Химический состав 12х18н10т: 12Х18Н10Т сталь — характеристики, свойства и применение
alexxlab | 31.08.1984 | 0 | Разное
характеристики и расшифовка, применение и свойства стали
Механические свойства стали 12Х18Н10Т
Механические свойства стали при повышенных температурах
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 |
| Закалка при 1050-1100 °С, охлаждение на воздухе | |||||
| 20 | 225 – 315 | 550 – 650 | 46 – 74 | 66 – 80 | 215 – 372 |
| 500 | 135 – 205 | 390 – 440 | 30 – 42 | 60 – 70 | 196 – 353 |
| 550 | 135 – 205 | 380 – 450 | 31 – 41 | 61 – 68 | 215 – 353 |
| 600 | 120 – 205 | 340 – 410 | 28 – 38 | 51 – 74 | 196 – 358 |
| 650 | 120 – 195 | 270 – 390 | 27 – 37 | 52 – 73 | 245 – 353 |
| 700 | 120 – 195 | 265 – 360 | 20 – 38 | 40 – 70 | 255 – 353 |
Ударная вязкость из стали, KCU, Дж/см
2| Термообработка | Т= +20 °С | Т= -40 °С | Т= -75 °С |
| Полоса 8х40 мм в состоянии покоя | 286 | 303 | 319 |
Чувствительность стали к охрупчиванию при старении
| Время, часы | Температура, °С | Ударная вязкость, KCU, Дж/см2 |
| Исходное состояние | - | 274 |
| 600 | 186 – 206 | |
| 5000 | 650 | 176 – 196 |
Жаростойкость стали
| Среда | Температура, ºС | Группа стойкости или балл |
| Воздух | 650 | 2 – 3 |
| Воздух | 750 | 4 – 5 |
Свойства по стандарту ГОСТ 5582-75
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Твердость, НВ |
| Листы горячекатанные и холоднокатанные: закалка при 1050-1080 °С, вода или воздух | До 3,9 | 205 | 530 | 40 | - | - |
| Листы горячекатанные и холоднокатанные: нагартованные | - | 880 – 1080 | 10 | - | - |
Свойства по стандарту ГОСТ 5949-75
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % |
Твердость, НВ |
Прутки. Закалка при 1020-1100 °С, воздух, масло или вода Закалка при 1020-1100 °С, воздух, масло или вода
|
60 | 196 | 510 | 40 | 55 | - |
Механические свойства при испытаниях на длительную прочность
| Температура испытания, °С | Предел ползучести, МПа | Скорость ползучести %/час | Предел длительной прочности, МПа | Длительность испытания, часы |
| 600 | 74 | 1/100000 | 147 | 10000 |
| 650 | 29 – 39 | 1/100000 | 78 – 98 | 10000 |
Свойства по стандарту ГОСТ 7350-77
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Твердость, НВ |
Листы горячекатанные и холоднокатанные: закалка при 1000-1080 °С, вода или воздух.
|
Свыше 4 | 236 | 530 | 38 | - | - |
Свойства по стандарту ГОСТ 9940-81
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Твердость, НВ |
| Трубы бесшовные горячедеформированные без термообработки | 3,5 – 32 | - | 529 | 40 | - | - |
Свойства по стандарту ГОСТ 18143-72
| Термообработка | Сечение, мм | Предел текучести, σ 0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Твердость, НВ |
| Проволока термообработанная | 1,0 – 6,0 | - | 540 – 880 | 20 | - | - |
Свойства по стандарту ГОСТ 18907-73
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Твердость, НВ |
| Прутки шлифованные, обработанные на заданную прочность | - | - | 580 – 830 | 20 | - | - |
| Прутки нагартованные | До 5 | - | 930 | - | - | - |
Свойства по стандарту ГОСТ 25054-81
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Твердость, НВ |
Поковки. Закалка при 1050-1100 °С, вода или воздух Закалка при 1050-1100 °С, вода или воздух
|
До 1000 | 196 | 510 | 35 | 40 | - |
Физические свойства 12Х18Н10Т
| Температура, °С | Модуль упругости, E 10– 5,МПа | Коэффициент линейного расширения, a 10 6, 1/°С | Коэффициент теплопроводности, l, Вт/м·°С | Удельная теплоемкость, C, Дж/кг·°С | Удельное электросопротивление, R 10 9, Ом·м |
| 20 | 1,98 | - | 15 | - | 725 |
| 100 | 1,94 | 16,6 | 16 | 462 | 792 |
| 200 | 1,89 | 17,0 | 18 | 496 | 861 |
| 300 | 1,81 | 17,2 | 19 | 517 | 920 |
| 400 | 1,74 | 17,5 | 21 | 538 | 976 |
| 500 | 1,66 | 17,9 | 23 | 550 | 1028 |
| 600 | 1,57 | 18,2 | 25 | 563 | 1075 |
| 700 | 1,47 | 18,6 | 27 | 575 | 1115 |
| 800 | - | 18,9 | 26 | 596 | - |
| 900 | - | 19,3 | - | - | - |
Сталь 12Х18Н10Т: применение, характеристики, состав, свойства
Сталь 12Х18Н10Т – это один из наиболее популярных и востребованных сплавов на рынке Украины и стран СНГ. Материал устойчив к коррозии и воздействию химически активных соединений, обладает большой механической прочностью и легко обрабатывается. Оптимальное сочетание высоких эксплуатационных качеств и доступной стоимости позволяет использовать этот нержавеющий сплав в различных отраслях, начиная от криогенной инженерии и нефтепереработки, заканчивая производством алкогольных напитков.
Материал устойчив к коррозии и воздействию химически активных соединений, обладает большой механической прочностью и легко обрабатывается. Оптимальное сочетание высоких эксплуатационных качеств и доступной стоимости позволяет использовать этот нержавеющий сплав в различных отраслях, начиная от криогенной инженерии и нефтепереработки, заканчивая производством алкогольных напитков.
Зарубежные аналоги марки стали 12Х18Н10Т ( стар. Х18Н10Т ) | |
| США | 321, 321H, S32100, S32109 |
| Германия | 1.4541, 1.4878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония | SUS321 |
| Франция | Z10CNT18-10, Z10CNT18-11, Z6CNT18-10, Z6CNT18-12 |
| Англия | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евросоюз | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия | X6CrNiTi18-11, X6CrNiTi18-11KG, X6CrNiTi18-11KT |
| Испания | F. 3523, X6CrNiTi18-10 3523, X6CrNiTi18-10 |
| Китай | 0Cr18Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция | 2337 |
| Болгария | 0Ch28N10T, Ch28N12T, Ch28N9T, X6CrNiTi18-10 |
| Венгрия | H5Ti, KO36Ti, KO37Ti, X6CrNiTi18-10 |
| Польша | 0h28N10T, 1h28N10T, 1h28N12T, 1h28N9T |
| Румыния | 10TiNiCr180, 12TiNiCr180 |
| Чехия | 17246, 17247, 17248 |
| Австрия | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия | 321 |
| Юж.Корея | STS321, STS321TKA, STSF321 |
Химический состав и основные свойства 12Х18Н10Т
Согласно ГОСТ 5632-72 расшифровка 12Х18Н10Т выглядит следующим образом:
- Первая цифра обозначает количество углерода (C) в составе сплава. В данном случае это 0.12%.
- Х18 – это массовая доля хрома (Cr) в нержавеющей стали. В этом сплаве его 18%.

- Н10 – процентное соотношение никеля (Ni). В данном случае это 10%.
- Буква «Т» указывает на наличие в составе нержавеющей стали титана (Ti). Согласно стандарту, в этой марке стали допускается до 1.5% титана.
Химический состав в % стали 12Х18Н10Т ( стар. Х18Н10Т )
Химический состав сплава непосредственно влияет на физические и технические свойства 12Х18Н10Т. Наличие большого количества хрома придает материалу высокую стойкость к коррозии, а также автоматически переводит сталь в категорию «пищевых» нержавеющих сплавов. Никель в составе стали существенно повышает ее стойкость к кислотам и другим химически активным соединениям. Наличие титана придает материалу дополнительную механическую прочность и улучшает качество сварного шва.
Технические характеристики стали 12Х18Н10Т и области применения сплава
Нержавеющая сталь 12Х18Н10Т имеет следующие технические характеристики:
- Допускаемое напряжение стали 12Х18Н10Т при температуре 20 градусов составляет 184 МПа.

- Предел текучести 12Х18Н10Т зависит от типа проката и может варьироваться в пределах от 196 до 235 МПа.
- Твердость по Бринеллю (HB) составляет 179 единиц.
- Плотность стали 12Х18Н10Т – 7920 кг/м3, что считается достаточно высоким показателем среди аналогичных нержавеющих сплавов.
Физические свойства стали 12Х18Н10Т ( старое название Х18Н10Т ) | ||||||
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 1.98 | 15 | 7920 | 725 | ||
| 100 | 1.94 | 16.6 | 16 | 462 | 792 | |
| 200 | 1.89 | 17 | 18 | 496 | 861 | |
| 300 | 1.81 | 17.2 | 19 | 517 | 920 | |
| 400 | 1. 74 74 | 17.5 | 21 | 538 | 976 | |
| 500 | 1.66 | 17.9 | 23 | 550 | 1028 | |
| 600 | 1.57 | 18.2 | 25 | 563 | 1075 | |
| 700 | 1.47 | 18.6 | 27 | 575 | 1115 | |
| 800 | 18.9 | 26 | 596 | |||
| 900 | 19.3 | |||||
Сталь 12Х18Н10Т ГОСТ 5632-72 обладает высокими эксплуатационными качествами, что позволяет ее использовать в различных отраслях промышленности и в быту. Из пищевой нержавейки изготавливают посуду, кухонную утварь и аксессуары. Для нужд химической промышленности из этого сплава делают емкости и трубопроводы для хранения и транспортировки различных агрессивных веществ – азотной, уксусной, фосфорной кислоты, а также соединений на их основе.
Применение 12Х18Н10Т в других отраслях:
- Нефтепереработка (трубопроводы, элементы оборудования).
- Машиностроение (выхлопные коллекторы, различные комплектующие).
- Криогенная техника (муфели, теплообменники, трубопроводы высокого давления).
- Производство пищевой продукции (оборудование для пищевых комбинатов и ликероводочных заводов).
Нержавеющий прокат выпускается в широком сортаменте (круг нержавеющий, нержавейка лист, проволока, кованые заготовки и труба нержавеющая), что существенно расширяет области применения материала, позволяя изготавливать большой ассортимент изделий разного назначения.
Сталь 12Х18Н10Т – аналог AISI 321 (один из наиболее востребованных нержавеющих сплавов в США). В других странах мира также существуют аналоги этой стали, которые преимущественно используются на внутреннем рынке. Например, в странах ЕС это будут сплавы 1.4541 и 1.4878, в Японии – SUS321, в Великобритании – 321S31, а в Южной Корее – STS321.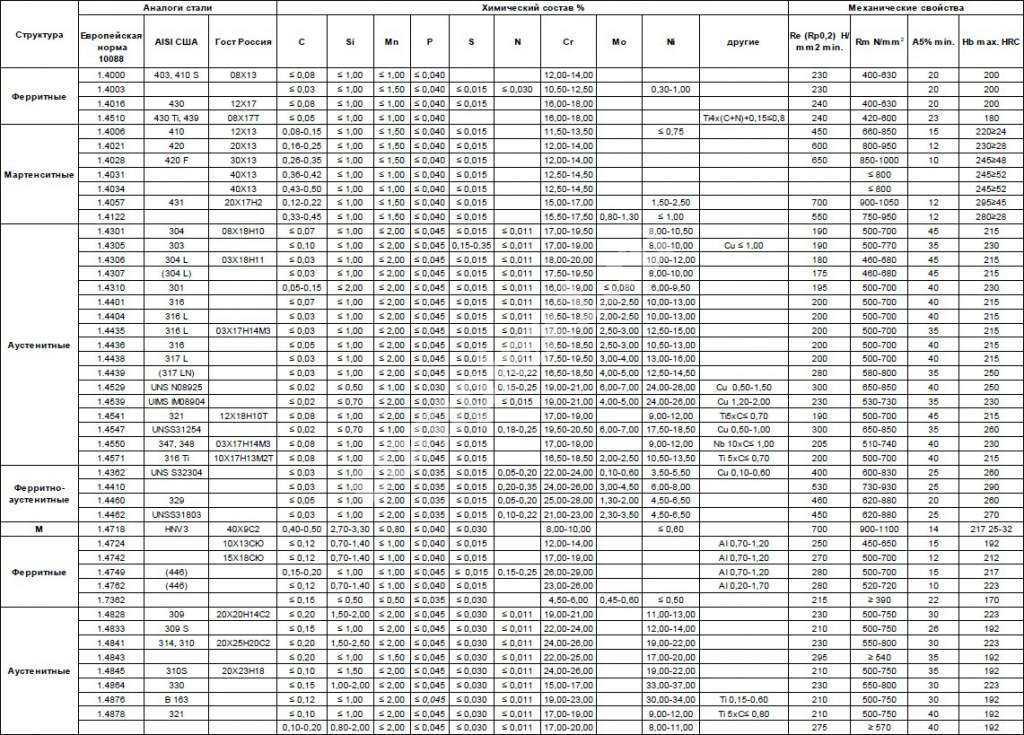
У нас можно не только купить нержавейку 12Х18Н10Т по лучшим ценам с гарантией качества, но и воспользоваться услугами обработки металлов или заказать изготовление изделий любого уровня сложности из различных марок стали.
Сталь марки 12Х18Н10Т – Металлургическая компания
| Марка: 12Х18Н10Т (старое название Х18Н10Т) (заменители: 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08Х17Т, 15Х25Т, 12Х18Н9Т) Класс: Сталь конструкционная криогенная Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-2006, ГОСТ 2879-2006. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист толстый ГОСТ 7350-77. Лист тонкий ГОСТ 5582-75. Лента ГОСТ 4986-79. Проволока ГОСТ 18143-72. Поковки и кованные заготовки ГОСТ 25054-81, ГОСТ 1133-71 Трубы ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 14162-79.  Использование в промышленности: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.; сталь аустенитного класса |
| Химический состав в % стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||
| C | до 0,12 | |
| Si | до 0,8 | |
| Mn | до 2 | |
| Ni | 9 — 11 | |
| S | до 0,02 | |
| P | до 0,035 | |
| Cr | 17 — 19 | |
| Cu | до 0,3 | |
| Ti | 0,4-1 | |
| Fe | ~67 | |
12Х18Н10Т труба, лента, проволока, лист, круг 12Х18Н10Т
| Зарубежные аналоги марки стали 12Х18Н10Т ( стар. Х18Н10Т ) | |
| США | 321, 321H, S32100, S32109 |
| Германия | 1.4541, 1.4878, X10CrNiTi18-10, X12CrNiTi18-9, X6CrNiTi18-10 |
| Япония | SUS321 |
| Франция | Z10CNT18-10, Z10CNT18-11, Z6CNT18-10, Z6CNT18-12 |
| Англия | 321S31, 321S51, 321S59, LW18, LW24, X6CrNiTi18-10 |
| Евросоюз | 1.4541, 1.4878, X10CrNiTi18-10, X6CrNiTi18-10KT |
| Италия | X6CrNiTi18-11, X6CrNiTi18-11KG, X6CrNiTi18-11KT |
| Испания | F.3523, X6CrNiTi18-10 |
| Китай | 0Cr18Ni10Ti, 0Cr18Ni11Ti, 0Cr18Ni9Ti, 1Cr18Ni11Ti, H0Cr20Ni10Ti |
| Швеция | 2337 |
| Болгария | 0Ch28N10T, Ch28N12T, Ch28N9T, X6CrNiTi18-10 |
| Венгрия | H5Ti, KO36Ti, KO37Ti, X6CrNiTi18-10 |
| Польша | 0h28N10T, 1h28N10T, 1h28N12T, 1h28N9T |
| Румыния | 10TiNiCr180, 12TiNiCr180 |
| Чехия | 17246, 17247, 17248 |
| Австрия | X6CrNiTi18-10KKW, X6CrNiTi18-10S |
| Австралия | 321 |
| Юж. Корея | STS321, STS321TKA, STSF321 |
| Свойства и полезная информация: |
| Удельный вес: 7920 кг/м3 Термообработка: Закалка 1050 — 1100oC, вода Температура ковки: начала 1200 °С, конца 850 °С. Сечения до 350 мм охлаждаются на воздухе Твердость материала: HB 10 -1 = 179 МПа Свариваемость материала: без ограничений, способы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется последующая термообработка Обрабатываемость резанием: в закаленном состоянии при HB 169 и σв=610 МПа, Кu тв. спл=0,85, Кu б. ст=0,35 Флокеночувствительность: не чувствительна Жаростойкость: в воздухе при Т=650 °С 2-3 группа стойкости, при Т=750 °С 4-5 группа стойкости Предел выносливости: σ-1=279 МПа, n=107 |
| Механические свойства стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||||||
| ГОСТ | Состояние поставки, режимы термообработки | Сечение,мм | σ0,2(МПа) | σв(МПа) | δ5(%) | ψ% |
| ГОСТ 5949-75 | Прутки. Закалка 1020-1100 °С, воздух, масло или вода. | 60 | 196 | 510 | 40 | 55 |
| ГОСТ 18907-73 | Прутки шлифованные, обработанные на заданную прочность. Прутки нагартованные. | — До 5 | — — | 590-830 930 | 20 — | — — |
| ГОСТ 7350-77 (Образцы поперечные) ГОСТ 5582-75 (Образцы поперечные) | Листы горячекатанные и холоднокатанные: — закалка 1000-1080 °С, вода или воздух.- закалка 1050-1080 °С, вода или воздух.- нагартованные | Св. 4 До 3,9До 3,9 | 236205 — | 530530 880-1080 | 3840 10 | — — |
| ГОСТ 25054-81 | Поковки. Закалка 1050-1100 °С, вода или воздух. | До 1000 | 196 | 510 | 35 | 40 |
| ГОСТ 18143-72 | Проволока термообработанная. | 1,0-6,0 | — | 540-880 | 20 | — |
| ГОСТ 9940-8 | Трубы бесшовные горячедеформированные без термообработки | 3,5-32 | — | 529 | 40 | — |
| Механические свойства стали 12Х18Н10Т ( стар. Х18Н10Т ) при повышенных температурах | |||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / см2) |
| Закалка 1050-1100 °С, охлаждение на воздухе | |||||
| 20 500 550 600 650 700 | 225-315 135-205 135-205 120-205 120-195 120-195 | 550-650 390-440 380-450 340-410 270-390 265-360 | 46-74 30-42 31-41 28-38 27-37 20-38 | 66-80 60-70 61-68 51-74 52-73 40-70 | 215-372 196-353 215-353 196-358 245-353 255-353 |
| Механические свойства 12Х18Н10Т ( стар. Х18Н10Т ) при испытаниях на длительную прочность (ГОСТ 5949-75) | ||||
| Температура испытания, °С | Предел ползучести, МПа | Скорость ползучести %/ч | Предел длительной прочности, МПа, не менее | Длительность испытания, ч |
| 600 650 | 74 29-39 | 1/100000 | 147 78-98 | 10000 |
| Ударная вязкость стали 12Х18Н10Т ( стар. Х18Н10Т ) KCU, (Дж/см2) | |||
| Т= +20 °С | Т= -40 °С | Т= -75 °С | Термообработка |
| 286 | 303 | 319 | Полоса 8х40 мм в состоянии покоя |
| Чуствительность стали 12Х18Н10Т ( стар. Х18Н10Т ) к охрупчиванию при старении | ||
| Время, ч | Температура, °С | KCU, Дж/см |
| Исходное состояние 5000 5000 | 600 650 | 274 186-206 176-196 |
| Жаростойкость стали 12Х18Н10Т ( стар. Х18Н10Т ) | ||
| Среда | Температура, ºС | Группа стойкости или балл |
| Воздух | 650 750 | 2-3 4-5 |
| Физические свойства стали 12Х18Н10Т ( старое название Х18Н10Т ) | ||||||
| T (Град) | E 10— 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 1. 98 | 15 | 7920 | 725 | ||
| 100 | 1.94 | 16.6 | 16 | 462 | 792 | |
| 200 | 1.89 | 17 | 18 | 496 | 861 | |
| 300 | 1.81 | 17.2 | 19 | 517 | 920 | |
| 400 | 1.74 | 17.5 | 21 | 538 | 976 | |
| 500 | 1.66 | 17.9 | 23 | 550 | 1028 | |
| 600 | 1.57 | 18.2 | 25 | 563 | 1075 | |
| 700 | 1.47 | 18.6 | 27 | 575 | 1115 | |
| 800 | 18.9 | 26 | 596 | |||
| 900 | 19.3 | |||||
1.
Химический состав сталей 12х18н10т и 12х18н9тСодержание:
Введение……………………………………………………………………………3
1.Химический состав сталей 12Х18Н10Т и 12Х18Н9Т…………………………4
2. Структура сталей 12Х18Н10Т и 12Х18Н9Т …………………………………4
3. Коррозионная стойкость сталей 12Х18Н10Т и 12Х18Н9Т………………….5
4.Физические свойства сталей 12Х18Н10Т и 12Х18Н9Т………………………6
5.Механические свойства…………………………………………………………7
6. Технологические параметры сталей 12Х18Н10Т и 12Х18Н9Т……………..9
7. Сварка……………………………………………………………………………9
8. Применение……………………………………………………………………10
Список литературы………………………………………………………………11
Введение
Нержавеющая сталь – сложнолегированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах.
Нержавеющие стали, имеющие аустенитную
структуру, обладают более высокой
коррозионной стойкостью, лучшими
технологическими свойствами по сравнению
с хромистыми нержавеющими сталями, в
частности лучше свариваются. Они
сохраняют прочность до более высоких
температур, менее склонны к росту зерна
при нагреве и в то же время аустенитные
стали не теряют пластичности при низких
температурах. Как и хромистые,
хромоникелевые стали коррозионностойки
в окислительных средах. Основным
элементом, повышающим потенциал железа,
также является хром, поэтому его
содержание должно быть >13%. Никель
только дополнительно повышает коррозионную
стойкость сталей. Большинство
хромоникелевых нержавеющих сталей
относятся к аустенитному классу:
04Х18Н10, 12Х18Н9Т, 09Х14Н16Б, 08Х10Н20Т2, 12Х18Н10Т и
др. Эти стали пластичны, хорошо свариваются,
обладают повышенной жаропрочностью,
коррозионностойки во многих средах,
имеющих среднюю активность.
В данной работе более подробно остановимся на нержавеющих сталях 12Х18Н9Т и 12Х18Н10Т.
Химический состав сталей 12Х18Н10Т и 12Х18Н9Т в %.
C | Cr | Fe | Si | Ni | S | P | Ti | |
0. | 17.0-19.0 | основа | 0.08 | 9.0-11.0 (12X18h20T) | 8.0-9.5 (12X18H9T) | 0.02 | 0.035 | 5∙С-0.8 |
Сталь марки 12Х18Н10Т имеет отечественные аналоги такие как стали марки 08Х17Т, 12Х18Н9Т, и 08Х18Г8Н2Т. За рубежом тоже налажен выпуск подобных металлов, например в США это сталь AISI 321, в Германии 1.4541, в Польше ОН18N10Т, в Китае 0Cr18Ni10Ti, в Японии SUS321, в Италии X6CrNiTi18-11, во Франции Z10CNT18-10.
2. Структура
В зависимости от соотношения хрома и
никеля обе стали могут иметь при нагреве
под горячую пластическую деформацию
или закалку либо чисто аустенитную,
либо аустенитно-ферритную структуру. Сталь 12Х18Н9Т в силу меньшего содержания
никеля в большей степени склонна к
образованию двухфазной структуры. Кроме
содержания основных легирующих элементов,
необходимо учитывать присутствие в
стали таких легирующих элементов как
кремний, титан и алюминий, эффективно
способствующих образованию -феррита.
Образование -феррита
в сталях снижает технологичность при
горячей пластической деформации. При
нагреве в интервале 1150-1200С
и неблагоприятном соотношении феррито
и аустенитообразующих элементов сталь
12Х18Н9Т может содержать до 30-40, а сталь
12Х18Н10Т до 20-25 % -феррита.
Кроме названных структурных составляющих,
обе стали содержат первичные карбонитриды
титана, количество которых зависит от
содержания в стали углерода и азота.
При высокотемпературном нагреве
карбонитриды титана имеют тенденцию к
растворению, но даже при 1300С
часть их остается нерастворенной.
При
нагреве в интервале 500-600С
основной выделяющейся фазой является
карбид Cr23C6. При
700 °С наблюдается одновременно
выпадение карбидов хрома и карбидов
титана. При 800 °С основной фазой являются
карбиды титана.
Стабилизация сталей 12Х18Н10Т и 12Х18Н9Т значительно уменьшает их склонность к межкристаллитной коррозии. При температурах минимальной стойкости (650°С) межкристаллитная коррозия не возникает даже после выдержки в течение 20 ч.
При наличии в структуре сталей -феррита последний после длительного нагрева при 700—800 °С претерпевает распад на аустенит с образованием -фазы.
В результате глубокого охлаждения стали 12Х18Н10Т и 12Х18Н9Т подвергаются мартенситному превращению. При этом температура точки Мн находится около —196 °С, температура точки Мк составляет 50 °С. Таким образом, в результате деформации при комнатной температуре стали имеют -превращение.
3. Коррозионная стойкость сталей 12х18н10т и 12х18н9т
По
ГОСТ 7350—77, ГОСТ 5582—84, ГОСТ 4980—78, ГОСТ 5949—75
*, ГОСТ 18143—72, ГОСТ 9940—72 и ГОСТ 9941—72
стали 12Х18Н10Т и 12Х18Н9Т должны быть стойкими
против межкристаллитной коррозии при
испытании по методам AM
и АМУ ГОСТ 6032—84 с продолжительностью
вы-держки в контрольном растворе
соответственно 15 и 8 ч (кроме ГОСТ 5582—75,
ГОСТ 4986—78, ГОСТ 9940—72 и ГОСТ 9941—72
относительно стали 12Х18Н9Т). Испытания
проводят после провоцирующего нагрева
при 650 °С в течение 1 ч. При непрерывной
работе стали устойчивы против окисления
на воздухе и в атмосфере продуктов
сгорания топлива при температуре до
900 °С и при работе в условиях теплосмен
до 800 °С.
