Hermle станки: Hermle AG – лучшее фрезерование благодаря лидеру в сфере технологий из Госхайма
alexxlab | 12.08.1985 | 0 | Разное
Высокотехнологичное производство инструментов с помощью 5-осевых обрабатывающих центров Hermle
/INS. Благодаря комплексному использованию высокопроизводительных 5-осевых обрабатывающих центров с ЧПУ фирмы Hermle компания Hirschmann Automotive реализует эффективнее чем когда бы то ни было свои технологические инновации в виде ценных мехатронных изделий.
СРАЗУ Пять: ДЛЯ ЗАГОТОВОК ОТ 5 x 5 x 10 мм до 1,5 тонн
У Hermle такого еще не было: компания Hirschmann Automotive заказала сразу пять сверхсовременных высокопроизводительных 5-осевых обрабатывающих центров с ЧПУ серии C (модели C 12 U, C 22 U, C 32 U, C 42 U и C 52 U) и таким образом в состоянии индивидуально обрабатывать заготовки от нескольких миллиметров до крупных деталей размером 500 x 1000 мм, весом до 1,5 тонн. Рабочие диапазоны станков различных типоразмеров в значительной мере перекрываются, что позволяет гибко использовать мощности фрезерования как для непосредственно выполняемых, так и для скорректированных в соответствии с приоритетами обработок.
Полезные синергии для высокой ОЦЕНКи и ПОВЫШЕНИЯ производительности
Все станки оснащены новой системой управления Heidenhain TNC 640, наклонно-поворотными столами с ЧПУ, держателями инструмента HSK A 63, главными шпинделями с числом оборотов до 18000 в минуту, а также функциями ACC (функция уменьшения специфичной технологической вибрации) и AFC (адаптивное регулирование подачи в зависимости от мощности шпинделя и других технологических параметров/данных). Решающую роль в успешной работе на обрабатывающих центрах Hermle играют сходство конструкции и оборудования, а также опыт ежедневной практической работы. Обучение на высокопроизводительных 5-осевых обрабатывающих центрах с ЧПУ отличается близостью к практическим условиям и эффективностью, благодаря чему им с самого начала дается высокая оценка. Мы отмечаем у наших высококвалифицированных операторов, что они полностью идентифицируют себя и с большим доверием относятся к технологическим компонентам “станок-инструменты-оператор”, что в конечном итоге отражается в максимальном объеме обработки, то есть в более высокой производительности.
В будущее с высокопроизводительными 5-ОСЕВЫМИ обрабатывающими центрами с ЧПУ
“Мы должны ориентироваться на эффективность сторонних изготовителей инструментов, и быть всегда на шаг впереди”, – говорит Андреас Больтер, начальник производства инструментов и промышленного оборудования в Ранквайле. В связи с концентрацией на премиальный автомобильный сегмент с мелкими и средними партиями литых под давлением деталей, приходится иметь дело с большим разнообразием вариантов и инструментов. “В течение ряда лет мы с большим успехом используем два обрабатывающих центра Hermle типа C 20 U, один из которых оснащен системой инструментальных магазинов и загрузки IH 60. На основе накопленного опыта относительно производительности и сервисного обслуживания, мы выбрали Hermle в качестве нашего партнера и запустили масштабную инвестиционную программу на базе 5-осевых обрабатывающих центров с ЧПУ”.
HIRSCHMANN AUTOMOTIVE
На семи заводах Hirschmann Automotive GmbH в Ранквайле в Австрии, Чехии, Румынии (2 завода), Марокко, Китае и вскоре в Мексике, около 4500 сотрудников занимаются разработками и производством. В Ранквайле располагаются руководство, администрация, отдел разработки и производства штекерных систем, датчиков, форм для литья под давлением и мехатронных узлов. Отдел производства инструментов, установок и промышленного оборудования, в котором работают 170 специалистов, занимает важное место на заводе в Ранквайле. Здесь сходятся все нити: от идеи, через разработку продукции, создание прототипов и образцов, изготовление форм для литья под давлением, вплоть до сборки монтажных установок и автоматов.
В Ранквайле располагаются руководство, администрация, отдел разработки и производства штекерных систем, датчиков, форм для литья под давлением и мехатронных узлов. Отдел производства инструментов, установок и промышленного оборудования, в котором работают 170 специалистов, занимает важное место на заводе в Ранквайле. Здесь сходятся все нити: от идеи, через разработку продукции, создание прототипов и образцов, изготовление форм для литья под давлением, вплоть до сборки монтажных установок и автоматов.
MASCHINENFABRIK BERTHOLD HERMLE AG
Hermle AG – это предприятие с хорошей репутацией, которое является как национальным, так и международным лидером. Благодаря постоянным инновациям Hermle относится к одним из ведущих производителей фрезерных станков и обрабатывающих центров. 25000 обрабатывающих центров Hermle успешно используются во всем мире. Широко разветвленная сеть торговых и сервисных центров гарантирует сотрудничество во всех важных странах мира. Станки Hermle производятся на юго-западе Германии, в регионе, где точное приборостроение и машиностроение уже несколько поколений находятся, что называется, у себя дома. Обрабатывающие центры Hermle служат для рациональной обработки инструментов, форм и серийно изготавливаемых деталей. Благодаря своему качеству и высокой точности они находят применение в различных отраслях, особенно в таких взыскательных, как производство медицинской и оптической техники, машиностроении, авиастроении, при производстве автомобилей и гоночных машин, а также у субпоставщиков.
Обрабатывающие центры Hermle служат для рациональной обработки инструментов, форм и серийно изготавливаемых деталей. Благодаря своему качеству и высокой точности они находят применение в различных отраслях, особенно в таких взыскательных, как производство медицинской и оптической техники, машиностроении, авиастроении, при производстве автомобилей и гоночных машин, а также у субпоставщиков.
www.hermle.de
Полностью статью Вы найдете: http://www.hermle.de/cms/en/info_center/press__news/user_reports/getPrm/selection/2504/
На рисунке 1: показан самый большой высокопроизводительный 5-осевой обрабатывающий центр с ЧПУ C 52 U, используемый при производстве инструментов в компании Hirschmann Automotive GmbH на заводе A-Rankweil для комплексной обработки по пяти осям и пяти сторонам заготовок диаметром до 1000 мм и высотой 810 мм
На рисунке 2:(_23A9380.jpg) показана рабочая зона высокопроизводительного 5-осевого обрабатывающего центра с ЧПУ C 52 U с наклонно-поворотным столом 1150 x 900 мм для крупных деталей весом до 2000 кг
На рисунке 3: изображены слева направо Герхард Цех, руководитель отдела средств производства, Маркус Гапп, руководитель группы фрезерной обработки, оба из компании Hirschmann Automotive GmbH, Флориан Кёниг, отдел сбыта в Австрии/Южном Тироле компании Maschinenfabrik Berthold Hermle AG и Андреас Больтер, начальник производства инструментов и промышленного оборудования компании Hirschmann Automotive GmbH перед флагманской моделью C 52 U во фрезеровочном цехе завода A-Rankweil
На рисунке 4: изображена линейка продуктов для специальных кабельных систем. На стыке между сухой и влажной зонами (зеркало), во многих ситуациях, критичных с точки зрения строительного пространства (дверная ручка, освещение) и в зонах с большой нагрузкой (амортизаторы).
На стыке между сухой и влажной зонами (зеркало), во многих ситуациях, критичных с точки зрения строительного пространства (дверная ручка, освещение) и в зонах с большой нагрузкой (амортизаторы).
Maschinenfabrik
Berthold Hermle AG
Industriestrasse 8-12
78559 Gosheim / Germany
www.hermle.de
Rating:
vote data
Available languages
Gallery
Hermle
High-resolution images
_23A9466. jpg (5465kb)
jpg (5465kb)
_23A9380.jpg (6221kb)
_23A9445.jpg (5953kb)
HRW_Products_Special Cable Assemblies_Spiegel_1.jpg (1493kb)
Maschinenfabrik
Berthold Hermle AG
Industriestrasse 8-12
78559 Gosheim / Germany
[email protected]
www.hermle.de
Publications
Media
Images
Documents
Статья “Unigraphics, VERICUT и станки Hermle” из журнала CADmaster №2(42) 2008 (апрель-июнь)
Начну с констатации приятного факта: всё большее число отечественных машиностроительных предприятий перевооружает свой парк оборудования. О причинах, вызвавших к жизни этот процесс, сказано уже немало, так что, не повторяясь, отмечу лишь одно: в результате модернизации производств на наших предприятиях растет число современных многоосевых станков с ЧПУ. О российском опыте работы с японскими станками
О причинах, вызвавших к жизни этот процесс, сказано уже немало, так что, не повторяясь, отмечу лишь одно: в результате модернизации производств на наших предприятиях растет число современных многоосевых станков с ЧПУ. О российском опыте работы с японскими станками
По роду деятельности нашего отдела САПР и инженерного анализа мы работаем с очень многими предприятиями — в последнее время преимущественно авиастроительными, двигателестроительными, предприятиями ракетной отрасли. Таким образом, есть возможность сравнивать оснащенность заводов. Сугубо личное наблюдение: в своем классе оборудования на очень многих производствах доминируют немецкие станки Hermle. Речь прежде всего идет о пятикоординатных станках, поскольку задачи, которые нам приходится решать, в подавляющем большинстве случаев выполняются на сложном многоосевом оборудовании. О причинах столь массированного и успешного внедрения станков Hermle на отечественный рынок рассказывает заместитель коммерческого директора компании ООО «Хермле Восток» Алексей Алексеевич Трусов:
Основа успеха оборудования Hermle — богатейший опыт германских станкостроителей, помноженный на желание спроектировать и построить один из лучших станков для пятиосевой фрезерной обработки.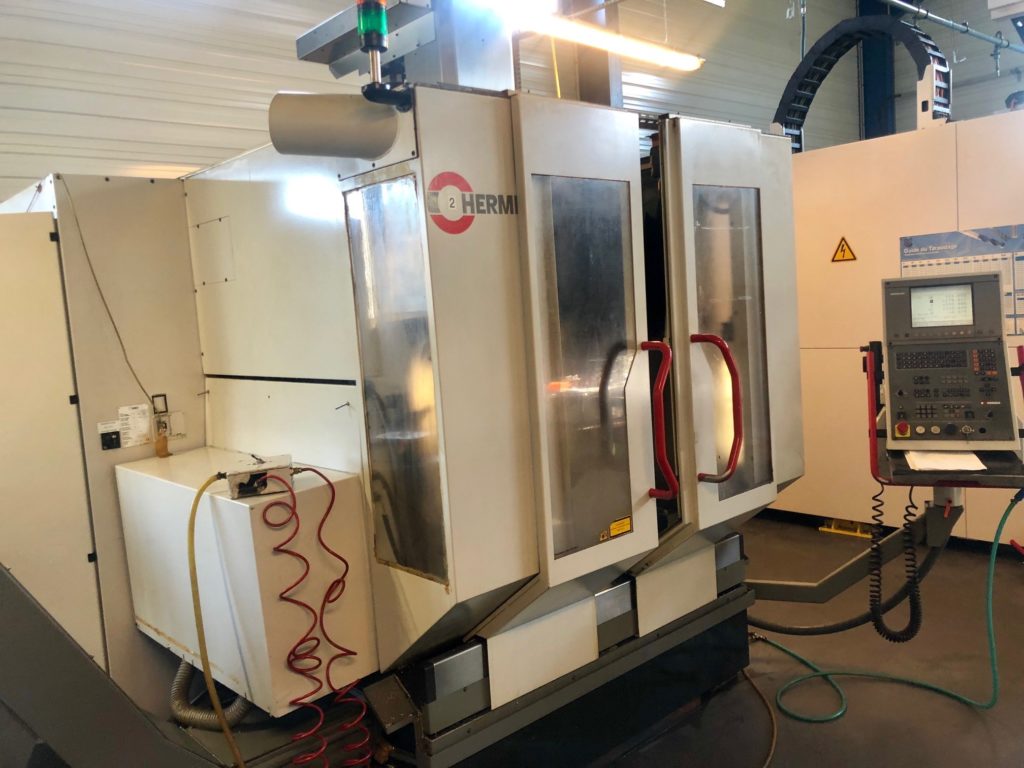 Специалисты завода в городе Госхайм проанализировали огромное множество известных кинематических схем и пришли к выводу, что для задуманного ими станка наилучшим образом подходит портальная двухстоечная схема типа «Гентри» с вариантом наклонно-поворотного стола типа «качающаяся люлька». Впрочем, эта конструкция тоже оказалась не идеальной и в результате была подвергнута глубокой модификации. Смотрите сами:
Специалисты завода в городе Госхайм проанализировали огромное множество известных кинематических схем и пришли к выводу, что для задуманного ими станка наилучшим образом подходит портальная двухстоечная схема типа «Гентри» с вариантом наклонно-поворотного стола типа «качающаяся люлька». Впрочем, эта конструкция тоже оказалась не идеальной и в результате была подвергнута глубокой модификации. Смотрите сами:
- жесткая цельнолитая портальная двухстоечная конструкция станины типа «Гентри» из полимергранита, который имеет отличные виброгасящие свойства, не гигроскопичен и чрезвычайно термостабилен;
- три направляющие по оси Y и серединный привод через ШВП создают оптимальный треугольник сил в процессе резания;
- широкая гамма шпинделей — от 9000 до 40 000 об./мин.;
- инструмент перемещается по трем линейным осям, благодаря чему достигается динамика, не зависящая от детали;
- компактная конструкция и при этом большой вес — от 7 до 23 тонн. Лучшее в своем классе соотношение габаритов рабочей зоны и внешних габаритов станка;
- приводы и направляющие вне рабочей зоны;
- высочайшая динамика и грузоподъемность наклонно-поворотных осей за счет применения высокомоментных моторов;
- высокая точность хода, позиционирования и продолжительности работы;
- применение современных устройств автоматизации, благодаря которым появилась возможность встраивать станки (они оптимальным образом подходят для 24-часового режима работы) в гибкие производственные линии.

Отдельно стоит отметить запатентованную фирмой Hermle систему защиты шпинделя от вертикального удара, которая спасает шпиндель от дорогостоящего ремонта или даже замены. Опыт показывает, что ситуации, грозящие повреждением шпинделя, к сожалению, возникают довольно часто, так что система позволяет владельцам станка экономить время и деньги.
Опыт поставок, начавшихся в 1999 году, показывает, что оборудование фирмы Hermle отлично зарекомендовало себя в автомобильной и авиационно-космической промышленности, в общем машиностроении, при производстве оптики и медицинской техники, в инструментальном производстве и во многих других областях, где требуется высокоточная, производительная и надежная фрезерная обработка от трех до пяти осей.
Ко всему сказанному остается добавить, что сам по себе станок, даже с ЧПУ, — это набор механизмов, которыми нужно правильно управлять. Речь прежде всего идет об управляющих программах (УП) для станков с ЧПУ. Методы получения этих программ могут быть разными — от написания вручную до использования CAM-систем. Работа вручную или с помощью простых систем внутри ЧПУ станка не свободна от многих недостатков — здесь и длительное время написания программ, и существенные ограничения по видам обработок (изделий), программу для которых можно подготовить подобным способом и т.п. Об этом подробно рассказывалось в статьях, авторы которых имеют отношение к обработке на станках с ЧПУ 2.
Методы получения этих программ могут быть разными — от написания вручную до использования CAM-систем. Работа вручную или с помощью простых систем внутри ЧПУ станка не свободна от многих недостатков — здесь и длительное время написания программ, и существенные ограничения по видам обработок (изделий), программу для которых можно подготовить подобным способом и т.п. Об этом подробно рассказывалось в статьях, авторы которых имеют отношение к обработке на станках с ЧПУ 2.
Что же касается CAM-систем, скажу следующее. Таких систем, различных по возможностям, ценам и так называемым «уровням», в мире довольно много. Для решения сложных задач в части подготовки управляющих программ отдел САПР и инженерного анализа компании CSoft предлагает и использует связку Unigraphics и VERICUT. Задачи, которые может и должно решать оборудование Hermle, — как раз под стать двум этим системам.
Unigraphics — система высокого уровня (CAD/CAM/CAE), предназначенная для решения всего комплекса задач, стоящих перед инженерами на всех этапах создания сложных технических изделий (предварительное проектирование, этап инженерного анализа и оптимизации конструкции, изготовление). Она широко используется в аэрокосмической промышленности, автомобилестроении, общем машиностроении, производстве бытовой техники, игрушек, медицинских инструментов. Рабочее место представляет собой набор модулей, каждый из которых отвечает за определенные функции. Это позволяет составить оптимальный набор для решения различных задач — в том числе и технолога, то есть специалиста, отвечающего непосредственно за изготовление изделия (речь идет о CAM-модулях системы Unigraphics).
Она широко используется в аэрокосмической промышленности, автомобилестроении, общем машиностроении, производстве бытовой техники, игрушек, медицинских инструментов. Рабочее место представляет собой набор модулей, каждый из которых отвечает за определенные функции. Это позволяет составить оптимальный набор для решения различных задач — в том числе и технолога, то есть специалиста, отвечающего непосредственно за изготовление изделия (речь идет о CAM-модулях системы Unigraphics).
VERICUT — программный комплекс для визуализации процесса обработки деталей на станках с ЧПУ, проверки и оптимизации управляющих программ в любых форматах. Самая важная и главная задача этого ПО — выявить и исключить до начала реальной обработки возможные столкновения рабочих органов станка.
Ниже мы приведем примеры работы этих систем применительно к станкам Hermle. Даже исключительно мощный по функционалу Unigraphics, к сожалению, умеет далеко не всё, но существует возможность разрабатывать под эту систему собственные приложения, есть и опыт таких разработок, а значит недостающий функционал можно пополнить.:quality(80)/images.vogel.de/vogelonline/bdb/733900/733954/original.jpg) Тем более это необходимо при появлении специфических задач, которые штатными средствами системы Unigraphics либо не решаются вовсе, либо решаются не лучшим образом.
Тем более это необходимо при появлении специфических задач, которые штатными средствами системы Unigraphics либо не решаются вовсе, либо решаются не лучшим образом.
Как было замечено коллегой, среди областей, где станки компании Hermle наиболее востребованы, — инструментальное производство. Посему рассказ о работе с этим оборудованием резонно начать с характерного представителя упомянутого вида производства — санкт-петербургского ООО «Завод Прогресс».
ООО «Завод Прогресс» (Санкт-Петербург)
Знакомство с этим предприятием и его специалистами началось с любопытного, даже несколько забавного случая. В сентябре 2007 года к нам в отдел обратились с не совсем стандартной задачей. Требовалось выполнить на станке уменьшенную модель автомобиля Mazda RX8 (масштаб 1:5). Материал — пенополиуретан, станок — Hermle C40. Нетривиальность задачи заключалась в том, что модель, по которой должна была производиться обработка, была результатом сканирования реального автомобиля и, соответственно, в конечном счете представляла собой фасетное тело. То есть не твердое тело, состоящее из поверхностей, граней
То есть не твердое тело, состоящее из поверхностей, граней
, а тело, образованное огромным количеством треугольничков вместо поверхностей. «Ну и что тут такого? — возразят мне. — Обрабатывать фасетные модели позволяют многие CAM-системы, да тот же Unigraphics!». Позволять-то они позволяют, но… только в трех осях. А вот вести обработку подобных моделей в пяти координатах — такой возможности нет…
Правда, к тому моменту специалистами отдела САПР и инженерного анализа при помощи средств UG/Open уже был разработан собственный модуль, позволяющий вести пятикоординатную обработку фасетных тел. Суть этого приложения, названного Mesh_5axis, проста: нужно создать некую управляющую поверхность (по аналогии с некоторыми штатными многоосевыми операциями Unigraphics), по нормали к которой и будет формироваться траектория движения инструмента, спроецированная на фасетное тело. Приложение вызывается через пользовательскую операцию MILL_USER (см. левую часть рис. 1), диалоговое окно Mesh_5axis представлено в правой части рис. 1. На рис. 2 показана модель задней части автомобиля (синий цвет) и половина управляющей поверхности (голубой цвет).
левую часть рис. 1), диалоговое окно Mesh_5axis представлено в правой части рис. 1. На рис. 2 показана модель задней части автомобиля (синий цвет) и половина управляющей поверхности (голубой цвет).
Рис. 1
Рис. 2 Рис. 3
Рис. 4
Ну и наконец результаты. На рис. 3 — та же часть автомобиля, уже обработанная, а на рис. 4 — модель, собранная из двух половин. Вот такая любопытная работа была проделана в течение одного дня.
Выполнялась эта работа как раз на ООО «Завод Прогресс». В данном случае наш отдел выступал лишь как демонстратор своих возможностей в плане разработки собственных приложений. Специалисты завода — давние пользователи системы Unigraphics. И, конечно, задача, которую мы решали на станке Hermle C40, не совсем характерна для основной деятельности предприятия.
