.
- На производственной линии можно использовать человека с ограниченными навыками.
- Стоимость единицы продукции ниже из-за большого объема производства.
Ограничения
- Не существует гибкости для размещения и обработки количества продуктов.
- Очень большие затраты на установку выкидных линий.
- Дифференциация продукта ограничена.
Нравится:
Нравится Загрузка…
Производственная система: значение, классификация и примеры
Что такое производственная система?
Производственная система относится к той структуре организации, которая занимается производством продукции. Это деятельность, в которой ресурсы объединяются и превращаются в продукт. Этот процесс позволяет повысить ценность этого продукта. Кроме того, процесс происходит в соответствии с политикой руководства.
Кроме того, процесс происходит в соответствии с политикой руководства.
Характеристики производственной системы
- Цель : Поскольку процесс производства является организованной деятельностью. Итак, это происходит с целью.
- Преобразование : В этом процессе происходит преобразование различных входных данных в выходные.
- Обратная связь : Необходима обратная связь о действиях. Это помогает контролировать и улучшать производительность системы.
Классификация производственной системы
Следует отметить, что классификация любой производственной системы зависит от многих факторов. Эти факторы включают тип и объем производства. Как правило, существует три типа производственных систем, разделенных на две категории:
- Прерывистое производство
- Производство работ
- Серийное производство
- Непрерывное производство
- Массовое и поточное производство
Прерывистое производство
Как следует из названия, производственный процесс происходит через нерегулярные промежутки времени для производства ряда различных продуктов с помощью одной производственной линии..jpg) Производители используют эту систему для производства мелкосерийной и разнообразной продукции. Типы прерывистых производственных систем обсуждаются ниже:
Производители используют эту систему для производства мелкосерийной и разнообразной продукции. Типы прерывистых производственных систем обсуждаются ниже:
Цеховое производство
Включает производство одного или нескольких продуктов в заранее установленные сроки и по заранее установленной цене. Это потому, что производство происходит в соответствии со спецификациями заказчика. Таким образом, продукция, производимая в мастерских, отличается большим разнообразием и малым объемом. Кроме того, они стремятся удовлетворить требования конкретного заказа.
Машины общего назначения. Они создаются в разных отделах. Кроме того, каждая работа имеет уникальные технологические требования. Также требует обработки на станках в определенном порядке. Его подклассификация основана на производстве задания 9.0003
- Только один раз
- Через неравные промежутки времени
- Через равные промежутки времени
Примеры : Магазины, автосервисы, типографские магазины и т.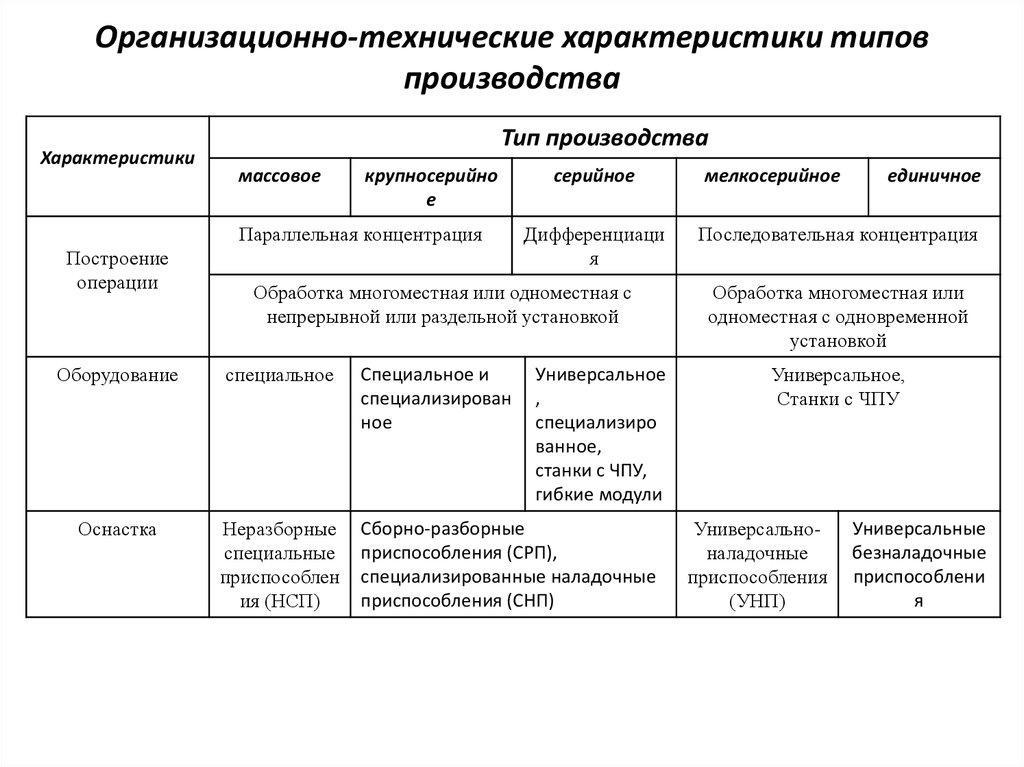 д.
д.
Характеристики производства в мастерской
- Многообразие товаров и малый объем
- Машины и оборудование общего назначения
- Операторы обладают высокой квалификацией и могут эффективно выполнять любую работу. Они воспринимают каждую работу как вызов из-за ее уникальности.
- Имеется огромный запас материалов, инструментов, оборудования и деталей.
- Углубленное планирование важно для определения потребностей каждого продукта и мощностей для каждого рабочего центра, а также для определения приоритетов.
Серийное производство
Это такой тип производственной системы, в котором работа проходит через функциональные отделы партиями. Эти партии представляют собой не что иное, как партии, и каждая партия имеет разную маршрутизацию. Он включает в себя производство ограниченного количества продуктов. Они похожи и производятся в больших объемах. Эти продукты производятся через определенные промежутки времени и хранятся на складах в ожидании продажи партий.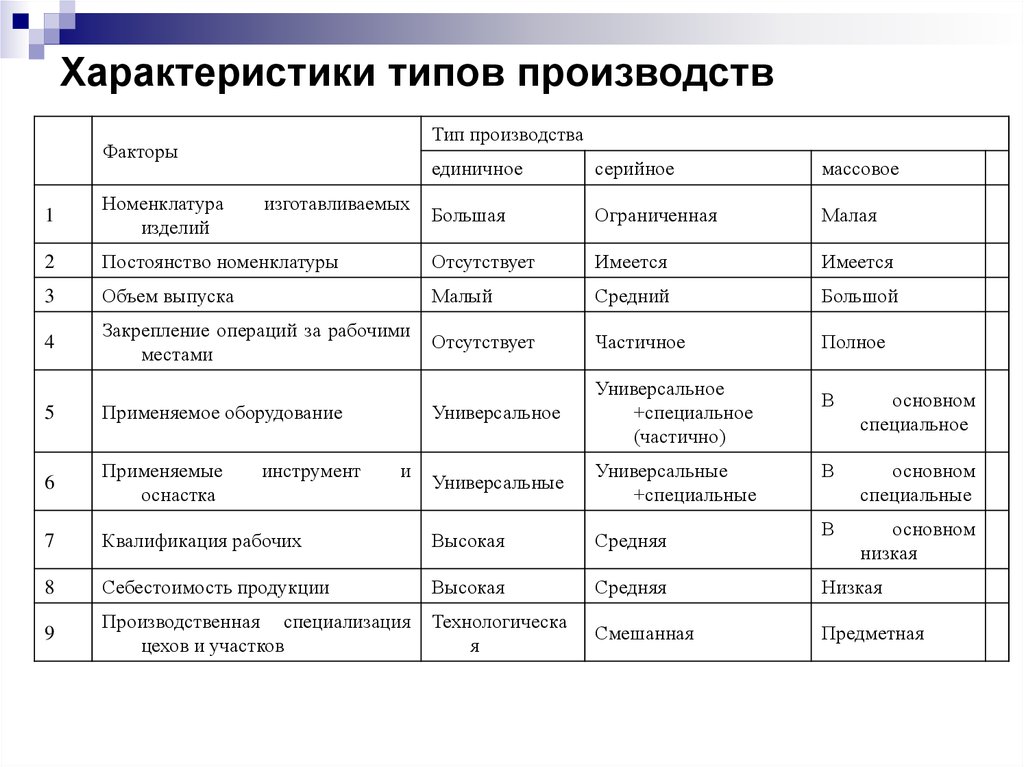 Его подклассификация основана на производстве партий:
Его подклассификация основана на производстве партий:
- Только один раз
- Через неравные промежутки времени
- Через равные промежутки времени
Примеры : Производство шин и камер, готовой одежды, фармацевтических препаратов и косметики.
