Heckert fss 400: FSS-400 станок консольно-фрезерный вертикальный. Паспорт, схемы, характеристики, описание
alexxlab | 19.08.1985 | 0 | Разное
FSS-400 станок консольно-фрезерный вертикальный. Паспорт, схемы, характеристики, описание
Сведения о производителе консольно-фрезерного станка FSS-400
Вертикальные консольно-фрезерные станки FSS-400 производились на машиностроительном заводе “Fritz Heckert” в городе Карл-Маркс-Штадт (Хемниц) ГДР.
В 1993 году Гомельский станкостроительный завод им. С. М. Кирова, СтанкоГомель заключил долговременное лицензионное соглашение с фирмой “Heckert” по производству на заводе гаммы консольно-фрезерных станков серии FW, FU, FSS.
В настоящее время ОАО “СтанкоГомель” (Гомельский станкостроительный завод им. С.М. Кирова) выпускает вертикальные консольно-фрезерные станки под маркой FSS-450MR (FSS-400).
В России (СССР) аналогичные станки 6Т13 (6Р13) выпускаются предприятием Горьковский завод фрезерных станков.
FSS-400 Вертикальный консольно-фрезерный станок общего назначения. Назначение и область применения
Вертикальные консольно-фрезерные станки модели FSS-400 являются аналогами вертикальных фрезерных станков – 6Т13 и FSS450MR.
Консольно-фрезерные станки FSS-400 могут использоваться как для серийного, так и для штучного производства. Благодаря мощной конструкции и широкому числу оборотов на них могут обрабатываться детали из стали, чугуна и лёгких металлов инструментами из быстрорежущей стали и твердосплавными инструментами.
Принцип работы и особенности конструкции станка
FSS-400Возможно фрезерование как встречное, так и попутное (только с гидравлическим механизмом попутной подачи).
Гидравлическое опускающее устройство позволяет автоматически опускать деталь относительно инструмента при ускоренном отводе. Таким образом, сохраняется качество полученной поверхности изделия и лучше сохраняется инструмент. По окончании ускоренного отвода деталь возвращается в первоначальное положение.
Фрезерный шпиндель при отключении его привода останавливается после свободного резания посредством электрического дискового тормоза.
Управление производится c подвесного пульта управления.
Станки FSS-400 оборудованы электромеханическими натяжными устройствами.
Специальные приспособления и устройства расширяют область применения для специальных заданий обработки.
Станки FSS-400 позволяют вести обработку стали и чугуна в автоматических циклах:
- Маятниковое фрезерование
- Фрезерование с ускоренным перескоком
- Фрезерование по прямоугольному циклу в трех плоскостях
На станках данной серии шпиндельная голова поворачивается в обе стороны на 45˚, что позволяет расширить функциональность оборудования.
К основным достоинствам данных фрезерных станков относится:
- Простота в управлении станком
- Неприхотливость в эксплуатации
- Жесткость конструкции
- Повышенная износостойкость накладок направляющих
- Максимальная нагрузка на стол до 1500 кг, что позволяет вести обработку крупногабаритных деталей
- Наличие механизма опускания консоли исключает касание инструментом обработанной поверхности при обратном ускоренном ходе стола
- Наличие механизма зажима стола при попутной подаче в продольной координате обеспечивает необходимую жесткость и исключает вибрацию
- Устанавливаемые ШВП позволяют достигать высокую точность перемещений, что позволяет устанавливать на станки системы УЦИ и ЧПУ по желанию заказчика
- Основные узлы изготавливаются из чугуна марки СЧ25, имеют оптимальную форму и большую жесткость
- Модульная конструкция максимально облегчает ремонт станка в случае его необходимости
Фторопластовое покрытие направляющих стола и стойки обладает хорошими антифрикционными свойствами и антизадирной способностью, что позволяет обеспечить стабильность параметров точности в течение длительного времени.
Фрезерование на станке FSS-400 методом попутной подачи позволяет осуществлять эффективную обработку глубоких пазов и деталей из высокопрочных материалов. Высокие характеристики точности вертикально-фрезерного станка позволяют производить детали самого высокого качества; например, неплоскостность поверхности стола на всей длине не превышает 16 мкм.
Вертикальный консольно-фрезерный станок FSS-400 позволяет вести обработку деталей из стали и чугуна в автоматических циклах горизонтально закрепленными фрезами и дисковыми фрезами, закрепленными на оправке.
Модификации и обозначения консольно-фрезерных станков:
Размеры рабочего стола консольно-фрезерных станков FSS-400:
- FSS-400 = стандартный размер стола: 400 х 1600 мм
- FSS-400 = увеличенный размер: 400 х 2000 мм
- FSS-400 = увеличенный размер: 450 х 1800 мм
Размеры рабочего стола консольно-фрезерных станков FSS-315:
- FSS-315 = стандартный размер стола: 315 х 1250 мм
- FSS-315 = увеличенный размер: 315 х 1400 мм
- FSS-315 = увеличенный размер: 375 х 1600 мм
Стойка станка FSS-400 может иметь повышенную высоту на 150 мм и на 230 мм.
- FSS-400 = Z + 0 – Стандартная высота. Расстояние между торцом шпинделя и столом: 100..500 мм.
- FSS-400 = Z + 150 – Повышенная высота. Расстояние между торцом шпинделя и столом: 100..650 мм.
- FSS-400 = Z + 230 – Повышенная высота. Расстояние между торцом шпинделя и столом: 100..730 мм.
Стойка станка FSS-315 может иметь повышенную высоту на 150 мм.
- FSS-315 = Z + 0 – Стандартная высота. Расстояние между торцем шпинделя и столом: 100..500 мм.
- FSS-315 = Z + 150 – Повышенная высота. Расстояние между торцем шпинделя и столом: 100..650 мм.
Пояснение обозначения типового ряда станков серии FSS, FU, FW
- Тип станка
- F = Фрезерный станок
- SS = вертикальный консольно-фрезерный станок
- U = универсальный консольно-фрезерный станок
- W = горизонтальный консольно-фрезерный станок
- 315 – для станков с размером стола 315 х 1250 (315 х 1400, 375 х 1600) мм
- 400 – для станков с размером стола 400 х 1600 (400 х 2000, 450 х 1800) мм
- 350 – для станков с размером стола 315 х 1250 мм
- 450 – для станков с размером стола 400 х 1600 мм
Пример обозначения консольно-фрезерных станков:
- FSS-400 = станок вертикальный консольно-фрезерный с размером стола 400 х 1600 мм
- FSS-315 = станок вертикальный консольно-фрезерный с размером стола 315 х 1250 мм
- FSS-400/2 = станок вертикальный консольно-фрезерный с размером стола 400 х 1600 мм
- FU-400 = станок универсальный консольно-фрезерный с размером стола 400 х 1600 мм
- FU-315 = станок универсальный консольно-фрезерный с размером стола 315 х 1250 мм
- FW-400 = станок горизонтальный консольно-фрезерный с размером стола 400 х 1600 мм
- FW-315 = станок горизонтальный консольно-фрезерный с размером стола 315 х 1250 мм
Российские и зарубежные аналоги станка FSS-400
FSS350MR, FSS450MR – 315 х 1250, 400 х 1250 – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J. S.Co. – Kazanlak, Арсенал АД, Болгария
S.Co. – Kazanlak, Арсенал АД, Болгария
FSS-400 Габарит рабочего пространства консольно-фрезерного станка
Габарит рабочего пространства фрезерного станка fss-400
Габарит рабочего пространства консольно-фрезерных станков FSS-400:
- FSS-315/400 = Стандартная высота z + 0: b = 100..500 мм
- FSS-315/400 = Повышенная высота z + 150: b = 100..650 мм
- FSS-315/400 = Повышенная высота z + 230: b = 100..730 мм
- FSS-315/400 = Размер стола 400х1600 (стандартный): a = 240..1360 мм, c = 23 мм
- FSS-315/400 = Размер стола 400х2000: a = 340..1160 мм, c = 23 мм
- FSS-400 = Размер стола 450х1800: a = 240..1560 мм, c = 20 мм
FSS-400 Габаритные размеры вертикального консольно-фрезерного станка
Габаритные размеры вертикального фрезерного станка fss-400
Габаритные размеры консольно-фрезерных станков FSS-400:
- FSS-400 = Стандартная высота z + 0: a = 2680 мм, b = 1315 мм, c = 2290 мм, d = 200 мм, e = 1550 мм
- FSS-400 = Повышенная высота z + 150: a = 2830 мм, b = 1445 мм, c = 2440 мм, d = 350 мм, e = 1550 мм
- FSS-400 = Повышенная высота z + 230: a = 2910 мм, b = 1445 мм, c = 2520 мм, d = 430 мм, e = 1550 мм
Габаритные размеры консольно-фрезерных станков FSS-315:
- FSS-315 = Стандартная высота z + 0: a = 2670 мм, b = 1315 мм, c = 2210 мм, d = 200 мм, e = 1550 мм
- FSS-315 = Повышенная высота z + 150: a = 2820 мм, b = 1445 мм, c = 2360 мм, d = 350 мм, e = 1550 мм
FSS-400 Общий вид вертикального консольно-фрезерного станка
Фото вертикального фрезерного станка fss-400
Фото вертикального фрезерного станка fss-400
Фото вертикального фрезерного станка fss-400
FSS-400 Расположение составных частей консольно-фрезерного станка
Расположение основных узлов фрезерного станка fss-400
Перечень составных частей консольно-фрезерного станка FSS-400
Конструкция и принцип действия консольно-фрезерного станка FSS-400
Механические узлы
Основная плита и стойка
Основная плита (основание) и стойка привинчены друг к другу. На передней стороне стойки на широкой направляющей скользит консоль.
На передней стороне стойки на широкой направляющей скользит консоль.
На основную плиту опирается ходовой винт для движения консоли (вертикально, ось z). Одновременно опорная плита выполнена» как бак для охлаждающей жидкости. Задняя стенка стойки закрыта дверцей. У станков FW/FU 315/400 на стойке крепится контропора, а у FSS 315/400 – поворотная шпиндельная головка. На правой стороне стойки привинчен распределительный шкаф.
Главный привод
В стойку встроены главная передача и главный двигатель (Рис. 5/1 … 5/3). Фрезерный шпиндель приводится в действие электродвигателем через клиновые ремни и 18-ти ступенчатую передачу с передвижными зубчатыми колёсами. Двигатель привинчен к балансиру, путём его перемещения натягиваются клиновые ремни.
Привод и опоры фрезерного станка fss-400
Шпиндельная головка станка FSS 315/400
Поворотная шпиндельная головка вертикального консольно-фрезерного станка FSS 315/400 закреплена на стойке и имеет одну консоль (Рис. 4/9; Привод: Рис. 5/3).
4/9; Привод: Рис. 5/3).
Контропора с серьгами у станков FW/FU 315/400
Контропора перемещается в призме стойки и жёстко зажата. Её можно переместить параллельно к оси фрезерного шпинделя.
Обе серьги (“106”, Рис. 4/8), для подпорки длинных фрезерных оправок, можно перемещать по направляющей контропоры в требуемое положение и зажимать. При применении коротких инструментов можно подшипники контропоры снимать. Радиальный зазор регулируемой втулки в серьге (подшипник скольжения) регулируем.
Консоль
Консоль может перемещаться только по оси Z. Она направляется по стойке и приводится в движение вертикальным ходовым винтом. Во избежание падения консоли из-за износа вертикальной маточной гайки встроена упорная гайка. Эта вторая закаленная гайка действует, если маточная гайка изношена или поломана. Таким образом, оператор и станок защищены от опасностей (повреждений).
Консоль направляет крестовый суппорт или салазки поворотной части у FU 315/400.
В консоли находятся:
- Механизм подачи по осям X, Y и Z
- Механизм опускания консоли
- Ручное перемещение
- Привод подачи к осям X, Y и Z
Механизм подачи
Подача по осям X, Y и Z производится от одного электродвигателя через 18-ти ступенчатую передачу. На валу VII находятся рядом с механической предохранительной муфтой две электромагнитные муфты для передачи подачи и ускоренного хода на консольные валы. Зубчатые колеса переключаются на валу II, IV и V. Механизм подачи имеет отдельную смазку шестеренчатым насосом на валу II (циркуляционная смазка).
На валу VII находятся рядом с механической предохранительной муфтой две электромагнитные муфты для передачи подачи и ускоренного хода на консольные валы. Зубчатые колеса переключаются на валу II, IV и V. Механизм подачи имеет отдельную смазку шестеренчатым насосом на валу II (циркуляционная смазка).
Крестовый суппорт
Для движения по оси Y крестовый суппорт направляется по консоли. Он держит в верхней части направляющую для стола для движения по оси X. Этим обеспечивается прямоугольность между осями X и У. Привод для движения по оси X осуществляется в крестовом суппорте через зубчатый вал, цилиндрическое и коническое колесо до шлицевого вала и шпинделя в столе (Рис. 5/4).
Продольное движение стола можно выключить при помощи переключающей системы рычагов в крестовой салазке. Этим возможен привод от аппаратов на столе до гладкого вала через левый подшипник стола. Кроме того, на крестовой салазке находится механизм попутной подачи для оси X и на передней стороне находится кнопка для управления зажимным устройством. Только у FU 315/400 стол поворачиваем. Вместо крестовой салазки имеются салазка поворотной части и поворотная часть.
Только у FU 315/400 стол поворачиваем. Вместо крестовой салазки имеются салазка поворотной части и поворотная часть.
Стол
Стол скользит на продольных направляющих крестового суппорта. Направляющие скольжения, а также приводные элементы смазываются со стороны консоли (насос на механизме подачи) через смазочное устройство на крестовом суппорте. Для закрепления деталей или зажимных приспособлений, а также дополнительного устройства (настольные аппараты) имеются Т-образные пазы. На столе имеются канавки для стока охлаждающей жидкости.
Конструкция и принцип действия вспомогательных узлов
Механизм опускания консоли
Механизм опускания консоли работает от гидравлики и находится справа в консоли. При повороте рукоятки в опоре вертикального шпинделя консоль опускается на 0,7 мм. Это выполняется совершенно автоматически при ускоренном ходе и при соответствующем предварительном выборе. Опускание консоли на 0,7 мм можно измерить стрелочным индикатором между столом и фрезерным шпинделем. По окончании ускоренного хода консоль автоматически поднимается
По окончании ускоренного хода консоль автоматически поднимается
Нормальный уровень масла в консоли является предпосылкой для надёжного функционирования гидросистемы механизма опускания консоли. Принцип действия показан на рис. 5/8. Если всё же устройство не действует при нормальном уровне масла, то следует из гидросистемы удалить воздух согласно раздела 4.2.8.
Устройство для фрезерования с попутной подачей
Для обработки при попутном фрезеровании необходим минимальный зазор между шпинделем стола и гайкой. Это достигается гидравлическим устройством для фрезерования с попутной подачей, которое системой рычагов давит на маточную гайку для попутного фрезерования, прилегающей на стороны профиля резьбы шпинделя стола (Рис. 5/7). Нормальный уровень масла является предпосылкой для надёжного функционирования гидросистемы. Устройство работает при движении подачи влево или вправо автоматически и отключается при ускоренном ходе для сохранения маточной гайки стола.
Устройство охлаждающей жидкости
Основная плита станка служит баком для жидкости. Насос для подачи охлаждающей жидкости привинчен к основной плите и доступен после открытия задней дверцы стойки. Насос может перекачивать масло для смазки и охлаждения режущего инструмента или эмульсию. Охлаждающая жидкость направляется через трубопровод к сливному соплу. У станков FSS 315/400 проток по спирали c запорным краном закреплен на шпиндельной головке, а у станков FW/FU 315/400 – на серьге. Охлаждающая жидкость течёт назад от стола через крестовую салазку, трубопровод, консоль и телескопическую трубу в основную плиту.
Насос для подачи охлаждающей жидкости привинчен к основной плите и доступен после открытия задней дверцы стойки. Насос может перекачивать масло для смазки и охлаждения режущего инструмента или эмульсию. Охлаждающая жидкость направляется через трубопровод к сливному соплу. У станков FSS 315/400 проток по спирали c запорным краном закреплен на шпиндельной головке, а у станков FW/FU 315/400 – на серьге. Охлаждающая жидкость течёт назад от стола через крестовую салазку, трубопровод, консоль и телескопическую трубу в основную плиту.
Механизм для замедленного хода
Механизм для замедленного хода (специсполнение, Рис. 5/6) приводится в действие шестерней вала II механизма подачи и включается или выключается электромагнитной муфтой.
Передача скорости замедленного хода на оси X, Y или Z производится через цилиндрическое колесо центр X. Конечный выключатель (S9) предотвращает переключение на замедленный ход, если скорость подачи меньше 63 мм/мин. Он находится за шкалой для скоростей подачи.
Для предотвращения поломки зубьев в механизме для замедленного хода в центре VIII встроена предохранительная муфта.
Обратное ручное перемещение
Специальное исполнение с обратным ручным перемещением возможно только у консольно-фрезерных станков FSS 400.
FSS-400 Расположение органов управления консольно-фрезерным станком
Расположение органов управления консольно-фрезерным станком fss-400
Описание элементов управления станком FSS-400
Электрические элементы управления расположены в основном централизованно. Консольно-фрезерные станки имеют поворотное табло управления 260 и панель управления 261 на левой боковой стенке распределительного шкафа (см. рис. 4/7).
Из-за поворотного табло управления место обслуживания может быть изменяемым и его можно согласовывать для необходимой потребности. На табло управления находятся все электрические элементы управления, необходимые для вызова рабочих процессов. Панель управления на боковой стенке распределительного шкафа позволяет в основном выполнить предварительный выбор этих рабочих процессов.
Для штучных заготовок можно вызывать все движения от руки на табло управления. Для серийных заготовок возможно использование кулачкового управления. При этом старт цикла обработки также производится от руки. Затем цикл обработки протекает автоматически, согласно установленных командных упоров.
Механические элементы управления размещены по всему станку и служат в основном для наладки станка для специфического производственного задания.
FSS-400 Пульт управления консольно-фрезерного станка
Пульт управления консольно-фрезерного станка fss-400
Электрические элементы управления
Электрическими элементами управления и индикации являются многопозиционные переключатели, нажимные кнопки, светящиеся «кнопки, сигнальные лампочки и для функции аварийный стоп предназначен блокирующий переключатель. Достигнута высокая концентрация элементов управления на поворотном табло управления и на панели управления у распределительного шкафа.
Децентрализовано расположены только главный выключатель на распределительном шкафу, а также толчковые кнопки для фрезерного привода, привода подачи и электрического зажимного приспособления, которые находятся на станке. Толчковые кнопки находятся непосредственно у механических узлов, управление которых они делают возможным.
Толчковые кнопки находятся непосредственно у механических узлов, управление которых они делают возможным.
Механические элементы управления
В качестве механических элементов управления на узлах станка имеются шестигранники, зажимные винты, установочные болты, рукоятки и маховички. Для шестигранников, зажимных винтов и установочных болтов можно применять стандартные инструменты управления и поставляемую рукоятку.
Управление фрезерным станком FSS-400. Установка работоспособности
- Включение главного выключателя QO. Главный выключатель находится на правой стороне распределительного шкафа. Он может быть защищен от постороннего включения при помощи автоматического замка. Включенное состояние главного выключателя сигнализируется сигнальной лампочкой, но на табло управления. Оператор, покидая станок должен всегда выключать главный выключатель. Главный выключатель своей размерностью позволяет отключение станка при нагрузке. В случае опасностей он используется как устройство аварийного отключения.

- Нажать светящуюся кнопку “Управление ВКЛ.” (S54, Н54)
Светящаяся кнопка находится на панели управления у левой боковой стенки распределительного шкафа 261 (смотрите рис. 4/7). Работоспособность управления станка сигнализируется светящейся кнопкой “Управление ВКЛ.” (S54, Н54)
Предпосылками для работоспособности являются закрытая дверь стойки (контролируется с S52), не нажатая кнопка аварийного стопа (S50), а также безошибочно работающая система управления. Если одна или несколько предпосылок не даны, тогда вызывается функция аварийный стоп. После установки исходного положения нажать заново кнопку “Управление ВКЛ.”
Предварительный выбор режима работы многопозиционными переключателями
Многопозиционные переключатели позволяют выполнять предварительный выбор различных рабочих процессов. Многопозиционные переключатели S81, S82 и S83 , которые часто включаются, находятся на поворотном табло управления 260 (см. рис. 4/10). Многопозиционные переключатели S85, S86, S87, S88 и S89, служащие для предварительного выбора технологических параметров, расположены на панели управления на левой боковой стенке распределительного шкафа 261 (см. рис. 4/П).
рис. 4/П).
Необходимо учесть, чтобы многопозиционные переключатели включались только в состоянии покоя станка.
Отдельные многопозиционные переключатели выполняют нижеследующие функции: (Оцифровка положения переключателя начинается слева по часовой стрелке)
Кнопочное управление
На подвесном пульте управления 260 (см. рис. 4/10) расположенные кнопки служат для пуска и останова всех движений станка. При этом осуществляются рабочие процессы, вызванные многопозиционными переключателями.
Кнопки от S61 до S67 выполнены светящимися кнопками, причем встроенные контрольные лампы Н61 до Н67 сигнализируют выбранную или сработанную функции.
Аварийный стоп
Нажимая на кнопку “Аварийный стоп” S50 в случае опасности моментально останавливаются все движения станка. Так как фрезерный шпиндель по инерции не вращается, то не происходит свободное резание инструмента, находящегося в работе. До включения прерванного направления подачи необходимо стол, крестовый суппорт или консоль сначала переместить на незначительное расстояние в противоположном направлении. Этим предотвращается повреждение или разрушение режущих кромок.
Этим предотвращается повреждение или разрушение режущих кромок.
Необходимо причины, вызывающие опасность, немедленно и до повторного включения системы управления устранить.
Повторное включение системы управления выполняется при помощи нажатия светящейся кнопки “Управление ВКЛ.” (S54, Н54).
Станок выключить
Нажатием кнопки “Станок ВЫКЛ.” (S60) моментально отключаются движения станка. Фрезерный шпиндель ещё некоторое время вращается по инерции для достижения свободного резания инструмента. Эта функция останова для окончания рабочего процесса выполняется от руки. Командные упоры – стоп вызывают одинаковую функцию.
Режим “Работа”
Режим “Работа” (S81, положение 3). Все начатые движения выполняются самостоятельно до их изменения или прерыванием при помощи “Станок ВЫШЕ”. В этом режиме работы управляющие кулачки могут применяться для управления автоматическим режимом работы.
Вызов одного движения:
- Предварительный вызов оси, нажатием одной светящейся кнопки “ось X” (S61, H61) или ” ось Y” (S62, Н62) или ” ось Z” (S63, Н63)
- Предварительный вызов скорости
- Срабатывание предварительно вызванного движения, при нажатии одной светящейся кнопки “Направление +” (S64, H64) или “Направление” (S65, Н65)
Подача: нет предварительного выбора
Ускоренный ход: нажатие светящейся кнопки “Ускоренный ход” (S67, Н67)
Замедленный ход: нажатие светящейся кнопки “Замедленный ход” (S66, H66)Упорядочение направлений движения к осям указано на табличке станка, находящейся в левом верхнем углу поворотного табло управления.
Изменение скорости при движении с подачей: нажать соответствующую кнопку направления (S64 или S65), с ускоренным ходом: нажать S67, с замедленным ходом: нажать S66
Изменение направления движения при движении. Нажать кнопку для противоположного направления (S64 или S65). Движение в противоположном направлении продолжается с подачей.
“Кратковременный ПУСК”
“Кратковременный ПУСК” (S81, положение 1)
Начатое движение производится с кратковременным пуском, это значит только до тех пор, пока нажимается кнопка выбора направления.
Вызов одного движения – Выполняется как при режиме работы “Работа” (см. выше)
Изменить выбранные движение, скорость и ось можно только нажатием на кнопку S60 и новым предварительным выбором.
Режим “Наладка”
Режим “Наладка” (S81, положение 2)
В этом режиме работы включается только вращение фрезы.
Для наладки станка можно все оси перемещать при помощи кривошипной рукоятки (см. 4.2.12).
4.2.12).
– Нажатием одной кнопки направления (S64 или S65) включается движение фрезы с выбранным направлением вращения.
Кнопки для предварительного выбора осей и скорости неэффективны.
– Кнопка S60 служит для останова вращения фрезы.
Специальная функция
В распределительном шкафу находится переключатель S90.
В положении “Без вращения фрезы” он позволяет эксплуатацию станка в режимах работы “Работа” и “Кратковременный пуск” без вращения фрезы (многопозиционный переключатель S81 в положении переключения 3 или 1).
На основании имеющейся опасности переключатель S90 находится в распределительном шкафу и он должен обслуживаться обученным персоналом.
Если распределительный шкаф замкнут, то переключатель S90 должен обязательно находиться в положении “Вращение фрезы”.
Выбор числа оборотов
Установка числа оборотов фрезерного шпинделя выполняется вращением рукоятки переключения 101 (рис. 4/5 до 4/7). Один оборот рукоятки влево или вправо вызывает переключение на одну ступень числа оборотов. Можно переключать из высокого числа оборотов на низкое и наоборот. Каждое переключение числа оборотов указывается на шкале. Переключать разрешается только при выключенной подаче.
Можно переключать из высокого числа оборотов на низкое и наоборот. Каждое переключение числа оборотов указывается на шкале. Переключать разрешается только при выключенной подаче.
Если рукоятка не прокручивается, так как в передаче имеется зубчатое зацепление, тогда кратковременным нажатием кнопки “Кратковременный пуск” S56 (рис. 4/5 до 4/7) можно вызвать вращение передачи.
Выбор подачи
Скорость подачи устанавливается поворотом рукоятки переключения 117 (рис. 4/5 до 4/7). Один оборот рукоятки вправо или влево вызывает переключение на одну ступень подачи. Можно переключать с высокой ступени подачи на низкую и наоборот. Указанная на шкале скорость подачи действительна только для продольного перемещения и поперечного перемещения. Скорость подачи по вертикальной оси составляет только уз указанного значения. Переключать можно только тогда, если передача находится в состоянии покоя! Если рукоятка не проворачивается, так как в передаче имеется зубчатое зацепление, тогда коротким нажатием на кнопку “Кратковременный пуск” S57 (рис. 4/5 до 4/7) можно вызвать вращение передачи.
4/5 до 4/7) можно вызвать вращение передачи.
Приспособление для подачи охлаждающего средства
Бак для охлаждающей жидкости у консольно-фрезерных станков (FW, FU ИЛИ FSS ) находится на базовой плите. Этот бак закрыт крышками 121. Насос для подачи охлаждающей жидкости привинчен к базовой плите и доступ к нему возможен после открытия задней дверцы стойки.
Охлаждающее средство подается от насоса через шланг в стойке сзади справа над консольно-фрезерным станком до передней левой стороны управления. У станков FSS спираль расхода с выпускным сопло прикреплено к шпиндельной головке, а у станков FW и FU – к контропоре. Расположение’ зажимной скобы на призме для направляющих контропоры может быть произвольным.
Муфтовый кран 105 в подводящем трубопроводе позволяет регулировать количество жидкости до полного запирания трубопровода без отрицательного действия на насос для подачи охлаждающей жидкости. Назад охлаждающее средство течет со стола через крестовый суппорт, трубопровод, консоль и телескопическую трубку в базовую плиту. Насос для охлаждающей жидкости может перекачивать масло для охлаждения или эмульсию.
Насос для охлаждающей жидкости может перекачивать масло для охлаждения или эмульсию.
Управление:
- Многопозиционный переключатель S83 (рис. 4/10) переключить в положение I “BKЛ.”
- Муфтовый кран открыть для требуемого количества жидкости
- Устройство для подачи охлаждающей жидкости включается автоматически при всех движениях станка с вращением фрезы (см. рис. 4/5, 4/6, 4/7 и 4/10).
Механизм попутной подачи (продольное движение стола)
Глубокие пазы, тонкостенные детали (которые трудно поддаются зажиму) или высокопрочные материалы зачастую лучше фрезеровать способом попутной подачи.
Предпосылкой этого является безупречная компенсация зазора между винтом подачи стола и гайкой. Эта компенсация вызывается гидравлическим механизмом попутной подачи, который встроен слева в крестовом суппорте или в поворотной части.
Управление:
– Многопозиционный переключатель S86 (рис. 4/11) переключить в положение I “ВКЛ.”
– В этом положении механизм попутной подачи при движении подачи стола влево или вправо выполняется полностью автоматически и отключается при ускоренном ходе для лучшего сохранения гайки винта подачи стола.
– При переключении с ускоренного хода на подачу необходимо учитывать, что на врезание инструмента требуются примерно 3 секунда для достижения полного действия механизма попутной подачи.
Опускание консоли (ось Z)
Работа с опусканием консоли предотвращает контакт фрезы с заготовкой во время ускоренного отвода, следовательно, способствует сохранению фрезерного инструмента и защищает поверхность заготовки от повреждения режущими кромками инструмента.
– Многопозиционный переключатель S87 (рис. 4/II) установить в положение I “ВКЛ.”
