Хонинговальный станок самодельный: что это такое, виды операций, станки и инструменты
alexxlab | 29.01.2023 | 0 | Разное
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 С тех пор ничего не изменилось, дрель все так же популярна, только ее немного усовершенствовали. Сегодня большинство работ по сверлению, в зависимости от сложности, выполняют или на специальных станках или ручным инструментом.
С тех пор ничего не изменилось, дрель все так же популярна, только ее немного усовершенствовали. Сегодня большинство работ по сверлению, в зависимости от сложности, выполняют или на специальных станках или ручным инструментом. Этот подробный мастер класс с пошаговыми фотографиями покажет, как сделать сверлильный станок своими руками, который поможет сэкономить много времени и усилий при сверлении точных отверстий по дереву, пластику, металлу или в любом другом материале, с чем вы работаете. Инструмент очень полезен для сверления прямых отверстий с минимальным усилием, в сочетании с высокой скоростью может быть хорошим подспорьем, чтобы вырезать границы на ту же высоту, как показано на картинке. Также благодаря регулируемой высоте инструмента можно вырезать участки определенного размера в древесине, например, заготовки квадратной формы.
Этот подробный мастер класс с пошаговыми фотографиями покажет, как сделать сверлильный станок своими руками, который поможет сэкономить много времени и усилий при сверлении точных отверстий по дереву, пластику, металлу или в любом другом материале, с чем вы работаете. Инструмент очень полезен для сверления прямых отверстий с минимальным усилием, в сочетании с высокой скоростью может быть хорошим подспорьем, чтобы вырезать границы на ту же высоту, как показано на картинке. Также благодаря регулируемой высоте инструмента можно вырезать участки определенного размера в древесине, например, заготовки квадратной формы. com/id/Drill-press-for-20-21/
com/id/Drill-press-for-20-21/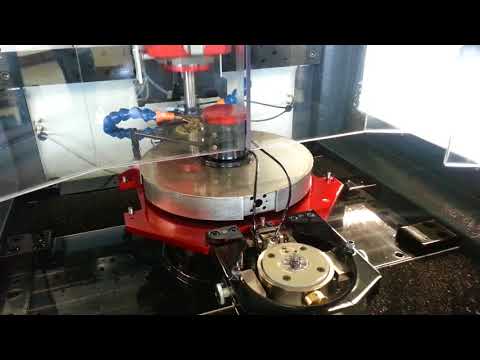 Автор использовал МДФ толщиной 1,8 см, рекомендую вам тоже использовать этот материал. Чтобы прикрепить дрель, надо просверлить 4 отверстия в МДФ для крепления хомутов. Сложить левую и правую сторону и выровнять заднюю часть (смотрите на фото). Как только это сделано, просверлить еще 4 отверстия для винтов, и склейте все части, дальше надо установить мини дрель и прикрутить нижнюю часть. Для рычага подойдет обычная деревянная палка, как ручка ложки. А чтобы подтянуть мини дрели, можно использовать резиновые жгуты из старой воздушной камеры. В перспективе автор планирует добавить светодиодные лампочки и сделать маленькие тиски для крепления печатной платы при сверлении.
Автор использовал МДФ толщиной 1,8 см, рекомендую вам тоже использовать этот материал. Чтобы прикрепить дрель, надо просверлить 4 отверстия в МДФ для крепления хомутов. Сложить левую и правую сторону и выровнять заднюю часть (смотрите на фото). Как только это сделано, просверлить еще 4 отверстия для винтов, и склейте все части, дальше надо установить мини дрель и прикрутить нижнюю часть. Для рычага подойдет обычная деревянная палка, как ручка ложки. А чтобы подтянуть мини дрели, можно использовать резиновые жгуты из старой воздушной камеры. В перспективе автор планирует добавить светодиодные лампочки и сделать маленькие тиски для крепления печатной платы при сверлении. Обычно мастера используют те детали и подручный материал, которые имеются в любом частном гараже. Как видите, представленный здесь вариант особой сложностью не отличается, автор использовал трубу, уголки и два фланца. Стойка для дрели просто крепиться к столу болтами. Алюминиевые дорожки взяты из картинной рамы, для распорок использовались палочки от эскимо. Дрель закреплена обычными хомутами.
Обычно мастера используют те детали и подручный материал, которые имеются в любом частном гараже. Как видите, представленный здесь вариант особой сложностью не отличается, автор использовал трубу, уголки и два фланца. Стойка для дрели просто крепиться к столу болтами. Алюминиевые дорожки взяты из картинной рамы, для распорок использовались палочки от эскимо. Дрель закреплена обычными хомутами.
 5-0,7mpa
5-0,7mpa Может сверлить как горизонтальный, так и вертикальный .
Может сверлить как горизонтальный, так и вертикальный . Д.
Д.


 2 м / мин
2 м / мин 5 кВт
5 кВтконструкция, виды и технические характеристики
Хонингование-это процесс металлообработки с использованием как обычных, так и сверхтвердых абразивных материалов. Данный процесс относится к доводочной обработке. Хонинговальный станок выполняет два параллельных движения, схема показана на рисунке 1: это вращательное и возвратно-поступательное движение хонинговального инструмент. Подача инструмента осуществляется непрерывно с постоянной силой, также может выполняться при каждом двойном ходе головки бруска. Также этот процесс может дополнять третье колебательное движение, которое называют осциллирующим движением.
Данный процесс относится к доводочной обработке. Хонинговальный станок выполняет два параллельных движения, схема показана на рисунке 1: это вращательное и возвратно-поступательное движение хонинговального инструмент. Подача инструмента осуществляется непрерывно с постоянной силой, также может выполняться при каждом двойном ходе головки бруска. Также этот процесс может дополнять третье колебательное движение, которое называют осциллирующим движением.
Экспериментально доказано, что добавление осциллирующего движения обеспечивает увеличение точность геометрических допусков формы детали, улучшает обработку сложнообрабатываемых деталей и рост производительность выполняемой работы. Последнее происходит потому, что при правильно подобранных режимах резания процесс обработки хонингованем имеет не затухающий характер, а траектория режущих зерен не накладывается на траекторию предыдущего прохода, что позволяет использовать их режущие свойства в большей мере. Однако введение этого движения имеет ограничение по массе подвижных частей станка.
Рисунок 1. Схема процесса хонингования
1 — деталь; 2 — брусок; 3 — перебег; 4 — перекрытие (Vок — окружная скорость, Vвп — скорость возвратно-поступательного движения, αс — угол сетки)
При трении поверхности хонинговального инструмента с поверхностью обрабатываемой детали происходит процесс резания со снятием тонкой стружки или пластическим вытеснением обрабатываемого материала. Для хонинговального инструмента применяется мелкая фракция абразивных частиц, их размер составляет от двадцати до ста микрометров, в среднем поверхность хонинговального бруска составляет от двадцати до четырехсот частиц на один миллиметр квадратный
Хонингование производится на специальном оборудовании. Хонинговальные станки, как и большинство металлорежущего оборудования можно разделить на универсальные и специальные. По компоновке на две классические группы, это вертикальные и горизонтальные хонинговальные машины. Так же они делятся на такие группы как одношпиндельные и многошпиндельные. Как правило универсальное оборудование имеет одни шпиндель. Многошпиндельное оборудование изготавливается по специальному заказу.
Как правило универсальное оборудование имеет одни шпиндель. Многошпиндельное оборудование изготавливается по специальному заказу.
Область применения хонинговального оборудования
Хонинговальные станки применяются как в серийном, так и в массовом производстве. Благодаря постоянно растущим требованиям к точности обрабатываемой детали, ее качеству и экономической целесообразности, а также значительным возможностям обработки алмазным инструментом использование хонинговальных машин значительно расширилось. Что позволяет увеличить качество, надежность и ресурс различных деталей машин.