Более 60 лет завод занимает лидирующие позиции на рынке технологической оснастки. Производство высокотехнологичной продукции (пресс-формы, штампы, литье изделий из пластмасс) базируется на применении современного оборудования, качественного сырья и работе высококвалифицированного персонала. Здесь реализован полный цикл производства высокопроизводительной технологической оснастки: от 3D-проектирования до серийных партий и гарантийного обслуживания. Выпускаемые пресс-формы применяются для изготовления изделий из пластмасс методом литья под давлением в термопластавтоматах, литья изделий из цветных сплавов и др. Широкий спектр производимых штампов (вырубные, гибочные и др.) находит применение в холодной листовой штамповке из инструментальных сталей и твердых сплавов.
В процессе знакомства со специалистами предприятия выяснилось, что даже наличие такого мощного инструмента для работы со станками с ЧПУ, как Unigraphics, не избавило от довольно серьезных проблем при работе со станком Hermle.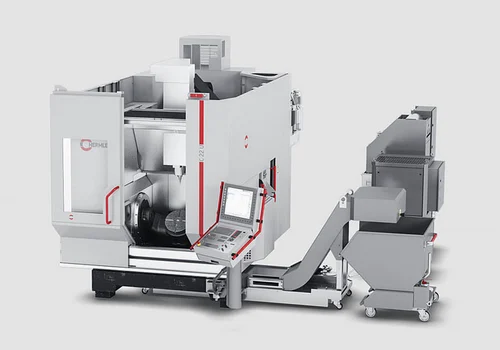 По большей части причина оказалась в не самом хорошем постпроцессоре. Как известно (и на страницах журнала мы об этом рассказывали), специалисты отдела САПР и инженерного анализа уже многие годы разрабатывают постпроцессоры для системы Unigraphics под любые станки. Потому в тот же день было предложено, не ограничиваясь изготовлением модели автомобиля, продемонстрировать работу постпроцессора для Hermle C40. Такую возможность нам любезно предоставили.
По большей части причина оказалась в не самом хорошем постпроцессоре. Как известно (и на страницах журнала мы об этом рассказывали), специалисты отдела САПР и инженерного анализа уже многие годы разрабатывают постпроцессоры для системы Unigraphics под любые станки. Потому в тот же день было предложено, не ограничиваясь изготовлением модели автомобиля, продемонстрировать работу постпроцессора для Hermle C40. Такую возможность нам любезно предоставили.
Станки Hermle обычно оснащаются двумя видами систем ЧПУ: iTNC Heidenhain или Siemens различных версий. Сложилось так, что большая часть оборудования Hermle, поставленного на российский рынок, — это станки с iTNC Heidenhain 530. Не стал исключением и станок, работающий на заводе «Прогресс». iTNC Heidenhain 530 располагает довольно обширным функционалом для решения различных задач. Когда речь идет о многоосевом оборудовании, к которому относится и Hermle C40, прежде всего важны те инструменты ЧПУ, которые позволяют легко осуществлять программирование именно пятиосевых обработок — как позиционных, так и непрерывных. У системы iTNC Heidenhain 530 такие инструменты есть, главное — уметь ими пользоваться. И задействовать их в постпроцессорах.
У системы iTNC Heidenhain 530 такие инструменты есть, главное — уметь ими пользоваться. И задействовать их в постпроцессорах.
Коротко поясню. Поскольку основным продуктом, выпускаемым ООО «Завод Прогресс», является оснастка, то большая часть обработок на станке — либо трехосевые, либо пятиосевые фиксированные (такой вид обработки еще называют 3+2). В процессе выполнения операции поворотные столы поворачиваются один раз, занимая определенную позицию на детали (грани), а дальше идет обычная двух- или трехкоординатная обработка. Еще совсем недавно многие постпроцессоры под различные CAM-системы для подобных станков и обработок имели существенный минус. «Программный ноль» (систему координат, относительно которой идет отсчет координат в УП) всегда нужно было устанавливать в определенную точку станка. Приходилось тратить дополнительное время, позиционируя заготовки на станке (их требовалось жестко устанавливать по отношению к этому нолю). Происходило это либо ввиду отсутствия специального функционала в системах ЧПУ, либо по неумению использовать имеющийся функционал в постпроцессорах. У ЧПУ iTNC Heidenhain 530 есть команда Plane, отвечающая за пересчет и перенос «ноля программы» при позиционных поворотах. С ее помощью и удается «отвязаться» от предписанного места ноля. Другими словами, я могу установить заготовку произвольным образом, а привязку «ноля программы» осуществлять на характерных точках заготовки. Что касается пятиосевой непрерывной обработки, при которой станок совершает одновременное движение по всем пяти осям, то для такого режима в арсенале iTNC Heidenhain 530 имеется команда М128. Помимо динамического пересчета «ноля программы» она несет в себе и функцию синхронизации (а точнее, коррекции) подачи, поскольку подача для линейных узлов станка и подача для угловых компонентов — разные вещи, а в УП она назначается для всего движения в целом. Эти моменты учтены и используются в наших постпроцессорах. Я не говорю о таких элементарных компонентах работы постпроцессора, как вывод круговой интерполяции, осевые циклы, — разумеется, в постпроцессорах, разработанных нашим отделом, все это тоже присутствует.
У ЧПУ iTNC Heidenhain 530 есть команда Plane, отвечающая за пересчет и перенос «ноля программы» при позиционных поворотах. С ее помощью и удается «отвязаться» от предписанного места ноля. Другими словами, я могу установить заготовку произвольным образом, а привязку «ноля программы» осуществлять на характерных точках заготовки. Что касается пятиосевой непрерывной обработки, при которой станок совершает одновременное движение по всем пяти осям, то для такого режима в арсенале iTNC Heidenhain 530 имеется команда М128. Помимо динамического пересчета «ноля программы» она несет в себе и функцию синхронизации (а точнее, коррекции) подачи, поскольку подача для линейных узлов станка и подача для угловых компонентов — разные вещи, а в УП она назначается для всего движения в целом. Эти моменты учтены и используются в наших постпроцессорах. Я не говорю о таких элементарных компонентах работы постпроцессора, как вывод круговой интерполяции, осевые циклы, — разумеется, в постпроцессорах, разработанных нашим отделом, все это тоже присутствует.
Помимо всего прочего, мы стараемся делать постпроцессоры максимально безопасными. Многие, кто сталкивается или сталкивался с пятиосевой обработкой, знают, что самое «темное» место в плане безопасности работы — переход от одной операции к другой. В этот момент станок может совершить движение, которое в визуализаторе Unigraphics не увидишь. Для таких случаев, — например, при изменении угловых осей от одной операции к другой, — постпроцессор вводит дополнительное движение, отводя инструмент в безопасное место. Далее следуют позиционирование угловых осей, подвод в зону обработки в плоскости XY и опускание инструмента по оси Z в начальную точку операции.
Всё это и было продемонстрировано на тестовых примерах специалистам ООО «Завод Прогресс». Результатом стало решение использовать на предприятии постпроцессор, разработанный отделом САПР и инженерного анализа компании CSoft, а также продолжать сотрудничество в плане консультаций и более глубокого обучения работе с ПО.
Как уже говорилось, мы стараемся заложить в постпроцессоры максимально безопасную стратегию обработки, но быть абсолютно безопасным не способен ни один даже самый «умный» постпроцессор. Например, в самом Unigraphics можно сформировать такие операции или набор операций, которые столкнут инструмент как с приспособлением, так и с заготовкой при подаче быстрого перемещения. Таких ситуаций может быть немало; чтобы исключить их, мы предлагаем программный комплекс VERICUT.
Например, в самом Unigraphics можно сформировать такие операции или набор операций, которые столкнут инструмент как с приспособлением, так и с заготовкой при подаче быстрого перемещения. Таких ситуаций может быть немало; чтобы исключить их, мы предлагаем программный комплекс VERICUT.
На страницах журнала мы не раз рассказывали о практическом применении этого ПО. Еще раз напомню лишь об основной задаче системы: до непосредственного выхода на реальный станок устранить различного рода ошибки при изготовлении изделий. В первую очередь имеются в виду возможные столкновения рабочих узлов станка, приспособлений, заготовок, инструмента. Нами подготовлено немало моделей различных станков, причем наиболее трудоемким оказывается не столько само моделирование, сколько разработка репостпроцессора — блока, который отвечает за распознавание и правильную реакцию узлов станка в VERICUT на команды из УП. Естественно, основные модели линейки Hermle, смоделированные и настроенные в системе VERICUT, у нас тоже имеются. На рис. 5 вы можете видеть рабочую зону станка Hermle C40 с обработанной моделью передней части уже знакомого вам автомобиля.
На рис. 5 вы можете видеть рабочую зону станка Hermle C40 с обработанной моделью передней части уже знакомого вам автомобиля.
Система VERICUT теперь также используется на предприятии.
Рис. 5
О совместно проведенной работе, ее результатах и планах на будущее рассказывает ведущий специалист ООО «Завод Прогресс» Дмитрий Юрьевич Баталов:
С появлением на нашем предприятии станка Hermle C40 мы столкнулись с проблемой постпроцессора для многоосевой обработки (ранее с разработкой постпроцессоров для трехосевой обработки мы справлялись своими силами). Не хватало опыта и знаний в этой области. Мы обращались к нескольким фирмам, но результаты нас не удовлетворяли. Либо выставлялись ограничения по привязке к нулевой точке, что вызывало большие неудобства, либо между операциями и при смене инструмента станок выполнял непонятные и непредсказуемые «телодвижения». Попутно возникало множество мелочей, менее опасных для оборудования, но неприятных для операторов и программистов.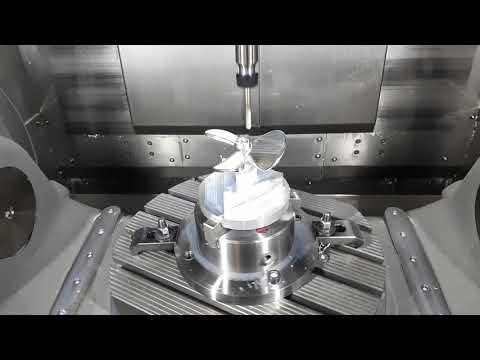 Фактически приходилось вручную просматривать тексты готовых УП и запускать обработку на свой страх и риск, что рано или поздно привело бы к плачевным последствиям.
Фактически приходилось вручную просматривать тексты готовых УП и запускать обработку на свой страх и риск, что рано или поздно привело бы к плачевным последствиям.
Счастливый случай свел нас с компанией CSoft и дал возможность на практике убедиться в высоком качестве ее разработок. Предложенный постпроцессор для станка Hermle C40 под Unigraphics практически полностью удовлетворял всем нашим требованиям — потребовались лишь незначительные корректировки. За всё время использования постпроцессор не вызвал никаких нареканий.
Следующим шагом стало приобретение системы VERICUT, эффективно работающей в связке с Unigraphics. VERICUT — отличный помощник при проверке УП многоосевой обработки. Смоделировать процесс, включая расположение деталей, заготовок и различных приспособлений, он позволяет со стопроцентной точностью. Теперь, отработав программу в VERICUT, мы можем быть уверены, что при работе станка не случится ничего неожиданного. Это гарантирует сохранность деталей, инструмента, качественную и точную работу оборудования, что в конечном итоге самым положительным образом сказывается на качестве выпускаемой нами продукции.
Со своей стороны мы надеемся на дальнейшее сотрудничество с предприятием, желаем ему успешного развития. И расширения станочного парка.
НПО «Сатурн» (Рыбинск)
Если ООО «Завод Прогресс» — предприятие относительно небольшое, то научно-производственное объединение, о котором пойдет речь дальше, — одно из крупнейших и известнейших производств как в нашей стране, так и в мире. Это НПО «Сатурн». Основной продукцией предприятия являются авиационные двигатели различного назначения, в том числе беспилотных аппаратов и корабельные, а также энергетическое оборудование.
НПО «Сатурн» — современное технологичное производство, которое позволяет изготавливать детали газотурбинной техники любой степени сложности, различных типоразмеров с широким спектром механических характеристик. Парк металлообрабатывающего оборудования превышает 12 000 единиц, в том числе металлургического — около 2000 единиц. Автоматизированные линии и станки с программным управлением по ряду направлений серийного производства составляют более 40% от общего количества оборудования 3.
На НПО «Сатурн» оборудование Hermle представлено, пожалуй, наиболее массово как в количественном плане, так и в номенклатурном — станки этой марки работают здесь и на инструментальном производстве, и на производстве общей механической обработки. Если при изготовлении инструментальной оснастки (штампов, пресс-форм и т.п.), как мы уже говорили, превалирует либо трехосевая обработка, либо многоосевая позиционная (3+2), то в процессе изготовления деталей, например, авиационного двигателя помимо упомянутых видов обработки может применяться и непрерывная пятиосевая. Оборудование Hermle вполне справляется с этими задачами.
С НПО «Сатурн» у нашего отдела давние взаимоотношения. На предприятии давно работают системы Unigraphics и VERICUT, причем специалисты НПО являются высококвалифицированными пользователями. Между нашими компаниями идет постоянный обмен опытом.
На сей раз к нам обратились с довольно интересной задачей. Нужно было изготовить оседиагональный центробежный импеллер из титанового сплава (подробности относительно его геометрии и внешнего вида по понятным причинам останутся за рамками нашего рассказа). Наряду с непосредственным изготовлением и обеспечением геометрических параметров одной из основных задач было существенное уменьшение времени обработки по сравнению с временем изготовления аналогичных изделий на предприятии. Моделирование и особенно изготовление подобных изделий (авиационных лопаток, импеллеров и т.п.) нашему отделу очень близки, в этом направлении нами накоплен довольно большой опыт.
Наряду с непосредственным изготовлением и обеспечением геометрических параметров одной из основных задач было существенное уменьшение времени обработки по сравнению с временем изготовления аналогичных изделий на предприятии. Моделирование и особенно изготовление подобных изделий (авиационных лопаток, импеллеров и т.п.) нашему отделу очень близки, в этом направлении нами накоплен довольно большой опыт.
Снова понадобилась разработка собственного приложения к Unigraphics — этого требовали сложная геометрия лопаток импеллеров и, соответственно, большие трудности в формировании наиболее эффективных траекторий обработки.
После нескольких попыток обработать поверхность лопаток моноколеса в Unigraphics с использованием штатных стратегий (Sequential Milling, Variable Contour) возникла идея написать свое UG\Open-приложение, которое облегчило бы эту работу. Не сказать чтобы те попытки были абсолютно безуспешными — скорее не совсем приспособленными к стратегии Unigraphics для обработки подобных изделий…
Существует устойчивый миф, в который и сегодня верят многие технологи-программисты. Он настолько живуч и распространен, что, встречаясь с ним на очередном предприятии, уже и не удивляешься. Собственно миф состоит в следующем: «Поверхность лопатки линейчатая, поверхность конического инструмента — линейчатая, стало быть можно эти линии образующих совместить!» Светлая идея, вот только такая возможность существует не для всех линейчатых поверхностей! Грубо говоря, к конической поверхности приложить конический инструмент по линиям образующих в ряде случаев можно, а в ряде случаев — нет. Поэтому, приложив фрезу боком к поверхностям лопатки колеса, вы во многих ситуациях получите или подрез части поверхности, или недорез. Потому и было разработано приложение, названное UG_blades, которое решает подобную проблему.
Он настолько живуч и распространен, что, встречаясь с ним на очередном предприятии, уже и не удивляешься. Собственно миф состоит в следующем: «Поверхность лопатки линейчатая, поверхность конического инструмента — линейчатая, стало быть можно эти линии образующих совместить!» Светлая идея, вот только такая возможность существует не для всех линейчатых поверхностей! Грубо говоря, к конической поверхности приложить конический инструмент по линиям образующих в ряде случаев можно, а в ряде случаев — нет. Поэтому, приложив фрезу боком к поверхностям лопатки колеса, вы во многих ситуациях получите или подрез части поверхности, или недорез. Потому и было разработано приложение, названное UG_blades, которое решает подобную проблему.
В основе алгоритма, рассчитывающего положение инструмента на обрабатываемой поверхности, — метод деления пополам. То есть существует диапазон изменения положения оси инструмента между нормалью к поверхности и вектором образующей. В каждом из положений производится проверка на пересечение инструмента с обрабатываемой поверхностью и диапазон сокращается вдвое — до тех пор, пока «коридор» этого диапазона не сократится до 0,001 градуса (более чем достаточно).
UG_blades многократно использовалось нами при изготовлении импеллеров на других предприятиях, пример изготовленного колеса вы можете видеть на рис. 6 (еще раз замечу в скобках, что показанное на рисунке гипотетическое изделие продукцией НПО «Сатурн» не является). Приложение справилось со своей задачей и сейчас.
Рис. 6
Несколько слов о еще одном, также нестандартном шаге, предпринятом нашими специалистами. Многие из тех, кто работает с постпроцессорами к системе Unigraphics, знают, что программы, получаемые такими постпроцессорами, — прямые. Специфика изготовления моноколес, а в особенности отладки этого процесса, заключается в том, что технологию часто приходится отлаживать на двух-трех лопатках колеса. Причем, случается, не на первых двух-трех, а на произвольных номерах. Чтобы упростить работу в подобном контексте, нами был разработан постпроцессор, который формирует не прямую программу, а управляющую (главную) и подпрограммы.
В главной программе осуществляется вызов инструментов и начальные угловые позиционирования заготовки, после чего вызываются подпрограммы, которые собственно и содержат в себе траектории обработок. В начале главной программы через переменные задается количество лопаток колеса (его можно задавать и при постпроцессировании в системе Unigraphics), указывается начальное количественное положение обработки, конечное положение, число обрабатываемых лопаток. В ней же перед каждым вызовом подпрограмм через логические условия осуществляется контроль — когда и на каких лопатках эти подпрограммы применять.
Все вышесказанное, а также некоторые технологические новшества, примененные нашими специалистами, обеспечили результат, который превзошел все ожидания! Время обработки колеса оказалось в 4 раза меньше того, что сегодня требуется предприятию для производства аналогичных изделий. И это при всех довольно жестких требованиях как к качеству изделия, так и к технологическим особенностям изготовления.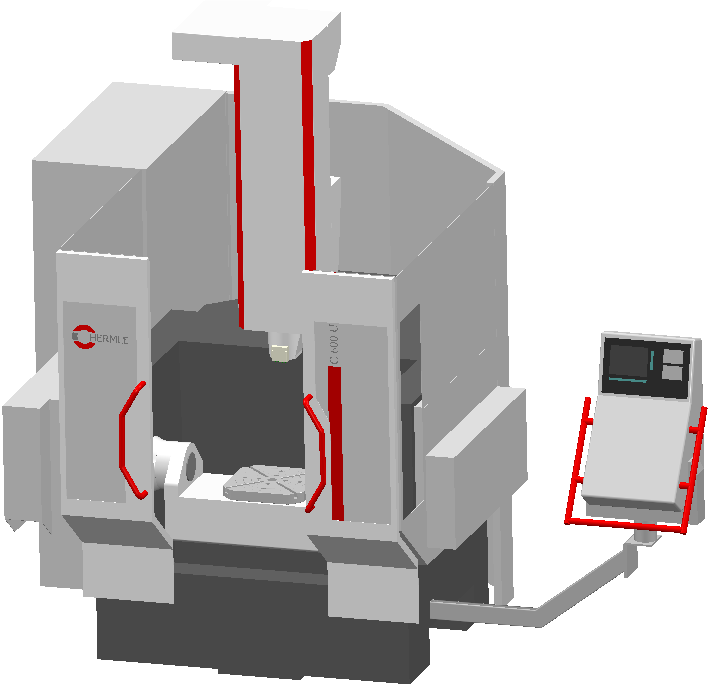 О результатах работы наших специалистов рассказывает заместитель главного инженера НПО «Сатурн» Сергей Юрьевич Денисов:
О результатах работы наших специалистов рассказывает заместитель главного инженера НПО «Сатурн» Сергей Юрьевич Денисов:
Сотрудничество нашей компании с CSoft является безусловно полезным: благодаря совместной работе мы приобретаем опыт эксплуатации многоцелевых обрабатывающих центров, а также осваиваем новые наукоемкие технологии, которыми владеют специалисты компании. Надеемся на продолжение сотрудничества в области внедрения новых технологий и применения таких информационных систем, как Unigraphics, VERICUT, ProCAST и PAM-SHTAMP.
Отдел САПР и инженерного анализа будет рад и дальше сотрудничать с одним из лидеров научной и инженерной мысли нашего государства!
