Хонингование блока цилиндров: обзор технологии и критерии качества
alexxlab | 29.04.2023 | 0 | Разное
Блок цилиндров: расточка или хонингование? / Ремонт двигателей
Вопрос, который мы вынесли в название статьи, может показаться читателю, по меньшей мере, странным. Поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем. Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами…
Зачем ремонтировать цилиндры?
В принципе, ответ ясен – цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта.
Обычно предельную величину износа цилиндров определяют по двум параметрам: износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала, возникающей в зоне контакта стенки цилиндра с юбкой поршня.
Получается, что у изношенных цилиндров имеются недопустимые искажения в их геометрии, что требует ее восстановления до исходного состояния, то есть необходимо отремонтировать блок. Однако здесь и возникают проблемы, поскольку еще не совсем ясно.
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия – это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм – это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец.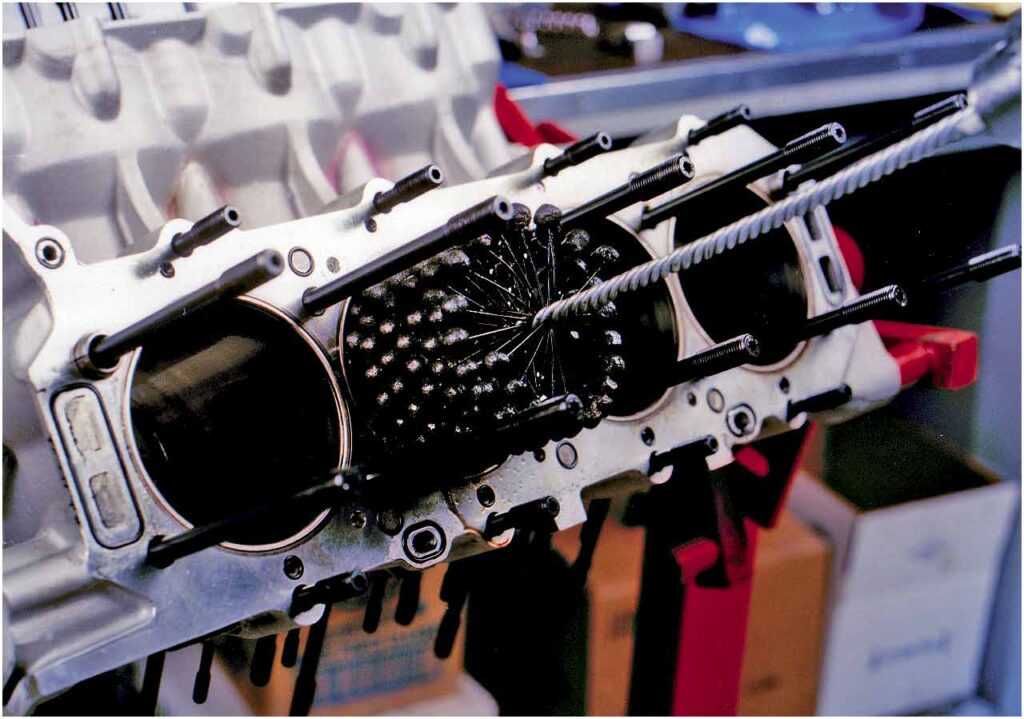
В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала – именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
«Микрогеометрия» – это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям – быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины – опорные поверхности.![]() Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым – обеспечить все это на практике.
Как ремонтируют блоки?
Вначале небольшое замечание. Как мы показали выше, количество параметров, контролируемых при ремонте блока цилиндров весьма велико, а их значения могут меняться на разных стадиях механической обработки. Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью.
Очевидно, превращение заготовки в деталь достигается не по мановению волшебной палочки – необходимо несколько условий: соответствующее оборудование, хороший инструмент и правильная технология. Сюда мы бы обязательно добавили и грамотного специалиста-ремонтника, без которого трудно рассчитывать на успех.
Итак, обратимся к практике ремонта блоков цилиндров. Здесь многое определяется оборудованием. Как известно, станки, используемые для ремонта блоков недоступны большинству широкопрофильных СТО по причине высокой стоимости. Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
А какое оборудование здесь используется? Без сомнения, самым популярным в последние годы становится хонинговальный станок CV616 американской фирмы Sunnen. Его преимущества перед аналогами, в том числе отечественными, очевидны – высокая производительность, надежность, точность, простота управления, наличие автоматики.