Такое оборудование позволяет обрабатывать внутренние поверхности сквозных и глухих, конусных и цилиндрических отверстий. в частности хонинговальные станки применяют для обработки гильз, блоков цилиндров, отверстий в шатунах под палец, пазов род шпонки, канавок под стопорные кольца, шлицевых отверстий, эллипсовидных отверстий, гидравлических телескопических цилиндров, зубчатых колес, деталей топливного насоса высокого давления, труб, достигающих достаточного большого диаметра. Диапазон диаметров, обрабатываемых хонингованием, составляет от 5 до 800 миллиметров. Длина обрабатываемых отверстий может достигать 20000 миллиметров.
Диапазон диаметров, обрабатываемых хонингованием, составляет от 5 до 800 миллиметров. Длина обрабатываемых отверстий может достигать 20000 миллиметров.
Такое оборудование возможно применять для хонингования одновременно нескольких соосно расположенных отверстий. Для обработки конусных и эллипсовидных отверстий системы прижимов абразивных брусков головки хонинговальной машины имеют эластичные элементы. Хонинговальные станки применяются для доводочных операций высокоточных отверстий и обеспечивают более эффективный процесс обработки, чем процесс притирки и полирования различными абразивными пастами и суспензиями. Также хонинговальные станки применяют для обработки наружных поверхностей и обработки торцов, сферических поверхностей, поршневых колец, алмазного зенкерования и развертывания.
Хонинговальные машины, помимо вращательного и возвратно-поступательного движения могут обеспечивать, могут воспроизводить третье осциллирующее (колебательное движение в осевом направлении) движение, имеющее ряд плюсов, перечисленных выше. К недостаткам такой металлообработки относится по массе подвижных узлов хонинговального станка, а также увеличение погрешности по причине переменного направления осевой силы и и разности по величине перебега брусков. Поэтому хонинговальное оборудование, имеющее механизм осевой осцилляции, изготавливается только для обработки отверстий в диаметре до пятидесяти миллиметров и на небольшую глубину.
К недостаткам такой металлообработки относится по массе подвижных узлов хонинговального станка, а также увеличение погрешности по причине переменного направления осевой силы и и разности по величине перебега брусков. Поэтому хонинговальное оборудование, имеющее механизм осевой осцилляции, изготавливается только для обработки отверстий в диаметре до пятидесяти миллиметров и на небольшую глубину.
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Конструкция хонинговальных станков
Пример одношпиндельного вертикально хонинговального станка, предназначенного для обработки цилиндрических поверхностей гильз и блоков цилиндров, представлен на рисунке 2.
Рисунок 2. Кинематическая схема вертикально-хонинговального станка
Конструкция машины представляет собой горизонтальную станину (24) с колонной (6) в задней части рамы. В верхней части смонтирована коробка передач (13) с электродвигателем. На колонне имеются направляющие, по которым задняя бабка (18) вместе со шпинделем (17) и установленной на ней заточной головкой перемещается в вертикальном направлении. На станине есть стол (23), на котором закреплено устройство (22) с заготовкой (21).
Вращение шпинделя (17) передается от двигателя через приводную втулку (14) и шлицевый вал (15). Возвратно-поступательное движение осуществляется гидроприводом с использованием гидроцилиндра (12). Реверс осуществляется через лимб (19), имеющий кинематическую связь с цепной звездочкой (5), которая в свою очередь соединена цепной передачей (16) с шпиндельной бабкой (18). Управление осуществляется с помощью кулачков (9 и 10), которые воздействуя на рычажный механизм (8), воздействуют на золотник гидропанели (3), который в свою очередь вызывает движение поршня гидроцилиндра (12). Кулачки (9 и 10)отвечают за изменение положения и регулировку величины перемещения шпиндельной бабки. Контактирующий с концевым выключателем (7) Кулачок (11), установленным на лимбе, останавливает шпиндель в максимально поднятом положении. На данном хонинговальном станке возможно осуществлять короткие ходы шпинделя с помощью муфты (4). В этом случае шпиндель реверсируется происходит с помощью шестерни (2) и вала (1) с гидропанелью (3), без участия кулачков (9 и 10)
Кулачки (9 и 10)отвечают за изменение положения и регулировку величины перемещения шпиндельной бабки. Контактирующий с концевым выключателем (7) Кулачок (11), установленным на лимбе, останавливает шпиндель в максимально поднятом положении. На данном хонинговальном станке возможно осуществлять короткие ходы шпинделя с помощью муфты (4). В этом случае шпиндель реверсируется происходит с помощью шестерни (2) и вала (1) с гидропанелью (3), без участия кулачков (9 и 10)
Для достижения большей точности при процессе обработки, непосредственно в процессе хонингования на обрабатывающей машине, применяют системы активного контроля, принцип действия которых может быть основан как на контактном, так и на бесконтактном методе контрольного измерения. Более эффективным методом является бесконтактный метод измерения величин.
Значительным преимуществом данного метода является устранение таких погрешностей, как износ поверхности щупа, вибрации, возникающие при работе машины, деформации, возникающие из за сил и температур. Этот способ обеспечивается специальная хонинговальная головка, в которую встроены форсунки, через которые воздух под давлением подается одновременно во время обработки.
Этот способ обеспечивается специальная хонинговальная головка, в которую встроены форсунки, через которые воздух под давлением подается одновременно во время обработки.
Принцип работы хонинговальной головки можно рассмотреть на рисунке 2б. Колодки (26) с установленными хонинговальными брусками (27) устанавливаются в пазы корпуса (25) головки станка. В сквозном отверстии корпуса расположены: верхний конус (30), который неподвижно закреплен на стержне (29) и нижний конус (28), который установлен на резьбе стержня. Соответственно, оба конуса соединены стержнем. Для предотвращения прокручивания Нижнего конуса (28) на нем установлен штифт (34), который входит в паз корпуса (25). Вращение стержня заставляет конусы сближаться друг с другом и, воздействуя на планку (32), перемещать колодки с брусками (27) в радиальном направлении от центра. При реверсном движении стержня происходит раздвижение конусов, и пружина (31), воздействуя на колодки с абразивными брусками, тянет их к центру. Также в механизме имеется пружина (33), которая компенсирует зазоры в системе. Во время работы машины на каждый двойной ход автоматически происходит вращение стержня, которое осуществляется механизмом расширения брусков.
Во время работы машины на каждый двойной ход автоматически происходит вращение стержня, которое осуществляется механизмом расширения брусков.
Существует много различный конструктивных механизмов хонинговальных головок. Конструкция хонинговальной головки несет свое влияние на точность обработки, ее производительность и качество обработанной поверхности.
Используется много схемы установки головок и заготовок. самыми распространенными являются следующие:
-жесткая фиксация головки и плавающей части в специальном устройстве;
-жесткая фиксация детали и подвижных (одного или нескольких) поворотных креплений головки;
-жесткое фиксация головки и заготовки в подвижном устройстве.
Данные схемы позволяют обеспечить совпадение осевого положения отверстия заготовки после завершенной операции.
Схема простого подвижного устройства для обработки отверстия головке шатуна представлена на рисунке. 3, а; устройство с зажимом и упругой мембраной на рисунке 3, б; устройство для жесткой фиксации гильзы за буртик — на рисунке 3, в.
Рисунок 3. Приспособление для установки детали
Механизм расширения хонинговальной головки рассмотрим на примере вертикальной хонинговальной машины модели 3Н84. Механизм представляет собой спаренный цилиндр, который имеет большой поршень и малый поршень, расположенные над большим). Во время работы гидравлическое масло подается в оба цилиндра под необходимым давлением, в зависимости от износа хонинговальных стержней. Таким образом, при обработке притертыми брусками масло подается в оба цилиндра, что создает необходимое давление на абразивные стержни в радиальном направлении. После установки новых стержней на головки стержней гидравлическое масло будет подаваться только в малый цилиндр, образуя небольшие усилия в радиальном направлении. Это заставит стержень (2) двигаться вниз, а затем воздействовать на промежуточное звено (3), которое приложенное усилие передаст на толкатель хона. Под воздействием штанги (4) шестерня (5) начнет вращаться, передавая вращение на ротор датчика (7), что что внесет коррекцию на износ брусков. Также в коробке (6) содержатся пара кулачков, препятствующие включению станка с расширенными абразивными брусками, а второй указывает на критический износ абразивных брусков.