НПЦ АП им. Н.А. Пилюгина (Москва)
Опыт совместного использования Hermle, Unigraphics и VERICUT был применен нами и в Научно-производственном центре автоматики и приборостроения им.
Н.И. Пилюгина. Центр специализируется в области бортовых систем наведения, навигации и управления движением ракет и космических аппаратов; является головным разработчиком и производителем систем управления для ракетных комплексов, ракетоносителей, разгонных блоков и космических аппаратов. Специалистами предприятия успешно реализованы более 80 крупных проектов в интересах науки, обороны страны, экономики и международного сотрудничества в космосе.
Специалистами предприятия успешно реализованы более 80 крупных проектов в интересах науки, обороны страны, экономики и международного сотрудничества в космосе.
Другие направления деятельности:
- мониторинговые системы и диагностическая аппаратура для медицины;
- автоматизированные системы управления технологическими процессами в энергетической, металлургической и газовой промышленности;
- диагностическая аппаратура для легковых автомобилей 4.
Предприятие использует возможности и Unigraphics, и VERICUT. На одном из его участков работают два станка Hermle: C1200U и C40, причем первый относится к устаревшей линейке, а второй — к новой. Задача, которая была поставлена перед нашими специалистами, заключалась в том, чтобы проекты, разработанные под старый станок, можно было выполнять и на новом — благо кинематические схемы станков подобны, а различаются в основном рабочие зоны. Следовательно, требовалось так модернизировать постпроцессор, чтобы формируемые программы были бы пригодны для обоих станков при минимальном объеме ручных правок в УП.
Надо отметить, что на предприятии также используется функционал ЧПУ iTNC Heidenhain версии как 430, так и 530 для обработки с фиксированными угловыми положениями (3+2) — цикл 19. Этот цикл — предшественник команды Plane, о которой упоминалось выше. Кроме того, он решает задачу пересчета и переноса программной системы координат при фиксированных поворотах столов. Для пятиосевой непрерывной обработки также используется команда M128.
Помимо рабочих зон обработки, станки различаются и расположением референтных точек (референтная точка — это система координат, не зависящая от «программного ноля»). Существует команда M92, наличие которой говорит о том, что координаты, заданные в кадре вместе с М92, — это координаты относительно референтной точки. Такими точками довольно удобно пользоваться для безопасных отводов при перепозиционировании между многоосевыми операциями, при объезде зоны обработки перед сменой инструмента или после смены. Все эти моменты используются в разработанных нами постпроцессорах. А проблема различного расположения референтных точек решена с помощью пользовательских переменных Q, так что поправлять требуется только эти величины. В УП это выглядит таким образом:
Все эти моменты используются в разработанных нами постпроцессорах. А проблема различного расположения референтных точек решена с помощью пользовательских переменных Q, так что поправлять требуется только эти величины. В УП это выглядит таким образом:
Q20 = 500 ;X-coordinate for M92: C1200 = +500, C40U = +900
Q21 = -790 ;Y-coordinate for M92: C1200 = -790, C40U = -560
Дальше в теле УП появляются в различных местах кадры, схожие с этими:
6 L YQ21 R0 F MAX M92
7 L XQ20 R0 F MAX M92
Специалисты, хорошо знающие системы ЧПУ iTNC Heidenhain, могут обоснованно возразить, что референтные точки в ЧПУ настраиваемые и что их можно было бы перенастроить на одном из станков. Всё это так, но на данном предприятии в силу ряда причин решено было этого не делать…
И еще несколько слов в завершение. Нами накоплен довольно большой опыт работы со станками компании Hermle в связке с программным обеспечением Unigraphics и VERICUT. Разработки сотрудников отдела — постпроцессоры и созданные в VERICUT модели станков — с успехом используются на множестве предприятий. Мы открыты для взаимодействия с любыми компаниями, располагающими таким оборудованием или планирующими его приобретение, готовы к решению задач, связанных с подготовкой управляющих программ любой сложности, верификацией и оптимизацией УП.
Мы открыты для взаимодействия с любыми компаниями, располагающими таким оборудованием или планирующими его приобретение, готовы к решению задач, связанных с подготовкой управляющих программ любой сложности, верификацией и оптимизацией УП.
Не менее детально знакомы наши специалисты и с другим оборудованием: Chiron, DMU, Mazak, Willemin-Macodel. Владельцам этих станков мы также предлагаем всяческое содействие в области подготовки управляющих программ.
Специалисты отдела САПР и инженерного анализа компании CSoft выражают искреннюю благодарность всем специалистам компаний-партнеров, упомянутых в статье, — за совместную работу, за теплые слова. Надеемся, что наше сотрудничество будет продолжаться и расширяться.
- См.: «Unigraphics + VERICUT: оптимальная формула работы со станками Mazak» (CADmaster, № 2/2006, с. 18−28). ↑
- См., например: «Будущее наступает сегодня. Станок CHIRON и система Unigraphics на предприятии «СКИФ-М» (CADmaster, № 2/2005, с.
 30−32) и уже упомянутую статью «Unigraphics + VERICUT: оптимальная формула работы со станками Mazak». ↑
30−32) и уже упомянутую статью «Unigraphics + VERICUT: оптимальная формула работы со станками Mazak». ↑ - Информация с сайта компании (www.npo-saturn.ru). ↑
- 4Информация с сайта компании (www.npcap.ru/about.htm). ↑
Николай Батарев
CSoft
Тел.: (495) 913−2222
E-mail: [email protected]
Станки, бывшие в употреблении | Список всех типов станков и производителей
Станки, бывшие в употреблении
Бесплатный текстовый поиск
По категориям
По типу станка
Заточные станки (62) Заточной станок с ЧПУ (5) *Станок для правки шлифовальных кругов (1)Токарные автоматы (76) Многошпиндельный токарно-винторезный станок (7) Многошпиндельный токарно-винторезный станок с ЧПУ (2)Разное (248) Поворотный стол с задней бабкой (1) Круглый стол горизонтальный (1) Настольный барабан (1) Вилочный погрузчик (2) *3D-принтер со станцией обработки с быстрым охлаждением (1)Электроэрозионные станки (8) *Быстросверлильный эродирующий станок (1)Винторезные станки (12) Червячный фрезерный станок (1)Агрегатные станки (23) *Передаточная машина для вставки часовых камней (1)Сверлильные станки (69) Высокоскоростная радиальная дрель (1)Шлифовальные станки (153) Поверхностно-шлифовальный станок (31) Внутришлифовальный станок для шлицев (1) Шлифовальный станок для обработки наружных пазов (1)Сварочные аппараты (5) Аппарат для пластической сварки (3)Станки (84) *Токарный, фрезерный и шлифовальный центр с ЧПУ (1) Фронтальный токарный станок с ЧПУ (2) *Аксессуары (3)Очистка Сож (14) Ленточный фильтр (6) Охладитель литейной формы (3)Термообработка (7) Печь с циркуляцией воздуха (2)Листо-обрабатывающие станки (6) *Листогибочный пресс с ЧПУ (1)Разное (248) Бар фидер/погрузчик (20)Зубо-обрабатывающие станки (27) ЧПУ станки Зубофрезерные (1)Фрезерные станки (96) ЧПУ высокая скорость фрезерный станок (4)Разное (248) Для удаления заусенцев машины (2)Полировальная машина (1) Для удаления заусенцев станок для труб и профиля (1)Разное (248) Кэм строгальной машины (2)Сверлильные станки (69) ЧПУ сверлильный станок (7)Шлифовальные станки (153) ЧПУ бесцентрово шлифовальный станок (2)Сверлильные станки (69) ЧПУ координатно-расточной станок (2)Станки (84) ЧПУ вертикальные токарные станки (1)Фрезерные станки (96) Бех филировальная машина (3)Зубо-обрабатывающие станки (27) ЧПУ зубодолбежные машина (1)Шлифовальные станки (153) ЧПУ плоскошлифовальный (2) ЧПУ плоскошлифовальный станок (1)Разное (248) Кран (3)Винторезные станки (12) Нить вихрь для резки (1)Разное (248) Блок фильтра (1) Шкаф инструмента (2) Арка-гибочный пресс (1) Робот (1) Сушка повышает (1)Маслоотделители / центрифуги (4) Масло экстрактор / центрифужные (3)Сверлильные станки (69) Столп сверлильный станок (15)Заточные станки (62) Резак шлифовальные машины (2)Шлифовальные станки (153) Поток шлифовальный станок (1)Заточные станки (62) Фреза шлифовальная машина для гравировки (2)Разное (248) Пивот полировальные машины (1) Часть сортировочной машины (1)Электроэрозионные станки (8) Искра eroder (1)Разное (248) Кросс-таблица (7) Баланс (1)Заточные станки (62) Радиус и касательная шлифовальный станок (2)Разное (248) Машины для удаления заусенцев (3)Прессы (43) Ручная Флай-пресс (2)Сверлильные станки (69) Сверло стенда (13)Агрегатные станки (23) Машина передачи (11) Машина переноса (поворотный) (11)Разное (248) Колеса формируя комод (2) Машина вибрируя экрана (1)Станки (84) Второй токарной операции (1)Заточные станки (62) Сверла точильщик (7)Разное (248) Турель перевозки (1)Испытательная машина (28) Машина испытания шестерни (1)Разное (248) Смазку устройства (19)Очистка Сож (14) Смазку устройства (2)Шлифовальные станки (153) Машины шлифования на бесцентровом станке (8)Прессы (43) Рулька совместная пресс пневматический (1)Винторезные станки (12) Машина завальцовки резьбы (7)Разное (248) Колеса профилирование и отделка машина (1)Сверлильные станки (69) Сверла-/Филировальная машина (1)Фрезерные станки (96) Кровать с ЧПУ Фрезерные машины (3)Отрезные станки (13) Двойная пила для митрофорный (1)Винторезные станки (12) Оклейка машины (3)Гравировальные станки (2) Высечка машина круговая (1)Испытательная машина (28) Профиль проектор (25)Обрабатывающие центры (72) Высокая скорость обрабатывающие центры (5)Шлифовальные станки (153) Двойной точильщик поверхности (4)Разное (248) Катушки устройство для выпрямления (1) Таблица трассировки (2) Катушка выпрямитель и разматывателя (1)Станки (84) Двойная вертикальная токарный станок (1)Шлифовальные станки (153) Колокол-диск точильщик (2)Станки (84) Токарно-фрезерно-Сверлильный центр (4) Токарно-револьверные (1)Разное (248) Баррель-шлифовальные машины (6)Станки (84) Токарный центр (14)Разное (248) Скашивая машина (1)Отрезные станки (3) Отрезные машины (3)Станки (84) Токарный станок с ЧПУ (18) Токарный станок с ЧПУ с наклонной станиной (1) Токарный станок с ЧПУ, токарный цикл (2)Гибочная машина (1) Гибочная машина пробки (1)Сварочные аппараты (5) Точечной сварки машина (1)Разное (248) Смотреть случаи сверлильный станок (11) Разделив вложение (1) Передача печатная машина (5) Разделив крепления задней бабки (2) Литьевые устройства (7) Комплект резцедержателей (1)Доводочные станки (12) Притирка- /тонкой шлифовальный станок (12)Разное (248) Вибросито (1) Погрузчик (8)Испытательная машина (28) Твердомер (2)Термообработка (7) Сушильные печи (2)Листо-обрабатывающие станки (6) Прокатный стан (1)Шлифовальные станки (153) Шлифовщик центр (3) Точильщик пояса с колесом (1)Разное (248) Различные машины (1) Различные машины (1) Различные машины (2) Различные машины (1) Различные машины (1)Фрезерные станки (96) Фрезерный станок с ЧПУ (18)Сверлильные станки (69) Фрезерный станок с ЧПУ (1)Фрезерные станки (96) Фрезерный станок портального типа (1)Протяжные станки / Поперечно-строгальные станки (1) Протяжной станок вертикальный (1)Разное (248) Расточная головка (1) Ленточный конвейер (1)Измерительные, контрольно-измерительные машины (15) Измерение вложение (1)Сверлильные станки (69) Глубокого сверления машина (5)Сварочные аппараты (5) Сварочный выпрямитель оборудование (1)Разное (248) Поддержка балансировки (1)Шлифовальные станки (153) Точильщик Doubledisc (4)Гравировальные станки (2) Пантограф/гравировки машина (1)Цеховое оборудование (19) Компрессор с винтовым (3)Разное (248) Стремление к пескоструйная машина (1) Устройство для смазки (1) Устройство для охлаждения масла (1) Поворотный стол (31) Охладитель воды (7)Термообработка (7) Закалочная печь (3)Разное (248) Сварочного дыма и пыли (1) Поворотный стол поворотный (9) Поворотный стол оптического (3) Поворотный стол мехнической (7)Измерительные, контрольно-измерительные машины (15) Округлость Тестер (2)Машина для изготовления наклепок (1) Клепальные машины (1)Прессы (43) Пластичная впрыска отливая в форму (1)Шлифовальные станки (153) Внутренние точильщиком CNC (6)Заточные станки (62) Инструмент шлифовальный станок (11)Шлифовальные станки (153) Внутренний шлифовальный станок (13)Разное (248) Координаты шлифовальной головки (1) Заместитель (4) Заместитель (10) Уменьшитель (1)Отрезные станки (13) Циркулярная пила (1) Циркулярная пила (5)Прессы (43) Фрикционный пресс (1)Разное (248) Сверлильный станок (5) Транспортер стружки (2) Сверлильная головка (1) Холодильный агрегат очистки жидкости (2)Очистка Сож (14) Холодильный агрегат очистки жидкости (1)Разное (248) Внутреннего шлифования привязанность (2)Маслоотделители / центрифуги (4) Непрерывный fournace для пружин (1)Сверлильные станки (69) Координатно-расточной станок (14)Шлифовальные станки (153) Координатно-шлифовальный станок (8) Координатно-шлифовальный станок с ЧПУ (2)Фрезерные станки (96) Фрезерование / машины Диллинг (1)Разное (248) Шлифовальные радиус устройства (1)Шлифовальные станки (153) Шлифовальная машина ленточного (2)Разное (248) Шлифовальные головки (1)Сверлильные станки (69) Револьверная головка сверло (2)Шлифовальные станки (153) Направляющий шлифовальные машины (1)Фрезерные станки (96) Вертикальная филировальная машина (1)Обрабатывающие центры (72) Вертикальный обрабатывающий центр (36)Хонинговальные станки (17) Вертикальный хонинговальный станок (8)Разное (248) Разматыватель (2)Шлифовальные станки (153) Поверхностных и профиль шлифовальные машины (1)Разное (248) Фиксированный стол для фрезерного станка (2)Листо-обрабатывающие станки (6) Листогибочный пресс (2)Разное (248) Пескоструйная машина (4)Измерительные, контрольно-измерительные машины (15) Измерительная машина (7)Шлифовальные станки (153) Полировальная машина (8)Зубо-обрабатывающие станки (27) Зубофрезерный станок (15) Зубодолбежные машина (1) Филировальная машина шестерни (5)Фрезерные станки (96) Филировальная машина CNC вертикальная (4)Измерительные, контрольно-измерительные машины (15) Измерительный микроскоп (5)Фрезерные станки (96) Универсальный фрезерный станок (60)Разное (248) Выскабливание устройство (1)Зубо-обрабатывающие станки (27) Универсальный обкатывающая фрезерная машина (2)Обрабатывающие центры (72) Универсальный обрабатывающий центр (3)Фрезерные станки (96) Горизонтально-фрезерный станок (1)Обрабатывающие центры (72) Обрабатывающие и токарные центры (1) Обрабатывающий центр (14)Прессы (43) Гидравлический пресс (11) Пневматический пресс (9) Гидравлический пресс fineblanking (1)Хонинговальные станки (17) Хонинговальный станок (7)Прессы (43) Эксцентриковые прессы (8)Заточные станки (62) Цилиндрическая флейта точильщик (4)Токарные автоматы (76) Автоматический токарный станок (54) Автоматический токарный станок с ЧПУ (10) Автоматический токарный станок с ЧПУ (3)Сверлильные станки (69) Горизонтальные расточник (2)Шлифовальные станки (153) Цилиндрический шлифовальный станок с ЧПУ (7)Обрабатывающие центры (72) Горизонтальный обрабатывающий центр (12)Хонинговальные станки (17) Горизонтальный хонинговальный станок (1)Отрезные станки (13) Ленточнопильный (6)Очистка Сож (14) Маслоотделитель (2)Прессы (43) Изобразительное вырубных машин (1)Сверлильные станки (69) Многошпиндельные сверлильный (1)Шлифовальные станки (153) Круглошлифовальный станок (29)Станки (84) Инструментальщиков станок (35)Шлифовальные станки (153) Плоскошлифовальный станок с ЧПУ (8)Разное (248) Суперфиниширование вибраторы (7) 3-кулачковый патрон (1)Заточные станки (62) Заточной станок (24)Разное (248) Appareil à Фрэйзер (1)Хонинговальные станки (17) *Двухшпиндельный хонинговальный станок (1)Обрабатывающие центры (72) Микропрецизионный фрезерный ГПМ (1)Листо-обрабатывающие станки (6) *Ножницы для резки листового металла с ЧПУ / гильотинные ножницы (1)Шлифовальные станки (153) CNC поверхность / точильщик профиль (3)Заточные станки (62) Cutterfor пантограф станок (1)Разное (248) Diamonding машина (2) Индуктивное устройство для обжима инструмента (1)Листо-обрабатывающие станки (6) *Моторизованный поворотно-гибочный станок (1)Цеховое оборудование (19) Компактный фильтр (1) Пылеуловитель (10)Разное (248) *Очистка ремня от налипания (1)Зубо-обрабатывающие станки (27) *Микрозуборезный станок (2)Электроэрозионные станки (8) Проволочно-вырезные машины (5) Начиная отверстие eroder (1)Сверлильные станки (69) Multi-головки сверла (5)Прессы (43) Pouwder пресс (2) Высокая скорость печати (6)Заточные станки (62) Универсальный шлифовально-заточной станок (1) Заточка пилы машина (2)Шлифовальные станки (153) Поворотный стол шлифовальный станок (3) *Резьбошлифовальный станок с ЧПУ (1)Цеховое оборудование (19) Добыча нефти туман (5)Разное (248) Мойка / чистка машины (2) Передвижной шпиндельный узел (1)
По поставщику
ACETI (1)ACIERA (51)AERMEC (1)AGATHON (11)AJF (1)ALCERA (1)ALCO (1)ALFA (1)ALLEMANN (1)ALLEN (4)ALPA (1)AMADA (4)ANGELINI (4)ARYMA (1)ASBA (6)ATLAS COPCO (2)AUBERT MARCEL (1)AX SUPER PRECISION (1)AXA (1)BAHMÜLLER (1)BECK (1)BENMO (2)BENZINGER (3)BERNEY (1)BERRET (4)BEUTLER (1)BEYELER (1)BIGLIA (1)BKW (1)BLOHM (2)BOEHRINGER / VDF (2)BONIARDI (1)BOREL (3)BRÄCKER (1)BRAND (3)BREMOR (2)BRIDGEPORT (1)BROTHER (1)BRUDERER (1)BTM (1)BURN (2)C.:quality(80)/images.vogel.de/vogelonline/bdb/711800/711861/original.jpg) B.FERRARI (3)CAMUT (1)CARNAGHI PIETRO (1)CAZENEUVE (1)CHARMILLES (5)CHEVALIER (1)CHINOISE (9)CHIRON (3)CHRISTEN (4)CINCINNATI (2)CINCINNATI MILACRON (1)CITIZEN CINCOM (4)CLARK (1)CLOTTU (1)COLCHESTER (8)DARRENT (1)DECKEL (13)DELAPENA (2)DEMAG (1)DIAFORM (2)DIASET (1)DIGMA (1)DISKUS (4)DIXI (5)DMG (9)DMT-KERN (1)DOEBELI (3)DONALDSON (5)DOOSAN (2)DÖRRIES SCHARMANN (2)DRYPOINT (1)DUAP (1)DUNKES (3)DÜRR (1)EBOSA (2)EITEL (1)ELB (7)ELBO (1)ELMA (1)ELUMATEC (1)EMC (1)EMCO (2)EROWA (1)ESCO (3)ESSA (10)ESTA (1)ETALON (1)EUBAMA (1)EWAG (6)FANUC (1)FAVRETTO (3)FEHLMANN (11)FEINTOOL (2)FFI (1)FIBARON (1)FINNPOWER (1)FLEURY (2)FMB (1)FORKARDT (1)FORTE (1)FURRER (1)GEFRA (1)GEHRING (5)GENEX (5)GGE (1)GHIRINGHELLI (1)GIMATEC (1)GREINER (1)GRESSEL (12)GÜDEL (4)GWK (3)HAAS (3)HABEGGER (2)HAHN + KOLB (1)HANWHA (2)HASCO (1)HASEGAWA (2)HAUSER (67)HEDELIUS (1)HEINRICH SCHNEIDER (1)HENNECKE (1)HERMLE (1)HERZOG (1)Hewlett-Packard (1)HISPANO SUIZA (1)HOFMANN (3)HOHL GÜNTER (1)HORMEC (1)HSI Huei Shang Industrial (1)HUAWIN (5)HUGI (1)HÜLLER HILLE (1)HURON GRAFFENSTADEN (1)HYFRA (2)HYUNDAI (1)IEMCA (4)IFANGER (1)IMOBERDORF (3)INDEX (2)ISELI (1)ISOMA (12)IXION (1)JAGGI (1)JAKOBSEN (4)JALL (3)JENNY (2)JOHNFORD (1)JONES SHIPMAN (2)JOSSI (2)JUNG (9)KAESER (1)KAISER (2)KARL (2)KARSTENS (1)KASTO (3)KELCH (1)KELLENBERGER (7)KELLER (2)KENT (1)KERN (1)KIRA (1)KITAMURA (2)KOEBAU (1)KOHLER (1)KONDIA (1)KOWAP (2)KREBSÖGE (1)KUGEL MULLER (2)KUNZMANN (3)LAMBERT WAHLI (2)LANDERT (1)LAPMASTER (1)LBM (1)LEITZ (1)LINDE (1)LIP (1)LIZZINI (1)LM FINISHING SYSTEMS (2)LNS (13)LODI (1)LORENZ (2)LOROCH (2)LUIGI MARRA (1)LUTHY (1)M.