После испытаний в течение 100 ч в воздушной среде при различных температурах привес (Р) составляет:
Стали 12Х18Н10Т и 12Х18Н9Т обладают достаточно высокой жаростойкостью при 600—800°С (рис. 53). При 650°С и выше наилучшая жаростойкость наблюдается при крупном зерне, что обеспечивается закалкой с температур 1040—1100°С. При более низких рабочих температурах рекомендуется применять мелкозернистый материал.
Сталь конструкционная криогенная 12Х18Н10Т (Х18Н10Т) – характеристики, свойства, аналоги
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки 12Х18Н10Т (Х18Н10Т).
Марка: 12Х18Н10Т (Х18Н10Т)
Классификация материала: Сталь конструкционная криогенная
Применение: детали, работающие до 600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от —196 до +600 °С, а при наличии агрессивных сред до +350 °С.- сталь аустенитного класса
Химический состав материала 12Х18Н10Т (Х18Н10Т) в процентном соотношении
| C | Si | Mn | Ni | S | P | Cr | Cu | – |
| до 0.12 | до 0.8 | до 2 | 9 – 11 | до 0.02 | до 0.035 | 17 – 19 | до 0.3 | (5 С – 0.8) Ti, остальное Fe |
Механические свойства 12Х18Н10Т (Х18Н10Т) при температуре 20
oС| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Трубы холоднодеформир., ГОСТ 9941-81 | 549 | 35 | ||||||
| Трубы горячедеформир., ГОСТ 9940-81 | 529 | 40 | ||||||
| Пруток, ГОСТ 5949-75 | до Ø- 60 | 510 | 196 | 40 | 55 | Закалка 1020 – 1100oC,Охлаждение воздух, | ||
| Проволока, ГОСТ 18143-72 | 540-830 | 20-25 | ||||||
| Поковки, ГОСТ 25054-81 | до 1000 | 510 | 196 | 35-38 | 40-52 | Закалка 1050 – 1100oC, вода, | ||
| Лист толстый, ГОСТ 7350-77 | 530 | 235 | 38 | Закалка 1000 – 1080oC,Охлаждение вода, | ||||
| Лист тонкий, ГОСТ 5582-75 | 530 | 205 | 40 | Закалка 1050 – 1080oC,Охлаждение вода, | ||||
| Лист тонкий нагартован. , ГОСТ 5582-75 | 880-1080 | 10 | ||||||
| Лист тонкий полунагартован., ГОСТ 5582-75 | 740 | 25 |
Технологические свойства 12Х18Н10Т (Х18Н10Т)
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
Расшифровка обозначений, сокращений, параметров
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o– T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o– T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Другие марки из этой категории:
- Марка 03Х13Н9Д2ТМ
- Марка 03Х17Н14М3 (000Х17Н13М2)
- Марка 03Х19Г10Н7М2
- Марка 03Х20Н16АГ6
- Марка 07Х21Г7АН5 (Х21Г7АН5 ЭП222)
- Марка 0Н6
- Марка 0Н6А
- Марка 0Н9
- Марка 0Н9А
- Марка 10Х14Г14Н4Т (Х14Г14Н3Т ЭИ711)
- Марка 12Х18Н10Т (Х18Н10Т)
Обращаем ваше внимание на то, что данная информация о марке 12Х18Н10Т (Х18Н10Т), приведена в ознакомительных целях. Параметры, свойства и состав
реального материала марки 12Х18Н10Т (Х18Н10Т) могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке 12Х18Н10Т (Х18Н10Т) можно уточнить на
информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров.
При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
| Марка стали | Температура, °С | Теплопроводность стали, Вт/(м·град) |
| Железо Армко | 27…327…727…910…1127 | 71…52…32…32…38 |
| 0Х13 (08Х13, ЭИ496) | 100…200…300…400…500…600…700…800…900 | 28…28…28…28…27…26…26…25…27 |
| 0Х17Т (08Х17Т, ЭИ645) | 20 | 25 |
| 0Х17Н13М2Т (08Х17Н13М2Т) | 20 | 15 |
| 0Х18Н10 (08Х18Н10) | 20 | 17 |
| 0Х18Н10Т (08Х18Н10Т, ЭИ914) | 100…200…300 | 16…18…19 |
| 0Х21Н6М2Т (08Х21Н6М2Т, ЭП54) | 20 | 13 |
| 0Х22Н6Т (08Х22Н6Т, ЭП53) | 100…200…300…400…500…600…700…800…900 | 15…16…18…20…21…23…24…27…30 |
| 0Х23Н28М3Д3Т (06ХН28МДТ, ЭИ943) | 20…100…200…300…500…600…700…800 | 13…13…15…17…22…24…25…26 |
| 02Х17Н11М2 | 20…400…600…800 | 15…20…22…24 |
| 02Х22Н5АМ3 | 20…100…200…300…400 | 14…16…17…19…20 |
| 03Н18К9М5Т | 20 | 23 |
| 03Х13Н8Д2ТМ (ЭП699) | 20…100…200…300…400…500 | 19…20…22…22…26…30 |
| 03Х24Н6АМ3 (ЗИ130) | 20…100…200…300…400 | 14…15…16…17…19 |
| 05ХН46МВБЧ (ДИ65) | 100…200…300…400…500…600…700…800…900…1000 | 10…12…15…16…21…24…27…30…32…34 |
| 06ХН28МДТ (0Х23Н28М3Д3Т, ЭИ943) | 20…100…200…300…500…600…700…800 | 13…13…15…17…22…24…25…26 |
| 06ХН46Б (ЭП350) | 20…100…200…300…400…500…600…700 | 13…13…14…16…17…20…22…25 |
| 06Х12Н3Д | 100…200…300…400 | 29…28…26…24 |
| 07Х16Н6 (Х16Н6, ЭП288) | 20…100…200…300…400…500…600…700 | 17…18…19…20…22…23…25…26 |
| 07Х21Г7АН5 (ЭП222) | -263…-253…-233…-193…27 | 2…4…6…10…17 |
| Сталь 08 | 27…100…327…627…800…900…1000…1100…1200 | 88…81…58…33…29…27…28…29…30 |
| 08пс | 100…200…300…400…500…600…700…800…900 | 60…56…51…47…41…37…34…30…27 |
| 08кп | 20…200…300…400…500…600…700…800…900…1000…1100…1200 | 63…56…51…47…41…37…34…30…27…28…29…30 |
| 08Х13 (0Х13, ЭИ496) | 100…200…300…400…500…600…700…800…900 | 28…28…28…28…27…26…26…25…27 |
| 08Х14МФ | 20…100…200…300…400…500…600 | 25…28…29…31…33…35…37 |
| 08Х15Н24В4ТР (ЭП164) | 20…100…200…300…400…500…600…700 | 12…14…15…15…17…20…24…26 |
| 08Х16Н13М2Б (ЭИ405, ЭИ680) | -73…27…100…200…300…400…500…600…700 | 14…15…15…17…18…20…22…23…25 |
| 08Х17Т (0Х17Т, ЭИ645) | 20 | 25 |
| 08Х17Н13М2Т (0Х17Н13М2Т) | 20 | 15 |
| 08Х18Н12Б (ЭИ402) | -73…27…327…727…927 | 14…15…19…23…26 |
| 08Х18Г8Н2Т (КО3) | 20 | 21 |
| 08Х18Н10 (0Х18Н10) | 20 | 17 |
| 08Х18Н10Т (0Х18Н10Т, ЭИ914) | 100…200…300 | 16…18…19 |
| 08Х21Н6М2Т (0Х21Н6М2Т, ЭП54) | 20 | 13 |
| 08Х22Н6Т (0Х22Н6Т, ЭП53) | 100…200…300…400…500…600…700…800…900 | 15…16…18…20…21…23…24…27…30 |
| 08ГДНФЛ | 20…100…200…300…400…500…600…700…800…900 | 39…39…39…39…37…35…32…30…28…27 |
| 09Х14Н19В2БР (ЭИ695Р) | 20…100…200…300…400…500…600…700…800 | 15…15…16…17…17…19…21…23…26 |
| 09Х14Н19В2БР1 (ЭИ726) | 20…100…200…300…400…500…600…700…800 | 16…16…16…18…19…21…23…25…28 |
| 09Х16Н16МВ2БР (ЭП184) | 20…100…200…300…400…500…600…700 | 14…15…16…18…19…21…23…25 |
| 015Х18М2Б-ВИ (ЭП882-ВИ) | 100…200…300…400 | 20…21…21…22 |
| 1Х11МФ (15Х11МФ) | 200…300…400…500…600 | 25…26…27…28…28 |
| 1Х11МФБЛ (15Х11МФБЛ, Х11ЛА) | 200…300…400…500…600…700 | 26…26…27…27…28…28 |
| 1Х13 (12Х13) | 100…200…300…400…500…600…700…800…900 | 28…28…28…28…27…26…26…25…27 |
| 1Х14Н14В2М (ЭИ257) | 100…200…300…400…500…600…700 | 6…12…17…21…24…27…30 |
| 1Х16Н14В2БР (10Х16Н14В2БР, ЭП17) | 100…200…300…400…500…600 | 16…22…23…23…26…30 |
| 1Х17Н2 (14Х17Н2, ЭИ268) | 20…100…200…300…400…500…600…700…800…900 | 21…22…23…24…24…25…26…27…28…30 |
| 2Х11МНФБ (18Х11МНФБ, ЭП291) | 100…200…300…400…500…600…700 | 24…25…26…26…27…28…29 |
| 2Х13 (20Х13) | 100…200…300…400…500…600…700…800…900 | 26…26…26…26…27…26…26…27…28 |
| 2Х14Н2 (25Х13Н2, ЭИ474) | 20…100…200…300…400 | 18…19…20…22…24 |
| 3сп | 100…200…300…400…500…600…700 | 55…54…50…45…39…34…30 |
| 3Х2В8Ф | 100…200…300…400…500…600 | 25…27…29…40…46…50 |
| 3Х3М3Ф (ЭИ76) | 20…100…200…300…400…500…600…700…800…900 | 32…34…36…36…36…36…34…34…33…34 |
| 3Х13 (30Х13) | 100…200…300…400…500…600…700…800…900 | 26…27…28…28…27…27…27…25…27 |
| 3Х19Н9МВБТ (ЭИ572) | 100…200…300…400…500…600…700 | 15…16…18…20…22…23…25 |
| 4Х4ВМФС (ДИ22) | 20…100…200…300…400…500…600…700…800…900 | 26…27…29…30…31…32…32…33…32…33 |
| 4Х5МФ1С (ЭП572) | 20…100…200…300…400…500…600…700…800…900 | 26…27…29…30…31…32…32…33…32…33 |
| 4Х5МФС | 20…100…200…300…400…500…600…700…800…900 | 29…30…30…31…33…31…30…28…28…27 |
| 4Х9С2 (40Х9С2, ЭСХ8) | 100…300…600…800 | 17…20…22…22 |
| 4Х10С2М (40Х10С2М, ЭИ107) | 0…100…200…300…400…500…600…700 | 17…18…20…22…22…24…25…26 |
| 4Х13 (40Х13) | 20…100…200…300…400…500…600…700…800…900 | 25…26…27…28…29…29…29…28…28…29 |
| 4Х14НВ2М (ЭИ69) | 100…200…300…400…500…600 | 16…17…19…20…21…22 |
| 4Х15Н7Г71Ф2МС (ЭИ388) | 200…300…400…500…600 | 25…29…31…34…38 |
| 4Х18Н25С2 (36Х18Н25С2, ЭЯ3С) | 100…500…600…700…1000 | 15…22…25…26…37 |
| 5ХНМ | 100…200…300…400…500…600 | 38…40…42…42…44…46 |
| 9Х2МФ | 100…200…300…400…500…600…700…800…900 | 37…34…32…32…32…30…23…20…14 |
| Сталь 10 | 27…327…527 | 83…57…44 |
| 10кп, 10пс | 100…200…300…400…500…600…700…800…900 | 58…54…49…45…40…36…32…29…27 |
| 10Г2 | 200…300…400 | 38…37…36 |
| 10Х2МФ (ЭИ531) | 100…200…300…400…500…600…700…900 | 38…38…38…37…35…33…29…27 |
| 10Х2МБ (ЭИ454) | 100…200…300…400…500…600…700…900 | 37…37…36…36…35…33…29…27 |
| 10Х9МФБ (ДИ82) | 20…100…200…300…400…500…600 | 27…28…28…28…28…28…29 |
| 10Х11Н20Т3Р (ЭИ696) | 20…100…200…300…400…500…600…700…800…900 | 15…16…18…19…21…23…24…25…27…28 |
| 10Х12Н3М2ФА(Ш) (10Х12Н3М2ФА-А(Ш)) | 100…200…300…400…500…600 | 21…22…23…24…26…27 |
| 10Х13Н3М1Л | 20 | 25 |
| 10Х14Г14Н4Т (Х14Г14Н3Т, ЭИ711) | 20…100…200…300…400…500…600…700…800…900 | 19…18…19…17…21…23…24…26…43…51 |
| 10Х16Н14В2БР (1Х16Н14В2БР, ЭП17) | 100…200…300…400…500…600 | 16…22…23…23…26…30 |
| 10Х17Н13М2Т (Х17Н13М2Т, ЭИ448) | 20 | 15 |
| 10Х17Н13М3Т (Х17Н13М3Т, ЭИ432) | 20 | 15 |
| 10Х18Н9Л | 100…200…300…400…500…600…700 | 16…18…19…21…23…25…27 |
| 10Х18Н9ТЛ | -73…27…327…727…1127 | 13…14…18…25…28 |
| 10Х18Н18Ю4Д (ЭП841) | 100…200…300…400…500…600…700…800 | 12…13…15…17…18…21…22…23 |
| 10ХСНД | 100…200…300…400…500…600…700 | 40…39…38…36…34…31…29 |
| 10ГН2МФА, 10ГН2МФА-ВД, 10ГН2МФА-Ш | 100…200…300…400 | 36…40…43…44 |
| 12МХ | 20…100…200…300…400…500…600…700…800…900 | 42…42…42…41…39…37…38…34…32…31 |
| 12Х1МФ (ЭИ575) | 100…200…300…400…500…600…700 | 41…41…40…40…39…38…37 |
| 12Х2МФБ (ЭИ531) | 20 | 29 |
| 12Х2МФСР | 20 | 33 |
| 12Х2Н (Э1) | 20…100…200…500…600…700…800…900 | 33…33…33…35…33…30…28…27 |
| 12Х2Н4 | 100…400…500…600 | 31…26…21…18 |
| 12Х2Н4А | 100…400 | 25…19 |
| 12Х2ФБ | 100…200…300…400…500…600 | 38…38…37…35…33…31 |
| 12Х5СМА | 100…200…300…400…500…600…700…800…900 | 30…30…31…33…31…29…28…27…27 |
| 12Х11В2МФ (типа ЭИ756) | 100…200…300…400…500…600 | 25…24…24…23…22…21 |
| 12Х13 (1Х13) | 100…200…300…400…500…600…700…800…900 | 28…28…28…28…27…26…26…25…27 |
| 12Х13Г12АС2Н2 (ДИ50) | 100…200…300…400…500…600…700 | 17…18…19…20…21…23…24 |
| 12Х17 (Х17, ЭЖ17) | 100…200…300…400…500 | 24…24…25…26…26 |
| 12Х18Н9 (Х18Н9) | 100…200…300…400…500…600…700…800 | 16…18…19…20…22…23…25…26 |
| 12Х18Н9Т (Х18Н9Т) | -73…27…100…200…300…400…500…600…700…800…900 | 13…14…16…18…20…21…23…25…26…28…29 |
| 12Х18Н9ТЛ | 20…100…200…300…400…500…600…700…800…900 | 15…16…18…19…21…22…24…25…26…27 |
| 12Х18Н10Т | -263…-253…-233…-193…-123…27…327…627…827 | 2…4…6…8…11…15…20…27…28 |
| 12Х18Н12Т (Х18Н12Т) | 20…100…200…300…400…500…600…700…800 | 15…16…18…19…21…23…25…27…26 |
| 12Х25Н16Г7АР (ЭИ835) | 20…100…200…300…400…500…600…700…800…900 | 14…15…16…18…19…21…22…24…26…28 |
| 12ХН2, 12ХН2А | 20…100…200…300…400…500…600…700…800 | 38…38…37…35…33…31…30…29…29 |
| 12ХН3 | 20…500…700…900 | 38…31…26…26 |
| 12ХН3А | 100…400 | 31…26 |
| 12ХМФ | 100…200…300…400…500…600…700 | 50…50…50…48…47…46…44 |
| 12ДН2ФЛ | 20…100…200…300…400…500…600…700…800…900 | 37…38…38…38…37…34…32…29…27…27 |
| 13Х1МФ (14Х1ГМФ, ЦТ 1) | 20…100…200…300…400…500…600 | 34…39…40…36…35…33…31 |
| 13Х11Н2В2МФ-Ш (ЭИ961-Ш) | 20…100…200…300…400…600…700…800 | 21…22…24…26…27…28…29…30 |
| 14Х1ГМФ (13Х1МФ, ЦТ 1) | 20…100…200…300…400…500…600 | 34…39…40…36…35…33…31 |
| 14Х17Н2 (1Х17Н2, ЭИ268) | 20…100…200…300…400…500…600…700…800…900 | 21…22…23…24…24…25…26…27…28…30 |
| 14Г2АФ | 100…200…300…400…500…600…700 | 46…44…42…40…36…33…29 |
| Сталь 15 | 27…327…627 | 86…54…32 |
| 15кп, 15пс | 100…200…300…400…500…600…700…800…900 | 53…53…49…46…43…39…36…32…30 |
| 15К | 100…200…400…600 | 57…53…45…38 |
| 15Л | 100…200…400…500 | 79…67…48…42 |
| 15М | 100…200…300…400…500…600…700…800…900 | 45…44…42…41…37…36…33…31…30 |
| 15Х1М1Ф, 15Х1М1ФЛ | 100…200…300…400…500…600…700 | 41…40…39…37…36…34…32 |
| 15Х2НМФА | 100…200…300…400 | 29…30…31…32 |
| 15Х2НМФА-А, 15Х2НМФА-А класс 1 | 100…200…300…400 | 24…25…27…28 |
| 15Х5М | 100…200…300…400…500 | 37…36…35…34…33 |
| 15Х11МФ (1Х11МФ) | 200…300…400…500…600 | 25…26…27…28…28 |
| 15Х11МФБЛ (1Х11МФБЛ, Х11ЛА) | 200…300…400…500…600…700 | 26…26…27…27…28…28 |
| 15Х12ВНМФ (ЭИ802) | 100…200…300…400…500…600…700…800 | 25…26…26…26…27…27…27…28 |
| 15Х12ВНМФЛ (ЭИ802Л) | 100…200…300…400…500…600…700 | 25…26…27…28…29…30…30 |
| 15Х12В2МФ | -73…27…627…1127 | 30…31…33…32 |
| 15Х25Т (Х25Т, ЭИ439) | 20 | 17 |
| 15Х28 (ЭИ349) | 100…200…300…400…500…600 | 21…22…23…23…24…25 |
| 15Х, 15ХА, 20Х | 27…327…527…927 | 39…35…33…30 |
| 15ХФ | 100…200…300…400…500…600…700 | 43…42…42…40…36…34…30 |
| 15ХМ, 15ХМА | 27…327…527…927 | 42…39…37…31 |
| 15ХМФ | 100…200…300…400…500…600 | 44…41…40…39…36…33 |
| 17Х18Н9 | 20…100…200…300…400…500…600…700…800…900 | 18…19…20…21…22…24…25…26…27…28 |
| 18Х2Н4МА, 18Х2Н4ВА | 100…200…300…400…500…600…700…800 | 36…36…35…35…34…33…32…30 |
| 18Х11МНФБ (2Х11МНФБ, ЭП291) | 100…200…300…400…500…600…700 | 24…25…26…26…27…28…29 |
| 18Х12ВМБФР (ЭИ993) | -73…27…327…627…1127 | 33…33…34…32…30 |
| 18Х12ВМБФР-Ш (ЭИ993-Ш) | 20…100…200…300…400…500…600…700 | 28…25…27…29…31…35…36…29 |
| 18ХГТ | 20…100…200…300…400…500…600…700…800 | 37…38…38…37…35…34…31…30…29 |
| Сталь 20 | 27…327…527…627…800…900…1000…1100…1200 | 86…54…38…31…26…27…28…29…30 |
| 20Г | 100…200…300 | 78…67…48 |
| 20ГСЛ | 20…100 | 37…38 |
| 20Л | 100…200…300…800 | 78…67…48…42 |
| 20М | 100…200…300…400…500…600…700…800…900 | 45…43…42…40…37…36…33…31…29 |
| 20ПС, 20КП, 20К | 100…200…300…400…500…600…700…800…900 | 51…49…44…43…39…36…32…28…26 |
| 20Х | 100…200…300…400 | 50…46…42…40 |
| 20ХМЛ | 20…100…200…300…400 | 48…46…44…42…40 |
| 20ХМФЛ | 100…200…300…400…500…600 | 46…43…41…39…37…34 |
| 20Х1М1Ф1ТР (ЭП182) | 100…200…300…400…500…600…700 | 42…41…40…40…39…39…38 |
| 20Х1М1Ф1БР (ЭП44) | 100…200…300…400…500…600 | 41…46…48…50…53…56 |
| 20Х2Н4А | 100…400 | 24…18 |
| 20Х2МФА | 100…200…300…400 | 42…41…41…38. 5 |
| 20Х3МВФ (ЭИ415) | 100…200…300…400…500…600…700 | 36…33…32…31…30…29…29 |
| 20Х12ВНМФ (ЭП428) | 100…200…300…400…500…600 | 25…25…26…26…27…27 |
| 20Х12ВНМФЛ (Х11ЛБ) | 100…200…300…400…500…600…700 | 25…26…27…28…29…30…30 |
| 20Х13 (2Х13) | 100…200…300…400…500…600…700…800…900 | 26…26…26…26…27…26…26…27…28 |
| 20Х13Л | 20…100…200…300…400…500…600…700…800…900 | 21…23…24…25…26…27…27…27…28…28 |
| 20Х20Н14С2 (Х20Н14С2, ЭИ211) | 100…200…300…400…500…600…700…800…900 | 15…17…18…19…21…23…24…26…28 |
| 20Х23Н13 (Х23Н13, ЭИ319) | 200…300…400…500…600…700…800…900 | 17…21…23…24…27…29…31 |
| 20Х23Н18 (Х23Н18, ЭИ417) | -73…20…100…300…500…600…900 | 13…14…16…19…22…26…28 |
| 20Х25Н20С2 (Х25Н20С2, ЭИ283) | 100…500…600…700…800…900 | 15…22…24…25…27…29 |
| 20ХГСНДМЛ | 20…100…200…300…400…500…600…700…800…900 | 25…27…28…30…32…33…33…31…28…28 |
| 20ХМ | 100…200…300…400…500…600…800…900 | 44…41…41…39…36…37…29…29 |
| 20ХМФЛ | 100…200…300…400…500…600 | 49…43…37…32…28…25 |
| 20ХН3 (Э6) | 20…100…200…500…700…800 | 45…43…40…36…29…29 |
| 20ХН3А | 20…100…200…300…400…500…600…700…800 | 36…35…34…33…33…31…31…30…28 |
| 20ХН4В (Э16) | 20…100…200…500…700…800…900 | 27…28…29…33…28…27…28 |
| 20ХН4Ф (Э14), 20ХН4ФА | 100…200…300…400…500…600…700…800…900 | 38…38…37…35…34…31…29…28…27 |
| 20ХЭФВМ | 100…200…300…400…500…600…700 | 32…33…34…33…32…31…29 |
| 22К | 20…100…200…300 | 50…48…46…44 |
| Сталь 25 | 100…200…300…400…500…600…700…800…900 | 51…49…46…43…40…36…32…28…27 |
| 25К | 20…100…200…300 | 50…48…46…44 |
| 25Л | 20…100…200…300…400 | 51…75…63…44…38 |
| 25Н, 30Н | 200…300…400…600 | 50…49…46…42 |
| 25НЗ | 20…100…200…300…400…500…600…700…800…900…1000…1100 | 37…38…39…38…36…34…32…28…25…26…28…29 |
| 25СГ, 35СГ | 200…300…400…600 | 45…43…41…36 |
| 25Х1МФ | 100…200…300…400…500…600 | 40…39…38…37…36…35 |
| 25Х1М1Ф (Р2, Р2МА) | 100…200…300…400…500…600…700 | 41…40…39…38…36…34…31 |
| 25Х2МФ (ЭИ10) | 100…200…300…400 | 42…41…41…39 |
| 25Х2М1Ф (ЭИ723) | 100…200…300…400…500 | 33…32…30…29…28 |
| 25Х13Н2 (2Х14Н2, ЭИ474) | 20…100…200…300…400 | 18…19…20…22…24 |
| 25ХГСА | 20…100…200…300…400…500…600…700…800 | 35…36…37…37…39…34…32…31…29 |
| 25ХНВ | 100…200…500…600 | 27…26…26…23 |
| Сталь 30 | 20…100…200…300…400…500…600…700 | 52…51…49…46…43…39…36…32 |
| 30Г | 100…200…300…400…500 | 76…65…53…44…38 |
| 30Г2 | 20…100…200…300…400…500…600…700…800…900…1000…1100 | 46…45…45…44…40…37…34…31…30…26…27…29 |
| 30Л | 100…200…300…400 | 75…64…44…38 |
| 30Х13 (3Х13) | 100…200…300…400…500…600…700…800…900 | 26…27…28…28…27…27…27…25…27 |
| 30ХГС (ЭИ179) | 100…200…300…400…500…600…700…800 | 37…41…38…37…36…35…34…33 |
| 30ХГТ | 20…100…200…300…400…500…600…700…800 | 36…37…36…34…33…31…29…28…28 |
| 30Х | 100…200…300…400…500…600…700…800…900 | 47…44…42…39…36…32…29…26…27 |
| 30ХМ, 30ХМА, 30ХГС, 30ХГСА | 27…327…527…927 | 39…38…37…35 |
| 30ХН2МФА (30ХН2МВА) | 20…100…200…300…400…500…600…700…800 | 36…35…35…34…32…31…29…28…27 |
| 30ХН3, 30ХН3А | 20…100…200…300…400…500…600…700…800 | 34…35…36…36…36…35…31…28…27 |
| 31Х19Н9МВБТ (ЭИ572) | 100…200…300…400…500…600…700 | 15…16…18…20…22…24…25 |
| 32Х06Л | 20…100…200…300…400…500…600…700…800…900 | 50…49…46…42…39…36…32…29…26…27 |
| 33ХС | 20…100…200…300…400…500…600…700…800 | 40…38…37…37…35…33…31…29…27 |
| 34ХН3М, 34ХН3МА | 100…200…300…400…500…600…900 | 36…37…37…37…35…31…28…27 |
| Сталь 35 | 27…327…527 | 85…50…36 |
| 35Г2 | 100…200…300…400…500 | 40…38…37…36…35 |
| 35Л | 100…200…300…400 | 75…64…52…38 |
| 35Х | 27…327…627 | 48…38…28 |
| 35ХГСЛ | 20…100…200…300…400…500…600…700…800…900 | 36…37…38…38…37…35…33…32…30…29 |
| 35ХМ, 35Х2М | 100…200…300…400 | 41…40…39…37 |
| 35ХМЛ | 20…100…200…300…400…500…600…700…800…900 | 47…44…42…40…37…34…31…28…27…27 |
| 35ХМФ | 200…300…400…600 | 42…41…41…41 |
| 35ХМФА | 100…200…300…400 | 42…41…41…41 |
| 35ХН3 | 100…200…300…400…500…600…700…900 | 36…37…36…37…35…31…28…27 |
| 36Х2Н2МФА | 20…100…200…300…400…500…600…700…800 | 36…36…35…35…34…33…31…30…29 |
| 36Х18Н25С2 (4Х18Н25С2, ЭЯ3С) | 100…500…600…700…1000 | 15…22…25…26…37 |
| 37Х12Н8Г8МФБ (ЭИ481) | 100…200…300…400…500…600…700…800…900 | 17…18…20…21…23…25…26…27…29 |
| 38ХА | 100…200…300…400…500…600…700 | 50…46…42…40…37…35…31 |
| 38ХС | 200…400…500 | 36…35…33 |
| 38ХМА | 20…100…200…300…400…500…600…700…800 | 33…35…38…39…36…34…33…31…27 |
| 38Х2МЮА | 20…100…200…300…400…500…600…700…800 | 33…33…32…31…29…29…28…27…27 |
| 38Х2Н2МА | 20…100…200…300…400…500…600…700…800 | 38…37…35…35…33…32…30…28…28 |
| 38ХН3МА | 20…100…200…300…400…500…600…700…800 | 36…36…36…35…34…33…31…30…29 |
| 38ХН3МФА | 20…100…200…300…400…500…600…700…800 | 34…34…34…33…32…32…30…29…28 |
| Сталь 40 | 100…200…300…400…500…600…700…800…900…1000…1100 | 51…48…46…42…38…34…30…25…26…28…30 |
| 40Г | 27…327…427 | 65…51…46 |
| 40Г2 | 100…200…300…400…500 | 40…38…37…36…35 |
| 40Л | 100…200…300…400 | 59…53…47…41 |
| 40Х | 20…100…200…300…400…500…600…700…800 | 41…40…38…36…34…33…31…30…27 |