Характеристики серийного производства
- Производственные циклы короче
- Гибкие установки и машины
- Установка и установка оборудования используются для продукта в партии. После этого установка претерпевает изменения, чтобы обработать следующую партию.
- Сокращение времени выполнения и стоимости.
Непрерывное производство
Здесь имеет место использование машин и ресурсов для производства идентичных продуктов. Он предполагает производство большого количества продукции, спрос на которую высок. Типы непрерывного производства поясняются ниже:
Массовое производство
Когда изготовление отдельных деталей и сборок происходит посредством непрерывного процесса, это массовое производство.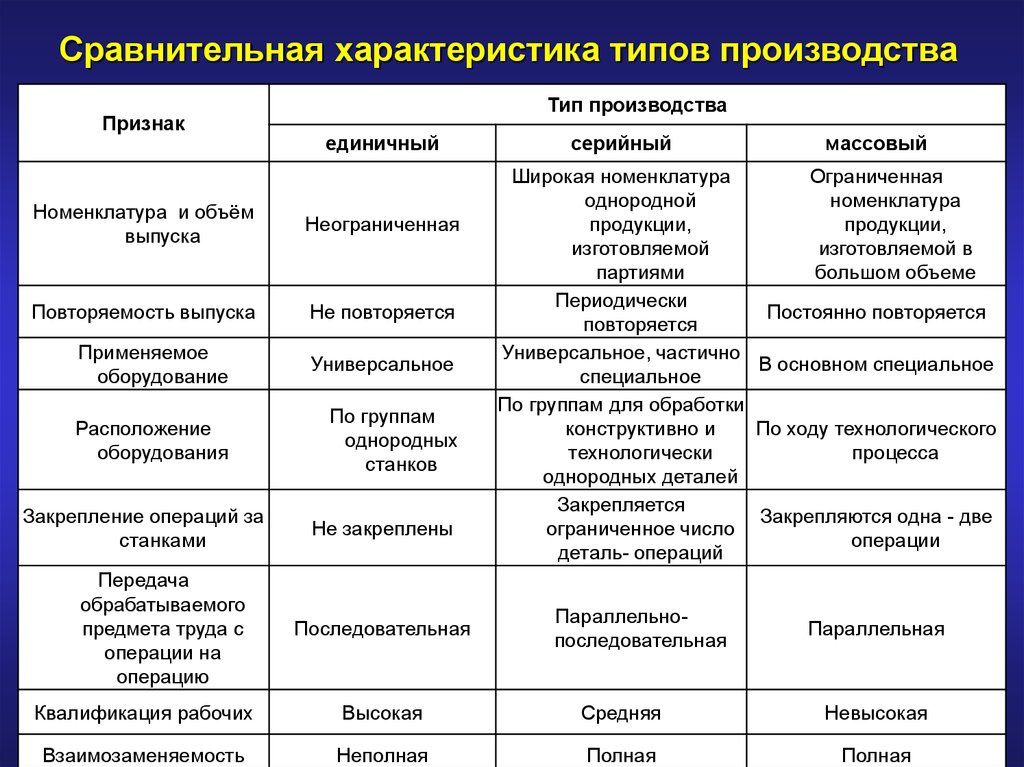 Как следует из названия, производство предполагает большой объем, чтобы удовлетворить спрос.
Как следует из названия, производство предполагает большой объем, чтобы удовлетворить спрос.
При этом расположение машины в линию. Происходит стандартизация продуктов и процессов. Далее выходы идут по тому же пути. Также материалы закупаются оптом. Это требует хорошо проработанного планирования производства.
Примеры : Производство автозапчастей и промышленных товаров
Характеристики массового производства
- Стандартизация последовательности продуктов и процессов
- Машины специального назначения, предназначенные для повышения производительности и производительности
- Объем продукта большой
- Время производственного цикла короче
- Нижняя часть производственных запасов
- Сбалансированные производственные линии
- Непрерывный поток материалов, узлов и деталей. Кроме того, у него нет возврата.
- Простое планирование и контроль производства
- Автоматическая обработка материалов
Поточное производство
Потребность в продукте лежит в основе проектирования завода.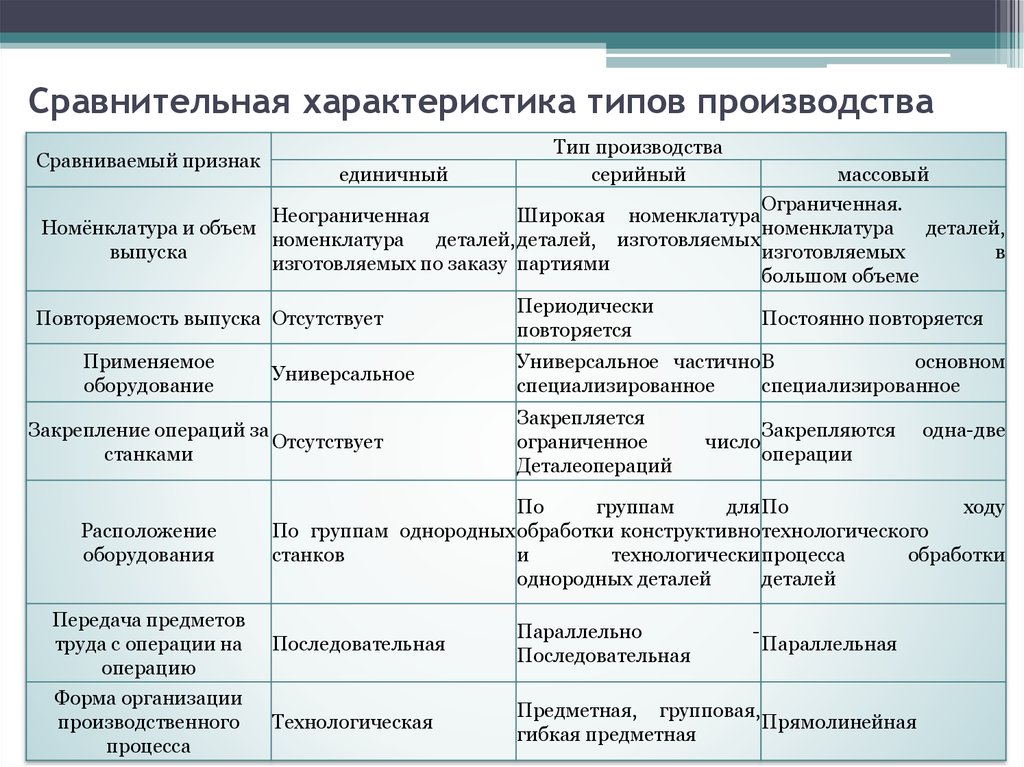 Отсутствует гибкость в отношении использования ресурсов для производства аналогичных продуктов. Благодаря этому свойству при снижении спроса ресурсы не могут быть использованы для производства другой продукции. Поэтому он отбрасывается. Таким образом, мы можем сказать, что конструкция завода специфична только для этого продукта.