– В этом положении переключения консоль, до любого ускоренного движения в продольном направлении и в поперечном направлении, автоматически опускается примерно на 0,7 мм.
– При любой форме окончания ускоренного хода консоль опять поднимается. Заготовка для дальнейшей обработки занимает при этом всегда первоначальное положение. Движение подачи допускается только при полностью поднятой консоли.
– Специальная функция “Наладка механизма для опускания консоли”
Специальная функция служит для удаления воздуха из механизма для опускания консоли. Многопозиционный переключатель S85 (рис. 4/II) установить в положение 5. Нажатием кнопки S67 (рис. 4/10) на поворотном табло управления 260 двигатель механизма для опускания консоли вращается в направлении “Опустить” и наполняет маслом гидросистему. Нажатием на кнопку S57 (рис. 4/5, 4/6, 4/7) двигатель механизма для опускания консоли вращается в направлении “Поднять” Кнопки S67 (примерно 30 сек) и S57 (примерно 5 сек) нажимаются многократно и попеременно, гарантируя этим надёжную продувку.
Многопозиционный переключатель S85 (рис. 4/II) установить в положение 5. Нажатием кнопки S67 (рис. 4/10) на поворотном табло управления 260 двигатель механизма для опускания консоли вращается в направлении “Опустить” и наполняет маслом гидросистему. Нажатием на кнопку S57 (рис. 4/5, 4/6, 4/7) двигатель механизма для опускания консоли вращается в направлении “Поднять” Кнопки S67 (примерно 30 сек) и S57 (примерно 5 сек) нажимаются многократно и попеременно, гарантируя этим надёжную продувку.
Электрическое приспособление для зажима инструментов
Внимание!
Во время процессов зажима и разжима инструмента необходимо инструмент предохранять от прокручивания в пазовом сухаре фрезерного шпинделя, для предотвращения прокручивания инструмента натяжным винтом приспособления для зажима и исключения травмирования. У инструментов, весом больше 16 кг применять для опоры инструментов подходящие вспомогательные средства, чтобы предотвратить выпад инструмента из фрезерного шпинделя и повреждения на инструменте и на станке. Перед зажимом необходимо почистить крутой конус фрезерного шпинделя и инструмента, а также поводок.
Перед зажимом необходимо почистить крутой конус фрезерного шпинделя и инструмента, а также поводок.
Зажим инструмента:
- Многопозиционный переключатель S81 установить в положение 4 “Инструмент зажать” (см. рис. 4/10)
- Инструмент вставить и зафиксировать во фрезерном шпинделе
- Нажать кнопку S251- “Инструмент зажать/разжать” (см. рис. 4/5,4/6,4/7) Инструмент зажимаемся. По достижении установленного момента закручивания механизм для зажима автоматически отсоединяется и двигатель механизма для зажима отключается. Процесс зажима можно повторить только после предварительного разжима.
Разжим инструмента:
- Многопозиционный переключатель S61 установить в положение 5 “Инструмент разжать”
- Инструмент зафиксировать
- Нажать кнопку S251 “Инструмент зажать/разжать”
Инструмент разжимается. После окончания процесса разжима кнопку S251 опять отпустить, так как при разжиме не происходит автоматическое отключение механизма для зажима.
– Примечание:
Кнопка S251 по причинам безопасности выполнена кнопкой кратковременного пуска. Этим она должна во время процесса зажима и разжима постоянно нажиматься, однако при появлении нерегулярностей прервать зажим и разжим возможно при помощи отпускания кнопки.
– Указание:
Так как для функционирования режимов работы “Кратковременный пуск”, “Наладка”, “Работа” (многопозиционный переключатель S81, положение 1,2,3) необходима сигнализация “Приспособление для зажима инструментов отсоединено и зажато”, то один инструмент должен быть постоянно зажат. При применении инструментов или приспособлений, которые не вставляются в крутой конус фрезерного шпинделя, зажимать тогда поставляемую центрирующую оправку.
Замедленный ход (Специсполнение)
Управление замедленным ходом выполняется светящимися кнопками S66/H66 (см. раздел 4.2.3.) или командными упорами “Замедленный ход” (см. раздел 4.2.II). У станков стандартного исполнения отсутствует на табло управления кнопка S66/H66 и командные упоры тоже не поставляются.
Замедленный ход является специальной подачей с неизменной скоростью 50 мм/мин. Замедленный ход возможен поэтому только как и подача с вращением фрезы. Замедленным ходом по необходимости происходит понижение скорости подачи.
Этим замедленный ход служит для защиты инструмента и станка. Возникающие, при врезании и выходе инструмента из контакта с изделием, ударные нагрузки на инструмент и станок при помощи замедленного хода значительно сокращаются.
Кроме того, у станков с замедленным ходом повышается точность отключения при работе с командными упорами. Так, например, если до переключения на ускоренный отвод или до прерывания движения подачи со “Стоп” включается замедленный ход. При фрезеровании по прямоугольному циклу автоматическое включение замедленного хода происходит незадолго до достижения точки переключения от одной координаты на другую при помощи управляющих кулачков “прямоугольный цикл”. Этим самым и здесь также повышается точность отключения.
Если скорость подачи ниже 63 мм/мин, то не происходит переключение на замедленный ход, т. к. в этом случае не происходит понижение скорости подачи.
к. в этом случае не происходит понижение скорости подачи.
Размещение командных упоров
На любой оси (X, Y, Z) можно устанавливать командные упоры для требуемого рабочего процесса. На них имеются символы вида вызываемого движения и поворотом на 180 градусов могут действовать в любом направлении (+,-). Возможно управление всеми процессами движения и соответственно положений многопозиционных переключателей всеми дополнительными функциями (например, охлаждающее средство, опускание консоли и т.д.). Примеры для размещения командных упоров даны в разделе 7. Командные упоры подразделяются на нижеследующие виды:
- Упор подачи
- Упор ускоренного хода
- Упор замедленного хода
- Упор останова
- Упор ускоренного отвода
- Упор для фрезерования по прямоугольному циклу I, II, III и IV
Эти упоры показаны на рис. 4/3.1 и 4/3.2.
FSS-400 Схема электрическая консольно-фрезерного станка
Электрическая схема консольно-фрезерного станка fss-400
Электрооборудование станка FSS-400
Консольно-фрезерные станки стандартного исполнения рассчитаны на трехфазный ток 380в, 50 Гц. Другие напряжения (220 до 500в) и частоты (60 Гц) возможны как специсполнение. Независимо от напряжения сети управляющее напряжение составляет 24в. Напряжение для станочного светильника составляет обычно 24в, 50 Гц. Можно употреблять лампочки максимально до 100 Вт. Для электропитания магнитных муфт приготавливается постоянное напряжение 24в. Электрические приборы размещены в распределительном шкафу, который прикручен к стойке.
Другие напряжения (220 до 500в) и частоты (60 Гц) возможны как специсполнение. Независимо от напряжения сети управляющее напряжение составляет 24в. Напряжение для станочного светильника составляет обычно 24в, 50 Гц. Можно употреблять лампочки максимально до 100 Вт. Для электропитания магнитных муфт приготавливается постоянное напряжение 24в. Электрические приборы размещены в распределительном шкафу, который прикручен к стойке.
FSS-400 Установочный чертеж консольно-фрезерного станка
Установочный чертеж консольно-фрезерного станка fss-400
Читайте также: Заводы – производители металлорежущих станков
FSS-400 станок консольно-фрезерный вертикальный. Видеоролик.
Технические характеристики консольного фрезерного станка FSS-400
| Наименование параметра | FSS-315 | FSS-400 | 6Т12 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 315 х 1250 | 400 х 1600 | 320 х 1250 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 1000 | 1500 | 400 | 630 |
Наибольший продольный ход стола (Ось X). Механика, мм Механика, мм | 850 | 1120 | 800 | 1000 |
| Наибольший поперечный ход стола (Ось Y). Механика, мм | 270 | 345 | 320 | 400 |
| Наибольший вертикальный ход стола (Ось Z). Механика, мм | 350 | 400 | 420 | 430 |
| Наибольший продольный ход стола (Ось X). Вручную, мм | 1150 | |||
| Наибольший поперечный ход стола (Ось Y). Вручную, мм | 370 | |||
| Наибольший вертикальный ход стола (Ось Z). Вручную, мм | 430 | |||
| Расстояние от торца шпинделя до поверхности стола, мм | 95..450 | 100..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 360 | 450 | 380 | 460 |
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 5,5 | 11 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 28. .1400 .1400 | 28..1400 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Ступенчатый переход скоростей шпинделя | 1,25 | 1,25 | ||
| Перемещение пиноли шпинделя, мм | 90 | 90 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя | Конус ISO 50 | Конус ISO 50 | 50 | 50 |
| Максимальный допустимый момент вращения, Нм | 1550 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Наибольший диаметр резцовой фрезерной головки, мм | 250 | 315 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 16..800 | 16..800 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 5..250 | 5..250 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 18 | 18 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 3,15/ 1,0 | 3,15/ 1,0 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | ||
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 5 | 4 | 4 |
| Электродвигатель главного движения, кВт | 5,5 | 11 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 1,5 | 2,2 | 3 | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 | 0,25 | ||
| Электродвигатель насоса СОЖ, кВт | 0,12 | 0,12 | ||
| Суммарная мощность всех электродвигателей, кВт | 8 | 14. 5 5 | 10,87 | 14,37 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1930 х 1850 х 2635 | 2345 х 1850 х 2710 | 2280 х 1965 х 2265 | 2570 х 2252 х 2430 |
| Масса станка, кг | 2960 | 2345 | 3250 | 4300 |
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.
 Б. Работа на фрезерных станках,1971
Б. Работа на фрезерных станках,1971 - Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Дополнительная информация
Обзор вертикально-фрезерного станка HECKERT FSS 400: технические характеристики
Вертикально-фрезерные станки HECKERT FSS 400 выпускались на производстве «Фриц Хекерт» в городе Хемниц. В 1993 г. на станкостроительном заводе имени Кирова в Гомеле началось производство фрезерных станков серии ФВ, ФУ, ФСС лицензированных фирмой «Хекерт». Производство этих станков налажено и сейчас. В России аналоги станков выпускают на Горьковском заводе фрезерных станков.
Содержание:
- 1 Технические характеристики
- 2 Комплектация
- 3 Основные особенности вертикально-фрезерного станка HECKERT FSS 400
- 3.1 Дополнительное оснащение
- 3.2 Правила и инструкция по эксплуатации
- 4 Гарантия и ремонт
- 5 Где заказать и купить
Технические характеристики
Вертикально-фрезерный станок HECKERT FSS 400 предназначен для выполнения фрезерования в обычном и автоматическом цикле.
- Рабочая поверхность стола 400*1600 мм.
- Наибольший вертикальный ручной ход стола по оси Z 430 мм.
- Расстояние от поверхности стола до стержня 100–500 мм.
- Максимальная масса деталей, которые обрабатываются 1500 кг.
- Предельный продольный ход стола при ручном управлении по оси X 1150 мм.
- Наивысший поперечный ход стола при ручном управлении по оси Y 370 мм.
- Самый большой механический поперечный ход стола по оси Y 345 мм.
- Максимально возможный вертикальный ход стола по оси Z 400 мм.
- Пространство передвижения от оси шпинделя до вертикальных направляющих станины 450 мм.
Вал
- Наконечник шпинделя Конус ИСО 50.
- Максимально возможный момент вращения 1550 Нт.
- Диаметр подшипника 100 мм.
- Максимальный диаметр головки фрезера 315 мм.
- Сила главного движущего привода 11.
- Частота оборотов вала 28–1400 об/мин.
- Скоростей вала 18.
- Ступенчатое изменение скоростей веретена 1,28.

- Передвижение пиноли шпинделя 90 мм.
- Передвижение пиноли стержня на одно деление лимба 0,05 мм.
- Угол поворота головки вала плюс-минус 45 градусов.
Рабочий стол
- Возможности продольных и поперечных подач стола по осям X, Y 16–800 мм/мин.
- Возможности вертикальных подач стола по оси Z 5–250 мм/мин.
- Количество продольных, поперечных, вертикальных подач стола 18.
- Скорость (продольных, поперечных/ вертикальных перемещений по осям X, Y/ Z 3,15 м/мин.
- Изменение положения стола на одно (продольное, поперечное, вертикальное), деление лимба 0,05 мм.
- Изменение положения стола на один продольный, поперечный или вертикаль оборот лимба, возможно только при доукомплектации.
- Максимально возможное усилие резания (продольное/ поперечное/ вертикальное), кНт.
Механика
- Отключающийся упоры подачи (продольной, поперечной, вертикальной).
- Механизм блокировки ручной и механической подач (продольной, поперечной, вертикальной).

- Механизм блокировки раздельного включения подачи.
- Предохранительная муфта от перегрузок.
- Автоматическая подача.
- Торможение вала.
Электроприводы и оборудование
- Мощность всех электродвигателей 14,5 кВт.
- Электрического двигателя для зажима инструмента нет.
- Электрический двигатель насоса СОЖ, кВт нет.
- Электрический двигатель главного движения 11 кВт.
- Электрический двигатель привода подач 2,2 кВт.
- Размеры вертикально-фрезерного станка HECKERT FSS 400 (длина ширина высота) 2345 х 1850 х 2710 мм.
- Масса вертикально-фрезерного станка HECKERT FSS 400, кг 2345.
Электрическая схема
Комплектация
Стандартная комплектация вертикально-фрезерного станка HECKERT FSS 400 включает в себя:
- стойка FSS-400 – состоит из фрезерного двигателя и 18 ступенчатой коробки передач основного привода;
- рабочая поверхность – выглядит как Т-образные пазы для крепления заготовки или муфты;
- монтажная плита – совмещает функцию бака охлаждающей жидкости;
- шпиндельная головка — это совокупность деталей с поворачивающимся вертикальным фрезерным шпинделем;
- консоль – состоит из двигателя, механизм подачи, зажимного устройства для движений «вдоль», «поперек», деталей опускания консоли;
- опора ФВ-315/400 — содержит коробку главного привода и фрезерный двигатель вместе с горизонтальным фрезерным валом;
- контропора — служит для расположения серьги фрезерной оправки;
- крестовый суппорт со встроенным механизмом попутной подачи – необходим для передвижения детали со сдвигом на 90 «горизонтально» и «вертикально»;
- салазки поворотной части – этот механизм поворачивает стол ;
- электро зажимное устройство служит для зажима режущего инструмента.

Основные особенности вертикально-фрезерного станка HECKERT FSS 400
Вертикально-фрезерный станок HECKERT FSS 400 используются для индивидуального и массового производства. Детали из чугуна, стали и прочих металлов обрабатываются вращающимися инструментами (фрезами) из твердых сплавов.
Предлагаем вашему вниманию ознакомиться с особенностями вертикально-фрезерного станка HECKERT FSS 400
- Можно проводить фрезерование, с гидравлическим механизмом параллельно.
- Изделие опускается относительно инструмента с помощью гидравлического устройства и возвращается в исходное положение по окончании работы. Благодаря чему сохраняется инструмент и поверхность изделий.
- Электрический дисковый тормоз прекращает работу после свободного разрезания посредством электрического дискового тормоза.
- Управляется вертикально-фрезерный станок HECKERT FSS 400 cпомощью пульта управления.
- Механизм позволяет производить фрезерование маятниковое, по прямоугольному циклу в трех осях системы координат и с ускоренным перескоком.

- Вращающаяся голова поворачивается на 45 градусов в обе стороны.
- Накладки направляющих имеют высокую Стойкость к износу.
- Возможно вести обработку огромных деталей.
- Есть возможность доукомплектации системами УЦИ и ЧПУ.
- Основные детали изготавливаются из чугуна марки СЧ25.
- Покрытие стола и опор сделано из фторопластов, что обеспечивает точность в течение длительного времени.
Дополнительное оснащение
Расширения функций в работе вертикально-фрезерного станка HECKERT FSS 400 можно достичь путем доукомплектации дополнительным оборудованием. Какое оборудование приобретать зависит от вида запланированных работ. Вашему вниманию предлагаются часто используемые дополнительные приспособления:
- Делительные головки – это горизонтальный механизм, который применяется для поворота заготовки с делением на заданные углы. С помощью этой оснастки изготавливают многогранники, углубления между зубьями колёс, зубчатые рейки, при нарезании спиральных канавок у зенкеров.

- Поворотный стол – часть фрезерного станка необходимая для расширения операционных возможностей машины. С помощью поворотного стола осуществляется обработка деталей по окружности, путем вращения заготовки в трех плоскостях, выполняя высокоточную обработку. При доукомплектации станка поворотным столом значительно сокращается время затраты, повышает производительность труда и функциональные возможности оборудования.
- Машинные тиски станочные поворотные. Оборудование, размещается на поворотном механизме, поворачивается неограниченное количество раз под любым углом. Чтобы осуществить поворот следует ослабить гайки у основания, выставить угол и вновь зажать гайками. Удобны для обработки заготовок и деталей сложных форм.
Правила и инструкция по эксплуатации
У любого рабочего процесса есть правила работы персонала с оборудованием, вертикально-фрезерный станок HECKERT FSS 400 не исключение.
Важно!
При соблюдении этих правил рабочий сохранит свое здоровье.
- Неподготовленные работники не допускаются для работы на станке.
- Перед стартом работы следует убедиться, что машина исправна.
- Во время работы на станке обязательно придерживайтесь правил безопасности охраны труда. Для сохранения здоровья используйте защитные очки и беруши, согласно требованию АНСИ и ОСХА.
- При эксплуатации станка закрывайте двери для избежание тяжёлых травм от режущего инструмента.
- В случае аварийной ситуации используйте кнопку аварийной остановки. Это большая красная кнопка на пульте управления.
- Защёлки шкафа управления и электрощит должны быть закрыты во время работы так, как в этих элементах присутствует высокие температура и напряжение.
- ЗАПРЕЩАЕТСЯ самостоятельная доработка станка. Данные действия могут привести к травмам работников и будет аннулирована гарантия.
- По вопросам безопасности работы машины обращайтесь только к своему дилеру.
- Ответственность по эксплуатации оборудования лежит на хозяине предприятия и персонале.

- Управление производится автоматически, помните, что работа может начаться в любой момент.
- Нельзя дотрагиваться до приспособления в шпинделе и нажимать необходимую кнопку или выполнять смену инструмента. Существует угроза перелома руки.
- Источник электропитания должен работать исходя из требований руководства по эксплуатации станка.
- Запрещается нажимать включение/перезапуск до завершения установки.
- Работа разрешена только после завершения установки механизма.
- Нельзя проводить техническое обслуживание без обесточивания.
- Проверять зажим деталей до запуска, иначе деталь может отскочить и нанести вред здоровью рабочего и окружающим механизмам.
- Обработка горючих или токсичных материалов категорически запрещена. Есть угроза образования ядовитых паров.
- Запрещено находиться под головкой маховика, она может неожиданно упасть.
- Дверь станка должна быть закрыта во время работы.
Гарантия и ремонт
При покупке вертикально-фрезерного станка HECKERT FSS 400 у изготовителя предоставляется гарантия на дефекты материалов или сборки. С указанием срока, на который она распространяется. В основном это один год с даты доставки агрегата на территорию покупателя. Заказчик имеет право купить продление гарантийного срока.
Гарантия подразумевает под собой ремонт или замену в случае неисправностей из-за брака производства или сборки. Детали подверженные износу при эксплуатации с течением времени исключаются из гарантии. Например, краска, лампы, система удаления стружки, окна.
Важно!
Для сохранения права на гарантию следует соблюдать все условия и процедуры эксплуатации определенных производителем вертикально-фрезерного станка HECKERT FSS 400.
Гарантия не действует, если было допущено несоблюдение правил эксплуатации и неправильное обращение с механизмом. Авария произошла по причине нарушения при установке или обслуживании, на правильного хранения вертикально-фрезерного станка HECKERT FSS 400 или его использования.
Авария произошла по причине нарушения при установке или обслуживании, на правильного хранения вертикально-фрезерного станка HECKERT FSS 400 или его использования.
Тоже касается ремонт или технического обслуживания, неофициальным представителем производителя и была произведена доработка без получения письменного ответа с разрешением изготовителя. Также гарантия не распространяется на повреждения, возникшие из-за влияния внешних факторов, к ним относят кражу, пожар, природные катаклизмы или военные действия.
Где заказать и купить
Если рассматриваете вариант покупки б/у вертикально-фрезерного станка HECKERT FSS 400, следует посмотреть объявления в интернете. Достаточно в поисковике указать критерии поиска, после чего связаться с автором объявления и оформить надлежащим образом покупку.
Если же есть необходимость в новом оборудовании, следует найти официального дистрибьютора, а иногда лучше напрямую связываться с заводом производителем для формирования заказа и оформления сделки покупки.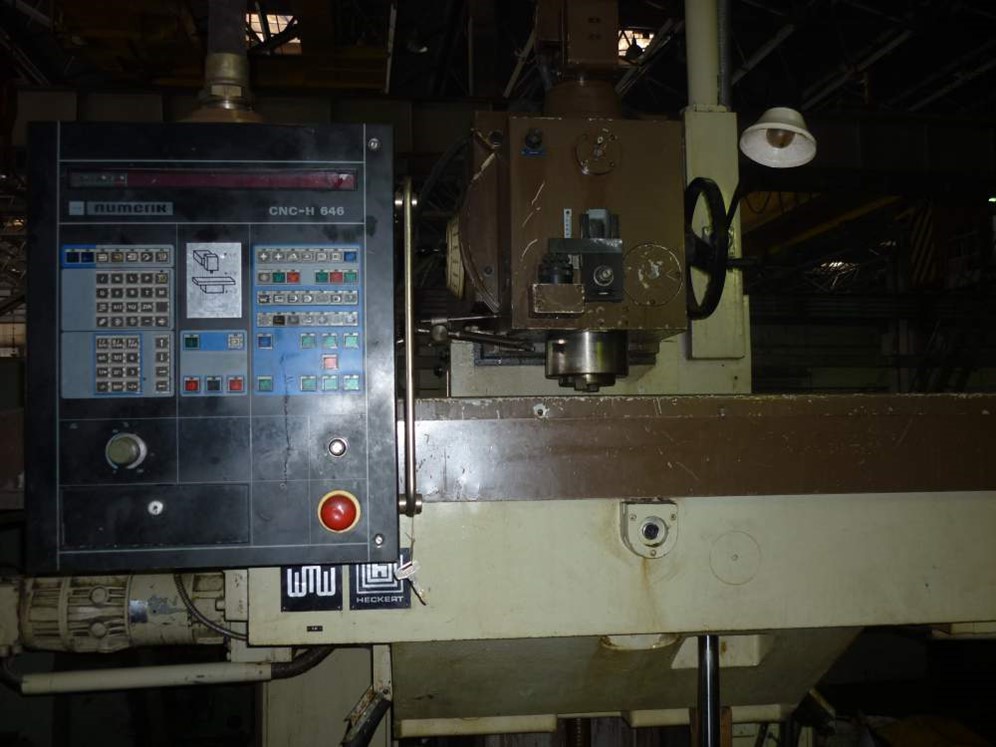
Поделиться в социальных сетях
Паспорт FSS400/2 Вертикальный консольно-фрезерный станок (Heckert, ФРГ)
Наименование издания:
Часть 1: Техническая документация – 231 страница
Часть 2: Схемы электрические – 15 страниц
Часть 3: Протоколы приёмки – 11 страниц
Часть 4: PS 2000/1 Программируемый командоаппарат – 167 страниц
Выпуск издания: ФРГ, Завод производитель: FHK Karl-Marx-Stadt
Год выпуска издания: 1977
Кол-во книг (папок): 4
Кол-во страниц: 424
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Техническая документация
1. Описание и технические данные, принадлежности
Описание и технические данные, принадлежности
Описание консольно-фрезерного станка
Пояснения к условным сокращениям на рисунках станка
Технические данные
Принадлежности
Определение понятий
Стандартные принадлежности
Специальные принадлежности
Перечень рисунков:
– Узлы FW 400/2
– Узлы FU 400/2
– Узлы FSS 400/2
– Рабочий диапазон для FW (Горизонтальный консольно-фрезерный станок) и FU (Универсальный консольно-фрезерный станок)
– Рабочий диапазон для FSS (Вертикальный консольно-фрезерный станок)
2. Транспортировка, хранение и упаковка
Масса и габаритные данные
Размеры и масса отдельных упаковочных единиц
Требуемый грузовой объем при различных вариантах транспортировки
Транспортировочный профиль и потребность в вагонах
Транспортировка станка в упакованном состоянии
Символы, используемые на упаковке
Подготовка к транспортировке
Транспортировка с помощью подъемных средств
Хранение
Распаковка станка
Перечень рисунков:
– Габариты ящиков
– Размеры транспортировочного поддона
– Закрепление ящиков при транспортировке по железной дороге
– Символы на упаковке
– Подвешивание станка при транспортировке краном
– Размещение деревянных транспортировочных колодок У FW и FU
3. Установка, монтаж и ввод в действие
Установка, монтаж и ввод в действие
Условия эксплуатации
Значения подключения электрической части и допустимые отклонения
Условия окружающей среды
Нагрузка на пол
Установка
Требуемое пространство
Фундамент
Установка и закрепление
Монтаж
Подключение электрической части
Подключение распределительного шкафа
Сборка узлов, поставленных в демонтированном состоянии
Панель управления
Некоторые специальные узлы
Ввод в действие
Смазка при вводе в действие
Ввод в действие консольно-фрезерных станков
Перечень рисунков:
– Схема фундамента
– Требуемая площадь
– Распределительный шкаф
– Размеры материала для крепления станка на фундаменте
– FSS 315×1250 или FSS 400×16XX
– FW/FU 315×1250 или FW/FU 400×1600
– Монтаж панели управления
– Водоуловительная чаша
4. Управление
Описание элементов управления
Панель управления
Управление станком
Управление узлами
Горизонтальный консольно-фрезерный станок FW
Универсальный консольно-фрезерный станок FU
Вертикальный консольно-фрезерный станок FSS
Пояснения к символам управления
Панель управления
Консольно-фрезерный станок
Распределительный шкаф
Упоры управления
Выбор числа оборотов
Выбор подачи
Список стандартных инструментов
Указания по техобслуживанию для оператора
Указания по здравоохранению, по охране труда и по противопожарной защите
Перечень рисунков:
– Символы на панели управления для F 315/2 и F 400/2
– Символы на панели управления для F 315/2 и F 400/2
– Символы на упорах управления у F 315/2 и F 400/2
– Символы на консольно-фрезерных станках F 315/2 и F 400/2
– Символы упоров управления для консольно-фрезерных станков F 315/2 и F 400/2
– Символы на распределительном шкафу у консольно-фрезерных станков F 315/2 и F 400/2
– Обслуживание станка FW (горизонтально-фрезерного станка)
– Обслуживание станка FU (универсального консольно-фрезерного станка)
– Обслуживание станка FSS (вертикального консольно-фрезерного станка)
– Фрезерный шпиндель у станков типа FW и FU
– Фрезерный шпиндель у станка типа FSS
– Уплотнительное кольцо на фрезерном шпинделе станка FSS
– Стопорные штифты на шпиндельной головке станка FSS
– Упорное устройство для пиноли станка FSS
– Панель управления
– Часть распределительного шкафа к управлению PS 2000/1
5. Конструкция и принцип действия
Конструкция и принцип действия
Поиск неисправностей и их устранение
Конструкция и принцип действия
Механические узлы
Конструкция и принцип действия вспомогательных узлов
Электрическое оборудование
Поиск неисправностей и их устранение
Указание по поиску неисправностей с помощью коммутационных схем
Диагноз и устранение ошибок у управлений с PS 2000/I
Указания по неисправностям станка
Поиск и устранение
Перечень рисунков:
– Привод фрезерного шпинделя (коробка главного привода)
– Привод фрезерного шпинделя FW и FU (контропора – серьги)
– Привод фрезерного шпинделя (пиноль фрезерного шпинделя)
– Привод подачи осей Y.X и FSS
– Ручное перемещение в обратном направлении (у F 315/2 этот лист отпадает)
– Передача замедленного хода
– Механизм попутной подачи
– Устройство опускания консоли
6. Смазка, техобслуживание и ремонт
Смазка
Общие предписания
Инструкция по смазке
Описание отдельных циркуляционных схем смазки
Техобслуживание
Общие задачи техобслуживания
Специальные задачи по уходу и техобслуживанию
Техобслуживание электрических узлов
Циклограмма
Ремонт
Указания по планомерному ремонту
Циклограмма контроля при планомерном ремонте
Ремонтные и регулировочные работы
Перечень рисунков:
– Схема смазки FW и FU
– Схема смазки FSS
– Натяжение клиновых ремней привода фрезерного шпинделя
– Подшипник масляного насоса фрезерной передачи
– Крепёжные элементы фланца фрезерной передачи
– Крепёжные элементы фрезерной передачи
– Муфта масляного насоса фрезерной передачи
– Муфта масляного насоса механизма подачи
– Положение муфт
– Положение муфт в механизме подачи и регулировка предохранительной муфты
– Регулировка электромагнитных муфт
– Размеры штанг скольжения для снятия фрезерной передачи
7. Технологические данные
Технологические данные
Технические данные
Применение станка
Детали
Точность обработки детали
Технологические указания
Технологические указания по дальнейшему повышению производительности труда
Технологические указания для станков FW и FU
Технологические указания для станка FSS
Рабочие примеры
Скорость резания
Мощность и крутящий момент главного привода
Перечень рисунков:
– Рабочий пример: Нормальный цикл фрезерования
– Нормальный цикл фрезерования с подачей с перескоком
– Маятниковое фрезерование со сменой направления вращения фрезы
– Маятниковое фрезерование без смены направления вращения фрезы
– Фрезерование по прямоугольному циклу на FW/FU в плоскости X-Z
– Фрезерование по прямоугольному циклу на FW/FU в плоскости X-Z
– Фрезерование по прямоугольному циклу на FW/FU в плоскости X-Z
– Фрезерование по прямоугольному циклу на FSS в плоскости X-Y
– Фрезерование по прямоугольному циклу на FSS в плоскости X-Y
– Фрезерование по прямоугольному циклу на FSS в плоскости X-Y
– Фрезерование по прямоугольному циклу (гребенчатое фрезерование) на FW/FU в плоскости X-Z
– Фрезерование по прямоугольному циклу на FSS в плоскости X-Y
– Диаграмма для v-d-n (скорость резания – диаметр инструмента – число оборотов инструмента; табличка)
– Диаграмма для крутящего момента и мощности главного привода
8. Запасные и быстроизнашивающиеся части
Запасные и быстроизнашивающиеся части
Запасные части
Запасные части – механические узлы
Запасные части – электрическое оборудование для управления станка
Быстроизнашивающиеся детали
Быстроизнашивающиеся детали станка
Быстроизнашивающиеся детали электрического оборудования
Рекомендации относительно аварийного запаса
Перечень рисунков:
– Привод фрезерного шпинделя
– Фрезерный шпиндель у FU и FW
– Фрезерный шпиндель у FSS
– Привод подачи для движения по осям X, Y и Z
– Подшипники качения для привода подач для движений по осям X, Y и Z
– Привод замедленного хода
– Редуктор механизма для ручного перемещений стола задней стороны
– Универсальный и горизонтальный консольно-фрезерный станок (FW/FU)
– Вертикальный консольно-фрезерный станок FSS
– Панель управления
– Передняя и задняя рамы в электрошкафу
– Главный выключатель в электрошкафу
– Подключение сети к электрическому шкафу
9. Приложения
Приложения
Свидетельство по здравоохранению, по охране труда и по противопожарной безопасности
Часть 2: Схемы электрические
Электрические схемы:
– Схема электрическая (202.10-8400:01-13 PS) – 15 схем
Часть 3: Протоколы приёмки
Часть 4: PS 2000/1 Программируемый командоаппарат
1. Инструкция по воду в эксплуатацию
1. Общие примечания
Область применения
Право для ввода в эксплуатацию
Особенности
2. Необходимая документация и устройство
Необходимая документация
Необходимые устройства
3. Подготовка и проведение ввода в эксплуатацию
Техника безопасности и надёжность
Контроль защитных мер
Визуальный контроль
Контроль рабочих напряжений
Контроль температуры
Контроль вентиляторов
Контроль напряжений процесса
Контроль входов
Контроль выходов
Проверка отключения выходов
Проверка специальных узлов
4. Ввод программы в эксплуатацию
Ввод программы в эксплуатацию
2. Инструкция по обнаружению ошибок
Общее
Необходимая документация
Необходимые устройства
Техника безопасности
Указания
Поведение при нарушениях режима работы
Обнаружение ошибок в управлении
Индикатор ошибок
Контроль напряжения
Контроль температуры
Контроль вентилятора
Контроль цикла
Проверка на чётность
Ошибки, вызванные ZVE
Блок обработки данных
Блок образования такта
Демультиплексор
Сервисный блок
Ошибки через периферийные блоки
Ошибки на входных блоках
Ошибки на выходных блоках
Ошибки на специальных блоках
3. Руководство по обслуживанию
Приложение: Схемы
Heckert FSS 400 б/у на продажу
Год постройки
2010
Состояние
Б/у
Местоположение
Kobližná 3, 60200 Brno, CZ
Показать карту
Показать изображения
Показать карту
- Тип машины:
- Вертикально-фрезерный станок
- Производитель:
- Хекерт
- Модель:
- ФСС 400
- Год постройки:
- 2010
- Состояние:
- хороший (б/у)
- Местонахождение:
- Коближна 3, 60200 Брно, Чехия
- Идентификатор листинга:
- А711-5745
- Референтный номер:
- 5983
- Обновление:
- 22.