| 40Х3М | 100…200…300…400…500…600…700 | 37…38…37…35…33…31…30 |
| 40Х9С2 (4Х9С2, ЭСХ8) | 100…300…600…800 | 17…20…22…22 |
| 40Х10С2М (4Х10С2М, ЭИ107) | 0…100…200…300…400…500…600…700 | 17…18…20…22…22…24…25…26 |
| 40Х13 (4Х13) | 20…100…200…300…400…500…600…700…800…900 | 25…26…27…28…29…29…29…28…28…29 |
| 40Х15Н7Г7Ф2МС (ЭИ388) | 100…200…300…400…500…600…700 | 14…16…18…20…22…24…26 |
| 40ХС, 38ХС | 27…327…627 | 47…35…34 |
| 40ХН | 100…200…300…400…500 | 44…43…41…39…37 |
| 40ХЛ | 20…100…200…300…400…500…600…700…800…900 | 48…46…45…42…39…35…32…28…27…27 |
| 40ХФ | 100…200…300…400 | 52…49…45…42 |
| 40ХФА | 20…100…200…300…400…500…600…700…800 | 37…37…37…36…33…31…31…30…28 |
| 40ХН2МА (40ХНМА) | 20…100…200…300…400…500…600…700…800 | 39…38…37…37…35…33…31…29…27 |
| Сталь 45 | 27…327…527 | 79…43…30 |
| 45Г2 | 200…300…400…500 | 45…43…41…35 |
| 45Л | 100…200…300…400 | 68…55…36…31 |
| 45Х14Н14В2М (ЭИ69) | 20…100…200…300…400…500…600…700…800 | 14…16…18…19…20…21…22…24…31 |
| 45ХН | 100…200…300…400 | 45…43…41…40 |
| 45ХН2МФА | 20…100…200…300…400…500…600…700…800 | 34…34…33…32…31…30…29…27…26 |
| Сталь 50 | 20…100…200…300…400…500…600…700…800 | 48…48…47…44…41…38…35…31…27 |
| 50Г | 20…100…200…300…400…500…600…700…800 | 43…42…41…38…36…34…31…29…28 |
| 50Г2 | 27…327…527 | 43…36…35 |
| 50Л | 100…200…300…400…500 | 68…55…36…31…31 |
| 50С2Г | 20…100…200…300…400…500…600…700…800…900…1000…1100 | 27…28…30…31…31…31…30…28…25…26…26…28 |
| 50ХН | 100…200…300…400…500…600…700…800…900 | 43…40…39…38…37…36…32…23…24 |
| 50ХФА | 20…100…200…300…400…500…600…700…800 | 40…39…38…37…36…33…31…29…28 |
| Сталь 55 | 100…200…400…500 | 68…55…36…32 |
| Сталь 60 | 100…200…400 | 68…53…36 |
| 60С2, 60С2А | 20…100…200…300…400…500…600…700…800 | 28…29…29…30…30…30…29…29…28 |
| Сталь 65 | 100…200…400…500 | 68…53…36…31 |
| 65Г | 27…327…727 | 45…28…24 |
| 65С2ВА | 20…100…200…300…400…500…600…700…800 | 27…27…28…29…29…29…29…28…28 |
| Сталь 70 | 100…200…300…400 | 68…52…37…29 |
| 70С3А | 20…100…200…300…400…500…600…700…800 | 25…26…27…28…29…29…29…28…27 |
| 75ХМ | 100…200…300…400…500…600…700…800…900 | 45…41…40…39…38…37…35…34…31 |
| 90ХФ | 100…200…300…400…500…600…700…800…900 | 44…42…38…36…33…31…29…27…27 |
| 95Х18 (ЭИ229) | 20 | 24 |
| 110Г13Л | 20 | 11 |
| ХН10К (ЭИ434) | 100…200…300…400…500…600…700 | 13…15…17…19…21…22…24 |
| ХН32Т (ЭП670) | 20…100…200…300…400…500…600…700…800…900 | 16…13…15…17…18…19…21…22…23…25 |
| ХН35ВТ (ЭИ612) | 100…200…300…400…500…600…700…800 | 13…16…17…19…21…22…24…26 |
| ХН35ВТК (ЭИ612К) | 100…200…300…400…500…600…700 | 13…15…16…18…20…22…24 |
| ХН35ВТР (ЭИ725) | 20 | 13 |
| ХН35ВТЮ (ЭИ787) | 20…100…200…300…400…500…600…700…800…900 | 13…16…18…19…21…23…25…26…28…29 |
| ХН45Ю (ЭП747) | 100…200…300…400…500…600…700…800…900 | 11…12…14…16…18…19…21…23…24 |
| ХН55ВМТКЮ (ЭИ929), ХН55ВМТКЮ-ВД (ЭИ929-ВД) | 20…100…200…300…400…500…600…700…800…900 | 9…11…12…14…16…17…20…23…24…27 |
| ХН58ВКМТЮБЛ (ЦНК8МП) | 20…100…200…300…400…500…600…700…800…900 | 9…11…12…12…13…14…16…18…20…25 |
| ХН60В | -73…27…327…727 | 9…10…14…23 |
| ХН60ВТ (ЭИ868) | 20…100…200…300…400…500…600…700…800…900 | 10…10…12…14…16…19…20…23…26…28 |
| ХН60КВМЮТЛ (ЦНК7П) | 20…100…200…300…400…500…600…700…800…900 | 9…10…11…13…14…16…18…21…23…26 |
| ХН60КВМЮТБЛ (ЦНК21П) | 20…100…200…300…400…500…600…700 | 9…11…13…17…19…29…30…30 |
| ХН60Ю (ЭИ559А) | -73…27…100…200…300…400…500…600…700…800…900 | 8…10…11…23…16…20…24…29…35…40…47 |
| ХН62МБВЮ (ЭП709) | 100…200…300…400…500…600…700…800…900 | 10…11…13…16…18…20…22…25…27 |
| ХН62МВКЮ (ЭИ867), ХН62МВКЮ-ВД (ЭИ867-ВД) | 20…100…200…300…400…500…600…700…800…900 | 9…11…13…15…17…19…20…22…23…25 |
| ХН64ВМКЮТЛ (ЗМИ3) | 20…100…200…300…400…500…600…700…800…900 | 9…10…11…13…14…16…18…19…21…23 |
| ХН65ВКМБЮТЛ (ЭИ539ЛМУ) | 20…100…200…300…400…500…600…700…800…900 | 10…11…12…13…15…17…18…20…22…23 |
| ХН65ВМТЮ (ЭИ893) | 20…200…300…400…500…600…700…800 | 13…13…14…15…17…20…23…27 |
| ХН65ВМТЮЛ (ЭИ893Л) | 20…100…200…300…400…500…600…700…800 | 13…13…13…14…16…17…20…23…27 |
| ХН65КМВЮТЛ (ЖС6К) | 20…100…200…300…400…500…600…700…800…900 | 8…9…11…12…14…15…17…19…22…24 |
| ХН67МВТЮ (ЭП202, ЭИ445Р) | 100…200…300…400…500…600…700…800…900 | 10…11…13…15…17…19…21…23…24 |
| ХН70БДТ (ЭК59) | 20…100…200…300…400 | 12…13…15…18…20 |
| ХН70ВМТЮ (ЭИ617) | -73…27…100…200…300…400…500…600…700…800…900 | 7…8…10…11…13…15…17…19…22…24…27 |
| ХН70ВМТЮФ (ЭИ826), ХН70ВМТЮФ-ВД (ЭИ826-ВД) | 20…100…200…300…400…500…600…700…800…900 | 9…11…13…15…17…19…21…23…26…28 |
| ХН70ВМЮТ (ЭИ765) | -73…27…100…200…300…400…500…600…700 | 7…8…11…13…17…19…28…28…30 |
| ХН70КВМЮТЛ (ЦНК17П) | 20…100…200…300…400…500…600…700 | 8…12…13…17…19…29…30…30 |
| ХН70Ю (ЭИ652) | 20…100…200…300…400…500…600…700…800…900 | 12…13…14…16…17…19…21…23…25…27 |
| ХН75ВМЮ (ЭИ827) | 20…100…200…300…400…500…600…700…800…900 | 9…10…12…13…15…18…20…22…25…28 |
| ХН77ТЮ (ЭИ437А), ХН77ТЮР (ЭИ437Б) | -73…27…100…200…300…400…500…600…700…800 | 11…12…14…16…17…19…21…23…25…28 |
| ХН78Т (ЭИ435) | 27…100…200…300…400…500…600…700…800…1000 | 13…19…17…18…21…23…25…27…29…32 |
| ХН80БЮ (ЭИ607) | 100…200…300…400…500…600…700…800 | 13…16…18…20…22…24…26…29 |
| ХН80Т (ЭИ437) | 200…400…500…600…700…800 | 14…17…18…21…23…26 |
| ХН80ТБЮ (ЭИ607) | -73…27…100…200…300…400…500…600…700…800 | 11…12…13…15…18…20…22…24…26…29 |
| ХН80ТБЮА (ЭИ607А) | 100…200…300…400…500…600…700 | 13…15…17…19…21…23…25 |
| Х6М | 100…300…400…500…600 | 37…35…34…33…33 |
| Х9С2 (СХ8) | 100…200…500…600 | 16…18…21…21 |
| Х11ЛА (1Х11МФБЛ, 15Х11МФБЛ) | 200…300…400…500…600…700 | 26…26…27…27…28…28 |
| Х11ЛБ (20Х12ВНМФЛ) | 100…200…300…400…500…600…700 | 25…26…27…28…29…30…30 |
| Х13 | 20…200…300…400…500…600…700…800…900…1000…1100…1200 | 27…28…28…27…27…26…26…25…27…28…29…31 |
| Х14Г14Н3Т (10Х14Г14Н4Т, ЭИ711) | 20…100…200…300…400…500…600…700…800…900 | 19…18…19…17…21…23…24…26…43…51 |
| Х16Н6 (07Х16Н6, ЭП288) | 20…100…200…300…400…500…600…700 | 17…18…19…20…22…23…25…26 |
| Х17 (12Х17, ЭЖ17) | 100…200…300…400…500 | 24…24…25…26…26 |
| Х17Н13М2Т (10Х17Н13М2Т, ЭИ448) | 20 | 15 |
| Х17Н13М3Т (10Х17Н13М3Т, ЭИ432) | 20 | 15 |
| Х18Н9 (12Х18Н9) | 100…200…300…400…500…600…700…800 | 16…18…19…20…22…23…25…26 |
| Х18Н9Т (12Х18Н9Т) | -73…27…100…200…300…400…500…600…700…800…900 | 13…14…16…18…20…21…23…25…26…28…29 |
| Х18Н12Т (12Х18Н12Т) | 20…100…200…300…400…500…600…700…800 | 15…16…18…19…21…23…25…27…26 |
| Х20Н14С2 (20Х20Н14С2, ЭИ211) | 100…200…300…400…500…600…700…800…900 | 15…17…18…19…21…23…24…26…28 |
| Х20Н80-Н | 100…200…300…400…600 | 14…16…17…19…23 |
| Х23Н13 (20Х23Н13, ЭИ319) | 200…300…400…500…600…700…800…900 | 17…21…23…24…27…29…31 |
| Х23Н18 (20Х23Н18, ЭИ417) | -73…20…100…300…500 | 13…14…16…19…22 |
| Х25Н20С2 (20Х25Н20С2, ЭИ283) | 100…500…600…700…800…900 | 15…22…24…25…27…29 |
| Х25Т (15Х25Т, ЭИ439) | 20 | 17 |
| Х28 (ЭП602) | 100…200…300…400…500…600…700 | 21…22…23…23…23…24…25 |
| А12 | 100…200 | 78…67 |
| ВСт3сп | 100…200…300…400…500…600…700 | 55…54…50…45…39…34…30 |
| Г13 | 0…100…200…300…400…500…700…900…1000…1300 | 12…15…16…18…19…21…23…24…26…28 |
| Г20Х12Ф | 20…100…200…300…400…500…600…700…800 | 14…15…16…17…18…20…21…22…23 |
| ЛА3, ЛА6 | 100…200…300…400…500…600…700 | 15…17…19…20…22…24…26 |
| Р9 | 100…200…300…400…500…600 | 23…25…26…28…30…31 |
| Р12 | 27…227…427 | 16…19…26 |
| Р18 | 27…100…200…300…400…500…600…700 | 22…26…27…28…29…28…27…27 |
| Р6М5К5 | 100…200…300…400…500…600…700…900 | 27…28…29…30…32…36…34…29 |
| Р9М4К8 (ЭП688) | 100…200…300…400…500…600…700…900 | 25…27…28…29…30…31…32…32 |
| У7, У7А | 20…100…300…600…900 | 46…46…41…33…29 |
| У8, У8А | 27…100…200…300…400…500…600…700…800…900 | 50…49…46…42…38…35…33…30…24…25 |
| У9, У9А | 100…200…300…400…500…600…700 | 49…48…46…43…40…37…33 |
| У10, У10А | 20…100…300…600…900 | 40…44…41…38…34 |
| У12, У12А | 100…200…300…400…500…600…700…800…900…1000…1100…1200 | 45…43…40…37…35…32…28…24…25…26…27…29 |
| ШХ15 | 200…400…500 | 40…37…32 |
| Э11 — Э13, Э1100 — Э1300 | 27 | 29 |
| Э41 — Э43А | 27 | 12 |
| Э310 — Э330 | 27 | 15 |
| Э45 — Э46 | 27 | 13 |
| ЭИ395 | 100…200…300…400…500…600 | 10…12…14…17…21…25 |
| ЭИ400, ЭИ403 | 100…200…300…400…500…600 | 20…21…21…23…24…25 |
| Sandvik 253МА | 20…100…300…500…700…900…1100 | 13…15…18…21…24…26…29 |
| Sandvik 353МА | 20…100…300…500…700…900…1100 | 11…13…17…20…23…26…29 |
| Sandvik 3R12 | 20…100…300…500…700 | 15…16…20…23…26 |
| Sandvik 3R60 | 20…100…300…500…600 | 14…15…17…21…23 |
| Sandvik 6R35 | 20…100…300…500…700…900…1100 | 14…15…19…22…25…28…30 |
| Sandvik 5R75 | 20…100…300…500…600 | 14…15…18…21…23 |
| Чугуны: | ||
| АЧВ-1 | 20 | 42 |
| АЧК-1 | 20 | 54 |
| ЖЧН15Д7Х2 | 20 | 25 |
| СЧ10 | 20 | 60 |
| СЧ15 | 20 | 59 |
| СЧ20 | 20 | 54 |
| СЧ25 | 20 | 50 |
| СЧ35 | 20 | 46 |
| СЧ31 | 20 | 42 |
| ЧВГ30 | 20 | 50 |
| ЧВГ35 | 20 | 48 |
| ЧВГ40 | 20 | 39 |
| ЧВГ45 | 20 | 39 |
Основные свойства стали 12х18н10т: состав нержавеющего сплава, его характеристики и область применения | vseznayko.
com.uaВ наш век бурного развития инновационных технологий все чаще появляются новые виды материалов, которые созданы для успешного применения в различных сферах. В такой области, как металлургическая промышленность, создание нержавеющей стали позволило продлить срок службы многих деталей, оборудования и механизмов.
Все марки нержавеющей стали являются прочными, экологически чистыми и долговечными материалами, поэтому их создание привело к новому витку развития металлургической отрасли. Наиболее распространенной является марка стали 12Х18х20Т, а каковы ее свойства и характеристики, узнаем из статьи.
Сталь нержавеющая 12Х18Н10Т
Данная марка является одной из наиболее распространенных для применения во многих отраслях промышленности. Хромникельсодержащие титановые нержавеющие материалы аустенитной группы имеют собственную букву «А» и дополнительную цифру, которая указывает на химический состав, который находится в марке стали и применимость в рамках данной группы. Его выплавляют в электродуговых печах.
Основным элементом в этом сплаве является железо, а также многие другие элементы, из которых состоит остальная часть сплава. Химический элемент хром – от 17 до 19%, никеля в пределах 9-11 %, титана около 0,8 %, содержания кремния в пределах 0,8 %, серы – до 0,02 %, марганца менее 2 %, меди до 0,03 %, фосфора около 0,035 % и углерода до 0,12%. Этот химический состав регламентируется ГОСТ 5632-72.
Основные характеристики
Основные характеристики нержавеющей стали во многом зависят от входящих в ее состав легирующих компонентов. Эта марка содержит больше всего хрома и никеля, поэтому хром обеспечивает его содержание для повышения антикоррозионных характеристик стали и способности пассивировать металл.
Принадлежность никеля способствует принадлежности к группе аустенитов, это свойство имеет большое значение, так как позволяет нержавеющему материалу сочетать технологичность с широким спектром эксплуатационных характеристик. Марка стали хорошо прокатывается в горячем и холодном состоянии, обладает высокой степенью коррозионной стойкости в агрессивных средах, а также в серной кислоте.
Иметь полностью аустенитную однородную структуру при температуре, превышающей 900°С, помогает углерод, который оказывает сильное влияние. Ферриту свойства придают другие химические элементы. Межкристаллитная коррозия помогает устранить титан, который вступает в реакцию с углеродом и в конечном итоге образует тугоплавкий карбид.
Кремний отвечает за плотность стали, а также повышает прочность и предел текучести материала, но снижает пластичность металла, что усложняет процесс прокатки в холодном состоянии.
Марганец способствует получению в процессе производства мелкозернистой стали, способствует замедлению скорости роста зерна.
Сплав активно применяется для сварных хромоникелевых конструкций в криогенной технике и высокое содержание фосфора может отрицательно сказаться на механических свойствах сплава, поэтому его содержание не может превышать допустимую норму. При низких температурах механические свойства металла могут снижаться, если в процессе кристаллизации происходит сильная первичная изоляция.
К основным преимуществам стали относятся высокая пластичность и ударная вязкость. Среди недостатков — низкая коррозионная стойкость в среде с ионами хлора и серной и соляной кислотой.
Технические характеристики
Марка нержавеющей стали 12Х18Н10Т имеет технические характеристики:
- Удельный вес (плотность) — 7920 кг/м3
- Термическая обработка – закалка 1060-1100oC (вода)
- Температурный режим: поковка – в начале 1200°С, с конца 850°С, переход 350 мм с охлаждением на воздухе
- Твердость сплава HB 10-1 = 179 МПа
- Свариваемость металла – ограничений нет, способы сварки – РДС, КТС, ЕШК, желательно с последующей термической обработкой
- Резка возможна только в закаленном состоянии при НВ 169 и ?h = 610 МПа, Ки тб.
 спл = 0,85, Ки б. ст = 0,35
спл = 0,85, Ки б. ст = 0,35 - Жаростойкость: на воздухе при температуре 650°С 2-3 группа стойкости, при температуре 750°С 4-5 группа стойкости
- Максимальная износостойкость ?-1= 279 МПа, n=107
- Чувствительность стада – нет.
Область применения
Марка нержавеющей стали 12Х18х20Т сразу же стала широко применяться во многих областях. Тут многое зависит от степени прочности. Занимает лидирующие позиции среди других марок стали на рынке современного металла. Его позволяют применять уникальные качественные характеристики:
- в пищевой промышленности – мясной, алкогольной, молочной;
- нефтяная и химическая промышленность;
- топливно-энергетический комплекс;
- машиностроение.
С помощью автоматической и ручной сварки металл хорошо обрабатывается, чаще всего листовая нержавеющая сталь этой марки используется в сварных системах в криогенной технике. Применяется также при изготовлении теплообменного оборудования – трубопроводов, подогревателей пара высокого давления, оборудования для печей и коллекторов, вытяжных систем.
Нержавеющая сталь этой марки применяется при производстве бесшовных труб из нержавеющей стали, работающих под высоким давлением и при повышенных температурах в химической, пищевой и фармацевтической промышленности. Благодаря содержанию титана он не намагничивается, а углерод придает ему высокий уровень прочности.
Уникальное сочетание технических свойств и характеристик нержавеющей стали этой марки сделало ее очень популярной и востребованной практически во всех отраслях промышленности. Готовые изделия, изготовленные из такой стали, обладают высокой прочностью, они долговечны, а ее качества сохраняются в течение длительного периода эксплуатации.
Китайский производитель центробежных насосов, клапанов, поставщиков электротельферов
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендация продавца
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Торговая компания | |
| Основные продукты: | Центробежный насос , Клапан , Электрическая лебедка , Вилочный погрузчик , Химический насос | |
| Зарегистрированный капитал: | ||
| Площадь завода: | 200 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 14001, ИСО 14000, BSCI, HQE | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Наша компания является специализированным производителем химических насосов, нержавеющих антикоррозионных насосов. Штаб-квартира компании находится в Цзинцзяне, провинция Цзянсу, и насчитывает около 200 сотрудников. Масштабы производства и техническая мощность находятся на ведущем уровне мира. Мы были признаны известным брендом в стране и за рубежом. Категория и материал: 321, 310, 316L, CD4MCU, 2205, 2605, 904, 304, сплав Ti, сплав K, сплав 8 #, Hastelloy, фтористый сплав, F46 и так далее. Насосы, используемые для транспортировки среды с…
Просмотреть все
Сертификаты
3 шт.ИСО45001
ИСО14001
ISO9001
Пошлите Ваше сообщение этому поставщику
* От:
* Кому:
Мистер Франк
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поиск сейчас
Инженерный журнал Дона
- Попов А.Н.
- Абстрактный
- pdf (рус)
В статье рассматривается решение задачи одностороннего фрикционного контакта на примере арочного водопропускного сооружения в насыпи. Односторонний контакт моделируется как задача линейной дополнительности, которая решается методом Лемке. Показаны особенности решения таких задач. Дается сравнение с современными подходами, указываются преимущества и недостатки предлагаемого метода.
Ключевые слова: конструктивная нелинейность, фрикционный контакт, односторонние связи, задача линейной дополнительности, численные модели, метод конечных элементов, приращение нагрузки
- Мамадалиев Р. А.
- Ишкина Е.Г.
- Медведев А.В.
- Берг В.И.
- Абстрактный
- pdf (рус)
Рассмотрено применение результатов измерения твердости и ее моделирования в САПР в виде 3D-модели. Применялись различные режимы сварки, в качестве расходных материалов использовались электроды СТ-15, ОЗЛ-8 и КЛ-11. Материал для испытаний – горячедеформированная труба диаметром 159 мм.мм из коррозионностойкой стали 12Х18Н10Т толщиной 6 мм. Электроды оплавлялись на половину длины и снимались с электрододержателя, после охлаждения остатка электрода он использовался повторно. Для сканирующего измерения микротвердости образцов с нагрузкой 100 г шаг сканирования применялся 0,5 мм. Использование современного программного обеспечения позволило более точно смоделировать результаты испытаний на 3D-модели. Образцы сваривают электродами СТ-15 на максимальном токе 100 А. твердость свыше 450-550 В, независимо от того, какой проход был. Аналогично при сварке электродами марки ОЗЛ-8, но только на малых токах твердость превышает 450 HV. В обоих электродах твердость повышена. При использовании электродов ОЗЛ-8 образцы, сваренные на больших токах, имеют меньшую твердость, чем на малых токах. При сварке этими электродами возможно их использование в определенных проходах, например, при наплавке корневого слоя шва. При полном проплавлении на сильноточных режимах с электродами СТ-15 результат мало отличается от такового на слаботочных режимах.
Ключевые слова: сталь 12Х18Н10Т, многопроходная сварка, сварка аустенитных сталей, труба, покрытые электроды, режимы сварки, механические свойства, макроструктура. Excel, Autodesk Inventor, КТ-15, ОЗЛ-8, КЛ-11, сила тока
- Иванов С.А.
- Шабаев С.Н.
- Тюрюханов К.Ю.