Отсутствует гибкость в отношении использования ресурсов для производства аналогичных продуктов. Благодаря этому свойству при снижении спроса ресурсы не могут быть использованы для производства другой продукции. Поэтому он отбрасывается. Таким образом, мы можем сказать, что конструкция завода специфична только для этого продукта.
Примеры : Цементный завод, сахарный завод, химическая обработка, компьютерные клавиатуры и нефтеперерабатывающий завод
Характеристики непрерывного производства
- Процесс преобразования, при котором последовательные единицы продукции подвергаются одной и той же последовательности операций.
- Использование специализированного оборудования, расположенного вдоль производственной линии
Разница между системой периодического и непрерывного производства
- Тип компоновки : В случае заказа и серийного производства уместна схема процесса. Принимая во внимание, что для системы массового или потокового производства макет продукта лучше всего.
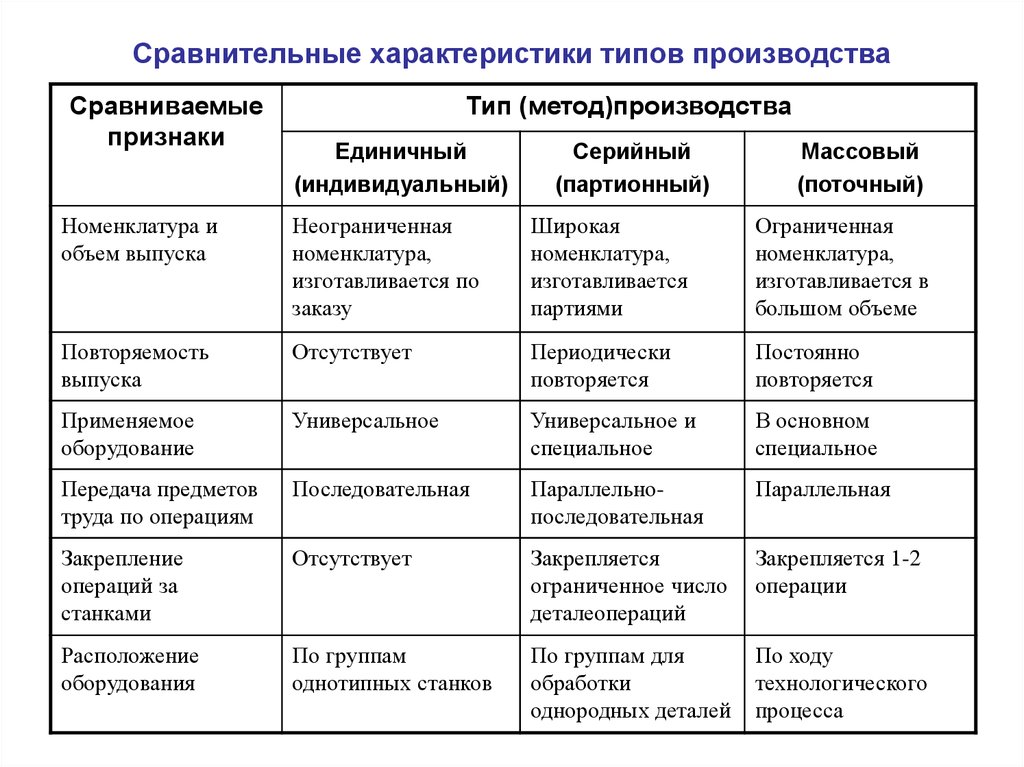
- Тип продукта и его конструкция : В случае систем поштучно и периодически производится широкий ассортимент продукции, но в небольших количествах. Следовательно, дизайн продукта изменяется в соответствии со спецификациями продукта. Напротив, для системы непрерывного производства либо несколько, либо один продукт производится оптом. А конструкция изделия стандартизирована, в которой изменения не происходят через частые промежутки времени.
- Время наладки станка : Время наладки станка больше в системе непрерывного производства по сравнению с прерывистой системой производства. Это связано с частыми изменениями в спецификации продукции и дизайне.
- Размер заказа : Размер заказа небольшой для прерывистых продуктов. В то время как то же самое велико в непрерывном производстве.
- Инвестиции в оборудование : Высокие в случае периодического производства и низкие в случае непрерывного производства.
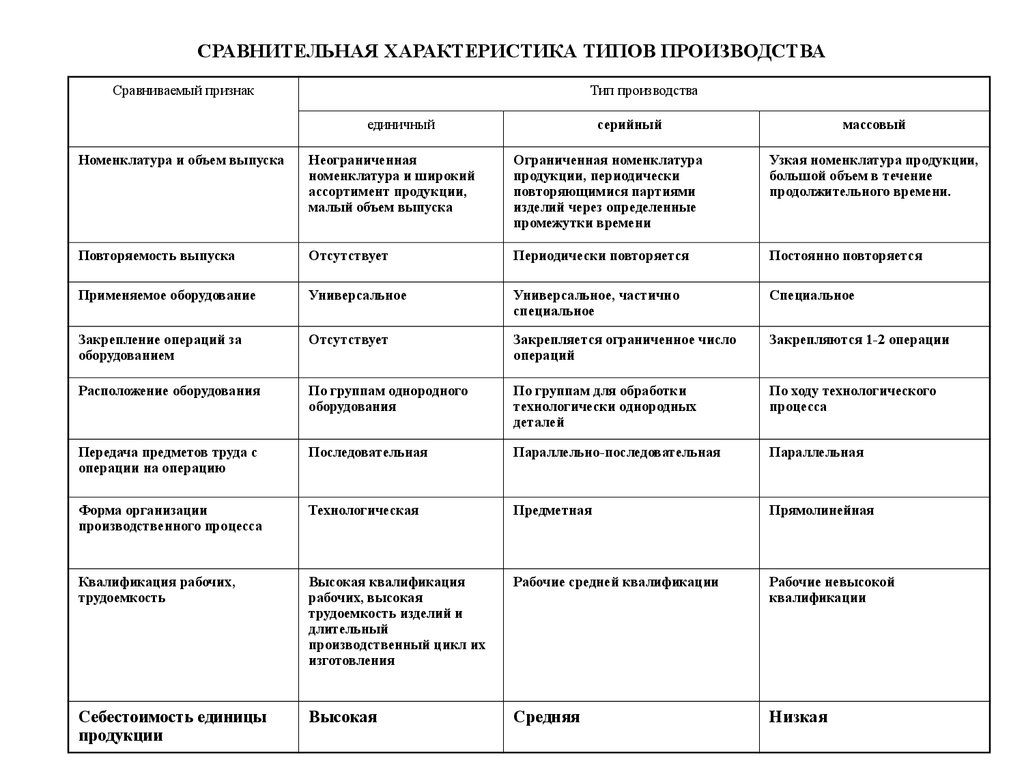
- Стоимость погрузочно-разгрузочных работ : Высока в системе периодического производства. Однако в случае непрерывного производства затраты на погрузочно-разгрузочные работы низки.