 09.2022
09.2022
№ по каталогу: 5983
Esusz0tb
Тип: FSS 400
Производитель: Heckert
Сделано в: GO 2010
Характеристика:
Длина рабочего стола: 1600 мм
Ширина рабочего стола: 4079 мм Мощность шпинделя 900 привод: 11 кВт
Максимальная скорость вращения шпинделя: 1400 1/мин
Перемещение по оси X: 1150 мм
Перемещение по оси Y: 370 мм
Перемещение по оси Z: 430 мм
Амарон с.р.о.
Контактное лицо: Герр М. Наджи
Коближна 3
60200 Брно, Чехия
+420 234 … показать
Телефон:
Контактное лицо:
Mr М. Наджи
Идентификатор машины:
5983 – Werktuigen
Был в сети: Сегодня
Зарегистрирован с: 2006
300 объявлений онлайн
AMARON предлагает Вам бывшие в употреблении металлообрабатывающие станки, такие как токарные станки, вертикально-расточные станки, горизонтально-расточные станки, прессы, фрезерные станки, шлифовальные станки, гибочные валки, гибочные станки, ножницы, а также бывшие в употреблении станки для проволочной и крепежной промышленности лучших Европейские производители, такие как Tos, Mas, Skoda, WMW, Wafios и другие.
Отправить запрос
Здравствуйте, мистер Наджи, Меня интересует ваш станок “Вертикально-фрезерный станок Heckert FSS 400”, который вы предлагаете на Werktuigen.com. Пожалуйста свяжись со мной. С уважением
Я дилер
Получение предложений на аналогичные машины
Внимание: Ваш запрос будет направлен всем дилерам в этой категории. Это позволит вам получать множество предложений!
Запрос не может быть отправлен. Пожалуйста, попробуйте позже.
Заявление о конфиденциальности
Мобильный телефон: +420 234 688 477
Факс: +420542210850
+420 234 . .. показать
.. показать
Мобильный телефон:
Контактное лицо:
Г-н М. Наджи
Идентификатор машины:
5983 – Верктюген
+420 542 … показать
Факс:
Эти объявления также могут вас заинтересовать.
Фрезерный станок – вертикальныйWMW-HECKERT ФСС 400/Е
Эннепеталь
1989
б/у
ход по оси 1120 мм
Y-путешествие 345 мм
Z-путешествие 400 мм
площадь поверхности 1600×400 мм
подача бесступенчатая 16-800/5-250 (Z) мм/мин
ускоренный ход 3,15/1 (Z) м/мин
нагрузка на стол 1,5 т
привод шпинделя 11 кВт
диапазон скоростей вращения шпинделя 28-1400 об/мин
конусность шпинделя ISO 50
размеры машины ок. 3,5 х 2,9 х 2,2 м
общая потребляемая мощность 14,5 кВт
Ccgwnv0qfy
вес машины ок. 4 т
3,5 х 2,9 х 2,2 м
общая потребляемая мощность 14,5 кВт
Ccgwnv0qfy
вес машины ок. 4 т
ВМВ ХЕКЕРТ FSS 400 VI/2 (Tisch 1600 x 400 мм)
Мёрсдорф
хорошее (б/у)
Вертикально-консольно-фрезерный станок WMW HECKERT тип FSS 400 VI/2
Марка № 324606/90
Технические данные:
Зажимная поверхность стола 1600 х 400 мм
Ход по оси X 1120 мм
перемещение по оси Y 345 мм
перемещение по оси Z 400 мм
расстояние от центра шпинделя до поверхности скольжения колонны 450 мм
расстояние от торца шпинделя до поверхности стола 100 – 500 мм
диапазон подачи продольная/поперечная 16 – 800 мм/мин
диапазон подачи по вертикали 5 – 250 мм/мин
ускоренный ход продольный/ поперечный 3150 мм/мин
ускоренный вертикальный ход 1000 мм/мин
длинна медленной подачи. ..
..
ВМВ Хекерт ФСС 400 IV
2000 €
Фиксированная цена плюс НДС
Звоните
Гамбург
1988
готов к эксплуатации (бывший в употреблении)
Немедленно доступен с сайта:
Вертикально-фрезерный станок WMW Heckert
Тип FSS 400 IV
Год выпуска 1988
Стол 1600 х 400 мм
Ev8qqsfte
ход X/Y/Z 1120/345/400 мм
Нагрузка на стол 1500 кг
Монтаж СК 50
Скорость вращения шпинделя 28 – 1400 об/мин
Расстояние шпиндель – стол 100 – 500 мм
11 кВт на шпинделе
Вес от 4 до
Много записей
По цене 2. 000 евро плюс НДС.
000 евро плюс НДС.
ХЕКЕРТ ФСС 400 х 1600 + ФУ 400 х 1600 АПУГ
Дидам
1990
б/у
FSS 400 x 1600 Цифровой дисплей ФУ 400 х 1600 ВИ-2 АПУГ Без изображенных пороков Gjn007hyu 1 опорный подшипник
Фрезерный станок – вертикальныйWMW-HECKERT ФСС 400/Е
Эннепеталь
1989
б/у
x-ход 1120 мм
Y-путешествие 345 мм
Z-путешествие 400 мм
площадь поверхности 1600×400 мм
Z0x8w
общая потребляемая мощность 14,5 кВт
вес машины ок. 5,2 т
габариты машины 1,7х2,0х2,1 м
размеры электрошкафа ДхШхВ 0,80х0,5х1,8 м
Машина имеет УЦИ. Вместе с машиной мы поставляем разделительный стол.
5,2 т
габариты машины 1,7х2,0х2,1 м
размеры электрошкафа ДхШхВ 0,80х0,5х1,8 м
Машина имеет УЦИ. Вместе с машиной мы поставляем разделительный стол.
ВМВ ХЕКЕРТ ФСС 315-VI
1 150 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
Универсальная фрезерная головка, фрезерный адаптер, фрезерный удлинитель, угловая фрезерная головка
-Запчасть: фрезерный станок WMW HECKERT
-Количество: 1 шт. угловая фрезерная головка
Pk8w0fhm
-Выход записи: SK50
-Запись: входная передача
-Фрезерная головка: полностью поворотная
-Размер записи: мм
-Шаг круг: мм
-Транспортные размеры: 750/600/В530 мм
-Вес: 296 кг
угловая фрезерная головка
Pk8w0fhm
-Выход записи: SK50
-Запись: входная передача
-Фрезерная головка: полностью поворотная
-Размер записи: мм
-Шаг круг: мм
-Транспортные размеры: 750/600/В530 мм
-Вес: 296 кг
WMW-HECKERT ФВ 400 Э
Крефельд, Германия
(расположение дилера)
1990
б/у
ход по оси 1120 мм Y-путешествие 355 мм Z-путешествие 400 мм площадь поверхности стола 400 х 1600 мм нагрузка на стол 1500 кп конусность шпинделя ISO 50 расстояние рабочий шпиндель/поверхность стола 600 мм подача – продольная/поперечная 16 – 800 мм/мин подача вертикальная 5 – 250 мм/мин быстрое перемещение – продольное/поперечное/вертикальное 3150 / 1000 мм/мин диапазон скоростей вращения 28 – 1400 об/мин напряжение 380 В / 50 Гц общая потребляемая мощность 14,5 кВт Beny2c3skj мощность 11 кВт вес машины
Вертикально-консольно-фрезерный станокХЕКЕРТ ФСС 315 С
Штауфенберг
1992
хороший (б/у)
Вертикально-консольно-фрезерный станок фирмы HECKERT тип FSS 315 S
Машина. № 314212/2 Год выпуска 1992
Технические данные:
Продольное перемещение стола по оси X 950 мм
Вертикальное перемещение консоли по оси Y 450 мм
поперечное перемещение по оси Z 500 мм
Поперечное перемещение поперечных салазок 270 мм
размер стола Ш х Д 430 х 1600 мм
Количество ступеней зажима 4
нагрузка на стол 1000 кг
Крепление шпинделя ISA 40
Мкскойс
18 скоростей 28 – 1400 об/мин
18 продольных подач 16 – 800 мм/мин
вертикальная 5 – 250 мм/мин
Быстрый ход продольный и поперечный…
№ 314212/2 Год выпуска 1992
Технические данные:
Продольное перемещение стола по оси X 950 мм
Вертикальное перемещение консоли по оси Y 450 мм
поперечное перемещение по оси Z 500 мм
Поперечное перемещение поперечных салазок 270 мм
размер стола Ш х Д 430 х 1600 мм
Количество ступеней зажима 4
нагрузка на стол 1000 кг
Крепление шпинделя ISA 40
Мкскойс
18 скоростей 28 – 1400 об/мин
18 продольных подач 16 – 800 мм/мин
вертикальная 5 – 250 мм/мин
Быстрый ход продольный и поперечный…
СТАРАГ ХЕКЕРТ CWK 400 Динамический
Унтершлайсхайм, Германия
(расположение дилера)
2001
б/у
ход по оси 650 мм
Y-путешествие 650 мм
B9picbh9
Z-путешествие 650 мм
Управление SIN840D
размер поддона 500 х 400 мм
грузоподъемность стола 500 кг
В – ось 360 х 0,001°
диапазон скоростей вращения шпинделя 50 – 10. 000 об/мин
мощность при 100 % нагрузке 37,00 кВт
сила подачи при ПВ 40 % 24,00 кВт
подачи x/y/z 1 – 40.000 мм/мин
ускоренный ход X/Y/Z 40,00 м/мин
диаметр шпинделя в переднем подшипнике мм
конус инструмента DIN 69893 SK40
инструментальный магазин с 240 пластинами
диаметр инструмента 80 мм
диаметр заготовки в двух свободных местах в сторону 160 мм…
000 об/мин
мощность при 100 % нагрузке 37,00 кВт
сила подачи при ПВ 40 % 24,00 кВт
подачи x/y/z 1 – 40.000 мм/мин
ускоренный ход X/Y/Z 40,00 м/мин
диаметр шпинделя в переднем подшипнике мм
конус инструмента DIN 69893 SK40
инструментальный магазин с 240 пластинами
диаметр инструмента 80 мм
диаметр заготовки в двух свободных местах в сторону 160 мм…
СТАРАГ ХЕКЕРТ ГЭК 400 Ф
2017
б/у
ход по оси 650 мм
Y-путешествие 650 мм
Z-путешествие 680 мм
Управление SIEMENS 840 D
размер поддона 400х500 мм
загрузка поддона 500 кг
количество поддонов 2
время смены поддонов 8 сек
стол: 0,001°
обороты стола: 80 об/мин
ускоренный ход 65 м/мин
диапазон скоростей вращения шпинделя 18. 000 об/мин
Hfw7nonz
конус шпинделя HSK A 63
время смены инструмента 4 сек
блок смены инструмента 40-fach
Максимум. диаметр инструмента со свободным ящиком для инструментов 160 мм
Максимум. диаметр инструмента 80 мм
Максимум. длина инструмента 350 мм
общая потребляемая мощность кВт
вес машины …
000 об/мин
Hfw7nonz
конус шпинделя HSK A 63
время смены инструмента 4 сек
блок смены инструмента 40-fach
Максимум. диаметр инструмента со свободным ящиком для инструментов 160 мм
Максимум. диаметр инструмента 80 мм
Максимум. длина инструмента 350 мм
общая потребляемая мощность кВт
вес машины …
WMW-HECKERT ФУ 400/Е
Эннепеталь
1988
б/у
x-ход 1120 мм
Y-путешествие 345 мм
Z-путешествие 400 мм
размер стола 1600 х 400 мм
диапазон скоростей поворота – горизонтальный 14 – 1400 об/мин
подачи 16 – 800 мм/мин
ускоренный ход 2 м/мин
0orksgwq
конус шпинделя SK 50
общая потребляемая мощность 14,5 кВт
вес машины ок. 4 т
размеры машины ок. 3 х 2 х 2,7 м
Станок имеет УЦИ и поворотный стол +/- 45°. Машина имеет вертикальное
фрезерная головка. Вместе со станком мы поставляем держатели инструментов.
4 т
размеры машины ок. 3 х 2 х 2,7 м
Станок имеет УЦИ и поворотный стол +/- 45°. Машина имеет вертикальное
фрезерная головка. Вместе со станком мы поставляем держатели инструментов.
ВМВ ХЕКЕРТ ФСС 315-В
1 150 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
Универсальная фрезерная головка, фрезерный адаптер, фрезерный удлинитель, угловая фрезерная головка -Производитель: WMW HECKERT, фрезерная головка от фрезерного станка FSS 315-V -Выход записи: SK50 Тцксфйдун -Запись: входная передача -Фрезерная головка: полностью поворотная -Ход: 72 мм -Размер записи: мм -Шаг круг: мм -Транспортные размеры: 850/650/В520 мм -Вес: 277 кг
Фрезерный станок – вертикальныйWMW ХЕКЕРТ ВЭБ Ф 400-Э/01 (1802 г.
 )
)4 200 €
Фиксированная цена плюс НДС
Звоните
Татабанья
1990
хорошее (б/у)
Производитель: ВЭБ Хеккерт Наконечник: F 400 – E 01 Размер стола: 1600×450 мм движения: х: 1100 мм у: 370 мм Cdowz7ndoa по высоте: 400 мм
Консольно-фрезерные станкиХЕКЕРТ ФУ 400х1600 АПУГ
Дидам
1992
б/у
У нас постоянно есть на складе: Бизмхлйрх7 Консольно-фрезерные станки HECKERT Модель FSS 400 x 1600 по вертикали Модель: ФУ 400 х 1600 АПУГ Различные годы выпуска от 1981 по 1992 год ( фото )
Обрабатывающий центр с ЧПУ – горизонтальныйСТАРАГ ХЕКЕРТ ГЭК 400 Д
Хальберштадт
2008
б/у
Реф. -№: 10307
Торговая марка: СТАРРАГ ХЕКЕРТ
Тип: HEC 400 D
Год постройки: 2008
Тип управления: ЧПУ
Управление: ЧПУ
Место хранения: Хальберштадт
Страна происхождения: Швейцария
Х-путешествие: 650 мм
Y-путешествие: 650 мм
Z-путешествие: 680 мм
Максимум. Вес инструмента: 10 кг
Максимум. Длина инструмента: 350 мм
Максимум. Диаметр инструмента: 80/160 мм
Конус инструмента: HSK 63
Количество инструментов в магазине: 60
Максимум. Крутящий момент: 230/350 Нм
Быстрый ход: 65 м/мин
Мощность привода – двигатель шпинделя: 24/31 кВт
Вес машины ок.: 13 т
Размеры М…
-№: 10307
Торговая марка: СТАРРАГ ХЕКЕРТ
Тип: HEC 400 D
Год постройки: 2008
Тип управления: ЧПУ
Управление: ЧПУ
Место хранения: Хальберштадт
Страна происхождения: Швейцария
Х-путешествие: 650 мм
Y-путешествие: 650 мм
Z-путешествие: 680 мм
Максимум. Вес инструмента: 10 кг
Максимум. Длина инструмента: 350 мм
Максимум. Диаметр инструмента: 80/160 мм
Конус инструмента: HSK 63
Количество инструментов в магазине: 60
Максимум. Крутящий момент: 230/350 Нм
Быстрый ход: 65 м/мин
Мощность привода – двигатель шпинделя: 24/31 кВт
Вес машины ок.: 13 т
Размеры М…
WMW-HECKERT ФВ 400 ВИ
Гренцах-Вилен, Германия
(расположение дилера)
1980
б/у
ход по оси 1120 мм Y-путешествие 355 мм Z-путешествие 400 мм Wtvd837kn площадь поверхности стола 400 х 1600 мм нагрузка на стол 1500 кп конус шпинделя ISO 50 0 расстояние рабочий шпиндель/поверхность стола 600 мм подача – продольная/поперечная 16 – 800 мм/мин подача вертикальная 5 – 250 мм/мин быстрое перемещение – продольное/поперечное/вертикальное 3150 / 1000 мм/мин диапазон скоростей вращения 28 – 1400 об/мин напряжение 380 В / 50 Гц общая потребляемая мощность 14,5 кВт мощность 11 кВт вес машины
Старраг Хекерт HEC 400 DСтарраг Хекерт ГЭК 400 Д
Гестахт
2017
отличное (б/у)
Ось X: 650мм
Ось Y: 650 мм
Ось Z: 680 мм
Максимум. скорость подачи: 65.000мм/мин
Ось B: поворотный стол с ЧПУ с прямым приводом
Ось B: макс. 80мин-1
количество поддонов: 2
размер поддона: 500 х 400 мм
Максимум. нагрузка на поддон: 500 кг
держатель инструмента: HSK-A 63
скорость шпинделя макс. 10.000мин-1
мощность шпинделя: 31кВт / 24кВт
Управление: Siemens Sinumerik 840D sl с HMI Operate
Магазин инструментов: Цепной магазин на 40 мест хранения
Eviahs8z
Зажимная гидравлика: 6-канальная, 30-240 бар
Интерфейс робота
Станок можно приобрести вместе с…
скорость подачи: 65.000мм/мин
Ось B: поворотный стол с ЧПУ с прямым приводом
Ось B: макс. 80мин-1
количество поддонов: 2
размер поддона: 500 х 400 мм
Максимум. нагрузка на поддон: 500 кг
держатель инструмента: HSK-A 63
скорость шпинделя макс. 10.000мин-1
мощность шпинделя: 31кВт / 24кВт
Управление: Siemens Sinumerik 840D sl с HMI Operate
Магазин инструментов: Цепной магазин на 40 мест хранения
Eviahs8z
Зажимная гидравлика: 6-канальная, 30-240 бар
Интерфейс робота
Станок можно приобрести вместе с…
ВМВ Хекерт ФСС 315
Хемниц
1985
восстановленный (б/у)
размер стола 315 x 1250 мм
размер инструмента SK50, диапазон скоростей (об/мин) 28-1400
ход (X/Y/Z) 850/270/505 мм
Gzf22qft3
диапазон подачи (мм/мин) X, Y 16-800, Z 5-250
общая потребляемая мощность 8 кВт
вкл. автоматический зажим инструмента
фрезерная головка с возможностью наклона +/- 45°, ход шестерни 90 мм
быстрая подача по 3 осям
охлаждающее оборудование
частично демонтирован и проверен механикой
обновлен в 2021 году
брызговик подвижный
цифровое считывание по 3 осям
новый электрический щит с ПЛК
автоматический зажим инструмента
фрезерная головка с возможностью наклона +/- 45°, ход шестерни 90 мм
быстрая подача по 3 осям
охлаждающее оборудование
частично демонтирован и проверен механикой
обновлен в 2021 году
брызговик подвижный
цифровое считывание по 3 осям
новый электрический щит с ПЛК
ВМВ ХЕКЕРТ ФУ 400 В/2
5 000 €
ОНО плюс НДС
Звоните
Плауэн
1985
готов к эксплуатации (б/у)
Прижимная поверхность 400×1600, 5 Т-образных пазов
путешествия:
X 1120, Y 345, Z 400
Максимум. масса заготовки вкл. джиг 1500кг
Таблица диапазонов поворота 45
держатель инструмента ISA 50
Максимум. крутящий момент на шпинделе 1850 Нм
Максимум. диаметр режущей головки 315
диапазон скоростей 28-1400 об/мин 18-ступенчатая
кормит:
X/Y 16-800 Z 5-250 мм/мин 18-этапный
блок охлаждающей жидкости 45л, 1,8л/мин
Мощность фрезерного шпинделя 11кВт
мощность подпитки 2,2кВт
Подключенная нагрузка 14,5кВт
аксессуары
Вертикально-фрезерный станок
Зажимное устройство
Hvzxo7qfa
фрезерные оправки
Продажа только в ЕС
Продажа в Европейском Сообществе…
масса заготовки вкл. джиг 1500кг
Таблица диапазонов поворота 45
держатель инструмента ISA 50
Максимум. крутящий момент на шпинделе 1850 Нм
Максимум. диаметр режущей головки 315
диапазон скоростей 28-1400 об/мин 18-ступенчатая
кормит:
X/Y 16-800 Z 5-250 мм/мин 18-этапный
блок охлаждающей жидкости 45л, 1,8л/мин
Мощность фрезерного шпинделя 11кВт
мощность подпитки 2,2кВт
Подключенная нагрузка 14,5кВт
аксессуары
Вертикально-фрезерный станок
Зажимное устройство
Hvzxo7qfa
фрезерные оправки
Продажа только в ЕС
Продажа в Европейском Сообществе…
ВМВ Хекерт ФСС 315
2 990 €
Фиксированная цена НДС не применяется
Звоните
Штютценгрюн
отличный (б/у)
вертикально-фрезерный станок от WMW Heckert Invok002 Тип элемента FSS315 Ход X: 845 мм Путешествие по оси Y: 350 мм Путешествие Z: 350 мм Размер стола: 1230 х 330 мм Скорость шпинделя: 28 – 1400 мм Крепление шпинделя: SK 50 Вес 3,3 т Состояние: б/у (готов к использованию) Доставка невозможна!
Горизонтальный обрабатывающий центр 4 осиХекерт ГЭК 400 Д
Идштайн
2015
хороший (б/у)
Горизонтальный обрабатывающий центр Heckert HEC400D,
б/у 2015 год
SIEMENS 840D sl HMI Система управления Operate
– ход X/Y/Z: 650/650/680 мм
– путешествия B: 0-360°
Скорости и силы подачи линейных осей
– быстрый ход X/Y/Z: 65/65/65 м/мин
– Скорость подачи при фрезеровании: 1 – 65 000 мм/мин
– Ускорение X/Y/Z: 9 / 9 / 8 м/с²
– Производитель: Fertigungstechnik Weißenfels GmbH
– ось: полная 4-я ось
– Макс. вращение: 80 мин-1
– индексация: 0,001 градус
– тангенциальный зажимной момент: 3.000 Нм
– Макс. наклонная тор…
вращение: 80 мин-1
– индексация: 0,001 градус
– тангенциальный зажимной момент: 3.000 Нм
– Макс. наклонная тор…
ХЕКЕРТ ЦВК 400
Торболе Касалья
ГОРИЗОНТАЛЬНЫЙ
ЧПУ SIEMENS SINUMERIK 840C
Фb8cn
-ОСЬ Х ММ.650
-ОСЬ Y ММ.500
-ОСЬ Z ММ.650
-ВЫСОТА ОТ ПОЛА ДО РАБОЧЕЙ ПОВЕРХНОСТИ, ММ.1000
-ИНСТРУМЕНТАЛЬНЫЙ МАГАЗИН № 60
-МАКС. ДИАМЕТР ИНСТРУМЕНТА ММ.80
-МАКС ИНСТРУМЕНТ ДИАМ БЕСПЛАТНЫЙ МАГАЗИН ММ.125
-МАКС. ДЛИНА ИНСТРУМЕНТА MM.350
-МАКС. ВЕС ИНСТРУМЕНТА КГ.10
-МАКС. НАГРУЗКА В МАГАЗИНЕ 300 КГ
-ДИАМ.ШПИНДЕЛЯ ММ.70
-КОНУС ШПИНДЕЛЯ SK 40 / DIN 69871
-ДИАПАЗОН СКОРОСТЕЙ ШПИНДЕЛЯ ДВИГАТЕЛЯ МИН-1 50-10000
-FEDD СТАВКИ ОСИ X,Y,Z KN 14
-РАЗМЕР ПОДДОН MM.400X400
-ВРЕМЯ СМЕНЫ ПОДДОНА СЕК.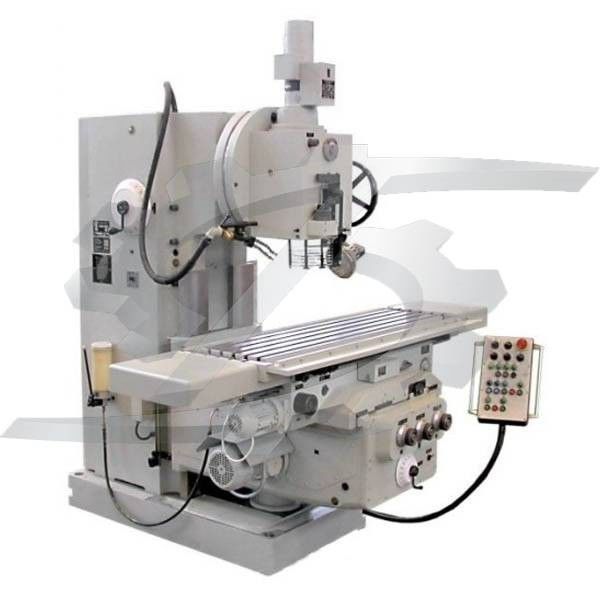 8
-Н. ПОДДОН 2
-МОЩНОСТЬ ДВИГАТЕЛЯ КВТ 4
-ГИД…
8
-Н. ПОДДОН 2
-МОЩНОСТЬ ДВИГАТЕЛЯ КВТ 4
-ГИД…
Старраг Хекерт ГЭК 400 Ф
Нюрнберг
2017
отличное (б/у)
Обрабатывающий центр Старраг Хекерт HEC 400F фрезерование, сверление, точение Бувуйгонок Управление: Синумерик 840D Зажимная поверхность 400х500мм Высота зажимной поверхности над нижним краем станины (место зажима) 1100 мм Диаметр интерференционного круга (полный круг) 750 мм
Вертикально-фрезерный станокВМВ ХЕКЕРТ ФСС 315/Е
5 800 €
Фиксированная цена плюс НДС
Звоните
Зоннеберг
1983
хорошее (б/у)
Номер машины: 316204/22 Тип/модель: FSS 315/E Ход x-y-z: 850 – 280 – 355 мм стол: 1200 х 370 мм 2рвнге зажимная поверхность: 1060 x 260 мм Диапазон скоростей: от 28 до 1400 об/мин крепление шпинделя: SK 50 ход пиноли: 80 мм Скорость подачи по осям x и y от 16 до 800 мм/мин подача по оси Z: от 5 до 250 мм/мин Подключение: 8 кВт Аксессуары/оборудование: Поворотная головка; состояние: хорошее Вес: 4 т Размеры: 2 000 х 2 000 х 2 400 мм
Колено-колонно-фрезерный станок – унив.