- Абстрактный
- pdf (рус)
В данной статье рассматриваются способы и методы модификации битума резиновой крошкой, полученной из бывших в употреблении автомобильных покрышек. Предложен способ модификации битума резиновой крошкой в двухстадийном технологическом процессе. Рассмотрены основные модификаторы, приведен анализ данных литературных источников по модификации битумов полимерами для улучшения физико-механических свойств. Приведены данные собственных исследований модификации битумов резиновой крошкой. Сделаны основные выводы, проведен анализ полученных результатов и даны рекомендации по дальнейшему использованию модифицированного резиновой крошкой битума в двухстадийном технологическом процессе.
Ключевые слова: резиновая крошка, битум, модификация, полимер, улучшение, качество, переработка, анализ, исследование
- Сиков Н.Е.
- Серегин А.И.
- Абстрактный
- pdf (рус)
Одним из основных недостатков отечественной промышленности является ее высокая ресурсоемкость, обусловленная, в том числе, низким уровнем использования вторичного сырья. Проблем, связанных с утилизацией полимерных отходов, очень много. Они имеют свою специфику, но их нельзя считать неразрешимыми. Одним из методов переработки является использование пластиковых отходов в качестве заполнителя при приготовлении цементного раствора и бетона. В статье приведены и проанализированы методы, физические свойства бетона с пластичным заполнителем и физические свойства, связанные с эксплуатацией, долговечностью бетона с пластичным заполнителем. По результатам рассмотрения сделан вывод о том, что методика использования пластмасс в составе цементных растворов и бетонов эффективна и рентабельна. Результаты показывают, что использование переработанных пластиковых волокон и гранул в бетоне может привести к улучшению свойств бетона. В статье рассмотрены физические свойства, связанные с эксплуатацией и долговечностью бетона, содержащего пластические заполнители и волокна, виды пластмасс и цемента, химический состав используемого в исследовании цемента, основные швы, усадка, прочность на сжатие, прочность на изгиб, модуль упругости. эластичности, водоадгезии и пористости, теплопроводности, огнестойкости. Использование переработанных пластиковых заполнителей и волокон в качестве строительного материала привлекает все большее внимание. В статье рассмотрены физические свойства, связанные с эксплуатацией и долговечностью бетона, содержащего пластические заполнители и волокна, виды пластмасс и цемента, химический состав используемого в исследовании цемента, основные швы, усадка, прочность на сжатие, прочность на изгиб, модуль упругости. эластичности, водоадгезии и пористости, теплопроводности, огнестойкости. Использование переработанных пластиковых заполнителей и волокон в качестве строительного материала привлекает все большее внимание.
Ключевые слова: бетон, заполнитель, пластик, прочность, волокна, свойства, отходы, сжатие, смесь, материал, качество
- Картушина Ю.Н.
- Грачева Н.В.
- Храмова В.Н.
- Короткова А.А.
- Амосова А. А.
- Абстрактный
- pdf (рус)
В статье представлены результаты исследований влияния золошлаковых отходов и соломы зерновых культур на свойства получаемого керамзитового гравия. Эти отходы использовались в качестве вспомогательных добавок в сырьевой комбинации. В лаборатории был установлен оптимальный состав сырьевой комбинации, для чего были проанализированы физико-механические характеристики образцов, в том числе водопоглощение, прочность на сжатие, насыпная плотность. Характеристики образцов керамзитового гравия сопоставлены с требованиями государственных стандартов. Установлено, что добавка 5 % золы топлива и 1,5 % отходов растениеводства (соломы зерна) обеспечивает оптимальное набухание смеси и высокие прочностные характеристики готового продукта.
Ключевые слова: керамзит, зола топлива, отходы растениеводства, набухание, строительные материалы, пористость.
- Несветаев Г. В.
- Корянова Ю.И.
- Сухин Д.П.
- Абстрактный
- pdf (рус)
Многочисленные факторы, определяющие качество монолитных железобетонных массивных фундаментов, предопределяют актуальность тщательного изучения комплекса вопросов, связанных с интенсивностью бетонирования, техническими возможностями подрядчика, температурно-влажностным режимом, особенностями технологических свойств бетона. бетонная смесь и кинетика твердения бетона. Для обеспечения монолитности конструкции целесообразность определения толщины укладываемого слоя обосновывается не только длиной рабочей части вибратора, как это предусмотрено стандартами, но и показателями интенсивности бетонирование, определяемое конструктивными параметрами, температурно-влажностным режимом и возможностями рабочего. Показано влияние температурно-влажностного режима окружающей среды и особенностей рецептуры бетонной смеси на рациональное время перекрытия слоев. На примере термоусадочного блока 20х20х2 м приведены результаты моделирования уровня растягивающих напряжений на такие рецептурно-технологические факторы, как класс и кинетика твердения бетона, температурный режим и условия теплообмена с окружающей средой. значения его параметров. Приведено уравнение относительной потери влаги по толщине конструкции в сухую жаркую погоду при применении самоуплотняющихся бетонных смесей.
Ключевые слова: интенсивность бетонирования, качество массивных монолитных фундаментов, время перекрытия слоев, влагопоглощение, уровень растягивающих напряжений
- Юркин Ю.В.
- Понсе-Парра Х.
- Рогожкин Р.С.
- Варанкина Д.А.
- Абстрактный
- pdf (рус)
В настоящее время одним из наиболее перспективных и экономически эффективных методов сейсмоизоляции является использование пассивных систем рассеивания энергии. Исследование, проведенное в этой статье, сосредоточено на использовании нового гибридного устройства рассеивания энергии, которое сочетает в себе параллельный слой недорогого вязкоупругого материала и металлическую составляющую. Обычно вязкоупругий материал в таких системах прикрепляют к стальным амортизаторам с помощью клея. В данной статье исследуется поведение вязкоупругого материала, когда он крепится к металлической детали без использования клея, удерживаясь только за счет трения и давления. Установлено влияние силы сжатия на упругие и демпфирующие свойства вязкоупругого материала, размещенного в сейсмогасителе, и определена сила сжатия, обеспечивающая оптимальные функциональные свойства вязкоупругого материала.
Ключевые слова: землетрясение, сейсмобезопасность, демпфер, тепловое расширение, вязкоупругий материал, резиновая смесь, резина, смола, полимер, вибрация, сейсмоизоляция
- Несветаев Г.В.
- Чепурненко А.С.
- Корянова Ю.И.
- Сухин Д.П.
- Абстрактный
- pdf (рус)
Показана актуальность моделирования температурного режима и напряженно-деформированного состояния в начальный период возведения массивных монолитных железобетонных конструкций. Приведены некоторые данные о температурно-временных параметрах формирования температурных полей в конструкциях с модулем поверхности менее 1,1 до 2,4 из бетонов классов от В25 до В70, как быстротвердеющих, так и медленно твердеющих. По результатам обработки многочисленных данных обоснованы количественные значения параметров кинетики тепловыделения для предложенной зависимости. Предлагается упрощенный метод расчета термических напряжений, основанный на предложенных и обоснованных зависимостях свойств бетона от степени его зрелости, которые подтверждаются многочисленными экспериментальными данными, в т.ч. получены другими исследователями. Расчетные значения напряжений, полученные при возведении термоусадочного блока 20х20х2 м из бетона быстротвердеющих и медленнотвердеющих классов В25 и В45, сопоставлены с некоторыми экспериментальными результатами и данными моделирования. Делается вывод о нецелесообразности применения бетона класса В45 из-за высокого риска образования трещин в период 1,5 – 3 суток. При использовании бетона класса В25 предпочтение следует отдавать быстротвердеющему.
Ключевые слова: массивные монолитные конструкции, термические напряжения, трещинообразование, степень зрелости бетона, кинетика
- Несветаев Г.В.
- Осипов В.В.
- Абстрактный
- pdf (рус)
В результате обработки экспериментальных данных авторов и других исследователей получена зависимость между прочностью сцепления Ас с бетонным основанием и пределом прочности при осевом растяжении Rt растворов без РПП Acc = 0,23ˑRt при R2 = 0,996. Тенденция к повышению адгезионной прочности до 30 % при увеличении дозировки РПП до 2 % и до 130 % при дозировке РПП 3 %, при этом существенное влияние на адгезионную прочность вида цемента и Установлен РПП. Приведены данные о роли возраста бетонного основания и его обработки перед нанесением ремонтного (восстановительного) раствора или бетонной смеси на прочность сцепления. Получена зависимость модуля упругости раствора или мелкозернистого бетона от предела прочности при осевом растяжении, инвариантная к предписанным факторам. Отмечено несоответствие некоторых стандартов требованиям к основанию при испытаниях на прочность сцепления.
Ключевые слова: сухие строительные смеси, адгезионная прочность, модуль упругости, редиспергируемые полимерные порошки, ремонтные смеси
- Вержбовский Г.Б.
- Абстрактный
- pdf (рус)
Описана инженерная методика определения несущей способности армированных изгибаемых элементов строительных конструкций из бинарного композиционного материала с разномодульной, нелинейно-упругой полипропиленовой матрицей и порошковым наполнителем. Приводится информация о различных подходах к решению проблемы, предложенных другими исследователями. Описан авторский метод получения прогнозируемых физико-механических характеристик бинарных композиционных материалов, дающий более точные результаты по сравнению с известными подходами. Разработан алгоритм итерационного уточнения геометрических характеристик элементов конструкций с произвольным поперечным сечением и нелинейно-упругой матрицей. Описана компьютерная программа, автоматизирующая процесс характеризации, приведены примеры конкретных сечений. Доказана возможность уточнения геометрических характеристик элементов в сторону их увеличения.
Ключевые слова: композиты, матрица, наполнитель, нелинейно-упругий материал, арматура, итерационный процесс, компьютерная программа, балка, двутавр, геометрические характеристики
- Коровкин М.О.
- Ерошкина Н.А.
- Саденко С.М.
- Пузырев О.В.
- Абстрактный
- pdf (рус)
Рассмотрено значение инертных минеральных добавок для развития современной технологии бетона. Представлены результаты исследования влияния дозировки известняковой муки на консистенцию и прочность мелкозернистого бетона при различном соотношении его компонентов. Установлено, что в бетонах с повышенным содержанием суперпластификатора доля минеральных добавок в цементной смеси является основным технологическим фактором регулирования прочностных характеристик бетона.
Ключевые слова: мелкозернистый бетон, минеральный порошок, инертная минеральная добавка, суперпластификатор, консистенция смеси, прочность, контроль прочности
- Вержбовский Г.Б.
- Абстрактный
- pdf (рус)
Описана инженерная методика прогнозирования основных физических характеристик многокомпонентных композиционных материалов с полипропиленовой матрицей. Методика основана на расчетных зависимостях, полученных для бинарного композита. Приведены расчетные формулы для определения модуля упругости и коэффициента Пуассона искусственного материала. Описан алгоритм применения предложенных формул, заключающийся в последовательном получении желаемых характеристик, каждый раз рассматривая двухкомпонентный композит и беря в качестве исходного материала композицию из полимерной матрицы и одного из наполнителей. На конкретном примере видно, что порядок учета наполнителей не влияет на конечный результат. Предлагаемая методика позволяет значительно сократить время проектирования новых материалов и позволит сократить количество реальных экспериментов. Расхождение между теоретическими результатами и данными физических экспериментов не превышает 10–15 %.
Ключевые слова: композиты, матрица, наполнитель, полипропилен, древесная мука, мел, модуль упругости, коэффициент Пуассона
- Ильин Д.А.
- Голотенко Д.С.
- Абстрактный
- pdf (рус)
В данной работе представлен анализ результатов исследований, которые касаются рационального использования отходов производства плитной теплоизоляции на основе пенополиизоцианурата (ПИР). Рассмотрено его использование в качестве наполнителя конструкционных и теплоизоляционных материалов на основе цементных и гипсовых вяжущих, описаны оптимальные составы для получения изделий, отвечающих требуемым эксплуатационным характеристикам.
Ключевые слова: пенополиизоцианурат, ПИР, теплоизоляция, отходы производства, рециклинг, цементное вяжущее, гипсовое вяжущее, легкий бетон
- Рогожина А.В.
- Абстрактный
- pdf (рус)
В качестве объекта исследования были выбраны CLT-панели (англ. Cross Laminated Timber). Это многослойный материал из древесины хвойных и твердолиственных пород, имеющий в своем составе систему поперечно-клееной древесины. В рамках работы была проанализирована имеющаяся литература по данной теме, проведен расчет и анализ полученных результатов. В статье представлены результаты расчета CLT-панели с учетом возможности изотропного и ортотропного задания жесткости панели с использованием упругих модулей вдоль и поперек волокон. Результаты расчета представлены в виде максимальных прогибов панели. Применение при расчете модуля упругости поперек волокон и учет ортотропной жесткости уточняет напряженно-деформированное состояние панели перекрытия. На основании выполненных расчетов и анализа полученных результатов делаются выводы.
Ключевые слова: CLT-панель, поперечный изгиб, модуль упругости, жесткость, напряжение, прогиб, ортотропия
- Несветаев Г.В.
- Корянова Ю.И.
- Чепурненко А.С.
- Сухин Д.П.
- Абстрактный
- pdf (рус)
Обоснована целесообразность использования моделирования методом конечных элементов для изучения влияния некоторых рецептурно-технологических факторов на возникающие температурные поля и температурные напряжения при возведении массивных фундаментных плит. Рассмотрен упрощенный метод определения термических напряжений, основанный на сведении трехмерной задачи к одномерной на основе гипотезы плоских сечений. Предложена зависимость и обоснованы количественные значения параметров для расчета кинетики тепловыделения бетона в температурно-усадочном блоке. В результате выполнения численного эксперимента по влиянию продолжительности перерывов между слоями перекрытия, температуры окружающей среды и бетонной смеси, класса и кинетики твердения бетона, параметров теплообмена получены зависимости уровня растягивающих напряжений от этих факторов во времени. Показано, что при разработке технологических регламентов бетонирования определение технологических параметров (интенсивность укладки смеси, термическое сопротивление опалубки, устройство рабочих швов и др.) невозможно без учета кинетики бетона. твердение, определяемое рецептурными особенностями бетонных смесей.
Ключевые слова: массивные монолитные конструкции, температурные поля и напряжения, рецептурно-технологические факторы, тепловыделение бетона, напряженно-деформированное состояние
- Байбурин А.Х.
- Абстрактный
- pdf (рус)
На основе экспериментальных данных получены зависимости прочностных и деформационных свойств тяжелого бетона при раннем нагружении в условиях отрицательных температур. Предложены эмпирические коэффициенты для описания меры ползучести бетона через температурную функцию. Подтверждено значительное увеличение прочности бетона, твердеющего под нагрузкой при замораживании и оттаивании. Результаты могут быть использованы для задания параметров раннего нагружения и расчета монолитных зданий на этапе их возведения.
Ключевые слова: монолитные здания, строительные конструкции, тяжелый бетон, прочность, деформация, ползучесть, мера ползучести, раннее нагружение, интенсивность нагружения
- Бирюков В.С.
- Смирнов А.С.
- Тамбовцев А.М.
- Чередниченко Т.Ф.
- Абстрактный
- pdf (рус)
В статье рассматриваются различные механизмы самовосстановления бетона, используемые при строительстве зданий и сооружений, рассчитанных на определенные условия эксплуатации и окружающей среды, что позволяет экономить ресурсы и время при обслуживании и ремонте объектов различного назначения. Виды самовосстановления бетона: С полыми волокнами; микрокапсулирование; расширяющие добавки; Бактерии. Выводы. Сегодня достигнут прогресс в понимании взаимосвязи между структурой материалов и их свойствами. Благодаря полученным знаниям о структуре материалов была рассмотрена возможность проектирования материалов направленного качества, гарантирующего их соответствие определенным условиям эксплуатации и окружающей среды.
Ключевые слова: бетон, деструкция, самовосстановление, полые волокна, микрокапсулирование, вспенивающий агент, бактерии
- Валешный И.В.
- Коврина О.Е.
- Абстрактный
- pdf (рус)
В статье рассмотрены возможные пути повышения энергоэффективности вентиляционных систем жилых зданий за счет замены естественной вентиляции механическими системами с рекуперацией тепла вытяжного воздуха. Выполнено технико-экономическое обоснование применения центральных зональных и поквартирных механических приточно-вытяжных вентиляционных установок с учетом социально-планировочных решений, утвержденных при реновации жилых домов под специфику Волгограда, которое показало, что поквартирные системы экономически нецелесообразно для использования в квартирах меньшего размера по количеству комнат и общей площади (эконом-жилье).
Ключевые слова: энергосбережение, естественная вентиляция, механическая центральная зональная вентиляция, поквартирная система вентиляции, рекуперация, планировочное решение здания, экономическая целесообразность
- Белолипецкая В.А.
- Кривощапов А.М.
- Весова Л.М.
- Абстрактный
- pdf (рус)
Проблемы современных методов строительства зданий, а именно устаревание строительных технологий и системы производственного контроля на большинстве строящихся объектов не обеспечивают требуемый уровень качества. Из-за некачественных материалов, опалубки, армирования, кладки и трамбовки появляются дефекты и отклонения от важнейших требований к готовому изделию, значительно возрастают ресурсные затраты. Поэтому в целях разработки и внедрения эффективных мероприятий по совершенствованию существующих методов строительства зданий в данной работе перечислены основные недостатки используемых технологий. Приведена практика применения инновационных технологий, позволяющих повысить качество и скорость возводимых сооружений. Рассмотрены технологии возведения зданий с применением различных конструкций несъемной опалубки.
Ключевые слова: звукоизоляция, ударный шум, жилые дома, шумоизоляция, воздушный шум, монолитный дом, комфортная среда, шум, строительство, материалы
- Кианец А.В.
- Абстрактный
- pdf (рус)
Исследование посвящено обобщению существующего мирового опыта по влиянию продуктов переработки полиэтилентерефталата (ПЭТФ) при их добавлении в бетон на его характеристики. Анализ имеющихся данных показывает эффективность использования ПЭТ-волокна в бетонной матрице с целью переработки пластиковых отходов, облегчения бетонных конструкций, экономии расхода цемента и улучшения прочностных характеристик бетона. Но исследователи не пришли к единому мнению об эффективном расходе фибры при армировании, влиянии формы используемых фибр на свойства фибробетона, а также областях применения этого материала.
Ключевые слова: бетон, бетонная матрица, фибра, дисперсная арматура, полиэтилентерефталат, прочность на растяжение, прочность на сжатие
- Кианец А.В.
- Байбурин А.Х.
- Лебедь А.Р.
- Бондарь А.А.
- Абстрактный
- pdf (рус)
В данной статье приведены результаты исследования прочностных характеристик строительных растворов различного состава на основе магнезиального вяжущего (хлормагнезиального цемента). Полученные результаты: конечная прочность на сжатие (28 сут) в исследуемых композициях составляет от 12 до 45 МПа, кинетика (скорость) набора прочности в первые сутки твердения – от 22 до 38 %, на третьи сутки твердения твердение – 33-68%, на седьмые сутки – от 50-88%, и около 120% от расчетного (28-сутки) с дальнейшим твердением.
Ключевые слова: хлормагнезиальный цемент, магнезиальное вяжущее, магнезиальный раствор, магнезиальный бетон, каустический магнезит, хлорид магния, прочность на сжатие, кинетика набора прочности
- Ле Хуу Туан
- Абстрактный
- pdf (рус)
В работе представлена модель распределения серы по типам состояний и модель коалесценции капель серы в серо-битумном вяжущем, а также модель коалесценции капель серы в битумном расплаве. Разработанные модели хорошо объясняют механизмы структурообразования серобитумных материалов, приводящие к формированию их механических свойств, определенных экспериментально как для серобитумного вяжущего, так и для сероасфальтобетона. Модель распределения серы по типам состояний демонстрирует, что при с увеличением содержания серы в битумном вяжущем увеличивается доля серы в физически свободном состоянии, которая образует дисперсную фазу, повышающую вязкость вяжущего. Это приводит к закономерному повышению свойств битумного вяжущего при введении серы. Модель коалесценции капель серы показывает, что этот процесс является энергетически выгодным. Движущей силой коалесценции является давление Лапласа, которое увеличивается с увеличением соотношения размеров контактирующих капель серы. Также с увеличением содержания серы увеличивается вероятность преодоления межфазной пленки битума между каплями серы, что, естественно, увеличивает вероятность образования пространственных структур серы, отрицательно влияющих на трещиностойкость сероасфальтобетона.
Ключевые слова: сера, сернистые состояния, прочность, трещиностойкость, серобитумные вяжущие, сероасфальтобетон, асфальтобетон, коалесценция капель серы
- Ляшенко Д.А.
- Перфилов В.А.
- Лукяница С.В.
- Лупиногин В.В.
- Абстрактный
- pdf (рус)
В статье рассмотрена актуальность применения наномодифицированного бетона в строительстве. Приведены составы исследуемых смесей, а также способы их приготовления с использованием ультразвукового диспергирования, получены результаты эксперимента по разрушающему действию стандартных образцов балок. Представлены выводы полученных экспериментальных данных.
Ключевые слова: бетон, пенобетон, углеродные нанотрубки, суперпластификатор, дисперсия
- Соловьева А.И.
- Карпов А.Е.
- Абстрактный
- pdf (рус)
Основными объектами в области обследования и усиления железобетонных конструкций являются несущие элементы зданий и сооружений, однако огромное количество конструкций, подверженных разрушающему воздействию негативных факторов, представляют собой железобетонные опоры ЛЭП и опоры освещения. Из-за большого запаса прочности зачастую их повреждения не критичны и ремонтно-восстановительные работы не проводятся до окончательной потери несущей способности конструкций. Такое положение вещей является следствием значительной трудоемкости и стоимости работ по укреплению, особенно опор ЛЭП, расположенных вдали от городов.
Современные методы армирования, основанные на использовании композиционных материалов, позволяют решить эту задачу без значительных трудозатрат. Эти методы не требуют трудоемких и длительных затрат, что позволит быстро реагировать на разрушительные последствия негативных факторов, разрушающих опоры ЛЭП и опоры освещения.
В данной статье рассматриваются существующие способы усиления железобетонных опор линий электропередачи, выявляются их недостатки и предлагаются новые способы, основанные на применении композиционных материалов.
Ключевые слова: бетон, железобетон, арматура, углеродное волокно, композитный материал, арматура, углеродная ткань, опоры
- Еличев К. А.
- Петровнина И.Н.
- Козицын В.С.
- Андрюхина Е.О.
- Абстрактный
- pdf (рус)
Проведено исследование заполнителей, используемых для производства декоративных бетонов. Поскольку плиты из этих бетонов планируется использовать для полов и площадок, подверженных высоким механическим нагрузкам, заполнители должны обладать необходимыми свойствами. Изучена стойкость щебня к удару о копру, истиранию в стеллажном барабане и морозостойкость. Для песков, используемых в качестве заполнителей, были определены такие характеристики, как гранулометрический состав, модуль крупности, устойчивость стабилизируемой смеси и др. По полученным результатам определены образцы заполнителя, наиболее пригодные для производства декоративных бетонов, которые используются для устройства декоративных полов и площадок.