- Производственная мощность : В прерывистой производственной системе производственная мощность используется не полностью. Но в системе непрерывного производства он полностью утилизируется.
Резюме
Прежде всего, производственная система предприятия использует средства, оборудование, рабочую силу, материалы и методы работы для производства товаров. Эти товары удовлетворяют спрос покупателей.
Что такое производственная функция? | Характеристики и виды производства
Производственная функция
- Автор сообщения: [email protected]
- Сообщение опубликовано: 06.
 03.2021
03.2021 - Категория должности: Управленческая экономика
Что такое производственная функция?
Значение производственной функции: – Производственная функция – это уравнение, выражающее связь между количествами используемых производственных факторов (таких как труд и капитал) и количеством полученного продукта . В нем указывается количество продукта, которое может быть получено при каждой комбинации факторов при условии, что используются наиболее эффективные доступные методы производства.
Производство является результатом четырех факторов производства, т. е. земли, труда, капитала и организационной поддержки . Это видно из того факта, что ни один товар не может быть произведен без помощи одного из этих четырех факторов производства.
Таким образом, производитель объединяет все четыре фактора производства с техническими коэффициентами. Максимизация прибыли является единственной целью производителя. Для этого он решает максимизировать производство при наименьших затратах за счет наилучшего сочетания факторов производства.
Максимизация прибыли является единственной целью производителя. Для этого он решает максимизировать производство при наименьших затратах за счет наилучшего сочетания факторов производства.
Производитель достигает наилучшего сочетания, применяя принципы равномаржинального возврата и замещения. Согласно принципу равносторонней отдачи максимальный выпуск любого продукта может быть достигнут, когда предельные отдачи всех средств производства равны между собой.
Какая связь между вводом и выводом?
Проще говоря, производственная функция относится к функциональной взаимосвязи между количеством произведенного товара (производство) и факторами производства (затраты) .
Таким образом, производственная функция показывает, какого объема производства мы можем ожидать, если у нас будет слишком много труда и столько-то капитала, а также труда. Другими словами, мы можем сказать, что производственная функция является показателем физической взаимосвязи между двумя входами и выходами фирмы.
Математически такую базовую взаимосвязь между входом и выходом можно выразить следующим образом: –
Q = f(L, C, N)
Где ‘Q’ = количество выпуска
«L» = труд
«C» = капитал
«N» = земля.
Таким образом, уровень выпуска (Q) зависит от количества различных ресурсов (L, C, N), доступных фирме. В простейшем случае, когда есть только два входа, труд (L) и капитал (C) и один выход (Q), становится производственной функцией.
Q = F (L, C)
Определение производственной функции разными профессорамиПроф. Куцойаннис: – Определяется как «Производственная функция – это чисто техническое отношение, которое связывает факторные затраты и выпуск».
Проф. Ватсон: – Определил производственную функцию как «отношение между физическим производством (выпуском) фирмы и материальными факторами производства (входами)».
Проф. Л.Р. Кляйн: – «Производственная функция – это техническое или инженерное отношение между входом и выходом. Пока естественные законы техники остаются неизменными, производственная функция остается неизменной».
Профессор Джордж Дж. Стиглер: – «Производственная функция – это соотношение между затратами производственных услуг в единицу времени и выпуском продукции в единицу времени».
Проф. Ричард Дж. Липси: – «Взаимосвязь между входами и выходами резюмируется в так называемой производственной функции. Это технологическое отношение, показывающее при данном уровне технологических знаний, сколько можно произвести с данным количеством ресурсов».
Таким образом, из вышеприведенных определений можно сделать вывод, что производственная функция отражает взаимосвязь между физическим количеством вложений и выпуском, полученным за период времени, при определенном состоянии технических знаний.
Каковы особенности производственной функции?Основные характеристики производственной функции следующие: –
- Взаимозаменяемость: – Таким образом, количество любого продукта может варьироваться в зависимости от изменения количества даже одного входа, при сохранении других факторов постоянными.

- Дополнительный: – Таким образом, производитель может производить продукцию, смешивая факторы производства. Если количество любого входа равно нулю, выпуск не может быть произведен.
- Специфичность: – Например, сырье, специализированный труд, машины и оборудование могут использоваться для производства конкретного продукта. Однако все эти факторы производства не являются полностью специализированными, так как могут использоваться и в производстве других продуктов.
- Время производства: – Производство любого вида продукции требует времени. Производство возможно только в долгосрочной перспективе. В производственной функции изменение общего выпуска связано с изменением количества вводимых ресурсов. Количество одного входа может быть возможным в течение короткого периода времени.
Производственная функция имеет следующие характеристики: –
- Производственная функция представляет собой представление функциональной взаимосвязи между количеством используемых ресурсов и объемом произведенной продукции.

- Показывает техническую взаимосвязь между входами и выходами в физической форме.
- Он также обозначает поток ввода, который будет производить поток вывода в течение определенного периода времени.
- Уровень техники влияет на производство. Изменение состояния технологии также изменит производственную функцию. Повышение уровня технологии повысит уровень выпуска, даже если количество вводимых ресурсов останется прежним.
- Производственная функция не имеет денежного значения; Он показывает только физические отношения.
Существует два типа производственных операций; их короткие и длинные партии : –
- Краткосрочная производственная функция: –
- В краткосрочном периоде факторы производства постоянны и переменны.
- В краткосрочном периоде невозможно изменить факторы производства из-за очень короткого времени.
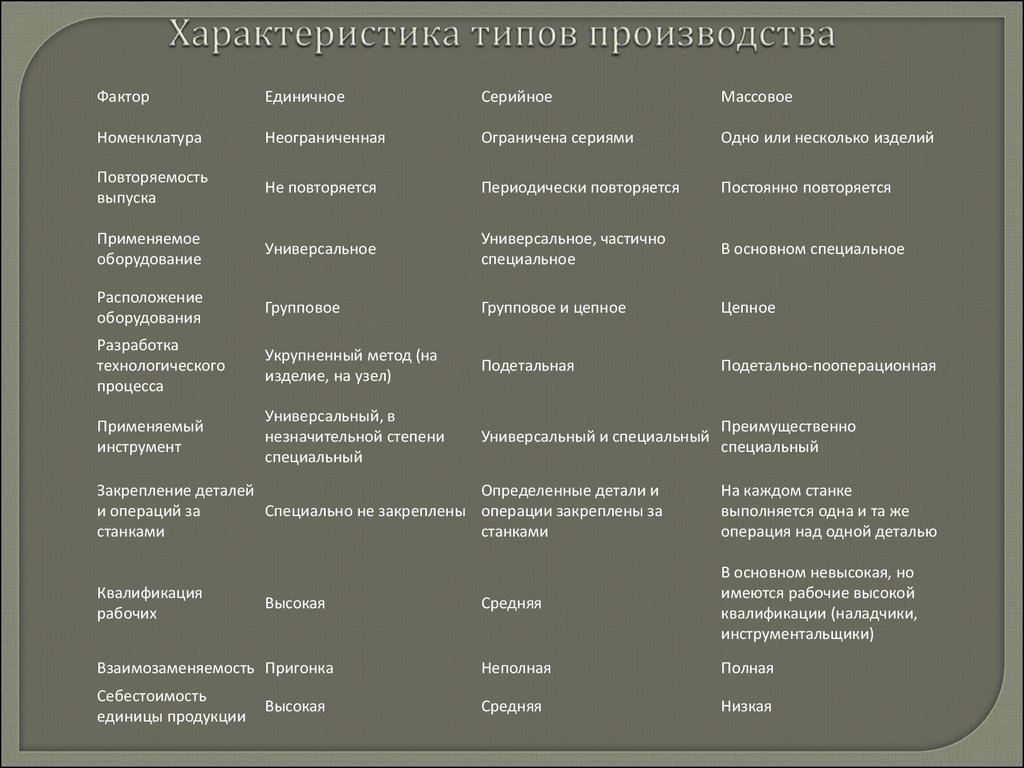
- Производитель не может изменять количество капитала, такого как машины, инструменты, оборудование, фабричные здания и т. д.