ЮНИТЕХ ФСС 400
Эльде
2003
б/у
ход по оси 1,120 мм B972j2wo90 Y-путешествие 345 мм Z-путешествие 400 мм управление TNC 124 Heidenhain площадь поверхности стола 1400 x 350 мм Т-образные пазы 5x диапазон скоростей токарной обработки – фрезерование 28 ~ 1400 об/мин мощность – фрезерный шпиндель 11 кВт Крутящий момент 1100 Нм конус инструмента ISO 50 общая потребляемая мощность 14,5 кВт вес машины ок. 4,3 т размеры машины ок. 3,5 х 3,2 х 2,8 м электр. маховик Система охлаждения Магнитная зажимная пластина Угловой стол Тиски 3 поз. Колено-фрезерный станок – универсальный …
Вертикальная фрезерная головкаWMW Шмельн АпСС-II F400 (ФСС 400)
Лейпциг, Германия
(расположение дилера)
1984
б/у
Фрезерная головка вертикальный аксессуар для фрезерного станка Fritz Heckert FSS 400 – вес 255 кг – размеры: ДхШхВ: 560 х 500 х 400 мм 70ym7alq2 – поворотный на 90° вправо/влево – площадь зажима 500 x 400 мм
Горизонтальный обрабатывающий центрСТАРАГ ХЕКЕРТ HEC400 D (ПАКЕТ ПИТАНИЯ)
Люнебург
2015
отличное (б/у)
Управление: SIEMENS SINUMERIK 840D (Solution Line)
Путешествия:
Ось X: 650 мм
Ось Y: 650 мм
Ось Z: 680 мм
Шпиндель с полым валом
крепление шпинделя: HSK A63
Czfzpi8h
диапазон скоростей шпинделя: 50-10. 000 об/мин
крутящий момент: 350 Нм
Мощность привода: 37 кВт
Автоматическая смена инструмента: 60 станций
ускоренный ход по осям X, Y и Z: 65 м/мин
Площадь зажима: 400 х 500 мм
Свобода ввода и отображения: 0,001°.
Максимум. Нагрузка на стол: 500 кг
Максимум. обороты: 80 об/мин
Диаметр интерференционного круга (полный круг): 750 мм
Внутренняя подача СОЖ: 80 бар
М…
000 об/мин
крутящий момент: 350 Нм
Мощность привода: 37 кВт
Автоматическая смена инструмента: 60 станций
ускоренный ход по осям X, Y и Z: 65 м/мин
Площадь зажима: 400 х 500 мм
Свобода ввода и отображения: 0,001°.
Максимум. Нагрузка на стол: 500 кг
Максимум. обороты: 80 об/мин
Диаметр интерференционного круга (полный круг): 750 мм
Внутренняя подача СОЖ: 80 бар
М…
ХЕКЕРТ СЗ1250С1250С4000/4
40 000 €
Фиксированная цена плюс НДС
Звоните
Бухарест
1981
хорошее (б/у)
Шлифовальный станок для направляющих – HECKERT SZ1250X1250X4000/4
Длина шлифования max, мм 4000
Ширина шлифования max, мм 1700
Высота шлифования max, мм 1250
Размер стола, мм 4240 х 1250
Максимальный размер шлифовального круга, мм 630 х 100 х 305
Масса заготовки не более, кг 20000
Масса машины, кг 49000
B97ljsbh8d
Машина под напряжением.
Для получения более подробной информации, пожалуйста, свяжитесь с нами.
Для получения более подробной информации, пожалуйста, свяжитесь с нами.
Хекерт ФСС450МР
Кайзерслаутерн, Германия
(расположение дилера)
2015
готов к эксплуатации (б/у)
Общие данные
Размеры ширина 1960 мм
Глубина измерений 1960 мм
Размеры высота 2470 мм
Вес машины 3000 кг
Устройство управления
Бренд Хекерт
B8uhnr7ucy
Основной привод
Диапазон скоростей шпинделя 1350
Движение
Перемещение по оси X 150 мм
Стол
Внешняя длина 160 мм
Внешняя ширина 46 мм
СМИ
Основное электронное соединение 380 В
Потребляемая мощность 0,75 кВА
Вертикально-фрезерный станок Heckert FSS450MR был произведен в 2015 году в Германии. Работает всего 250 часов. Эта осевая машина оснащена системой управления…
Работает всего 250 часов. Эта осевая машина оснащена системой управления…
Старраг-Хекерт HEC400D
Буцбах
2010
хорошее (бывшее в употреблении)
Технические данные
Jxzwya
Путешествия
Ось X 650 мм
Ось Y 650 мм
ось Z 680 мм
З: мин. расстояние передний край шпинделя – центр держателя заготовки 50 мм
Y: мин. расстояние между центром шпинделя и верхним краем держателя заготовки 105 мм
Стол
размер стола 500х400 мм
Максимум. вращение стола 80 об/мин
точность ввода и отображения 0,001 градус
допустимый тангенциальный крутящий момент в зажатом состоянии 3000 Нм
Максимум. опрокидывающий момент от поддона OK 5000 Нм
Момент обработки (постоянный крутящий момент) 550 Нм
Максимум. Диаметр заготовки 750 мм
Максимум. Высота работы…
Диаметр заготовки 750 мм
Максимум. Высота работы…
ФРИЦ ХЕКЕРТ ФЗ 1000х800х4000/ 3
Берлин, Германия
(расположение дилера)
1982
готов к работе (б/у)
X-путешествие: 4000мм, Y-путешествие: 240мм, Z-путешествие: 240мм, размеры стола: 1000×4000мм, мощность шпинделя: 14кВт, скорость вращения: 28-1400/мин, подключаемая нагрузка: 100кВт, вес: 42т. F23yxlpjq
Фрезерный станок – вертикальныйWMW (КАРЛ-МАРКС-ШТАДТ) ФСС400 В/2
Лейпциг, Германия
(расположение дилера)
1976
б/у
x-путешествие: 1120 мм
Y-путешествие: 345 мм
z-путешествие: 400 мм
площадь зажимной поверхности: 1600×400 мм
S8t33t9доктор
общая потребляемая мощность: 14,5 кВт
вес машины ок. : 5,2 т
габариты машины: 1,7х2,0х2,1 м
размеры электрошкафа ДхШхВ: 0,80х0,5х1,8 м
Машина продается как донор запчасти и продается как есть!
: 5,2 т
габариты машины: 1,7х2,0х2,1 м
размеры электрошкафа ДхШхВ: 0,80х0,5х1,8 м
Машина продается как донор запчасти и продается как есть!
WMW-HECKERT СФВР В 1250/2
Мальш, Германия
(расположение дилера)
диаметр заготовки 1600 мм
вес заготовки 2000 кг
высота заготовки 840 мм мм
диаметр поворотного стола 1250 мм
высота шлифования 710 810 мм
шлифовальная головка – потребляемая мощность 22 кВт
Bm730ncv7n
ширина шлифования 125 мм
Максимум. диаметр шлифования 1600 мм
общая потребляемая мощность 25 кВт
вес машины ок. 15 т
размеры машины ок. 3,5 х 2,8 х 3,3 м
диаметр шлифования 1600 мм
общая потребляемая мощность 25 кВт
вес машины ок. 15 т
размеры машины ок. 3,5 х 2,8 х 3,3 м
ХЕКЕРТ CWK1600P
Унтершлайсхайм, Германия
(расположение дилера)
2000
б/у
ход по оси x 2300 мм
Y-путешествие 1900 мм
Z-путешествие 1.500 мм
Управление SIN840D
ось w 500 мм
подача X/Y/Z/-оси 1 – 24.000 мм/мин
ускоренный ход X/Y/Z 24,00 м/мин
В – ось 360 х 0,001°
подача по оси B 8,00 об/мин
размер поддона 1. 600 x 1.250 мм
нагрузка на стол 5,00 т
диаметр интерференции 2200 мм
диапазон скоростей вращения шпинделя 20 – 4.200 об/мин
мощность – мощность заготовки 28,00 кВт
конус инструмента SK50
диаметр шпинделя в переднем подшипнике 170 мм
Максимум. крутящий момент на шпинделе 820 Нм
инструментальный магазин: 225
диаметр инструмента 280 мм…
600 x 1.250 мм
нагрузка на стол 5,00 т
диаметр интерференции 2200 мм
диапазон скоростей вращения шпинделя 20 – 4.200 об/мин
мощность – мощность заготовки 28,00 кВт
конус инструмента SK50
диаметр шпинделя в переднем подшипнике 170 мм
Максимум. крутящий момент на шпинделе 820 Нм
инструментальный магазин: 225
диаметр инструмента 280 мм…
СТАРАГ ХЕКЕРТ ЛХ 151
Карлсбад
2008
б/у
x-путешествие:1.100 мм
Y-путешествие: 400 мм
z-путешествие: 400 мм
Максимум. длина заготовки: 700 мм
Максимум. диаметр качания: 400 мм
диапазон скоростей вращения шпинделя: 18. 000 1/мин
мощность привода – двигатель шпинделя: 35 / 28 кВт
управление:SIEMENS 840D
быстрый ход: 55 м/мин
Устройство смены инструмента: 62 поз.
конус шпинделя ISO:HSK 63
вес машины ок.:17 т
габариты для транспортировки: 5,5 х 2,5 х 2,9 м
5-осевой обрабатывающий центр лопаток турбины,
NC-поворотный (моментный двигатель) A-ось 360° (200 об/мин),
Фрезерная головка с ЧПУ (моментный двигатель) ось B +90°/-90° (100 об/мин),
…
000 1/мин
мощность привода – двигатель шпинделя: 35 / 28 кВт
управление:SIEMENS 840D
быстрый ход: 55 м/мин
Устройство смены инструмента: 62 поз.
конус шпинделя ISO:HSK 63
вес машины ок.:17 т
габариты для транспортировки: 5,5 х 2,5 х 2,9 м
5-осевой обрабатывающий центр лопаток турбины,
NC-поворотный (моментный двигатель) A-ось 360° (200 об/мин),
Фрезерная головка с ЧПУ (моментный двигатель) ось B +90°/-90° (100 об/мин),
…
СТАРАГ ХЕКЕРТ HEC 630 Атлетик
2010
б/у
ход по оси 1200 мм
Y-путешествие 950 мм
Z-путешествие 1200 мм
Управление силовой линией Синумерик 840D
ось B:
площадь зажима поддона 800 x 630 мм
Максимум. нагрузка 1500 кг
диаметр круга интерференции заготовки 1250 мм
высота заготовки макс. 1200 мм
количество сменных поддонов 2
время смены поддонов 14 сек
рабочий шпиндель:
конус инструмента HSK-A100
мощность при нагрузке 25% 67 кВт
крутящий момент (25% ПВ) 1508 Нм
диапазон скоростей вращения 20 – 6000 об/мин
скорость подачи по осям x/y/z 60000 мм/мин
ускорение по осям X/Y/Z 6/6/5 м/с²
Емкость подачи
1200 мм
количество сменных поддонов 2
время смены поддонов 14 сек
рабочий шпиндель:
конус инструмента HSK-A100
мощность при нагрузке 25% 67 кВт
крутящий момент (25% ПВ) 1508 Нм
диапазон скоростей вращения 20 – 6000 об/мин
скорость подачи по осям x/y/z 60000 мм/мин
ускорение по осям X/Y/Z 6/6/5 м/с²
Емкость подачи
WMW ФРИЦ ХЕКЕРТ Ашерслебен СЗ 1000 х 1250 х 3000 / 344
59 500 €
Фиксированная цена плюс НДС
Звоните
Гессиш-Лихтенау
1989
б/у
Направляющий и плоскошлифовальный станок WMW FRITZ HECKERT Aschersleben
тип СЗ 1000 х 1250 х 3000 / 344
B8p8klqqcx
сделать нет. 13.2236.2 1989 г.в.
номинальная площадь шлифования 3000 x 1250 мм
площадь зажима стола 3240 x 1000 мм
длина шлифования макс. 3300 мм
ширина обработки 1250 мм
Высота обработки 1250 мм
диаметр шлифовального круга (подставка для плоского шлифования) макс. 600 мм
ширина шлифовального круга (плоская шлифовальная опора) макс. 100 мм
диаметр шлифовального круга (поворотная опора) макс. 450 мм
Подключение к сети 38…
13.2236.2 1989 г.в.
номинальная площадь шлифования 3000 x 1250 мм
площадь зажима стола 3240 x 1000 мм
длина шлифования макс. 3300 мм
ширина обработки 1250 мм
Высота обработки 1250 мм
диаметр шлифовального круга (подставка для плоского шлифования) макс. 600 мм
ширина шлифовального круга (плоская шлифовальная опора) макс. 100 мм
диаметр шлифовального круга (поворотная опора) макс. 450 мм
Подключение к сети 38…
ВМВ ХЕКЕРТ БТ2
1 100 €
Фиксированная цена плюс НДС
Звоните
Ландау-ан-дер-Изар
отличное (б/у)
Настольно-сверлильный станок WMW Heckert
Тип: БТ2
Год не указан. Держатель МК2.
Диаметр сверления 23 мм.
Скорости над передачей 224 – 450 – 900 – 1800 об/мин.
ддв2в2а8у
Стол 340х280мм.
Двигатель 400 Вольт – 2 скорости 0,8/1 кВт.
Требуемое пространство: Д 55см Ш 48см В 120см.
Предложение относится только к 1 машине, справа.
Держатель МК2.
Диаметр сверления 23 мм.
Скорости над передачей 224 – 450 – 900 – 1800 об/мин.
ддв2в2а8у
Стол 340х280мм.
Двигатель 400 Вольт – 2 скорости 0,8/1 кВт.
Требуемое пространство: Д 55см Ш 48см В 120см.
Предложение относится только к 1 машине, справа.
ФРИЦ ХЕКЕРТ БТ 2 (6 мм)
Кассель
1973
б/у
Fine Drill Fabr. ФРИЦ ХЕКЕРТ тип BT 2 Маш.№ 578 постройки 1973 Технические данные: Максимальный диаметр сверления 6,0 мм бесступенчатая регулировка скорости 5000-14000 об/мин. РАДИУС 160 мм Размер стола 180 х 180 мм 9qdkj783k Мощность двигателя 200 Вт Электропитание 220 В / 50 Гц с -Патрон 0-6 мм -отдельный трансформатор -Втулка шпинделя с ручным рычагом б/у, в очень хорошем состоянии
Фрезерные обрабатывающие центры 5 осейХЕКЕРТ ЗТ800/130
Уилберторд, Нидерланды
(расположение дилера)
2001
б/у
ход по оси 1600 мм
Bx0de0vra2
Y-путешествие 1500 мм
z-путешествие 1320 мм
ось а +60/-100 0
ось b 360 °
управление Siemens 840D
скорость вращения 15000 об/мин
конус инструмента HSK-A100
вес машины ок. 30 т
размеры машины ок. м
30 т
размеры машины ок. м
ВМВ Хекерт БР 40/2 х 1250
Лейпциг, Германия
(расположение дилера)
1981
б/у
диаметр отверстия в стали (диаметр): 40 мм длина руки:: 280 – 1260 высота заготовки макс.: мм диаметр сверла в чугуне: 60 мм расстояние шпиндель/основание: 280 – 1380 мм конус шпинделя МТ: MK 5 ход шпинделя отверстия: 355 мм подача: 0,063…0,63/6 шаг м/мин оборотов в минуту шпинделя:: 20 – 1200 / 9 шагов об/мин рука: швенкбар 360° длина консоли от центральной колонны: 1700 мм регулировка консоли по вертикали: 800 мм диаметр колонны: Ø 300 мм Бзелнз7м0л опорная плита: 1370 x 750 мм общая потребляемая мощность
Электрогидравлическое зажимное устройствоВМВ ХЕКЕРТ ФХКН 3311
180 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
Быстрозажимное устройство, гидравлическое зажимное устройство, электрогидравлическое зажимное устройство, -Производитель: WMW HECKERT, зажимное устройство от фрезерного станка FW 400 x 1600 -Тип: ФХКН 3311 -Мотор: ВЭМ 0,18 кВт Bcg3el -Размеры: 470/180/215 мм -Вес: 21 кг
1
Универсальный консольно-фрезерный станокВМВ ХЕКЕРТ ФУ 355 x 1250
Штауфенберг
1962
хорошее (б/у)
Универсальный фрезерный станок WMW HECKERT тип FU 355 x 1250
Машина. № 47512/1962 Год выпуска 1962
Технические данные:
Зажимная поверхность стола 355 x 1250 мм
стол можно наклонить на 45° в обе стороны
стол поворотный +- 45
продольное перемещение стола X 1120 мм
Поперечный ход поперечных салазок 345 мм
Вертикальное перемещение кронштейна 400 мм
Нагрузка на стол макс. 1500 кг
Cduuzs9vlq
Диапазон скоростей 28 – 1400 об/мин
диапазон подачи продольной и поперечной 16 – 800 мм/мин
диапазон подачи по вертикали 5 – 250 мм/мин
ускоренный ход продольный и поперечный 3…
№ 47512/1962 Год выпуска 1962
Технические данные:
Зажимная поверхность стола 355 x 1250 мм
стол можно наклонить на 45° в обе стороны
стол поворотный +- 45
продольное перемещение стола X 1120 мм
Поперечный ход поперечных салазок 345 мм
Вертикальное перемещение кронштейна 400 мм
Нагрузка на стол макс. 1500 кг
Cduuzs9vlq
Диапазон скоростей 28 – 1400 об/мин
диапазон подачи продольной и поперечной 16 – 800 мм/мин
диапазон подачи по вертикали 5 – 250 мм/мин
ускоренный ход продольный и поперечный 3…
ВМВ ХЕКЕРТ БТ 2
Лейпциг
диаметр отверстия в стали (диаметр): 2-20 мм
горловина: 210 мм
ход отверстия: 100 мм
Расстояние шпиндель/стол макс. : 450 мм
диапазон оборотов в минуту: I : 355 – 1400 + II: 710-2800 / 4 шага об/мин
конус шпинделя MT: 2
площадь поверхности стола: 340×280 мм
общая потребляемая мощность: 1,1 кВт
вес машины аб.: 163 кг
В9lxphrtkh
транспортные габариты ДхШхВ: 0,6 х 0,5 х 1,28 м
Вертикальная высота передней бабки регулируется вручную до 250 мм.
Сверло может быть выброшено механически.
Нарезка резьбы невозможна.
экв…
: 450 мм
диапазон оборотов в минуту: I : 355 – 1400 + II: 710-2800 / 4 шага об/мин
конус шпинделя MT: 2
площадь поверхности стола: 340×280 мм
общая потребляемая мощность: 1,1 кВт
вес машины аб.: 163 кг
В9lxphrtkh
транспортные габариты ДхШхВ: 0,6 х 0,5 х 1,28 м
Вертикальная высота передней бабки регулируется вручную до 250 мм.
Сверло может быть выброшено механически.
Нарезка резьбы невозможна.
экв…
ВМВ ХЕКЕРТ ФХКН 3311
180 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
1997
б/у
Быстрозажимное устройство, гидравлическое зажимное устройство, электрогидравлическое зажимное устройство, -Производитель: WMW HECKERT, зажимное устройство от фрезерного станка FSS 315-V -Тип: ФХКН 3311 Пейет -Мотор: ВЭМ 0,12 кВт -Размеры: 440/150/h320 мм -Вес: 24 кг
фрезерный станок с горизонтальной станинойВЭБ ХЕКЕРТ FBEW 630×2000 (X2000, Z800мм)
Мёрсдорф
1977
б/у
Горизонтально-фрезерный станок/фрезерный станок с горизонтальной станиной
сделать VEB HECKERT тип FBEW 630×2000
№ 353514, год постройки 1977
Enf9dzb
Технические данные:
Размер стола 2000 х 650 мм
ширина стола 750 мм
длина обработки X 2000 мм
длина обработки Z 800 мм
Подключенная нагрузка 24 кВт
Габаритные размеры Д x Ш x В с/без поворотного кронштейна 5300 x 2250 x 2530/2350 мм
шкаф управления 1000 х 850 х 1800 мм
вес ок. 7,5 т
с
– выдвижная игла
– отдельный распределительный шкаф
– быстрый ход
– экстренная остановка
…
7,5 т
с
– выдвижная игла
– отдельный распределительный шкаф
– быстрый ход
– экстренная остановка
…
ВМВ Хекерт Д 315 к
1 250 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
Поворотный стол, делительно-поворотный стол, делительная головка, делительная головка -Производитель: WMW Heckert, поворотный стол типа D 315 k TGL 28561/02 -Зажимная поверхность: O 315 мм -Высота: 140 мм -Паз: 14 мм -Размеры: 615/540/h250 мм -Вес: 83 кг Автор: bwnp87fe
Небольшой точный двухрядный сверлильный станокWMW Фриц Хеккерт БТ 6
Штауфенберг
1977
отличное (б/у)
Небольшой точный двухрядный сверлильный станок WMW Fritz Heckert Тип BT 6Masch. # 6304/77 8 Год постройки 1977Технические данные: Диаметр сверления 6,0 мм. Скорости шпинделя6Скорости шпинделя400/630/1080/1760/2790/4700 об/мин.Выступ125 ммДиаметр стойки60 ммРазмер стола450 x 170 ммХод втулки60 ммПодключение к сети380 В / 50 Гцмит- Регулируемая по высоте головка- Сверлильный патрон б/у, в хорошем состоянии
Bfxng3sry9
# 6304/77 8 Год постройки 1977Технические данные: Диаметр сверления 6,0 мм. Скорости шпинделя6Скорости шпинделя400/630/1080/1760/2790/4700 об/мин.Выступ125 ммДиаметр стойки60 ммРазмер стола450 x 170 ммХод втулки60 ммПодключение к сети380 В / 50 Гцмит- Регулируемая по высоте головка- Сверлильный патрон б/у, в хорошем состоянии
Bfxng3sry9
ВМВ Хекерт Шпицценабштанд 420 мм
Вифельштеде, Германия
(расположение дилера)
Круглошлифовальный станок, наружно-круглошлифовальный станок, внутришлифовальный станок, центровочно-шлифовальный станок, центрошлифовальный станок, гидравлический универсальный круглошлифовальный станок, полировальный станок
-Производитель: WMW Heckert, гидравлический универсальный круглошлифовальный станок
-Двигатель шпинделя: ВЭБ 0,8/1 кВт/1410/2840 об/мин
-Гидравлический привод: ADDA 0,75 кВт
-Отдельные компоненты: см. фото
Jfes8rp
-Расстояние между центрами: 420 мм
-Размеры: смотрите фото
-Под кабиной…
фото
Jfes8rp
-Расстояние между центрами: 420 мм
-Размеры: смотрите фото
-Под кабиной…
ВМВ Хекерт БТ 2
1650 €
Фиксированная цена плюс НДС
Звоните
Вифельштеде, Германия
(расположение дилера)
Настольная дрель, настольная дрель, колонная дрель, колонная дрель Bytcid7wwg -Производитель: WMW Heckert, настольный сверлильный станок типа BT 2 с подставкой -Зажимной стол: 340 х 280 мм -Путешествие: 250 мм – Держатель шпинделя: MK2 -Проекция: 215 мм -Скорости: 355/710/1400/2800 об/мин -Колонна: диаметр 92 мм -Ход шпинделя: 100 мм -Двигатель: ВЭБ 0,8/1,0 кВт -Напряжение: 380 В -Размеры: 570/500/h3020 мм -Вес: 192 кг
Загрузка. ..
..
Реклама здесь!
Список отчетов
На ваш взгляд, этот листинг нарушает правила нашей торговой площадки?
ПричинаПожалуйста, выберитеМашина больше не продаетсяОбъявление находится в неправильной категорииОбъявление было введено дваждыОбъявление является общей рекламой (например, предложение всех машин типа XY)Объявление содержит номер телефона/факса, адрес электронной почты или Интернет-адресОбъявление было размещено анонимноДругая причина (пожалуйста, укажите другую причину ниже)
Другая причина
Ваше объявление успешно удалено
Произошла ошибка
Хотите получать информацию о появлении в списке новых машин?
Вы можете отозвать это согласие в любое время.
Загрузка…
Другие подержанные машины: Топ 200 -1 тыс. -2 тыс. -3 к -4 к -5 тыс. -6 к -7 тыс. -8 тыс. -9к
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши положения и условия и политику конфиденциальности .
Указанные товарные знаки принадлежат их соответствующим владельцам.
MSG Auctions GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
© 2000-2022 MSG Auctions GmbH
Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google.
Heckert FSS 400 – Чехия
Это объявление было удаленоСожалеем, но этот список больше не доступен. Вот список альтернативных списков.
Цена по запросу
СВЯЗАТЬСЯ С ПРОДАВЦОМ
Открыть похожие объявления
Доступность: объявление уже продано
Описание объявления
Машина в хорошем техническом состоянии, после согласования возможность тестирования. Длина зажимного стола: 1200 мм Ширина зажимного стола: 400 мм Продольная подача x: 1170 мм Вертикальная подача z: 450 мм Поперечная подача y: 375 мм Общая мощность: 14,5 кВт Вес машины: 4000 кг Размеры ДхШхВ: 2350x2250x2550 мм.
Это оборудование находится в Чехии
Обратите внимание, что это описание может быть переведено автоматически.
Цена по запросу
СВЯЗАТЬСЯ С ПРОДАВЦОМ
Открыть похожие объявления
Доступность: объявление уже продано
Информация о листинге
| Производитель | Хекерт |
| Модель | ФСС 400 |
| Год | 1977 |
| Страна | Чехия |
| Состояние | Хороший |
| Основная категория | Металлообрабатывающее оборудование |
| Подкатегория | Универсальный фрезерный станок |
| ID | P100 |
Цена по запросу
СВЯЗАТЬСЯ С ПРОДАВЦОМ
Открыть похожие объявления
Доступность: список уже продан
Онлайн-оценка оборудования
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки промышленного оборудования
Перейти к Валорексо
Лучшие предложения от “Универсальный фрезерный станок”
19
ШЕВАЛЬЕ – QP-2040L
Год
2006
Расположение
Польша
Цена по запросу
9
Унив с ЧПУ Wagner WMC 2600…
Год
2007
Расположение
Польша
Цена по запросу
14
TOS FSQ 80 ЧПУ универсальный…
Год
1990
Расположение
Чехия
Цена по запросу
14
Анаяк VHPlus-3000-MG cn…
Год
2008
Расположение
Испания
Цена по запросу
25
Заер 2700 х 1200 и 1000…
Год
2000
Расположение
Бельгия
Цена по запросу
1
Röders RFM 760/S Уни…
Год
2004
Расположение
Германия
Цена по запросу
7
AVIA VMC 800 HS Унив…
Год
2004
Расположение
Польша
Цена по запросу
5
SHW UF 6 CNC универ…
Год
1989
Расположение
Словакия
Цена по запросу
Посмотреть все
ВМВ | store.
 lathes.co.uk
lathes.co.ukФрезерные станки Heckert (WMW & Union) FU-250 и FW250. Руководство и пакет данных поставляются с новыми машинами
Код печати: MW255C
Вертикальные фрезерные станки Heckert (WMW & Union) FU-250 и FW250. «Пакет данных», поставляемый с новыми машинами, включая «Руководство по электрооборудованию», но без электрических схем.
