Хонингование это: что это такое, виды операций, станки и инструменты
alexxlab | 01.08.1985 | 0 | Разное
Хонингование: что это, процесс и оборудование:
Новости
- Опубликовано Максим
04 Июн
В разговорах автомобилистов нередко звучит термин «хонингование». Под этой общей «шапкой» скрыт многогранный и имеющий массу нюансов технологический процесс. Попробуем ознакомиться с ним подробнее:
Качественно выполненное хонингование — залог активного долголетия современных ДВС. Их ресурс, отдача, расход топлива и масла напрямую связаны с этой процедурой.
Что такое хонингование:
Хонингование (от англ. hone — точить) — технология абразивной обработки конических и цилиндрических деталей с помощью особых насадок, хонов, обеспечивающая необходимую степень шероховатости поверхностей и максимальную точность их геометрических параметров.
Как правило, хонингуются полости тех или иных компонентов конструкции, но проводится и наружная обработка габаритных деталей, для чего требуются специализированные или модифицированные шлифовальные и горизонтально-расточные станки. Технология применима как к изделиям из черных (сталь, чугун), так и цветных (алюминиевые, магниевые, цинковые сплавы, бронза, латунь) металлов.
Технология применима как к изделиям из черных (сталь, чугун), так и цветных (алюминиевые, магниевые, цинковые сплавы, бронза, латунь) металлов.
Собственно, в ДВС автомобилей хонингуют прежде всего цилиндры, их гильзы, но также постели коленчатого вала, отверстия в нижней головке шатуна, втулки его верхней головки, а также коромысел привода клапанного механизма.
Для чего нужно хонингование:
1. Точность обработки хоном рабочей поверхности цилиндров ДВС существенно выше, чем при использовании обычного расточного и шлифовального инструмента. У этого факта множество следствий:
Значительно сокращается период обкатки ДВС, особенно при установке специальных компрессионных колец, которые максимально быстро и точно прирабатываются к стенкам цилиндров. В выигрыше ресурс двигателя.
Достигается оптимальная компрессия в цилиндрах, и как следствие ДВС работает с максимальной отдачей, повышается экономичность, уменьшается расход масла на угар.
Сокращается прорыв газов в картер ДВС, что позволяет моторному маслу дольше сохранять свои свойства.
Максимально устраняется эффект конусности и эллипсности цилиндров у ДВС, требующих капитального ремонта. Это увеличивает ресурс двигателя и позволяет получить вышеперечисленные положительные эффекты.
2. Хонингование придает рабочей поверхности цилиндров микропрофиль, в углублениях которого задерживаются частицы моторного масла. Это свойство особенно ценно для высокооборотных ДВС, у которых вследствие больших скоростей движения поршней масляный туман, поднимающийся из картера, не успевает должным образом осаждаться на стенках цилиндров. В этой ситуации созданный хонингованием «аккумулятор масла» помогает предотвратить ускоренный износ деталей цилиндропоршневой группы из-за трения на сухую.
Когда выполняется хонингование
Большинство ДВС современных автомобилей проходят хонингование еще на заводе-изготовителе для получения в цилиндрах эффекта «аккумулятора масла», а повторно — при капитальном ремонте, когда хонингование в большинстве случаев следует за классической расточкой блока, которая выполняется на других станках.
Точную периодичность повторного хонингования указать невозможно, поскольку многое определяется условиями эксплуатации, манерой вождения, качеством топлива и моторного масла. Однако, как правило, при пробеге более 150 тыс. км могут появиться признаки, указывающие на то, что помимо других операций по ремонту двигателя, возможно, возникла необходимость обновить созданный хонингованием микропрофиль стенок цилиндров. К числу таких индикаторов относятся:
Снижение мощности ДВС.
— Плавающие обороты холостого хода.
— Увеличение расхода топлива и масла.
— Сизый цвет выхлопа, сигнализирующий о сгорании масла вместе с бензином.
Процесс хонингования цилиндров ДВС и его особенности:
Процесс хонингования выглядит так: смонтированные на металлической оправке хона абразивные бруски прижимаются к стенкам цилиндра, а сама насадка, чей шток закреплен в патроне станка, совершает вращательные и возвратно-поступательные движения. При этом на обрабатываемую поверхность обильно подается смазочно-охлаждающая жидкость в виде керосина, его смеси с веретенным маслом или водно-масляных эмульсий. В зависимости от материала блока или гильз цилиндров меняется методика выполнения операции:
В зависимости от материала блока или гильз цилиндров меняется методика выполнения операции:
ДВС с чугунными блоками/гильзами, как правило, проходят два этапа хонингования. Черновое выполняется с помощью крупнозернистого абразива, а чистовое — мелкозернистого, позволяющего срезать «вершины» образовавшегося микропрофиля без углубления рисок-«долин». Завершающим этапом операции является крацевание. С помощью нейлоновых щеток с вкраплением кристаллов кремния хонинговальные риски очищаются от частиц металла и абразива. При этом в чугунном блоке открываются зерна графита, входящие в структуру металла. Обладающий смазывающим эффектом графит позволяет еще сильнее уменьшить износ деталей.