B.FERRARI (3)CAMUT (1)CARNAGHI PIETRO (1)CAZENEUVE (1)CHARMILLES (5)CHEVALIER (1)CHINOISE (9)CHIRON (3)CHRISTEN (4)CINCINNATI (2)CINCINNATI MILACRON (1)CITIZEN CINCOM (4)CLARK (1)CLOTTU (1)COLCHESTER (8)DARRENT (1)DECKEL (13)DELAPENA (2)DEMAG (1)DIAFORM (2)DIASET (1)DIGMA (1)DISKUS (4)DIXI (5)DMG (9)DMT-KERN (1)DOEBELI (3)DONALDSON (5)DOOSAN (2)DÖRRIES SCHARMANN (2)DRYPOINT (1)DUAP (1)DUNKES (3)DÜRR (1)EBOSA (2)EITEL (1)ELB (7)ELBO (1)ELMA (1)ELUMATEC (1)EMC (1)EMCO (2)EROWA (1)ESCO (3)ESSA (10)ESTA (1)ETALON (1)EUBAMA (1)EWAG (6)FANUC (1)FAVRETTO (3)FEHLMANN (11)FEINTOOL (2)FFI (1)FIBARON (1)FINNPOWER (1)FLEURY (2)FMB (1)FORKARDT (1)FORTE (1)FURRER (1)GEFRA (1)GEHRING (5)GENEX (5)GGE (1)GHIRINGHELLI (1)GIMATEC (1)GREINER (1)GRESSEL (12)GÜDEL (4)GWK (3)HAAS (3)HABEGGER (2)HAHN + KOLB (1)HANWHA (2)HASCO (1)HASEGAWA (2)HAUSER (67)HEDELIUS (1)HEINRICH SCHNEIDER (1)HENNECKE (1)HERMLE (1)HERZOG (1)Hewlett-Packard (1)HISPANO SUIZA (1)HOFMANN (3)HOHL GÜNTER (1)HORMEC (1)HSI Huei Shang Industrial (1)HUAWIN (5)HUGI (1)HÜLLER HILLE (1)HURON GRAFFENSTADEN (1)HYFRA (2)HYUNDAI (1)IEMCA (4)IFANGER (1)IMOBERDORF (3)INDEX (2)ISELI (1)ISOMA (12)IXION (1)JAGGI (1)JAKOBSEN (4)JALL (3)JENNY (2)JOHNFORD (1)JONES SHIPMAN (2)JOSSI (2)JUNG (9)KAESER (1)KAISER (2)KARL (2)KARSTENS (1)KASTO (3)KELCH (1)KELLENBERGER (7)KELLER (2)KENT (1)KERN (1)KIRA (1)KITAMURA (2)KOEBAU (1)KOHLER (1)KONDIA (1)KOWAP (2)KREBSÖGE (1)KUGEL MULLER (2)KUNZMANN (3)LAMBERT WAHLI (2)LANDERT (1)LAPMASTER (1)LBM (1)LEITZ (1)LINDE (1)LIP (1)LIZZINI (1)LM FINISHING SYSTEMS (2)LNS (13)LODI (1)LORENZ (2)LOROCH (2)LUIGI MARRA (1)LUTHY (1)M. F.S. (1)MÄGERLE (2)MAGNAGHI (2)MAHO (3)MAHR (2)MAHR CARL (1)MAKINO (1)MAPE (1)MARIO DI MAIO (1)MATSUURA (2)MAZAK (3)MCM (2)MECAIR (1)MECCANO PLASTICA (1)MEP (1)MES (1)METALLKRAFT (1)METEOR (2)MEWAG (1)MEYER (3)MICROREX (1)MIKRON (30)MININI (1)MITUTOYO (1)MIWE (1)MIYANO (2)MONFORTS (1)MONGIN (1)MONNIER + ZAHNER (2)MOORE (1)MORGENTHALER (1)MSB (1)MÜLLER GEORG (1)MÜNSTER (2)MYL (1)NABERTHERM (1)NAKAMURA-TOME (2)NAXOS-UNION (1)NESLAB (1)NETSTAL (1)NIKKEN (3)NIPON KOKI (1)NO NAME (20)NOBS (1)NOVOTEC (1)NUM (1)OERLIKON (1)OKK (2)OLAER (1)OPTIMUM (1)ORTLIEB (1)OSTERWALDER (1)OTEC (1)PANTAGRAVE (1)PEISELER (2)PEMAMO (3)PERRIN (1)PFIFFNER / HYDROMAT (2)PINACHO (1)PLEIGER (1)POLYSERVICE (2)PONTIGGIA LEOPOLDO (1)POSALUX (3)PRACTICA (1)PRIMACON (1)PWB SWISS (1)QUASER (1)R + K (1)RAUS (1)RAY (1)REALMECA (1)RECOMATIC (2)REICHERTER (1)REIDEN (4)REISHAUER (1)REMA CONTROL (1)REXROTH (2)RID (2)RIHS (1)ROHBI (2)ROLLOMATIC (8)RONGFU (1)ROTO FINISH (1)SABLUX (1)SACHMAN (1)SAFAG (2)SAIMCA (1)SAN ROCCO (1)SCHAFFNER (2)SCHAUBLIN (67)SCHLATTER (1)SCHLENKER (1)SCHMID (6)SCHNEEBERGER (2)SCHUSTER (1)SCHÜTTE (9)SCHWEIZER (1)SECHERON (1)SECO-epb (1)SERRMAC (1)SHIBAURA TOSHIBA (1)SIGMA (1)SIMONET (1)SIP (10)SIP / HAUSER (1)SIXIS (4)SLE (1)SMG (1)SNIJSTAAL (1)SODICK (1)SOLMA (1)SOLO (1)SOMEX (1)SOPREM (2)SPALECK (1)SPINNER (4)STAMA (1)STAR (6)STARRAG (2)STARRAG HECKERT (1)STEFOR (1)STETTLER (3)STRAMA (2)STRAUSAK (8)STUDER (16)SUNNEN (5)SUPERMAX (1)SUPERTEC (1)SUTHERLAND (1)SWF (2)SYLVAC (1)TABONI (1)TAKUMI (2)TANNER (1)TAYLOR HOBSON (2)TBT (1)TDM SWISS (1)TECHNICA (9)TECHNIKUM BIEL (1)TERMOGAMMA (1)TESA (1)THOMMEN (2)TISSIDental (1)TORNOS (56)TOS (2)TOX (1)TRAK (2)TRANEMO (2)TRAUB (2)TRIPET (10)TSCHUDIN (16)TURBO SEPARATOR (3)UG 400 (1)UMWELTTECHNIK IPTC (2)UNIFY (5)UNIMAG (19)URBEN (1)URRETXU (2)UTITA (1)VARINELLI ARCORO (1)VIBROCHIMICA (1)VISION ENGINEERING (1)VITAX (1)VIXEN (1)VOUMARD (7)WAHLI (18)WALDRICH COBURG (2)WALTER (3)WALTHER (8)WASU (1)WEBER (1)WEBO (1)WELLCAM (2)WENDEL (1)WICKMAN (1)WIDOS (3)WILLEMIN MACODEL (3)WÖRNER (1)WYSSBROD (1)YCM (1)YORK (1)ZIERSCH + BALTRUSCH (3)ZUMBACH (10)
F.S. (1)MÄGERLE (2)MAGNAGHI (2)MAHO (3)MAHR (2)MAHR CARL (1)MAKINO (1)MAPE (1)MARIO DI MAIO (1)MATSUURA (2)MAZAK (3)MCM (2)MECAIR (1)MECCANO PLASTICA (1)MEP (1)MES (1)METALLKRAFT (1)METEOR (2)MEWAG (1)MEYER (3)MICROREX (1)MIKRON (30)MININI (1)MITUTOYO (1)MIWE (1)MIYANO (2)MONFORTS (1)MONGIN (1)MONNIER + ZAHNER (2)MOORE (1)MORGENTHALER (1)MSB (1)MÜLLER GEORG (1)MÜNSTER (2)MYL (1)NABERTHERM (1)NAKAMURA-TOME (2)NAXOS-UNION (1)NESLAB (1)NETSTAL (1)NIKKEN (3)NIPON KOKI (1)NO NAME (20)NOBS (1)NOVOTEC (1)NUM (1)OERLIKON (1)OKK (2)OLAER (1)OPTIMUM (1)ORTLIEB (1)OSTERWALDER (1)OTEC (1)PANTAGRAVE (1)PEISELER (2)PEMAMO (3)PERRIN (1)PFIFFNER / HYDROMAT (2)PINACHO (1)PLEIGER (1)POLYSERVICE (2)PONTIGGIA LEOPOLDO (1)POSALUX (3)PRACTICA (1)PRIMACON (1)PWB SWISS (1)QUASER (1)R + K (1)RAUS (1)RAY (1)REALMECA (1)RECOMATIC (2)REICHERTER (1)REIDEN (4)REISHAUER (1)REMA CONTROL (1)REXROTH (2)RID (2)RIHS (1)ROHBI (2)ROLLOMATIC (8)RONGFU (1)ROTO FINISH (1)SABLUX (1)SACHMAN (1)SAFAG (2)SAIMCA (1)SAN ROCCO (1)SCHAFFNER (2)SCHAUBLIN (67)SCHLATTER (1)SCHLENKER (1)SCHMID (6)SCHNEEBERGER (2)SCHUSTER (1)SCHÜTTE (9)SCHWEIZER (1)SECHERON (1)SECO-epb (1)SERRMAC (1)SHIBAURA TOSHIBA (1)SIGMA (1)SIMONET (1)SIP (10)SIP / HAUSER (1)SIXIS (4)SLE (1)SMG (1)SNIJSTAAL (1)SODICK (1)SOLMA (1)SOLO (1)SOMEX (1)SOPREM (2)SPALECK (1)SPINNER (4)STAMA (1)STAR (6)STARRAG (2)STARRAG HECKERT (1)STEFOR (1)STETTLER (3)STRAMA (2)STRAUSAK (8)STUDER (16)SUNNEN (5)SUPERMAX (1)SUPERTEC (1)SUTHERLAND (1)SWF (2)SYLVAC (1)TABONI (1)TAKUMI (2)TANNER (1)TAYLOR HOBSON (2)TBT (1)TDM SWISS (1)TECHNICA (9)TECHNIKUM BIEL (1)TERMOGAMMA (1)TESA (1)THOMMEN (2)TISSIDental (1)TORNOS (56)TOS (2)TOX (1)TRAK (2)TRANEMO (2)TRAUB (2)TRIPET (10)TSCHUDIN (16)TURBO SEPARATOR (3)UG 400 (1)UMWELTTECHNIK IPTC (2)UNIFY (5)UNIMAG (19)URBEN (1)URRETXU (2)UTITA (1)VARINELLI ARCORO (1)VIBROCHIMICA (1)VISION ENGINEERING (1)VITAX (1)VIXEN (1)VOUMARD (7)WAHLI (18)WALDRICH COBURG (2)WALTER (3)WALTHER (8)WASU (1)WEBER (1)WEBO (1)WELLCAM (2)WENDEL (1)WICKMAN (1)WIDOS (3)WILLEMIN MACODEL (3)WÖRNER (1)WYSSBROD (1)YCM (1)YORK (1)ZIERSCH + BALTRUSCH (3)ZUMBACH (10)
По инвентарному номеру
Недавно прибыл
Подшипник №.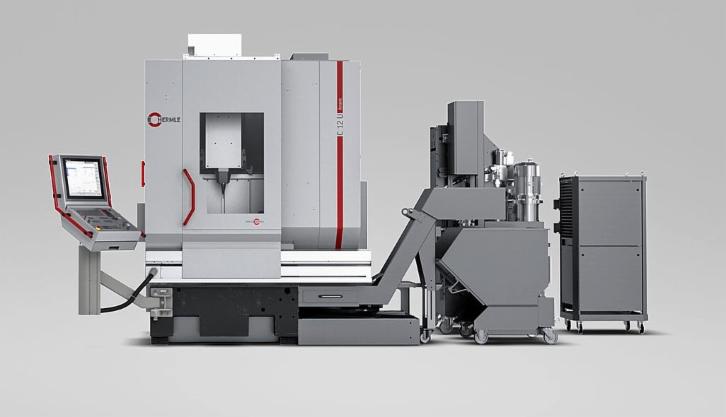 22090
22090
Автоматический токарный станок с ЧПУ
STAR
ST-38
Подшипник №. 22078
Вертикальный обрабатывающий центр
DMG
DMU 60 T
Подшипник №. 22077
Обрабатывающий центр
HEDELIUS
RS 60 MAGNUM
Подшипник №. 22069
Заточной станок с ЧПУ
ROLLOMATIC
620 XS
Подшипник №. 22064
22064
Токарный станок с ЧПУ
DMT-KERN
CD 402
Подшипник №. 22061
*Моторизованный поворотно-гибочный станок
METALLKRAFT
MSBM 1520/35 PRO
Подшипник №. 22060
Круглошлифовальный станок
STUDER
RHU 750
Подшипник №. 22059
Внутренние точильщиком CNC
VOUMARD
150 CNC
Подшипник №. 22057
22057
*3D-принтер со станцией обработки с быстрым охлаждением
Hewlett-Packard
HP Jet Fusion 4200
Подшипник №. 22045
Токарный станок с ЧПУ, токарный цикл
BOEHRINGER / VDF
DUS 400 ti
Подшипник №. 22042
Фрезерный станок с ЧПУ
RONGFU
RF-S8
Подшипник №. 22040
Вертикальный обрабатывающий центр
DMG
DMC 63 V
Подшипник №. 22038
22038
Плоскошлифовальный станок с ЧПУ
JUNG
VARIO-P
Подшипник №. 22010
Круглошлифовальный станок
SUPERTEC
G20P-45CII
Подшипник №. 21996
Обрабатывающий центр
C.B.FERRARI
ML 45
Подшипник №. 21995
Вертикальный обрабатывающий центр
DMG
DMU 50 V
Подшипник №. 21994
21994
ЧПУ бесцентрово шлифовальный станок
TSCHUDIN
GL 600
Подшипник №. 21993
ЧПУ бесцентрово шлифовальный станок
TSCHUDIN
GL 600
Подшипник №. 21983
Токарный центр
COLCHESTER
MASTER 2500
Подшипник №. 21978
Внутренний шлифовальный станок
VOUMARD
5 SLP 1000sp
Подшипник №. 21975
21975
Токарный станок с ЧПУ
SCHAUBLIN
180 CCN R-TM
Подшипник №. 21967
Универсальный фрезерный станок
EMCO
FB 4
Подшипник №. 21938
Машина передачи
PFIFFNER / HYDROMAT
EPIC II 25-12
Подшипник №. 21933
*Листогибочный пресс с ЧПУ
AMADA
HFB 220-4
Подшипник №. 21931
21931
Круглошлифовальный станок
STUDER
S 20-2
Подшипник №. 21930
Вертикальный обрабатывающий центр
MIKRON
VCE 600 Pro
Подшипник №. 21828
Обрабатывающий центр
DOOSAN
NM 510
Подшипник №. 21819
ЧПУ вертикальные токарные станки
HYUNDAI
LV 800RM
Подшипник №. 21774
21774
Хонинговальный станок
SUNNEN
ML 5000
Подшипник №. 21598
Машины шлифования на бесцентровом станке
AGATHON
150 SLD
Эксплуатация станков Hermle в аэрокосмической отрасли
Вы можете скачать(открыть) полный текст статьи в PDF-версии
The Use of Hermle’s Machining Centers in Aerospace Industry
Aerospace industry commonly uses a wide range of special alloys that are very hard in machining. Rocket parts are of very complex design and its batch volume is rather small. Engineers of Khrunichev State Research and Production Space Center affirms that Hermle’s universal milling machines and machining centers demonstrate its high efficiency in the aerospace production area.
П.В. Рябчиков, начальник цеха,
М.П. Турьев, заместитель начальника цеха,
ГКНПЦ им. М.В. Хруничева,
г. Москва (Россия)
Приобретению 10 высококлассных станков фирмы Hermle заводу им. Хруничева помог случай. Станки планировались для поставки в другую организацию, но там возникли проблемы, и было принято решение передать станки на предприятие, являющееся флагманом технического прогресса (как раньше, в СССР, так и сейчас, в России). Выбор был не случайным: станки Hermle великолепно подходят для работы в ракетно-космической отрасли.
В аэрокосмической отрасли широко применяются материалы, сочетающие в себе противоречивые свойства: жаропрочность и морозостойкость, высокую прочность и небольшой удельный вес и т. д. Именно здесь и проявились великолепные возможности универсальных фрезерных центров Hermle. Они оказались наиболее близки к требованиям производства ракетно-космических комплексов: изготовление небольшими сериями сложнейших деталей из титановых, алюминиевых и магниевых сплавов, специальных конструкционных и легированных сталей.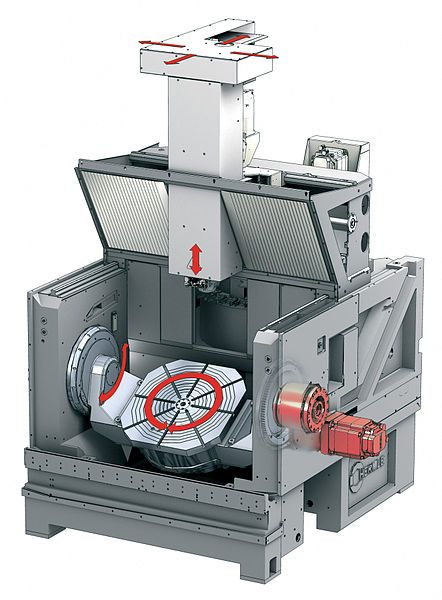 Успех последней новинки предприятия — ракеты-носителя «Ангара» — во многом стал возможным благодаря изготовлению корпусных деталей из нового высоколегированного коррозионно- устойчивого сплава 07Х16Н6, обладающего высокой прочностью, коррозионной стойкостью и морозоустойчивостью, но, как говорят наши специалисты, «очень противного и капризного в обработке». Станки Hermle блестяще справились с этой задачей. К слову, в программе предприятия детали из специальных сплавов, которые не находят широкого применения в машиностроении именно из-за сложности работы с ними, занимают значительную долю.
Успех последней новинки предприятия — ракеты-носителя «Ангара» — во многом стал возможным благодаря изготовлению корпусных деталей из нового высоколегированного коррозионно- устойчивого сплава 07Х16Н6, обладающего высокой прочностью, коррозионной стойкостью и морозоустойчивостью, но, как говорят наши специалисты, «очень противного и капризного в обработке». Станки Hermle блестяще справились с этой задачей. К слову, в программе предприятия детали из специальных сплавов, которые не находят широкого применения в машиностроении именно из-за сложности работы с ними, занимают значительную долю.
Станки Hermle наиболее близки именно к ракетному производству. Технический уровень станков сегодня полностью соответствует требованиям, предъявляемым к выпускаемой продукции. Они легки в переналадке, что очень удобно в условиях единичного и мелкосерийного производства. Отсутствуют проблемы с поставкой комплектующих и инструмента (их можно найти в любом каталоге). Особенно важно для нас, производственников, наличие у Hermle быстрореагирующей и грамотной службы сервиса.