Подробнее…
AMK (Union WWW Bowes) Радиально-ручная дрель BR40. Руководство
Код печати: MA630
AMK Радиально-рукавная дрель, тип BR40 (производство WMW, а также марки «Union», BFW и BOWES). Инструкция по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Подробнее…
WMW BR40 Руководство
Код печати: MB174BFW
Радиально-упорная дрель Тип BR40 (производство Wmw, маркировка Union и AMK). Руководство оператора по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Подробнее…
NILES (WMW & Union) Токарные станки DLZ-500, DLZ-630 и DLZ-800 Manual – ранние модели.
Код печати: MN700
Токарные станки NILES WMW VEB DLZ-500, DLZ-630, DLZ-800, DZ500 и DZ630 (WMW, VEB и UNION, Восточная Германия) Большое руководство по эксплуатации и техническому обслуживанию с механическими и электрическими схемами. Этот манул предназначен для более ранних моделей с «округлым» стилем. Для более поздних, «угловых» моделей DLZ-500V, DLZ-630V & DLZ-800V См. Публикация MW561
Читать дальше …
Prazimat Dlz (WMW и Veb)1056
Код печати: MP680
Prazimat (WMW и VEB) DLZ 180 x 450 Токарный станок. Руководство по эксплуатации и техническому обслуживанию и детали в виде чертежей компонентов в разобранном виде и электрической схемы.
Подробнее…
Горизонтально-расточные станки TOS W100: Справочник по деталям
Код печати: MT202L
Горизонтально-расточной станок TOS W100 : Справочник по деталям в виде чертежей в разрезе. Не самая лучшая репродукция, но все же четкая.
Не самая лучшая репродукция, но все же четкая.
Подробнее…
Union (WMW) BFT-63 и BFT-80 Расточные станки Руководство
Код печати: MU80
Union (WMW) Горизонтально-расточные и фрезерные станки BFT-63 и BFT-80 . Инструкции по эксплуатации и руководство по обслуживанию с деталями в виде чертежей в разрезе. Включает подробный каталог продаж и спецификаций. Оригинал был отпечатан на обычной некачественной восточногерманской бумаге с использованием чернильного копировального аппарата – следовательно, это издание не соответствует нашим обычным высоким стандартам. Включает в себя подробные и хорошо иллюстрированные каталоги продаж, технических спецификаций и аксессуаров как ранних, так и токарных станков.
Подробнее…
Union (Union и WMW) BFT 80/2 Руководство по эксплуатации и обслуживанию
Распечатать код: MU80A
Union (WMW) BFT 80/2 Горизонтально-расточной и фрезерный станок . Большая инструкция по эксплуатации и руководство по обслуживанию с некоторыми частями, показанными в виде чертежей в разрезе и электрических схем.
Большая инструкция по эксплуатации и руководство по обслуживанию с некоторыми частями, показанными в виде чертежей в разрезе и электрических схем.
Подробнее…
UNION (WMW и UNION) BFT 80/2 Горизонтально-расточной и фрезерный станок. Справочник по деталям
Код печати: MU80AP
UNION (WMW и UNION) BFT 80/2 Горизонтально-расточный и фрезерный станок . Руководство по деталям в виде чертежей в разрезе.
Подробнее…
Union (WMW) BFT 100/4/5 Manual
Код печати: MU80B на заводских табличках проставлены римскими цифрами 1V и V, обозначающие 4 и 5) . Инструкция по эксплуатации и руководство по обслуживанию со схемами в разрезе.
Подробнее…
Union (WMW) BFP 125/5 Горизонтально-расточной станок Ручной
Код печати: MU80C
UNION (WMW) BFP 125/5 Горизонтально-расточный и фрезерный станок. Инструкция по эксплуатации и руководство по обслуживанию с множеством деталей в разрезе и другими чертежами (похоже, это не настоящее руководство по запчастям). Включает копию всеобъемлющего и хорошо иллюстрированного каталога продаж и технических спецификаций производителя.
Включает копию всеобъемлющего и хорошо иллюстрированного каталога продаж и технических спецификаций производителя.
Подробнее…
UNION (WMW) BFT 125/5 Горизонтально-расточной и фрезерный станок.
Код печати: MU80CT
UNION (WMW) BFT 125/5 Горизонтально-расточный и фрезерный станок. Инструкции по эксплуатации и руководство по обслуживанию с большим количеством секционных и других схем деталей (это не похоже на надлежащее руководство по деталям), гидравлической схемой и копией подробного каталога продаж и технических спецификаций производителя.
Подробнее…
Union RTMDSS-45 Руководство
Код печати: MU80D
Union (Naxos-Union и WMW) RTMDSS-45 Станок для шлифовки коленчатого вала Диаметр качания 440 мм, шаг между центрами 750 мм. Очень подробное руководство по эксплуатации и техническому обслуживанию с чертежами электрических схем.
Подробнее…
Руководство по дрели Union WMW BR40 (AMK)
Код печати: MU80F/MV197B
Union (VEB и WMW) Модель BR40 Радиальная ручная дрель Также показана АМК. Инструкция по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Инструкция по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Подробнее…
WMW DKES 1320 x 1000 Одностоечный вертикальный револьверный токарный станок. Руководство оператора
Код печати: MU80G
WMW (Heckert) DKES 1320 x 1000 Одностоечный вертикальный револьверный токарный станок . Руководство оператора. Не лучший экземпляр, но читаемый.
Подробнее…
WMW Unispan 110 Токарный станок Руководство
Код печати: MU88
Токарный станок Unispan 110. Руководство по эксплуатации и техническому обслуживанию. Немецкий текст .
Подробнее…
Руководство по эксплуатации VEB BR40
Код печати: MV197B
Радиально-консольная дрель VEB (Union и WMW), модель BR40 Также показана как дрель типа AMK. Руководство оператора по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Подробнее…
Руководство по эксплуатации VEB SA200 и SU200
Код печати: MV197C
Круглошлифовальные станки VEB (Union и WMW) модели SA200 и SU200 . Руководство оператора по эксплуатации и техническому обслуживанию с множеством полезных чертежей в разрезе и гидравлической схемой.
Подробнее…
Heckert (Union) BR40 x 1250 сверло руководство по эксплуатации
Код печати: MW255 , Боуз и АМК) . Базовое руководство по эксплуатации с руководством по ремонту деталей в виде чертежей и фотографий в разрезе.
Подробнее …
Heckert FW315, FU315, FW400, FW400V, FW400V1 и FSS400 x 1600 Руководство
Print Code: MW255A
Heckert (WMW315A
Heckert (WMW) FW315A
(WMW) FW315A
(WMW) FW315A
(WMW) FW315A
Hecker Миллерс . Руководство по установке и эксплуатации с чертежами в разрезе. Эта версия предназначена для более старых моделей с логическими контроллерами. Инструкции, относящиеся непосредственно к FSS-400, содержатся в дополнительной публикации и охватывают базовую установку, руководство по эксплуатации и ряд полезных чертежей в разрезе, включая тормоз шпинделя, вертикальную головку, муфты, противозазорную гайку, схему зубчатой передачи и т. д.
Эта версия предназначена для более старых моделей с логическими контроллерами. Инструкции, относящиеся непосредственно к FSS-400, содержатся в дополнительной публикации и охватывают базовую установку, руководство по эксплуатации и ряд полезных чертежей в разрезе, включая тормоз шпинделя, вертикальную головку, муфты, противозазорную гайку, схему зубчатой передачи и т. д.
Подробнее…
Вертикальный фрезерный станок Heckert FSS 400 x 1600/V1. Руководство
Код печати: MW255B
Вертикальный фрезерный станок Heckert (WMW), модель FSS 400 x 1600/V1 . FSS 400 x 1600 — модель серий FW и FU315, FW400, FW400V и FW400V1. Инструкции, относящиеся непосредственно к FSS-400, содержались в дополнительной публикации, и они охватывают базовую установку, руководство по эксплуатации и ряд полезных чертежей в разрезе, включая тормоз шпинделя, вертикальную головку, муфты, противозазорную гайку, схему зубчатой передачи, и т. д. Таким образом, руководство также содержит информацию, выпущенную для машин серий FW и FU.
Таким образом, руководство также содержит информацию, выпущенную для машин серий FW и FU.
Подробнее…
Heckert (WMW и UNION) F315/400. Двенадцать электрических схем.
Код печати: MW255D
Heckert (WMW & UNION) F315/400 . Двенадцать электрических схем.
Подробнее…
WMW AMK-30 Универсальная круглошлифовальная машина Руководство
Код печати: MW560
WMW AMK-30 Универсальная круглошлифовальная машина. Руководство оператора по эксплуатации и техническому обслуживанию с электрическими схемами.
Подробнее…
Руководство по эксплуатации бесцентровой шлифовальной машины WMW SASL 125
Распечатать код: MW560A
Бесцентровая шлифовальная машина WMW SASL 125 (также относится к SASL 3, SASL 4 и SASL1 3 8) . Подробное руководство по эксплуатации и техническому обслуживанию с электрическими схемами.
Подробнее…
Круглошлифовальный станок WMW UNION ВЭБ СУ-200 Руководство по эксплуатации
Код печати: MW560B
Круглошлифовальный станок WMW SU-200 ВЭБ . Подробное руководство по эксплуатации. Также должно помочь с моделями СУ-125, СУ-125/1, СУ-200, СУ-200/1 и СУ-315
Подробное руководство по эксплуатации. Также должно помочь с моделями СУ-125, СУ-125/1, СУ-200, СУ-200/1 и СУ-315
Подробнее…
WMW и СОЮЗ ВЭБ СУ-315 Круглошлифовальный станок Руководство по эксплуатации
Код печати: MW560B-315
WMW и СОЮЗ ВЭБ СУ-315 Круглошлифовальный станок ВЭБ. Подробное руководство по эксплуатации с гидравлическими схемами.
Подробнее…
WMW UNION SU-125, SU-125/1, SU-200, SU-200/1 и SU-315 Круглошлифовальный станок. «Описание всего электрооборудования»
Код печати: MW560BE
Круглошлифовальные станки WMW UNION SU-125, SU-125/1, SU-200, SU-200/1 и SU-315 . «Описание всего электрооборудования» с электрическими схемами, в том числе схема проводки панели управления. Для наглядности большие схемы проводки отправляются в формате PDF.
Подробнее…
WMW SU Круглошлифовальные станки Электрические руководства
Код печати: MW560C0138 Руководство по электротехнике со схемами для моделей.
Read more…
WMW SASE 200/02 and SASE 200/03 Cylindrical Grinders Manual
Print code: MW560D
WMW SASE 200/02 and SASE 200/03 Erfurst (VEB ) Наружные круглошлифовальные станки . Руководство по электрооборудованию с раскладными схемами.
Подробнее…
WMW, VEB, Fritz Heckert, Saalfeld, Сверла BS, BK и BKR 20 и 21 Руководство по сверлам
Код печати: MW560J
WMW “Saalfeld”, “Union”, “VEB” Станок для сверления столбов BS-20-A1, Станок для сверления колонн BK-20-A1 и Станок для сверления колонн BKR-20 x 2 к 6-А1 . Руководство по эксплуатации и техническому обслуживанию с некоторыми полезными чертежами деталей в разрезе. 6 Руководство по дрели
Код печати: MW560K
WMW, Union, VEB и Saalfeld: Сверла серии BS, BK и BKR BS-25, BK-25 и BKR x от 2 до 6
Сверлильные станки для колонн, коробчатых и групповых колонн . Руководство по эксплуатации и техническому обслуживанию с электрической схемой и некоторыми полезными чертежами в разрезе.
Руководство по эксплуатации и техническому обслуживанию с электрической схемой и некоторыми полезными чертежами в разрезе.
Подробнее…
WMW STSR-400 Руководство
Код печати: MW560L
WMW STSR-400 Вертикальный долбежный станок с круглым столом . Инструкция оператора.
Подробнее…
WMW Bowes BR40 Инструкция по эксплуатации
Распечатать код: MW560N
WMW (VEB) Bowes BR40 радиально-ручная дрель. Радиально-консольная дрель VEB модели BR40 Также показана как дрель типа AMK. Руководство оператора по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Подробнее…
Радиально-ручная дрель Union BOWES BR40 (также с маркировкой AMK, WMW и VEB) Руководство по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе
Код печати: MW560N
Радиально-ручная дрель Union BOWES BR40. Также под маркой Union, WMW, AMK и ВЭБ. Инструкция по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Также под маркой Union, WMW, AMK и ВЭБ. Инструкция по эксплуатации и техническому обслуживанию с полезными чертежами в разрезе, аннотированными фотографиями различных узлов и электрической схемой.
Подробнее…
WMW 1250 Сверла Руководство
Распечатать код: MW560Q Руководство по эксплуатации, руководство по электрооборудованию и руководство по деталям в виде чертежей в разрезе.
Подробнее…
WMW (Union) AMK F33 (FU 250 x 1000) Фрезерный станок. Подробная инструкция оператора
Код печати: MW560R
WMW (Union) AMK F33 (FU 250 x 1000) Фрезерный станок . Подробная инструкция оператора с множеством полезных чертежей в разрезе и описанием использования принадлежностей.
Подробнее…
WMW VEB (также под маркой Niles and Erfurt). DLZ-500V, DLZ-630V и DLZ-800VL Manual – поздние модели.
Код печати: MW561
WMW VEB (и Erfurt, Niles и VEB) Прецизионные токарные станки DLZ-500V, DLZ-630V и DLZ-800VL — поздние модели с угловатым дизайном (также охватывает версии 500E, 630E и 800E). Руководство по эксплуатации с механическими и электрическими схемами. Английский текст. Это руководство предназначено для более поздних токарных станков с «угловым» дизайном – для ранних моделей с «закругленным» дизайном DLZ-500, DLZ-630 и DLZ800 см. публикацию MN700 ниже
Руководство по эксплуатации с механическими и электрическими схемами. Английский текст. Это руководство предназначено для более поздних токарных станков с «угловым» дизайном – для ранних моделей с «закругленным» дизайном DLZ-500, DLZ-630 и DLZ800 см. публикацию MN700 ниже
Подробнее…
WMW VEB DLZ Руководство на немецком языке
Код печати: MW561A
WMW VEB (и Erfurt, Niles и VEB) Прецизионные токарные станки DLZ-500, DLZ-630 и DLZ-800 — ранние модели округлого дизайна. Руководство по эксплуатации с механическими и электрическими схемами. Немецкий текст .
Подробнее…
BFT 63 и BFT 80
Код печати: P-1971
Union BFT 63 и BFT 80 – Каталог продаж, включая фотографии, размеры и технические данные.
Подробнее…
Буры WMW UNION, типы BFT 100/111, BFT 125/1, BFP 125/1 и BFP 160/1 Каталог
Код печати: W100A
Буры WMW UNION, тип 0 /111, BFT 125/1, BFP 125/1 и BFP 160/1 . Подробный и красиво иллюстрированный
Подробный и красиво иллюстрированный
каталог продаж, спецификаций и аксессуаров. 60 страниц
Подробнее…
Горизонтально-расточные станки WMW UNION типов BFT63 и BFT80 Ранние и поздние каталоги
Код печати: W100B
Горизонтально-расточные станки WMW UNION, типы BFT63 и BFT80 Два каталога продаж, технических спецификаций и аксессуаров, один ранний, другой поздний, показывающие все версии станков со шкивами, установленными на головке. 34 подробные и хорошо иллюстрированные страницы. Самые ранние модели с открытыми шкивами на головке см. в публикации W100D
Подробнее…
Горизонтально-расточные станки WMW UNION 1954. Первый выпущенный каталог на английском языке Типы BFT63, BFT80, BFT100, BFT125, BPP 125, BFP 160 и BFP 200
Печатный код: W100BE
Горизонтально-расточные станки WMW UNION 1954 г. Первый каталог на английском языке для типов BFT63, BFT80, BFT100, BFT125, BFP 125, BFP 160 и BFP 200 (станки отличаются от более поздних моделей открытыми шкивами). над основной колонкой). Подробный и хорошо иллюстрированный каталог продаж, технических спецификаций и аксессуаров. 18 страниц.
над основной колонкой). Подробный и хорошо иллюстрированный каталог продаж, технических спецификаций и аксессуаров. 18 страниц.
Подробнее…
WMW UNION Горизонтально-сверлильный станок, тип BFT 125/5 Каталог
Код печати: W100C
WMW UNION Горизонтально-сверлильный станок, тип BFT 125/5 Продажа, технические характеристики и каталог принадлежностей 26 подробных и хорошо иллюстрированных страниц.
Подробнее…
Горизонтально-расточные станки WMW UNION, типы BFT63 и BFT80. ранние модели с открытыми шкивами на верхней части головы. Каталог
Код печати: W100D
Горизонтально-расточные станки WMW UNION, типы BFT63 и BFT80 . Ранние модели 19 века.50-х годов с открытыми шкивами на макушке. Продажа, технические характеристики и каталог аксессуаров. 16 страниц.
Подробнее…
WMW UNION Горизонтально-сверлильный станок Тип BFT80/2 Каталог
Код печати: W100E
WMW UNION Горизонтально-сверлильный станок Тип BFT 80/2 Каталоги спецификаций и аксессуаров. 28 страниц.
28 страниц.
Подробнее…
Горизонтально-расточные станки WMW UNION, типы BFT 80/3 и BFT 90/3 Каталог.
Код печати: W100F
Горизонтально-сверлильные станки WMW UNION, типы BFT 80/3 и BFT 90/3 Продажа, технические характеристики и каталог принадлежностей. 16 страниц.
Подробнее…
WMW UNION Горизонтально-сверлильный станок Тип BFT 100.1V (BFT 100.4) Каталог
Код печати: W100G
WMW UNION Горизонтально-сверлильный станок Тип 9.1 BFT 100.10V0 (BFT 100.10V0) Каталог аксессуаров. 22 страницы.
Подробнее…
WMW UNION Горизонтально-сверлильный станок, тип BFT 110/5. Каталог
Код печати: W100H
WMW UNION Горизонтально-сверлильный станок, тип BFT 110/5 Каталог продаж, технических характеристик и аксессуаров. Английский, немецкий и испанский текст. 20 страниц.
Подробнее…
Горизонтально-расточные станки WMW UNION – новые типы BFT 110 и BFT 130.
 Каталог
КаталогКод печати: W100J
Горизонтально-расточные станки WMW UNION – новые типы (1984) BFT 110 и BFT 130 . 4-страничный каталог основных спецификаций.
Подробнее…
WMW UNION Горизонтальный бур, тип BFT 125.111 (BFT 125.3). Каталог.
Код печати: W100K
WMW UNION Горизонтально-сверлильный станок, тип BFT 125.111 (BFT 125.3) Каталог продаж, технических характеристик и аксессуаров. 22 страницы.
Подробнее…
WMW UNION Горизонтально-сверлильный станок, тип BFP 125.111 (BFP 125.3). Каталог
Код печати: W100L
WMW UNION Горизонтально-сверлильный станок, тип BFP 125.111 (BFP 125.3) Каталог продаж, технических характеристик и аксессуаров. 22 стр.
Подробнее…
WMW UNION Горизонтально-сверлильный станок, тип BFP 160.1 (BFP 125/1). Каталог.
Код печати: W100M
WMW UNION Горизонтально-сверлильный станок, тип BFP 160. 1 (BFP 125/1) Каталог продаж, технических характеристик и аксессуаров. 22 страницы.
1 (BFP 125/1) Каталог продаж, технических характеристик и аксессуаров. 22 страницы.
Подробнее…
Горизонтально-расточные станки WMW UNION, типы BFT 110/6 и BFT 130/6. Каталог.
Код печати: W100N
Горизонтально-сверлильные станки WMW UNION, типы BFT 110/6 и BFT 130/6 Продажа, технические характеристики и каталог принадлежностей. 16 страниц.
Подробнее…
Горизонтально-расточные станки WMW UNION, тип BFT 90/3-3 Каталог
Код печати: W100P
Горизонтально-сверлильный станок WMW UNION, тип BFT 90/3-3 Продажа, технические характеристики и каталог аксессуаров. 8 страниц.
Подробнее…
WMW Heckert FSS 400 IV kullanılmış satin al
sabit fiyat KDV hariç
2.000 €
Üretim yılı
1988
Durumu
Kullanılmış
Konum
Mittelweg 144, 20148 Hamburg, DE
Харитаи гёстер
Resimleri гёстер
Харитаи гёстер
- Макине türü:
- Dikey freze makinesi
- Почтовый ящик:
- ВМВ Хеккерт
- Модель:
- ФСС 400 IV
- Уретим йылы:
- 1988
- Дуруму:
- Ишлем Ичин Хазыр (Кулланилмыш)
- Фиат:
- 2.
 000 € sabit fiyat KDV харич
000 € sabit fiyat KDV харич
- Конум:
- Миттельвег 144, 20148 Гамбург, Германия
- Перечень номеров:
- А751-5236
- Сон güncelleme tarihi:
- 19.09.2022
Konumdan hemen kullanılabilir:
Dikey Freze Makinesi Wmw Heckert
TIP FSS 400 IV
üretim Yılı 1988
MASA 1600 X 400 мм
Hareket X / Y / Z 1120 /345 /400 мм
MASA Yükü 1500 KG
MASA yükü 1500.
MASA Yükü 1500.
̇ş Mili Hızları 28 – 1400 об / мин
Mesafe Mili – Tabla 100 – 500 мм
ev8qqsfte
Mil üzerinde 11 кВт
ağırlyk 4 ila
Birçok At Ating
.Bu ilan otomatik olarak tercüme edildiğinden bazı çeviri hataları oluşmuş olabilir.
MHS Maschinen Handel Schleswig Holstein GmbH
Датчанин: герр Петер Шульте
Миттельвег 144
20148 Гамбург, Алманья
+49 40 46. .. гёстер
.. гёстер
Телефон:
Дания:
Сн. (Бухта) Peter Schulte
Makine kimliği:
A751-5236 Werktuigen’da
En son çevrimiçi: dün
İlk kayit tarihi: 2009
28 çevrimiçi ilan
Maschinenhandel mit Werkzeug-und Blechmaschinbearbeitung
Weitere rechtliche Angaben
MHS Maschinenhandel Schleswig-Holstein GmbH
Миттельвег 114, 20148 Гамбург
Тел. +49 (0) 40 / 36 111 693
Факс +49 (0) 40 / 36 111 695
Amtsgericht Hamburg HRB 115591
Гешафтсфюрер: Петер Шульте
Истек Гондер
Здравствуйте, мистер Шульте,
Я видел ваше объявление “Dikey freze makinesi WMW Heckert FSS 400 IV” на Werktuigen.biz.tr. Можно ли будет осмотреть машину?
Я с нетерпением жду вашего ответа. С наилучшими пожеланиями
С наилучшими пожеланиями
Ben bir satıcıyim
Benzer makineler için teklif alın
Примечание: Talebiniz бу kategorideki Tüm satıcılara iletilecektir. Bu, çok büyük sayıda teklif ile sonuçlanabilir!
Истек гондерилемеди. Lütfen daha sonra tekrar deneyin.
Гизлилик Билдирими
Телефон: +49 40 46086053
Факсы: +4
111695
+49 40 46… гёстер
Телефон:
Дания:
Сн. (Бухта) Питер Шульте
Макине Кимлиги:
A751-5236 Верктюгенда
+49 40 36. .. гёстер
.. гёстер
факсы:
Bu ilanlar da ilginizi çekebilir.
Фрезе макинеси – дикейWMW-HECKERT ФСС 400/Е
Эннепеталь
1989
kullanılmış
x-way 1120 мм у-йолу 345 мм з-йолу 400 мм сыкыштырма юзейи 1600×400 мм ilerleme kademesiz değişken 16- 800/5-250 (Z) мм/день hızlı travers 3.15/1 (Z) м/день Табло юкю 1,5 т Иш Мили Мотору 11 кВт İş mili hızı 28- 1400 об/мин Ccgwnv0qfy Мил монтажи ISO 50 Алан герексиними яклашик 3,5 x 2,9х 2,2 м Toplam güç gereksinimi 14,5 кВт Makine ağırlığı yaklaşık 4 т
Dikey konsol freze makinesiВМВ ХЕКЕРТ FSS 400 VI/2 (Tisch 1600 x 400 мм)
Мёрсдорф
iyi (kullanılmış)
WMW HECKERT типи FSS 400 VI/2 dikey konsol freze makinesi
Марка № 324606/90
Cdutd8mav3
Технический верилер:
Маса сыкыштырма юзейи 1600 x 400 мм
Seyahat X эксени 1120 мм
Seyahat Y ekseni 345 мм
Seyahat З эксени 400 мм
Mil merkezi ile kolon kayma yüzeyi arasındaki mesafe 450 мм
İş miliburnu ile tabla yüzeyi arasındaki mesafe 100 – 500 мм
İlerleme aralığı uzunlamasına/enine 16 – 800 мм/день
Besleme aralığı dikey 5 – 250 мм/день
Траверсы Hızlı, uzunlamasina/enlemesine 3150 мм/день
Хызлы пересекает дикей 1000. ..
..
WMW-HECKERT ФСС 400/Е
Эннепеталь
1989
кулланилмыш
X-1120 мм Hareket Y-345 мм Hareket Z-400 мм Sıkıştırma Yüzeyi 1600×400 MM Toplam Güç Gereksinimi 14,5 KW Makine Ağırlığı Yaklaşık 5,2 T Makine Boyutları 1 8×2 0x2,1 Mautry-rx-rxgy-rx-rx-rxgy-rxrxy-rxrxy-rxrxy-rxrxy rxgry-rxrxyry yaklaghık 5 ,5×1,8 м. Döner indexleme tablası makinenin bir parçasıdır. Z0x8w
Универсальная заморозка kafasıВМВ ХЕКЕРТ ФСС 315-VI
1. 150 €
150 €
сабит фият КДВ харич
Ара
Вифельстеде, Альмания
(Байи конуму)
kullanılmış
Üniversal freze kafası, freze adaptörü, freze uzatması, açılı frezeleme kafası – A parçasının bir parçası: WMW HECKERT freze tezgahı – Numara: 1 adet açılı freze kafası – Kayıt çıkışı: SK50 – Kayıt: Giriş dişlisi – Freze kafası: tamamen döndürülebilir –Резес кайды: мм -Дире шага: мм -Ташима бойутлары: 750/600 / В530 мм -Агырлык: 296 кг Pk8w0fhm
Freze makinesi – евренсельWMW-HECKERT ФВ 400 Э
Крефельд, Альмания
(Байи конуму)
1990
Kullanılmış
X-1120 мм Hareket Y-355 мм Hareket Z-400 мм таблевой yüzeyi 400 x 1600 мм таблевой yükü 1500 kp mil montajı iso 50 mesafe iş mili/sıkıştırma yüzeyi maksimum 600 mmelemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velemer-velem dak beslemeler – dikey 5 – 250 мм/dak hızlı hareket – boyuna/chapraz/dikey 3150 / 1000 мм/dak hız aralığı 28 – 1400 об/мин напряжение 380 В / 50 Гц топлам герексиними 14,5 кВт тахрик гюджу 11 кВт макинен . 4,1 т makinenin boyutları yaklaşık 5 x 3,5 x 2,2 m mil ve yatay frezeleme cihazı için kar…
4,1 т makinenin boyutları yaklaşık 5 x 3,5 x 2,2 m mil ve yatay frezeleme cihazı için kar…
WMW-HECKERT ФУ 400/Е
Эннепеталь
1988
кулланилмыш
x-1120 мм харекет y-345 мм харекет z-400 мм tabla boyutu 1600 x 400 мм hız aralığı – yatay 14 – 1400 об/мин беслемелер 16 – 800 мм/день hızlı hareket 2 м/день iş mili kolam güç 50 gereksinimi 14.5 kW makine ağırlığı yaklaşık 4 t yer gereksinimi yaklaşık 3 x 2 x 2,7 m Makine dijital göstergeye ve +/- 45° döndürülebilen bir tablaya sahiptir. Makine, yatay freze cihazı için dikey freze kafası ve karşı yatak ile donatılmıştır. Makineyle birlikte birkaç freze ayağı tedarik ediyoruz.
0orksgwq
Makineyle birlikte birkaç freze ayağı tedarik ediyoruz.
0orksgwq
WMW ХЕКЕРТ ВЭБ Ф 400-Э/01 (1802 г.)