Добиться такой производительности позволяет конструкция станка, в частности, автоматическая подача абразивных брусков «на разжим» по мере снятия металла со стенок цилиндра.
То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер. Быстро, удобно, выгодно – традиционная расточка уже не нужна, станок сам прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» – эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, – что еще надо для «полного счастья» ремонтника-моториста?
К сожалению, картина не всегда оказывается такой радужной. Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».Когда лучшее – враг хорошего
Давайте посмотрим, что же происходит при «прямом», без расточки, хонинговании цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут.
А где же так называемая «база» – поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры.
Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим – изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. По нашему мнению, этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических.
Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей. Как мы уже отмечали ранее (см. № 1/2000), эти блоки не проходят операцию так называемого «старения» в необходимой степени. Вследствие этого со временем блоки «разъезжаются» – у них перекашиваются цилиндры и постели подшипников коленвала. Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, – как был он «кривым», так им и останется, хорошо, если хуже не станет.
Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, – как был он «кривым», так им и останется, хорошо, если хуже не станет.
Возможно, мы слишком сгустили краски. Тем более что точно измерить перекос оси цилиндра на уже готовом блоке очень сложно – необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало – повлиять на технологию прямого хонингования в ту или другую сторону нельзя.
Что же делать? Да, в общем, ничего особенного: раз технология дает (или может дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать – так, как это делали и 10, и 40 лет назад.
Растачивание цилиндров, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени. Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе – плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе – плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При растачивании обязательно оставляется припуск около 0,1-0,15 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования.
А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров получается долгой в любом случае, поскольку предварительное растачивание обязательно. А время – это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%.
Но только так можно гарантировать высокое качество ремонта. Если же принять во внимание стоимость (а, значит и сроки окупаемости) оборудования, то при правильной технологии ремонта вопрос о том, какой хонинговальный станок использовать для ремонта блока цилиндров, похоже, пока остается открытым.
Хонингование блока цилиндров двигателя в Санкт-Петербурге
- Хонингование реализуется на финальной фазе капитального ремонта силового агрегата после расточки. Процесс представляет собой обработку цилиндров изнутри специальными брусками с абразивной текстурой. Задача процедуры – обеспечение надлежащей геометрии и устранения критических шероховатостей.
При износе двигателя его цилиндры теряют первоначальную форму. На их стенках появляются царапины и задиры. Это приводит к снижению плотности прилегания поршней к стенкам. Проблема решается расточкой. Для этого двигатель разбирается, фиксируется на станине, внутренняя поверхность цилиндров обрабатывается расточным станком. Процедура увеличивает диаметр цилиндров, возвращая им функциональность.
Процедура увеличивает диаметр цилиндров, возвращая им функциональность.
На заключительном этапе расточки выполняется хонингование. Оно необходимо для того, чтобы сравнять геометрию. Даже при профессиональной расточке деталь может приобретать конусоподобную или бочкообразную форму. При этом хон позволяет получить более высокую точность, чем при воздействии на деталь расточным инструментом. Только так можно получить нужный уровень чистоты поверхности, обеспечив наилучшее прилегание поршня к стенкам.
Технология обработки
Процедура выполняется на станке. В патрон станка закрепляется специальный шток. К нему прикреплена хонинговальная головка, на которой расположены абразивные бруски. Геометрия брусков и абразивность могут различаться.
Во время хонингования головка вращается и выполняет возвратно-поступательные движения, сравнивая поверхность детали. В процессе обязательно используется смазочно-охлаждающая жидкость. Цель процесса – получить максимально четкую геометрию цилиндра и равномерную по глубине риску.
Хонингование может выполняться в несколько этапов. На первом этапе после расточки используются бруски с абразивом 150, на втором этапе – 300-500. Они снимают микронные слои металла. На заключительном этапе проводится крацевание – это обработка с помощью нейлоновых щеток. Крацевание не снимает металл, а устраняет с поверхности абразивные остатки.
Сетка хона
Помимо выравнивания геометрии обработка хоном делает на поверхности цилиндров риски, которые называют сеткой. Сетка хона важна для правильной работы поршневой группы, так как за счет нее на поверхности образуется масляная пленка, смазывающая детали. Если сетки хона нет, масло не задерживается в цилиндрах, что повышает износ.