Также в коробке (6) содержатся пара кулачков, препятствующие включению станка с расширенными абразивными брусками, а второй указывает на критический износ абразивных брусков.
Станки, которые стали выпускать взамен моделей 3М82 и 3М83, это 3КС2 и 3К83 и другие имели подвижную пиноль, в нутрии которой был установлен облегченный шпиндель, которая совершала возвратно-поступательные движения, перемещаясь за одно целое с инструментом. Эта система была разработана для уменьшения массы узла. Кроме того, эти станки позволяют обрабатывать в одном положении двумя уровнями хонинговального инструмента, которые расположены последовательно вдоль оси хонингования. Абразивные инструменты устанавливаются на один уровне для предварительной обработки, на втором уровне для чистового хонингования. Стержни опускаются в обрабатываемое отверстия поочередно.
Для хонингования алмазным и эльборовым материалом крайне необходимо, чтобы в конструкции хонинговальной машины был механизм дозирования радиальной подачи. Этот механизм был реализован на моделях обрабатываемого оборудования: 3823, 3821 и 3822. Станок модели 3822э предназначен для хонингования сложнообрабатываемых материалов методом электрохимического хонингования. Станок оборудован 1500 амперным источником технологического тока с напряжением от шести до двенадцати вольт. Емкость бака для электролита составляет 200 литров.
Этот механизм был реализован на моделях обрабатываемого оборудования: 3823, 3821 и 3822. Станок модели 3822э предназначен для хонингования сложнообрабатываемых материалов методом электрохимического хонингования. Станок оборудован 1500 амперным источником технологического тока с напряжением от шести до двенадцати вольт. Емкость бака для электролита составляет 200 литров.
Расход насоса, используемого для подачи электролита, составляет до 40 литров в минуту. Станок оснащен автоматической системой управления, которая переводит на рабочую подачу при касании хонинговального инструмента поверхности обрабатываемой детали, по изменению величины потребляемого тока.
Такой метод обработки применяется для существенного увеличения производительной мощности. Метод электрохимического хонингования основан на эффекте анодного растворения металла совместно с воздействием хонинговального инструмента на поверхность обрабатываемого материала. При таком хонинговании обработка ведется инструментом на металлическо-бакелитовой связке с графитовым наполнителем. Недостатком такой схемы являются электроэрозионные явления, которые возникают между бруском и деталью вследствие малого зазора между ними и большой площади контакта. Более распространена схема с катодами, установленными в хонинговальной головке и диэлектрическими или изолированными инструментами.
Недостатком такой схемы являются электроэрозионные явления, которые возникают между бруском и деталью вследствие малого зазора между ними и большой площади контакта. Более распространена схема с катодами, установленными в хонинговальной головке и диэлектрическими или изолированными инструментами.
В целом конструкция машин для обычного хонингования и электрохимического хонингования не сильно отличается, они имеют примерно одинаковые показатели возвратно-поступательного хода, оборотов в минуту, радиального механизма подачи. Но несет в себе некоторые конструктивные особенности, необходимые для электрохимического хонингования. Они заключаются в том, что приспособление с хонингуемой деталью подключается к положительному полюсу источника питания, а ток проводится к хонинговальной головке с отрицательной клеммы источника тока через медно-графитовые щетки посредством коллектора на шпиндельном валу.
В качестве источников питания на электрохимических хонинговальных машинах устанавливают выпрямители с генераторами постоянного тока низкого напряжения. Расчитанные на силу тока до 10000 ампер, они позволяют изменять напряжение от пяти до восемнадцать вольт. Детали, которые работают в непосредственном контакте с электролитом, изготавливаются из устойчивых к коррозии металлов.
Расчитанные на силу тока до 10000 ампер, они позволяют изменять напряжение от пяти до восемнадцать вольт. Детали, которые работают в непосредственном контакте с электролитом, изготавливаются из устойчивых к коррозии металлов.
Также не такого рода оборудовании используется фильтрующая электролит установка. В процессе обработки очень важна очистка электролита от мелкой стружки, абразивной крошки и продуктов окисления, которые возникают при хонинговании. Состояние электролита обеспечивает хорошую шероховатость обрабатываемой поверхности. Фильтрующие установки представляют из себя центрифуга или магнитнй сепаратор.
Головка для электрохимической обработки ничем не отличается от обычной. Корпус самой хонинговальной головки может быть использован в качестве катода при условии, что диаметр корпуса в два раза больше межэлектродного зазора, чем диаметр обрабатываемого отверстия. В другой компоновке электрод может быть помещен между абразивными инструментами.
Прежде всего, катоды служат только для подачи тока и не изнашиваются в процессе эксплуатации. При использовании проводящих электричество связок в брусках, они надежно изолируются, чтобы предотвратить короткое замыкание. При съеме небольших припусков используют хонинговальную головку с небольшим припуском, который составляет от 0,5 до 0,8 мм, а для съема припусков свыше одного миллиметра устанавливают головки с подвижным катодом.
При использовании проводящих электричество связок в брусках, они надежно изолируются, чтобы предотвратить короткое замыкание. При съеме небольших припусков используют хонинговальную головку с небольшим припуском, который составляет от 0,5 до 0,8 мм, а для съема припусков свыше одного миллиметра устанавливают головки с подвижным катодом.
Электрохимическое хонингование позволяет повысить производительность обработки деталей в четыре, а иногда и до восьми раз в независимости от твердости и прочности обрабатываемого металла. Позволяет быстрее добиться необходимой точности детали. Такой метод хонингования не редко применяется для обработки деталей с низкой жесткостью, поскольку при электрохимическом хонинговании давление, оказываемое брусками, сравнительно невысоко. Экономические составляющая такого хонингования становится ниже при снятии больших припусков и хонинговании труднообрабатываемых материалов. Обязательным этапом является снятие последнего припуска отключенным током в течении 10 секунд. Это необходимо, так как в результате электрохимического хонингования проявляется так называемое «растравливание» металла на границах зерна глубиной до трех, четырех микрометров.
Это необходимо, так как в результате электрохимического хонингования проявляется так называемое «растравливание» металла на границах зерна глубиной до трех, четырех микрометров.
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Типичные представители хонинговальных станков
Рисунок 4. Общий вид вертикально-хонинговального станка 3Г833
Ярким примером является хонинговальный станок с одним вертикально расположенным шпинделем модели 3Г833. Станок выпускался на Майкопском Краснореченском станкостроительных заводах имени М. В. Фрунзе. Станок предназначен для обработки гильз, блоков цилиндров, пневмо- и гидроцилиндров, шестерен диаметром от30 до 125 миллиметров и других подобных деталей. Максимальный диаметр отверстий, возможных обработать на данном станке составляет 165 миллиметров. Обработка на станке осуществляется по стандартному циклу одновременного возвратно-поступательного и вращательного движения хонинговальной головки, и радиальной подачи, осуществляемой разжимом брусков от пружинного механизма, выполняемого на ходу. Данный станок предназначен для работы в ремонтных мастерских. Также может использоваться на ремонтных заводах и других металлообрабатывающих предприятиях, рассчитанных на выпуск мелкосерийной продукции.
Данный станок предназначен для работы в ремонтных мастерских. Также может использоваться на ремонтных заводах и других металлообрабатывающих предприятиях, рассчитанных на выпуск мелкосерийной продукции.