- Производитель может изменять переменные факторы производства, такие как единицы труда.
- Факторы производства, которые представлены в количестве в краткосрочной перспективе, являются известными постоянными факторами производства.
- Факторы производства, количество которых может быть изменено, называются переменными факторами производства.
- Краткосрочный период относится к периоду времени, который слишком короток, чтобы позволить производителю изменить производственную мощность, но достаточен для изменения уровня использования стационарного предприятия.
- Краткосрочная производственная функция записывается как: – Q = f (L) , где «Q» = количество продукции, а «L» = рабочая сила
- Например, сельскохозяйственная фирма имеет 10 единиц труда и 6 акров земли. Здесь земля — постоянный фактор, а труд — переменный фактор.
 Первоначально фирма использует только одну единицу труда (переменный фактор) на своей земле (постоянный фактор). Следовательно, соотношение земли и труда равно 6:1. Если фирма использует 2 единицы труда, соотношение земли и труда становится равным 6:2 или 3:1.0194
Первоначально фирма использует только одну единицу труда (переменный фактор) на своей земле (постоянный фактор). Следовательно, соотношение земли и труда равно 6:1. Если фирма использует 2 единицы труда, соотношение земли и труда становится равным 6:2 или 3:1.0194- В долгосрочном производстве все функции, факторы производства переменны.
- В долгосрочном выпуске все входы являются переменными в одном выводе.
- Когда для объяснения используются долгосрочные термины, это называется законом отдачи на шкале.
- В долгосрочной перспективе мы измеряем, насколько пропорция изменится на выходе, если мы изменим пропорцию на входе.
- С точки зрения существующих фирм долгосрочный период означает период, достаточный для того, чтобы позволить этим фирмам изменить количество всех ресурсов, которые используются в производстве, включая производственную мощность.
- Производитель может преобразовать все ресурсы и установить необходимую производственную мощность для максимизации прибыли.

- Долгосрочное производство может быть записано как: – Q= f(L,C) Где ‘Q’= количество продукции, ‘L’= труд и ‘C’= капитал
- Все производственные ресурсы или входы являются переменными в долгосрочной перспективе.
- Например, строитель может построить новое здание или расширить существующее здание, купить больше новых машин и оборудования, открыть больше филиалов производственной единицы, купить больше земли, чтобы увеличить размер фирмы, может нанять больше квалифицированных рабочих, изменить производственные и управленческие технологии и др.
Теги: функции производственного планирования и контроля, производственная функция кобба дугласа, что такое производственная функция, производственная функция в экономике, функции управления производством, виды производственной функции, четыре фактора производства, Особенности производственной функции, Характеристики производственной функции, Типы производственных функций, краткосрочная производственная функция, долгосрочная производственная функция, физическая связь между двумя входами и выходами фирмы, производственная функция, производственная функция, что такое производственная функция?, значение производственной функции, связь между входом и выходом , Определение производственной функции разными профессорами, максимизация прибыли
Производственный процесс: определение, типы и примеры
Производственный процесс: определение, типы и примерыВыберите язык
Предлагаемые языки:
Европа
английский (DE) английский (Великобритания)
StudySmarter — универсальное учебное приложение.
4.8 • Рейтинг +11k
Более 3 миллионов загрузок
Бесплатно
Сохранять
Распечатать
Редактировать
Производственный процесс
Содержание :
ОГЛАВЛЕНИЕ
В повседневной жизни мы постоянно едим печенье, хлеб, пирожные, шоколад и т. д. Вы когда-нибудь задумывались о том, как такие большие объемы поставляются на рынок, где спрос исчисляется тоннами? Какой производственный процесс стоит за каждой отдельной единицей этих предметов? Как материалы закупаются, планируются и, наконец, производятся? Полезны ли произведенные количества или нет? Читайте дальше, чтобы получить ответы на эти вопросы.
Определение производственного процесса
Производственный процесс определяется как процесс, в котором факторы производства, т. е. вложенные ресурсы, превращаются в полезную продукцию.
Факторы производства означает капитал, труд, технологии, землю и другие ресурсы, которые используются для создания продукции или товаров и услуг.
Факторы производства подробно описаны ниже:
Капитал
Капитал включает сумму, вложенную в процесс производства. Инвестиции могут выражаться в виде денежных вложений или активов, таких как машины, транспортные средства и т. д.
Труд
Труд относится к вовлеченным людям, времени и усилиям, затраченным на процесс.
Технология
Используемая технология, будь то тип оборудования, программирование оборудования, мощность оборудования и т. д.
Земля
Природные ресурсы, такие как земля, энергия и т.
д., которые используются в процессе продукции учитываются в категории «земля».Примеры производственного процесса
Рассмотрим производственный процесс на примере производства печенья. Чтобы организовать этот производственный процесс, компании требуется места или земля для создания всего производственного подразделения.
Во-вторых, при производстве печенья организации потребуются машины для смешивания всех необходимых ингредиентов. Для выпечки бисквитов также понадобится духовка. Кроме того, потребуется оборудование для упаковки и маркировки печенья, что станет капиталовложением 9.0194 для компании.
Компании также потребуется рабочих для смешивания всех ингредиентов, разделения их на партии продукции и разные вкусы, установки уровней производительности машин и температуры печей, принятия решения о функции маркировки и контроля за общим процессом. производственная система.
Еще одной важной функцией и необходимостью производственного процесса является технология , обеспечивающая правильность этикеток, правильное упоминание названий продуктов, правильную установку температуры и все другие необходимые технические аспекты, не требующие вмешательства человека.
Если все вышеперечисленные факторы производства присутствуют, процесс производства печенья проходит гладко и может соответствовать требованиям бизнеса и клиентов.
Технологическая схема производственного процесса
Производственный процесс проходит несколько этапов, которые можно понять с помощью технологической схемы. Существует несколько способов создания блок-схемы производственного процесса, в зависимости от потребностей организации и их производственной линии. Ниже приведены основные этапы, которые участвуют в большинстве производственных процессов. Однако они могут варьироваться от отрасли к отрасли.
Планирование: обычно основное требование всех производственных процессов.
Этот этап помогает определить цель и то, как цели производства могут быть достигнуты должным образом.Маршрут: Это следующий этап производственного процесса, на котором сырье может быть закуплено, обработано, обработано, проверено на качество и распределено. Принимаются решения относительно количества и качества товаров и услуг, а также о месте производства. Это ответственный этап производственного процесса.
Планирование: Планирование означает определение сроков производственного процесса. Например, сколько времени должен занимать каждый этап производства? Как долго каждый человек должен работать над конкретным рабочим процессом?
Отправка: Этот этап является фактическим началом производства. Это может включать в себя предоставление необходимых предметов, ведение записей, мониторинг рабочих процессов в соответствии с планом, запись количества раз, когда машина работает, время простоя машины и т.
д.Последующая обработка: Последующая обработка — это последний этап производственного процесса. Последующие действия измеряют фактическую производительность по сравнению с ожидаемой. Последующие действия помогают обнаружить проблемы и устранить их, чтобы обеспечить бесперебойное функционирование процесса.