Ключевые слова: износостойкие материалы, декоративный эффект, модуль крупности, щебень, щебень
Отклонение листов от плоскостности на 1 м длины, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
горячекатаный | холоднокатаный | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До 690 (70) вкл. | Таблица 1а
Примечания: 1. 2. В стали марки 03Х22Н6М2 допускается увеличение массовой доли молибдена +0,2%. 3. Допускаемая массовая доля остаточного титана не более 0,05%, других остаточных элементов – по ГОСТ 5632. (Измененная редакция, Дополнение № 2). 3.4. Механические свойства термически обработанных листов должны соответствовать нормам, указанным в табл. … Таблица 2
______ * Для листов толщиной св. Примечание. Отжиг листов стали марок 20Х13, 12Х13, 08Х13 производится по требованию потребителя. Нормы не обязательны до 01.01.94. Определение требуется для набора данных. 3.5. Механические свойства листов, определяемые на контрольных термообработанных образцах, должны соответствовать нормам, указанным в табл. … Таблица 3
Примечание. (Измененная редакция, Дополнение № 2). 3.6. Механические свойства нагартованных и полуобработанных листов не нормируются, а подлежат определению. Нормы устанавливаются по согласованию между изготовителем и потребителем. 3.7. По виду и качеству поверхности листы должны соответствовать требованиям, указанным в табл. … Таблица 4
Примечания: 1. 2. Допускается местная плоская очистка поверхности, при этом глубина очистки не должна превышать норм глубины залегания допустимых дефектов. Поджог от зачистки не допускается. 3. По требованию потребителя листы изготовляют без зачистки и вырезки недопустимых дефектов. 4. Изменение цвета и различные оттенки от травления на холоднокатаном и горячекатаном термообработанном листе, протравленном или после светлого отжига браковочным признаком не являются. 5. Заварка дефектов на листах допускается по согласованию с потребителем. (Измененная редакция, Дополнение № 2). 3.8. Лист из стали марок 09х27Н7Ю, 03х28Н11, 03х27Н14М3, 08х32Н6Т, 08х31Н6М2Т, 10х24Г14Н4Т, 12х27Г9AN4, 08h27N13M2T, 10X17h23M2T, 10h27N13M3T, 08h27N15M3T, 12h28N9, 12X18H9T, 04h28N10, 08h28N10, 08X18h20T, 12X18h20T, 08h28N12T, 12h28N12T, 08h28N12B, 08h28G8N2T, 03h31N21M4GB, 03h32N6M2, 03Х23Н6, 06ХН28МДТ, 03ХН28МДТ should not have a tendency to intergranular corrosion. Нормы межкристаллитной коррозии для сталей марок 03Х22Н6М2 и 03Х23Н6 являются необязательными до 01.01.93. Определение требуется для набора данных. (Измененная редакция, Изменения № 2, 3). а) склонность к охрупчиванию стали марки 12Х21Н5Т. Режим термической обработки и нормы должны соответствовать указанным в табл. ; б) шероховатость поверхности нагартованной и полузакаленной стали; в) альфа-фазы в аустенитных сталях; г) склонность к межкристаллитной коррозии для марок стали, не указанных в ГОСТ 6032; д) ударная вязкость сталей, для которых в табл. ударная вязкость не указана; е) размер зерна; г) механические свойства горячекатаного листа, поставляемого без термической обработки и травления; з) механические свойства при повышенных температурах; и) загрязнения стали неметаллическими включениями; к) механические свойства, отличные от указанных в табл. … Примечание. Таблица 5 3.10. По требованию потребителя листы изготавливаются: а) проверка склонности к межкристаллитной коррозии стали марок 08Х17Т, 15Х25Т и 07Х16Н6; б) с неразрушающим контролем внутренних дефектов. Нормы устанавливаются по согласованию между изготовителем и потребителем; в) без механических или других испытаний при условии соблюдения норм, указанных в настоящем стандарте; г) с контролем твердости термически обработанных листов; д) с испытанием на изгиб. (Измененная редакция, Изменения № 2, 3). 4.1. Листовая сталь принимается партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали – одного режима термической обработки. Листы, отличающиеся по толщине не более чем на 40 % для листов толщиной от 4 до 12 мм, не более 5 мм для листов толщиной св. По согласованию изготовителя с потребителем допускается партия, состоящая из нескольких плавок одной марки или одной плавки листов разной толщины. (Измененная редакция, Дополнение № 3). Для испытаний на растяжение, определения ударной вязкости, зернистости и шероховатости поверхности – один лист на партию; Для определения склонности к межкристаллитной коррозии – по ГОСТ 6032; Для определения загрязненности стали неметаллическими включениями – по ГОСТ 1778; Для проверки химического состава – по ГОСТ 7565. Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязненности неметаллическими включениями и крупности допускается отбирать лист наибольшей толщины из партии, состоящей из листов разной толщины и одного режима термообработки. Листы из стали марки 03Х22Н6М2 контролируют в закаленном состоянии, а из стали марки 03Х23Н6 – в состоянии закалки и последующего отпуска при 550°С в течение 1 часа. (Измененная редакция, Изменения № 1, 2). 5.11. Отсутствие внутренних дефектов в листах, указанных в п.п., обеспечивается технологией производства стали и листа. Контроль осуществляется визуально по краям листов. Ультразвуковой контроль внутренних дефектов проводят по требованию потребителя в соответствии с нормативно-технической документацией (НТД). (Измененная редакция, Дополнение № 2). 5.12. Для проверки механических свойств и отсутствия склонности к межкристаллитной коррозии допускается использовать методы статистического контроля, утвержденные в установленном порядке. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Предел прочности, Н/мм 2 (кгс/мм 2) | Отклонение листов от плоскостности на 1 м длины, мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
горячекатаный | холоднокатаный | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До 690 (70) вкл. | Химический состав стали марок 03Х23Н6 и 03Х22Н6М2 должен соответствовать табл. 1а. Таблица 1а
Примечания: 1. 2. В стали марки 03Х22Н6М2 допускается увеличение массовой доли молибдена +0,2%. 3. Допускаемая массовая доля остаточного титана не более 0,05%, других остаточных элементов – по ГОСТ 5632. (Измененная редакция, Дополнение № 2). 3.3. На листах не должно быть следов усадочной раковины, расслоений, посторонних включений и пузырей. 3.4. Механические свойства термически обработанных листов должны соответствовать нормам, указанным в табл. 2. стол 2
* Для листов толщиной св. Примечание. Отжиг листов стали марок 20Х13, 12Х13, 08Х13 производится по требованию потребителя. Нормы не обязательны до 01.01.94. Определение требуется для набора данных. 3.5. Механические свойства листов, определяемые на контрольных термообработанных образцах, должны соответствовать нормам, указанным в табл. 3. Таблица 3
Примечание. (Измененная редакция, Дополнение № 2). 3.6. Механические свойства нагартованных и полуобработанных листов не нормируются, а подлежат определению. Нормы устанавливаются по согласованию между изготовителем и потребителем. 3.7. По виду и качеству поверхности листы должны соответствовать требованиям, указанным в табл. четыре. Таблица 4
Примечания: 1. 2. Допускается местная плоская очистка поверхности, при этом глубина очистки не должна превышать норм глубины залегания допустимых дефектов. Поджог от зачистки не допускается. 3. По требованию потребителя листы изготовляют без зачистки и вырезки недопустимых дефектов. 4. Изменение цвета и различные оттенки от травления на холоднокатаном и горячекатаном термообработанном листе, протравленном или после светлого отжига браковочным признаком не являются. 5. Заварка дефектов на листах допускается по согласованию с потребителем. (Измененная редакция, Дополнение № 2). 3.8. Sheets of steel grades 09h27N7YU, 03h28N11, 03h27N14M3, 08h32N6T, 08h31N6M2T, 10h24G14N4T, 12h27G9AN4, 08h27N13M2T, 10X17h23M2T, 10h27N13M3T, 08h27N15M3T, 12h28N9, 12X18H9T, 04h28N10, 08h28N10, 08X18h20T, 12X18h20T, 08h28N12T, 12h28N12T, 08h28N12B, 08h28G8N2T, 03h31N21M4GB, 03h32N6M2, 03Х23Н6, 06ХН28МДТ, 03ХН28МДТ не должны иметь склонности к межкристаллитной коррозии. Нормы межкристаллитной коррозии для сталей марок 03Х22Н6М2 и 03Х23Н6 являются необязательными до 01.01.93. Определение требуется для набора данных. (Измененная редакция, Изменения № 2, 3). 3.9. По требованию потребителя листы изготавливают следующих марок: а) склонность к охрупчиванию стали марки 12Х21Н5Т. Режим термической обработки и нормы должны соответствовать указанным в табл. пять; б) шероховатость поверхности нагартованной и полузакаленной стали; в) альфа-фазы в аустенитных сталях; г) склонность к межкристаллитной коррозии для марок стали, не указанных в ГОСТ 6032; д) ударная вязкость сталей, для которых в табл. 2 ударная вязкость не указана; е) размер зерна; г) механические свойства горячекатаного листа, поставляемого без термической обработки и травления; з) механические свойства при повышенных температурах; и) загрязнения стали неметаллическими включениями; к) механические свойства, отличные от указанных в табл. Примечание. Нормы по подпунктам б, в, г – к, , а также методы контроля по подпунктам в, д устанавливаются по согласованию между изготовителем и потребителем. Таблица 5 3.10. По требованию потребителя листы изготавливаются: а) проверка склонности к межкристаллитной коррозии стали марок 08Х17Т, 15Х25Т и 07Х16Н6; б) с неразрушающим контролем внутренних дефектов. Нормы устанавливаются по согласованию между изготовителем и потребителем; в) без механических или других испытаний при условии соблюдения норм, указанных в настоящем стандарте; г) с контролем твердости термически обработанных листов; д) с испытанием на изгиб. (Измененная редакция, Изменения № 2, 3). 4. ПРАВИЛА ПРИЕМКИ 4.1. Листовая сталь принимается партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали – одного режима термической обработки. По согласованию изготовителя с потребителем допускается партия, состоящая из нескольких плавок одной марки или одной плавки листов разной толщины. (Измененная редакция, Дополнение № 3). 4.1.1. Каждая партия должна сопровождаться документом о качестве по ГОСТ 7566 с дополнениями к результатам: Испытание механических свойств холоднодеформированных и полуобработанных листов и листов толщиной св. 25 мм; Испытания листов из стали марок 03Х22Н6М2 и 03Х23Н6 на склонность к межкристаллитной коррозии; Листы проверки на наличие внутренних дефектов; Контроль твердости. (Введен дополнительно, Изменение № 2). 4.2. Все листы партии подлежат контролю поверхности, отклонений от плоскостности и размеров. Допускается контроль изготовителем отклонений от плоскостности и размеров листов выборочно, но не менее чем на одном листе каждой толщины в партии. 4.3. Для проверки качества листов выберите: Для испытаний на растяжение, определения ударной вязкости, зернистости и шероховатости поверхности – один лист на партию; Для определения склонности к межкристаллитной коррозии – по ГОСТ 6032; Для определения загрязненности стали неметаллическими включениями – по ГОСТ 1778; Для проверки химического состава – по ГОСТ 7565. Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязненности неметаллическими включениями и крупности допускается отбирать лист наибольшей толщины из партии, состоящей из листов разной толщины и одного режима термообработки. 4.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на образце, отобранном по ГОСТ 7566. 5. МЕТОДЫ ИСПЫТАНИЙ 5.1. Отбор проб для определения химического состава стали – по ГОСТ 7565. Химический состав определяют по ГОСТ 12344 – ГОСТ 12365, ГОСТ 28473 или другими методами, обеспечивающими требуемую точность анализа. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
GOST 7350-77
Межгосударственный стандарт
и термостойкий
Технические условия
Официальное издание
Стандартная карта
.
Технические условия
Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная.
МКЦ 77.140.20 ОКП 09 8500, 09 8600
Дата введения 01.01.79
Настоящий стандарт распространяется на толстолистовой, горячекатаный и холоднокатаный прокат из коррозионно-стойкой, жаростойкой и жаростойкой стали (далее – сталь), изготавливаемый в листах.
1. КЛАССИФИКАЦИЯ
1.1. Сталь подразделяется:
По состоянию материала и качеству поверхности на группы: холоднокатаная холоднодеформированная – Н1, холоднокатаная полуобработанная – ПН1,
холоднокатаная, термообработанная, травленая или после полировки отжиг – М2а, МЗа, М4а, М5а,
холоднокатаный термически обработанный – М5в, горячекатаный термически обработанный,
травленый или после светлого отжига – М2б, МЗб, М4б, М5б, горячекатаный термически обработанный нетравленый – М5г, горячекатаный без термическая обработка и нетравление – 5д;
По точности прокатки: повышенной точности – А, нормальной точности – Б;
По виду кромки: обрезная – О, необрезная – А;
По отклонению от плоскостности листов с временным сопротивлением 690 Н/мм 2 (70 кгс/мм 2) и менее по:
особо высокой плоскостности – ПО, повышенной плоскостности – ПВ, улучшенной плоскостности – ПУ, нормальной плоскостности – ПН.
1.2. Допускается изготовление толстолистового проката с точностью прокатки выше указанной в заказе.
Официальное издание №
Перепечатка запрещена
© Издательский дом стандартов, 1977 © СТАНДАРТИНФОРМ, 2009
2. РАЗНООБРАЗИЕ
2.1. Горячекатаный толстолистовой прокат изготавливают толщиной от 4 до 50 мм, холоднокатаный – от 4 до 5 мм.
2.2. Форма, размеры и предельные отклонения размеров толстолистовой стали должны соответствовать требованиям:
На горячекатаный – ГОСТ 19903;
На холоднокатаный прокат – ГОСТ 19904.
Лист горячекатаный толщиной более 20 мм с обрезной кромкой изготовляют по согласованию между изготовителем и потребителем.
Лист горячекатаный высокоточной прокатки А изготовляют по требованию потребителя.
(Измененная редакция, Дополнение № 2).
2.3. Отклонение листов от плоскостности должно соответствовать указанному в табл. один.
Примечания:
1. По требованию потребителя горячекатаный лист толщиной 4-5 мм изготовляют с особо высокой планшетностью (ПО), толщиной 6 мм и более – с повышенной (ПВ ) и улучшенная (ПУ) плоскостность.
2. По согласованию изготовителя с потребителем листы толщиной более 20 мм изготовляют без правки. При этом отклонение от плоскостности не должно превышать 30 мм на 1 м длины.
3. Для листов в термически обработанном состоянии без травления отклонение от плоскостности не нормируется.
Примеры условного обозначения
Сталь холоднокатаная термически обработанная, травленая, толстолистовая, марок 12Х18х20Т, группы поверхности М2а, повышенной точности прокатки, с обрезной кромкой, улучшенной плоскостности, размером 5х1250х2500 мм:
А-0-ПУ -5х 1250х2500 ГОСТ 19904-90
12Х18Н10Т- М2а ГОСТ 7350-77
То же, горячекатаный, термообработанный, травленый, толстолистовой 20Х13, МЗб группы поверхности, с необрезной кромкой, нормальной плоскостности, размером 40х1400х3000 мм :
НО-ПН-40х 1400х3000 ГОСТ 19903-74
20Х13-М2б ГОСТ 7350-77
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Steel plate manufactured following grades: 20X13, 09h26N4B, 12X13, 14h27N2, 08X13, 12X17, 08h27T, 15h35T, 07h26N6, 09h27N7YU, 03h28N11, 03X17h24M3, 08h32N6T, 12h31N5T, 08h31N6M2T, 20h33N13, 08h28G8N2T, 15h28N12S4TYU, 10h24G14N4T, 12h27G9AN4, 08h27N13M2T, 10X17h23M2T, 10Х17х23М3Т, 08Х17х25МЗТ, 12Х18Н9, 17Х18Н9, 12Х18Н9Т,
0003
03Х21Н21М4ГБ, 03Х22Н6М2, 03Х23Н6, 20Х23Н18, 12Х25Н16Г7АР, 06ХН28МДТ, 03ХН28МДТ, 15Х5М.
(Измененная редакция, Изменения № 2, 3).
3.1а. Листовой прокат изготавливают в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
3.2. Химический состав всех марок стали соответствует ГОСТ 5632, кроме стали 15Х5М, химический состав которой должен соответствовать ГОСТ 20072.
Химический состав стали марок 03Х23Н6 и 03Х22Н6М2 должен соответствовать табл. 1а.
Таблица 1а
Примечания:
1. Допускаемые в готовом прокате отклонения по массовой доле: кремний +0,4%, сера +0,005%, никель +0,2%, хром +0,5%.
2. В стали марки 03Х22Н6М2 допускается увеличение массовой доли молибдена +0,2%.
3. Допускаемая массовая доля остаточного титана не более 0,05%, других остаточных элементов – по ГОСТ 5632.
(Измененная редакция, Дополнение № 2).
3.3. На листах не должно быть следов усадочной раковины, расслоений, посторонних включений и пузырей.
3. 4. Механические свойства термически обработанных листов должны соответствовать нормам, указанным в табл. 2.
| сталь марки | Режим термообработки | Удлинение 6 5, | |||
Отжиг при 840-870°С, охлаждение на воздухе | |||||
Нормализация или закалка при 1000-1050°С, охлаждение на воздухе, отпуск при 680-780°С, охлаждение с печью или на воздухе | |||||
Отжиг по режиму изготовителя | Не более 750 (76) | ||||
Отжиг или отпуск при 650-700°С | По согласованию изготовителя с потребителем | ||||
Отжиг по режиму изготовителя | Не более 1030 (105) | ||||
Закалка при 960-1020°С, охлаждение на воздухе, отпуск при 680-780°С, охлаждение на воздухе или в печи | |||||
Отжиг по режиму изготовителя | Не более 650 (66) | ||||
Продолжение табл. 2
| сталь марки | Режим термообработки | Временное сопротивление о в, Н/мм 2 (кгс/мм 2) | Предел текучести от т, Н/мм 2 (кгс/мм 2) | Удлинение 6 5, | Ударная вязкость, ККУ, Дж/см 2 (кгс м/см 2) |
Закалка при 960-1020°С, охлаждение в воде или на воздухе, отпуск при 680-780°С, охлаждение на воздухе или с печью | |||||
Отжиг по режиму изготовителя | Не более 650 (66) | ||||
Отжиг или отпуск при 760-780°С, охлаждение на воздухе или в печи | |||||
Отжиг или отпуск при 760-780°С, охлаждение на воздухе | |||||
Отжиг или отпуск при 740-780°С, охлаждение в воде | |||||
Закалка при 1000-1050°С, охлаждение в воде | |||||
Закалка 1030-1050°С, охлаждение в воде | |||||
Закалка при 950-1050°С, охлаждение в воде или на воздухе | |||||
Закалка при (1050+25)°С, охлаждение в воде | |||||
Закалка при 1030-1050°С, охлаждение в воде | |||||
Закалка при 1030-1120°С, охлаждение в воде | |||||
Закалка при 1050-1080°С, охлаждение в воде или на воздухе | |||||
Закалка при 1030-1100°С, охлаждение в воде | |||||
08Х17Н15МЗТ * | |||||
Закалка при 1080-1120°С, охлаждение в воде | |||||
Закалка при 1050-1120°С, охлаждение в воде или под водяным душем | |||||
Закалка при 1030-1080°С, охлаждение в воде или на воздухе | |||||
Закалка при 1050-1100°С, охлаждение в воде или на воздухе | |||||
Конец таблицы. 2
| сталь марки | Режим термообработки | Временное сопротивление о в, Н/мм 2 (кгс/мм 2) | Предел текучести от т, Н/мм 2 (кгс/мм 2) | Удлинение 6 5, | Ударная вязкость, KCU, Дж/см 2 (кгс м/см 2) |
Закалка при 1000-1080°С, охлаждение в воде или на воздухе | |||||
Закалка при 1030-1080°С, охлаждение в воде или на воздухе | |||||
Закалка при 1030-1080°С, охлаждение в воде или на воздухе | |||||
Закалка при 1000-1100°С, охлаждение в воде или на воздухе | |||||
Закалка при 1030-1130°С, охлаждение в воде | |||||
Закалка при 1040-1080°С, охлаждение в воде | |||||
12Х25Н16Г7АР* | Закалка при 1050-1150°С, охлаждение в воде или на воздухе | ||||
15Х18Н12С4ТЮ * | Закалка при 1020-1050°С, охлаждение в воде или на воздухе | ||||
Нормализация при (1040+10)°С, охлаждение воздушное | Не более 1180 (120) | Не более 390 (40) | |||
03С21х31М4ГБ* | Закалка при 1060-1120°С, охлаждение в воде или под водяным душем | ||||
Закалка при 980-1020°С, охлаждение в воде или под водяным душем | |||||
Закалка при 1030-1070°С, охлаждение на воздухе, двукратный первый отпуск при 740-760°С, охлаждение на воздухе или в воде, второй отпуск при 580-680°С, охлаждение на воздухе | Не более 735 (75) | ||||
Закалка 950-1080°С, водяное охлаждение | |||||
Закалка при 1080-1100°С, охлаждение в воде или на воздухе | |||||
* Для листов толщиной св. 25 мм механические свойства не нормируются, определение обязательно. Примечание. Отжиг листов стали марок 20Х13, 12Х13, 08Х13 производится по требованию потребителя. Нормы не обязательны до 01.01.94. Определение требуется для набора данных.
(Измененная редакция, Изменения № 2, 3).
3.5. Механические свойства листов, определяемые на контрольных термообработанных образцах, должны соответствовать нормам, указанным в табл. 3.
СтолЗ
| сталь марки | Термическая обработка образцов | Временное сопротивление о в, Н/мм 2 (кгс/мм 2) | Предел текучести от т, Н/мм 2 (кгс/мм 2) | Удлинение 6 5, | Ударная вязкость, ККУ, Дж/см 2 (кгс м/см 2) |
Закалка при 960-1050°С, охлаждение в воде или на воздухе, отпуск при 275-350°С, охлаждение на воздухе | |||||
Закалка при 950-980°С, охлаждение на воздухе, отпуск при 300-350°С, охлаждение на воздухе | |||||
Нормализация при (975+10)°С, обработка холодом при -70°С 2 часа, отпуск при (425+10)°С 1 час, охлаждение на воздухе | |||||
Примечание. По согласованию изготовителя с потребителем допускается изменение режима термической обработки с соответствующим изменением норм механических свойств.
(Измененная редакция, Дополнение № 2).
3.6. Механические свойства нагартованных и полуобработанных листов не нормируются, а подлежат определению. Нормы устанавливаются по согласованию между изготовителем и потребителем.
3.7. По виду и качеству поверхности листы должны соответствовать требованиям, указанным в табл. четыре.
Условный обозначение | Состояние материала | Характеристика поверхности | |||
Тяжелообработанные (Н) и полуобработанные (ПН) | Блестящие, без пузырей – в зданиях, свернутые пузыри, плен, рябь, перевыпас, с незначительной разницей оттенков | Царапины, забоины, отпечатки, риски, прокатанные отпечатки | |||
Серебристо-матовый или блестящий, без пузырей-пузырей, скатанных пузырей, плен, трещин, окалины и перетрава | Рябь, царапины, забоины, отпечатки, риски, прокатанные отпечатки | Глубина, не выносящая лист за предельные отклонения | |||
То же самое и со снарядами |
Конец таблицы. четыре
Условный обозначение | Состояние материала | Характеристика поверхности | Наименование допускаемых дефектов поверхности | Максимальная глубина залегания дефектов | |
а) Холоднокатаный, термообработанный или после отжига | То же самое касается снарядов | 1/2 суммы предельных отклонений по толщине | |||
b) Горячекатаный, термообработанный, травленый или после светлого отжига | Серебристо-матовый или блестящий, без пузырчатых пузырей, скрученных пузырей, плен, трещин, окалины и надтравы | ||||
а) Холоднокатаный, термообработанный, травленый или после светлого отжига | Рябь, царапины, отпечатки, забоины, риски, прокатанные отпечатки | ||||
b) Горячекатаный, термообработанный, травленый или после светлого отжига | То же самое и со снарядами | Сумма предельных отклонений по толщине | |||
а) Горячекатаный, термообработанный, травленый или после светлого отжига | Матовый с серым оттенком или блестящий, без пузырей – в корпусах выкатных | Рябь, царапины, отпечатки, забоины, риски, маленькие закругленные шапочки, прокатанные отпечатки | |||
b) Горячекатаный, термообработанный, травленый или после светлого отжига | камедь, трещины, окалина и поросль | То же самое и со снарядами | |||
c) Холоднокатаный, термообработанный | Тряпки, царапины, отпечатки, забоины, риски, мелкие прокатные пленки, прокатные оттиски, окалина | ||||
г) Горячекатаный, термообработанный | Потертости, царапины, отпечатки, забоины, риски, мелкие прокатки | ||||
д) Горячекатаный, термически необработанный и необработанный | пленники, ракушки, катаные отпечатки, окалина |
Примечания:
1. Требования к качеству поверхности термически обработанной стали по количеству и характеру дефектов могут устанавливаться по согласованию сторон в соответствии со стандартами.
2. Допускается местная плоская очистка поверхности, при этом глубина очистки не должна превышать норм глубины залегания допустимых дефектов. Поджог от зачистки не допускается.
3. По требованию потребителя листы изготовляют без зачистки и вырезки недопустимых дефектов.
4. Изменение цвета и различные оттенки от травления на холоднокатаном и горячекатаном термообработанном листе, протравленном или после светлого отжига браковочным признаком не являются.
5. Заварка дефектов на листах допускается по согласованию с потребителем.
(Измененная редакция, Дополнение № 2).
3.8. Лист из стали марок 09х27Н7Ю, 03х28Н11, 03Х17х24М3, 08х32Н6Т, 08х31Н6М2Т, 10х24Г14Н4Т, 12х27Г9AN4, 08h27N13M2T, 10X17h23M2T, 10X17h23M3T, 08h27N15MZT, 12h28N9, 12X18H9T, 04h28N10, 08h28N10, 08X18h20T, 12X18h20T, 08h28N12T, 12h28N12T, 08h28N12B, 08h28G8N2T, 03h31N21M4GB, 03h32N6M2, 03Х23Н6, 06ХН28МДТ, 03ХН28МДТ should not have a tendency to intergranular corrosion.
Нормы межкристаллитной коррозии для сталей марок 03Х22Н6М2 и 03Х23Н6 являются необязательными до 01.01.93. Определение требуется для набора данных.
(Измененная редакция, Изменения № 2, 3).
3.9. По требованию потребителя листы изготавливают следующих норм:
а) склонность к охрупчиванию стали марки 12Х21Н5Т. Режим термической обработки и нормы должны соответствовать указанным в табл. пять;
б) шероховатость поверхности нагартованной и полузакаленной стали;
c) альфа-фазы в аустенитных сталях;
г) склонность к межкристаллитной коррозии для марок стали, не указанных в ГОСТ 6032;
д) ударная вязкость сталей, для которых в табл. 2 ударная вязкость не указана;
е) размер зерна;
г) механические свойства листового горячекатаного проката, поставляемого без термической обработки и травления;
h) механические свойства при повышенных температурах;
i) загрязнения стали неметаллическими включениями;
к) механические свойства, отличные от указанных в табл. 2.
Примечание. Нормы по подпунктам б, в, д – к, а также методы контроля по подпунктам в, г устанавливаются по согласованию между изготовителем и потребителем.
3.10. По требованию потребителя листы изготавливаются:
а) проверка склонности к межкристаллитной коррозии стали марок 08Х17Т, 15Х25Т и 07Х16Н6;
б) с неразрушающим контролем внутренних дефектов. Нормы устанавливаются по согласованию между изготовителем и потребителем;
в) без механических или других испытаний при условии соблюдения норм, указанных в настоящем стандарте;
г) с контролем твердости термически обработанных листов;
д) с испытанием на изгиб.
(Измененная редакция, Изменения № 2, 3).
4. ПРАВИЛА ПРИЕМКИ
4.1. Листовая сталь принимается партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали – одного режима термической обработки. Листы, отличающиеся по толщине не более чем на 40 % для листов толщиной от 4 до 12 мм, не более 5 мм для листов толщиной св. 12 мм.
По согласованию изготовителя с потребителем допускается партия, состоящая из нескольких плавок одной марки или одной плавки листов разной толщины.
(Измененная редакция, Дополнение № 3).
4.1.1. Каждая партия должна сопровождаться документом о качестве по ГОСТ 7566 с дополнениями к результатам:
Испытание механических свойств холоднодеформированных и полуобработанных листов и листов толщиной св. 25 мм;
Испытания листов из стали марок 03Х22Н6М2 и 03Х23Н6 на склонность к межкристаллитной коррозии;
Проверка листов на наличие внутренних дефектов;
Контроль твердости.
(Введен дополнительно, Изменение № 2).
4.2. Все листы партии подлежат контролю поверхности, отклонений от плоскостности и размеров.
Допускается контроль изготовителем отклонений от плоскостности и размеров листов выборочно, но не менее чем на одном листе каждой толщины в партии.
4.3 Для проверки качества листов выбирают:
Для испытаний на растяжение, определение ударной вязкости, зернистости и шероховатости поверхности – один лист на партию;
Для определения склонности к межкристаллитной коррозии – по ГОСТ 6032;
Для определения загрязненности стали неметаллическими включениями – по ГОСТ 1778;
Для проверки химического состава – по ГОСТ 7565.
Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязненности неметаллическими включениями и зернистости допускается выбирать лист наибольшей толщины из партия, состоящая из листов разной толщины и одного режима термообработки.
4.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на образце, отобранном по ГОСТ 7566.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор проб для определения химического состава стали – по ГОСТ 7565. Химический состав определяют по ГОСТ 12344 – ГОСТ 12365, ГОСТ 28473 или другими методами, обеспечивающими требуемую точность анализа.
5.2. Качество поверхности проверяют без применения увеличительных приборов.
5.3. Замеры толщины листов и отклонений от плоскостности проводят по ГОСТ 19903 и ГОСТ 19904. Размеры и форму листов проверяют измерительным инструментом, обеспечивающим требуемую точность измерений.
5.4. Отбор и подготовку образцов для механических испытаний проводят по ГОСТ 7564 поперек направления прокатки, а для стали марки 09Х17Н7Ю – по направлению прокатки.