Регулировании частоты вращения шпинделя осуществляется в трех положениях путем переброски ремня привода главного движения в другие ручьи. Такое же регулирование осуществляется на приводе подач.
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.10.000
- привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.30.000
- механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
Хонинговальный станок фирмы ROBBI
Рисунок 7.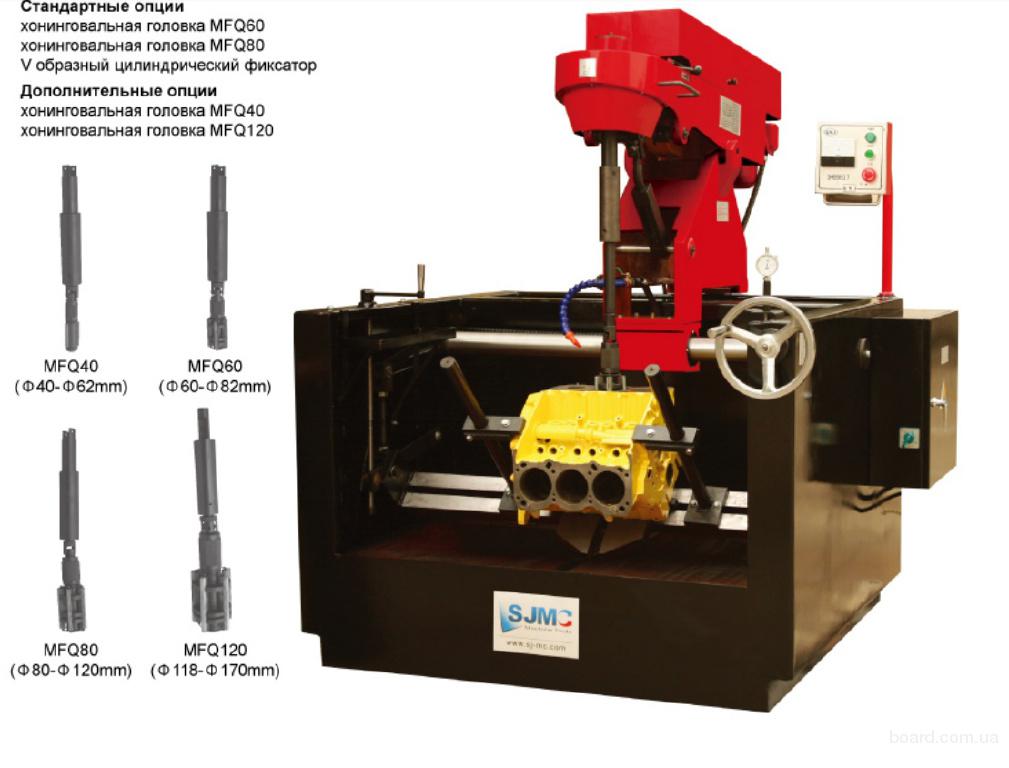 Общий вид хонинговального станка фирмы ROBBI
Общий вид хонинговального станка фирмы ROBBI
Итальянская фирма ROBBI специализируется на выпуске оборудования для ремонта и восстановления двигателей. Станок SET 200 YUM 12 спроектирован для высокопроизводительного съема больших припусков с необходимой точностью.
Быстрые и простые в использовании станки обеспечивают высокую производительность. По направляющим, на которые нанесено антифрикционное покрытие, перемещается шпиндельная бабка, имеющая достаточный запас жесткости. Направляющая колонна выполнена из высокопрочного чугуна. Гидравлическая система обеспечивает плавное и точное управление органами машины.
Система дает возможность производить работу как в автоматическом, так и в ручном режиме. В качестве дополнений на станок может устанавливаться система гидравлического зажима и стол для тяжелых деталей.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.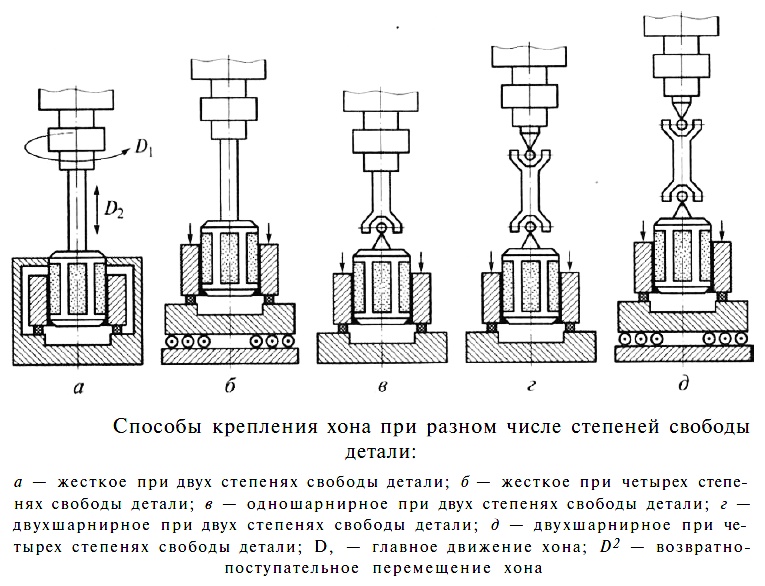
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150. .450 .450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833.
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И. Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
- Статьи по теме
 Рынок шлифовальных станков в России
Рынок шлифовальных станков в РоссииГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Недорогое качественное хонингование для небольшого цеха
Нажмите здесь, чтобы узнать больше
Мы с сыном владеем небольшой автомобильной мастерской
, занимаемся ремонтом двигателей и изготовлением машин на заказ в сельской местности
Миссури. Мы стараемся все время работать как можно лучше.
Независимо от того, восстанавливаем ли мы двигатель Ford 8N или 427 Corvette,
мы одинаково тщательно выполняем эту работу. Когда наши клиенты
забирают свои детали, они уверены, что работа была
выполнена правильно.
Кому следует прочитать эту статью?
Эта статья была написана для механика небольшого цеха
, в распоряжении которого может оказаться не все высокотехнологичное оборудование
в мире.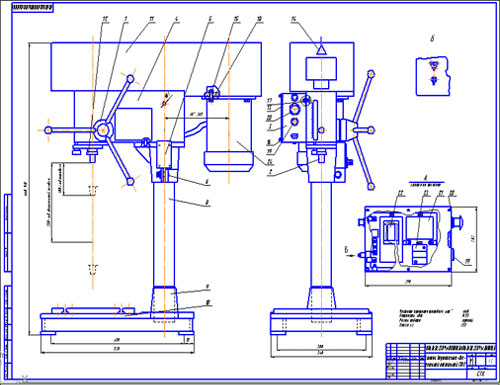 Этот небольшой магазин
Этот небольшой магазин
старается выпускать качественную работу и при этом получать прибыль. Кроме того,
, если какой-либо из следующих «предупреждающих знаков» существует в вашем магазине
, вам следует прочитать эту статью о хонинговании:
- Похоже, что двигатели, которые вы растачивали и хонинговали, использовались 9Масло 0005 после нескольких тысяч км.
- Вы чувствуете, что поршневые кольца, которые входят в комплекты двигателя
, заставляют двигатели использовать масло и имеют избыточный прорыв газов. - Вы ненавидите хонинговать двигатели, потому что у вас всегда
конические цилиндры. - В прошлый раз, когда вы пытались заточить двигатель,
точилка заклинила, и дрель скрутила вам руки и ударила вас
в местах, которые я не могу упомянуть в этой статье.
Источник информации
Пытался взять 35 лет автомобильной 9Опыт 0005 в механическом цехе плюс то, что я видел, как другие делали
правильно и неправильно, и втиснуть все это в эти несколько коротких страниц о хонинговании
. Если то, о чем мы здесь говорим, поможет вам лучше справляться с оттачиванием двигателей
Если то, о чем мы здесь говорим, поможет вам лучше справляться с оттачиванием двигателей
и зарабатывать больше денег, мы сделали свою работу.