Станкам, поставленным на завод имени М.В. Хруничева, довелось сыграть не совсем характерную роль: именно благодаря новым станкам на предприятии сложилась команда молодых, энергичных, технически подготовленных специалистов. К моменту появления на предприятии новых станков группа выпускников СТАНКИНа оказалась не у дел: закончились договоры на обучение, практику работы на станках с ЧПУ прошли, успешно защитили дипломы, но в подразделения их брать не спешили. Ребята подумывали о другом месте работы. Но необходимость освоения новой, интересной техники решила их судьбу. Они остались и взяли на себя основной труд по внедрению станков Hermle в производственный процесс, и смогли создать отдельную структуру центра, которая в последствии была реорганизована в отдельную фирму.
Сегодня молодежь до 30 лет составляет основной костяк участка программных станков цеха. Снята острота кадровой проблемы. Молодым интересно работать с такой техникой. Результаты их труда видны, прежде всего, в переводе старых технологий на новое оборудование.
На универсальные обрабатывающие центры Hermle, такие как 1200U, C1200V, С600 U, C600V удалось перевести, кроме фрезерных, ряд расточных операций и даже некоторые виды обработки, ранее выполнявшиеся на карусельных станках. 5-осевые обрабатывающие центры удобны тем, что позволяют экономить станочную оснастку (деталь обрабатывается с одного установа). В процессе работы можно проводить контрольные замеры. Удалось почти полностью убрать межоперационную слесарную обработку. Все это привело к значительному сокращению трудоемкости и затрат станочного времени. Если раньше деталь изготавливалась на 5–8 станках, то сегодня — на одном.
Но не все так просто. Станки требуют особого отношения к себе — это и температурный режим в помещении, и качество электропитания, и степень чистоты сжатого воздуха. Для их обслуживания требуется специально обученный штат ремонтников. Качество инструмента должно соответствовать режимам обработки. Должна развиваться и автоматизация инженерного труда. Один технолог с компьютером заменяет 5–6 человек. Подготовка технологической документации в электронном виде происходит легче, быстрее, удобнее. К этому идет весь мир.
Один технолог с компьютером заменяет 5–6 человек. Подготовка технологической документации в электронном виде происходит легче, быстрее, удобнее. К этому идет весь мир.
В последние годы линейка станков Hermle интенсивно обновляется, идет поставка в Россию более совершенных машин. Например, в этом году начали поставляться 5-координатные ОЦ С-50 для обработки крупногабаритных корпусных деталей. Но сказать, что имеющиеся на заводе станки им сильно уступают, было бы совершенно не корректно. Вы же не покупаете новый компьютер, как только в продаже появляется новая системная плата? Так же и с оборудованием. Нам удалось приобрести отличные станки, которые нас устраивают на 99,9 %.
Продукция Hermle хороша и тем, что даже 10-летний станок остается современным, а 4–5-летние станки находятся очень близко к вершине технического прогресса.
| Представительство в Украине HERMLE WWE AG Украина, 04050, г.  Киев, Киев,ул. Мельникова, 2/10 тел.: +380 44 536-55-10 моб.: +380 67 508-15-38 [email protected] | ООО «ХЕРМЛЕ ВОСТОК» Россия, 127018, г. Москва, ул. Полковая, 1, строение 4 тел.: +7 495 221-83-68 факс: +7 495 221-83-93 [email protected] |
Vamatex P1001 ES Ткацкий станок
Vamatex P1001 ES Ткацкий станок- Регистрация
- Логин
Пауло Кабрал
Посмотреть все объявления
Контактная информация
www.lusamatex.pt
/
Распечатать страницу (Получить предложение)
Отчет
Ткацкий станок Vamatex P1001 ES
- 2 года назад
- 100
Цена по запросу
Обзор
Арт. 9047
9047
шт. 2
Характеристики
2 Рапирно-ткацкий станок VAMATEX тип P 1001 ES,
Ширина 320 см,
Stäubli Electronic Dobby Type 2612 для 12 кадров жгута,
Машины, доставленные каждая с:
4 Roj Weft Feeders,
1 Кортевый ролик,
4 Halfp Hall Beams 800 мм,
4 WAR 7 каркасов жгутов,
7000 капельницы и провода,
Технические характеристики
| Цена : Цена по запросу | Код продукта: 3616 |
| Производитель : Ваматекс | Модель: P 1001 ES |
| Год : 1998 | Статус: собран и работает |
| Происхождение : Португалия | Продолжительность : – |
| Дата последней редакции: – | Расположение : – |
Дата добавления :
20. 11.2019 11.2019 |
Видео
Нет доступных видео
Пока нет комментариев.
Оставить комментарий Пожалуйста Зарегистрируйтесь или Авторизоваться
Для этой машины нет подходящего специалиста
Найти эксперта
Новейшие машины на рынке
€82 000,00
Гранулятор ПВХ Домекс (Арт.Ш30211)
Денизли , Турция
- Разобранный и рабочий
- 2007
Цена по запросу
Niles ZSTZ 15 Зубошлифовальный станок
Местоположение Город , Страна
- В сборе и в рабочем состоянии
- 1988
Цена по запросу
Tacchi HD 3-140 LS Фрезерный станок с ЧПУ
Местоположение Город , Страна
- В сборе и в рабочем состоянии
- 2003
8000,00 $
4-осевой фрезерный станок с ЧПУ Hermle UWF 1000
Уезд Сисак-Мославина , Хорватия (Хрватска)
- Собран и работает
- 1984
8 285,00 €
Вертикальный обрабатывающий центр Matsuura MC 600 V
Местонахождение Город , Страна
- В сборе и в рабочем состоянии
- 1990
Цена по запросу
Вертикальный обрабатывающий центр Microcut 1370 B
Местоположение Город , Страна
- Собран и работает
- 2008
Цена по запросу
Полуавтоматическая ленточная пила Kasto HBA 520U
Местоположение Город , Страна
- В сборе и в рабочем состоянии
- 1987
Цена по запросу
Одноголовочная полностью автоматическая линия намотки и термоусадочной упаковки PS/2
Denizli , Турция
- В сборе и в рабочем состоянии
- 2004
5 000,00 евро
Охлаждение Сквозное
Денизли , Турция
- Демонтирован и в рабочем состоянии
- 2015
Быстрый путь к обработке нескольких поддонов
11 ноя 2019, 08:32 • В функциях
Первый обрабатывающий центр, построенный немецким производителем Hermle для установки в компании Hyde Group, с апреля этого года работает круглосуточно в Stoneswood Precision Components в Дукинфилде, Большой Манчестер.

Новую машину нужно было установить в кратчайшие сроки, чтобы избежать потенциальных узких мест в производстве. Об этом сообщает ПЭС.
5-осевой вертикальный обрабатывающий центр (VMC) C 400, поставленный единственным агентом Kingsbury в компании Stoneswood Precision Components, был автоматизирован с помощью системы хранения и извлечения поддонов HS Flex, разработанной производителем станка, чтобы обеспечить автоматическое субподрядное производство в ночное время и в выходные дни.
Управляющий директор Stoneswood Precision Чарльз Дэй комментирует: «Мы рассмотрели четыре варианта, прежде чем решили купить ячейку Hermle. Ее основным отличием является возможность быстро остановить автоматическое производство и использовать станок в ручном режиме для изготовления единичной детали. Другие решения, которые мы рассматривали, не могли достичь этого легко.0015
«Гибкость, которую он обеспечивает, уже доказала свою полезность, поскольку позволяет нам обрабатывать приспособления в течение дня и одновременно настраивать HS Flex для работы без освещения в ночное время. Возможность подключения ячейки также хорошо вписывается в среду Индустрии 4.0, которую мы создаем на нашем заводе».
Возможность подключения ячейки также хорошо вписывается в среду Индустрии 4.0, которую мы создаем на нашем заводе».
Механическая обработка компонента блока управления
Нынешнее предприятие Stoneswood Precision было создано в 2004 году для производства 450 различных алюминиевых и титановых деталей для военного самолета, включая механическую обработку в основном деталей крыла. Уже пользуясь несколькими многопаллетными производственными системами на базе горизонтальных обрабатывающих центров, субподрядчик нуждался в дополнительной системе для выполнения другого контракта на производство алюминиевых блоков управления.
Первоначально старый 5-осевой VMC со шпинделем по оси B использовался для производства комплекта из 48 корпусов, боковых сторон и крышек для вариантов блока управления, площадь которых варьируется от 75 x 150 мм до 300 x 300 мм и от 5 до 20 мм в глубину. Компоненты меньше и сложнее, чем большинство преимущественно аэрокосмических деталей, производимых на предприятии в Дукинфилде, а HMC слишком велики для их эффективной обработки.
Первоначальный процесс требовал использования угловой насадки с приводом от СОЖ для сверления отверстий в боковых сторонах компонентов, чтобы избежать дополнительных настроек. Инструмент, хотя во многих отношениях подходил для этой цели, не мог выдерживать требуемые позиционные допуски вплоть до истинного положения до 100 мкм.
Вид внутри автоматизированной системы хранения и извлечения HS Flex
Сверление было недостаточно воспроизводимым для партии компонентов, поэтому было найдено новое техническое решение, в результате которого была установлена новая производственная ячейка на базе цапфового типа Hermle C 400 5-осевой станок.
Г-н Дэй продолжает: «Помимо работы с блоком управления, предписывающей использование 5-осевого VMC, есть части других аэрокосмических контрактов, которые поддаются производственной платформе с вертикальным шпинделем, и многие новые запросы, которые мы получаем, также требуют такой мощности. . Таким образом, выбор второго VMC, особенно с автоматизацией, имел разумное значение для бизнеса.
. Таким образом, выбор второго VMC, особенно с автоматизацией, имел разумное значение для бизнеса.
«Я никогда не слышал о бренде Hermle, но Пол Меллор, технический директор подразделения Hyde Aero Products, членом которого мы являемся, был знаком с производителем.
«Некоторые из наших сотрудников также ездили к пользователю меньшей системы HS Flex на северо-востоке и вернулись с очень положительными отзывами, в том числе из цеха, поэтому мы решили разместить заказ. К счастью, C 400 был на складе в Кингсбери, так что он был доступен быстро, чтобы решить проблемы с производством, в то время как другие потенциальные поставщики заявляли о сроках поставки до года».
Г-н Дэй добавляет, что он был впечатлен тем, что машина была быстро введена в эксплуатацию после прибытия на место, с окончательным вводом в эксплуатацию в течение девяти дней, после чего машина сразу же начала производить компоненты.
Это произошло благодаря предварительному предоставлению поставщиком CAD-модели C 400, которая позволила на раннем этапе программировать детали по 3+2 осям в Catia, моделировать циклы в Vericut, а также проектировать и производить приспособления. Последнему упражнению еще больше помогла Кингсбери, доставившая в Дукинфилд настоящий машинный поддон.
Последнему упражнению еще больше помогла Кингсбери, доставившая в Дукинфилд настоящий машинный поддон.
Заблаговременная подготовка сделала обучение на месте, проводимое инженером Kingsbury в течение пяти дней, более продуктивным, чем если бы персонал субподрядчика все еще находился в начале разработки процессов.
Гибкость подачи СОЖЕще одна особенность ячейки C 400, которую ценит г-н Дэй, — это программируемое давление СОЖ от нуля до 80 бар, что обеспечивает инженерную гибкость, включая потенциальное использование буровой головки с СОЖ в будущих проектах.
Некоторые мелкие детали обрабатываются по четыре одновременно на надгробных памятниках, производимых Stoneswood Precision на станке Hermle
Спецификация ячейки Hermle включает в себя шпиндель 18 000 об/мин/20 кВт, увеличенную производительность инструмента по сравнению со стандартными 38 гнездами за счет добавления Магазин на 88 позиций для инструментов HSK-A63 с контролем и измерением поломки, системой управления Heidenhain TNC 640, рабочей зоной 850 x 700 x 500 мм, поворотом цапфы +91/-139°, размером поддона 500 x 400 мм и емкостью для 12 инструментов на двух уровнях в магазине HS Flex, который обслуживается 3-осевым устройством обработки поддонов с вращательным, подъемным и линейным движением.
Управление магазином осуществляется с помощью запатентованной Hermle Автоматизированной системы управления, которая обеспечивает интеллектуальное управление заказами с помощью сенсорной панели. В настоящее время он взаимосвязан с MES (системой управления производством), недавно установленной в Дукинфилде компанией Forcam, которая совместима с программным обеспечением Stoneswood Precision SAP ERP (планирование ресурсов предприятия).
Он позволяет отправлять производственные заказы непосредственно на все машины для улучшения последовательности выполнения работ, что приводит к оптимизации производительности. Полученное в результате предоставление расширенных данных, в том числе об использовании машин, продвигает работу субподрядчика по пути Индустрии 4.0.
В настоящее время для Hermle C 400 HS Flex действует контракт на блок управления, который предусматривает поставку 300 собранных корпусов в год. Все компоненты обрабатываются либо по отдельности на поддоне, либо по четыре на надгробной плите, в зависимости от размера, из цельной алюминиевой заготовки за две операции, включающие циклы фрезерования, сверления и фрезерования резьбы продолжительностью до двух часов на каждую сторону. Истинное положение отверстий теперь находится в пределах допуска.
Истинное положение отверстий теперь находится в пределах допуска.
Кингсбери www.kingsburyuk.com
| |||||||||||||||||||||||||||||||||||
: Информация о компании: :: CeeIndustrial
Дезинформация, дезинформация и недоверие, вызванное неравенством, во время COVID-19: уроки, не извлеченные из отрицания СПИДа1. Бурштын Л., Рао А., Рот С., Янагизава-Дротт Д. Дезинформация во время пандемии . 2020. https://bfi.uchicago.edu/wp-content/uploads/BFI_WP_202044.pdf. Доступ 4 мая. 2. Митчелл А., Олифант Дж. Американцы погружены в новости о covid-19; большинство думает, что средства массовой информации неплохо освещают это. Исследовательский центр Пью. https://www.journalism.org/2020/03/18/americans-immersed-in-covid-19-news-mostthink-media-are-doing-fairly-well-covering-it/#knowledge-misperceptions-and выдуманные новости. По состоянию на 18 марта 2020 г. 3. Ассошиэйтед Пресс. 9 из 10 человек, арестованных за преступления, связанные с коронавирусом в Нью-Йорке, были чернокожими или латиноамериканцами. Время. https://time.com/5835815/nypd-coronavirus-relatedarrests/%0A. По состоянию на 12 мая 2020 г. 4. Вайнман С. Опасный рост влияния COVID-19 и кабинетных эпидемиологов. ИнсайдХук. https://www.insidehook.com/article/news-opinion/david-dunning-armchairepidemiologist-coronavirus. По состоянию на 21 апреля 2020 г. 5. Requarth T. Пожалуйста, давайте остановим эпидемию кабинетной эпидемиологии. Шифер. https://slate.com/technology/2020/03/armchair-epidemiology-coronavirus.html. По состоянию на март 2020 г. 6. Винопал С. Почему неопределенность в отношении коронавируса порождает возможности для дезинформации. Час новостей PBS. https://www.pbs.org/newshour/health/why-uncertainty-about-coronavirusbreeds-opportunity-for-misinformation. По состоянию на 28 апреля 2020 г. 7. Центр информированной демократии и социальной кибербезопасности. 8. Inskeep S. Некоторые обвиняют американцев азиатского происхождения во вспышке covid-19. Национальное общественное радио. https://www.npr.org/2020/03/27/822383360/asian-americans-are-blamed-bysome-for-covid-19-outbreak. По состоянию на 27 марта 2020 г. 9. Центр безопасности здоровья Университета Джона Хопкинса. Вина и дискриминация, связанные с covid-19— часто задаваемые вопросы для избранных нами руководителей и должностных лиц здравоохранения. 2020 г. https://www.centerforhealthsecurity.org/resources/COVID-19/COVID-19-factsheets/200205-nCoV-leadersAgainstStigma.pdf. По состоянию на 14 мая 2020 г. 10. Кенди IX. Хватит обвинять чернокожих в смерти от коронавируса: новые данные из 29 штатов подтверждают масштабы расового неравенства. https://www.theatlantic.com/ideas/archive/2020/04/race-and-blame/609946/. 11. Дуглас К.М., Саттон Р.М. Скрытое влияние теорий заговора: предполагаемое и фактическое влияние теорий, связанных со смертью принцессы Дианы. J Soc Psychol. 2008;148(2):210–222. doi: 10.3200/SOCP.148.2.210-222. [PubMed] [CrossRef] [Академия Google] 12. Шарп Д. Успехи теории заговора. Ланцет. 2008;372(9647):1371–1372. doi: 10.1016/S0140-6736(08)61570-6. [PubMed] [CrossRef] [Google Scholar] 13. Вуд М.Дж., Дуглас К.М., Саттон Р.М. Мертвые и живые: убеждения в противоречивых теориях заговора. Soc Psychol Personal Sci. 2012;3(6):767–773. doi: 10.1177/1948550611434786. [CrossRef] [Google Scholar] 14. Шеффер К. Почти три из десяти американцев считают, что COVID-19 был создан в лаборатории. Исследовательский центр Пью. https://www.pewresearch.org/fact-tank/2020/04/08/nearly-three-in-tenamericans-believe-covid-19-было-сделано-в-лаборатории/. По состоянию на 8 апреля 2020 г. 15. Пирре Дж. Теории заговора о COVID-19: был ли SARS-CoV-2 создан в лаборатории? Психология сегодня. 16. Брюстер Дж. Хронология теории лабораторного происхождения COVID-19 в Ухане. Форбс. 2020 г. https://www.forbes.com/sites/jackbrewster/2020/05/10/a-timeline-of-the-covid-19-wuhanlab-origin-theory/#25420a935aba. Доступ 14 мая. 17. Лу Р., Чжао С., Ли Дж. и др. Геномная характеристика и эпидемиология нового коронавируса 2019 года: последствия для происхождения вируса и связывания с рецептором. Ланцет. 2020;395(10224):565–574. doi: 10.1016/S0140-6736(20)30251-8. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 18. Параскевис Д., Костаки Э.Г., Магиоркинис Г., Панайотакопулос Г., Сурвинос Г., Циодрас С. Полногеномный эволюционный анализ нового вируса короны (2019- nCoV) отвергает гипотезу возникновения в результате недавнего события рекомбинации. Заразить Генет Эвол. 2020;79:104212. doi: 10.1016/j.meegid. 19. Андерсен К.Г., Рамбо А., Липкин В.И., Холмс Э.К., Гарри Р.Ф. Проксимальное происхождение SARS-CoV-2. Нат Мед. 2020;26(4):450–452. doi: 10.1038/s41591-020-0820-9. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 20. Calisher C, Carroll D, Colwell R, et al. Заявление в поддержку ученых, специалистов в области общественного здравоохранения и медицинских работников Китая, борющихся с COVID-19. Ланцет. 2020;395(10226):e42–e43. doi: 10.1016/S0140-6736(20)30418-9. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 21. Канцелярия директора национальной разведки. Заявление разведывательного сообщества о происхождении COVID-19. Новости ОДНИ. https://www.dni.gov/index.php/newsroom/pressreleases/item/2112-intelligence-community-statement-on-origins-of-covid-19. По состоянию на 30 апреля 2020 г. 22. Маркел Х., Стерн А.М. Иностранность микробов: постоянная ассоциация иммигрантов и болезней в американском обществе. 23. Наттрасс Н. СПИД и научное управление медициной в Южной Африке после апартеида. Афр Афф. 2008;107(427):157–176. doi: 10.1093/afraf/adm087. [CrossRef] [Google Scholar] 24. Zeitz P. Уроки ВИЧ/СПИДа в Южной Африке. Ланцет. 