ДВС с блоками на основе алюминиевых сплавов Alusil, Locasil и Silitec при капремонте проходят после расточки три стадии хонингования. На финишной выполняется шлифовка без изменения ремонтного размера.
Устранить при капремонте конусность и эллипсоидность алюминиевых цилиндров, на стенки которых нанесено покрытие Nicasil из никеля и сверхпрочного карбида кремния, можно только с помощью хонингования, поскольку для классической расточки блока нет соответствующих резцов.
Условием качественного выполнения операции является:
— Обеспечение равномерного давления шлифующей кромки на внутреннюю поверхность цилиндра. Блоки из алюминиевых сплавов (особенно это касается двигателей, стенки цилиндров которых имеют покрытие Nicasil) требуют более умеренного давления. Для той же категории ДВС критичным является точное соответствие диаметров абразивного бруска и поршня, а также степень фильтрации охлаждающе-смазочной жидкости. Несоблюдение этих требований ведет к перегреву обрабатываемой поверхности, вырыванию абразивных зерен из бруска и образованию задиров.
— Подбор абразива (алмаз, белый электрокорунд, зеленый карбид кремния, нитрид бора) хонинговальных брусков в соответствии с материалом, из которого выполнен блок/гильзы цилиндров ДВС. Для двигателей из Alusil требуются специальные бруски с «антизасаливающейся» поверхностью. Такие бруски не вбирают в себя частички алюминия, которые при нагреве схватываются с поверхностью цилиндра, что неизбежно ведет к образованию задиров.
— Использование хонинговальных брусков на бакелитовой основе. По сравнению с керамической она более прочная и эластичная, что предотвращает отколы от бруска мелких частиц, способных повредить обрабатываемую поверхность.
С помощью хонингования оптимальная для удержания моторного масла степень шероховатости стенок цилиндров у ДВС с блоками/гильзами из чугуна и алюминиевых сплавов Alusil, Locasil, Silitec также достигается по-разному:
— У ДВС с чугунными блоками/гильзами требуемый микрорельеф стенок цилиндров задается хонинговальной сеткой. Ширина ее рисок в верхней части должна быть ровно такой, чтобы силы поверхностного натяжения моторного масла вызывали образование «купола» для оптимального смазывающего эффекта. Здесь важен и угол пересечения рисок в горизонтальной плоскости. При отклонении этой величины в ту или иную сторону более чем на 20° от оптимальных 60° либо уменьшает смазывающий эффект, либо возрастает расход масла на угар.
— Мощные дизельные двигатели с чугунными блоками проходят лазерное хонингование. Лазер испаряет часть металла, и на стенках цилиндров появляются маслоудерживающие углубления.
Лазер испаряет часть металла, и на стенках цилиндров появляются маслоудерживающие углубления.
— У ДВС с блоками/гильзами из Alusil, Locasil и Silitec степень шероховатости стенок цилиндров в значительно бОльшей степени определяется размерами зерна первичных кристаллов кремния, имеющихся в сплаве, и глубиной их раскрытия. При хонинговании важно не допускать вырывания таких кристаллов и добиваться оптимальной глубины их раскрытия. Все это требует соответствующего оборудования и квалификации.
Хонингование как оно есть
НАШИ КОНТАКТЫ:
E-MAIL: [email protected]
г.Самара, Заводское шоссе 29А
Главная \ Хонингование как оно есть
Хонингование -один из методов высокоточной обработки отверстий.
Хонингование – это обработка материалов резанием, где в качестве резцов выступают зерна алмаза. Хонингование – это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см3 в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
Скорость съема припуска при хонинговании может достигать 2000 см3 в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
При выборе метода обработки отверстия предпочтение может быть отдано хонингованию по следующим причинам.
• Базой при хонинговании является обрабатываемое отверстие, т.е. не требуется создание в детали другой базовой поверхности и деталь не вращается. В то время как для шлифования или расточки отверстия необходимо закрепить и сориентировать деталь по отношению к инструменту, а для этого нужна другая база. А с появлением другой базы сразу появляются проблемы по обеспечению точности обработки, т.е. нужен прецизионный станок, специальное приспособление, а также достаточная жесткость системы «станок – приспособление – инструмент – деталь». Себестоимость обработки отверстия возрастает, т. к. возникают дополнительные затраты на изготовление приспособления и амортизацию дорогостоящего прецизионного станка.