Мы с сыном любим работать в механическом цехе,
но мы обнаружили, что мы должны получать прибыль, чтобы оставаться
в бизнесе. Нам нужно хорошо работать, чтобы клиенты
возвращались, и мы должны брать за это справедливую цену.
Мой представитель по продаже оборудования, который посещает наш магазин на Кубе,
МО, напоминает мне об этом очень важном моменте почти каждый раз, когда он посещает
. Он часто говорит мне, что как индустрия мы работаем слишком дешево.
Он говорит: «Ты должен брать плату за то, что делаешь».
Как читать эту статью о хонинговании
Я думаю, что большинству из нас в автомобильном бизнесе
нравится листать технические журналы и рассматривать фотографии.
Мы часто читаем подписи под картинками и думаем, что у нас
действительно впитал в себя то, что пытался нам сказать писатель. Я включил
Я включил
несколько картинок, чтобы привлечь ваше внимание, так что вперед и
взгляните, но вернитесь и прочитайте остальную часть истории. Я думаю,
вам нужно будет прочитать историю хотя бы раз, а то и два,
чтобы досконально понять, что мы делаем и зачем.
Зачем точить?
Как слесари мы призваны расточить и хонинговать
цилиндров двигателя, как часть нашей работы. Это факт, двигатели
действительно изнашиваются — в основном из-за того, что люди делают или не делают с ними.
Если бы двигатели не изнашивались, мы бы все искали разные
работы.
Иногда мы не упоминаем о хонинговании, когда
сообщаем клиенту, что собираемся расточить его или ее двигатель, чтобы
заменить изношенные цилиндры. Доводка, пожалуй, самая трудоемкая,
наименее понятная, но самая важная часть всего процесса восстановления
. Хонингование также требует большого мастерства со стороны
станочника, выполняющего работу.
Конечно, было бы неплохо иметь новый точильный станок
для восстановления наших цилиндров, но, как я уже говорил, эта статья
написана для владельца магазина, у которого нет всего оборудования
, которое он хотел бы иметь.
В нашем магазине мы используем борштангу Van Norman
, которая была моим другом более 30 лет. Я думаю, что мой 777S
пытается пережить меня. Я могу положиться на то, что моя расточная оправка каждый раз расточит
прямо, кругло и точно по размеру. Я держу резцы инструмента
острыми, и цилиндры выглядят великолепно, когда пруток готов.
Однако я знаю, что если бы я очень внимательно посмотрел на
отверстия цилиндра, то обнаружил бы, что чистота поверхности
все еще слишком шероховатая для новых поршней или колец. Мы должны заточить цилиндры
, чтобы получить достаточно гладкую поверхность для новых поршней и колец
.
Подготовка к хонингованию
При расточке цилиндра я оставляю три тысячи
(0,003″) на хонингование. Например, если я растачиваю цилиндр 4,0″
Например, если я растачиваю цилиндр 4,0″
+0,030″, я сверло на 4,027 дюйма. это
оставляет .003″ для хонингования .
Это действительно хорошая идея иметь поршни
, которые вы планируете использовать, до того, как вы начнете растачивать двигатель
. Это позволит вам измерить поршни и убедиться, что
у вас будет правильный зазор между поршнем и стенкой цилиндра
, когда вы закончите растачивание и хонингование.Когда я
закончу расточку всех цилиндров, я снимаю двигатель с моей расточной стойки
и перемещаю его в зону нашего цеха, где я делаю
мой хонинг.
Вот важный совет, о котором следует помнить
при растачивании цилиндра двигателя. Опустите борштангу на
настолько, чтобы при хонинговании цилиндра хонинговальная машина не зацепила
выступ над главными ребрами в картере. Например, на Chevy 350,
, я позволяю стержню опускаться до тех пор, пока он почти не начинает касаться
основного полотна.
После растачивания двигателя не протирайте
и даже не прикасайтесь к только что расточенным цилиндрам. Другими словами, держите
Другими словами, держите
сними свои замасленные рукавицы со стенок цилиндра. Также не распыляйте на них ничего
. Не кладите блок обратно в горячий бак или распылитель.
Вы должны быть готовы перейти непосредственно к операции хонингования, когда
закончите расточку. Магазинные полотенца и руки в масле; даже на
чистых магазинных полотенцах есть масло. Свежерасточенный металл притягивает масло
, как магнит.
Теперь мы готовы начать хонингование нашего блока
всухую, и мы хотим, чтобы это продолжалось до тех пор, пока мы не удалим 0,002″
из .003″ мы разрешили для хонингования. Найдите время, чтобы закрепить блок двигателя
так, чтобы поверхность деки была обращена вверх. У нас есть два набора
простых подставок, сделанных из углового железа, чтобы удерживать большинство блоков V6 и V8
, чтобы Когда я сажу блок на пол
, поверхности платформы смотрят вверх. Деревянные блоки тоже не годятся
. Двигатель, который вы собираетесь точить, должен быть смонтирован прочно!0003
Прежде чем мы начнем, давайте поговорим о
оборудовании, которое вам понадобится для заточки цилиндров двигателя.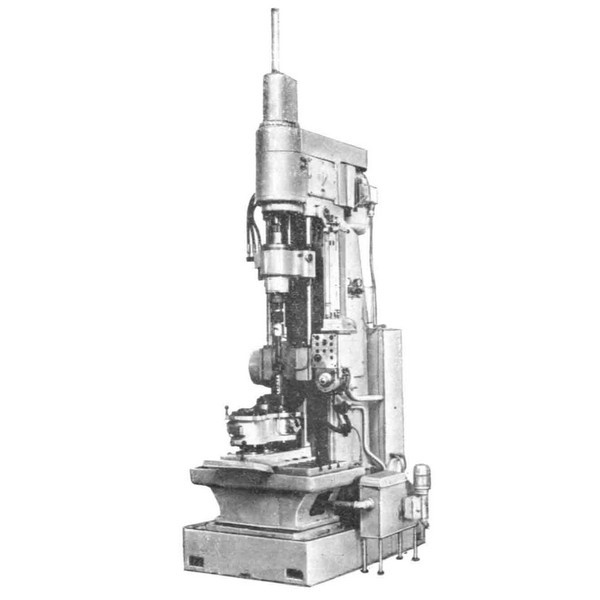 Вам
Вам
понадобится хороший набор микрометров и эталоны для их проверки. Циферблатный нутромер
почти обязателен, но при необходимости можно обойтись и без
. В нашем магазине мы используем нутромеры Sunnen.
Вот совет, который может сэкономить вам немного денег.
Когда вы закончите пользоваться нутромером, положите его на
ровную поверхность, а не на моторный отсек. Циферблат 9Калибр 0005 будет катиться, если вы поместите его на узкую поверхность моторного отсека.
Точно так же, как если уронить кусок хлеба с мармеладом,
циферблатный индикатор будет каждый раз падать на пол лицевой стороной вниз.
У вас должен быть телескопический калибр для использования с
микрометром для двойной проверки размера отверстия цилиндра до и
после хонингования. Конечно, у вас также должен быть точильный станок. Мы используем корпус и камни Sunnen серии
AN. Мы сделали собственный приводной вал, чтобы
подходил к корпусу хона. Наша конструкция позволяет валу проскальзывать, если
хон происходит до блокировки. Приводной вал Sunnen в порядке, но он
Приводной вал Sunnen в порядке, но он
спроектирован таким образом, что он может откручиваться в случае блокировки.
Вот еще один совет. Если вы используете хонинговальный и приводной вал Sunnen
, и он сломался, замените его. Не пытайтесь усилить
, приварив к нему дополнительный армирующий материал. Sunnen
разработал его так, чтобы он сломался, если заточка застрянет.