2007;370(9581):19–20. doi: 10.1016/S0140-6736(07)61030-7. [CrossRef] [Google Scholar] 25. Kalichman SC, Eaton L, Cherry C. «Нет доказательств того, что ВИЧ вызывает СПИД»: убеждения людей, живущих с ВИЧ/СПИДом, в отрицании СПИДа. Дж. Бехав Мед. 2010;33(6):432–440. doi: 10.1007/s10865-010-9275-7. [бесплатная статья ЧВК] [PubMed] [CrossRef] [Google Scholar] 26. Каличман С.С. Отрицание СПИДа: теории заговора, лженаука и человеческая трагедия. Берлин: Спрингер; 2009. [Google Scholar] 27. Клейн Н. Экран новой сделки. Перехват. https://theintercept.com/2020/05/08/andrewcuomo-eric-schmidt-coronavirus-tech-shock-doctrine/. 28. Перриго Б. Группы сторонников превосходства белой расы вербуют людей с помощью коронавируса и популярного приложения для обмена сообщениями. Время. https://time.com/5817665/coronavirus-conspiracytheories-white-supremacist-groups/. По состоянию на 8 апреля 2020 г. 29. Росс Дж. Вспышка коронавируса возрождает опасные расовые мифы и лженауку. Новости Эн-Би-Си. https://www.nbcnews.com/news/nbcblk/coronavirus-outbreak-revives-dangerousrace-myths-pseudoscience-n1162326. По состоянию на 19 марта 2020 г. 30. Fetzer T, Hensel L, Hermle J, Roth C. Восприятие коронавируса и экономическая тревога. 2020. arXiv200303848. https://voxeu.org/article/coronavirus-perceptions-and-economic-anxiety. По состоянию на 28 марта 2020 г. 31. Джеймисон К., Альбаррасин Д. Связь между потреблением средств массовой информации и дезинформацией в начале пандемии SARS-CoV-2 в США. Обзор дезинформации Гарвардской школы Кеннеди. https://misinforeview.hks. 32. Паз С. Вся ложь президента о коронавирусе. Атлантический океан. https://www.theatlantic.com/politics/archive/2020/04/trumps-lies-aboutcoronavirus/608647/. По состоянию на 9 апреля 2020 г. 33. Джайсвал Дж., Халкитис П.Н. На пути к более инклюзивному и динамичному пониманию медицинского недоверия, основанному на науке. Бихав Мед. 2019;45(2):79–85. doi: 10.1080/08964289.2019.1619511. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 34. Гаррисон Дж. Почти треть американцев верят, что вакцина против коронавируса существует, но, по данным опроса, ее не выпускают. США сегодня. https://www.usatoday.com/story/news/politics/2020/04/24/coronavirus-one- Third-usbelieve-vaccine-exists-is-being-withheld/3004841001/. По состоянию на 24 апреля 2020 г. 35. О’Доннелл Дж. «Таскиги всегда вырисовывается в наших мыслях»: некоторые опасаются, что чернокожие американцы, сильнее всего пострадавшие от коронавируса, могут не получить вакцину. 36. Романо А. Исследование: почти треть американцев верят в теорию заговора о происхождении коронавируса. ГОЛОС. https://www.vox.com/covid-19-coronavirus-us-responsetrump/2020/4/12/21217646/pew-study-coronavirus-origins-conspiracy-theory-media. По состоянию на 12 апреля 2020 г. 37. Спигнер С. Медицинский апартеид: темная история медицинских экспериментов над чернокожими американцами с колониальных времен до наших дней. J Natl Med Assoc. 2007;99(9):1074. [Google Scholar] 38. Benkert R, Cuevas A, Thompson HS, Dove-Meadows E, Knuckles D. Вездесущий, но неясный: систематический обзор медицинского недоверия. Бихав Мед. 2019;45(2):86–101. doi: 10.1080/08964289.2019.1588220. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 39. D’Avanzo PA, Bass SB, Brajuha J, et al. Медицинское недоверие и восприятие PrEP среди трансгендерных женщин: кластерный анализ. 40. Oakley LP, López-Cevallos DF, Harvey SM. Связь культурных и структурных факторов с предполагаемым недоверием к врачам среди молодых латиноамериканцев в сельской местности Орегона. Бихав Мед. 2019;45(2):118–127. doi: 10.1080/08964289.2019.15 . [PubMed] [CrossRef] [Google Scholar] 41. Powell W, Richmond J, Mohottige D, Yen I, Joslyn A, Corbie-Smith G. Медицинское недоверие, расизм и задержки в проведении профилактических медицинских осмотров среди афроамериканских мужчин. . Бихав Мед. 2019;45(2):102–117. doi: 10.1080/08964289.2019.1585327. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 42. Williamson LD, Smith MA, Bigman CA. Порождает ли дискриминация недоверие? Изучение роли опосредованного и неопосредованного опыта дискриминации в медицинском недоверии. Сообщество здоровья J. 2019;24(10):791–799. doi: 10.1080/10810730. 43. Guadagnolo BA, Cina K, Helbig P, et al. Медицинское недоверие и меньшая удовлетворенность медицинским обслуживанием среди коренных американцев, обращающихся за лечением рака. J Health Care Poor Underserved. 2009 г.;20(1):210. doi: 10.1353/hpu.0.0108. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 44. Gillman J, Davila J, Sansgiry S, et al. Влияние конспирологических убеждений и доверия на диагностику ВИЧ, установление связей и удержание молодых МСМ с ВИЧ. J Health Care Poor Underserved. 2013;24(1):36–45. doi: 10.1353/hpu.2013.0012. [PubMed] [CrossRef] [Google Scholar] 45. Quinn KG, Kelly JA, DiFranceisco WJ, et al. Медицинские и социокультурные корреляты убеждений о геноциде в связи со СПИДом и недоверия к медикам среди афроамериканских МСМ. СПИД Поведение. 2018;22(6):1814–1825. doi: 10.1007/s10461-016-1657-6. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 46. Богарт Л. 47. Adams LM, Simoni JM. Необходимость многоуровневого смягчения недоверия к врачам среди участников социальных сетей, способствующего несоблюдению режима антиретровирусного лечения у афроамериканцев, живущих с ВИЧ: Комментарий к Bogart. соц. мед. 2016;159:5860. doi: 10.1016/j.socscimed.2016.04.025. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 48. Dale SK, Bogart LM, Wagner GJ, Galvan FH, Klein DJ. Медицинское недоверие связано с более низкой продолжительной приверженностью к лечению среди афроамериканских мужчин с ВИЧ. J Health Psychol. 2016;21(7):1311–1321. doi: 10.1177/1359105314551950. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 49. 50. Креншоу К. Картирование границ: интерсекциональность, политика идентичности и насилие в отношении цветных женщин. Стэн Л. Ред. 1990; 43:1241. дои: 10.2307/1229039. [CrossRef] [Google Scholar] 51. Кутник А.Х., Леонард Н.Р., Гвадз М.В. «Как будто у меня нет выбора»: качественное исследование диагностики ВИЧ и медицинской помощи в заключении и их последствий. Бихав Мед. 2019;45(2):153–165. doi: 10.1080/08964289.2019.1591338. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 52. Гусби Б. Дж., Хайдбринк К. Последствия дискриминации для афроамериканцев из поколения в поколение. Социальный компас. 2013;7(8):630–643. doi: 10. 53. Хеллер Дж. Слухи и реальность: осмысление повествований о заговорах о ВИЧ/СПИДе и современных легенд. Am J Общественное здравоохранение. 2015;105(1):e43–e50. doi: 10.2105/AJPH.2014.302284. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 54. Элигон Дж., Берч А., Сирси Д., Оппель-младший Р. Чернокожие американцы сталкиваются с тревожными показателями заражения коронавирусом в некоторых штатах. Нью-Йорк Таймс. https://www.nytimes.com/2020/04/07/us/coronavirus-race.html. По состоянию на 7 апреля 2020 г. 55. Элигон Дж., Берч А. Вопросы предвзятости в лечении ковид-19 усиливают скорбь по чернокожим семьям. Нью-Йорк Таймс. https://www.nytimes.com/2020/05/10/us/coronavirusafrican-americans-bias.html?auth=login-google%0A. По состоянию на 10 мая 2020 г. 56. Департамент здравоохранения Нью-Йорка. Скорректированные по возрасту показатели лабораторно подтвержденного COVID19. 57. Минео Л. Для коренных американцев COVID-19 — это «худшее из обоих миров одновременно». Гарвардская газета. https://news.harvard.edu/gazette/story/2020/05/the-impact-ofcovid-19-on-native-american-communities/. По состоянию на 8 мая 2020 г. 58. Капатидес С. Врачи без границ отправляют группу к народу навахо. Новости CBS, 11 мая (2020 г.). https://www.cbsnews.com/news/doctors-without-borders-navajo-nation-coronavirus/ По состоянию на 14 мая. 59. Джордан М., Оппель А.Дж. Для латиноамериканцев и COVID-19 врачи наблюдают «тревожное» несоответствие. Нью-Йорк Таймс, 11 мая (2020 г.). https://www.nytimes.com/2020/05/07/us/coronavirus-latinos-disparity.html. По состоянию на 14 мая 2020 г. 60. Каплан Дж., Харди Б. Предварительные данные показывают, что чернокожих непропорционально арестовывают за нарушения социального дистанцирования. 61. Фермер Б. Коронавирус не делает различий, но система здравоохранения США демонстрирует знакомые предубеждения. Национальное общественное радио. https://www.npr.org/sections/healthshots/2020/04/02/825730141/the-coronavirus-doesnt-distribute-but-u-s-health-careshowing-familiar-biases. По состоянию на 2 апреля 2020 г. 62. Джайсвал Дж. Кто несет ответственность за устранение недоверия к врачам? Будущие направления для исследователей и поставщиков медицинских услуг. Бихав Мед. 2019;45(2):188–196. doi: 10.1080/08964289.2019.1630357. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 63. Мармот М. Социальные детерминанты неравенства в отношении здоровья. Ланцет. 2005;365(9464):10991104. doi: 10.1016/S0140-6736(05)71146-6. [PubMed] [CrossRef] [Google Scholar] 64. 65. Хардеман Р.Р., Медина Э.М., Кожиманнил К.Б. Структурный расизм и поддержка жизни чернокожих — роль медицинских работников. N Engl J Med. 2016;375(22):2113–2115. дои: 10.1056/NEJMp1609535. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 66. Armstrong K, Putt M, Halbert CH, et al. Предыдущий опыт расовой дискриминации и расовых различий в недоверии к системе здравоохранения. Мед уход. 2013;51(2):144. doi: 10.1097/MLR.0b013e31827310a1. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 67. Цай Дж., Кроуфорд-Робертс А. Призыв к критической расовой теории в медицинском образовании. акад. мед. 2017;92(8):1072–1073. doi: 10.1097/ACM.0000000000001810. [PubMed] [CrossRef] [Академия Google] 68. 69. Laster Pirtle WN. Расовый капитализм: фундаментальная причина неравенства в связи с пандемией нового коронавируса (COVID-19) в Соединенных Штатах. Здоровье Эду Бехав. 2020 г.: 10.1177/10
При обработке длинных деталей климат в механическом цехе имеет значение Для обработки длинных титановых игловодителей для тафтинга требовался фрезерный станок со сверхдлинным ходом по оси X. Но настоящей проблемой была тепловая компенсация в жаре Джорджии. В Далтоне, штат Джорджия, становится жарко, где Tuftco Corp. производит машины для прошивания ковров. Эти машины, которые имеют длинный ряд игл, используемых для приклеивания ковровых нитей к их общему основанию, представляют особые трудности для механической обработки. Одним из ключевых компонентов машины для прошивания ковров является игловодитель, который имеет тысячи точно просверленных отверстий в стержнях длиной до 210 дюймов. Точность этих отверстий имеет решающее значение для надежной работы тафтинговой машины, поскольку во время ее работы тысячи игл совершают возвратно-поступательное движение с очень высокой скоростью. Для Tuftco особенно важна точность стержней. Эти стержни изнашиваются и должны регулярно заменяться. В этом случае запасные части должны точно соответствовать оригинальным деталям. Tuftco производит прошивные машины с 1960 года и даже внедрила в отрасль новые технологии за эти годы, в том числе первую прошивную машину с широким ткацким станком. Несмотря на прошлый успех, компания в конечном итоге обнаружила, что не может экономически эффективно производить игловодители с постоянно ужесточающимися требованиями к допускам. Это привело к решению изменить процесс путем поиска станков с большим ходом, которые могли бы соответствовать более строгим производственным требованиям. Tuftco требовался станок, который работал бы в рамках производственных ограничений существующего завода с большими колебаниями температуры внутри завода утром и вечером, зимой и летом. Tuftco выбрала для этой задачи станок Bertsche XiMill, исходя из того, что он разработан, помимо прочего, с методом температурно-температурной компенсации, который обеспечит постоянную точность обработки детали. Первоначально разработанный для аэрокосмической промышленности, Bertsche XiMill оснащен несколькими датчиками температуры для измерения температуры станины в разных местах, а также температуры обрабатываемой детали и температуры охлаждающей жидкости, используемой во время сверления. Первоначальная установка новой машины прошла гладко, но затем, когда началось производство, возникли проблемы с измерениями. Существующий метод измерения изготовленных деталей с использованием одноосевой лазерной измерительной машины собственной разработки дал результаты, противоречащие данным измерения машины. Магазин привез лазерный трекер Faro для измерения деталей, но это дало еще один набор отличающихся результатов. Эти несоответствия заставили коллективно переосмыслить проблему. Первым шагом был сбор исходных данных измерений. Затем Tuftco предприняла шаги, чтобы лучше понять микроклимат на предприятии, точно отслеживая температуру на заводе, у станка и материала перед обработкой. Эта информация использовалась для определения температуры детали во время ее крепления и того, как эта температура связана с температурой машины. Чтобы избежать недоразумений и восстановить доверие к различным измерительным процессам, были предприняты шаги для полного понимания и обучения персонала тому, как каждое измерительное устройство применяет тепловую компенсацию, как она рассчитывается и как она применяется, чтобы они могли подтвердить, устройство действительно предоставляет правильные и надежные данные. Применение лучшего управления температурой на заводе; контроль накопления тепла в заготовке; изменение порядка операций фрезерования и развертывания; выбор и оптимизация инструментов, скоростей и подач; и правильное применение компенсации теплового расширения привели к высокой повторяемости процесса даже в самые жаркие дни в Грузии. | |||||||||||||||||||||||||||||||||||
 Являетесь ли вы домовладельцем, дизайнером интерьера или поклонником отличных товаров для дома, вы обязательно найдете то, что вам понравится, на одном из сайтов наших партнеров. Все эти сайты обновляются ежедневно, поэтому заходите почаще:
Являетесь ли вы домовладельцем, дизайнером интерьера или поклонником отличных товаров для дома, вы обязательно найдете то, что вам понравится, на одном из сайтов наших партнеров. Все эти сайты обновляются ежедневно, поэтому заходите почаще: com предлагает широкий выбор настенных часов от таких известных производителей, как Howard Miller, Timeworks, Bulova и других. Мы специализируемся на больших настенных часах. Получите бесплатную доставку и беспрецедентную 30-дневную гарантию возврата денег на каждый заказ настенных часов.
com предлагает широкий выбор настенных часов от таких известных производителей, как Howard Miller, Timeworks, Bulova и других. Мы специализируемся на больших настенных часах. Получите бесплатную доставку и беспрецедентную 30-дневную гарантию возврата денег на каждый заказ настенных часов. Пожалуйста, используйте следующую информацию:
Пожалуйста, используйте следующую информацию: com
com  Гобелен Appetito Большой
Гобелен Appetito Большой  и Simply Tapestries. Все права защищены. Полное или частичное воспроизведение без явного разрешения запрещено. Стоимость всех представленных гобеленов указана в долларах США. *Бесплатная доставка распространяется только на 48 нижних штатов. Стандартные тарифы на доставку действуют на Гавайи, Аляску, Канаду и Пуэрто-Рико.
и Simply Tapestries. Все права защищены. Полное или частичное воспроизведение без явного разрешения запрещено. Стоимость всех представленных гобеленов указана в долларах США. *Бесплатная доставка распространяется только на 48 нижних штатов. Стандартные тарифы на доставку действуют на Гавайи, Аляску, Канаду и Пуэрто-Рико. > ЕБРР и ЕС помогают производителю мебели в Сербии инвестировать в современное оборудование > Инвестиции в производителя бумаги в Узбекистане > ЕБРР и Пиреус Банк поддерживают украинского производителя упаковки Tatrafan > ЕБРР и ЕС предлагают новое финансирование для МСП в Армении > Венгрия; расходы на обустройство домов выросли на 10% в 2020 г. > Южная Корея инвестирует в Центральную Европу (CE) > Расширение производства в Венгрии > Нестле запускает расширение завода по производству кормов для домашних животных на 35 млрд форинтов > Цикл пути роста в Венгрии >Американский производитель барбекю начинает производство в Польше >> Магазины DIY расширяются в Центральной и Восточной Европе>> ЕБРР предоставляет кредит в размере 67,5 млн евро на озеленение зданий в Литве>> В России будет построен новый целлюлозно-бумажный комбинат>> Заказы на Немецкое оборудование для производства пластмасс и резины восстановится в 2021 году>> Рост промышленного рынка в Польше в первом квартале 2021 года>> ЕБРР, ЕС и ЕИБ помогают модернизировать муниципальную инфраструктуру водоснабжения на юге Кыргызстана Республика>> Петрович имеет самые высокие темпы роста в России – 23%>> ЕБРР поддерживает управление твердыми отходами в Тбилиси>> Zotefoams открывает завод стоимостью 23 миллиона фунтов стерлингов в Польше>> Garbe выходит на рынок Словакии>> Страны с развивающейся экономикой возвращаются к росту на 4,2 процента в 2021>> Beiersdorf расширяет производственные мощности в Польше>> ЕБРР и Хамкорбанк поддерживают молочную промышленность в Узбекистане>> Кредит в размере 65 млн долларов США украинской Datagroup для стимулирования роста > ЦВЕ на пути к тому, чтобы стать глобальным центром информационных технологий > Инвестиции в переработку аккумуляторов в Польше > Sorema продает пленку завод по переработке отходов в Польшу > Управление отходами в России > Sveza покупает станок с ЧПУ > Белорусский лесопильный завод инвестирует в линию сортировки древесины > ЕБРР инвестирует в бумажную промышленность в Центральной и Восточной Европе > Amazon инвестирует в румынскую отрасль ИКТ >Немецкий ритейлер покупает румынского производителя рубашек > ЕИБ играет ключевую роль в инвестициях в польскую экономику > Крупнейший велосипедный завод в Европе строится в Румынии > RecyClass одобряет ламинированные трубы Huhtamaki PBL tec технологий > Словакия: Группа EIB поддерживает инвестиции в размере 211 млн евро в 2020 году для бизнеса, энергоэффективности, инноваций и цифровизации > RecyClass одобряет технологии PBL из ламинированных труб Huhtamaki > Группа EIB инвестирует более 530 миллионов евро в Хорватию в 2020 году > Увеличение промышленного производства в Хорватии Польша на январь > Шведская компания Northvolt инвестирует в завод аккумуляторов в Польше > В Комиже на Висе будет построен рыбный порт стоимостью 5 млн евро > У Sumika Polymer Compounds Europe новое дочернее предприятие в Польше > ЕИБ инвестирует 1,4 млрд евро в Чехию в 2020 г.