к. возникают дополнительные затраты на изготовление приспособления и амортизацию дорогостоящего прецизионного станка.
• При хонинговании инструмент оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
• При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
• При хонинговании происходит автоматическое исправление отклонений от- верстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
• За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
• При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Итак, если мы выбрали хонингование и перед нами стоит задача получить максимально возможную точность отверстия по овальности, конусности и прямолинейности, то мы должны обеспечить соответствующие нашей задаче условия.
Условие первое. Хорошо подготовленный, выхоженный инструмент. Это значит, что все части хонинговального инструмента, находящиеся в соприкосновении с поверхностью обрабатываемого отверстия, должны по всей длине прилегать к поверхности отверстия и быть максимально параллельными друг к другу. Это достигается выхаживанием хонинговального инструмента.
Условие второе. Чистая СОЖ. СОЖ или хонинговальное масло должно быть чистое, обеспечивающее максимальное вымывание из зоны резания шлама из остатков абразива, связки и материала детали. СОЖ должна обильно омывать зону резания и охлаждать деталь до комнатной температуры. СОЖ должна быть хорошо очищена. Наилучшим способом очистки СОЖ является турбосепарация с охлаждением до заданной температуры. Другие виды очистки: фильтрация через фильтратрон, магнитная сепарация или очистка бесконечной бумажной лентой все-таки пропускают твердые частицы шлама размером до 5 микрон.
Условие третье. Оптимальное усилие давления бруска на обрабатываемую поверхность. Необходимо поймать режим, при котором идет удовлетворительное резание при минимальном давлении бруска на по- верхность отверстия.
Условие четвертое. Оптимальный зажим обрабатываемой детали в удерживающем приспособлении. Это условие особенно касается тонкостенных деталей. Здесь надо соблюдать правило: «Держать как воробушка, чтобы не задушить, но и не упустить». Приспособление для удержания детали от проворота и от осевого перемещения не должно деформировать деталь и одновременно должно компенсировать деформацию детали от воздействия на нее хонинговального инструмента.
- ОБЛАСТИ ПРИМЕНЕНИЯ ХОНИНГОВАНИЯ
- АЛМАЗНОЕ ХОНИНГОВАНИЕ
что это такое, как оно выполняется, какие инструменты используются
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней.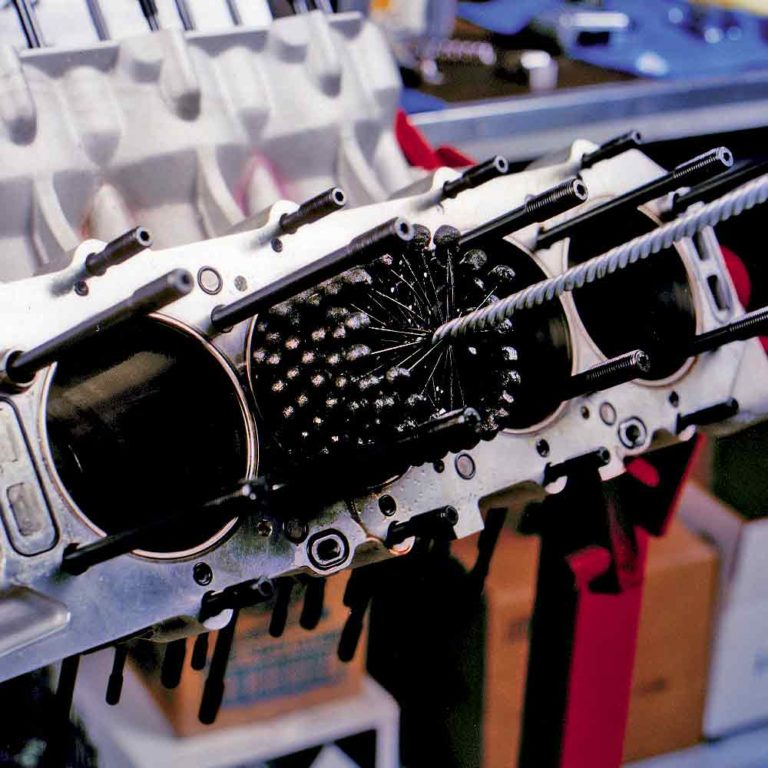 Это заметно продлевает срок эксплуатации отремонтированного мотора.
Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней
. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Важно!
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования. Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Какими должны быть хонинговальные бруски?
При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки
. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия.
Конструкция брусков позволяет добиться самозатачивания алмазов
. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.

Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм.