Рисунок 1. Этапы производственного процесса, StudySmarter
Типы производственного процесса
Производственный процесс можно разделить на следующие типы в зависимости от продукта компании и потребностей организации.
Производственный процесс: Массовое производство
Массовое производство означает, что производство является непрерывным, и все сотрудники непрерывно работают над производством одних и тех же изделий в одно и то же время. В этом виде производства формы и размеры изделий остаются прежними, и каждый работник концентрируется на одном и том же изделии.
Все ресурсы используются для производства одного и того же ассортимента. Чтобы сделать производство более эффективным и результативным, можно выполнять несколько задач одновременно для получения быстрых результатов.Если одна компания в огромных масштабах производит только белый хлеб, все сотрудники будут сосредоточены только на упаковках белого хлеба. В этом процессе большинство сотрудников будут работать над изготовлением белого хлеба: приготовление теста, выпечка и т. д. Другие будут одновременно работать над упаковкой изготовленных буханок белого хлеба, чтобы быстро и эффективно выпекать буханки белого хлеба в однажды.
Производственный процесс: Серийное производство
Серийное производство похож на массовое производство. Однако продукция может выпускаться партиями. Это означает, что производство может быть разделено по размерам, цвету, форме и т. д.
Мы можем понять это на примере производства футболок.
Компания-производитель футболок может выбрать серийное производство, поскольку они хотели бы производить футболки разных размеров, от маленьких, средних и больших, а также разных цветов, например, красного, синего, зеленого и желтого. Следовательно, бригада может быть разделена на каждую партию на основе продукции соответствующего размера и цвета.Производственный процесс: Индивидуальное производство
Производственное производство означает, что продукты производятся в ограниченном количестве и могут соответствовать предпочтениям клиентов. Производство работ мелкомасштабно, и задача по производству предмета или продукта выполняется до того, как приступают к другим работам.
Производственный процесс: Производство услуг
Этот метод производства включает предоставление услуг посредством автоматизированного процесса, например, техническая поддержка клиентов.
Одним из примеров текущего бизнеса с точки зрения производства услуг являются службы доставки.
Потребители теперь имеют возможность заказывать товары и услуги, не выходя из собственного дома, и получать их прямо у порога благодаря огромному количеству и объему доступных услуг доставки.Производственный процесс: Производство по индивидуальному заказу
Производство по индивидуальному заказу — это процесс, при котором товары и услуги производятся на основе потребностей клиента. Его можно разделить на 2 категории:
Ремесленное производство
Эта категория индивидуального производства предполагает индивидуальный подход, основанный на конкретном спросе клиента. Одним из классических примеров этого является дизайнерская одежда. Скажем, одно платье специально разработано для знаменитости для конкретной церемонии награждения, по запросу, с выбором цвета и рисунка, и адаптировано к теме мероприятия.
Индивидуальное массовое производство
Индивидуальное массовое производство похоже на ремесленное производство.
Тем не менее, индивидуальный выбор производится в массовом количестве. Индивидуализация может быть основана на форме, цвете, узоре, материале продукта и т. д.Например, Coca-Cola может изготавливать нестандартные стеклянные бутылки емкостью 500 мл в больших количествах в соответствии с потребностями. Как правило, производственные процессы могут иметь общие факторы производства с землей, трудом, капиталом и технологиями. Процесс может меняться в зависимости от спроса. Стадии производства остаются более или менее одинаковыми: от планирования до маршрутизации, от составления графика до отправки и, наконец, последующая деятельность. Однако типы производства могут меняться в зависимости от спроса на продукт и/или требований организации в отношении размеров, цвета, индивидуальной настройки и т. д.
Производственный процесс – основные выводы
- Производственный процесс определяется как процесс, в котором «факторы производства», т. е. вложенные ресурсы, превращаются в полезную продукцию.
Массовое производство — это непрерывное производство, когда все сотрудники одновременно производят одни и те же изделия.
- Серийное производство аналогично массовому. Однако продукция может выпускаться партиями. Поэтому продукцию можно разделить по размеру, цвету, форме и т. д.
Производство на заказ означает, что продукция производится в ограниченном количестве и может соответствовать предпочтениям клиентов.
- Метод производства услуг включает предоставление услуг посредством автоматизированного процесса, такого как техническая поддержка, предоставляемая клиентам.
- Индивидуальное производство – это процесс, при котором товары и услуги производятся на основе потребностей клиентов.
Производственный процесс включает следующие этапы: 1.
Планирование2. Маршрутизация3. Планирование4. Отправка5. Продолжение
Часто задаваемые вопросы о производственном процессе
Примеры производственного процесса:
- Компания-производитель футболок может выбрать серийное производство
- производство.
- Техническая поддержка клиентов является сервисным производством.
Производственный процесс проходит несколько этапов, которые можно понять с помощью блок-схемы. Существует несколько способов создания блок-схемы производственного процесса в зависимости от потребностей организации и производственной линии. Ниже приведены основные этапы, которые участвуют в большинстве производственных процессов.
1. Планирование
2. Маршрутизация
3. Составление графика
4. Диспетчеризация
5. Последующая деятельностьПроизводственный процесс – это процесс, в котором факторы производства, т. е. вложенные ресурсы, превращаются в полезные продукты.
В бизнес-плане оцениваются такие факторы производства, как капитал, труд, технологии и земля.Производственный процесс определяется как процесс, в котором факторы производства, т. е. затраты ресурсов, превращаются в полезную продукцию.
Типы производственных процессов:
- Массовое производство
- Серийное производство
- Производство на заказ
- Производство услуг
- Производство на заказ
Тестирование конечного производственного процесса
Вопрос
Что такое поточное производство?
Показать ответ
Ответить
Поточное производство — это метод производства большого количества идентичных продуктов.
Показать вопрос
Вопрос
Что не является характеристикой потокового производства?
Показать ответ
Ответить
Используется для массового производства
Показать вопрос
Вопрос
Что такое сборочная линия?
Показать ответ
Ответить
ряд рабочих или машин для производства ряда однородных товаров.
Показать вопрос
Вопрос
Что не является преимуществом потокового производства?
Показать ответ
Ответ
Короткое время выполнения заказа и низкий уровень запасов
Показать вопрос
Вопрос
Почему непрерывное производство помогает достичь экономии потока?
Показать ответ
Ответить
При поточном производстве одновременно может производиться большое количество товаров, что снижает себестоимость единицы продукции.
Показать вопрос
Вопрос
Что означает короткий срок поставки?
Показать ответ
Ответ
Короткое время выполнения заказа означает, что продукт может быть доставлен быстрее, что повышает удовлетворенность клиентов.
Показать вопрос
Вопрос
Какое время выполнения заказа?
Показать ответ
Ответить
Время между запуском и завершением производства товара
Показать вопрос
Вопрос
В чем опасность остановки в поточном производстве?
Показать ответ
Ответ
Если один этап работы выходит из строя, остальные тоже останавливаются.
Показать вопрос
Вопрос
Какие типы машин используются для потокового производства?
Показать ответ
Ответить
Специализированные машины, выполняющие только одну функцию на каждом этапе.
Показать вопрос
Вопрос
Каковы недостатки потокового производства?
Показать ответ
Ответ
Высокая стоимость установки
Показать вопрос
Вопрос
Почему поточное производство требует небольших запасов?
Показать ответ
Ответить
В поточном производстве продукция может производиться быстро. Таким образом, нет необходимости держать много запасов.