Взять с каждого контрольного листа:
Для испытаний на растяжение и определения шероховатости поверхности – один образец;
Для определения ударной вязкости и зернистости – две пробы.
5.5. Испытание на растяжение при комнатной температуре проводят по ГОСТ 1497, при повышенных температурах – по ГОСТ 9651 на коротких образцах.
(Измененная редакция, Дополнение № 2).
5.6. Ударная вязкость определяется только для листов толщиной 11 мм и более по ГОСТ 9.454 на экземплярах типа I.
5.7. Шероховатость поверхности определяют в соответствии с требованиями ГОСТ 2789 профилографом-профилометром по ГОСТ 19300 или сравнением с рабочими образцами.
(Измененная редакция, Дополнение № 2).
5.8. Загрязненность стали неметаллическими включениями проверяют по ГОСТ 1778.
5.9. Размер зерна определяют по ГОСТ 5639.
5.10. Испытание стали на склонность к межкристаллитной коррозии проводят по ГОСТ 6032.
Листы без термической обработки не испытывают на склонность к межкристаллитной коррозии.
При получении неудовлетворительных результатов испытаний по методам АМУ и ВУ по согласованию изготовителя с потребителем допускается проведение повторных испытаний соответственно по методу Б.
Испытание стали марок 03Х23Н6 и 03Х22Н6М2 на склонность к межкристаллитной коррозии проводят по методу ДУ по ГОСТ 6032.
Листы из стали марки 03Х22Н6М2 контролируют в закаленном состоянии, а из стали марки 03Х23Н6 – в состоянии закалки и последующего отпуска при 550°С в течение 1 часа.
(Измененная редакция, Изменения № 1, 2).
5.11. Отсутствие внутренних дефектов в листах, указанных в п. 3.3, обеспечивается технологией производства стали и листа.
Контроль осуществляется визуально по краям листов.
Ультразвуковой контроль внутренних дефектов проводится по требованию потребителя в соответствии с нормативно-технической документацией (НТД).
(Измененная редакция, Дополнение № 2).
5.12. Для проверки механических свойств и отсутствия склонности к межкристаллитной коррозии допускается использовать методы статистического контроля, утвержденные в установленном порядке.
5.13. Определение твердости проводят по ГОСТ 9012 на заготовках для изготовления образцов на растяжение.
5.14. Испытание на изгиб проводят по ГОСТ 14019.
5.13, 5.14. (Внесено дополнительно, Изменение № 2).
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Упаковка, маркировка, транспортирование и хранение – по ГОСТ 7566.
(Измененная редакция, Изменение № 2).
6.2. (Исключен, Изменение № 2).
6.3. При упаковке листов в пачки каждая пачка должна состоять из листов одной партии. Допускается упаковка листов разных партий, изготовленных из одной плавки, в одну пачку. В этом случае участки должны быть разделены прокладками. Пачки горячекатаных негусеничных листов допускается обвязывать поперечными обвязками в количестве, равном сумме продольных и поперечных обвязок, предусмотренных ГОСТ 7566. При этом не должно происходить смещения листов в пачки при транспортировании. Вместо маркировки верхнего листа пачки допускается нанесение маркировки на металлическую карту размером не менее 200х290 мм, который прочно прикреплен не менее чем в двух местах к упаковочной ленте сверху пачки.
ПРИЛОЖЕНИЕ. (Исключен, Изменение № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов при Совете Министров СССР от 21.07.77 № 1786
3. ВНЕСЕН ВПЕРВЫЕ
4. Стандарт полностью соответствует СТ СЭВ 6434-88
5. СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Артикул | Артикул | ||
ГОСТ 1497-84 | ГОСТ 12352-81 | ||
ГОСТ 1778-70 | ГОСТ 12353-78 | ||
ГОСТ 2789-73 | ГОСТ 12354-81 | ||
ГОСТ 5632-72 | ГОСТ 12355-78 | ||
ГОСТ 5639-82 | ГОСТ 12356-81 | ||
ГОСТ 6032-2003 | ГОСТ 12357-84 | ||
ГОСТ 6996-66 | ГОСТ 12358-2002 | ||
ГОСТ 7564-97 | ГОСТ 12359-99 | ||
ГОСТ 7565-81 | ГОСТ 12360-82 | ||
ГОСТ 7566-94 | 4. | ГОСТ 12361-2002 | |
ГОСТ 9012-59 | ГОСТ 12362-79 | ||
ГОСТ 9454-78 | ГОСТ 12363-79 | ||
ГОСТ 9651-84 | ГОСТ 12364-84 | ||
ГОСТ 12344-2003 | ГОСТ 12365-84 | ||
ГОСТ 12345-2001 | ГОСТ 14019-2003 | ||
ГОСТ 12346-78 | ГОСТ 19300-86 | ||
ГОСТ 12347-77 | ГОСТ 19903-74 | ||
ГОСТ 12348-78 | ГОСТ 19904-90 | ||
ГОСТ 12349-83 | ГОСТ 20072-74 | ||
ГОСТ 12350-78 | ГОСТ 28473-90 | ||
ГОСТ 12351-2003 |
6.
Снято ограничение срока действия по протоколу №3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)7. ИЗДАНИЕ (ноябрь 2009 г.) с Изменениями № 1, 2, 3, утвержденными в ноябре 1987 г., июне 1988 г., октябре 1989 г. (ИУС 2-88, 11-88, 2-90)
Редактор //. В. Таланова Технический редактор Н. С. Гришанова Корректор Е. Д. Дульнева Компьютерная верстка Л.А. Циркуляр
Подписан в печать 15 декабря 2009 г. Формат 60х84 В г. Офсетная бумага. Гарнитура Таймс. Офсетная печать. Уэл. распечатать л. 1.40. Уч.-ред. л. 1.20. Тираж 79копии. Зак. 696.
ФГУП “СТАНДАРТИНФОРМ”, 123995 г. Москва, Гранатный пер., д. 4. Набор в Калужской типографии стандартов.
Отпечатано в филиале ФГУП “СТАНДАРТИНФОРМ” – тип. “Московский принтер”, 105062 г. Москва, Лялин пер., д. 6.
ГОСТ 7350-77
Группа В33
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОЛСТОЛИСТОВАЯ КОРРОЗИОННО-СТОЙКАЯ, ТЕРМОСТОЙКАЯ И ТЕРМОСТОЙКАЯ
Лист стальной, коррозионностойкий, жаростойкий и жаростойкий. Технические характеристикиОКП 09 8500, 09 8600
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Министерством черной металлургии СССР
2. УТВЕРЖДЕН Приказом
. Государственный комитет стандартов при Совете Министров СССР от 21 июля 1977 г. N 1786
3. ВВЕДЕНЫ ВПЕРВЫЕ
4. Стандарт полностью соответствует СТ СЭВ 6434-88
5. СПРАВОЧНИК НОРМАТИВНО-ТЕХНИЧЕСКИЙ ДОКУМЕНТЫ
| Обозначение NTD со ссылкой на | Артикул |
| ГОСТ 1497-84 | 5,5 |
| ГОСТ 1778-70 | 4.3, 5.8 |
| ГОСТ 2789-73 | 5,7 |
| ГОСТ 5632-72 | 3.2 |
| ГОСТ 5639-82 | 5,9 |
| ГОСТ 6032-89 | 3,9, 4,3, 5,10 |
| ГОСТ 6996-66 | 3,9 |
| ГОСТ 7564-97 | 5,4 |
| ГОСТ 7565-81 | 4. 3, 5.1 |
| ГОСТ 7566-94 | 4.1.1, 4.4, 6.1, 6.3 |
| ГОСТ 9012-59 | 5.13 |
| ГОСТ 9454-78 | 3,9, 5,6 |
| ГОСТ 9651-84 | 5,5 |
| ГОСТ 12344-88 | 5.1 |
| ГОСТ 12345-2001 | 5.1 |
| ГОСТ 12346-78 | 5.1 |
| ГОСТ 12347-77 | 5.1 |
| ГОСТ 12348-78 | 5.1 |
| ГОСТ 12349-83 | 5.1 |
| ГОСТ 12350-78 | 5.1 |
| ГОСТ 12351-81* | 5.1 |
| _______________ * На территории РФ действует ГОСТ 12351-2003. – Примечание от производителя базы данных. | |
| ГОСТ 12352-81 | 5.1 |
| ГОСТ 12353-78 | 5. 1 |
| ГОСТ 12354-81 | 5.1 |
| ГОСТ 12355-78 | 5.1 |
| ГОСТ 12356-81 | 5.1 |
| ГОСТ 12357-84 | 5.1 |
| ГОСТ 12358-82* | 5.1 |
| ______________ * На территории Российской Федерации действует ГОСТ 12358-2002. – Примечание от производителя базы данных. | |
| ГОСТ 12359-99 | 5.1 |
| ГОСТ 12360-82 | 5.1 |
| ГОСТ 12361-82* | 5.1 |
| ______________ * На территории РФ действует ГОСТ 12361-2002. – Примечание от производителя базы данных. | |
| ГОСТ 12362-79 | 5.1 |
| ГОСТ 12363-79 | 5.1 |
| ГОСТ 12364-84 | 5.1 |
| ГОСТ 12365-84 | 5. 1 |
| ГОСТ 14019-80 | 5.14 |
| ГОСТ 19300-86 | 5,7 |
| ГОСТ 19903-74 | 2.2, 2.3, 5.3 |
| ГОСТ 19904-90 | 2.2, 2.3, 5.3 |
| ГОСТ 20072-74 | 3.2 |
| ГОСТ 20560-81 | 5.1 |
6. Ограничение срока действия снято согласно протоколу N 3-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ИЗДАНИЕ с Изменениями 1, 2 , 3, утверждены в ноябре 1987 г., июне 1988 г., октябре 1989 г. (ИУС 2-88, 11-88, 2-90).
Настоящий стандарт распространяется на толстолистовой, горячекатаный и холоднокатаный прокат из коррозионно-стойкой, жаростойкой и жаростойкой стали (далее – сталь), изготавливаемый в листах.
1. КЛАССИФИКАЦИЯ
1.1. Сталь подразделяется:
– по состоянию материала и качеству поверхности на группы:
холоднокатаная холоднодеформированная – h2,
холоднокатаная полукатаная – ПН1,
холоднокатаная, термически обработанные, травленые или после светлого отжига – М2а, М3а, М4а, М5а,
холоднокатаные термически обработанные – М5в,
горячекатаные термически обработанные,
травленые или после светлого отжига – М2б, М3б, М4б, М5б ,
горячекатаный термообработанный нетравленный – М5г,
горячекатаный без термической обработки и нетравленный – 5д;
– по точности прокатки:
повышенной точности – А,
нормальной точности – Б;
– по виду кромки на:
кромка – О;
необрезной – А;
– по отклонению от плоскостности листов с временным сопротивлением 690 Н/мм (70 кгс/мм) и менее по:
особо высокой плоскостности – ПО,
высокая плоскостность – ПВ,
улучшенная плоскостность – ПУ,
нормальная плоскостность – ПН.
1.2. Допускается изготовление толстолистового проката с точностью прокатки выше указанной в заказе.
2. РАЗНООБРАЗИЕ
2.1. Горячекатаный толстолистовой прокат изготавливают толщиной от 4 до 50 мм, холоднокатаный – от 4 до 5 мм.
2.2. Форма, размеры и предельные отклонения размеров толстолистовой стали должны соответствовать требованиям:
– для горячекатаного – ГОСТ 19903;
– для холоднокатаного проката – ГОСТ 19904.
Лист горячекатаный толщиной более 20 мм с обрезной кромкой изготовляют по согласованию между изготовителем и потребителем.
Лист горячекатаный повышенной точности прокатки класса А изготавливается по требованию потребителя.
(Измененная редакция, Изменение N 2).
2.3. Отклонение листов от плоскости должно соответствовать указанному в таблице 1.
Таблица 1
Примечания:
1. По требованию потребителя лист горячекатаный толщиной 4−5 мм изготавливают особо высокой планшетности (ПО), толщиной 6 мм и более – с повышенной (ПВ) и улучшенной (ПУ) плоскостностью.
2. По согласованию изготовителя с потребителем листы толщиной более 20 мм изготовляют без правки. При этом отклонение от плоскостности не должно превышать 30 мм на 1 м длины.
3. Для листов в термически обработанном состоянии без травления отклонение от плоскостности не нормируется.
Примеры условного обозначения
Сталь холоднокатаная, термически обработанная, травленая, толстолистовая, марок 12Х18х20Т, М2а, группы поверхности, повышенной точности прокатки, с обрезной кромкой, улучшенной плоскостности, размером 5х1250х2500 мм:
То же, горячая -прокат, термообработанный, травленый, толстолистовой, марок 20Х13, группы поверхности М3б, с необрезной кромкой, нормальной плоскостности, размером 40х1400х3000 мм:
Н. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Steel plate manufactured following grades: 20X13, 09h26N4B, 12h23, 14h27N2, 08h23, 12h27, 08X17T, 15X25T, 07X16H6, 09h27N7YU, 03X18h21, 03X17h24M3, 08X22H6T, 12X21H5T, 08X21H6M2T, 20X23h23, 08h28G8N2T, 15h28N12S4TYU, 10h24G14N4T, 12h27G9AN4, 08X17h23M2T, 10X17h23M2T, 10X17h23M3T, 08X17h25M3T, 12X18H9, 17X18H9, 12X18H9T, 04X18h20, 08X18h20, 08X18h20T, 12X18h20T, 08X18h22T, 12X18h22T, 08X18h22B, 03X21h31M6X16HM2, 03X22HM
(Modified edition, Amendments N 2, 3).
3.1а. Листовой прокат изготавливают в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
3.2. Химический состав всех марок стали по ГОСТ 5632, кроме стали 15Х5М, химический состав которой должен соответствовать ГОСТ 20072.
Химический состав сталей марок 03Х23Н6 и 03Х22Н6М2 должен соответствовать таблице 1а.
Таблица 1а
Примечания:
1. Допускаемые в готовом прокате отклонения по массовой доле: кремний + 0,4 %, сера + 0,005 %, никель ± 0,2 %, хром + 0,5 %.
2. В стали марки 03Х22Н6М2 допускается увеличение массовой доли молибдена +0,2%.
3. Допускаемая массовая доля остаточного титана не более 0,05%, других остаточных элементов – по ГОСТ 5632.
(Измененная редакция, Изменение N 2).
3.3. На листах не должно быть следов усадочной раковины, расслоений, посторонних включений и пузырей.
3.4. Механические свойства термообработанных листов должны соответствовать нормам, указанным в таблице 2.
таблица 2
| марка стали | Режим термообработки | Временное сопротивление | Предел текучести | Relate- | Ударная вязкость КСУ, Дж/см | |
| не менее | ||||||
| 15Х5М | Отжиг при 840-870°С, охлаждение на воздухе | 470 (48) | 235 (24) | 18 | – | |
| 20X13 | Нормализация или закалка при 1000-1050°С, охлаждение на воздухе, отпуск при 680-780°С, охлаждение в печи или на воздухе | 510 (52) | 375 (38) | 20 | ||
| Отжиг по заводскому режиму | Не более 750 (76) | |||||
| 14Х17Н2 * | Отжиг или отпуск при 650-700°С | По согласованию изготовителя с потребителем | ||||
| 09Х16Н4Б | Отжиг по режиму производителя | Не более 1030 (105) | – | 13 | – | |
| 12X13 | Закалка на 960-1020°С, охлаждение на воздухе, отпуск при 680-780°С, охлаждение на воздухе или с печью | 490 (50) | 345 (35) | 21 | ||
| Отжиг по режиму производителя | Не более 650 (66) | 250 (25) | 15 | |||
| 08X13 | Закалка при 960-1020°С, охлаждение в воде или на воздухе, отпуск при 680-780°С, охлаждение на воздухе или с печью | 420 (43) | 295 (30) | 23 | ||
| Отжиг по режиму производителя | Не более 650 (66) | 250 (25) | 15 | |||
| 12Х17* | Отжиг или отпуск при 760-780°С, охлаждение на воздухе или в печи | 440 (45) | – | 18 | ||
| 08X17T * | Отжиг или отпуск при 760-780°С, охлаждение на воздухе | |||||
| 15С25Т * | Отжиг или отпуск при 740-780°С, охлаждение в воде | 14 | 20 (2) | |||
| 08X22H6T | Закалка при 1000-1050°С, охлаждение в воде | 590 (60) | 345 (35) | 18 | 59 (6) | |
| 03X23H6 | Закалка 1030-1050°С, охлаждение в воде | 25 | – | |||
| 12С21Н5Т * | Закалка при 950-1050°С, охлаждение в воде или на воздухе | 690 (70) | 390 (40) | 14 | ||
| 08Х21Н6М2Т | Закалка при (1050±25)°С, охлаждение в воде | 590 (60) | 345 (35) | 20 | 59 (6) | |
| 03Х22Н6М2 | Закалка при 1030-1050°С, охлаждение в воде | 25 | – | |||
| 20Х23х23* | Закалка при 1030-1120°С, охлаждение в воде | 570 (58) | – | 35 | ||
| 10Х14Г14Н4Т | Закалка при 1050-1080°С, охлаждение в воде или на воздухе | 590 (60) | 245 (25) | 40 | ||
| 12Х17Г9АН4 * | Закалка при 1030-1100°С, охлаждение в воде | 690 (70) | 345 (35) | |||
| 10Х17Н13М2Т | 530 (54) | 235 (24) | 37 | |||
| 08Х17Н13М2Т | 510 (52) | 196 (20) | 40 | |||
| 10Х17Н13М3Т | 530 (54) | 235 (24) | 37 | |||
| 08Х17Н15М3Т * | 510 (52) | 196 (20) | 40 | |||
| 17Х18Н9 | Закалка при 1080-1120°С, охлаждение в воде | 590 (60) | 265 (27) | 35 | ||
| 12X18H9 | Закалка при 1050-1120°С, охлаждение в воде или под водяным душем | 530 (54) | 215 (22) | 38 | ||
| 12Х18Н9Т | Закалка при 1030-1080°С, охлаждение в воде или на воздухе | |||||
| 08X18h20 | Закалка при 1050-1100°С, охлаждение в воде или на воздухе | 510 (52) | 205 (21) | 43 | ||
| 04X18h20 | 490 (50) | 175 (18) | 45 | |||
| 12Х18х20Т | Закалка при 1000-1080°С, охлаждение в воде или на воздухе | 530 (54) | 235 (24) | 38 | ||
| 08Х18х20Т | 510 (52) | 205 (21) | 43 | |||
| 12Х18Н12Т | Закалка при 1030-1080°С, охлаждение в воде или на воздухе | 530 (54) | 235 (24) | 38 | ||
| 08Х18Н12Т | Закалка при 1030-1080°С, охлаждение в воде или на воздухе | 510 (52) | 205 (21) | 43 | ||
| 08Х18Н12Б | Закалка при 1000-1100°С, охлаждение в воде или на воздухе | 40 | ||||
| 20X23h28 | Закалка при 1030-1130°С, охлаждение в воде | 540 (55) | 265 (27) | 35 | ||
| 0ЗХ28МДТ * | Закалка при 1040-1080°С, охлаждение в воде | 215 (22) | ||||
| 12Х25Н16Г7АР * | Закалка при 1050-1150°С, охлаждение в воде или на воздухе | 740 (75) | 390 (40) | 50 | ||
| 15Х18Н12С4ТЮ * | Закалка при 1020-1050°С, охлаждение в воде или на воздухе | 690−930 (70−95) | 345 (35) | 30 | ||
| 07X16H6 | Нормализация при (1040±10)°С, охлаждение воздушное | Не более 1180 (120) | не более 390 (40) | 15 | ||
| 03Х21Н21М4ГБ* | Закалка при 1060-1120°С, охлаждение в воде или под водяным душем | 590 (60) | 295 (30) | 30 | ||
| 08X18G8N2T | Закалка при 980-1020°С, охлаждение в воде или под водяным душем | 345 (35) | 20 | 59 (6) | ||
| 09Х17Н7Ю | Закалка при 1030-1070°С, охлаждение на воздухе, двойной первый отпуск при 740-760°С, охлаждение на воздухе или в воде, второй отпуск при 580-680°С, охлаждение на воздухе | 830 (85) | Не более 735 (75) | 12 | 49 (5) | |
| 06ХН28МДТ | Закалка 950-1080°С, охлаждение в воде | 540 (55) | 215 (22) | 35 | – | |
| 03X18h21 | | 490 (50) | 196 (20) | 40 | ||
| 03Х17Н14М3 | Закалка при 1080-1100°С, охлаждение в воде или на воздухе | |||||
__________________
* Для листов толщиной св. 25 мм механические свойства не нормируются, определение обязательно.
Примечание. Отжиг листов стали марок 20Х13, 12Х13, 08Х13 производится по требованию потребителя. Нормы не обязательны до 01.01.94. Определение требуется для набора данных.
(Измененная редакция, Изменения N 2, 3).
3.5. Механические свойства листов, определяемые на контрольных термообработанных образцах, должны соответствовать нормам, указанным в таблице 3.
Таблица 3
| марка стали | Термическая обработка образцов | Временное сопротивление | Предел текучести, Н/мм (кгс/мм) | Относительное удлинение | Ударная вязкость КСУ, Дж/см |
| не менее | |||||
| 14X17h3 | Закалка при 960-1050°С, охлаждение в воде или на воздухе, отпуск при 275-350°С, охлаждение на воздухе | 1080 (110) | 885 (90) | 10 | – |
| 09Х16Н4Б | Закалка при 950-980°С, охлаждение на воздухе, отпуск при 300-350°С, охлаждение на воздухе | 1230 (125) | 980 (100) | 8 | |
| 07X16H6 | Нормализация при (975±10)°С, обработка холодом при -70°С в течение 2 ч, отпуск при (425±10)°С в течение 1 ч, охлаждение на воздухе | 1080 (110) | 835 (85) | 10 | |
Примечание. По согласованию изготовителя с потребителем допускается изменение режима термической обработки с соответствующим изменением норм механических свойств.
(Измененная редакция, Изменение N 2).
3.6. Механические свойства нагартованных и полуобработанных листов не нормируются, а подлежат определению. Нормы устанавливаются по согласованию между изготовителем и потребителем.
3.7. По типу и качеству поверхности листы должны соответствовать требованиям, указанным в таблице 4.
Таблица 4
| Группа над- нес | Условное обозначение групповое чтение | Состояние материала | Характеристика поверхности | Наименование допустимых дефектов поверхности | Максимальная глубина залегания дефектов |
| 1 | h2 PN1 | Тяжелообработанные (N) и полуобработанные (PN) | Блестящие, без пузырей-пузырей, свернутые пузыри, плен, рябь, перевылазка, с незначительной разницей в оттенках | Царапины, забоины, отпечатки, риски, прокатанные отпечатки | |
| 2 | М2а | | Серебристо-матовый или блестящий, без пузырей-пузырей, скатанных пузырей, плен, трещин, окалины и перетрава | Рябь, царапины, забоины, отпечатки, риски, прокатанные отпечатки | Глубина, не выносящая лист за предельные отклонения |
| М2б | | То же самое касается снарядов | |||
| 3 | М3а | а) Холоднокатаный, термообработанный или после отжига | | сумма предельных отклонений по толщине | |
| М3б | b) Горячекатаный, термообработанный, травленый или после светлого отжига | То же самое касается снарядов | |||
| 4 | М4а | а) Холоднокатаный, термообработанный, травленый или после светлого отжига | Рябь, царапины, отпечатки, забоины, риски, прокатанные отпечатки | Сумма предельных отклонений по толщине | |
| М4б | b) Горячекатаный, термообработанный, травленый или после светлого отжига | То же самое касается снарядов | |||
| 5 | М5а | а) Горячекатаный, термообработанный, травленый или после светлого отжига | Матовая с серым оттенком или блестящая, без пузырей-пузырей, скатанных пузырей, трещин, окалины и перетрава | Рябь, царапины, отпечатки, зазубрины, риски, небольшие выпуклости, прокатанные отпечатки | |
| М5б | b) Горячекатаный, термообработанный, травленый или после светлого отжига | То же самое касается снарядов | |||
| М5в | c) Холоднокатаный, термообработанный | Темный | Потертости, царапины, отпечатки, забоины, риски, мелкая рулонная пленка, рулонные оттиски, окалина | ||
| М5г | d) Горячекатаный, термообработанный | Роулинг, царапины, отпечатки, забоины, риски, небольшие прокатные колпачки, ракушки, прокатные оттиски, масштаб | |||
| 5д | e) Горячекатаный, термически необработанный и необработанный |
Примечания:
1. Требования к качеству поверхности термически обработанной стали по количеству и характеру дефектов могут устанавливаться по согласованию сторон в соответствии со стандартами.
2. Допускается местная плоская очистка поверхности, при этом глубина очистки не должна превышать норм глубины залегания допустимых дефектов. Поджог от зачистки не допускается.
3. По требованию потребителя листы изготовляют без зачистки и вырезки недопустимых дефектов.
4. Изменение цвета и различные оттенки от травления на холоднокатаном и горячекатаном термообработанном листе, протравленном или после светлого отжига браковочным признаком не являются.
5. Заварка дефектов на листах допускается по согласованию с потребителем.
(Измененная редакция, Изменение N 2).
3,8 Лист из стали марок 09х27Н7Ю, 03х28Н11, 03х27Н14М3, 08х32Н6Т, 08х31Н6М2Т, 10х24Г14Н4Т, 12х27Г9AN4, 08h27N13M2T, 10X17h23M2T, 10h27N13M3T, 08h27N15M3T, 12h28N9, 12X18H9T, 04h28N10, 08h28N10, 08X18h20T, 12X18h20T, 08h28N12T, 12h28N12T, 08h28N12B, 08h28G8N2T, 03h31N21M4GB, 03h32N6M2 ; 03Х23Н6, 06ХН28МДТ, 03ХН28МДТ не должны иметь склонности к межкристаллитной коррозии.
Нормы межкристаллитной коррозии для сталей марок 03Х22Н6М2 и 03Х23Н6 являются необязательными до 01.01.93. Определение требуется для набора данных.
(Измененная редакция, Изменения N 2, 3).
3.9. По требованию потребителя листы изготавливают следующих норм:
а) склонность к охрупчиванию стали марки 12Х21Н5Т. Режим и нормы термической обработки должны соответствовать указанным в таблице 5.
б) шероховатость поверхности нагартованной и полузакаленной стали;
c) альфа-фазы в аустенитных сталях;
г) склонность к межкристаллитной коррозии для марок стали, не указанных в ГОСТ 6032*;
______________
* На территории Российской Федерации действует ГОСТ 6032-2003, далее по тексту. – Примечание от производителя базы данных.