 При этом происходит формирование микропрофиля поверхности.
При этом происходит формирование микропрофиля поверхности. - Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Как обрабатывают отверстия не круглой формы
Характерной особенностью хонинговальных станков является их способность обрабатывать любые поверхности. Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Содержание
- Хонингование цилиндров: суть процедуры
- Как делается хонингование
- Преимущества хонинговки
- Инструмент для хонингования
- Хонинговка цилиндров своими руками в домашних условиях
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование
Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов.
 Происходит возвращение первоначальной формы.
Происходит возвращение первоначальной формы. - Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.
- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом. Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.
- Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Рекомендуем также прочитать статью о том, как правильно подбирать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора ремонтных поршневых колец по размеру и другим параметрам.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи
Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки
Удачи вам и не забывайте оставлять комментарии ниже.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках.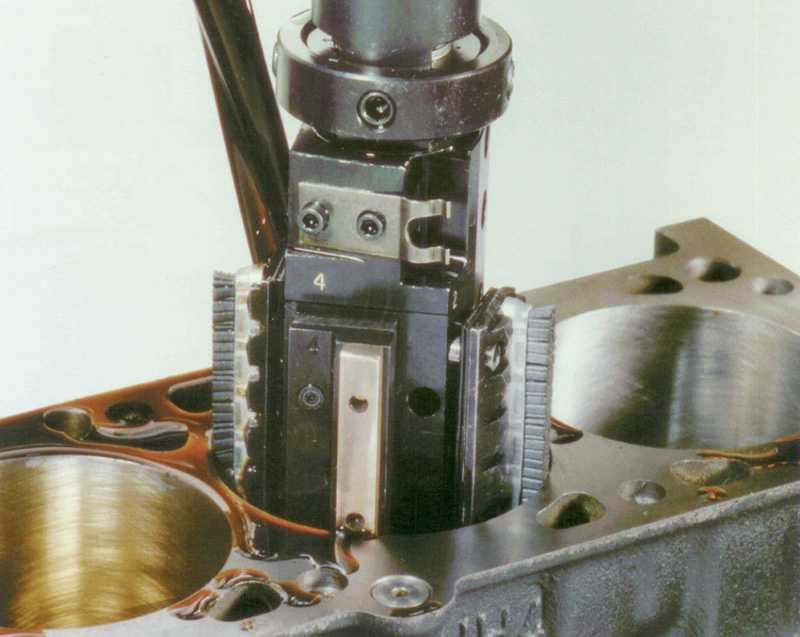 Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Хонингование цилиндров и смысл этого процесса
Как выполняется резка профильной трубы
Множество специализированных автомастерских упражняются хонингованием цилиндров
Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании
Составная часть двигателя, а также его детали начинают деформироваться
Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы
При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы
В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.
2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый
Очень важно создать лишним припуск в пару мм
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.

После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.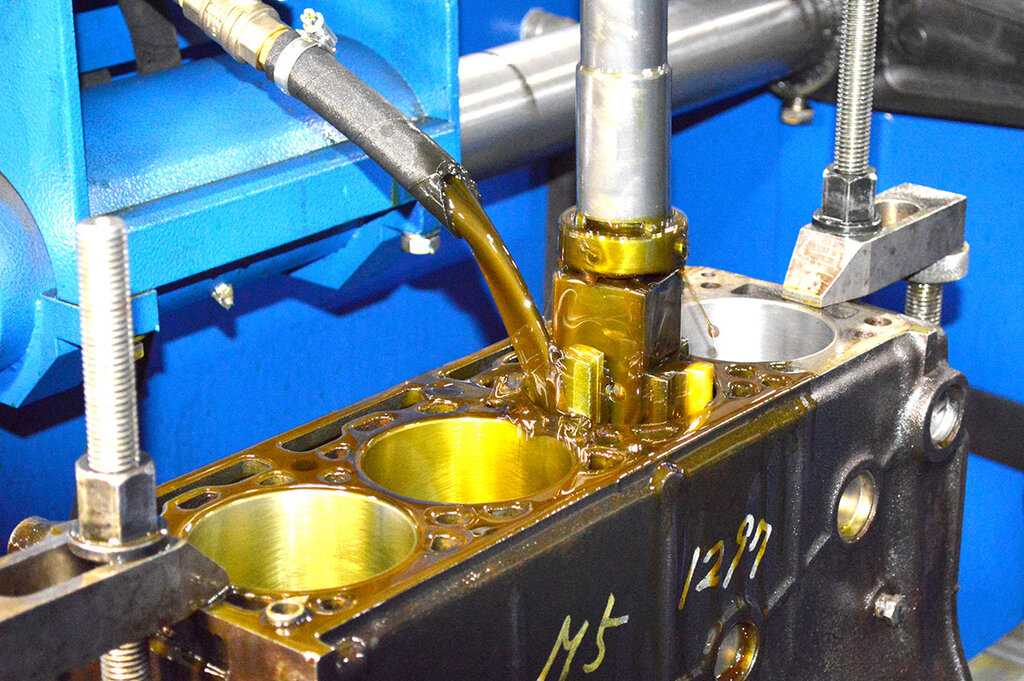
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Зачем хонинговать двигатель
Как выполняется сварка латуни, какие существуют технологии
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Важные требования
Ремонт блока цилиндров двигателя: пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
- Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца. - Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше. - Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т. д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Немного теории и технологии
Хонингование
– (от англ. honing, от hone – хонинговать, буквально – точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Преимущества хонингования
Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации. Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются. Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще. Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления. Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию
Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Области применения хонингования[править | править код]
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента: жесткие;
- плавающие;
по способу обеспечения размера:
- регулируемые;
саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности – отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры – это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения – это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности – совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра – угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе – фирма KOLBENSCHMIDT (KS) – дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное – методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования – применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS
Прибор для контроля шероховатости Hommel
Расточка и хонингование цилиндров двигателя
Эффективную и безопасную работу двигателя обеспечивает безупречная работа цилиндров и поршней, а точнее, их правильное положение и кондиция (геометрия). Со временем геометрия поршней нарушается (причем изнашиваются они неравномерно и каждый по-разному), круглое сечение стремится стать овальным, на внутренней поверхности появляются дефекты, образуется ступенька на стенке цилиндра.
Цилиндры и поршни
Ремонт цилиндро-поршневой группы — дорогостоящее и долгоиграющее удовольствие. Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Давайте разбираться, так ли необходима расточка цилиндров или это СТО просто деньги зарабатывают на тревожных клиентах.
Как понять, что цилиндры изношены
Для начала неплохо быть уверенным на 100%, что геометрия цилиндров изменилась. Но даже заглянув в ГБЦ, вы ничего не увидите.
А вот если увидели сизый дым из выхлопной трубы, мотор стал шумным, стали чаще подливать масло, а мощность двигателя падает, стоит заехать к хорошему мотористу. Изменения в геометрии цилиндров измеряются десятыми и сотыми миллиметров, поэтому вы их и не увидите. А у мастера есть для этого специальное измерительное оборудование.
Что ремонтируют в цилиндрах
Естественно, между поршнем и стенками цилиндра есть зазор (иначе, как бы двигались поршни). Но этот зазор должен быть в пределах определенных величин.
Что измеряет мастер, когда оценивает степень износа цилиндра:
- зазор между на участке остановки верхнего поршневого кольца в верхней мертвой точке — не более 0,05 мм;
- зазор в точке контакта юбки поршня и стенок цилиндра — не более 0,03мм.
Верхняя мертвая точка
Казалось бы, такие незначительные отклонения, но как сильно они влияют на качество работы ДВС.
Однако восстановить геометрию цилиндров недостаточно. Важно также, чтобы все значимые поверхности располагались правильно относительно друг друга. Мастер обязательно должен определить базовую поверхность, относительно которой растачивается цилиндр. Это может быть верхняя или нижняя плоскость блока, постели подшипников коленвала и т.д. А мастера часто забывают об этом или просто не умеют выставлять эти параметры.
Если не восстановить соосность, цилиндры так и будут разбиваться во время работы двигателя, из-за постоянного трения изнашиваются и разрушаются связанные узлы поршневой группы.
Но и это еще не все.
Хонингованная поверхность
Отремонтированная поверхность должна соответствовать определенным, и весьма противоречивым, требованиям. Она должна быть одновременно гладкой, чтобы трение и износ деталей были минимальными, и шероховатой — чтобы удерживалось масло. Такую поверхность можно получить в результате хонингования, после которого стенки цилиндров покрыты микроскопическими рисками.
Итак, что должен сделать мастер, восстанавливая цилиндр:
- добиться правильной геометрии цилиндра, чтобы эллипсность и конусность не превышали 0,01мм;
- добиться правильной соосности всех значимых поверхностей;
- получить поверхность определенного качества.
Расточка цилиндра: как добиться правильной геометрии
Двигатель полностью разбирают и снимают блок цилиндров, который закрепляют на станке по относительно базовой поверхности. Затем мастер снимает несколько замеров с помощью микрометрического оборудования, чтобы понимать, сколько металла и в каком месте снимать, и растачивает цилиндр.
С технологической точки зрения, расточка цилиндра не слишком сложная операция: когда мастер протачивает цилиндр на вертикально-расточном станке, нужный зазор образуется сам по себе.