Показать вопрос
Вопрос
Поточное производство требует …
Показать ответ
Ответ
Низкоквалифицированный труд
Показать вопрос
Вопрос
Почему рабочие чувствуют себя демотивированными на производстве?
Показать ответ
Ответить
Поскольку работа повторяется
Показать вопрос
Вопрос
Назовите 5 продуктов, изготовленных с помощью непрерывного производства электронные товары
Показать вопрос
Вопрос
Как еще можно назвать поточное производство?
Показать ответ
Ответить
Серийное производство
Показать вопрос
Вопрос
Что такое производство точно в срок?
Показать ответ
Ответить
Точно в срок (JIT) — это производственный метод, при котором предприятие производит только то, что необходимо для поддержания минимального уровня запасов.
Показать вопрос
Вопрос
В чем основное преимущество производства «точно в срок»?
Показать ответ
Ответить
Сокращение складских затрат и отходов
Показать вопрос
Вопрос
Каковы требования к системе JIT?
Показать ответ
Ответить
Высокоэффективная система заказов.
Показать вопрос
Вопрос
Какая система заказов используется в производстве «точно в срок»?
Показать ответ
Ответить
Канбан
Показать вопрос
Вопрос
Что не является преимуществом производства точно в срок?
Показать ответ
Ответить
Нет буферного запаса
Показать вопрос
Вопрос
При использовании системы «точно в срок» заказы размещаются небольшими партиями, но чаще.
Показать ответ
Ответ
Показать вопрос
Вопрос
Что помогает предотвратить производство «точно в срок»?
Показать ответ
Ответ
Отмена заказа клиентом
Показать вопрос
Вопрос
Какая компания впервые внедрила метод производства «точно в срок»?
Показать ответ
Ответить
Toyota
Показать вопрос
Вопрос
Что такое производство рабочих мест?
Показать ответ
Ответить
Производство на заказ — это метод производства, при котором единовременно выполняется только один заказ.
Каждый заказ уникален и соответствует конкретным требованиям заказчика.Показать вопрос
Вопрос
Каковы характеристики продуктов, изготовленных с использованием рабочих мест?
Показать ответ
Ответить
Уникальный
Показать вопрос
Вопрос
Привести примеры производства работ
Показать ответ
Ответить
Портреты разных людей.
Архитектор создает планы домов для разных семей.
Аэрокосмический производитель современных ракет и космических аппаратов.
Показать вопрос
Вопрос
Что не является характеристикой производства работы?
Показать ответ
Ответить
Производство одноразовых, персонализированных продуктов
Показать вопрос
Вопрос
Почему кустарное производство приносит больше прибыли производителю?
Показать ответ
Ответ
Потому что клиенты готовы платить больше за высококачественные и персонализированные продукты или услуги
Показать вопрос
Вопрос
Некоторые услуги по производству рабочих мест требуют передовых технологий, в то время как другие требуют небольшого использования технологий или оборудования.
Показать ответ
Ответ
Показать вопрос
Вопрос
Приведите 3 примера высокотехнологичного производства рабочих мест?
Показать ответ
Ответить
- Кинопроизводство
- Строительство космического корабля
- Военная техника
Показать вопрос
Вопрос
Give 3 examples of low-tech job production
Show answer
Answer
Hairdressers
Dressmaking
Painting
Show question
Question
What are the advantages производства рабочих мест?
Показать ответ
Ответить
Высококачественная продукция
Показать вопрос
Вопрос
В чем недостатки производства на заказ для производителей?
Показать ответ
Ответ
- Высокая заработная плата, выплачиваемая высококвалифицированным работникам
- Высокие инвестиции во времени и ресурсах
- Использование специализированных машин
- . недостатки производства рабочих мест для потребителей?
Показать ответ
Ответить
- Более высокая плата за персонализированные товары
- Сложно найти замену
- Более длительное время ожидания
Показать вопрос
Вопрос
Какие фирмы могут взять на себя проект работы продукта?
Показать ответ
Ответить
Обычно небольшие фирмы или один специалист, но некоторые более крупные компании также могут оказывать услуги по производству рабочих мест.
Показать вопрос
Вопрос
Что противоположно производству рабочих мест?
Показать ответ
Ответить
Массовое производство
Показать вопрос
Вопрос
Дать определение трудоемкой деятельности.
Показать ответ
Ответить
Действия, для выполнения которых требуется большое количество труда, называются трудоемкими видами деятельности .
Показать вопрос
Вопрос
Если стоимость рабочей силы выше, чем другие расходы, понесенные бизнесом, это считается _____________.
Показать ответ
Ответ
трудоемкая деятельность
Показать вопрос
Вопрос
Трудоемкие процессы имеют _____ фиксированные затраты и _____ переменные затраты.
Показать ответ
Ответ
низкий, высокий
Показать вопрос
Вопрос
Приведите несколько примеров трудоемкой деятельности.
Показать ответ
Ответить
Деятельность в сфере строительства, здравоохранения и сельского хозяйства – это лишь несколько примеров трудоемкой деятельности.
Показать вопрос
Вопрос
Что такое капитал?
Показать ответ
Ответить
Капитал — это богатство, которым владеет лицо или организация в виде денежных средств или других активов.
Капитал в бизнесе может включать оборудование, здания, патенты, авторские права, акции, облигации, денежные средства и т. д., принадлежащие физическому лицу или организации.
Показать вопрос
Вопрос
Дайте определение капиталоемкой деятельности.
Показать ответ
Ответ
Виды деятельности, требующие больших капиталовложений по сравнению с другими видами деятельности, называются капиталоемкими видами деятельности .
Показать вопрос
Вопрос
Увеличение объемов производства в капиталоемких видах деятельности обходится дороже из-за стоимости оборудования и необходимых ресурсов. Правда или ложь?
Показать ответ
Ответ
Показать вопрос
Вопрос
Отрасли, работающие в капиталоемком секторе, должны производить продукцию в больших количествах, чтобы получить адекватную отдачу от инвестиций.
Верно или неверно?
Показать ответ
Ответ
Показать вопрос
Вопрос
Постоянные затраты _____, а переменные затраты _____ для капиталоемких операций.
Показать ответ
Ответ
высокий, низкий
Показать вопрос
Вопрос
Назовите несколько примеров капиталоемкой деятельности.
Показать ответ
Ответить
Производство автомобилей, добыча нефти и производство стали — вот некоторые примеры капиталоемких видов деятельности.
Показать вопрос
Вопрос
Приведите несколько примеров капитала в бизнесе?
Показать ответ
Ответить
Оборудование, здания, патенты, авторские права, акции, облигации, денежные средства и т. д., принадлежащие физическому лицу или организации, являются примерами капитала в бизнесе.
Показать вопрос
Вопрос
________ интенсивная деятельность имеет высокие входные барьеры.
Показать ответ
Ответить
Заглавная
Показать вопрос
Вопрос
Укажите причину высоких барьеров входа в капиталоемкие предприятия.
Показать ответ
Ответить
Высокие входные барьеры вызваны большими объемами финансовых ресурсов или капитала, необходимых для открытия такого бизнеса.
Показать вопрос
Вопрос
Капиталоемкая деятельность может производить большее количество продуктов, поскольку большинство задач автоматизированы.
Правда или ложь?Показать ответ
Ответ
Показать вопрос
Подробнее о производственном процессе
Откройте для себя подходящий контент для ваших предметов
Не нужно обманывать, если у вас есть все необходимое для успеха! Упаковано в одно приложение!
Учебный план
Будьте идеально подготовлены вовремя с индивидуальным планом.