д) ударная вязкость сталей, для которых ударная вязкость не указана в таблице 2;
е) размер зерна;
г) механические свойства листового горячекатаного проката, поставляемого без термической обработки и травления;
h) механические свойства при повышенных температурах;
i) загрязнения стали неметаллическими включениями;
j) механические свойства, отличные от указанных в таблице 2.
Примечание. Нормы по подпунктам б, в, г – к, а также методы контроля по подпунктам в, д устанавливаются по согласованию между изготовителем и потребителем.
Таблица 5
3.10. По требованию потребителя изготавливают листы:
а) проверяющие на склонность к межкристаллитной коррозии из стали марок 08Х17Т, 15Х25Т и 07Х16Н6;
б) с неразрушающим контролем внутренних дефектов. Нормы устанавливаются по согласованию между изготовителем и потребителем;
в) без механических или других испытаний при условии соблюдения норм, указанных в настоящем стандарте;
г) с контролем твердости термически обработанных листов;
д) с испытанием на изгиб.
(Измененная редакция, Изменения N 2, 3).
4. ПРАВИЛА ПРИЕМКИ
4.1. Листовая сталь принимается партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали – одного режима термической обработки. Листы, отличающиеся по толщине не более чем на 40 % для листов толщиной от 4 до 12 мм, не более 5 мм для листов толщиной св. 12 мм.
По согласованию изготовителя с потребителем допускается партия, состоящая из нескольких плавок одной марки или одной плавки листов разной толщины.
(Измененная редакция, Изменение N 3).
4.1.1. Каждая партия должна сопровождаться документом о качестве по ГОСТ 7566 с дополнениями к результатам:
– испытание механических свойств холоднодеформированных и полуобработанных листов и листов толщиной св. 25 мм;
– испытания листов из стали марок 03Х22Н6М2 и 03Х23Н6 на склонность к межкристаллитной коррозии;
– листы проверки на наличие внутренних дефектов;
– контроль твердости.
(Введен дополнительно, ред. N 2).
4.2. Все листы партии подлежат контролю поверхности, отклонений от плоскостности и размеров.
Допускается контроль изготовителем отклонений от плоскостности и размеров листов выборочно, но не менее чем на одном листе каждой толщины в партии.
4.3. Для проверки качества листов выбирают:
– для испытаний на растяжение, определения ударной вязкости, зернистости и шероховатости поверхности – один лист на партию;
– для определения склонности к межкристаллитной коррозии – по ГОСТ 6032;
– для определения загрязненности стали неметаллическими включениями – по ГОСТ 1778;
– для проверки химического состава – по ГОСТ 7565.
Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязненности неметаллическими включениями и крупности допускается отбирать лист наибольшей толщины из партии, состоящей из листов разной толщины и одного режима термообработки.
4.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на образце, отобранном по ГОСТ 7566.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор проб для определения химического состава стали – по ГОСТ 7565. Химический состав определяют по ГОСТ 12344* – ГОСТ 12365, ГОСТ 20560 или другими методами, обеспечивающими требуемую точность анализа.
_______________
* На территории РФ действует ГОСТ 12344-2003. – Примечание от производителя базы данных.
5.2. Качество поверхности проверяют без применения увеличительных приборов.
5.3. Замеры толщины листов и отклонений от плоскостности проводят по ГОСТ 19903 и ГОСТ 19904. Размеры и форму листов проверяют измерительным инструментом, обеспечивающим требуемую точность измерений.
5.4. Отбор и подготовку образцов для механических испытаний проводят по ГОСТ 7564 поперек направления прокатки, а для стали марки 09Х17Н7Ю – по направлению прокатки.
От каждого контрольного листа берут:
– для испытаний на растяжение и определения шероховатости поверхности – по одному образцу;
– для определения ударной вязкости и зернистости – две пробы.
5.5. Испытание на растяжение при комнатной температуре проводят по ГОСТ 1497, при повышенных температурах – по ГОСТ 9651 на коротких образцах.
(Измененная редакция, Изменение N 2).
5.6. Ударная вязкость определяется только для листов толщиной 11 мм и более по ГОСТ 9.454 на образцах типа 1.
5.7. Шероховатость поверхности определяют в соответствии с требованиями ГОСТ 2789 на профилографе-профилометре по ГОСТ 19300 или сравнением с рабочими образцами.
(Измененная редакция, Изменение N 2).
5.10. Испытание стали на склонность к межкристаллитной коррозии проводят по ГОСТ 6032.
Листы без термической обработки на склонность к межкристаллитной коррозии не испытывают.
При получении неудовлетворительных результатов испытаний по методам АМУ и ВУ по согласованию изготовителя с потребителем допускается проведение повторных испытаний соответственно по методам АМ и Б;
Испытание стали марок 03Х23Н6 и 03Х22Н6М2 на склонность к межкристаллитной коррозии проводят методом ДУ по ГОСТ 6032. в состоянии закалки и последующего отпуска при 550°С в течение 1 часа.
5.11. Отсутствие внутренних дефектов в листах, указанных в п. 3.3, обеспечивается технологией производства стали и листа.
Контроль осуществляется визуально по краям листов.
Ультразвуковой контроль внутренних дефектов проводится по требованию потребителя в соответствии с нормативно-технической документацией (НТД).
(Измененная редакция, Изменение N 2).
5.12. Для проверки механических свойств и отсутствия склонности к межкристаллитной коррозии допускается использовать методы статистического контроля, утвержденные в установленном порядке.
5.13. Определение твердости проводят по ГОСТ 9012 на заготовках для изготовления образцов на растяжение.
5.14. Испытание на изгиб проводят по ГОСТ 14019*.
_______________
* На территории РФ действует ГОСТ 14019-2003. – Примечание от производителя базы данных.
5.13, 5.14. (Введено дополнительно, Rev. N 2).
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
6.1. Упаковка, маркировка, транспортирование и хранение – по ГОСТ 7566.
(Измененная редакция, Изменение N 2).
6.2. (Исключен, ред. N 2).
6.3. При упаковке листов в пачки каждая пачка должна состоять из листов одной партии. Допускается упаковка листов разных партий, изготовленных из одной плавки, в одну пачку. В этом случае участки должны быть разделены прокладками. Пачки горячекатаных негусеничных листов допускается обвязывать поперечными обвязками в количестве, равном сумме продольных и поперечных обвязок, предусмотренных ГОСТ 7566. При этом не должно происходить смещения листов в пачки при транспортировании. Вместо маркировки верхнего листа пачки допускается нанесение маркировки на металлическую карту размером не менее 200х290 мм, который прочно прикреплен не менее чем в двух местах к упаковочной ленте сверху пачки.
ПРИЛОЖЕНИЕ. (Исключен, ред. N 1).
Электронный текст документа
подготовлен в АО “Кодекс” и проверен:
официальная редакция
Стали высококачественные: Нас. ГОСТы. –
Москва: Издательство ИПК Стандарты, 2002
| Обозначение | ГОСТ 7350-77 | |||
| Название на русском языке | Сталь толстолистовая коррозионностойкая, жаропрочная и жаростойкая. Технические условия | |||
| Название на английском языке | Толстолистовая сталь коррозионностойкая, жаростойкая и жаропрочная. Характеристики | |||
| Дата вступления в силу | 01.01.1979 | |||
| ОКС | 77.140.20 | |||
| Код ОКП | 0 | |||
| Код сома | B33 | |||
| Индекс рубрики ГРНТИ | 534331 | |||
| Реферат (объем) | Настоящий стандарт распространяется на толстолистовые, горячекатаные и холоднокатаные коррозионностойкие, жаропрочные и жаропрочные стали, изготавливаемые в листах | |||
| Тип стандарта | Стандарты на продукцию (услугу) | |||
| Обозначение заменяемого(ых) | ГОСТ 7350-66 | |||
| Содержит требования: CMEA | СТ СЭВ 6434-88 | |||
| {!LANG-2242be76b33d75a308d66750d7b5094b!} | {!LANG-f92ee | |||
| {!LANG-27b121dd1988e2d6506a178b1d122b9f!} | {!LANG-0a9bd8ee2ef809fe50d843b58b2eaf22!} | |||
| {!LANG-96c7618652ea01f324968e8ad335788c!} | {!LANG-642 | 5edfea60f57d441b391bda9c!}|||
| {!LANG-0478da921aa633ab64e1f3a5edaf9476!} | {!LANG-1b6fec82842c013255f59a8ed49c8b32!} | |||
| {!LANG-32ffe1fd | 9ac4b374b65 | c28!} | {!ЯЗЫК-60 | 842b7185f50746cf173c270b8!} |
| {!LANG-cf2601e964d1eac061c0ed7be0f6c343!} | 01. 10.2002 | |||
| {!LANG-90d53c3820564bbd81d03d616d8!} | {!LANG-757d62a5fbf2fba9b0ddb39c5058b9ab!} | |||
| {!LANG-cbf866509c561bca3ae488792cff0bc9!} | {!LANG-270340c99bf357cf159c70b5867a6d79!} | |||
| {!LANG-ca21a910bc3344d0eae3d3276bf44014!} | 11 | |||
| {!LANG-c58f83ecd32170ccce42fcc8f536081f!} | {!LANG-0a9bd8ee2ef809fe50d843b58b2eaf22!} | |||
| {!LANG-353e1a7c9f5da781a7c4022513e63755!} | {!LANG-3254e7f98c9c277b353fd02e28b37ccc!} |
{!LANG-b918a7676014bdfdfd78df15343f49da!}
{!LANG-5de607d361950f7c7df7ae9304b8fa8b!}
{!LANG-24d1aee707c9ebedec26cf877dbd0002 TECHNICAL CONDITIONS
GOST 7350-77
{!LANG-5734faef23c8d9e18f70239117ecdf25!}
{!LANG-a2f5a67c6fcc6177b06b2ed68ec23759!}
{!LANG-f9503d5c22b4ec96e461e8df443418fe!}
{!LANG-2fa26524657a2deea33b2130cdaf40d3!}
{!LANG-31f97f32c43b1f1b4f4b046ce835fb81 !}
{! LANG-F3C5AEE4E2F36FC8DD613E4B6A93F5AE!} {! LANG-58FEN5CD39C557B169C8A057BDBE1FD1B!
{!LANG-1d1ff249c40297adcf145d69985baa7c!}
{!LANG-74b5f072b674914e2057e5c7b3023b84!}
{!LANG-0a52faf93d54dd52a6211057a24a26ef!}
{!LANG-0f469f3b0570ea9ada880338193a83b3!}
{!LANG-20de4a3db51c33f2e8b9e04684515fc9!}
{! LANG-f8b50654ecb7e0f29bb6fcfe8dcb9771!}{!LANG-5f05b3aa2c6f9c700ffe8d39074!}
{!LANG-7119a95e38bafe6211c6b5cab870f342!}
{!LANG-ddaec7997d30b2141561f24cef3f5215!}
{!LANG-b19205b1355992bf93f18b52126cd234!}
{!LANG-3464e6009b0c
{!LANG-e238750d875a209b1e14ab6855701678!}
{!LANG-88862adb995e057be49923b30e93e2dc!}
{!LANG-6b04400858f33741459438d352a79cb9!}
{!LANG-19edb34bbc482e4162688f44fa69f69e!}
{! LANG-D29DF1241148D13689DB098D3CC5F804!}
{! LANG-
BEDDAC7128B6DAB1256EF156C2E!cf5fead63cc82b821b609c!}{!LANG-1cde88a164af
{!LANG-c3902bae4dee191ab0e5b8bfdb70354d!}
{!LANG-768fc
{!LANG-cca99c42695c162e8ff34e427da77a48!}
{!LANG-6171e9457a8cabb4c718ca23f057ec0d!}
{!LANG-8807358a138ee85b688ace50f5a!}
{!LANG-db0ca154be093f6ed5079441a04796ac!}
{!LANG-16be388c3362eb0aa5ca7fb3261101ee!}
{!LANG-0a42aa2cbb67c69bde62e023824b8281!}
,
{!LANG-fcea64e067f190fa45936efb3711a3ee!}
{!LANG-8d735afa35ac92cff7ff57a33753739f!}
{!LANG-3f6ea7c7d37ccec4beb1309d52e05781!}
{!LANG-28b1
{!LANG-7cdcce3d74ca490bdcfe39a07cc61cfe!} .
{!LANG-0e541243902f41411108721d77b00766!}
{!ЯЗЫК-f48e4805fb9bfa5fcb1c81f2b2f6b6e0!} 2 ) | {!ЯЗЫК-a9d477896ff4e744f3d947d9300 | !}|
{!ЯЗЫК-d205ee247f2a51332f7d927ec384429f!} | {!ЯЗЫК-a9c1b a9daf42f974aa3d0d3ade0!} | |
{!ЯЗЫК-162a1bc8a58f6a6 fb5eaaa!} | {!ЯЗЫК-ae96af41acf3127e715fc99af71d6f1d!} | {!ЯЗЫК-e45366f88f5bd76d884a8625ee7cf5f4!} {!ЯЗЫК-ae96af41acf3127e715fc99af71d6f1d!} |
{!LANG-1febbf1e6823898caef2c8acb21c52fe!} | ||
{!ЯЗЫК-642b63214fc8e6fcef20dc136fc416ec!} | ||
{!LANG-f8d3aea5fc6063128df9c90c8208108f!}
{!LANG-e0f34685521340d394d843b5ce643db9!}
{!LANG-6ad4adceb1f2c880062fd71a28d0e841!}
{!LANG-5bc7abedc01a65c3c7b27de4255c2e09!}
{!LANG-52880bd7ebe7acc86fa62d4eee2c1601!}
{! ЛАНГ-a84d6970d673e17ff0d84bf08ec0349f!}{!LANG-4f00e441e1b46494f1825f447bffe47d!} {!LANG-d11ad288c9b708ca65bf8f9caf518587!}{!LANG-446c5d631c7b761e86fb5b64f0bc7811!}
{!LANG-c98fa7850c91d4785f351459f
{!LANG-e974f43dd269b55223009308cc470119!}
{!LANG-6836284cf7e707f05c47f5a44bd71234!}{!LANG-c6792e0b32794ad22687c13eae53e0ea!} {!LANG-e95eb4d6ad3a7c0e11b4a11abc45d964!}{!LANG-66ed35bf7ec6c6fbe770be546783151f!} {!LANG-092cc41a9164b24534066bbd72fd4208!}{!LANG-eb488f7c9ba347ff317e3c8a4c8aa52e!} {!LANG-1f3e08ccc0081b56541d5bd18be8c0c6!}{!LANG-f2e7ccfee898f38c9130f3ec1402e7d3!} {!LANG-9ba509a95d3888ecdbc65d4aad5ef6cf!}
{!LANG-f7424411ad288a93e2847d4090d02960!}
{!LANG-50107c3ecdcc41b6c0353dff
{!LANG-c50167d57002a204c54cf73327448a7f! } {!LANG-b8ba5e
{!LANG-56cf3734672c164fa7dc0a8c813599a3!}{!LANG-4c440ebffadbb7c6d6d36456cef89e62!}
{!LANG-0a61bc668f3632af275f217b!852fe0003
{!LANG-60aa9114da7fd0e52a32e86f291e5566!} .
{!LANG-2990a9b
4a710bd46180e53bb980!} .{!LANG-d80bd3f31762ce935b
{!LANG-64fcb2edfbc266311ebdae7c5c0ab4a8!} | |||||||||
{!ЯЗЫК-b13b45be6b47b4884331c4f | bdb3!} | {!ЯЗЫК-a2b0aed4b05268d032051f7a6 | 67!} | {!ЯЗЫК-f764884f45fc241474c7882b50360d5d!} | {!ЯЗЫК-29ea9ffa8bf67c9be9ad2d37c1394be6!} | {!ЯЗЫК-a85cdf4dba0d9f37a11097fd2bddad8d!} | {!ЯЗЫК- | {!ЯЗЫК-94d4a84bc01eb91a9979e9934d8c9305!} | {!ЯЗЫК-6d45d2e7ecf89051c11327908d7613e9!} |
{!ЯЗЫК-82267454e627f7af690e1c196f58ef5e!} | |||||||||
{!ЯЗЫК-32895b99d547eb1a3aa185c88335bd57!} | 0,03 | 0,4 | 0,020 | 0,035 | 1,0-2,0 | 22,0-24,0 | 5,6-6,3 | ||
{!ЯЗЫК-4bfed0b23860c873345d14edf743a6b6!} | 0,03 | 0,4 | 0,020 | 0,035 | 1,0-2,0 | 21,0-23,0 | 5,5-6,5 | 1,8-2,5 | |
{!LANG-f8d3aea5fc6063128df9c90c8208108f!}
{!LANG-0953f5637a66f
{!LANG-5e71d99e25be9acea6d86cf7cdec968d!}
{!LANG-7b5be845d8f9bd0bcfe8ca5ca5AD!}
{! LANG-28B1
{! LANG-D1518592DF153BE41AA3F42376AA9CDF!}
{!
{!LANG-ba9061cb798cbf794a7b99cf4a9d2a0d!}
{!LANG-c4dfb230ddf39d69ef3e29d7a91c1b9d!}
{!LANG-f7424411ad288a93e2847d4090d02960!}
{!LANG-52e56ca3f79b6567
d94a26fbf16!}
{!LANG-423ef74165bf743c8bcb12019dd!} .
{!LANG-48ae2f8b002917fc2869c21a49e2a393!}
{!LANG-b28f8416902c0648dc9f82b38c5e3045!}
{!LANG-d6c60762db32786bb4644bc0f5ad9403!}
2 Таблица 2
Режим термообработки
{!LANG-49a3437518cefc9696b1fdd568fa5f56!} s {!LANG-9d81314d121d1b5058ed852b1bd
{!LANG-f7038ccac584da847a4991dc7c79ba8f!} s {!LANG-e70b8a2e5853206739beb821b8a1a175!}{!LANG-bf7925a5aca59e7f1175fe5eda819222!}
{!LANG-cf11480650ba7e1311f569
{!LANG-1632e446a4cd8446fdcc81ccedbefb53!} {!LANG-5ba1e9f099efc3670cad16f6587d0aae!} {!LANG-b928fd0b6377ec7826f174002e5ef90e!}
{!ЯЗЫК-5e8f91f0
{!LANG-9bce4e1249accc23dc45b66c5cd8cbef!}
{!LANG-0f79c609dd5fdf955e2c81bf487418f7!}° {!LANG-5e28467743c57735ad
470 (48)
235 (24)
{!ЯЗЫК-d83a2bfa9a2764c3e57007a721b4f784!}
{!LANG-6981a005c0aee6923b7a74e6769d7e24!} ° ° {!LANG-d97de54e94a104bfe661990eea0694f8!}
510 (52)
375 (38)
Отжиг по режиму изготовителя
{!ЯЗЫК-b8be8b1f838c6
{!ЯЗЫК-f849b754789c25f5b13d04d54398d1bf!}
{!LANG-fc0fce16069828a958ef26da8f350545!} ° {!LANG-ead98da30bd1553e3cfd8fe22d0fb7e7!}
По согласованию изготовителя с потребителем
{!ЯЗЫК-c5fc84c03aa50da7646fe31023ec4e9d!}
Отжиг по режиму изготовителя
{!ЯЗЫК-57f1406d46fb1c870033f651db0!}
{!ЯЗЫК-4c71b977cd0b9efa71a527af35ddf789!}
{!LANG-b552a21888afb0b713c41ec5c3fbfe05!} ° {!LANG-8de6b5746ef92d9e4567b1790a786c71!} ° {!LANG-d74d2edb74d7759c2ad8031041b57399!}
490 (50)
345 (35)
Отжиг по режиму изготовителя
{!ЯЗЫК-1b3433f664100b9d65ff3efb747aeae9!}
250 (25)
{!ЯЗЫК-9f0101aa054f1bab626730970af7b116!}
{!LANG-b552a21888afb0b713c41ec5c3fbfe05!} ° {!LANG-1f510d25641467fa1d077332117ca0e7!} ° {!LANG-d8e8898ed5a3f15268660c
354c4!}420 (43)
295 (30)
Отжиг по режиму изготовителя
{!ЯЗЫК-1b3433f664100b9d65ff3efb747aeae9!}
250 (25)
{!ЯЗЫК-d31a8ac54af24c102ccddf2503d77b57!}
{!LANG-f9aa4cef6ac6e2c78efc5084ab42dcc9!} ° {!LANG-d74d2edb74d7759c2ad8031041b57399!}{!LANG-5f6d1dda37d7106dc8678a3742b51e2a!}
440 (45)
{!ЯЗЫК-bd7334efbc44a2d396e1a4f7c2ff63c1!}
{!LANG-f9aa4cef6ac6e2c78efc5084ab42dcc9!} ° {!LANG-ee66fb11774aa2f7f7f2428a18187ad7!}
440 (45)
{!ЯЗЫК-25e3ce590d9a83d7daa2820f8d4b01f2!}
{!LANG-9708d19a23d5c22e2d4ec81f1785d682!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
440 (45)
20 (2)
{!ЯЗЫК-75f72dc52a64be5d13522b5d831!}
{!LANG-24d39ea237ecde65245283d0d139494e!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
590 (60)
345 (35)
59 (6)
{!ЯЗЫК-075a0de1878a2477e170144b89b56876!}
{!LANG-aeb11c1d62b51a4298
590 (60)
345 (35)
{!ЯЗЫК-ce51cc3d652bfb63ad1885c86fd43cdc!}
{!LANG-868cba4dec2f6da49ff92df04e5d68ee!} °
690 (70)
390 (40)
{!ЯЗЫК-f3a4b5f1390b88c4c5e0c1974ace6da0!}
{!LANG-e7cfc8bbcc5d8f9780d1045f416cb15b!}± 25 ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
590 (60)
345 (35)
59 (6)
{!ЯЗЫК-4bfed0b23860c873345d14edf743a6b6!}
{!LANG-e0b163eadb8e7804675f9350c04f20cb!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
590 (60)
345 (35)
{!ЯЗЫК-3
{!LANG-9c5d0b61
047d95eccf65b74cf0f!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}570 (58)
{!ЯЗЫК-b5d60e4994afdbb8485c00af9a0bdb1f!}
{!LANG-0a1dd327999dcea8a09d6fada351a1bf!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
590 (60)
245 (25)
{!ЯЗЫК-d5c28181c5897ae239e9141eb8fe325e!}
{!LANG-5915e4323b4a14ad725a185f1dd927db!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
690 (70)
345 (35)
{!ЯЗЫК-c68dcbbefd1e80523161414dbed6390f!}
{!LANG-969c6ab097a8109f91ce284b
d82!} °
{!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
530 (54)
235 (24)
{!LANG-0be299d79b7586f769dc37ad75108fbf!}
{!ЯЗЫК-969c6ab097a8109f91ce284b
d82!} °
{!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
510 (52)
196 (20)
{!ЯЗЫК-53c7aade60212414c59840a88f63eb79!}
{!LANG-969c6ab097a8109f91ce284b
d82!} °
{!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
530 (54)
235 (24)
{!ЯЗЫК-3765d1d52
{!LANG-969c6ab097a8109f91ce284b
d82!} °
{!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
510 (52)
196 (20)
{!LANG-7f24fc343f7733bccca845a8aed0e3bf!}
{!LANG-03925f5d013e
7cc677e2f30cf21!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
590 (60)
265 (27)
{!ЯЗЫК-26b7da0cd4744879520d24a0f4
{!LANG-c84080f0e6ed4341802aba1ceee6836b!} °
530 (54)
215 (22)
{!LANG-02b22dd235c755f71d9а725а749аа631!}
{!LANG-969c6ab097a8109f91ce284b
d82!} °
{!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
530 (54)
215 (22)
{!ЯЗЫК-204eb27bfdf99b9185f52b091c2f7cd6!}
{!LANG-d4e8a99fea9c5ed317346bd5c88ea405!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
510 (52)
205 (21)
{!ЯЗЫК-3b0e3e7398bcad7e0450d5d27ff85848!}
{!LANG-d4e8a99fea9c5ed317346bd5c88ea405!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
490 (50)
175 (18)
{!ЯЗЫК-407
{!LANG-b2d6e85441504c316d6f9be5174513cb!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
530 (54)
235 (24)
–
{!LANG-7cfc3366a01aad704ecff1c63cdb5d23!}
{!LANG-b2d6e85441504c316d6f9be5174513cb!} ° {!LANG-b297f3e823c65e68af9ce3d945ee94d7!}
510 (52)
205 (21)
{!ЯЗЫК-35b0f9b2454648fd50dd799fd218e9e4!}
{!LANG-969c6ab097a8109f91ce284b
d82!} °
{!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
530 (54)
235 (24)
{!ЯЗЫК-0b414ea9696f964f905cff9c1c503b0e!}
{!LANG-969c6ab097a8109f91ce284b
d82!} °
{!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
510 (52)
205 (21)
{!LANG-c32ce353650edcfdab5fccd89805ed4a!}
{!LANG-b1456343a928dd0710e898a6ec93e03c!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
510 (52)
205 (21)
{!ЯЗЫК-1d3fd31421c2ab672c21f852146cf8e9!}
{!LANG-8a26d4fe1c14549250eecb2fb41554a5!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
540 (55)
265 (27)
{!LANG-8f1b2fe5dea885877df86bd0b02dccfd!}
{!LANG-c13fd044e01833cdcb6c4c862afa9933!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
540 (55)
215 (22)
{!ЯЗЫК-3776e39900b4115c924b4423783db2a1!}
{!LANG-877fded273b186c675e78ddc2f318b78!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
740 (75)
390 (40)
{!ЯЗЫК-fc34b4bf3eeec3c37205963a4ea
!}{!LANG-115
5fb014a01c!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
690-930 (70-95)
345 (35)
{!LANG-91a3eb
{!ЯЗЫК-a8849c102c312bd59057b7fd503b8c83!}± 10) ° {!LANG-ee66fb11774aa2f7f7f2428a18187ad7!}
{!LANG-9ab3eab
{!LANG-6c532308304fcdcb65a7a2c9907fc526!}
{!ЯЗЫК-7342074eda7e0456d9d8cb29a1509f48!}
{!LANG-e94b674b1f7803605ee252ee08e222af!} ° {!LANG-06ebe9f
432c690f1ffdbc6e74e5!}
590 (60)
295 (30)
{!ЯЗЫК-ce13321c4f22cd1347dde7b00365d4d4!}
{!LANG-94b7d809a6592df96d7d3f77b67e9aeb!} ° {!LANG-06ebe9f
432c690f1ffdbc6e74e5!}
590 (60)
345 (35)
59 (6)
09 {!LANG-b157db552cdd344a46f49f7e5d07aa42!}17 {!LANG-ac