Расточка цилиндра на станке
Но, как говорится, есть нюансы — нужно убрать не только эллипс, но и конус. Т.е. восстановить форму цилиндра по длине. Это важно, т.к выработка в цилиндре может быть в любом месте.
Кстати! Далеко не все двигатели с солидным пробегом нужно растачивать. Поэтому, если мастер, не глядя на агрегат, выносит вердикт, поищите другого специалиста.
Хонингование цилиндров: универсальная услуга или финишная обработка?
Хонингование — это абразивная обработка резанием внутренних цилиндрических или конических поверхностей. Для хонингования используют специальные головки хоны, на которых закреплены подвижные абразивные бруски.
Хонинговальная головка
Хоны вращаются и одновременно двигаются поступательно, идеально обрабатывая поверхность.
Хонингование позволяет убрать задиры, царапины и другие дефекты поверхности цилиндра и сделать ее идеальной для работы цилиндро-поршневой пары.
Насчет хонингования есть два мнения: первое, что это финишная обработка, и второе – процедура 2 в 1, совмещающая расточку и финальную обработку. Для этого есть специальные современные станки, которые выдают цилиндр с эллипсностью и конусностью не более 0,01 мм и отличным микропрофилем поверхности всего за полчаса! Что еще нужно для счастья?
Но давайте разбираться.
При хонинговании абразивные бруски выравнивают поверхность, опираясь на самые не изношенные части цилиндра. Постепенно хон убирает все дефекты и приводит цилиндр в необходимый размер. Тут все прекрасно.
Выработка в цилиндрах
Но мы помним, что должна быть базовая поверхность (нижняя или верхняя плоскость блока, постели подшипников коленвала), относительно которой ремонтируется цилиндр. При прямой хонинговке (без предварительной расточки) базовой поверхностью выступает сама поверхность цилиндра — изношенная! Соответственно, чем неравномернее износ, тем сильнее “уедет” ось цилиндра. Чем это чревато, вы знаете.
Поэтому хонингование — это все-таки финишная обработка внутренней поверхности предварительно расточенного цилиндра.
Да, растачивать и затем хонинговать цилиндры — долго, дорого и сложно найти хорошего мастера. Но только соблюдая технологию, можно гарантировать качество ремонта.
Диагностика и ремонт двигателей
Записаться на СТО
Хонингование Определение и значение | Dictionary.com
- Основные определения
- Викторина
- Связанный контент
- Примеры
[ hoh-ning ]
/ ˈhoʊ nɪŋ 9 0 /
3 Сохранить это слово!
См. синонимы: хонингование / хонингование на сайте Thesaurus.com
сущ.
действие или процесс заточки чего-либо на точильном или брусковом камне: Точность выравнивания ножа режущего станка не зависит от заточки острой кромки .
действие или процесс улучшения или совершенствования навыка, программы, идеи и т. д.: На третьем и четвертом курсах упор делается на повышение квалификации с дальнейшим оттачиванием навыков и приобретением компетентности.
прилагательное
служит для заточки или совершенствования: нам всегда приятно приходить сюда и отвечать на ваши вопросы — мы уходим немного острее, чем были раньше.
ВИКТОРИНА
Сыграем ли мы в «ДОЛЖЕН» ПРОТИВ. “ДОЛЖЕН” ВЫЗОВ?
Должны ли вы пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма используется для указания обязательства или обязанности кого-либо?
Происхождение хонингования
хонингование 1 + -ing 1 для значений существительных; отточить 1 + -ing 2 для прилагательного
Слова рядом отточить
Hongshui He, Hongwu, Hong Xiu Quan, Honiara, honied, honing, honi soit qui mal y pense, Honiton, honk, honker, honkey
Dictionary. com Полный текст
Основано на словаре Random House Unabridged Dictionary, © Random House, Inc., 2022 г.
Слова, относящиеся к оттачиванию
цивилизация, осветление, очистка, культивирование, дистилляция, возвышение, фокусирование, улучшение, совершенствование, полировка, очистка, заострение, укус, острота, острота, жало
Как использовать оттачивание в предложении
Многие из наших бесценных нейронных способностей — память, принятие решений — оттачиваются по мере того, как мы исследуем окружающий мир.
Хотите расшифровать человеческий мозг? Для этого есть новая система, и она довольно дикая|Shelly Fan|22 сентября 2020 г.|Singularity Hub
После кампаний последних лет против критики в гражданском обществе, от юристов до правозащитников, партия в этом году сосредоточилась на критике со стороны своего ближайшего окружения.