Теперь вам нужно что-то, чтобы водить заточку. Используйте
хорошую электрическую дрель с триггерным переключателем «вкл.» и «выкл.»
. Мы используем Black & Decker Professional модель
полудюймовая дрель с реверсом. Дрель должна быть среднескоростного агрегата
.
Число оборотов в минуту, с которыми вращается сверло, и скорость
, с которой вы перемещаете хонинговальный инструмент вверх и вниз по цилиндру, определяют
угол поперечных штрихов, оставляемых хонинговальным инструментом. Крестообразные метки
помогают удерживать масло на стенке цилиндра во время обкатки.
Вы не хотите, чтобы штриховка была слишком плоской или слишком крутой.
После того, как вы начнете хонинговать свой первый цилиндр,
потратьте несколько минут, чтобы посмотреть на линии поперечной штриховки. ты будешь
быстро почувствуйте, как быстро вы должны гладить точилку. Не тратьте
много времени на измерение угла поперечной штриховки.
Не думаю, что это имеет большое значение. Стреляйте под углом
примерно от 35° до 45° на линиях. Чуть больше
или чуть меньше не будет иметь большого значения.
Отделка стенки цилиндра, однако, имеет большое значение для
, так что уделяйте ей больше внимания. Держитесь подальше от этих старых сверл с шестеренчатым приводом
с мощными двигателями и низким передаточным числом. Они
имеют такой большой крутящий момент, и им требуется слишком много времени, чтобы остановить вращение
, когда вы отпускаете курок. Вы можете сожалеть! Вы можете повесить
на дрель на всю жизнь, в то время как вы и дрель
крутитесь по кругу, пока дюбель не вытащится из стены!
Теперь мы должны прикрепить сверло и заточить к чему-то
, что поможет уравновесить их вес и обеспечит
упор вниз для заточки. Я использую устройство производства Sunnen
Я использую устройство производства Sunnen
, имеющее пружину и стержень с принудительной регулировкой упора на
это. Пружина помогает поддерживать сверло и позволяет нам перемещать хонинговальный инструмент
вверх и вниз с очень небольшим усилием. Если у вас нет этого устройства
, купите его или сделайте его.
Я прикрепляю дрель к уравновешивающему устройству
короткой цепью к резьбовому отверстию на конце
двигателя дрели. У меня есть цепная таль прямо над районом
, где я оттачиваю свои двигатели. Зацепляю узел пружины точилкой
и сверлю прямо на полиспасте. Цепная таль позволяет мне
для быстрого и очень точного подъема или опускания узла хонингования и сверления
.
Я видел много людей, пытающихся заточить блок
вручную, просто держа сверло без какой-либо поддержки.
Вы напрашиваетесь на проблемы, если попробуете. Это в значительной степени покрывает
основного оборудования, которое вам понадобится. У вас уже должна быть большая часть
.
Еще один комментарий о заточке. Вы должны использовать
жесткий хонинговальный станок для хонингования блока после расточки. даже не пытайся
, чтобы заточить блок с помощью подпружиненного хона или щеточного хона. У них
есть цель в жизни, но они не предназначены для удаления металла .003″
после растачивания! Мы установили блок цилиндров таким образом, чтобы он не двигался вокруг
от крутящего момента хона Если вы собираетесь использовать пластину с крутящим моментом
во время процесса хонингования, затяните ее на месте сейчас.0003
Убедитесь, что корпус хона чистый и на нем нет масла
, и установите набор камней AN-100 (или аналогичный). Сначала мы
начинаем с крупнозернистых камней. Эти камни следует использовать в сухом виде. Они входят в отверстия на корпусе хона, обозначенные
знаком «Х». Не прикасайтесь к каменной поверхности, если можете помочь
ей.
Кстати, храните все свои наборы камней в их
коробках, когда они не используются. Камни становятся согласованным набором
Камни становятся согласованным набором
, как только они используются, и их необходимо хранить вместе. если один
камень повреждается, весь комплект в хлам. Обычно набор камней
позволяет заточить довольно много цилиндров, прежде чем они изнашиваются, и
необходимо заменить.
Установите блок под точильный станок и надавите на точильный станок
вниз, пока он не остановится на жестком упоре на пружинном приспособлении.
Теперь, используя цепную таль, опустите хон в первый
цилиндр, пока камни не выйдут из нижней части
цилиндра. Отрегулируйте камни так, чтобы они слегка касались
стенка цилиндра.
Слегка нажмите на двигатель бура и переместите камни
дальше через цилиндр с помощью цепной тали
, пока они не выйдут из нижней части цилиндра примерно на один дюйм.
Когда вы почувствуете, что они только начинают стучать по переборкам картера,
слегка приподнимите цепную таль. Обратите внимание, я сказал слегка ударить сверлом,
, и двигаться медленно, пока вы опускаетесь в картер. Вы не хотите
Вы не хотите
стучать своими новыми камнями во что-то внизу в квартале.
Положительный упор на противовесе хона
позволяет максимально глубоко погрузиться в цилиндр на
при каждом ходе без ударов камней о стенки картера.
Очень важно, чтобы камни выходили из нижней части цилиндра
во время хонингования, чтобы цилиндр оставался прямым.
Теперь приступим к заточке. Поверните
, чтобы увеличить давление на камни, и начните перемещать хонинговальный инструмент
вверх и вниз по цилиндру. Пройдите весь путь вниз и свяжитесь с положительным
останавливаться при каждом ходе. Хонинг также должен выходить из верхней части
цилиндра примерно на один дюйм при каждом ходе.
Если вы слишком сильно заточите верхнюю часть цилиндра,
вы сузите отверстие. Вы должны почувствовать, какое усилие
нужно прикладывать к камням и как быстро перемещать заточку в цилиндре.
Когда камни будут правильно резать, будет немалый
дракон буровой двигатель. Если вы слишком сильно надавите на камни
Если вы слишком сильно надавите на камни
, они будут издавать много шума и не будут резать быстрее. слишком много 9Давление 0005 также вызовет перегрев и износ камня.
Если на сухие камни
попадет масло, они перестанут резаться и наполнятся металлом и камнем
материала. Остановитесь и попробуйте соскоблить мусор с каменной поверхности
старым напильником. В крайних случаях я использовал растворитель лака
для очистки камней серии AN 100. Однако лучше вообще не наносить масло
на камни.
Поскольку вы работаете с этими камнями всухую, пыль
будет произведено. Используйте пылесборник или магазинный пылесос для сбора
пыли во время работы. Я обычно надеваю пылезащитную маску, пока
растачивает и затачивает. Вам нужно будет немного заточить, остановиться и измерить
, пока вы не почувствуете, как быстро металл выходит
. С помощью микрометра установите циферблатный нутромер на желаемый диаметр отверстия
и начните проверять цилиндры.
По мере заточки цилиндр нагревается.
Это может привести к ложным показаниям. Вы можете подумать, что удалили
больше металла, чем у тебя есть на самом деле. Дайте блоку остыть несколько минут
и вернитесь и проверьте еще раз. Вы хотите использовать камни AN 100
до тех пор, пока не удалите первые 0,002 дюйма металла. Сделайте все цилиндры
в блоке с сухими камнями, прежде чем переходить на
более тонкие наборы камней.
Вот совет, который Вы не найдете в книгах
Это то, что я узнал сам несколько лет назад Если для
по какой-то причине набор камней, который вы используете, или цилиндр, который вы0005 хонингование становится конусообразным, вы можете спасти день и камни
. Камни не идут от производителя коническими. Они
получаются таким образом, потому что вы недостаточно далеко выходите из нижней части,
или вы слишком далеко выходите из верхней части цилиндра.
Попробуйте это, прежде чем выбросить каменный набор. Выньте
Выньте
камней из отверстий корпуса хона со знаком «Х».
Теперь вставьте их обратно в отверстия без метки «Х».