81578d171493a35b08b62345b!}{!LANG-9e05c8af3597d84175b59b622b0!}{!LANG-37779deb4a1568f70847855f54976c90!} ° {!LANG-843fc450b1f0e45d684ca4f744eaaeac!} ° {!LANG-b82ed293fbd3bcbcd4abad8f81e032f8!} ° {!LANG-ee66fb11774aa2f7f7f2428a18187ad7!}
830 (85)
{!ЯЗЫК-b236dddb91f1a9bf9ae229b0d0780a69!}
12
49 (5)
{!LANG-3c456a745b4ea6cb034c85b864b8860a!}
{!LANG-9422dc976d63506f1ee4761b68c09e09!} ° {!LANG-5ff5f92fe90d8ec901b89f7785f8e4d9!}
540 (55)
215 (22)
35
–
{!ЯЗЫК-dbaf6051c3f5cab8a41ced7724c492f5!}
{!LANG-245d88ad4779c8caea54f4938e0ceaf3!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
490 (50)
196 (20)
40
–
{!LANG-4f7453409fe163a9dcd0ff58a0dd64ad!}
{!LANG-245d88ad4779c8caea54f4938e0ceaf3!} ° {!LANG-8af470d112b9fbdc6ab8e4acc0aeecdd!}
490 (50)
196 (20)
40
–
{!LANG-bcb1c768b7f
{!LANG-3e838aa4a50eeae32b111724811a1631!}{!LANG-fdd718a6e70a0f
4fe2d25c4a221!}
{!LANG-f7424411ad288a93e2847d4090d02960!}
{!LANG-e06eea7755c6d01bb139520c1af8baf8!} 3
Термическая обработка образцов | {!LANG-49a3437518cefc9696b1fdd568fa5f56!} {!LANG-f4d5d0c0671be202bc241807c243e80b!} {!LANG-9d81314d121d1b5058ed852b1bd | !}{!LANG-854de1bfad47d30040578923d3d18051!}{!LANG-f7038ccac584da847a4991dc7c79ba8f!} {!LANG-f4d5d0c0671be202bc241807c243e80b!} {!LANG-e70b8a2e5853206739beb821b8a1a175!}{!LANG-854de1bfad47d30040578923d3d18051!} | {!LANG-cf11480650ba7e1311f569 | cfd46!} 5 , % | {!LANG-1632e446a4cd8446fdcc81ccedbefb53!} {!LANG-5ba1e9f099efc3670cad16f6587d0aae!} {!LANG-b928fd0b6377ec7826f174002e5ef90e!} | |
{!ЯЗЫК-00b5a452d5551da8e90fbc1ed02ad2e1!} | ||||||
{!ЯЗЫК-05afa06522d18b095a006052ee721a33!} | {!LANG-d48c8e0af9040c154ded699c414cb3b8!} ° {!LANG-68bb8ecbf1e80cdccc01432bdc06f6bb!} ° {!LANG-ee66fb11774aa2f7f7f2428a18187ad7!} | 1080 (110) | 885 (90) | 10 | – | |
{!ЯЗЫК-c5fc84c03aa50da7646fe31023ec4e9d!} | {!LANG-0ce4aee4e022c88e467e381e4526b187!} ° {!LANG-ee66fb11774aa2f7f7f2428a18187ad7!} | 1230 (125) | 980 (100) | 8 | – | |
{!ЯЗЫК-3160080321e2bd9664b74900a2174e67!} | {!ЯЗЫК-c4d6a55e55403ab8c471338cd33a1269!}± 10) ° {!LANG-5cccb47207da13a096e02e533c80131a!} ° {!LANG-8b09aeaf936d50b5628eb6c42fbf258c!}± 10) ° {!LANG-074bbf4cf55cc4b6949c62f8d8604061!} | 1080 (110) | 835 (85) | 10 | – | |
{!LANG-3e838aa4a50eeae32b111724811a1631!}{!LANG-66c1b417974f7439b8fdaaef79629a9c!}
{!LANG-28b1
{!LANG-e06eea7755c6d01bb139520c1af8baf8!} 4
{!ЯЗЫК-c50d55839aceba0a7748c3b1f36f8130!} | Состояние материала | Характеристика поверхности | Наименование допускаемых дефектов поверхности | Максимальная глубина залегания дефектов | |
1 | {!ЯЗЫК-d69eeb827772ab9351bf26c58aca52d9!} {!LANG-fcc52060afbfccaf30c35c287ca154bf!} | Тяжелообработанные (Н) и полуобработанные (ПН) | {!LANG-92f7ada60022635274d724baf5209cb5!} | Царапины, забоины, отпечатки, риски, прокатанные отпечатки | |
2 | {!ЯЗЫК-b6d6814cd32885edf3441918ab1b1b3e!} | Серебристо-матовый или блестящий, без пузырей-пузырей, скатанных пузырей, плен, трещин, окалины и перетрава | Рябь, царапины, забоины, отпечатки, риски, прокатанные отпечатки | Глубина, не выносящая лист за предельные отклонения | |
{!ЯЗЫК-a04af1e114d7103e0ff287f7b3bb5abe!} | То же самое и со снарядами | ||||
3 | {!ЯЗЫК-679181a58b98c568adfd55a1c21a3dc9!} | а) Холоднокатаный, термообработанный или после отжига | {!ЯЗЫК-c51436463ffd1bbbda11f529d51735ff!} | ||
{!ЯЗЫК-bf82aa10cd30a32ca7979a5488d66dc8!} | {!ЯЗЫК-5be3ba04d0dc6c54e5ec6c70a3f7a07b!} | То же самое и со снарядами | |||
4 | {!ЯЗЫК-02c8319cf8f49e9d2e6033987f0873a8!} | {!ЯЗЫК-08135180b488f049d864b87769а4ад68!} | {!LANG-09ce643bb | 1ea2131ea40e520be0!} | Сумма предельных отклонений по толщине |
{!ЯЗЫК-249086cf193f9ac42db352b9f2781d3f!} | {!ЯЗЫК-5be3ba04d0dc6c54e5ec6c70a3f7a07b!} | То же самое и со снарядами | |||
5 | {!LANG-93ffdfe278cf098d85e83037cde30716!} | {!LANG-16c3faf635c2735cffbdcfa0232db219!} | {!ЯЗЫК-4565d5d88873f0b4763405f3f094dc26!} | {!ЯЗЫК-2388824bbce68558d684c8a155c4da91!} | {!LANG-0191d891f8649f6bf9b235e76c821a7b!} {!LANG-bd0970 4f0e5c3c46658108a74db!} {!LANG-28344acfd6775ab0787421fc3513e23a!} |
{!ЯЗЫК-e73ae0d110373613e9198bf6d877cbb8!} | {!LANG-5be3ba04d0dc6c54e5ec6c70a3f7a07b!} | {!ЯЗЫК-a40a0cc4507613ecc78808416f87d164!} | То же самое и со снарядами | ||
{!ЯЗЫК-cd26709f43b9de237412cbf3bd1c12a2!} | c) Холоднокатаный, термообработанный | {!ЯЗЫК-0e76ae3a49e329b4e6b36517ad14d937!} | {!ЯЗЫК-961b86ec2c45e839572e5dc7a00ff89b!} | ||
{!ЯЗЫК-6d23f2f3839d73399ddc6318089745b2!} | г) Горячекатаный, термообработанный | Роулинг, царапины, отпечатки, забоины, риски, небольшие прокатные колпачки, раковины, прокатные отпечатки, шкала | |||
{!ЯЗЫК-34e4aac5fa5bc2f9443ebc4455995ac5!} | {!ЯЗЫК-63c76264f9b085373320142ccb0!} | {!LANG-761fc405d1a96f14c740b47ddcb86b54!} |
{!LANG-a3af0b282a9f8b78a0b44298c9033fbb!}:
{!LANG-efe9cead9b9424ac612241d3b7142dbc!}
{!LANG-0bec2d5a8223ecb9a47c32e3b97a1b47!}
{!LANG-97e3920e7cf40dafd45a6bd6e1befb96!}
{!LANG-f60235874
{!LANG-1e16256c0f2e16415ce384f463b4d565!}
{!LANG -28b1
{!LANG-0ac56a5b1f4991a26c73ac2227fbed83!}
{!LANG-aad0004f75c61c0c12409002cff26bdf!}
{!LANG-b126aece163eef89a2a7fe8e5530962b!}
{!LANG-780807689b30d503ab46b9fde9f0cff4!}
{!LANG-3d84ee1ae6f49058f835065668399c58!}
.
{!LANG-3e838aa4a50eeae32b111724811a1631!}{!LANG-58e9b4d91e816fc5e6e17
509b68!} {!LANG-a0cda35da333c15ec6b355c1d1a1a0ae!} , {!LANG-af433969d1a59fc4fd2654f1c6c4eaa7!} , {!LANG-360a
9753e02719cea23730b1727!} , {!LANG -5cabef10c1f6c7cd428{!LANG-e06eea7755c6d01bb139520c1af8baf8!} 5
Режим термообработки | {!LANG-66acac7a97e2889698a5ac1bb6a03661!} | {!ЯЗЫК-b8d33ca05cdee106ecbfab12e737a546!} | {!LANG-1632e446a4cd8446fdcc81ccedbefb53!} {!LANG-5ba1e9f099efc3670cad16f6587d0aae!} , {!LANG-5976abb34a4163 | 4ff161dcd2b8a!} {!LANG-00b5a452d5551da8e90fbc1ed02ad2e1!} |
{!LANG-f5e528143612482afc1d375e69bdf48d!} ° {!LANG-302830c8eeeeeb83b9aff4a76fb01a9b3!} ° {!LANG-5c29fc05ce354dbae50bdf6a38d405e9!} ° {!LANG-37a1f7b62fd9bcd38e403a87f0f98e3e!} | {!ЯЗЫК-32a4ab4774998e7741592b13478a4791!} | {!LANG-a863d0e96c10880b18c62ba6483f71e5!} {!LANG-66d6b9d2b2223b7be206e7ea5d25cb0f!} {!LANG-eeded4188955f5613e00c06e21656168!} | 39 (4,0) 29 (3,0) | |
{!ЯЗЫК-b02f004c18ff318de2177f43d9f25a61!} |
3. 10. По требованию потребителя листы изготавливаются:
{!LANG-eb029286dda1a510f5b436f73fdc894b!}
{!LANG-541cb1d40d2b6ee4d7c5832fdba11067!}
{!LANG-f5be13934a5129de152a4068ebb6e077!}
{!LANG-90e7d69405e552d45948c7f5356df3dd!}
{!LANG-532a81229e199b2427e2649b6e5ded88!}
{!LANG -f7424411ad288a93e2847d4090d02960!}
{!LANG-efe030e7a0a2d5af0152794e7a320840!}
{!LANG-e6ebfa4603ab1b52bbf00cea8aadb1c6!}
{!LANG-aa4fb1243250b30e1cdd2203ef769d4c!}
{!LANG-cc3710eca41629771cf92b5ebe5643a6!}
{!LANG-e63289f852b4139e510fd6e954c0136f!}
{!LANG-ffbb12cff89b141e55c16a63354947c4!}
{!LANG-4d31e9b5e6d3365ed41970a94ed5bac5!}
{!LANG-e5fc5dc48638c71fb600546a93d!}
{!LANG- 5b558ac0d18d279453d1b407a2fec896!}
{!LANG-7bd36075
f7dce11843b18d6e64b!}{!LANG-6781d182da10eb101f03289df119ed53!}
{!LANG-aacfe8c3052dfd3b3ffb975cb51adf0b!}
{!LANG-2799d6e6383e101bb5b17fba284863b6!}
{!LANG-028
{!LANG-a8564706efe13ae3b061ac6579599e02!}
{!LANG-5c2b6decbb846c4a9ca3435f74a4b548!}
{!LANG-9a51cea6d63fe4c3a6143ddd83e2d58e!}
{!LANG-e4d6864b1074fe3382d2e88b0f3abaef!}
{! LANG-289C21689D0375E46AB9C6186877B368!}
{! LANG-78F3EA9CFAC1E4EE5225BE419D37284E!7021354f5367a251d09!}
{!LANG-7e5b92d7b04787ad13f2ec62dbe7b7e6!} {!LANG-ea677e01167a5a36b279b9ab35aaf826!}
{!LANG-7b67a6b73edc4e3511381dd2ea6b934b!}
{!LANG-87866ea2be47b0ca09331f564245f2df!}
{!LANG-ff3a49ed820fe01d467
{! LANG-60dfc8bf6f66de827cf68ca7d880d107!}
{!LANG-702c58468643d9c3d1ced02890c680bb!} {!LANG-d6510d055a1737ecd811d7617744ddd5!} {!LANG-886b3d694b9deeb3cf94b9ded0f30ba5!}
{!LANG-28b1
{!LANG-6fc757facfb0cfd6eb47fb0b881f445a!} {!LANG-fb845ca89aad0efc772410dbfd5b80b2!}
{!LANG-5950ff7254d9a0ce2fc959e0bbfa613a!} {!LANG-c2fbbefd89a4e06e37d249b0bd23a5ef!}
{!LANG-28b1
{!LANG- 633f
{!LANG-c3dc61d2efebd72f51210e2ff90ad015!}
{!LANG-f
77b{!LANG-fb74b42283e87bb21a113652171c5359!}
{!LANG-e54db10e71c38b6751247e12b0fbc958!} ° {!LANG-d33521d408d16556195b19ab139!}
{!LANG-97c2b073efec6aaac9f4f26ea96ed9b2!}{!LANG-55d53f26907a1d0f5bd51922df204078!}
{!LANG-785f954f55ac608c0cd219542d00bdb0!}
{!LANG-05609e105788d6afbc6263cf6eb8980b!}
{!LANG-28b1
{!LANG-d00e696cdb17f31730e0804eeb708544!}{!LANG-742857d7f507bfa39db8a966fd4130c9!}
{!LANG-9a63ebc2308273b3c7b49ac28cdcde8f!} {!LANG-365ff2f177ee426e87ad62b24cb121de!}
{!LANG-b12584e7687c703dd51ad219fac7769c!} .
5.13; 5.14. {!LANG-7bd36075
f7dce11843b18d6e64b!}{!LANG-576c31054e6b54c5d7d9bf001a7ef036!}
{!LANG-d3a928ceee1c7c86e6e605fe229172dd!}
{!LANG-28b1
6.2. {!LANG-8b76548340f31035adc641979f8!}
{!LANG-b7dd2c52c067f248439cc29b56e!} {!LANG-1e7d1d1af25ff1ab7956e1fe7bb68fec!}
{!LANG-83c8f14c17f732f1103a2057c14ed617!} {!LANG-ba178e285
{!LANG-eebf0a5a3e6a1dffd6fca920
cc6!}
1. {!LANG-cc070adc2a485d091a7b31055f7220b3!}
{!LANG-49c080dc77ec8f8780863d67c7be7fbb!}
{!LANG-6c584a619eba4d831ca1ede7e7e8425d!} {!LANG-45b66fa136ab8fdace86197f1717c83b!}{!LANG-e0db9e721983f272a5142f11f4aabfc5!}
{!LANG-2a0c7e625a74830574be860ff46e6f59!}
3. {!LANG-dda2fc65518e9967b04f8f4e9b0ad4de!}
4. {!LANG-516e2837b89cf80653fa3a17716c4579!}
{!ЯЗЫК-79a6c76813a868f94a81dfce537db216!}
ГОСТ 7565-81
{!ЯЗЫК-810e6156af2b4df0709b11b9077a3a1d!}
ГОСТ 9454-78
ГОСТ 9651-84
{!ЯЗЫК-800702cddfcb6033aa076574895b3948!}
{!ЯЗЫК-477dc77bce5376c7b387f00d68ee9a66!}
ГОСТ 12346-78
ГОСТ 12347-77
ГОСТ 12348-78
ГОСТ 12349-83
ГОСТ 12350-78
{!ЯЗЫК-29c9b1cd8a2f73e5040a8aac4ab06194!}
ГОСТ 12352-81
ГОСТ 12353-78
ГОСТ 12354-81
ГОСТ 12355-78
ГОСТ 12356-81
ГОСТ 12357-84
{!ЯЗЫК-29b8cb70d6a0c4f6994a454ce1c06f69!}
{!ЯЗЫК-cd77c81a68317af7d90d5fb2b697cb23!}
ГОСТ 12360-82
{!ЯЗЫК-109d65df0411214d034aa1e60d033f2b!}
ГОСТ 12362-79
ГОСТ 12363-79
ГОСТ 12364-84
ГОСТ 12365-84
{!ЯЗЫК-b0ea387fe20b21f7d7fa0504bb35421a!}
ГОСТ 19300-86
{!ЯЗЫК-c2f9a8da2723f69e52e8fd
{!ЯЗЫК-9949f10784ce74ed3f3e7ee99ca1dd68!}
ГОСТ 20072-74
{!ЯЗЫК-f5240796e85b76cc563bb512203cb12a!}
5. {!LANG-ba02e992f7d25170bcce37c06eb1d5d4!}
6. {!LANG-b95b287321ad55dcbb99a9438fdf6621!}
{!LANG-de39cd2e811ee0c10bf538a7df6!}
{!LANG-19421d04ceb9131ba48fbf8ccd20cdae!}
Ресиверы водорода по цене производителя
Описание
Ресиверы водорода устанавливаются на металлургических (для извлечения металлов), химических (для синтеза хлороводорода, аммиака, метилового спирта) и нефтехимических (для гидрирования жиров, на угольных и нефтяных) объектах, на объектах атомной энергетики, в электрогенераторах (для охлаждения от водородных установок), при сварочных работах тугоплавких материалов, в космической промышленности (как наиболее экологически чистое топливо высокой теплоемкости) и т.д. может быть как емкость для хранения конечного вещества, которое доставляется непосредственно Потребителю, так и промежуточная емкость, откуда газ подается на дальнейшую производственную линию.
Строительство ресиверов водорода
Саратовский резервуарный завод имеет необходимые Сертификаты соответствия на изготовление емкостей и ресиверов воздуха.
Саратовский водохранилищный завод производит ресиверы водорода, разработанные специально для этого газа. Водород хранится в сжатом состоянии при избыточном давлении до 12 МПа.
Жесткие условия эксплуатации предопределили требования к выбору материала и конструкции. Основными параметрами конструкции ресиверов водорода являются: объем от 1 до 200 м 3 и предельное давление (до 12 МПа). Дополнительными факторами, влияющими на выбор стали и расчет толщины корпуса, являются температура окружающей среды (выше -60°C) и температура продукта (от -60°C до +300°C).
Очень важно сохранить герметичность в течение всего срока службы. Поэтому требуется точный расчет и выбор стали, устойчивой к химическому воздействию эксплуатационного продукта.
Для безопасного и долговечного хранения сжатого водорода мы используем марки стали, способные выдерживать внутренние нагрузки от давления и воздействия хранимого газа:
- нержавеющая титансодержащая 12Х18Н10Т аустенитного класса
- коррозионностойкая 10Х17Н13М2Т
- сталь высокопрочная 09Г2С
Ресивер водорода представляет собой надземный горизонтальный или вертикальный сосуд, который устанавливается на опоры. Эти сосуды работают под высоким давлением, поэтому головки выполнены эллиптическими. Для выполнения основных функций предусмотрен люк, патрубки и арматура, через которые осуществляется заполнение, откачка, отвод конденсата, технологический осмотр и очистка поверхности и т.д.
Важным элементом водородных ресиверов является предохранительный клапан, предотвращающий разрушение из-за повышения давления.
Ресиверы водорода изготовляют из листового металла, которому придают цилиндрическую форму. В обечайках выполнены отверстия для люка(ов), штуцеров и ниппелей. Эллиптические головки и опоры изготавливаются на специальном оборудовании. Затем все элементы свариваются.
Наружная и внутренняя поверхности покрыты составами для дополнительной защиты от коррозии.
Завершающий этап производства – испытания на герметичность, предельные давления и испытания на стойкость к агрессивным средам. Имея Лабораторию, наши специалисты могут гарантировать качество выпускаемой продукции, а высокопрофессиональные инженеры-конструкторы обеспечивают точность проектирования.
Чертеж ресивера водорода
Схема насадки
| Тег № | Заявка |
|---|---|
| Б | вход |
| Г | розетка |
| К | линия баланса |
| Дж | люк |
| М | дренаж |
| У | предохранительный клапан |
| Ф | впуск |
| F1 | впуск |
| Н | для насоса |
| N | манометр |
В комплект поставки ресивера водорода входят:
- сам сосуд
- комплект патрубков и фитингов
- технологическое оборудование (по требованию Заказчика)
- Сертификат продукта
Сводную таблицу технических характеристик воздушных судов и ресиверов Вы можете посмотреть здесь.
Как заказать ресивер водорода на Саратовском резервуарном заводе?
Для того, чтобы узнать стоимость и сроки изготовления ресиверов для различных газов, Вы можете:
- звоните по телефону +7(8452)250-288
- нажать кнопку “Запрос цен”
- отправить по почте заполненную Анкету или информацию с указанием минимально необходимых параметров для расчета (рабочее изделие, условия эксплуатации, давление, горизонталь/вертикаль, минимальный комплект оборудования)
Специалисты Саратовского резервуарного завода выполняют комплексные услуги по строительству объектов нефтегазового комплекса:
- инженерные изыскания на строительной площадке
- проектирование строительных площадок
- производство приемников, воздушных судов и другого судового оборудования
- доставка и монтаж оборудования на объекте
Сосуды разъемные с плоским днищем, с плоским днищем и мешалкой изготовление
Описание
Сосуды с плоским днищем и с плоским днищем и с мешалкой применяются в нефтегазовой, химической, пищевой промышленности для получения гомогенизированного состава. Применяются также для смешивания, эмульгирования, суспендирования, ферментации и дезинтеграции веществ с массовой долей частиц не более 30%. В них смешаны различные вещества. В результате перемешивания происходит накопление тепла. В качестве рабочей среды могут выступать жидкости и газожидкостные смеси, как нейтральные, так и токсичные, агрессивные, взрывоопасные и пожароопасные.
Кроме того, носитель должен соответствовать следующим требованиям:
- их температура должна быть в диапазоне от -40ºC до +350ºC
- динамическая вязкость не должна превышать 200 Па х с
- плотность не должна быть выше 2000 кг/м 3
Все основные правила проектирования и изготовления аппаратов с плоской и разъемной головкой и мешалкой приведены в ГОСТ 20680-2002 «Сосуды и аппараты с механическими перемешивающими устройствами. Общие технические условия».
Конструкция сосудов с плоским днищем и разъемным днищем и мешалкой
Корпус представляет собой вертикальный цилиндрический сосуд с плоским днищем и плоским днищем. Давление, которое воспринимает плоская головка, выше (по сравнению с эллиптическим), поэтому для безопасной эксплуатации сосуды с плоской головкой изготавливаются под давлением до 0,07 МПа, но не менее 665 Па.
Корпус выполнен разъемная, то есть головка крепится посредством фланцевых соединений. и может быть снят для обслуживания и очистки.
Этот тип аппарата не имеет внешнего кожуха. Для обогрева или охлаждения рабочей среды сосуды могут быть оборудованы внутренним змеевиком или электрическим нагревателем. В змеевике циркулирующий теплоноситель создает необходимую температуру.
Теплоноситель в змеевике может работать и наоборот: если за счет смешения жидкостей образуется тепловая энергия, то она может отбираться теплоносителем и отдаваться Потребителям.
В зависимости от требований Заказчика предусматриваются штуцеры и люки, служащие технологическими отверстиями для установки измерительной аппаратуры (манометр, термометр) и предохранительных клапанов (предохранительный клапан). В сосудах большого объема должен быть предусмотрен люк, через который проводится плановый ремонт.
Механическое перемешивающее устройство установлено в головку на стойке. Конструкция и тип мешалки выбирается исходя из характеристик среды – плотности, вязкости, температуры. Например, для смешивания веществ с вязкостью до 50 Па х с применяют лопастные (трехлопастные, шестилопастные), шестеренчатые, турбинные, рамные мешалки, а для смешивания более вязких жидкостей (более 50 Па х с). х с) – применяются спиральные, ленточные (со скребками) мешалки.
Сохранение герметичности в месте соединения головки и вала смесительного устройства обеспечивают уплотнения, тип которых выбирается исходя из степени агрессивности/токсичности рабочей среды: для жидкостей 1,2,3 классов опасности двойное рекомендуются механические уплотнения; для жидкостей 4 класса опасности (т.е. для нейтральных) – одинарные сальниковые или гидрозатворы.
Ниже мы приводим стандартное расположение фитингов.
Чертеж разрезного сосуда с плоским днищем и мешалкой
График насадок
| Обозначение | Заявка |
|---|---|
| А | вход продукта |
| Б | резерв |
| Г | для предохранительного клапана давления |
| Д | для измерителя температуры |
| Е | резерв |
| Дж | для манометра |
| К | вход теплоносителя |
| К1 | выход теплоносителя |
| Л | резерв |
| О | выход продукта |
| Р | для перелива продукта |
Производство аппаратов с плоской и разъемной головкой и смесителя на Саратовском резервуарном заводе
Завод изготавливает сосуды данного типа объемом до 16 м 3 и на давление до 0,07 МПа. Материал выбирается в соответствии с коррозионными характеристиками среды, температурой продукта и температурой рабочей зоны. Поскольку рабочие среды часто имеют высокие скорости коррозии, наиболее распространенными материалами являются стали марок Ст3сп (углеродистая) и 12Х18Н10Т (нержавеющая титансодержащая аустенитная).
Срок заказа судна
Судно 80-10-0,6К-Т-1ЕхdIIВТ4-Н3
8 – с плоской головкой и плоской разъемной головкой
0 – без теплообменника (1 – гладкая рубашка; 2 – с рубашкой из полутрубы; 3 – с рубашкой с застежками; 4 – с электронагревателем)
10 – объем, м 3
0,6 – давление, МПа
К – коррозионностойкие стали и сплавы (У-углеродистые и конструкционные, К-коррозионностойкие стали и сплавы, двухслойные стали)
Т – тип уплотнения (Т-механическое, сальниковое, Г-гидроуплотнительное)
1ЕхdIIВТ4 – взрывозащищенное исполнение электропривода
N3 – климатическая категория и категория размещения по ГОСТ 15150-69
Выполняем полный комплекс услуг по поставке оборудования:
- проектирование арматуры, люков, подбор материалов и монтаж
- выбор антикоррозионной защиты
- производство
- доставка
Завод изготавливает разъемные сосуды с плоским днищем по типовым чертежам и схемам, а также индивидуально.