Заключение в тюрьму откровенного магната в сфере недвижимости в Китае является предупреждением для его элиты: молчите|Джейн Ли|22 сентября 2020 г.
|КварцСкорее, вам следует сосредоточиться на конкретной подтеме SEO и взять ее оттуда.
Google только что намекнул на авторитетный профиль?|Морди Оберштейн|21 сентября 2020 г.|Search Engine Land
Предложите им изучить лагеря для серфинга и провести зимние каникулы, оттачивая свою силу.
15-недельный план упражнений для детей и семей|Криста Ланглуа|12 сентября 2020 г.|Вне Интернета
В преддверии следующего этапа выхода Palantir на публичные рынки мне было очень любопытно посмотреть, как компания будет оттачивать свою подачу S-1, чтобы дать себе наилучший шанс во время своего предстоящего дебюта.
Концентрированное управление Palantir отлично подходит для руководителей, но как насчет акционеров?|Алекс Вильгельм|4 сентября 2020 г.|TechCrunch
Действительно оттачиваю свои навыки в освещении — и могу добавить, что терплю неудачу.
Как режиссер фильма «Превосходство» Уолли Пфистер стал секретным оружием Кристофера Нолана|Эндрю Романо|17 апреля 2014 г.
|DAILY BEASTЯ верю, что нужно осознавать свой творческий процесс и оттачивать его.
Как я пишу: Джулианна Багготт|Ноа Чарни|12 февраля 2014 г.|DAILY BEAST
PA также поддерживает Anonymous и оттачивает свои хакерские навыки.
Эй-эй, Хо-Хо, Махмуду Аббасу пора идти|Мейсун Заид|3 декабря 2013|DAILY BEAST
Но вместо того, чтобы оттачивать настоящее (включая миссис Обаму), дизайнер сосредоточился вместо этого на более широкой картине.
Женская линия Thom Browne развивается после инаугурационного ансамбля Мишель Обамы|Misty White Sidell|12 февраля 2013|DAILY BEAST
трудное препятствие для построения бизнеса.
Большой финал Недели моды в Милане: Versace и Dolce & Gabbana Вау, пока Armani терпит неудачу|Робин Гивхан|27 февраля 2012|DAILY BEAST
Антон Мартек, сидя на стоге сена и точа топор, посмотрел вверх и ухмыльнулся.
Пес-спасатель с высокого перевала|Джеймс Артур Кьелгаард
Ты бы пропустил футбольный матч в Ричмонде, но мы, конечно же, оттачиваем для тебя, дорогая.
Снова в школу с близнецами Такер|Нелл Спид
Когда это сделано, операция в целом выполнена, и дивная трудность заточки бритвы исчезает.
Легкое бритье|Анонимно
Большинство мужчин считают, что шлифовка — сложная операция, и ее должны выполнять только опытные ножовщики или парикмахеры.
Легкое бритье|Анонимно
Если бритва в хорошем состоянии и не нуждается в заточке, пятнадцати или двадцати движений в каждом направлении будет достаточно.
Shaving Made Easy|Анонимный
Home In Vs Hone In
Hone in начался как переделка home в , и многие люди считают это ошибкой. Однако это очень распространено, особенно в США и Канаде, настолько распространено, что теперь оно упоминается во многих словарях, и есть аргументы в его пользу. Hone означает для заточки или для идеального , и мы можем рассматривать самонаведение как усиление фокуса или совершенствование траектории движения к цели. Таким образом, хотя это может и не иметь строгого логического смысла, расширение заточить таким образом не большой скачок.
За пределами Северной Америки дома в преобладают с огромным отрывом. Он также преобладает в Северной Америке, но только в соотношении примерно два к одному. Оттачивание в распространено даже в технических, научных и военных контекстах, где можно было бы ожидать, что дома в преобладает. Несколько американских и канадских издателей явно поддерживают дома в в качестве политики, но, по всей видимости, не придерживаются строго соблюдаемой политики в том или ином отношении.
Это дома или отточить?
Дом в более приемлем и означает направить на цель . Фразовый глагол происходит от использования почтовых голубей в 19-м веке, но он вновь появился в 20-м веке для обозначения ракет, которые наводятся на свои цели. Это также часто используется в метафорическом смысле, когда сосредоточиться на чем-то означает сосредоточиться на этом и продвигаться к нему.
Как вы используете Hone in и Home in в предложении?