4.200 €
сабит фият КДВ харич
Ара
Татабанья
1990
iyi (kullanılmış)
Юретичи: VEB Heckert Ипуку: F 400 – E 01 Маса боюту: 1600×450 мм Cdowz7ndoa заяц: х: 1100 мм у: 370 мм по высоте: 400 мм
Универсальные фризовые макинесиWMW-HECKERT ФВ 400 ВИ
Гренцах-Вилен, Альмания
(Байи конуму)
1980
kullanılmış
x-1120 мм seyahat
у-355 мм сеяхат
з-400 мм сеяхат
Маса юзей алани 400 x 1600 мм
Wtvd837kn
Табло юк 1500 кп
Коник ISO 50 iğ 0
mesafe iş iğ / поверхность табло 600 мм
Корма – бойуна/чапраз 16-800 мм/дак
дикей 5-250 мм/дак беслемелери
hızlı hareket – boyuna/arası/dikey 3150 / 1000 мм/дак
hız aralığı 28-1400 Ед/день в день
напряжение 380 В / 50 Гц
Toplam güç gereksinimi 14,5 кВт
Сантралин 11 кВт
Макине ca ağırlığı. 4,1 т
Макине ок. 3,5 х 3,5 х 2,2 м.
iğ ve tutucu horinzontal freze aygıtının
Унив…
4,1 т
Макине ок. 3,5 х 3,5 х 2,2 м.
iğ ve tutucu horinzontal freze aygıtının
Унив…
ВМВ Хекерт ФСС 315
Хемниц
1985
йениленмиш (кулланилмыш)
Tabla genişliği 315 mm, tabla uzunluğu 1250 mm takım tutucu SK50, hız aralığı (1/dak) 28-1400 hareket (X/Y/Z) 850/270/505 mm besleme aralığı (mm/dak) X, Y 16 -800 , Z 5-250 Bağlantı değeri 8 kW, elektrikli alet kelepçesi dahil Freze kafası döner +/- 45°, uç stroku 90 mm 3 eksende hızlı hareket Soğutma sıvısı sistemi, konsol alçaltma Büyük Z-yolu için stant artışı kısmen sökülmüş ve mekanik olarak kontrol edilmiştir. 2021'de yenilemenin yanı sıra Dönebilen ve katlanabilir alet koruma ekranı 3 …
2021'de yenilemenin yanı sıra Dönebilen ve katlanabilir alet koruma ekranı 3 …
ВМВ ХЕКЕРТ ФСС 315-В
1.150 €
сабит фият КДВ харич
Ара
Вифельстеде, Альмания
(Байи конуму)
Kullanılmış
üniversal Freze Kafası, Freze Adaptörü, Freze Uzantısı, Azılı Freze Kafası -üretici: Wmw Heckert, Freze Makinesindenden Freze kafası fss 3 315 -v -kayıt -ç -strishy -yrishy -yrishy -yrishy -yrishy -yrishy -yrise1 мм – Резес кайды: мм -Шаг daire: мм -Taşıma boyutları: 850/650 / H520 мм -Ağırlık: 277 кг Цксфьдун
Консоль фрезы WMW Heckert FU 400 V/ВМВ ХЕКЕРТ ФУ 400 В/2
5. 000 €
000 €
Başlangıç fiyatı KDV hariç
Ара
Плауэн
1985
işlem için hazır (kullanılmış)
Sıkıştırma yüzeyi 400×1600, 5 T-yuvası Çapraz yollar: X 1120, Y 345, Z 400 cihaz dahil maksimum iş parçası kütlesi 1500kg dönme aralığı tablosu 45° takım tutucu ISA 50 iş milinde maksimum tork 1850Nm maksimum kesici Kafa çapı 315 Hız Aralık 28-1400rpm 18 Kademeli beslemeler: x/y 16-800 Z 5-250 мм/Dak 18 Kademeli Soğutma sıvısı Cihazı 45L, 1,8L/Daktrikli Freze Mili 11kw Gükı Belemeleri. aksesuarlar: dikey freze cihazı bağlama cihazlar frezeleme milleri sadece AB iç…
Dikey freze makinesiВМВ Хекерт ФСС 315
2.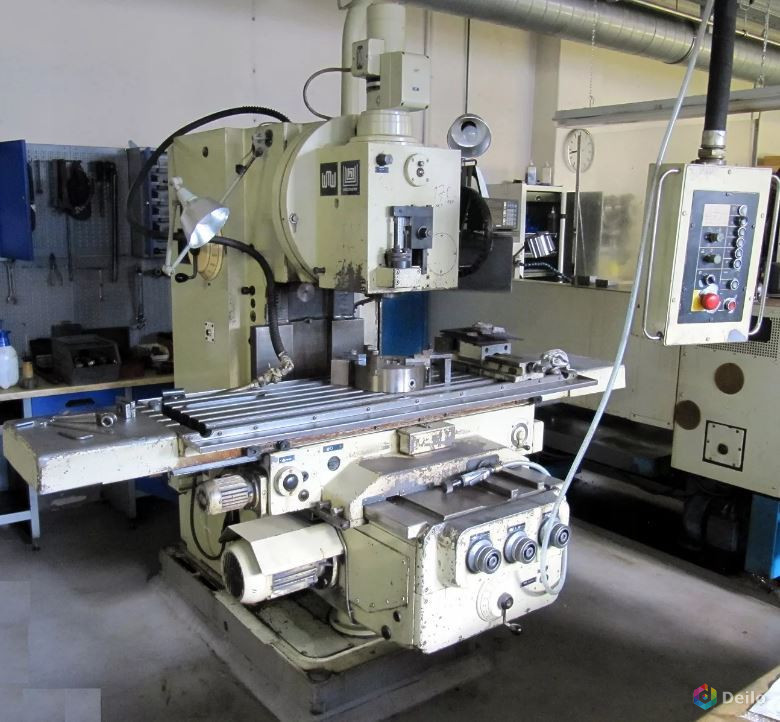 990 €
990 €
sabit fiyat KDV bildirimi gösterilmemekte
Ара
Штютценгрюн
mükemmel (kullanılmış)
WMW Heckert'ten dikey freze makinesi Öğe türü FSS315 Hareket X: 845 мм Hareket Y: 350 мм Hareket Z: 350 мм Таблица размеров: 1230 x 330 мм Mil hızları 1: 008 – 208 – мм SK 50 Ağırlık 3.3t Твердые: kullanılmış ( kullanıma hazır) Teslimat mümkün değil! Invok002
Dikey freze makinesiВМВ ХЕКЕРТ ФСС 315/Е
5. 800 €
800 €
сабит фият КДВ харич
Ара
Зоннеберг
1983
IYI (Kullanılmış)
Makine Numarası: 316204/22 TIP / MODEL: FSS 315 / E SEYAHAT XYZ: 850 – 280 – 355 мм таблица: 1,200 x 370 мм Sıkıştyrma yüzeyi: 1.060 x 260 мм Hız argyrma yüzeyi: 1.060 x 260 мм. военный монтаж: SK 50 ход иглы: 80 мм Максимальная длина x ve y ekseni 16 800 мм / dak бескрайний z exseni: 5 ila 250 мм / dak Багланты: 8 кВт Аксесуар / оборудование: Döner kafa; твердая порода: iyi Ağırlık: 4 тонны Boyutlar: 2.000 x 2.000 x 2.400 мм 2рвнге
Dikey freze makinesiХекерт ФСС 400
Kobližná 3, 631 32 Брно-Брно-стржед, Чехия
2010
ийи (кулланилмыш)
Envanter Sayı: 5983 Совет: FSS 400 üretici: Heckert üretildi: Go 2010 Parametreler: çalışma masası uzunluğu: 1600 мм çalışma masası genişliğжи: 400 мм мил Тэхрик Гюси: Y ekseni hareket: 370 мм Z ekseni hareketi: 430 мм Esusz0tb
ФСС 400×1600ХЕКЕРТ ФСС 400 х 1600 + ФУ 400 х 1600 АПУГ
Дидам
1990
kullanılmış
FSS 400 x 1600 цифровой экран FU 400 x 1600 VI-2 APUG Resimli mengeneler olmadan 1 destek yatağı Gjn007hyu
Dikey freze kafasıWMW Шмельн АпСС-II F400 (ФСС 400)
Лейпциг, Альмания
(Байи конуму)
1984
kullanılmış
Freze kafası bir freze makinesi için dikey aksesuar Fritz HECKERT FSS 400 -Агырлык 255 кг 70ym7alq2 -Боютлар: ДхШхВ: 560 х 500 х 400мм -поворотный 90 ° с/с -sıkma alanı 500 x 400 мм
1
АйнасыВМВ 400
Лейпциг, Альмания
(Байи конуму)
kullanılmış
aynası çapı: 400 мм
Генишлик: 85 мм
sıkıcı чапы: 90 мм
Bjmql3em
Toplam güç gereksinimi:-кВт
Макине ок. агырлык: 0,053 т
Боютлар: 400 х 125 мм
Slidewith 2 x 4 adet Torna aynaları (iç/dış) seyahat 45 мм sıkma sıkma yüz
alan sıkma: iç çap 120-400mm ve dış çap 120-330mm
фланецвпускной диаметр 160 мм
экипман:
Чак Анахтар
агырлык: 0,053 т
Боютлар: 400 х 125 мм
Slidewith 2 x 4 adet Torna aynaları (iç/dış) seyahat 45 мм sıkma sıkma yüz
alan sıkma: iç çap 120-400mm ve dış çap 120-330mm
фланецвпускной диаметр 160 мм
экипман:
Чак Анахтар
WMW Мейзельвиц СтС 400 (Ступица 400)
Мёрсдорф
1961
ийи (кулланилмыш)
Dikey kanal açma makinesi WMW Meuselwitz tipi StS 400 seri no. 4178.20.61, yapım yılı 1961 teknik veriler: Strok 400 mm döner tabla çapı 850 mm 6 ram stroku 18 – 56 /dk Kesme hızı 2 – 70 m/dk kesim başık ilerleme 0,14 – 1,4 mm kW 1,4 mm Bağıl boyutlar U x G x Y 2800 x 2000 x 3300 мм ağırlık 6200 кг – донер başlıklı, bir şirket tasfiyesinden iyi durumda Bxvxlzvyx0
Testere biçakları için taşlama makinesiВМВ SWSK 400
261 01, Ческо
1984
mükemmel (kullanılmış)
Testere biçağı çapı 20-400 мм
Блюдо айрыми 24 мм
Taşlama gövdesi çapı макс. 200
taşlama gövdesi stroku – sürekli ayarlanabilir 50-220 строк/день.
taşlama mili dönüşü 3340/4175 н/дак
ташлама мили тахрики 0,75 кВт
дишли тахрик 0,35/0,5 кВт
– değiştirilebilir kutuplar 0,01 мм
Oluşturma programı isteğe bağlıdır
1 – Программа Каба Ишлеме
– 5-99 блюд артышлары
– Bu montajı 999 defaya kadar tekrarlayın
2 – ikinci bitirme programı benzer, ancak sadece 99 tekrar
3 – чапак алма программы
– Дурмадан 9 дефайя кадар…
200
taşlama gövdesi stroku – sürekli ayarlanabilir 50-220 строк/день.
taşlama mili dönüşü 3340/4175 н/дак
ташлама мили тахрики 0,75 кВт
дишли тахрик 0,35/0,5 кВт
– değiştirilebilir kutuplar 0,01 мм
Oluşturma programı isteğe bağlıdır
1 – Программа Каба Ишлеме
– 5-99 блюд артышлары
– Bu montajı 999 defaya kadar tekrarlayın
2 – ikinci bitirme programı benzer, ancak sadece 99 tekrar
3 – чапак алма программы
– Дурмадан 9 дефайя кадар…
СТАРАГ ХЕКЕРТ CWK 400 Динамический
Унтершлайсхайм, Альмания
(Байи конуму)
2001
kullanılmış
x-way 650 мм
у-йолу 650 мм
з-йолу 650 мм
Контроль SIN840D
Паллет боюту 500 х 400 мм
B9picbh9
Маса юку макс. 500 кг
Б – эксен 360 х 0,001°
İş mili hızları 50 – 10.000 об/мин
Tahrik gücü %100 ED 37,00 кВт
Tahrik gücü %40 ED 24,00 кВт
İlerleme hızları x/y/z 1 – 40.000 мм/день
Траверсы Хызлы x/y/z 40,00 м/день
Ön rulmanda mil çapı мм
Таким тутуджу DIN 69893 СК40
240 йери олан алет магазин
Таким чапы 80 мм
Serbest yardımcı pl. ile takım çapı 160 мм
Takım uzunluğu – макс. 350 мм
Alet ağırlığı макс. 10,00 к…
500 кг
Б – эксен 360 х 0,001°
İş mili hızları 50 – 10.000 об/мин
Tahrik gücü %100 ED 37,00 кВт
Tahrik gücü %40 ED 24,00 кВт
İlerleme hızları x/y/z 1 – 40.000 мм/день
Траверсы Хызлы x/y/z 40,00 м/день
Ön rulmanda mil çapı мм
Таким тутуджу DIN 69893 СК40
240 йери олан алет магазин
Таким чапы 80 мм
Serbest yardımcı pl. ile takım çapı 160 мм
Takım uzunluğu – макс. 350 мм
Alet ağırlığı макс. 10,00 к…
ВМВ ФСС 315 В-2
Германия
incelemesiz (kullanılmış)
Konv. фрезы WMW FSS 315 V-2
Уретим йылы: билинмиёр
Bazı aksesuarlar mevcuttur. Бююк менгене
yanı sıra parça aparatları. Fonksiyon verilmiştir. Маса Мили Харекет Эдер
Eiinqd9ve
ашагия догру. Bunun için zeminde bir delik açılmalıdır.
Lütfen unutmayın.
Сеяхат (X/Y/Z): 1120/345/400 мм
Таким тутучу: 50 шведских крон
Маса боюту: 1400×325 мм
İş mili hızı: 1800 об/мин
Макине боюту: 1,8×1,8×2,6м
Бойют контроля кабины: 0,9х0,45х1,3м
Агырлык: яклашик 3,3до
Fonksiyon verilmiştir. Маса Мили Харекет Эдер
Eiinqd9ve
ашагия догру. Bunun için zeminde bir delik açılmalıdır.
Lütfen unutmayın.
Сеяхат (X/Y/Z): 1120/345/400 мм
Таким тутучу: 50 шведских крон
Маса боюту: 1400×325 мм
İş mili hızı: 1800 об/мин
Макине боюту: 1,8×1,8×2,6м
Бойют контроля кабины: 0,9х0,45х1,3м
Агырлык: яклашик 3,3до
ВМВ 600 x 400 мм Т-образная гайка 12 мм
1.450 €
сабит фият КДВ харич
Ара
Вифельстеде, Альмания
(Байи конуму)
kullanılmış
Sıkıştırma tablası, sıkma açısı, T-kanal tablası, döner tabla, freze tezgahı tablası -Masa yüzeyi: 400 x 600 mm -T-kanalları: yarık genişliği 12 mm -dönebilir -kranklarla eğilebilir ve döndürülebilir -kapaklara uyar Mikron WMW ve diğer freze makineleri -Ağırlık: 200 кг -Sayi: 1x mevcut – Fiyat: parça başına прт9уравнение
ЗарВМВ 400 х 3
Лейпциг, Альмания
(Байи конуму)
Kullanılmış
çap: 400 мм Гесиш: 140 мм Генишлик: 105 мм макиненин агирла Яклашык: 79 кг Бойутлар У х х y: Ø 400 x 220 мм. Ø 250 мм, макс. Ø 50 мм Монтаж фланца: M20 и 6 шт.
Svj7sguh
Ø 250 мм, макс. Ø 50 мм Монтаж фланца: M20 и 6 шт.
Svj7sguh
ВМВ Микромат БКоЭ 400 х 630/1
Мёрсдорф
incelemesiz (kullanılmış)
WMW Микромат типи BKoE 400 x 630/1 tek kolonlu koordinatlı delme makinesi
Макине нумарасы 1203.14.44
Yüksek kaliteli mastarların, fikstürlerin tek parçalı, küçük parçalı ve orta parçalı uretimi için
sıkı tolerans gereksinimleri olan takımlar ve iş parçaları
Технический верилер:
Маса боюту 630 х 400 мм
Чекчам
Маса илерлемелери 63 / 160 / 400 / 1000 мм/день
19иш мили хызы 45 – 2800 об/мин
İş mili ilerlemesi 0,014 – 0,5 мм/дев. меснет бессмеси 0,006 – 0,22 мм/дев.
Делме Мили Строку 100 мм
İş mili çapı…
меснет бессмеси 0,006 – 0,22 мм/дев.
Делме Мили Строку 100 мм
İş mili çapı…
СТАРАГ ХЕКЕРТ ГЭК 400 Ф
2017
Kullanılmış
X-650 мм Hareket Y-650 мм Hareket Z-680 мм Hareket Control Siemens 840 D Палете Бояту 400×500 мм палете yükleme 500 кг. траверс 65 м/день иш мили дёнюш хызы аралиги 18.000 ед./день иш мили кониги HSK A 63 таким дегиштирме суреси 4 сн таким дегиштирме бирими 40-фач макс. ücretsiz alet kutusu ile alet çapı 160 мм макс. alet çapı 80 мм макс. alet uzunluğu 350 мм toplam güç gereksinimi kW makinenin ağırlığı ок. 11,…
Testere biçağı taşlama makinesiWMW ВЕРКО SWSK 400
2. 900 €
900 €
Başlangıç fiyatı KDV hariç
Ара
Вердау
1992
IşLem Isicin hazır (Kullanılmış)
– 20 – 400 мм Arası Testere bıçakları Isicin – Maksimum 200 мм Taşlama çarkı çapı – 24 мм ' Ye Kadar Diş arııırylykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykilykirylishilykirykirykirykil Кабнмли9ст
консоль фрезе макинелериХЕКЕРТ ФУ 400х1600 АПУГ
Дидам
1992
kullanılmış
Düzenli olarak stoklarımızda: Konsol freze makineleri HECKERT Модель FSS 400 x 1600 dikey Модель: FU 400 x 1600 APUG 1981'den 1992'ye kadar farklı yapım yılları (fotograflar) Бизмхлйрх7
Макине табаниВМВ ПВ 400 х 1600
Вифельстеде, Альмания
(Байи конуму)
kullanılmış
Yatak kızağı, makine yatağı, makine tabanı -Üretici: WMW, freze makinesinden makine tabanı FW 400 x 1600 -Önlemler: fotoğraflardaki çizime bakın -Taşıma boyutları: 1505/400 / h445 mm -Ağırlık: 370 kg Куккфлт
Эксантрик Прес – тек сютунWMW ЭРФУРТ ПЭЭ 400-I
Лейпциг, Альмания
(Байи конуму)
1980
kullanılmış
База: 400 т Ход: 40 – 140 мм Ход / dakika surekli: 32 Богаз: 400 мм Гюндуз: мин. / макс.: 450/590 мм koç ayarı: 125 мм большой размер: 1250×750 мм yerden yükseklik: 1130 мм верхний слой gereksinimi: CA. 31,5 кВт makinenin ağırlığı ок.: 23,0 т makinenin бойутлары UxGxY: 3,7 x 1,7 x 3,9 м бойютлар электрик долаби UxGxY: 1,0 x 0,7 x 2,1 м разные аэрынтылар: – kelepçe plakası: U x G x Y: 1260 x 760 x 100 мм – 250 кН çekme yastığı cihazı kuvveti ile, hareket yakl. 83мм – панель iD üzerinden kontrol
7nkms…
/ макс.: 450/590 мм koç ayarı: 125 мм большой размер: 1250×750 мм yerden yükseklik: 1130 мм верхний слой gereksinimi: CA. 31,5 кВт makinenin ağırlığı ок.: 23,0 т makinenin бойутлары UxGxY: 3,7 x 1,7 x 3,9 м бойютлар электрик долаби UxGxY: 1,0 x 0,7 x 2,1 м разные аэрынтылар: – kelepçe plakası: U x G x Y: 1260 x 760 x 100 мм – 250 кН çekme yastığı cihazı kuvveti ile, hareket yakl. 83мм – панель iD üzerinden kontrol
7nkms…
ХЕКЕРТ ФСС 315 С
Штауфенберг
1992
iyi (kullanılmış)
Типи HECKERT FSS 315 S dikey konsol freze makinesi
Макине. № 314212/2 Япым йылы 1992
Технический верилер:
Tabla boylamasina hareket X ekseni 950 мм
Консоль дикей заяц Ексени 450 мм
Çapraz kızak çapraz hareketi Z ekseni 500 мм
Чапраз кызак чапраз харекети 270 мм
Маса боюту G x U 430 x 1600 мм
Сыкиштырма адымы сайсы 4
Маса юку 1000 кг
Mil montajı ISA 40
18 Хиз 28 – 1400 об/мин
Мкскойс
18 uzunlamasina ilerleme 16 – 800 мм/день
дикей 5 – 250 мм/день
Hızlı travers boylamasına ve enlemesine 3150 мм/. ..
..
СТАРАГ ХЕКЕРТ ГЭК 400 Д
Хальберштадт
2008
kullanılmış
Referans No.: 10307 Марка: STARRAG HECKERT Наконечник: HEC 400 D Год выпуска: 2008 Тип контроля: CNC Контроль: CNC Тип: Halberstadt Menşe Ülke: İsviçre X-hareket: 650 mm – Y-hareket: 650 mm – 60 Y-hareket Hareket: 680 мм Maks Takım ağırlığı: 10 кг MAKS Takım Uzunluğu: 350 мм MAKS Takım çapı: 80/160 мм Takım tutucu: HSK 63 şarjördeki Takımı yuvAsı SAILUCU: HSK 63. Tahrik gücü – iş mili motoru: 24/31 кВт makine ağırlığı ок.: 13 т makine boyutları ок.: 5,7 x 3,1 x 3 м Mil …
Фрезе макинеси, фриз макинеси, геленексел фрезе макинесиВМВ ФВ 400-В, 1120x355x400
Вейхен, Голландия
(Байи конуму)
kullanılmış
Frä se, Frä machine, Frä sebank Модель:  Konvansiyonel Уретичи:  WMW Ecrany89 Совет: FW 400-V Сеахат: 1120x355x400 Hız: 28-1400 об/мин Масса: 1600x400мм Монтаж: SK50 Мощность двигателя: 14,5 кВт Фрезелеме деринлиги: 100мм Maschine-Abmessung:  2700x2350x2150
Таким ташлама макинесиВМВ ГОТА ЕРР 250 IV А
1. 200 €
200 €
сабит фият КДВ харич
Ара
Зоннеберг
1983
iyi (kullanılmış)
Makine numarası: 9/83 Наконечник/модель: SWU 250 IV A размер: 1520 х 220 мм Masa hareketi uzunlamasina / çaprazlamasina: 500 / 220 мм маса аяри: +/- 45 Зимпаралама узунлугу: 450 мм Ташлама чапы: 250 мм Taşlama milinin dönebilirliği: 360 ° Ayarlanabilir taşlama mili kafası: +/- 15 ° Taşlama taşı çapı: 150 мм İş mili hızı: 2.200 / 3.500 / 5.200 об/мин Багланты: 1,5 кВт Аксесуарлар/экипман: аксесуарсыз Дурум: ийи Bqzn7k2 Агырлык: 0,65 т Боютлар: 1.500 х 1.400 х 1.600 мм
Сикма масасыВМВ 600 x 400 мм Т-образная гайка 14 мм
1. 450 €
450 €
сабит фият КДВ харич
Ара
Вифельстеде, Альмания
(Байи конуму)
Kullanılmış
Sıkıştırma tablası, Sıkma azısı, T -Kanal Tablası, Döner Tabla, Freze Tezgahı Tablası -sıkma tablası: Freze tezgahı tablası -masa yüzeyi: 400 x 600 mm -yuvalryğğ yukğğ yu . elle 6x sabitleme vidaları ile – eğilebilir ve döndürülebilir: kranklar aracılığıyla – Mikron WMW ve diğer freze makineleri için uygundur – toplam boyutlar: 700/600/h445 mm – ağırlık: 198 кг B7988p9a82
ЛЗ торна тезгахиВМВ ДЛЗ 800 л IV
Хайльбронн
iyi (kullanılmış)
3 çeneli ayna çapı 375мм
Multifix çelik tutucu cihaz
Сюрекли динленме
Пунта
Технические данные / технические детали:
Drehänge / tornalama uzunluğu 3000 мм
Qmwjx
Dreh-Ø über Bett // макс. ятак üстю Ø 800 мм
Dreh-Ø über Planschieber / kızak üzerinde макс. Ø 670 мм
İş mili deliği / иш мили деліги 72 мм
Drehzahlbereich / iş mili hızı 14-710 об/мин /об/мин
Makinenin ağırlığı yaklaşık / ağırlık ок. 5900 кг
Teknik veriler, aksesuarlar ve makinenin tanımı bağlayıcı değildir –
Teknik veriler, aksesuarlar ve maki…
ятак üстю Ø 800 мм
Dreh-Ø über Planschieber / kızak üzerinde макс. Ø 670 мм
İş mili deliği / иш мили деліги 72 мм
Drehzahlbereich / iş mili hızı 14-710 об/мин /об/мин
Makinenin ağırlığı yaklaşık / ağırlık ок. 5900 кг
Teknik veriler, aksesuarlar ve makinenin tanımı bağlayıcı değildir –
Teknik veriler, aksesuarlar ve maki…
Старраг Хекерт ГЭК 400 Д
Гестахт
2017
mükemmel (kullanılmış)
X эксени: 650 мм Y эксени: 650 мм Z эксени: 680 мм макс. максимальное расстояние: 65.000 мм/день Эксплуатационные характеристики: Doğrudan tahrikli NC Донер табла Экстенсивные характеристики: макс. 80dk-1 поддон: 2 поддона: 500 x 400 мм, макс. поддон başına yük: 500kg takım tutucu: HSK-A 63 ish mili hızı maks. 10.000dk-1 iş mili gücü: 31kW / 24kW Control: HMI Operate ile Siemens Sinumerik 840D sl Таким магазином: 40 depolama yeri olan цинкир магазином Sıkıştırma hidroliği: 6 kanallı, 30-240bar likvelikme robot bileyüzü Makine, …
поддон başına yük: 500kg takım tutucu: HSK-A 63 ish mili hızı maks. 10.000dk-1 iş mili gücü: 31kW / 24kW Control: HMI Operate ile Siemens Sinumerik 840D sl Таким магазином: 40 depolama yeri olan цинкир магазином Sıkıştırma hidroliği: 6 kanallı, 30-240bar likvelikme robot bileyüzü Makine, …
Хекерт ГЭК 400 Д
Идштайн
2015
ийи (кулланилмыш)
Heckert Yatay Işleme Merkezi Hec400d, Kullanılmış Bj 2015 Siemens 840d Sl Hmi ̇letme kontrolü – x/y/z hareketi: 650/650/680 мм – B hareketi: 0-360 goluse eksEnlerin hLizlIrInRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRINIRIN Y/Z : 65/65/65 м/день – Фрезелем sırasında ilerleme hızı: 1 – 65. 000 мм/день – X/Y/Z ivmesi: 9 / 9 / 8 м/с² – Производитель: Fertigungstechnik Weißenfels GmbH – Эксплуатация: там 4. Эксен – максимальное усилие: 80 дак-1 – Индекс: 0,001 Дерек – Тегет sıkıştırma Torku: 3.000 Нм – Палетин üст Кена…
ХЕКЕРТ ЦВК 400
Торболе Касалья
кулланилмыш
МОД. CWK 400 Yatay Sayisal Kontrol Siemens Sinumerik 840c – x ekseni vuruş 650 мм – y ekseni vuruş 500 мм – z ekseni vuruş 650 мм – çalişma tezgahina yüksekli̇k 1000 мм -ç -roergeshishs.8. МАГАЗИН MM.125 -MAKS TAKIM UZUNLUĞU MM.350 -MAKS TAKIM AĞIRLIĞI KG.10 -MAKS MAGAZIN YÜKÜ KG.300 -MİL ÇAPI MM.70 -MİL APERESİ SK 40 / DIN 69871 -ХИЗ АРАЛЫГИ '' MİLİ MOTOR MIN -1 50-10000 – ÇALIŞMA EKSENLERI X, Y, Z KN 14 – PALET ÖLÇÜLERI MM. 400X400 – P…
ВМВ РУХЛА ФУВ 250/ IV
Берлин, Альмания
(Байи конуму)
IşLem Isicin Hazır (Kullanılmış)
Dikey/ Yatay Mil Stroku: 80/220 мм, Ilerleme: 1250 мм/ Дак, Маса Бойутлари: 250×800 мм, Узунлук: 2300 мм, генихл: 2650 мм, yükseklic: 2300 мм, 2300 мм, 2300 мм, 2300 мм, 2300 мм. т. Zryedsf7
Серии üretim Freze makinesi 3AxisСтарраг Хекерт ГЭК 400 Ф
Нюрнберг
2017
mükemmel (kullanılmış)
İşleme merkezi Starrag Heckert HEC 400F frezeleme, delme, tornalama Kontrol: Sinumerik 840D Kenetleme yüzeyi 400x 500mm Kenetleme yüzeyinin alt kenarı üzerindeki yüksekliği (kenetleme yeri) 1100mm Girişim dairesi çapı (tam daire) 750mm Бувуйгонок
1
Универсальная консоль freze makinesiВМВ ХЕКЕРТ ФУ 355 x 1250
Штауфенберг
1962
iyi (kullanılmış)
WMW HECKERT типи FU 355 x 1250 üniversal konsol freze makinesi
Макине. № 47512/1962 Япым йылы 1962 г.