Цены на хонингование
| БЛОКИ ОТЕЧЕСТВЕННЫХ А/М | |||
| Б-О-01 | Расточка и хонингование Ваз | от 4000 | |
| Б-О-02 | Расточка и хонингование Змз | от 4000 | |
| Б-О-03 | Расточка и хонингование Умз | от 4500 | |
| Б-О-04 | Расточка и хонингование через ремонтный размер за 1 ц-др + к цене | от 250 | |
| Б-О-05 | Расточка и хонингование со снятием более 1 мм. без гарантии за 1 ц-др + к цене без гарантии за 1 ц-др + к цене |
от 250 | |
| Б-О-06 | Хонингование от цены за расточку | 50% | |
| БЛОКИ ИНОМАРОК | |||
| Б-И-01 | Расточка и хонингование за 1 ц-др до 1,9 литра | от 1250 | |
| Б-И-02 | Расточка и хонингование за 1 ц-др от 2,0 до 2,9 литра | от 1250 | |
| Б-И-03 | Расточка и хонингование за 1 ц-др от 3,0 литров | от 1250 | |
| Б-И-04 | Расточка и хонингование в упор за 1 ц-др | от 1500 | |
| Б-И-05 | Расточка и хонингование через размер за 1 ц-др + к цене | от 250 | |
| Б-И-06 | Расточка и хонингование со снятием более 1 мм. без гарантии за 1 ц-др + к цене | от 300 | |
| Б-И-07 | Хонингование от цены за расточку | 50% | |
| ГИЛЬЗЫ ОТЕЧЕСТВЕННЫХ А/М | |||
| Ги-О-01 | Расточка и хонингование легковой а/м за 1 шт. |
от 2000 | |
| Ги-О-02 | Расточка и хонингование грузовой а/м за 1 шт. | от 2000 | |
| Ги-О-03 | Расточка и хонингование мототехника до 40 мм за 1 шт. | от 2000 | |
| Ги-О-04 | Расточка и хонингование через размер за 1 шт. + к цене | от 1000 | |
| Ги-О-05 | Хонингование от цены за расточку | 50% | |
| Ги-О-06 | Расточка и хонингование мототехника более 40 мм | от 3000 | |
| Ги-О-07 | Проверка геометрических параметров за 1 шт. | от 200 | |
| ГИЛЬЗЫ ИНОМАРОК | |||
| Ги-И-01 | Расточка и хонингование легковая за 1 шт. | от 2000 | |
| Ги-И-02 | Расточка и хонингование грузовая за 1 шт. | от 2000 | |
| Ги-И-03 | Расточка и хонингование мототехника за 1 шт. |
от 2000 | |
| Ги-И-04 | Расточка и хонингование через размер за 1 шт. + к цене | от 1000 | |
| Ги-И-05 | Хонингование от цены за расточку | 50% | |
| ШАТУНЫ ОТЕЧЕСТВЕННЫХ А/М | |||
| Ш-О-09 | Хонингование нижней головки шатуна (от цены за ремонт) | 50% | |
| ШАТУНЫ ИНОМАРОК | |||
| Ш-И-13 | Хонингование нижней головки шатуна (от цены за ремонт) | 50% | |
Как отточить цилиндр двигателя
Наш веб-сайт использует куки-файлы, чтобы вам было удобнее. Чтобы узнать больше, в том числе о том, как изменить настройки, ознакомьтесь с нашей Политикой конфиденциальности
Нужна помощь?
Функциональность Javascript вашего браузера отключена. Пожалуйста, включите его, чтобы вы могли испытать все возможности этого сайта.
Обслуживание и механика
Хонинговальные инструменты для цилиндров двигателей — обязательный инструмент для снятия стекол с отверстий, позволяющий добиться первоклассных результатов от восстановленного двигателя
Видео
Обзор
Элементы
Шаги
Советы
Обзор
Ассортимент хонингов для цилиндров двигателей ToolPRO — это обязательный инструмент для очистки отверстий от остекления и получения первоклассных результатов от восстановленного двигателя.
Вот как каждый раз получать идеальную заточку.
шагов
Подготовка блока цилиндров
Блок цилиндров необходимо полностью разобрать перед выполнением этой задачи, чтобы облегчить последующую очистку.
Очистив цилиндры от отслоившегося материала и старого моторного масла, насколько это возможно, протрите стенки цилиндра небольшим количеством хонинговального масла или моторного масла 10W 30.
Одной рукой сожмите хонинговальные бруски и снимите стальной фиксатор между рычагами.
Хонинговальные отверстия
Установив хонинговальный инструмент на дрель, вставьте хонинговальный инструмент в цилиндр и поддерживайте среднюю скорость сверления, быстро перемещая сверло вверх и вниз внутри цилиндра.