Для этого вам придется перевернуть камни вверх дном. Положите
обратно и вставьте хон обратно в конический цилиндр.
Разверните камни, повернув регулятор в противоположном направлении.
Теперь запустите сверло в обратном направлении и водите хонинговальным инструментом
вверх и вниз по коническому цилиндру. Для этого необходимо запустить дрель
в обратном направлении, иначе она заблокируется. Вы удивитесь
, как быстро расправятся камни. Это также удалит
конусность цилиндра (по крайней мере, один поставщик камней
не рекомендует переворачивать камни вверх дном и корректировать конусность
, как описано выше. Компания заявляет, что если камни
показывают конусность, их следует либо подпилить, либо поместить в правочную втулку
, либо заменить новыми камнями. Когда это возможно, правильный перебег
предотвратит конусность камня. – прим. ред.).
– прим. ред.).
Когда вы закончите хонингование, чтобы проверить размер цилиндра
, продолжайте перемещать хонинговальное устройство вверх и вниз до тех пор, пока сверло
не перестанет вращаться. Хон обычно делает около одного или двух
оборотов после того, как курок дрели отпущен. Требуется около 100
ударов, чтобы удалить около 0,002 дюйма металла из 4,0-дюймового цилиндра.
Я обычно считаю ходы, поэтому у меня есть некоторое представление, когда остановиться и
проверить размер цилиндра.
Из сухого во влажное
Теперь ваши цилиндры отточены с точностью до 0,001 дюйма
от желаемого размера отделки. Они должны быть прямыми и круглыми,
и стенки цилиндров должны выглядеть блестящими и чистыми, если вы
протрите их чистой сухой тканью, а не салфеткой!
Вы должны были проверить цилиндры с
циферблатный калибр после того, как блок остыл, и теперь вы готовы
перейти к более мелкому набору камней. Установите набор АН-200 и, используя ту же процедуру
, что и с набором камней АН-100, прокачайте цилиндры
и одновременно добавьте масло для хонингования с помощью масленки насоса. Используйте большое количество масла
Используйте большое количество масла
при заточке брусками AN-200.
Примерно через 30 ходов проверьте цилиндр на размер
. Теперь вы можете отключить пылесборник. Вы сможете
почувствовать, как заточка начинает набирать скорость по мере того, как поверхность цилиндра
становится более плавным. Теперь размер отделки должен быть менее 0,0005″
.
После того, как вы заточили все цилиндры с помощью
брусков AN-200, переключитесь на набор AN-300 и снова выполните хонингование маслом
в течение примерно 30 секунд. Масло будет содержать камни в чистоте, а
образует суспензию в цилиндре, когда вы затачиваете. Теперь вы должны получить окончательный размер
. Дайте блоку остыть и еще раз проверьте с помощью циферблатного нутромера
.
Хонингование блока вручную требует времени я трачу
около часа хонингования блока V-8. Требуется время, чтобы сделать работу
правильно. Вы быстро почувствуете, что происходит в цилиндре
, когда будете затачивать его вручную. Например, когда к деке прикручена болтами пластина
Например, когда к деке прикручена болтами пластина
, вы почувствуете некруглость, вызванную крутящим моментом болта
, когда начнете хонинговать цилиндр. По мере хонингования
вы почувствуете, что крутящий момент сверла становится устойчивым
и плавным.
Следуя вышеуказанному процессу, вы получите
с шероховатостью поверхности от 15 до 20 микродюймов. если хочешь
для более тонкой обработки поверхности используйте бруски AN-500 с маслом и отточите
еще 10-15 проходов.
Вы еще не закончили
Блок цилиндров полностью отхонингован, и вы
проверили все цилиндры на конусность и размер. Дважды проверьте
свою работу с помощью телескопического манометра и микрометра.
Вы должны всегда очищать блок перед тем, как он
покинет ваш магазин. Мы взимаем плату за один час работы по очистке блока
клиента после расточки и хонингования. Вы можете сказать клиенту, что
ему необходимо почистить блок, потому что в цилиндрах много хонинговальной крошки
, но большинство клиентов не будут правильно чистить блок
самостоятельно. Если вы хотите, чтобы они имели успех с вашими работами по расточке
Если вы хотите, чтобы они имели успех с вашими работами по расточке
, вам лучше сделать эту работу самостоятельно.
Мой сын Дэвид отлично чистит блоки
после хонингования. Он использует горячую воду, Tide и хорошие щетки.
Он чистит все цилиндры и все масляные каналы вручную.
Перемычки картера требуют особого внимания,
тоже. Грит любит прятаться в паутине картера. После всей ручной работы с
мы промываем блок под давлением очень горячей водой, а затем переносим
в ванну с уайт-спиритом в баке с чистым растворителем. Здесь мы
вручную очищаем все цилиндры чистым растворителем, чтобы удалить
воду из пор металла.
После промывки горячей водой
действовать нужно быстро, так как на стенках цилиндра почти сразу образуется ржавчина.
После промывки блока чистым растворителем вставьте внутрь лампу
корпус двигателя и посмотрите на стенки цилиндров. Они будут яркими
и очень блестящими с хорошей штриховкой. Двигатель
Двигатель
теперь готов к обшивке пластиком пока не собран.
Проверка выполненной работы
Если вы хотите быть уверены, что хорошо выполнили
работу по получению надлежащей чистоты поверхности, приобретите профилометр
в магазине или обратитесь к местному представителю по оборудованию
и попросите его зайдите и проверьте некоторые из ваших цилиндров на
Ра финиш. Вы не можете сказать, насколько гладкая поверхность, просто посмотрев или даже потрогав пальцем. Профилометр
даст вам точное измерение чистоты поверхности. Наш собственный представитель
протестировал наши работы по повторному растачиванию и обнаружил, что финишная обработка
соответствует 17-20 Ra.
Подведение итогов
Я понимаю, что то, что я описал, представляет собой долгую процедуру
с множеством шагов. Но я обнаружил, что эта процедура также дает очень хорошие результаты. Многие из наших двигателей прошли более 200 000
миль и все еще работают с очень небольшим расходом масла
и низким прорывом газов.
Мы также используем молибденовые кольца почти для каждой работы
, за исключением тех случаев, когда возникает избыток пыли. В этих двигателях
мы используем хромированные кольца. Я не говорил, что это будет легко или быстро,
но я сказал, что вы могли бы сделать очень хорошую работу, если бы вы
были готовы потратить время, чтобы сделать это правильно.
Мелкие хонинговальные инструменты | Главная Модель Форум машинистов двигателей
Криске
Известный член
- #1
Привет, ребята,
Где я могу получить небольшие хонинговальные инструменты и готов отправить в Европу (Бельгия). Я думал о 3/4 дюйма и даже меньше. Мне нужно это, чтобы закончить цилиндры двигателя Стирлинга. Или, может быть, есть кто-то, кто использует самодельные хонинговальные инструменты, и готов поделиться своей идеей..?
Я думал о 3/4 дюйма и даже меньше. Мне нужно это, чтобы закончить цилиндры двигателя Стирлинга. Или, может быть, есть кто-то, кто использует самодельные хонинговальные инструменты, и готов поделиться своей идеей..?
Заранее спасибо
Крис
Когси
Известный член
- #2
Я только что получил отточенный тормозной цилиндр с двумя камнями на ebay примерно за 22 доллара США, включая доставку в Австралию из США. Предполагается, что это будет от 11/16″ до 2-1/2″. Я использовал его для диаметра отверстия 7/8 дюйма, и он работал просто отлично.
Если вы выполните поиск по запросу «тормозной цилиндр», вы должны его найти, но точное название листинга на ebay было: Lisle Brake Cylinder Hone 11/16″ to 2 1/2″ #10500
Эбби
Известный член
- #3
Google flex Hone, на Ebay их несколько.