Технический верилер:
Маса баглама юзейи 355 x 1250 мм
Masa her iki tarafa 45° döndürülebilir
Маса дёндурме +- 45
Cduuzs9vlq
Masa boylamasına hareket X 1120 мм
Çapraz kızak enine hareketi 345 мм
Кронштейн дикей харекети 400 мм
Маса юку макс. 1500 кг
Hız aralığı 28 – 1400 об/мин
Boylamasına ve çapraz ilerleme aralığı 16 – 800 мм/день
Besleme aralığı dikey 5 – 250 мм/день
Hızlı travers boylamasına ve chapraz 31…
ВМВ ХЕКЕРТ ПВ 250 х 1000
Стригисталь
1983
ийи (кулланилмыш)
x-hareket: 820 мм y-hareket: 250 мм z-hareket: 400 мм hız: 5 seviyede 80 – 2800 dev/dak karşı yatak: SK 40 masa ölçüsü: 250 x 1000 мм mengene dahil: çene genişliği = 160 мм Bmx7bk3e
Freze makinesi – евренсельWMW-HECKERT ФУ 315/Е
Эннепеталь
1987
kullanılmış
x-hareket 0850 mm y-270 mm hareket z-hareket 355 mm tabla boyutu 1250 x 315 mm mil konik ISO 50 mil hızları 28 – 1400 U/dak beslemeler 16 – 800 mm/dak toplam güç gereksinimi 8 kW makinenin ağırlığı ca 3,85 т makine boyutları yaklaşık 2,2 x 2,6 x 2,1 м makine dikey freze kafasına, karşı tutucuya sahip yatay freze cihazına ve +/- 45° dönebilen tablaya sahiptir. Makine dijital göstergelidir. Makineyle birlikte bazı takım tutucuları tedarik ediyoruz.
Капксезкпст
WMW-HECKERT ФУВ 315/III
Гольденштедт, Альмания
(Байи конуму)
1979
kullanılmış
x-500 мм seyahat
Bmdr0w3a
у-280 мм сеяхат
Z-440 мм сеяхат
hız aralığı – kademesiz 36-1800 U/dak dönüm
hızları sonsuz değişken besleme 6,3 – 1250 мм/день
İğ fren ünitesi tablo boyutu 790 x 400 мм ile hızlı çapraz geçiş
Маса yüzölçümü 710 x 400 мм
Т-8 Т-слот Yuvaları sayısı 15 мм mesafe
Toplam güç gereksinimi 7,4 кВт
Агырлык Макине ок. 1,6 т
Макине ок. 850 х 450 х 1600 мм
3-eksenli dijital ekran RSF ile
Yatay sürücü iğ demote dikey kesiciler (taşıyıcı hasar) ile
Парсалар дальдир
WMW Heckert Schleifmaschinen СА 5 ЕВ х 630
Апелдорн, Голландия
(Байи конуму)
1981
кулланилмыш
код 101237
Açıklama evrensel silindirik taşlama
WMW Heckert olun
Модель SA 5 U x 630
Серийный номер 3115
Йыл 1981 г.
Xypeu3sx
Билеме узунлугу, макс. 630 мм
Билеме чапы, макс. 275 мм
Центральная высота 140 мм
Максимум. İşlenecek parçanın ağırlık 125 кг
Çapı taşlama tekerleği 500 мм
Genişlik taşlama tekerleği, макс. 100 мм
Мощность двигателя шлифовального круга 5,5 кВт
Держатель заготовки 31,5-710 об/мин hızları
Toplam güç 12,5 кВА 380 вольт
Макине боюту L x g x y 3,9х 2,3 х 1,6 метра
4800 кг агырлык
Точильный камень Aksesuarlar birkaç…
ЮНИТЕХ ФСС 400
Эльде
2003
Kullanılmış
X-1,120 мм Hareket Y-345 мм Hareket Z-400 мм Hareket Control TNC 124 Heidenhain Table Yüzey Alanı 1,400 x 350 мм T-Yuvaları 5x Hız Aralıı-Frezeleme 28 ~ 1,400 мм T-Yuvaları 5x Hız Aralıı-Фрезелем 28 ~ 1,400 мм T-Yuvaları 5x Hız Aralıı-Frezeleme 28 ~ 1,400 мм Tahrik-Frezeleme 28 ~ 1,400 мм. Nm takım tutucu ISO 50 toplam güç gereksinimi 14,5 kW makine ağırlığı yaklaşık 4,3 t alan gereksinimi yaklaşık 3,5 x 3,2 x 2,8 м elektrik. El çarkı Soğutma sıvısı cihazı Manyetik sıkıştırma plakası Açı tablosu Mengene 3 поз. Konsol freze makinesi – evrensel UNITECH FSS 400 – многофункциональное оборудование…
WMW (КАРЛ-МАРКС-ШТАДТ) ФСС400 В/2
Лейпциг, Альмания
(Байи конуму)
1976
Kullanılmış
x Hareketti: 1120 мм y hareketi: 345 мм z hareketi: 400 мм Баглама Юзейя Алани: 1600×400 мм Топлам Грюксиними: 14,5 кВт Макин А. Г. А.2×2, 1,2×2, 1,2×2, 1,2×2, 1,2×2, 1,5 -й. 1 м ölçülerinde elektrik dolabı UxGxY: 0,80×0,5×1,8 м Makine yedek parça bağışçısı olarak satışta ve olduğu gibi satışta!
S8t33t9dr
WMW-HECKERT СФВР В 1250/2
Мальш, Альмания
(Байи конуму)
Kullanılmış
Iş Parçası çapı 1600 мм Iş parçası ağırlığı 2000 кг iş parçası yüksekliği 840 мм мм дэнер табла ç11.merashi -gmashi -gmashi -gmashi -gmashil. taşlama çapı 1600 мм toplam güç gereksinimi 25 кВт Makine ca ağırlığı. 15 т макине ca boyutları. 3,5 х 2,8 х 3,3 м
Bm730ncv7n
WMW ФРИЦ ХЕКЕРТ Ашерслебен СЗ 1000 х 1250 х 3000 / 344
59.500 €
сабит фият КДВ харич
Ара
Гессиш-Лихтенау
1989
Kullanılmış
Kılavuz Ve Yüzey Taşlama Makinesi Wmw Fritz Heckert Asshersleben мм şebeke bağlantısı 380 вольт, 50 Гц – мощность 16,5 кВт, мощность 15 кВт – мощность 15 кВт – SIEMENS S7'ye dayalı yeni elektrik kontrolü – sağda yeni elektrik kontrol panosu, yıl yapı 2001 -. ..
ВМВ ХЕКЕРТ БТ2
1.100 €
сабит фият КДВ харич
Ара
Ландау-ан-дер-Изар
mükemmel (kullanılmış)
Tezgah matkabı WMW Тип Heckert: BT2 Bj Belirtilmemiş. Кайдедиёр МК2. Дельме капаситеси 23 мм. 224 – 450 – 900 – 1800 об/мин, табла 340×280 мм disli ile hızlar. Двигатель 400 вольт – 2 Гц 0,8 / 1 кВт. Ваши герексины: U 55см G 48см Y 120см. Teklif yalnızca doğru olan 1 makine için geçerlidir.
ддв2в2а8у
Загрузка…
Бурада илан вер!
Рекламная реклама
Sizce bu ilan satış kurallarımızı mı ihlal ediyor?
Рекламный башарийла силинди
Бир хата олушту
Yeni makineler hakkında bilgi almak ister misiniz?
Onayınızı istediğiniz zaman iptal edebilirsiniz.
Загрузка…
Diğer kullanılmış makineler: Топ 200 -1 тыс. -0 тыс.
Bu sitedeki bilgiler, teklifler ve fiyatlar değişitirilebilir olmak üzere bağlayıcı değildirler.
Бу сайтини кулланарак, Чарт ве Кошуллары ве Гизлилик Билдиримини Кабул Эдип онайламыш булунмактасиниз.
Belirlenmiş ticari markalar ilgili sahiplerine aittir.
MSG Auctions GmbH bağlantılı web sitelerinin içerikleri için hiçbir sorumluluk üstlenmemektedir.
© 2000-2022 MSG Auctions GmbH
Бу веб-сайты reCAPTCHA tarafından korunmaktadır ве Google’in Gizlilik Politikası ве Kullanım Şartları geçerlidir.
▷ Wmw Fritz Heckert Fss 400 gebraucht kaufen
Der Tipp! Гезуч Сенден
Sortierung:StandardanzeigeEntfernungBaujahr (absteigend)Baujahr (aufsteigend)Datum (absteigend)Hersteller, ModellKategorieLandMaschinentypPreis (aufsteigend)Preis (absteigend)
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- » Следующий
Merkliste
Категория: 109 Sonstige Metallbearbeitungsmaschinen
Дата: 22. 09.2022
Geprüfter
Händler
Eintragsnummer 157050721
гебраухт
ВМВ
Гравимашина FG 200 x 400Verkäufer: Pagus Maschinenhandel Online Shop
Стандарт: D – Thüringen, Laasdorf
Цена: 1.500 €
Graviermaschine WMW FG 200 x 400 Размер: 400 x 200 Werkstückhöhe макс.: 300 мм Schablonentisch: 380 x 380 мм x-Weg: 500 мм y-Weg: 250 мм z-Weg: 325 мм Drehzahlbereich: 2500 до 20000 об/мин 0,25 кВт 380 В с различными параметрами ! Абмессунген: 1000 х 1200 х 1500 мм
Категория: 109 Sonstige Metallbearbeitungsmaschinen
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 157053041
гебраухт
ВМВ
Рундтиш Ø 400 ммVerkäufer: Интернет-магазин Pagus Maschinenhandel
Стандарт: D – Sachsen, Hohenprießnitz
Цена: 940 €
Rundteiltisch, Rundtisch, Kreisteiltisch WMW RT400S Ø 400 мм Размер: 200 мм Диаметр: 18 / 32 мм Размер: 32 мм Grundfläche: 430 x 400 мм gebraucht, geprüft ! Поглощение: 600 х 510 x 200 мм
Категория: 103 Fräsmaschinen
Дата: 18. 02.2020
Geprüfter
Händler
Eintragsnummer 145132914
гебраухт
ВМВ ФСС 400
Verkäufer: EURO MACHINE TOOLS srl
Längsweg: 1100 мм – Vertikalverfahrweg: 400 мм – Querweg: 350 мм – Tischabmessung: 460×1600 мм – Spindeldrehzahl: 1400 гири/1 – Spindelverjungung: ISO 50 –
Категория: 110 Zubehör Werkzeugmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158827155
БЖ 1984
gebraucht
WMW SCHMÖLLN ApSS-II F400 (FSS 400)
Вертикаль-ФраскопфVerkäufer: WMW AG
Стандарт: Leipzig 1
FRÄSKOPF VERTIKAL Zubehör für eine Fräsmaschine Fritz Heckert FSS 400 – Gewicht 255 кг – Abmessung: LxBxH: 560 x 500 x 400 мм – швенкбар 90° rechts/links – Spannfläche 500 x 400mm
Категория: 103 Fräsmaschinen /Vertikalfräsmaschinen
Дата: 22. 09.2022
Geprüfter
Händler
Eintragsnummer 158972709
БЖ 1989
gebraucht
WMW-HECKERT FSS 400/E
Fräsmaschine – вертикальныйVerkäufer: Wirths GmbH, Werkzeugmaschinen
Стандарт: Lager Ennepetal
x-Weg: 1120 мм y-Weg: 345 мм z-Weg: 400 мм Aufspannfläche: 1600×400 мм Gesamtleistungsbedarf: 14,5 кВт Maschinengewicht ок.: 5,2 т Abmessungen Maschine: 1,7×2,0x2,1 м Abmessungen Schaltschrank LxBxH: 0,80×0,5×1,8 м Машина с Digitalanzeige. Die Daten fü, dieses Inserat wurden erstellt mit ModulMWS – die Maschinenverwaltung от LogoTech oHG.
Категория: 103 Fräsmaschinen /Вертикальфрасмашинен
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 15
99
БЖ 1989
gebraucht
WMW-HECKERT FSS 400/E
Fräsmaschine – вертикальныйVerkäufer: Wirths GmbH, Werkzeugmaschinen
Стандарт: Lager Ennepetal
x-Weg: 1120 мм y-Weg: 345 мм z-Weg: 400 мм Aufspannfläche: 1600×400
мм Скорость вращения: 16- 800/5-250 (Z) мм/мин Eilgang: 3,15/1 (Z)
м/мин Tischbelastung: 1,5 т Двигатель шпинделя: 11 кВт Spindeldrehzahlen: 28-
1400 об/мин Spindelaufnahme ISO: 50 Raumbedarf ок. : 3,5 x 2,9 x 2,2 м
Gesamtleistungsbedarf: 14,5 кВт Maschinengewicht ок.: 4 т Die Daten
fü, dieses Inserat wurden erstellt mit ModulMWS – умереть
Maschinenverwaltung от LogoTech oHG.
Категория: 103 Fräsmaschinen
Дата: 14.09.2020
Geprüfter
Händler
Eintragsnummer 110009808
БЖ 1978
gebraucht
WMW FSS250x1000
Вертикаль FräsmaschineVerkäufer: Fa. Uwe Schlammer Handels- und Vermittlungsagentur
Стандарт: D – Thüringen
Цена: 1.600 €
Категория: 103 Fräsmaschinen
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 157249075
гебраухт
ВМВ ХЕКЕРТ ФСС 315-В
Универсал-Fräskopf Verkäufer: Theodor Eberlei GmbH & Co. KG
Стандарт: 26215 Wiefelstede, DE
Цена: 1.150 €
Universal Fräskopf, Fräsaufnahme, Fräsverlängerung, Winkelfräskopf -Hersteller: WMW HECKERT, Fräskopf aus Fräsmaschine FSS 315-V – Aufnahme Ausgang: SK50 – Aufnahme: Eingang Zahnrad -Fräskopf: komplett schwenkbar -Ступица: 72 мм -Rezes Aufnahme: мм -Lochkreis: мм -Транспортная высота: 850/650/H520 мм -Gewicht: 277 кг
Категория: 103 Fräsmaschinen
Дата: 22.09.2022
Geprüfter
Хендлер
Eintragsnummer 157252699
гебраухт
ВМВ ХЕКЕРТ ФСС 315-VI
Универсал-FräskopfVerkäufer: Theodor Eberlei GmbH & Co.KG
Регистрационный номер: 26215 Wiefelstede, DE
Цена: 1.150 €
Universal Fräskopf, Fräsaufnahme, Fräsverlängerung, Winkelfräskopf – Ersatzteil von einer: WMW HECKERT Fräsmaschine – Anzahl: 1 Stück Winkelfräskopf – Aufnahme Ausgang: SK50 – Aufnahme: Eingang Zahnrad -Fräskopf: полный schwenkbar -Rezes Aufnahme: мм -Lochkreis: мм -Транспортная высота: 750/600/H530 мм -Gewicht: 296 кг
Категория: 103 Fräsmaschinen /Fräsmaschinen
Дата: 22. 09.2022
Geprüfter
Händler
Eintragsnummer 157246070
гебраухт
WMW ФСС 315 В-2
FräsmaschinenVerkäufer: CNC-Technik Friedrich
конв. Fräsmaschine WMW FSS 315 V-2 Бауяр: неизвестен Einiges Zubehör ist vorhanden. Der große Schraubstock ist dabei, sowie auch der Teileapperat. Funktion ist gegeben. Spindel für den Tisch fährt im Betrieb weit nach unten. Dafür muß ein Loch gebohrt werden im Boden. Битте Бичтен. Verfahrwege (X/Y/Z): 1120/345/400 мм Werkzeugaufnahme: SK50 Тишгроссе: 1400×325 мм Spindeldrehzahl: 1.800U/мин Размер машины: 1,8×1,8×2,6 м Общий рейтинг: 0,9х0,45х1,3м Гевичт: ок. 3,3to
Категория: 103 Fräsmaschinen
Дата выпуска: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158827143
БЖ 1976
gebraucht
WMW (KARL-MARX-STADT) FSS400 V/2
Fräsmaschine – вертикальныйVerkäufer: WMW AG
Стандарт: Leipzig 4
x-Weg: 1120 мм, y-Weg: 345 мм, z-Weg: 400 мм, Aufspannfläche: 1600×400
мм,Gesamtleistungsbedarf: 14,5 кВт,Maschinengewicht ок. : 5,2
т, Abmessungen Maschine: 1,7×2,0x2,1 м, Abmessungen Schaltschrank LxBxH:
0,80×0,5×1,8 м, Die Maschine wird nicht getestet. Дер Веркауфспрайс
basiert wie steht, z.B. как Ersatzteilspender.
Категория: 103 Fräsmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 159863121
БЖ 1989
gebraucht
ВМВ ФСС315/Е
КонсольфрасмашинаПроизводитель: Pagus Maschinenhandel
Стандарт: ab Lager Jena
x-Weg: 850 мм y-Weg: 280 мм z-Weg: 355 мм Gesamtleistungsbedarf: 8 кВт Maschinengewicht ок.: 4 т Raumbedarf ок.: 2 x 2 x 2,40 м Umdrehungen pro Минута: 28-1400 об/мин Размер: 1200 x 370 мм Aufspannfläche: 1.060 x 260 мм Spindelaufnahme: SK 50 Vorschübe x und y-Achse 16 до 800 мм/мин Vorschub z-Achse: 5 до 250 мм/мин
Категория: 103 Fräsmaschinen /Senkrecht-Konsolfräsmaschinen
Дата: 29. 08.2022
Geprüfter
Händler
Eintragsnummer 140523530
БЖ 1978
gebraucht
ВМВ ХЕКЕРТ FQ 400S
Сенкрехт-KonsolfräsmaschinenПроизводитель: ZOMA Maschinenhandel
Senkrecht -Querschieberfräsmaschine, gebraucht Вертикально-фрезерный станок б/у Производитель/производитель: ВМВ ХЕКЕРТ Тип/ модель: FQS 400 Бауяр/ Год: 1978 Steuerungsart / управление: условность x-Weg: 1190 мм y-Weg: 530 мм z-Weg: 540 мм Tischgröße/ стол: 1600 х 400 мм Мощность шпинделя/ шпинделя: 11 кВт Werkzeugaufnahme/ конус инструмента: ISO 50 Drehzahlen/ скорость: 28 – 1400 об/мин Vorschübe/ подачи: 16– 800 мм/мин Gesamtleist …
Категория: 102 Drehmaschinen /Lünetten
Дата: 24. 08.2022
Geprüfter
Händler
Eintragsnummer 152731099
гебраухт
WMW 50-400 мм
ЛюнеттенVerkäufer: FH-SMG
Цена: 1.750 €
Люнет с роликами Высота центра 500 мм Диапазон 50–400 мм
Категория: 110 Zubehör Werkzeugmaschinen /Frässpindeleinheiten
Дата: 29.08.2022
Geprüfter
Händler
Eintragsnummer 148768114
гебраухт
СМАЛЬКАЛДА WMW FEPN 400
ФрасспинделейнхайтенПроизводитель: ZOMA Maschinenhandel
Стандарт: 04838 Айленбург
Planfräser-Messerkopf mit Wendeplatten, gebraucht Тип: ФЭПН 400-22 Херстеллер/ делать: Смалькальда Дурхмессер: 400 мм Дурхгангсборунг : 50 мм с SK 50 Вендеплаттенплатце: 16
Категория: 102 Drehmaschinen /Plandrehmaschinen mit Reitstock
Дата: 04. 07.2022
Geprüfter
Händler
Eintragsnummer 153869339
БЖ 1986
gebraucht
WMW NILES DP 1/S 2 x 4000
Plandrehmaschinen mit ReitstockVerkäufer: Vramac Machines bv
Стандарт: 7327 Apeldoorn
Код 151295 Beschreibung Facinglathe mit Mitte Сделать WMW NILES Модель DP 1 / S 2 Серийный номер 261 526 149 Яр дер Herstellung 1986 Максимум. Mittelhöhe über Grundplatte 1250 мм Максимум. Schwung über Grundplatte 2480 мм Максимум. Schwung in Spalt 3100 мм Abstand zwischen den Zentren 4000 мм Максимум. Werkstückgewicht между. Зентрен 10.000 кг Шпиндельборунг 100 мм Bewegungsschlitten (макс.) 1000 (+ 750) мм Querschlitten 630 мм Werkzeugschieber 200 мм 18 Geschwindigkeiten 5,6 – 280 об/мин Моторлейстунг 45 кВт Gesamtleistung 55 кВА Maschinengewicht gesamt ± 18000 кг Zubehör 4 Futterverkleidungsplatte фон 1250 мм Zustand Maschine ist in sehr gutem Zustand
Категория: 102 Drehmaschinen /Drehmaschinen
Дата: 22. 09.2022
Geprüfter
Händler
Eintragsnummer 156205398
гебраухт
WMW ZERBST DP 4000 … DP 5000
Plan- und SpitzendrehbankVerkäufer: Knops Werkzeugmaschinen
Стандарт: Германия
Drehdurchmesser über Высота: 5000 мм Drehdurchmesser über Опора:
4000 мм Drehlänge: 22000 мм Gesamtleistungsbedarf: 36 кВт
Maschinengewicht ок.: 53,5 т Raumbedarf ок.: м
Plan-Spitzendrehmaschine mit Plattenfeld – Макс. Drehdurchmesser über
den Bettschlitten 4.000 мм – Макс. Drehdurchmesser 5.000 мм – Макс.
Диаметр: 22.000 мм – Planscheiben Drehzahlbereich 0,9 – 56 1/мин. –
Planscheibendurchmesser 4.420 мм – Макс. Werkstückgewicht zwischen den
Шпитцен: 20 т – Макс. Werkstückgewicht fliegend: 12,5 т – Zwei
Bettschlitten mit 4500 mm Drehlänge – Mit Plattenfeldern – Ein
Rollenbock – Mit Reitstock Maschine wurde 2014 в Италии überholt
мит stufenloser Drehzahlregelung. Nach der Überholung wurde die
Drehmaschine nicht mehr in Betrieb genommen. Машина ист демонтьерт
und eingelagert in der Nähe von Hamburg. Die Daten fü, dieses
Inserat wurden erstellt mit ModulMWS – die Maschinen …
Категория: 102 Drehmaschinen
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 157249042
гебраухт
WMW FW 400 x 1600
МашиненфуссVerkäufer: Theodor Eberlei GmbH & Co.KG
Стандартный номер: 26215 Wiefelstede, DE
Bettführungsbahn, Maschinenbett, Maschinenfuß – Hersteller: WMW, Maschinenfuß aus Fräsmaschine FW 400 x 1600 -Maße: siehe Zeichnung bei den Fotos -Transportabmessungen: 1505/400/h445 mm -Вес: 370 кг
Категория: 102 Drehmaschinen
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 1568
гебраухт
WMW-NILES DP 4000 DP 5000
Drehmaschine – зикленгестойертVerkäufer: Harry Vraets Machinery
Standort: Zele
Spitzenweite: 5000 мм Drehdurchmesser über Bett: 4000 мм
Drehdurchmesser in der Kröpfung: 5000 мм Spindelbohrung: 104 мм
Drehzahl: 1,4 – 71 (18x) об/мин Gesamtleistungsbedarf: 30 кВт
Maschinengewicht ок. : т Raumbedarf ок.: м 4 Backenfutter Ø 800 / 360
мм Lynette Ø 270 мм Schnellwechselhalter Multifix HAASE 2 Achsen Sony
Д.Р.О. Eilgang Kegeldreheinrichtung Die Daten fü, dieses Inserat
wurden erstellt mit ModulMWS – die Maschinenverwaltung von LogoTech
оХГ.
Категория: 104 Schleifmaschinen
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 156965452
БЖ 1988
gebraucht
ВМВ НАЙЛС ZKX 400
SchleifscheibenprofiliergerätVerkäufer: Hans-Jürgen Geiger Maschinen-Vertrieb GmbH
Стандарт: Metzingen
Schleifscheiben-Breite макс.: 50 мм Übersetzung: 0
Schleifscheiben-Durchmesser макс.: 400 мм Gesamtleistungsbedarf: 3 кВт
Maschinengewicht ок.: 1000 кг Raumbedarf ок.: м W M W – NILES
Фланцевое соединение Schleifscheiben Type ZKX
Бауяр 1988 № 52/23-17
_______________________________________________________________
Vorabrichtgerät zum (seitlichen) Abrichten der Schleifkörper
Außerhalb einer (Zahnflankenschleif-) Машина. Ausgerüstet мит
einer Staubabsaugung Schleifscheiben-Ø мин. / Макс. 250 / 400 мм
Schleifkörperbreite мин./макс. 20 – 50 мм Gesamtantrieb 3 кВт –
380 В – 50 Гц Gewicht ок. 1.000 кг Zubehör / Sonderausstattung •
Separat stehende Staubabsaugung Zustand : sehr gut – vorführbereit
– Гелегегенхейт! Lieferung: ab Lager – wie besichtigt Zahlung:
rein netto – nach Rechnungserhalt Wir bitten um Ihren Auftrag. Вир
ха…
Категория: 109 Sonstige Metallbearbeitungsmaschinen
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 158420884
БЖ 1980
gebraucht
ВМВ А 400
Stoßmaschine – вертикальныйVerkäufer: Christoph Busch GmbH
Stößelhub – max.: 400 мм Futter: 440 мм Maschinengewicht ок.: 3,4 т
Baujahr ist eine ок. Ангабе: Die Daten fü, dieses Inserat
wurden erstellt mit ModulMWS – die Maschinenverwaltung von LogoTech
оХГ.
Категория: 110 Zubehör Werkzeugmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158826966
гебраухт
WMW 400×3
ФуттерVerkäufer: WMW AG
Стандарт: Leipzig 3
Durchmesser: 400 мм,Durchlass: 140 мм,Breite: 105 мм,Maschinengewicht ок.: 79кг, Abmessungen Д x Ш x В: Ø 400 x 220 мм, 3-Backen- Futter вкл. 3x Backen für Innenspannung und Futterschlüssel Spannbereich ауссен макс. Ø 250 мм, внутренний макс. Ø 50 мм Фланшет: Spannbolzen 6x M20 и Teilkreis Ø 235 мм Фланшринг Ø 330 x 20 мм Aufnahme Ø 1950 мм Durchgang Ø 140 мм
Категория: 110 Zubehör Werkzeugmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158827209
гебраухт
ВМВ 400
ПланшайбеVerkäufer: WMW AG
Стандарт: Leipzig 1
Planscheibendurchmesser: 400 мм, Breite: 85 мм, Bohrungsdurchmesser: 90
мм,Gesamtleistungsbedarf: – кВт,Maschinengewicht ок. : 0,053
t, Abmessungen: 400×125 мм,- Planscheibe mit 2x 4 Stück Spannbacken
(innen/außen) Spannweg 45mm – Spannbereich: innen Dm 120-400mm und
Außen Dm 120-330 мм – Flanschaufnahme Größe Dm 160 мм Ausstattung: –
Футтершлюссель
Категория: 110 Zubehör Werkzeugmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158827231
гебраухт
WMW AP 400×280
АнрейсплаттеVerkäufer: WMW AG
Стандарт: Leipzig 1
Размер: 400 мм,Tischbreite: 280 мм,Tischhöhe: 70 мм,Höhe über Flur: 70 мм,Maschinengewicht ок.: 18 кг,Raumbedarf ок.: 400x280x70 мм,
Категория: 106 Metallpressen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158827333
БЖ 1980
gebraucht
ВМВ ЭРФУРТ ПЭЭ 400-I
EinständerexzenterpresseVerkäufer: WMW AG
Стандарт: Leipzig 2
Тележка: 400 т, Ступица: 40 – 140 мм, Hübe/min. , durchlaufend: 32, Ausladung:
400 мм, Einbauhöhe: мин./макс.: 450/590 мм, Stößelverstellung: 125
мм, Tischgröße: 1250×750 мм, Höhe über Flur: 1130
мм, Gesamtleistungsbedarf: ок. 31,5 кВт,Машиненгвичт ок.: 23,0
т,Maschinenabmessungen LxBxH: 3,7 x 1,7 x 3,9 м,Abmessungen
Schaltschrank LxBxH: 1,0 x 0,7 x 2,1 м, другие размеры: –
Aufspannplatte L:1260 x B:760 x H:100 мм – mit Zieheinrichtung Kraft
250 кН, вес ок. 83 мм – Bedienung über Bedientafel keine UVV i.D.
Категория: 110 Zubehör Werkzeugmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158827403
гебраухт
WMW AP 4000x2000x310
АуфспаннплаттеVerkäufer: WMW AG
Стандарт: Leipzig 5
Plattenlänge: 4015 мм,Plattenbreite: 2000 мм,Plattenhöhe: 310
мм,Maschinengewicht ок. : 5800 кг,Stahlgussplatten zum Verkauf frei.
T-Nuten nach DIN 650 a=25, h=62, b=51, c=25мм Подставка для рукавиц T-Nuten=
250 мм 16 Stück Senkbohrungen Ø 33 + Ø 40 мм 6 шт.