Снимите хонинговальный инструмент и проверьте отверстие на наличие равномерного рисунка. Вы стремитесь получить перекрестную штриховку под углом 45 градусов.
Это может быть достигнуто за счет правильного сочетания скорости сверления и скорости движения вверх и вниз.
Если остались стеклянные секции, цилиндру потребуется дополнительное хонингование.
Промывка между проходами
Промойте хон в ведре с теплой мыльной водой, нанесите свежее масло на стенки цилиндра и повторите процесс.
Отрегулируйте хонингование по мере необходимости
Для более агрессивного хонингования давление хонинговального цилиндра можно увеличить, затянув регулировочную гайку вниз.
Тщательная очистка блока
После того, как все ваши цилиндры будут равномерно заточены, важно тщательно очистить блок теплой мыльной водой или раствором обезжиривателя.
Уделите особое внимание очистке отверстий тряпкой или нейлоновой щеткой.
Канал можно считать чистым, если белая тряпка не оставляет пятен при протирании стенок цилиндра.
Смажьте отверстия
Наконец, нанесите немного чистого моторного масла вокруг отверстия, чтобы предотвратить образование ржавчины перед сборкой двигателя.
Идеальная отделка: поршневые кольца с высокими эксплуатационными характеристиками требуют надежного хонингования цилиндров. хонингование отверстий цилиндров с помощью BRM Flex-Hone с точностью до нескольких микрон.

«Несмотря на то, что поршневое кольцо, несомненно, имеет важное значение для производительности, оно является своего рода пасынком высокопроизводительного двигателя», — говорит Кит Джонс, технический эксперт компании Total Seal в Фениксе. «Их обвиняют практически во всем. Если есть проблема с компрессией, то это поршневые кольца. Если есть расход масла, то это кольца. Я не удивлюсь, если кольца обвинят в спущенной шине по дороге на гоночную трассу».
Джонс много знает о поршневых кольцах и гонках. С 1967 его компания производит комплекты поршневых колец с высокими эксплуатационными характеристиками, устанавливаемые на гоночные двигатели, используемые в соревнованиях, начиная от IRL (Indy), NASCAR, спринтерских автомобилей World of Outlaw и других гоночных классов. Чтобы быть в курсе потребностей и степени удовлетворенности клиентов, компания Jones активно собирает отзывы от клиентов, особенно вопросы, касающиеся производительности и важных процедур установки.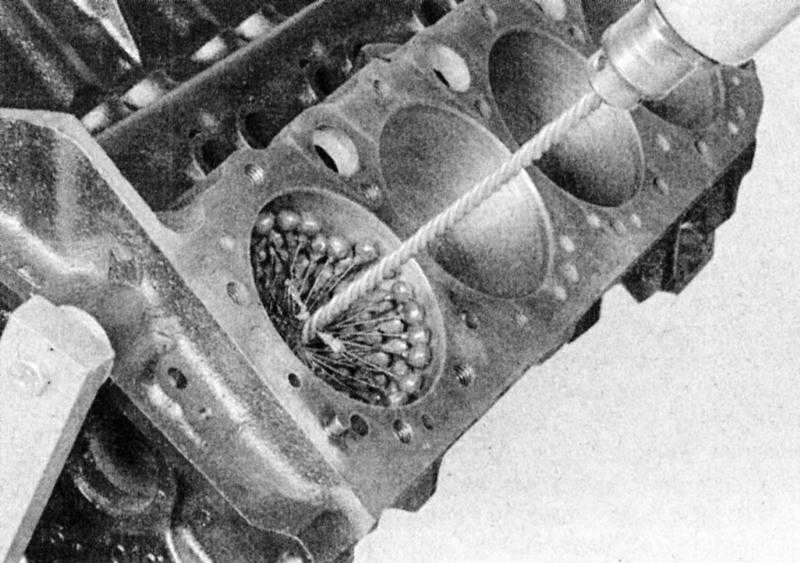
За исключением стандартной автомобильной линейки, Total Seal предлагает бесчисленное множество различных комплектов колец для двигателей, изготовленных по индивидуальному заказу, каждый из которых имеет множество индивидуальных требований, включая материалы блока цилиндров и конструкцию поршневых колец. Из них особенно важно, чтобы поршневые кольца точно сохраняли 100-процентный контакт со стенками отверстий цилиндров блока. В противном случае проблемы с производительностью, такие как прорыв газов при сжатии и утечка масла, могут вызвать серьезные, если не катастрофические проблемы.