> ЕБРР и ЕС помогают производителю мебели в Сербии инвестировать в современное оборудование > Инвестиции в производителя бумаги в Узбекистане > ЕБРР и Пиреус Банк поддерживают украинского производителя упаковки Tatrafan > ЕБРР и ЕС предлагают новое финансирование для МСП в Армении > Венгрия; расходы на обустройство домов выросли на 10% в 2020 г. > Южная Корея инвестирует в Центральную Европу (CE) > Расширение производства в Венгрии > Нестле запускает расширение завода по производству кормов для домашних животных на 35 млрд форинтов > Цикл пути роста в Венгрии >Американский производитель барбекю начинает производство в Польше >> Магазины DIY расширяются в Центральной и Восточной Европе>> ЕБРР предоставляет кредит в размере 67,5 млн евро на озеленение зданий в Литве>> В России будет построен новый целлюлозно-бумажный комбинат>> Заказы на Немецкое оборудование для производства пластмасс и резины восстановится в 2021 году>> Рост промышленного рынка в Польше в первом квартале 2021 года>> ЕБРР, ЕС и ЕИБ помогают модернизировать муниципальную инфраструктуру водоснабжения на юге Кыргызстана Республика>> Петрович имеет самые высокие темпы роста в России – 23%>> ЕБРР поддерживает управление твердыми отходами в Тбилиси>> Zotefoams открывает завод стоимостью 23 миллиона фунтов стерлингов в Польше>> Garbe выходит на рынок Словакии>> Страны с развивающейся экономикой возвращаются к росту на 4,2 процента в 2021>> Beiersdorf расширяет производственные мощности в Польше>> ЕБРР и Хамкорбанк поддерживают молочную промышленность в Узбекистане>> Кредит в размере 65 млн долларов США украинской Datagroup для стимулирования роста > ЦВЕ на пути к тому, чтобы стать глобальным центром информационных технологий > Инвестиции в переработку аккумуляторов в Польше > Sorema продает пленку завод по переработке отходов в Польшу > Управление отходами в России > Sveza покупает станок с ЧПУ > Белорусский лесопильный завод инвестирует в линию сортировки древесины > ЕБРР инвестирует в бумажную промышленность в Центральной и Восточной Европе > Amazon инвестирует в румынскую отрасль ИКТ >Немецкий ритейлер покупает румынского производителя рубашек > ЕИБ играет ключевую роль в инвестициях в польскую экономику > Крупнейший велосипедный завод в Европе строится в Румынии > RecyClass одобряет ламинированные трубы Huhtamaki PBL tec технологий > Словакия: Группа EIB поддерживает инвестиции в размере 211 млн евро в 2020 году для бизнеса, энергоэффективности, инноваций и цифровизации > RecyClass одобряет технологии PBL из ламинированных труб Huhtamaki > Группа EIB инвестирует более 530 миллионов евро в Хорватию в 2020 году > Увеличение промышленного производства в Хорватии Польша на январь > Шведская компания Northvolt инвестирует в завод аккумуляторов в Польше > В Комиже на Висе будет построен рыбный порт стоимостью 5 млн евро > У Sumika Polymer Compounds Europe новое дочернее предприятие в Польше > ЕИБ инвестирует 1,4 млрд евро в Чехию в 2020 г. > Польское Allegro готовит новый складские помещения в Варшаве > ЕИБ поддерживает польскую компанию-разработчика программного обеспечения Packhelp > Sumitomo (SHI) Demag расширяется в Центральной Европе > Falco; производитель деревянных панелей планирует инвестировать 8,2 млрд венгерских форинтов > Toyota построит Yaris в Чехии > ЕБРР и ЕС усиливают поддержку малого бизнеса в Грузии > Российское правительство рассматривает возможность инвестирования в железные дороги > Кредит ЕБРР в размере 26 млн евро на строительство новых Польша > Balluff инвестирует в научно-исследовательский центр в Венгрии > ЕБРР, ЕС, ЗКФ и Южная Корея поддерживают экологически чистое сельское хозяйство в Таджикистане > Semcorp строит завод стоимостью 65,5 млрд венгерских форинтов в Венгрии > ЕБРР расширяет поддержку листинговых МСП в странах Балтии > Castorama представляет собственный посылочные автоматы в Польше > Еще один хороший год для продуктов DIY в Польше > Isklad.eu готовится к расширению логистического парка в Братиславе > DŘEVOPODNIK Hausner Ltd устанавливает новый ленточнопильный станок на лесопилке в Коричанах > Польская Tauron Polska Energia видит экологически чистое будущее; ЕБРР поддерживает инициативу > Инвестиции Stora Enso в производственную линию в размере 2,1 млрд чешских крон >PMP Group полностью приобретена Valmet Oyj > MOL Plc.
> Польское Allegro готовит новый складские помещения в Варшаве > ЕИБ поддерживает польскую компанию-разработчика программного обеспечения Packhelp > Sumitomo (SHI) Demag расширяется в Центральной Европе > Falco; производитель деревянных панелей планирует инвестировать 8,2 млрд венгерских форинтов > Toyota построит Yaris в Чехии > ЕБРР и ЕС усиливают поддержку малого бизнеса в Грузии > Российское правительство рассматривает возможность инвестирования в железные дороги > Кредит ЕБРР в размере 26 млн евро на строительство новых Польша > Balluff инвестирует в научно-исследовательский центр в Венгрии > ЕБРР, ЕС, ЗКФ и Южная Корея поддерживают экологически чистое сельское хозяйство в Таджикистане > Semcorp строит завод стоимостью 65,5 млрд венгерских форинтов в Венгрии > ЕБРР расширяет поддержку листинговых МСП в странах Балтии > Castorama представляет собственный посылочные автоматы в Польше > Еще один хороший год для продуктов DIY в Польше > Isklad.eu готовится к расширению логистического парка в Братиславе > DŘEVOPODNIK Hausner Ltd устанавливает новый ленточнопильный станок на лесопилке в Коричанах > Польская Tauron Polska Energia видит экологически чистое будущее; ЕБРР поддерживает инициативу > Инвестиции Stora Enso в производственную линию в размере 2,1 млрд чешских крон >PMP Group полностью приобретена Valmet Oyj > MOL Plc. Завершено строительство нового венгерского завода по переработке шин > Спрос в Восточной Европе остается высоким, поскольку открываются новые заводы > ЕБРР и ЕС финансируют утилизацию твердых отходов на западе Украины > Woom инвестирует в устойчивое развитие и запускает производство в Польше > Немецкий инвестор вкладывает 11 млн евро в столярный завод в RO > ЕБРР и ЕС расширяют туристическую инфраструктуру в Албании > SK Battery Manufacturing Kft. добавить больше рабочих мест к 2022 году > Албанский производитель обуви продолжает бороться с COVID-19>Emag инвестирует 90 миллионов евро в новый распределительный центр > ЕБРР и KfW IPEX-Bank переходят на поддержку электромобилестроения в Польше > Indorama приобретает польскую компанию по переработке с целью замкнуть цикл ПЭТ > Крупнейший производитель природного газа в Украине получает кредит в размере 51,9 миллиона евро от ЕБРР > COVID-19 стимулирует перемещение производства из Азии в Европу > Райффайзенбанк в Болгарии получает от ЕС и ЕБРР обязательства в размере до 40 млн евро > Инвестиции в ЦВЕ достигли рекордно высокого уровня > Британский Barclays увеличивает инвестиции в Чешскую Республику > Тайваньская компания объявляет о новом Завод в Южной Польше > Andritz поставляет универсальную бумагоделательную машину Arkhbum Tissue Group > Производство в странах ЦВЕ-6 выходит на новый уровень > Южная Корея теперь превосходит Китай в инвестициях в Польшу > GymBeam получает шесть миллионов финансирования для платформы электронной коммерции > Рынок DIY растет в Польше > Wittmann Group увеличивает производство роботов в Венгрии > Чехия остается привлекательным производственным центром Лесопильный завод DŘEVOPODNIK HAUSNER устанавливает новый ленточнопильный станок > Valutec Поставляет печи для обжига российской «мегалесопилке» > Польша станет центром ближней торговли > Wildberries доминирует на польском рынке во время карантина > Чешский переработчик Regra Plast обнародовал план строительства крупного завода по переработке автомобильных отходов > Sensirion построит новый завод в Венгрии > ЕБРР финансирует портовый проект в Украине > Segezha запускает свой проект контейнерного терминала в России > Sveza начинает производство гибкой фанеры в России > PMP Poland поддерживает динамичное развитие Arctic Paper Kostrzyn S.
Завершено строительство нового венгерского завода по переработке шин > Спрос в Восточной Европе остается высоким, поскольку открываются новые заводы > ЕБРР и ЕС финансируют утилизацию твердых отходов на западе Украины > Woom инвестирует в устойчивое развитие и запускает производство в Польше > Немецкий инвестор вкладывает 11 млн евро в столярный завод в RO > ЕБРР и ЕС расширяют туристическую инфраструктуру в Албании > SK Battery Manufacturing Kft. добавить больше рабочих мест к 2022 году > Албанский производитель обуви продолжает бороться с COVID-19>Emag инвестирует 90 миллионов евро в новый распределительный центр > ЕБРР и KfW IPEX-Bank переходят на поддержку электромобилестроения в Польше > Indorama приобретает польскую компанию по переработке с целью замкнуть цикл ПЭТ > Крупнейший производитель природного газа в Украине получает кредит в размере 51,9 миллиона евро от ЕБРР > COVID-19 стимулирует перемещение производства из Азии в Европу > Райффайзенбанк в Болгарии получает от ЕС и ЕБРР обязательства в размере до 40 млн евро > Инвестиции в ЦВЕ достигли рекордно высокого уровня > Британский Barclays увеличивает инвестиции в Чешскую Республику > Тайваньская компания объявляет о новом Завод в Южной Польше > Andritz поставляет универсальную бумагоделательную машину Arkhbum Tissue Group > Производство в странах ЦВЕ-6 выходит на новый уровень > Южная Корея теперь превосходит Китай в инвестициях в Польшу > GymBeam получает шесть миллионов финансирования для платформы электронной коммерции > Рынок DIY растет в Польше > Wittmann Group увеличивает производство роботов в Венгрии > Чехия остается привлекательным производственным центром Лесопильный завод DŘEVOPODNIK HAUSNER устанавливает новый ленточнопильный станок > Valutec Поставляет печи для обжига российской «мегалесопилке» > Польша станет центром ближней торговли > Wildberries доминирует на польском рынке во время карантина > Чешский переработчик Regra Plast обнародовал план строительства крупного завода по переработке автомобильных отходов > Sensirion построит новый завод в Венгрии > ЕБРР финансирует портовый проект в Украине > Segezha запускает свой проект контейнерного терминала в России > Sveza начинает производство гибкой фанеры в России > PMP Poland поддерживает динамичное развитие Arctic Paper Kostrzyn S. A. > Импорт резиновых и пластиковых отходов в Латвию остановлен > Raute усиливает свое цифровое ноу-хау > ЕБРР поддерживает МСП в Сербии > Amazon расширяется в Польше > Болгария превращается в следующую европейскую велосипедную долину >Финляндия UPM открывает новый фанерный завод в России > Европейский инвестиционный банк инвестирует в завод по производству катодных материалов в Польше > Албания строит новый парк солнечных батарей >Новый маршрут грузового поезда из Азии в Европу >ЕБРР финансирует сточные воды проект в Хорватии >BMW инвестирует в Венгрию > Инвестиции в Польшу Пластмассовая и химическая промышленность > Suzuki в Венгрии наращивает производственные мощности > ANDRITZ поставляет в Венгрию новую линию по производству санитарно-гигиенической бумаги > Самые продаваемые автомобили в Центральной и Восточной Европе >>Sokol Timber покупает сращенный станок Ledinek > ЕБРР предоставляет кредит в размере 3 млн евро украинскому производителю сухих завтраков > Инвестиции в технологию лесопильного производства в Россия > ЕБРР инвестирует в проект по переработке отходов в энергию в Белграде > Экономика Румынии растет в 2020 г.
A. > Импорт резиновых и пластиковых отходов в Латвию остановлен > Raute усиливает свое цифровое ноу-хау > ЕБРР поддерживает МСП в Сербии > Amazon расширяется в Польше > Болгария превращается в следующую европейскую велосипедную долину >Финляндия UPM открывает новый фанерный завод в России > Европейский инвестиционный банк инвестирует в завод по производству катодных материалов в Польше > Албания строит новый парк солнечных батарей >Новый маршрут грузового поезда из Азии в Европу >ЕБРР финансирует сточные воды проект в Хорватии >BMW инвестирует в Венгрию > Инвестиции в Польшу Пластмассовая и химическая промышленность > Suzuki в Венгрии наращивает производственные мощности > ANDRITZ поставляет в Венгрию новую линию по производству санитарно-гигиенической бумаги > Самые продаваемые автомобили в Центральной и Восточной Европе >>Sokol Timber покупает сращенный станок Ledinek > ЕБРР предоставляет кредит в размере 3 млн евро украинскому производителю сухих завтраков > Инвестиции в технологию лесопильного производства в Россия > ЕБРР инвестирует в проект по переработке отходов в энергию в Белграде > Экономика Румынии растет в 2020 г. > Microsoft инвестирует 1 млрд долларов в строительство «Цифровой долины» в Польше > ЕБРР инвестирует в ветровую и солнечную энергию в Польше > Novares начинает производство в России > FP Kaczory модернизирует свою машину по производству санитарно-гигиенической бумаги в Польше> Польский автопроизводитель прокладывает путь к городской мобильности после пандемии> Новая экструзионная линия для Alpla в Польше > Турецкая мебельная компания планирует начать производство в Румынии > Российский производитель грузовиков начнет производство Евро-6 в августе > Leuco предлагает ультрасовременный износ >Черногория: Европейский инвестиционный банк инвестирует в малый и средний бизнес > Японские инвестиции в производство упаковки в Польше >Segezha увеличивает мощности на своем заводе по производству древесных гранул в России > ЕБРР инвестирует еще 15 млн евро в польские МСП > Pezzolato продает завод по производству щепы компании BIOMASA в Словении > Европейский инвестиционный банк инвестирует в завод по производству аккумуляторов в ЦВЕ > Европейский банк реконструкции и развития инвестирует в деревообрабатывающая промышленность в Центральной и Восточной Европе > ThyssenKrupp инвестирует более 70 млн евро в европейские склады > InoBat Auto инвестирует 1 млрд евро в строительство завода в Словакии > Литва: компания UAB Juodeliai, закупающая круглый лесоматериал, запускает новый веб-сайт > Польша — ведущий производитель бытовой техники в ЕС > Босния: Кредит ЕБРР означает расширение для AS Logistics > AS Holdings, крупнейшая агрокомпания Боснии и Герцеговины, сможет расширить операции в этом районе после получения поддержки Европейского банка реконструкции и развития (ЕБРР) > Watchdog одобряет польско-корейский химический проект > Россия: Segezha модернизирует очистные сооружения Сегежского ЦБК > Польша: Mlekpol становится массовым E Финансирование IB для улучшения производства > Stone Free: новые разработки для словацких поставщиков кофе > 3,7 млрд евро будет инвестировано в железные дороги Польши > Hyundai: производство Kona Electric будет производиться в Чехии > Umka Cardboard увеличит мощности в Сербии > Польша:.
> Microsoft инвестирует 1 млрд долларов в строительство «Цифровой долины» в Польше > ЕБРР инвестирует в ветровую и солнечную энергию в Польше > Novares начинает производство в России > FP Kaczory модернизирует свою машину по производству санитарно-гигиенической бумаги в Польше> Польский автопроизводитель прокладывает путь к городской мобильности после пандемии> Новая экструзионная линия для Alpla в Польше > Турецкая мебельная компания планирует начать производство в Румынии > Российский производитель грузовиков начнет производство Евро-6 в августе > Leuco предлагает ультрасовременный износ >Черногория: Европейский инвестиционный банк инвестирует в малый и средний бизнес > Японские инвестиции в производство упаковки в Польше >Segezha увеличивает мощности на своем заводе по производству древесных гранул в России > ЕБРР инвестирует еще 15 млн евро в польские МСП > Pezzolato продает завод по производству щепы компании BIOMASA в Словении > Европейский инвестиционный банк инвестирует в завод по производству аккумуляторов в ЦВЕ > Европейский банк реконструкции и развития инвестирует в деревообрабатывающая промышленность в Центральной и Восточной Европе > ThyssenKrupp инвестирует более 70 млн евро в европейские склады > InoBat Auto инвестирует 1 млрд евро в строительство завода в Словакии > Литва: компания UAB Juodeliai, закупающая круглый лесоматериал, запускает новый веб-сайт > Польша — ведущий производитель бытовой техники в ЕС > Босния: Кредит ЕБРР означает расширение для AS Logistics > AS Holdings, крупнейшая агрокомпания Боснии и Герцеговины, сможет расширить операции в этом районе после получения поддержки Европейского банка реконструкции и развития (ЕБРР) > Watchdog одобряет польско-корейский химический проект > Россия: Segezha модернизирует очистные сооружения Сегежского ЦБК > Польша: Mlekpol становится массовым E Финансирование IB для улучшения производства > Stone Free: новые разработки для словацких поставщиков кофе > 3,7 млрд евро будет инвестировано в железные дороги Польши > Hyundai: производство Kona Electric будет производиться в Чехии > Umka Cardboard увеличит мощности в Сербии > Польша:.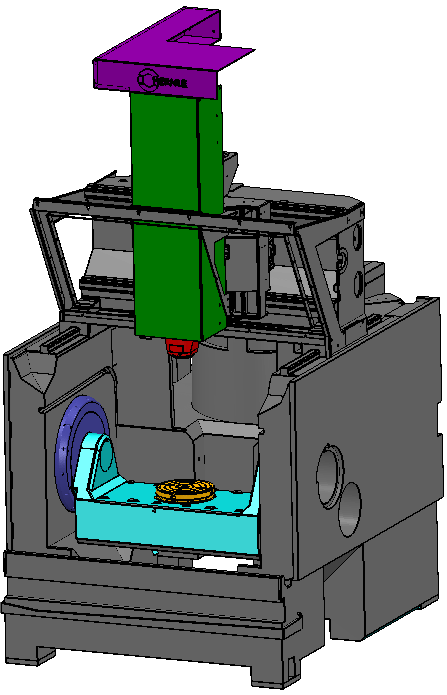 Европейские инвестиции Банк (ЕИБ) объявляет о предоставлении кредита Быдгощу и Люблину на модернизацию распределительных сетей отопления > Польша: ARP получит инвестиции США в возобновляемые источники энергии > Венгрия: Volán Buszpark Kft получает кредит ЕИБ на обновление автобусного парка > Российский рынок упаковки демонстрирует дальнейший рост > Компания Karelian Wood продана в Сегежу от Pin Arctic Oy > Suzuki: автопроизводитель будет производить только гибридные модели для ЕС > Скопье: ЕБРР финансирует новую очистную станцию > Гнезно Польша: новое производственное дочернее предприятие Toshiba Carrier > Босния и Герцеговина: малый бизнес получит средства ЕБРР > Titan Группа сообщает о лесовосстановлении в России на 16,7 тыс. га > Flexpol будет приобретена CCL Industries > Больше зеленого финансирования в Польше от Сантанде r и ЕБРР > Будапешт: Prinzhorn построит новый упаковочный завод > Литовская компания Klaipedos Mediena получает оборудование от Siempelkamp > Польский алюминиевый завод Konin продан Grenges Японский банк международного сотрудничества подписывает меморандум о взаимопонимании с ЕБРР > Молочный потенциал Дальнего Востока раскрывается совместными усилиями немецкой автомобильной промышленности поставщик Kirchhoff Hungária завершает расширение >Братский комбинат, Россия: Картонный завод в Дебрецене стоимостью 15 млрд.
Европейские инвестиции Банк (ЕИБ) объявляет о предоставлении кредита Быдгощу и Люблину на модернизацию распределительных сетей отопления > Польша: ARP получит инвестиции США в возобновляемые источники энергии > Венгрия: Volán Buszpark Kft получает кредит ЕИБ на обновление автобусного парка > Российский рынок упаковки демонстрирует дальнейший рост > Компания Karelian Wood продана в Сегежу от Pin Arctic Oy > Suzuki: автопроизводитель будет производить только гибридные модели для ЕС > Скопье: ЕБРР финансирует новую очистную станцию > Гнезно Польша: новое производственное дочернее предприятие Toshiba Carrier > Босния и Герцеговина: малый бизнес получит средства ЕБРР > Titan Группа сообщает о лесовосстановлении в России на 16,7 тыс. га > Flexpol будет приобретена CCL Industries > Больше зеленого финансирования в Польше от Сантанде r и ЕБРР > Будапешт: Prinzhorn построит новый упаковочный завод > Литовская компания Klaipedos Mediena получает оборудование от Siempelkamp > Польский алюминиевый завод Konin продан Grenges Японский банк международного сотрудничества подписывает меморандум о взаимопонимании с ЕБРР > Молочный потенциал Дальнего Востока раскрывается совместными усилиями немецкой автомобильной промышленности поставщик Kirchhoff Hungária завершает расширение >Братский комбинат, Россия: Картонный завод в Дебрецене стоимостью 15 млрд. форинтов Открыт немецким производителем Krones >> В Эстонии начинается строительство нового завода Graanul Invest >> Matador присоединяется к Slovak InoBat для нового проекта по производству аккумуляторов в Словакии >> Типография 2×2 устанавливает комплексное решение для печати от Heidelberger Druckmaschinen AG в России >> Венгрия привлекает инвестиции Electrolux >> ULK Group: Новый рентгеновский сканер для нового лесопильного завода в России >> Чешский автомобильный Финский инвестор строит болгарский велосипедный центр > Эстония: Реструктуризация меняет фрезерное производство для Bergs Timber > Инвестиционный проект Segezha s в России попасть в правительственный отчет > Польша получает прибыль от членства в ЕС > Российские заказы на сумму более 12 миллионов евро для Raute Corporation > Depaco получает кредит ЕБРР в размере 5 миллионов евро > Финансирование ЕБРР инвестиций Kronospans OSB в Украине > Новый деревообрабатывающий завод op Российская целлюлозно-бумажная компания Группа «Илим» > Польша: Stalatube планирует увеличить производство нержавеющей стали > Корейская компания планирует производить батареи в Силезии, Польша > Москва: Новый офис продаж Weinig > Новый завод Rockwell Automation в Катовице > Немецкие инвесторы выбирают Эстонию Чешская Республика как лучшая страна ЦВЕ для инвестиций > Деревообрабатывающая промышленность в Чешской Республике > Польское торговое агентство открывает филиал на Тайване > Венгрия принимает торговое представительство Гонконга > Osypka инвестирует 4 млн евро в новый завод медицинских компонентов для Чешской Республики > Норвежский производитель автокомпонентов Kongsberg запускает третий завод в Польше > LIGNA 2019познакомиться с будущим Индустрии 4.