Durchgangsbohrungen Ø 120 мм внутренний диаметр
Категория: 110 Zubehör Werkzeugmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 158827445
гебраухт
WMW NILS 400×6
ФуттерVerkäufer: WMW AG
Стандарт: Leipzig 1
Durchmesser: 400 мм,Drehmoment: 650,Durchlass: 100 мм,Breite: Futter 90 мм,Maschinengewicht ок.: 46 кг,Vierbacken Drehfutter nach TGL 30-22313
Категория: 110 Zubehör Werkzeugmaschinen
Дата: 21.09.2022
Geprüfter
Хендлер
Eintragsnummer 158827484
гебраухт
WMW 400×300 К-П 15
АнрейсплаттеVerkäufer: WMW AG
Стандарт: Leipzig 1
Длина: 400 мм, ширина: 300 мм, высота: 80 мм, высота плиты: 15
мм,Maschinengewicht ок. : ок. 30 кг, Raumbedarf ок.: L: 400 x B: 300 x
В: 80 мм, MESS-UND PRÜFTISCH – TUSCHIERPLATTE – Материал Spezialguss
mit Stahlzusatz (безумное сердце) – Oberfläche geschabt und tuschiert
– Verwendbar als Messtisch, Prüftisch oder Anreißplatteoder
Туширплатте
Категория: 103 Fräsmaschinen
Дата: 22.09.2022
Geprüfter
Händler
Eintragsnummer 158972708
БЖ 1988
gebraucht
WMW-HECKERT FU 400/E
Fräsmaschine – универсальныйVerkäufer: Wirths GmbH, Werkzeugmaschinen
Стандарт: Lager Ennepetal
x-Weg: 1120 мм y-Weg: 345 мм z-Weg: 400 мм Tischgröße: 1600 x 400 мм
Drehzahlbereich – горизонтальный: 14 – 1400 об/мин Vorschübe: 16 – 800
мм/мин Eilgang: 2 м/мин Spindelaufnahme: SK 50 Gesamtleistungsbedarf:
14,5 кВт Maschinengewicht ок. : 4 т Raumbedarf ок.: 3 x 2 x 2,7 м
Машина с цифровым управлением и +/- 45° drehbarem Tisch. Машина
ist mit vertikalem Fräskopf und Gegenlager für horizontale
Fräseinrichtung. Die Daten fü, dieses Inserat wurden erstellt
mit ModulMWS – умирает Maschinenverwaltung от LogoTech oHG.
Категория: 109 Sonstige Metallbearbeitungsmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 159863135
гебраухт
WMW-FRITZ HECKERT FG200 x 400
ГравьермашинаVerkäufer: Pagus Maschinenhandel
Стандарт: Pagus NL. Jena Deutschland
x-Weg: 500 мм y-Weg: 250 мм z-Weg: 325 мм Tischgröße: 400 x 200 мм
T-Nuten: 10/ 20 мм T-Nuten: 4 St Werkstückhöhe – макс.: 300 мм
Размер: 380 x 380 мм Drehzahlenbereich:: 2500 – 20000 об/мин
Anzahl der Drehzahlen: 3 Gesamtleistungsbedarf: 0,25 кВт
Масса машины: 430 кг. Размеры: 1000 x 1200 x 1500 мм.
Eintragsnummer 159863171
БЖ 1987
gebraucht
WMW-ФРИЦ ХЕКЕРТ RBT 400/ 3
КалткрайссегеVerkäufer: Pagus Maschinenhandel
Стандарт: Pagus NL. Jena Deutschland
Sägeblattdurchmesser: 400 мм Schnittdurchmesser: 400 мм Материал: Vollmaterial 20 – 130 мм Материал: Walzprofile 40 – 120 мм Материал-Durchmesser von – bis:: Rohr u. Профиль до 100 x 14 мм Sägeblattbreite: 4 мм Gesamtleistungsbedarf: 5,1 кВт Maschinengewicht ок.: 1850 кг Раумбедарф ок.: 3300 x 1630 x 1960 мм Документация: vorhanden
Категория: 109 Sonstige Metallbearbeitungsmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 159864939
БЖ 1957
gebraucht
WMW HXWZ 1250/ 4000
ХобельмашинаVerkäufer: Innovac GmbH
Стандарт: Германия
X-Achse: 500-4000 мм, y-Achse: 800 мм, z-Achse: 400 мм, Hobelbreite:
1250 мм, Anschlussleistung: 108,1 кВт, Länge: 10. 500 мм, Breite: 5000 мм,
Высота: 2500 мм, Вес: 33,2 т.
Категория: 103 Fräsmaschinen
Дата: 21.09.2022
Geprüfter
Händler
Eintragsnummer 159863133
БЖ 1985
gebraucht
WMW КАРЛ МАРКС ШТАДТ FQW 400 ЧПУ-H
Fräsmaschine – вертикальныйVerkäufer: Pagus Maschinenhandel
Стандарт: Pagus NL. Jena Deutschland
x-Weg: 1190 мм y-Weg: 530 мм z-Weg: 415 мм Vorschub stufenlos: li, qu = 3..5000 мм/мин. 1,5 2500 мм/мин li, qu = 10000 мм/мин. 5000 мм/мин Steuerung: Numerik CNC-H 646 Arbeitstisch:: 1600 мм x 480 мм Tischbelastung: 1500 кг Spindeldrehzahl:: 18 Drehzahlen:: 35,5 – 1800 об/мин Antriebsleistung – Frässpindel: 15 кВт Gesamtleistungsbedarf: 23 кВт Maschinengewicht ок.: 5500 кг Raumbedarf ок.: 3000 x 2600 x 2520 мм 2006 Электроник überholt, 2003 nachgeschabt guter Zustand – Документация vorhanden
Категория: 102 Drehmaschinen
Дата: 19. 08.2022
Geprüfter
Händler
Eintragsnummer 163198
БЖ 1981
gebraucht
МЕЙЗЕЛЬВИЦ WMW HECKERT DXWK 1250/3×5000 PK-1/NC
NC-DrehmaschineVerkäufer: HILGERT AG
Местонахождение: Ottmarsheim
Технические данные: 2000 г. Drehdurchmesser über Bett: 1350 мм Drehdurchmesser über Schlitten: 1250 мм Планшайбе: 1350 мм Klemmung auf der Planscheibe: 300-900 мм Drehlänge: 5000/6000 мм
Категория: 102 Drehmaschinen
Дата: 19.08.2022
Geprüfter
Händler
Eintragsnummer 163202
БЖ 1969
gebraucht
ВМВ ВЭБ ДЛЗ 1000×10000
Drehmaschine, LangdrehmaschineVerkäufer: HILGERT AG
Стандарт: Ottmarsheim
Технические даты: Комплект überholt 2001 Umlaufdurchmesser über Bett: 1000 мм
Durchmesser in der Aussparung: 1120 мм
Umlaufdurchmesser über Bettschlitten: 690 мм
Максимум. Höhe über Fussboden: 1110 мм
Максимум. Höhe über Bett: 460 мм
Breite des Bettes: 800 мм
Breite der Aussparung vor der Planscheibe: 550 мм
Категория: 106 Metallpressen
Дата: 29.08.2022
Geprüfter
Händler
Eintragsnummer 182685
гебраухт
ВМВ ПШЗ 25
Ручной шпиндель пресс/ балансирVerkäufer: ZOMA Maschinenhandel
Стандарт: Eilenburg
Ручной шпиндель пресс, gebraucht Балансир, бывший в употреблении Тип/тип: ПШЗ 25/И Preßkraft / номинальное давление: 25 т Ступица/ ход: 250 мм Tischgröße/ размер стола: 400x 500 мм Штёссель/ поршень: 200 x 500 мм Tischöffnung / отверстие в столе: 140 мм Вес: 0,9 т
Категория: 101 Bohrmaschinen, Bohrwerke, Bearbeitungszentren
Дата: 29.08.2022
Geprüfter
Händler
Eintragsnummer 180116
гебраухт
WMW BR 56x 1600
РадиалбормашинаVerkäufer: ZOMA Maschinenhandel
Стандарт: Eilenburg
Radialbohrmaschine, gebraucht
Радиально-сверлильный станок б/у
Тип/ тип: BR 56 x 1600
Продавец/производитель: WMW
Бауяр/ год выпуска: 1965
Ausladung/ длина плеча: 300. ..1600 мм
Ма. Боррадиус / макс. Сверлить. Радиус: 1800 мм
Bohrleistung/ диаметр сверления: 56 мм (St 60)
Bohrleistung/ диаметр сверления: 80 мм (GGL 20)
Gewindeschneiden / нарезание резьбы: макс. 65 мм ( Ст 36 )
Максимум. 76 мм (ГГЛ 20)
Бортифе/ глубина сверления: 400 мм
Werkzeugaufnahme / конус в шпинделе: MK 5
Entfernung Spindelkopf bis Grundplatte/
расстояние от головки шпинделя до основания: макс. 1600 мм
Основание/ основание: 1700 x 1000 мм
Drehzahlbereich/ диапазон скоростей: …
Категория: 106 Metallpressen
Дата: 29.08.2022
Geprüfter
Händler
Eintragsnummer 181336
БЖ 1970
gebraucht
ВМВ ПЕДН 63/2
СтанцпрессVerkäufer: ZOMA Maschinenhandel
Стандарт: Eilenburg 92
Entfernung Tisch- Stößel/ дистанционная направляющая стола: 417 мм
Hubverstellung / регулировка хода: 16. ..125 мм
Hubzahl/ количество ударов: 45/мин
Stößelverstellbarkeit/регулировка ползуна: 80 мм
Tischgröße / поверхность кровати: 800 x 630 мм
Stößelgröße / поверхность ползуна: 500 x 400 мм
Neigung des Ständers / наклон колонны: 25 °
Leistung des Hauptmotors/ Мощность главного двигателя: 4 кВт
Gewicht / вес: 2,5 Спецификация: С-образный пробивной пресс, б/у
Категория: 109 Sonstige Metallbearbeitungsmaschinen
Дата: 17.06.2022
Geprüfter
Händler
Eintragsnummer 437620
БЖ 1980
gebraucht
WMW UPWS
GewindewalzmaschinenVerkäufer: Helmut Steinfels GmbH & Co. KG
Стандарт: ЛЮБОЙ
Wir können mehrere Gewindewalzmaschinen mit zylindrischen Matrizen jeder Größe anbieten.
Категория: 101 Bohrmaschinen, Bohrwerke, Bearbeitungszentren
Дата: 29. 08.2022
Geprüfter
Händler
Eintragsnummer 1177088
БЖ 1976
gebraucht
СОЕДИНЕНИЕ WMW BFT 90/2
ТишборверкVerkäufer: ZOMA Maschinenhandel
Tischbohrwerk mit Setzstock, gebraucht,
горизонтальный настольный станок с люнетом, бывший в употреблении Тип/тип: BFT 90/2
Продавец/производитель: WMW Union
Бауяр / год выпуска: 1976
Ø шпинделя/ Ø шпинделя: 90 мм
Digitalanzeige: 3 Achsen- Digitalanzeige/
УЦИ 3 оси
Werkzeugaufnahme / конус шпинделя: MK 5
Tischgröße/ рабочая поверхность поворотного стола: 1000 x 1120 мм
Bohrtiefe в Эйнем Цуге / глубина сверления (w): 710 мм
Tischquerweg / поперечный путь стола (X): 1000 мм
Tischlängsweg / длинный. Ход стола (z): 1250 мм
Spindelstockvertikalweg /
вертикальный путь шпинделя (Y): 1000 мм
Tischdrehachse / вращение стола: 360 °
Арб . ..
Категория: 107 Blechbearbeitungsmaschinen
Дата: 29.08.2022
Geprüfter
Händler
Eintragsnummer 4229943
БЖ 1982
gebraucht
AGOTHA WMW UBR 10 x 2000/1-16
БлехрихтмашинаVerkäufer: ZOMA Maschinenhandel
Blechrichtmaschine, gebraucht, teilüberholt
выравниватель листов б/у, частичный ремонт Тип/ тип: УБР 10 х 2000 /1-16
Продавец/производитель: WMW Gotha
Бауяр / год выпуска: 1982/2014
Максимум. Блехбрейт / макс. ширина листа: 2000 мм
Максимум. Блехдике / макс. толщина листа( St 50): 10 мм
мин. Блехдике / мин. толщина оболочки: 3 мм
Anzahl der Richtwalzen /количество правильных роликов: 13 Walzen/
ролики
Richtwalzendurchmesser/диаметр
правильные ролики: 145 мм
Richtgeschwindigkeit / скорость правки: 16 м/мин
Ballenlänge / длина выпуклости роликов: 2330 мм
Mittenabstand der Richtwalzen/ расстояние между центрами б/н роликов: 150 мм
Stützwalzendurchmesser / д . ..
Категория: 101 Bohrmaschinen, Bohrwerke, Bearbeitungszentren
Дата: 29.08.2022
Geprüfter
Händler
Eintragsnummer 7019700
БЖ 1989
gebraucht
WMW BFT90/5 TNC 124
ТишборверкVerkäufer: ZOMA Maschinenhandel
Стандарт: Sachsen
CNC- Tischbohrwerk, gebraucht,
Горизонтально-сверлильный станок с ЧПУ, бывший в употреблении
Тип/ модель: BFT 90/5
Продавец/производитель: WMW UNION
Бауяр/ год выпуска: 1989
Steuerung/ система управления: TNC 124 Heidenhain
Spindeldurchmesser / диаметр шпинделя: 102 мм
Werkzeugaufnahme/ конус шпинделя: ISO 50
Tischgröße / размер стола: 1000 x 1120 мм
Spindelstockvertikalweg /
вертикальный путь шпинделя (Y): 960 мм
Tischquerweg / поперечный путь стола (X): 1000 мм
Tischlängsweg (Z) / длинный. путь стола: 1600 мм
Tischdrehung/ вращение стола ( B ): 360 °
Tischbelastung (нагрузка на стол: 3000 кг
Verstellung Bohrspindel /
осевой путь шпинделя (W): 710 мм
Spindeldrehzahlen: 4…1600 об/мин
Максимум. S …
Категория: 107 Blechbearbeitungsmaschinen
Дата: 29.08.2022
Гепрюфтер
Хендлер
Eintragsnummer 10136672
БЖ 1984
gebraucht
WMW ВИЛЬДАУ УББДА 32×2000
БигемашиненVerkäufer: ZOMA Maschinenhandel
Стандарт: Eilenburg
DREI-WALZEN-BLECHBIEGEMASCH. м. Конишбиген у. Anbiegen, gebraucht
Трехвалковый гибочный станок с конической и предварительной гибкой, бывший в употреблении Тип/тип: УББДА 32 х 2000
Hersteller / марка: Schwermaschinenbau
Вильдау
Бауяр/ новое: 1984
Arbeitsbereich, Blechbreite макс. / Максимум. рабочая длина:
2000….2100 мм
Максимум. Blechdicke bei größter Blechbreite
beim Runden (калт) /макс. толщина листа
при макс. рабочей длине при гибке (холодной): 32 мм ( 270
МПа)
Бейм Анбиген (калт) /
при предварительном изгибе (холодном): 23 мм
Kleinste Blechdicke bei größter Blechbreite/
мин. толщина листа при макс. рабочая длина: 4 мм
Biegewalzen / гибочные ролики: oben: 1 Stück
, unten: 2 Stück
Angetrieben / управляемый: …
Категория: 106 Metallpressen /Einständer-Exzenterpressen
Дата: 23.06.2022
Geprüfter
Händler
Eintragsnummer 127
гебраухт
ВМВ ПЕЕВ 40/II
Айнстендер-ЭксцентрпрессенVerkäufer: Kurt Steiger Werkzeugmaschinen GmbH
Стандарт: Wiesbaden
Druckkraft: 40 т Аусладунг: 250 мм Tischgröße: 440 х 530 мм Durchfalloch im Tisch: 170 Ø мм Тишверстеллунг: 220 мм Stößelfläche: 200 x 280 мм Stößelverstellung: 60 мм Ступица: 8–80 мм Хабзаль: 100 /мин Антрибмотор: 380 В, 2,5 кВт Платцбедарф: 950 х 1450 х 2050 мм Вес: 2400 кг
Категория: 107 Blechbearbeitungsmaschinen
Дата: 21. 02.2022
Eintragsnummer 13667046
гебраухт
ВМВ 02523
ШлагшерVerkäufer: Hermann Träxler GmbH
Местонахождение: Gustavsburg
Цена: 5.200 €
Категория: 101 Bohrmaschinen, Bohrwerke, Bearbeitungszentren /Борверке
Дата: 26.04.2022
Geprüfter
Händler
Eintragsnummer 107284471
БЖ 2012
gebraucht
ЧПУ WMW СОЕДИНЕНИЕ BFKP 110/1
ЧПУ Bohrwerke 6-АксенVerkäufer: CBW Böhmer Werkzeugmaschinen
Стандарт: NRW
WMW UNION Тип:БФКП 110/1 БЖ.1983/2012 Уберхолт Steuerung: SIEMENS 840D 6-Achsen Spindelstunden nach Überholung: 2548 часов Х-2500мм Y-1250мм З- 800мм Ш- 630мм Б-360° Spindeldurchmesser: 110 мм ISO 50 Spindelumdrehung max: 2500 об/мин Tischaufspannfläche: 2000 x 1600 мм 12to 6-Achse ist Planschieber
Категория: 107 Blechbearbeitungsmaschinen /Blechrichtmaschinen
Дата: 29. 08.2022
Geprüfter
Händler
Eintragsnummer 72115125
БЖ 1974
gebraucht
AGOTHA WMW UBR 16×2500/1-10 K
РихтмашинаVerkäufer: ZOMA Maschinenhandel
Blechrichtmaschine, gebraucht, in Überholung
выравниватель листов, бывший в употреблении, в капитальном ремонте Тип/ тип: UBR 16 x 2500/1-10 K
Продавец/производитель: WMW Gotha
Бауяр /год выпуска: 1974/ 2017
Максимум. Блехбрайт /
Максимум. ширина листа: 2500 мм
Максимум. Блехдике /
Максимум. толщина листа (Ст 42): 16 мм
мин. Блехдике /
минимальная толщина листа ( St 42 ): 6 мм
Anzahl der Richtwalzen /
количество правильных роликов: 11 Stück (5 вверху, 6 внизу)
Рихтвальцендурчмессер /
диаметр правильных роликов: 180 мм
Анцаль Штютцвальцен /
количество опорных катков: 18 обен; 21 унтен
Richtgeschwindigkeit /
скорость правки: 10 м/мин
Хубвег дер Траверс /
ход траверсы: -10. ..+ 40 мм
Hubgeschwindigkeit der Traverse /
скорость регулировки траверсы: 1 мм / …
Категория: 109 Sonstige Metallbearbeitungsmaschinen
Дата: 29.12.2021
Geprüfter
Händler
Eintragsnummer 108472380
гебраухт
ВМВ ЭДЗ-100
ЗугмашинаVerkäufer: подержанные машины
Zugmaschine Герстеллер: WMW Тип: ЭДЗ-100 Maschine zur Prüfung der Druckfestigkeit und Dehnung bis 1000KN für Proben mit einem Durchmesser von 15 bis 60 мм. Комплетс Gerät.
Категория: 104 Schleifmaschinen
Дата: 14.09.2020
Geprüfter
Händler
Eintragsnummer 110009693
БЖ 1975
gebraucht
WMW SWSK 1250
Saegeblattchaerfmachine Verkäufer: Fa. Uwe Schlammer Handels- und Vermittlungsagentur
Стандарт: D – Thüringen
Цена: 1.800 €
Steuerung: konventionell Saegeblattdurchmesser: 250 до 1.250 мм Schleifscheibendurchmesser: 250 мм Schleifscheibenbohrung: Zahnteilung: 2 bis 42 Zaehnezahl: Spindeldrehzahl: 2.000 и 2.500 об/мин. Anschluss: 1,5 кВт Zubehoer/Ausstattung: Bedienanleitung Zustand: кишка Gewicht: 1,0 т Abmasse: 850 х 1000 х 1850 мм; кишки
Категория: 102 Drehmaschinen
Дата: 14.09.2020
Geprüfter
Händler
Eintragsnummer 110009767
БЖ 1957
gebraucht
WMW DN350x360
ДрехбанкVerkäufer: Fa. Uwe Schlammer Handels- und Vermittlungsagentur
Стандарт: D – Thüringen
Цена: 650 €
Haben Sie Ihre gesuchte Maschine nicht gefunden? Gesuch Senden an Maschinenhändler
Ähnlichesuchbegriffe:
Fritz Heckert fqs 400
+ Wmw Фриц Хекерт Ауфспаннвюрфель
+ Wmw Fritz Heckert универсальная машинка
+ Wmw фсс 250 х 1000
+ Fritz Heckert cnc fräsmaschinen
+ Консольная машина Фрица Хекерта
+ Heckert cwk 400
+ Wmw heckert fräsmaschinen
+ Wmw heckert konsolfräsmaschinen
+ Универсальная консоль Wmw Heckert
и дальше . ..
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- » Следующий
Руководства по техническому обслуживанию и обслуживанию фрезерных станков
- <
- Дом \
- Руководства \
- Фрезерные станки
ФРЕЗЕРНЫЕ СТАНКИ
MAHO MH800P CNC Инструментальный фрезерный станок — техническое руководство
⟶
Фрезерный станок ФНК-25 – Техническое руководство
⟶
Инструментальные фрезерные станки STANKO модели 676P, 678M и 679 – Техническое руководство
⟶
Инструментальный фрезерный станок FUS-22 (РУМЫНИЯ) – Техническое руководство
⟶
Инструментальные фрезерные станки Модели TOS FN20, FN22, FN25A, FN3 2 – Техническое руководство
⟶
Инструментальный фрезерный станок TOS FN-40 – Техническое руководство
⟶
Станки фрезерные инструментальные АЛГ-100, АЛГ-200, Б – Техническое руководство
⟶
67K25 PF NC фрезерный станок – техническое руководство
⟶
Фрезарка FNC-25A1, AC1, A2, A3, A10, A20, A30 – AVIA PRUSZKÓW
⟶
Инструментальные фрезерные станки FND 25, 32, J, M, TE – AVIA FOP Pruszków – Техническое руководство
⟶
Универсальные фрезерные станки FWA32, FWA41, FYA32M, FYA41M (модели без ведомой балки) by MECHANICY Pruszków – Техническое руководство
⟶
Универсальные фрезерные станки 2FWA, 3FWA, 4FWA, 2FW, 3FW, 4FW – Техническое руководство
⟶
3FY и 4FY Вертикально-фрезерный станок – Техническое руководство
⟶
2FXA, 3FXA, 4FXA, 2FX, 3FX, 4FX Горизонтально-фрезерные станки – Техническое руководство
⟶
Универсальный фрезерный станок FWB25 CBKO PRUSZKÓW – Техническое руководство
⟶
Универсальные фрезерные станки FWC25, FWC26, FXC25, FXC26 – Техническое руководство
⟶
Универсальные фрезерные станки FWD-25U, FWD-32U, J, M JAFO Jarocin – Техническое руководство
⟶
Фрезарка FYD 25 JAFO – Яроцин
⟶
Универсальные, горизонтально- и вертикально-фрезерные станки FC-25, FC-26, FYC-25 и FYC-26 – Техническое руководство
⟶
Вертикально-фрезерные станки FYC25, FYC-26, FYD25, FYD32, J, M – Техническое руководство
⟶
Фрезарка FYD25, FYD32 – JAFO – Яроцин
⟶
Фрезарка FWD25, 32, FWD-32JM JAFO – Яроцин
⟶
FXJ40, FYJ40 Фрезерные станки и шкаф управления в версии TNF / C – Техническое руководство
⟶
6ч20 9Вертикально-фрезерный станок 0138 – Техническое руководство
⟶
Вертикально-фрезерные станки F1-250, F2-250, F3-250 производства KRL-D (корейский) – Техническое руководство
⟶
FP 800 Горизонтально-фрезерный станок – Техническое руководство
⟶
Универсальный фрезерный станок FU-2 – Техническое руководство
⟶
Фрезерный станок 6М12К – Техническое руководство
⟶
Фрезерный станок 6М13П – Техническое руководство
⟶
Фрезарка, модель 7417 – Техническо-ручная документация (DTR)
⟶
Станки горизонтально-фрезерные 6Х80Г, 6Х80, 6Х81Г, 6Х81, 6х21 – Техническое руководство
⟶
6P80G, 6P80, 6P10 Консольно-фрезерные станки с электропринадлежностями – Руководство по эксплуатации и техническому обслуживанию (DTR)
⟶
Консольно-фрезерные станки 6М82, 6М82Г, 6М82Гб – Техническое руководство
⟶
Станки консольно-фрезерные горизонтально-фрезерные (консольные) 6Н81Г, 6Н81Г, 6Н83Г, 6Х83Г – Техническое руководство
⟶
Станки консольно-фрезерные СТАНКО 6П10, 6П12, 6П12б, 6П13, 6П13б – Техническое руководство
⟶
Консольно-фрезерные станки 6Р12, 6Р13, 6Р12б, 6Р13б – Техническое руководство
⟶
Станок фрезерный универсальный СТАНКО 6Р11 изд. СССР- Техническое руководство
⟶
Станки консольно-фрезерные STANKO 6P80G, 6P80, 6P82, 6P682G, 6P83, 6P83G, 6P83Sz – Техническое руководство
⟶
Станки консольно-фрезерные STANKO 6T12-1, 6T13-1 – Техническое руководство
⟶
Станки консольно-фрезерные СТАНКО 6М12П изд. СССР – Техническое руководство
⟶
Зубофрезерный станок STANKO 5B312 – Техническое руководство
⟶
Frezarko-strugarka obwiedniowa 5236P STANKO b. ЗСРР
⟶
Полуавтоматический фрезерно-копировальный станок STANKO 6441A – Техническое руководство
⟶
Фрезерный станок FW300x1000/II/1 AE – Техническое руководство
⟶
FW350x1400 , FW400x1650 , FU330x1400 , FU350x1650 , FS350x1400 , FS400x1650 , (formerly D-900 ) console milling machines – Technical manual
⟶
Frezarki konsolowe F 315, F 400 ze ster. PS2000 – WMW HECKERT – Обе модели FSS, FU, FW
⟶
Фрезерный станок HECKERT F315 / VI, F400 / VI (включая модели FSS, FU, FW) – Техническое руководство
⟶
Консольно-фрезерный станок тип FSS400x1650 WMW HECKER T – Техническое руководство
⟶
Фрезерные станки WMW HECKERT F400 / VIII (включая модели FSS, FU, FW) – Техническое руководство
⟶
Фрезерки консоли FU 315-S7, FU 400-S7 (ApUG) – UNITECH – изготовление FLEXIVA
⟶
Фрезерный станок WMW HECKERT 1AE-горизонтальный, 1AU-универсальный, 1AV-вертикальный – Техническое руководство
⟶
Фрезерные станки WMW HECKERT FUW, FU, FW, FSS, -200, -250, -315, -400 / I, II, III, V, VI, VII, VIII – Техническое руководство
⟶
Консольно-фрезерные станки WMW HECKERT F315E, F400E (включая модели FW, FU и FSS) – Техническое руководство
⟶
Консольно-фрезерный станок AMK F400/VIII – Техническое руководство
⟶
Фрезерный станок FU 300 UNION WMW – Техническое руководство
⟶
Фрезерные станки TOS FA2H, FA2V, FA2U – Техническое руководство
⟶
Фрезерные станки TOS FA3H, FA3V, FA3U – Техническое руководство
⟶
Фрезерные станки TOS FA4H, FA4V, FA4U – Техническое руководство
⟶
Фрезерный станок TOS FA5 V – Техническое руководство
⟶
Горизонтально-фрезерный станок TOS FHJ-9 Модель – Техническое руководство
⟶
Фрезерные станки Модели TOS FGS 32/40 H, V, U – Техническое руководство
⟶
Фрезерный станок ТОС ФГШ 50 и ФГСВ 50 – Техническое руководство
⟶
FXA-31 и FXA-41 Горизонтально-фрезерные станки – Техническое руководство
⟶
FU-300 Универсальный фрезерный станок – Техническое руководство
⟶
Универсальные фрезерные станки FU-251, FU-320, FV-320, FH-320 по BRL – Техническое руководство
⟶
Станки фрезерные FU32x132A , 152A , вертикальные FV32x132A , 152A , горизонтальные FO32x132A , 152A – Техническое руководство
⟶
Frezarka obwiedniowa do kół zębatych Модель 5236P STANKO – Техническо-ручная документация (DTR)
⟶
Электрические схемы портально-фрезерного станка STANKO 6610
⟶
Копировально-фрезерный станок ФК 08-б с электрощупом – Техническое руководство
⟶
Фрезерно-гравировальный станок модели G3 – Техническое руководство
⟶
FDm Фрезерный станок GOMAD (для дерева) – Техническое руководство
⟶
Копировально-фрезерный станок STANKO модель 6461 – Техническое руководство
⟶
ЧПУ DMG вертикальные обрабатывающие центры серии DMC xx35V EcoLine – Техническое руководство
⟶
BRIDGEPORT VMC Обрабатывающий центр — техническое руководство
⟶
Вертикальный обрабатывающий центр HAAS серии VF — техническое руководство
⟶
ЧПУ NBH 95 HUELLER HILLE 2004 г.