Тесты
Проверьте свои знания с помощью игровых тестов.
Карточки
Создавайте и находите карточки в рекордно короткие сроки.
Заметки
Создавайте красивые заметки быстрее, чем когда-либо прежде.
Учебные наборы
Все учебные материалы в одном месте.
Документы
Загружайте неограниченное количество документов и сохраняйте их в Интернете.
Study Analytics
Определите сильные и слабые стороны вашего исследования.
Еженедельные цели
Ставьте индивидуальные учебные цели и зарабатывайте баллы за их достижение.
Умные напоминания
Хватит откладывать на потом наши напоминания об учебе.
Награды
Зарабатывайте очки, открывайте значки и повышайте уровень во время учебы.
Волшебный маркер
Создавайте карточки в заметках полностью автоматически.
Умное форматирование
Создавайте самые красивые учебные материалы, используя наши шаблоны.
Система непрерывного производства | Характеристики | Типы | Достоинства | Demerits
СОДЕРЖАНИЕ
- Непрерывная производственная система
- Характеристики непрерывной производственной системы
- Типы непрерывного производства
- 1. Массовое производство
- 2. Производство
- 3. Сборка. Производственная система
- Недостатки непрерывной производственной системы
- Пригодность системы непрерывного производства
Система непрерывного производства
Система непрерывного производства предполагает непрерывный или почти непрерывный физический поток материалов. Он использует машины специального назначения и производит стандартные изделия в больших количествах. Примерами являются нефтехимическая, цементная, сталелитейная, сахарная промышленность и производство удобрений и т. д.
Система непрерывного производства – характеристики, типы, достоинства, недостатки, пригодность
В системе непрерывного производства изделия производятся для запасов, а не для конкретных заказов.
Прежде чем планировать производство на складе, составляется прогноз продаж для оценки вероятного спроса на продукт, и составляется основной график для корректировки прогноза продаж на основе прошлых заказов и уровня запасов. Здесь входные данные стандартизированы, и можно принять стандартный набор процессов и последовательность процессов. Благодаря этому можно стандартизировать маршрутизацию и планирование всех процессов.После составления основного производственного графика выполняется подробное планирование. Записывается основная производственная информация и ведомость материалов. Информация для графиков загрузки машин, оборудования, потребности в персонале и материалах сведена в таблицу. При непрерывном производстве каждая партия продукции изготавливается партиями, а производственный процесс осуществляется в определенной последовательности операций в заданном порядке. В процессе хранения нет необходимости, что, в свою очередь, снижает затраты на погрузочно-разгрузочные работы и транспортировку.
В системе используется метод «первым пришел – первым обслужен».Характеристики системы непрерывного производства
1. Производится стандартная продукция, которая пользуется большим спросом в течение всего года.
2. Используются стандартизированные материалы и стандартизированная последовательность операций, станки и оборудование.
3. Более эффективное разделение труда.
4. Минимальная и постоянная обработка материала.
5. Минимальный поток работ в любой момент времени.
6. Небольшие незавершенные работы.
7. Возможно использование методов повышения производительности.
8. Возможна минимальная себестоимость продукции за единицу.
9. Осуществляется жесткий контроль качества.
10. Требуется дополнительное обслуживание.
Типы непрерывного производства
Существует три типа непрерывного производства, а именно массовое производство, непрерывное производство и сборочное производство.
1.
Массовое производствоПри этом виде непрерывного производства в больших количествах производится только один вид продукции или максимум два-три вида, так как большое внимание не уделяется заказам потребителей. Стандартизация продукта, процесса, материалов, машин и непрерывный поток материалов являются основными характеристиками этой системы.
Система массового производства используется в ряде отраслей, где производство осуществляется без перерыва. Электронная, электрическая, автомобильная, велосипедная и контейнерная промышленность – вот лишь несколько примеров отраслей массового производства.
Система массового производства обеспечивает экономию за счет масштаба, поскольку объем выпускаемой продукции велик. Качество продукции стремится быть однородным и высоким за счет стандартизации и механизации. В правильно спроектированном и оборудованном процессе; индивидуальный опыт играет менее заметную роль. Конечно, точный уровень качества зависит от систем контроля качества и политики управления завода.
2. Непрерывное производство
Эта система используется для производства тех изделий, спрос на которые является постоянным и высоким. Здесь одно сырье может быть преобразовано в разные виды продукции на разных стадиях производственного процесса, например, при переработке сырой нефти на НПЗ — мы получаем керосин, бензин и т. д., на разных стадиях производства. На основе характера производственного процесса производственный поток можно классифицировать на
- Аналитический производственный процесс и
- Синтетический процесс производства.
Аналитический производственный процесс : В аналитическом производственном процессе сырье разбивается на различные продукты. Например, сырая нефть анализируется на газ, нафту, бензин и т. д. Аналогичным образом уголь перерабатывается для получения кокса, угля, газа, каменноугольной смолы и т. д.
Синтетический процесс производства : Синтетический процесс производства на с другой стороны, включает смешивание двух или более материалов для производства продукта.
Например, лауриновая кислота, миристиновая кислота, плазматическая кислота, стеариновая кислота, линолевая кислота и т. д. синтезируются для производства мыла.3. Сборочное производство
В процессе сборки два или более компонента объединяются для производства готового продукта. Изготовленные детали соединяются в подсборки или окончательные сборки. Такой процесс используется при сборке автомобилей, радиоприемников, телевизоров, велосипедов, часов, фотоаппаратов и т. д.
Сборочная линия представляет собой тип поточного производства, который был разработан в автомобильной промышленности США. Производственное подразделение предпочитает разрабатывать и использовать сборочной линии, потому что это помогает повысить эффективность производства. Использование поточных методов производства приводит к снижению себестоимости. Сборочная линия особенно удобна, когда ограниченное количество подобных продуктов должно производиться в массовом масштабе или довольно большими партиями на регулярной или непрерывной основе.
В любой производственной системе самым важным решением является правильное расположение сборочной линии. Конструкция сборочной линии включает в себя надлежащую балансировку технологии и других производственных мощностей, чтобы разработать рациональный подход для оптимизации результатов. Конструкция сборочной линии во многом зависит от дизайна продукта и места производства. Для разработки сборочной линии машины располагаются с учетом следующих соображений:
- скорость потока работ
- направление производственных операций
- неудобство и комфорт операторов или рабочих
- наличие средств обслуживания, таких как вода, электричество, сжатый воздух, кислород и т. д.
- спрос и предложение материалов.
На сборочной линии каждая машина должна напрямую получать материал от предыдущей машины и передавать его непосредственно следующей машине. Поэтому расположение машин автоматически регулируется последовательностью операций.
Машины и оборудование должны быть расположены таким образом, чтобы каждый оператор имел свободный и безопасный доступ к каждой машине. Должны быть предусмотрены места для свободного движения вилочных погрузчиков, грузовиков и т. д., которые доставляют материалы и собирают готовую продукцию. Проход не должен быть заблокирован, а рабочие не должны подвергаться опасности быть сбитыми движущимися тележками и т. д. В то же время должно быть коммерческое использование площади.
Конвейерный процесс используется при сборке автомобилей, радиоприемников, телевизоров, компьютеров и других электрических и электронных изделий.
Преимущества системы непрерывного производства
1. Снижение трудозатрат,
2. Высокая точность,
3. Уменьшение объемов обработки материалов,
4. Простой процесс управления,
5. Минимальные потери,
6.материалы/управление запасами,
7. Более высокая окупаемость инвестиций.
Недостатки системы непрерывного производства
1.