Обеспечение необходимого постоянного контакта между поршневыми кольцами и отверстием цилиндра почти всегда требует восстановления поверхности отверстий в гоночных автомобилях, либо потому, что отверстия не идеально круглые, либо они были повреждены из-за предыдущего отказа кольца или поршня, либо из-за других факторов износа. В любом из таких случаев восстановление поверхности отверстий может быть проблемой.
«Высокопроизводительные блоки двигателей сильно изменились за последние пару десятилетий, — говорит Джонс. «Одним из наиболее примечательных изменений является твердость металла блока, которая может быть в несколько раз тверже, чем раньше. Это резко повлияло на требования к установке колец цилиндра, поскольку теперь для клиента крайне важно обеспечить правильную посадку кольца внутри отверстия цилиндра во время установки».
Джонс объясняет, что в прежние времена, когда блоки цилиндров изготавливались из относительно мягких металлов (например, твердостью 150 по Бринеллю), установщики обычно могли полагаться на поршневые кольца, чтобы приспособиться к отверстиям цилиндров путем притирки поверхностей отверстий после установки. Однако такой подход уже нереалистичен, потому что сегодня блоки двигателей намного тверже (например, 330 Бринелля), а высокопроизводительные кольца значительно мягче с меньшим натяжением. Комбинация просто не допускает такой техники «взлома».
Для облегчения надлежащей подготовки поверхности цилиндра и подгонки поршневого кольца к отверстию компания Jones и другие производители и дистрибьюторы высококачественных колец рекомендуют хонингование отверстия цилиндра с жесткими допусками (в пределах нескольких микрон). Эта процедура позволяет с самого начала избежать чрезмерного прорыва газов при сжатии и неадекватной задержки масла в канале цилиндра.
Упрощенное решение для хонингования
Поскольку отверстия сильно различаются в зависимости от твердости блоков, конструкции и условий износа двигателя, правильное хонингование поверхностей отверстий может стать сложной задачей. Тем не менее, Джонс считает, что вместо довольно сложного и громоздкого подхода к заточке с помощью обычных камней он рекомендует Flex-Hone® производства Brush Research Manufacturing в Лос-Анджелесе.
Flex-Hone представляет собой инструмент в виде шарика, характеризующийся стержнем с небольшими абразивными шариками, постоянно прикрепленными к гибким нитям. Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Способность инструмента делать перекрестную штриховку является неотъемлемой частью требований к обработке поверхности цилиндров большинства двигателей внутреннего сгорания, обеспечивая постоянное надлежащее удержание масла в стенках цилиндров.
С помощью инструмента такие детали, как твердосплавные втулки, расточенные втулки, гидравлические и пневматические цилиндры и другие цилиндрические полости, могут быть обработаны на производственной линии или обработаны в полевых условиях с использованием относительно недорогого инструмента, который требует небольшой настройки -время работы.
«Мы рекомендуем этот тип хона, потому что он работает очень хорошо, его легко использовать с ручной дрелью и он действительно надежен для среднего потребителя, не являющегося опытным механиком», — объясняет Джонс. «Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
«Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
Flex-Hone доступен с 11 типами абразива и восемью зернами. В случае с большинством автомобильных цилиндров внутреннего сгорания зернистость 120 подходит для старых наборов литых колец или для цилиндров, которые были повторно расточены и немного шероховатые. Хонинговки с зернистостью от 180 до 240 являются хорошим выбором для общего удаления глазури, когда цилиндр не нужно растачивать или хонинговать. Зернистость 320, а иногда и зернистость 400, часто используются в высокопроизводительных приложениях с высокопроизводительными наборами колец.
Экспертная поддержка
Поскольку Flex-Hone доступен в различных размерах, а также с абразивами и текстурами, Джонс часто направляет клиентов в Brush Research за дополнительными техническими советами или рекомендациями по конкретным продуктам и процессам.
«Мы постоянно оказываем такую поддержку, — говорит Миллер. «Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Например, у нас есть клиент, который производит двигатели для высокопроизводительной морской промышленности, и ему требуется отделка поверхности, которая сильно отличается от автомобильной. Итак, мы спрашиваем их, каких Ra, Rk и других характеристик поверхности они хотят достичь, а затем определяем и отправляем им инструмент, который будет соответствовать этим спецификациям».
Помимо специальных, индивидуальных применений, этот гибкий хонинговальный станок также используется в производственных условиях, в том числе с оборудованием с ЧПУ.