форинтов Открыт немецким производителем Krones >> В Эстонии начинается строительство нового завода Graanul Invest >> Matador присоединяется к Slovak InoBat для нового проекта по производству аккумуляторов в Словакии >> Типография 2×2 устанавливает комплексное решение для печати от Heidelberger Druckmaschinen AG в России >> Венгрия привлекает инвестиции Electrolux >> ULK Group: Новый рентгеновский сканер для нового лесопильного завода в России >> Чешский автомобильный Финский инвестор строит болгарский велосипедный центр > Эстония: Реструктуризация меняет фрезерное производство для Bergs Timber > Инвестиционный проект Segezha s в России попасть в правительственный отчет > Польша получает прибыль от членства в ЕС > Российские заказы на сумму более 12 миллионов евро для Raute Corporation > Depaco получает кредит ЕБРР в размере 5 миллионов евро > Финансирование ЕБРР инвестиций Kronospans OSB в Украине > Новый деревообрабатывающий завод op Российская целлюлозно-бумажная компания Группа «Илим» > Польша: Stalatube планирует увеличить производство нержавеющей стали > Корейская компания планирует производить батареи в Силезии, Польша > Москва: Новый офис продаж Weinig > Новый завод Rockwell Automation в Катовице > Немецкие инвесторы выбирают Эстонию Чешская Республика как лучшая страна ЦВЕ для инвестиций > Деревообрабатывающая промышленность в Чешской Республике > Польское торговое агентство открывает филиал на Тайване > Венгрия принимает торговое представительство Гонконга > Osypka инвестирует 4 млн евро в новый завод медицинских компонентов для Чешской Республики > Норвежский производитель автокомпонентов Kongsberg запускает третий завод в Польше > LIGNA 2019познакомиться с будущим Индустрии 4. 0 вместе с BIESSE > Тайваньская компания построит завод на юге Польши > Kastamonu: сертификат CE на плиты МДФ в соответствии со стандартами ЕС на российском заводе > Сертификат класса качества EN plus A1 присужден для пеллет, произведенных на заводе Ksylotech-Syberia в Сегеже Завод в России > Самое значимое промышленное бизнес-событие Венгрии > Группа «Титан» увеличила отгрузку лесоматериалов в Россию на 17,5% в январе-феврале 2019 г. > Литовская компания Juodeliai инвестирует 40 млн евро в новый производственный объект > Белорусский производитель пенополиуретана приобретен Sika > Латвийское лесное хозяйство экспорт продукции вырос на 24,4% в январе > МСП в Сербии получают конкурентное преимущество > Национальный банк внешнеэкономической деятельности Республики Узбекистан подписывает соглашение об экспортной кредитной линии > Польская мебельная промышленность делает шаг вперед на пути модернизации производства >> Расширение операций Pickering Group в Чешской Республике >> План строительства нового завода в Венгрии компанией Ufl ex >> Сертификация системы энергетического менеджмента ISO 50001 для подразделения бумаги и упаковки российской Segezha Group >> Польша построит собственный завод по производству электромобилей >> Ремонтный завод в Мишкольце для немецкой фирмы Lufthansa Technik >> Uni Viridas передает долгосрочное техническое обслуживание обслуживания завода по производству биомассы в Хорватии перейдет к Valmet >> Эстонская компания, занимающаяся чистыми технологиями, получает кредит — Elcogen получит кредит в размере 12 млн евро от программы ЕС InnovFin >> Крупный исследовательский центр искусственного интеллекта создан в Польше компанией TCL >> Новый завод по сборке трамваев в Польше >> Siempelkamp продолжает расширение в Польше >> Новая стратегия ЕБРР в Словении >> Развитие автомобильной промышленности для Румынии >> Стабильность ниши ламинированных полов в Восточной Европе >> SANAS получает лицензию на передовые мебельные технологии от Valinge >> Румыния готова приветствовать Ford Производство минивнедорожников Puma >> Завод подшипников в Дебрецене для FAG Венгрия >> Рост производства на 7% в 2018 году для румынского завода Dacia >> Поддержка малого бизнеса Косово с кредитом ЕБРР >> Istragrafika находит нового владельца в AR Packaging >> Огромный скачок на 23% для IKEA Венгрия >> Заказ линий OCC и тарного картона для Mondi в Словакии >> Active Energy Group получает разрешение на коммерциализацию своего продукта SuperFuel в Польше > Jaguar Land Rover создаст заводы в Словакии > Arkhbum Tissue Group собирается открыть новую производственную линию в России > ЕБРР запускает проект «Зеленые города» в Софии > Pivot Cycles сосредотачивается на централизации своего рыночного производства в Европе > Daimler закладывает основу для второго завода в Венгрии > Новая печь HFB-Progressive для Эстонии > IKEA заказывает две печи для своего производственного предприятия в Польше >> ЕБРР подписывает соглашение о крупнейшем долевом участии в туристическом секторе >>Rezult стремится увеличить прибыль от своего предприятия по производству древесных гранул в Украине > Финансирование ЕБРР для Болгарии Биомашиностроение > OptiGroup приобретает Grande Sp.
0 вместе с BIESSE > Тайваньская компания построит завод на юге Польши > Kastamonu: сертификат CE на плиты МДФ в соответствии со стандартами ЕС на российском заводе > Сертификат класса качества EN plus A1 присужден для пеллет, произведенных на заводе Ksylotech-Syberia в Сегеже Завод в России > Самое значимое промышленное бизнес-событие Венгрии > Группа «Титан» увеличила отгрузку лесоматериалов в Россию на 17,5% в январе-феврале 2019 г. > Литовская компания Juodeliai инвестирует 40 млн евро в новый производственный объект > Белорусский производитель пенополиуретана приобретен Sika > Латвийское лесное хозяйство экспорт продукции вырос на 24,4% в январе > МСП в Сербии получают конкурентное преимущество > Национальный банк внешнеэкономической деятельности Республики Узбекистан подписывает соглашение об экспортной кредитной линии > Польская мебельная промышленность делает шаг вперед на пути модернизации производства >> Расширение операций Pickering Group в Чешской Республике >> План строительства нового завода в Венгрии компанией Ufl ex >> Сертификация системы энергетического менеджмента ISO 50001 для подразделения бумаги и упаковки российской Segezha Group >> Польша построит собственный завод по производству электромобилей >> Ремонтный завод в Мишкольце для немецкой фирмы Lufthansa Technik >> Uni Viridas передает долгосрочное техническое обслуживание обслуживания завода по производству биомассы в Хорватии перейдет к Valmet >> Эстонская компания, занимающаяся чистыми технологиями, получает кредит — Elcogen получит кредит в размере 12 млн евро от программы ЕС InnovFin >> Крупный исследовательский центр искусственного интеллекта создан в Польше компанией TCL >> Новый завод по сборке трамваев в Польше >> Siempelkamp продолжает расширение в Польше >> Новая стратегия ЕБРР в Словении >> Развитие автомобильной промышленности для Румынии >> Стабильность ниши ламинированных полов в Восточной Европе >> SANAS получает лицензию на передовые мебельные технологии от Valinge >> Румыния готова приветствовать Ford Производство минивнедорожников Puma >> Завод подшипников в Дебрецене для FAG Венгрия >> Рост производства на 7% в 2018 году для румынского завода Dacia >> Поддержка малого бизнеса Косово с кредитом ЕБРР >> Istragrafika находит нового владельца в AR Packaging >> Огромный скачок на 23% для IKEA Венгрия >> Заказ линий OCC и тарного картона для Mondi в Словакии >> Active Energy Group получает разрешение на коммерциализацию своего продукта SuperFuel в Польше > Jaguar Land Rover создаст заводы в Словакии > Arkhbum Tissue Group собирается открыть новую производственную линию в России > ЕБРР запускает проект «Зеленые города» в Софии > Pivot Cycles сосредотачивается на централизации своего рыночного производства в Европе > Daimler закладывает основу для второго завода в Венгрии > Новая печь HFB-Progressive для Эстонии > IKEA заказывает две печи для своего производственного предприятия в Польше >> ЕБРР подписывает соглашение о крупнейшем долевом участии в туристическом секторе >>Rezult стремится увеличить прибыль от своего предприятия по производству древесных гранул в Украине > Финансирование ЕБРР для Болгарии Биомашиностроение > OptiGroup приобретает Grande Sp. о.о. в Польше > Сегежский ЦБК запускает пилотный проект в России > Тайвань демонстрирует свою поддержку проектов ЕБРР > Польша выбрана базой для нового восточноевропейского логистического хаба ОПОП > ЗАО «Муром» инвестирует в новую линию OSB в России > Чехия принимает занимает первое место благодаря росту продаж через Интернет в Европе > ЕБРР утверждает новую страновую стратегию для Польши > Расходы поляков на предметы роскоши растут в два раза быстрее, чем ВВП > Amazon увеличивает свои инвестиции в бизнес в Румынии на 45% > Bergs Timber берет на себя Деятельность Norvik Timber Industries в Латвии и Эстонии > VMG инвестирует в новую линию по производству ДСП в Литве > Forte и Homag строят новый завод по производству мебели в Польше > Smurfit Kappa открывает новый опытный центр в России > Запуск производителя каминов и подача заявки на расширение на 3,6 млрд венгерских форинтов > Stora Enso инвестирует в новую систему управления короблением на своем заводе по производству гофрокартона в Польше >ЕБРР поддерживает инновации на Новой почте Украины > Новый Вятский P Завод lywood в России скоро будет готов к .
о.о. в Польше > Сегежский ЦБК запускает пилотный проект в России > Тайвань демонстрирует свою поддержку проектов ЕБРР > Польша выбрана базой для нового восточноевропейского логистического хаба ОПОП > ЗАО «Муром» инвестирует в новую линию OSB в России > Чехия принимает занимает первое место благодаря росту продаж через Интернет в Европе > ЕБРР утверждает новую страновую стратегию для Польши > Расходы поляков на предметы роскоши растут в два раза быстрее, чем ВВП > Amazon увеличивает свои инвестиции в бизнес в Румынии на 45% > Bergs Timber берет на себя Деятельность Norvik Timber Industries в Латвии и Эстонии > VMG инвестирует в новую линию по производству ДСП в Литве > Forte и Homag строят новый завод по производству мебели в Польше > Smurfit Kappa открывает новый опытный центр в России > Запуск производителя каминов и подача заявки на расширение на 3,6 млрд венгерских форинтов > Stora Enso инвестирует в новую систему управления короблением на своем заводе по производству гофрокартона в Польше >ЕБРР поддерживает инновации на Новой почте Украины > Новый Вятский P Завод lywood в России скоро будет готов к . .. CeeIndustrial – «Ведущий промышленный портал, посвященный развивающимся рынкам Центральной и Восточной Европы»»
.. CeeIndustrial – «Ведущий промышленный портал, посвященный развивающимся рынкам Центральной и Восточной Европы»»
 Дезинформация о коронавирусе и дезинформация о коронавирусе в социальных сетях. 2020 г. https://www.cmu.edu/ideassocial-cybersecurity/research/coronavirus.html. Доступ 4 мая.
Дезинформация о коронавирусе и дезинформация о коронавирусе в социальных сетях. 2020 г. https://www.cmu.edu/ideassocial-cybersecurity/research/coronavirus.html. Доступ 4 мая. По состоянию на 7 мая 2020 г.
По состоянию на 7 мая 2020 г. https://www.psychologytoday.com/us/blog/psych-unseen/202004/covid-19conspiracy-theories-was-sars-cov-2-made-in-lab. По состоянию на 21 апреля 2020 г.
https://www.psychologytoday.com/us/blog/psych-unseen/202004/covid-19conspiracy-theories-was-sars-cov-2-made-in-lab. По состоянию на 21 апреля 2020 г. 2020.104212. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
2020.104212. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] Милбанк К. 2002; 80 (4): 757–788. дои: 10.1111/1468-0009.00030. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Милбанк К. 2002; 80 (4): 757–788. дои: 10.1111/1468-0009.00030. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] По состоянию на 8 мая 2020 г.
По состоянию на 8 мая 2020 г.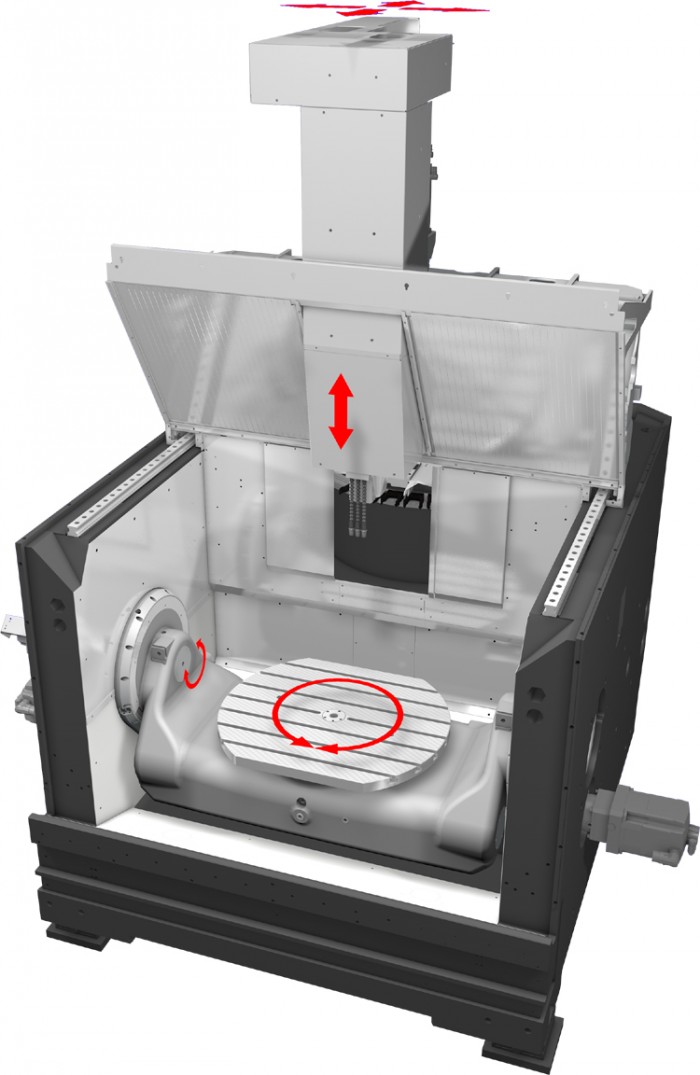 harvard.edu/article/the-relationbetween-media-consumption-and-misinformation-at-the-outset-of-the-sars-cov-2pandemic-in-the-us/. Доступ 14 мая.
harvard.edu/article/the-relationbetween-media-consumption-and-misinformation-at-the-outset-of-the-sars-cov-2pandemic-in-the-us/. Доступ 14 мая. США сегодня. https://www.usatoday.com/story/news/health/2020/04/19/coronavirus-vaccine-blackamericans-prevention/5146777002/. По состоянию на 19 апреля 2020 г.
США сегодня. https://www.usatoday.com/story/news/health/2020/04/19/coronavirus-vaccine-blackamericans-prevention/5146777002/. По состоянию на 19 апреля 2020 г. Бихав Мед. 2019;45(2):143–152. doi: 10.1080/08964289.2019.1585325. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Бихав Мед. 2019;45(2):143–152. doi: 10.1080/08964289.2019.1585325. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 2019.1669742. [PubMed] [CrossRef] [Google Scholar]
2019.1669742. [PubMed] [CrossRef] [Google Scholar] М., Вагнер Г., Гальван Ф.Х., Бэнкс Д. Конспирологические представления о ВИЧ связаны с несоблюдением антиретровирусного лечения среди афроамериканских мужчин с ВИЧ. J Приобретение иммунодефицитного синдрома. 2010;53(5):648. doi: 10.1097/QAI.0b013e3181c57dbc. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
М., Вагнер Г., Гальван Ф.Х., Бэнкс Д. Конспирологические представления о ВИЧ связаны с несоблюдением антиретровирусного лечения среди афроамериканских мужчин с ВИЧ. J Приобретение иммунодефицитного синдрома. 2010;53(5):648. doi: 10.1097/QAI.0b013e3181c57dbc. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] Jaiswal J, Singer SN, Siegel K, Lekas H-M. Связанные с ВИЧ «конспирологические убеждения»: жизненный опыт расизма и социально-экономической изоляции среди людей, живущих с ВИЧ, в Нью-Йорке. Культовый секс здоровья. 2019;21(4):373–386. doi: 10.1080/13691058.2018.1470674. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Jaiswal J, Singer SN, Siegel K, Lekas H-M. Связанные с ВИЧ «конспирологические убеждения»: жизненный опыт расизма и социально-экономической изоляции среди людей, живущих с ВИЧ, в Нью-Йорке. Культовый секс здоровья. 2019;21(4):373–386. doi: 10.1080/13691058.2018.1470674. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 1111/soc4.12054. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
1111/soc4.12054. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] https://www1.nyc.gov/assets/doh/downloads/pdf/imm/covid-19-deaths-race-ethnicity04162020-1.pdf%0A. По состоянию на 16 апреля 2020 г.
https://www1.nyc.gov/assets/doh/downloads/pdf/imm/covid-19-deaths-race-ethnicity04162020-1.pdf%0A. По состоянию на 16 апреля 2020 г. ПроПублика. https://www.propublica.org/article/in-some-ofohios-most-populous-areas-black-people-were-at-least-4-times-as-likely-to-be-chargedwith-stay- домашние-нарушения-как-белые. По состоянию на 8 мая 2020 г.
ПроПублика. https://www.propublica.org/article/in-some-ofohios-most-populous-areas-black-people-were-at-least-4-times-as-likely-to-be-chargedwith-stay- домашние-нарушения-как-белые. По состоянию на 8 мая 2020 г. Кинг Дж. Никогда не было более срочного момента, чтобы завоевать доверие чернокожих американцев к медицинской системе. Мать Джонс. https://www.motherjones.com/politics/2020/05/overcoming-black-communities-distrustmedicine-coronavirus/%0A. По состоянию на 8 мая 2020 г.
Кинг Дж. Никогда не было более срочного момента, чтобы завоевать доверие чернокожих американцев к медицинской системе. Мать Джонс. https://www.motherjones.com/politics/2020/05/overcoming-black-communities-distrustmedicine-coronavirus/%0A. По состоянию на 8 мая 2020 г. Маккензи С. Рассечение социального тела: социальное неравенство через контрнарративы о СПИДе. Общественное понимание науки. 2011;20(4):491–505. doi: 10.1177/0963662510392297. [PubMed] [CrossRef] [Google Scholar]
Маккензи С. Рассечение социального тела: социальное неравенство через контрнарративы о СПИДе. Общественное понимание науки. 2011;20(4):491–505. doi: 10.1177/0963662510392297. [PubMed] [CrossRef] [Google Scholar] Когда компании потребовался более точный станок, способный выполнять чрезвычайно длинные горизонтальные перемещения, Обрабатывающий центр XiMill Bertsche Engineering Corp. оказался решением. Однако даже с новой машиной экстремальные температуры окружающей среды и температуры деталей потребовали дальнейших изменений процесса.
Когда компании потребовался более точный станок, способный выполнять чрезвычайно длинные горизонтальные перемещения, Обрабатывающий центр XiMill Bertsche Engineering Corp. оказался решением. Однако даже с новой машиной экстремальные температуры окружающей среды и температуры деталей потребовали дальнейших изменений процесса. Сегодня она производит тафтинговые машины с сервоприводом, а также оборудование для отделки ковров.
Сегодня она производит тафтинговые машины с сервоприводом, а также оборудование для отделки ковров.:quality(80)/images.vogel.de/vogelonline/bdb/580400/580470/original.jpg) Затем система создает составную картину среды термической обработки. Он использует это для применения подходящей компенсации температуры и длины.
Затем система создает составную картину среды термической обработки. Он использует это для применения подходящей компенсации температуры и длины. Эти наблюдения установили, что всякий раз, когда детали зажимались при температурах выше температуры окружающей среды (либо из-за предшествующих операций механической обработки или шлифования, либо из-за больших колебаний температуры на заводе), детали не проходили контрольные испытания. Среди других факторов, влияющих на дефекты деталей, были порядок операций обработки и локализованное охлаждение детали из-за подачи охлаждающей жидкости во время обработки, что приводило к неравномерности температуры по длине титанового стержня.
Эти наблюдения установили, что всякий раз, когда детали зажимались при температурах выше температуры окружающей среды (либо из-за предшествующих операций механической обработки или шлифования, либо из-за больших колебаний температуры на заводе), детали не проходили контрольные испытания. Среди других факторов, влияющих на дефекты деталей, были порядок операций обработки и локализованное охлаждение детали из-за подачи охлаждающей жидкости во время обработки, что приводило к неравномерности температуры по длине титанового стержня.