гусь
Известный член
- #4
Вы можете сделать свой собственный точильный инструмент.
Моя дешевая цилиндрическая заточка своими руками была сделана из материала из мусорного бака. Только что закончил хонинговать внутренний диаметр 21 мм. гильза цилиндра для 7,5 куб.см. Двигатель со свечами накаливания, который я сейчас строю.
Я получил экспертный совет от участников форума, которые используют самодельный хонинговальный инструмент для заточки гильз цилиндров,
См. фото.
фото.
Рикхан
Известный член
- #5
Я сам делаю. Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости. Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.
Джейсон
Даффер с собакой
- #6
Я использовал гибкие хонеры на своих двигателях Стирлинга… и они сработали. КЭД.
Не ожидайте, что они сделают отверстия параллельными, это больше касается обработки поверхности.
http://www.brushresearch.com/
гусь
Известный член
- #7
Джейсон сказал:
Я использовал гибкие хонеры на своих двигателях Стирлинга… и они сработали. КЭД.
Не ожидайте, что они сделают отверстия параллельными, это больше похоже на отделку поверхности.http://www.brushresearch.com/
Нажмите, чтобы развернуть…

Использовал коммерческий хонинговальный инструмент с тремя брусками, приводимый в движение на низкой скорости
.
перед установкой новых поршневых колец просверлить цилиндр компрессора.
Без этой процедуры кольца не приработаются, не будет достигнута хорошая герметизация и произойдет перекачка масла.
гус
Известный член
- #8
Рикхан сказал:
Я делаю свой собственный.
Нажмите, чтобы развернуть…
 Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости. Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.
Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости. Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.Ты мой Гуру.
Мне сказали, что Rolls Royce практически полуавтоматически вручную затачивает гильзы цилиндров, чтобы получить идеальное или почти идеальное параллельное отверстие.
Оловянный сокол
Известный член
- #9
http://www.americanlap.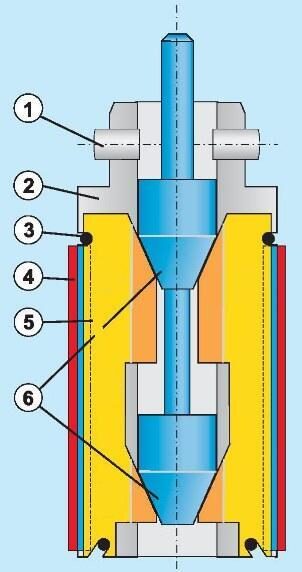 com/Barrel%20Laps.htm
com/Barrel%20Laps.htm
или посмотрите здесь.
Олово
Криске
Известный член
- #10
Спасибо, ребята,
за всю информацию, которую вы разместили до сих пор.
Я нашел один из своих, этот кажется немного грубоватым. Кто-то использовал его с хорошим результатом…? Дай мне знать, пожалуйста.
Это тот, о котором говорил Джейсон.
@ gus:
Мне кажется довольно легко сделать. Не могли бы вы предоставить дополнительную информацию, пожалуйста. Что я хочу знать, так это то, как вам удается расширять (открывать) этот хонинговальный инструмент, не заканчивая конической формой.
@ rickhann, несколько хорошо сделанных хонинговальных инструментов, тот же вопрос, что и у Гаса, насколько точно вы открываете этот хонинговальный инструмент..?
@ Tin Falcon
Я полагаю, эти от компании Americanlap можно открывать с большой точностью.?
Другая информация, которую я получил с другого форума, это сообщение:
Для такого применения притирка намного проще, чем (настоящая) заточка. Доступны небольшие хонинговальные инструменты, но по цене, которая загоняет воду в глаза!!! Гугл пемамо.
Притирочный инструмент можно сделать даже из твердых пород дерева, а китайские алмазные пасты дешевые.
Чтобы внести ясность, у меня есть много карборунда, ожидающего на большой полке, всех зернистостей, от 80 до 1200. У меня даже есть оксид церия, размер зерна 2-3 микрона. Я покупаю их для шлифовки и полировки стеклянных дисков (для использования в оптике телескопа)
Еще раз спасибо, ребята…
Крис
Рикхан
Известный член
- #11
Крис, У сделанных мною хонингов есть две части в форме полумесяца. Один из них имеет резьбу, а пара установочных винтов используется для расширения хона. Чем тоньше нить, тем тоньше регулировка. Насколько расширять заточку между зарядками, вам придется делать это наощупь. Для меня хонингование — это не только искусство, но и точная обработка. Вы поймете, когда у вас будет хорошая скважина, по ощущению заточки. то есть гладкой от одного конца до другого. Вы можете почувствовать, как заточка попала в «высокие точки». Будьте осторожны, когда вы находитесь рядом с концами, чтобы не расколоть отверстие. Удлинение заточки поможет решить эту проблему. У меня не было проблем с конической формой заточки, потому что она немного коническая от одного конца до другого. когда вы проводите заточку через отверстие, он удаляет материал только на большем конце заточки, и вы снова можете это почувствовать. Вот и весь мой опыт оттачивания.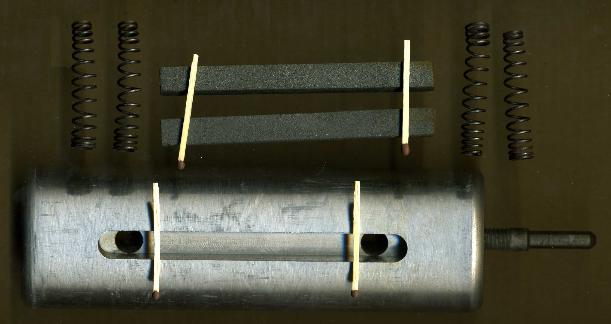 Удачи Рик
Удачи Рик
dcflysrc
Участник
- #12
Рикхан сказал:
Я делаю свой собственный. Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости. Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.
Нажмите, чтобы развернуть…
Привет, Рикханн
Мне нравятся камни, которые вы показываете. Не могли бы вы показать нам, как вы их делаете, и разницу между хонингами на ваших фотографиях? Информация о материале заточки и составе, который вы используете для заточки. Фотографии вместе с описаниями были бы очень полезны всем нам, не знакомым с процессом.
Фотографии вместе с описаниями были бы очень полезны всем нам, не знакомым с процессом.
СПАСИБО DCFLYSRC
Jasonb
Победитель проекта месяца!!!
- №13
Почитайте эту ветку Рамона, он описывает два типа притирки, оба параллельные, а также показывает, как их использовать, а затем притирать поршень к цилиндру. Я использовал алюминиевую пасту и аналогичную притирочную пасту на моем Firefly, и она работает очень хорошо.
Дж
Рикхан
Известный член
- №14
Точилки, которые я сделал, такие же, как те, что описаны в теме Рамона, за исключением того, что качество изготовления его заточек намного лучше, чем у меня. Притирочная паста, которую я использую, называется «Timesaver Lapping Compound». Я купил комплект у McMaster-Carr, который содержит 4 различных сплава для притирки мягких металлов и 4 сплава для притирки твердых металлов. Я очень рекомендую это. Единственное, что я могу добавить, это то, что материал, используемый для притирки, должен быть мягче притираемого материала. Таким образом, абразив застревает в коленях, а не в цилиндре.
Рик
dcflysrc
Участник
- №15
Джейсонб сказал:
Прочтите эту тему Рамона, он описывает два типа притирки, оба параллельные, а также показывает, как их использовать, а затем притирать поршень к цилиндру. Я использовал алюминиевую пасту и аналогичную притирочную пасту на моем Firefly, и она работает очень хорошо.
Дж
Нажмите, чтобы развернуть…
Спасибо, Джейсон, за ссылку на ветку Рамона на коленях. Я прочитаю всю ветку сборки после того, как увижу двигатели. ЕЩЕ РАЗ СПАСИБО ДОН