Home inОтточитьРак костей иногда лечат радиоактивными изотопами, которые проникают в кость. [Нью-Йорк Таймс]
Но теперь акулы начали нацеливаться на большие группы, собравшиеся за последние тридцать шесть часов. [ In Harm’s Way , Doug Stanton]
Но они раскрывают сверхъестественную способность Даля проникать в темные уголки человеческой изобретательности. [Financial Times]
В отличие от некоторых других его фильмов, которые сосредоточившись на способах пересечения секса и насилия, Ла Тареа анализирует сексуальность в юмористическом контексте. [ A Companion to Latin American Film , Стивен М. Харт]
Берк советует студентам оттачивать свое мастерство на факультетах, на которых им комфортно и они уже чувствуют себя ближе к профессорам. [Swarthmore Phoenix]
Другие ресурсы, такие как HDTv Antenna Labs, предоставляют относительно простые способы подобрать подходящую антенну.
Это не первая многонациональная компания, которая оттачивает свои позиции на одном из крупнейших вегетарианских рынков в мире. [Toronto Star]
В чем разница между Home In или Hone In
совершенствовать навык». Эти две фразы кажутся одинаковыми из-за того, как они используются в предложениях.
Подробнее о фразовых глаголах Но когда вы фокусируетесь на теме кампании, это означает, что вы ориентируетесь на одну кампанию. И когда вы оттачиваете тему кампании, это означает, что вам нужно усовершенствовать или отточить кампанию, которая у вас уже есть.
Определение заточки означает оттачивание предмета или навыка. Вы можете отточить лезвие, но вы также можете отточить свои навыки ведения переговоров или кулинарии.
Дом означает убежище, поэтому вернуться домой — значит приблизиться к месту назначения, как отправиться домой после утомительного дня. Это оригинальная метафора почтовых голубей, которая стала ассоциироваться с ракетами, самолетами и другими военными понятиями.
Вы можете ориентироваться в буквальном месте, как и в предыдущем обсуждении самонаводящихся голубей и самонаводящихся ракет. Но вы также можете сосредоточиться на конкретной идее, например, на чувстве идентичности.
Итак, основное различие между «hone in» и «home in» заключается в определении их первых слов. В некоторых предложениях могут использоваться обе фразы, но смысл будет разным.
Когда использовать «Home In» или «Hone In»
Использование распространенного фразового глагола «hone in» было ошибкой, которую люди допускают в письменной форме. Словарь Merriam-Webster, самый обширный словарь, комментаторы сочли это ошибкой. Словарь американского наследия также рекомендует «дома».
Значение переходного глагола hone — «точить». Обратите внимание, что прямое дополнение всегда следует за словом. Можно отточить нож или навык. Но фраза «отточить» неверна. По крайней мере, так оно и было.
Тем не менее, в современном американском и британском вариантах английского языка часто используется «hone in». Во многих англоязычных текстах уже используется «отточить», хотя в профессиональном письме это встречается реже. Эта ситуация доказывает, что язык подвижен и динамичен.
Многие языковые сторожевые псы не открыты для использования «отточить». Но нельзя отрицать, что мы видим, как зыбучие пески языка меняются.
Использование дома в качестве глагола
Дом также является глаголом, означающим возвращение в место происхождения или проживания. Хотя вы можете сказать: «Моя мама сказала, что мы должны идти домой», этот глагол часто используется для животных, возвращающихся к своему источнику.
Эти существа обладают животным чутьем, которое позволяет им вернуться домой. Например, их сильное обоняние помогает им вернуться, когда они потерялись. Здесь речь идет о собаке.
Многие люди задают распространенный грамматический вопрос об использовании «home in» вместо «home». Мы говорим домой, чтобы нацелиться на что-то, имея в виду самонаводящиеся ракеты, а не просто вернуться. Помните об этой метафоре, когда пытаетесь провести различие между ними.
Использование Hone In в качестве синонима
Другие слова или способы сказать отточить можно использовать в письменной форме, чтобы разнообразить повествование или диалог. Вот несколько отличных примеров, которые вы можете использовать:
- Выровненный
- Прибитый
- Заостренный
- Набор
- Обнуленный
- Фиксированный
Как разные страны используют английский, американский, австралийский и английский Англичане используют «оттачивать» больше, чем «добираться». Только в британском английском чаще используется «home in on».
Исходная фраза «home in on» менее распространена в американском английском из-за того, что она незнакома. Одним из свидетельств популярности оттачивания являются данные Oxford English Corpus. «Hone in on» используется 419 раз, а «home in on» — только 254 раза.
Американский английский Британский английский обычно до сих пор считает «отточить» грубой ошибкой. В конце концов, фраза «дойти до конца» широко использовалась задолго до того, как «отточить до».
Заключительные слова
Итак, вот оно. Говорите ли вы или пишете, главное помнить, что если вы что-то совершенствуете, используйте отточенность. Если вы на чем-то концентрируетесь, используйте home. Это руководство помогло вам все прояснить? Чтобы получить дополнительные полезные советы по написанию, взгляните на нашу разбивку других фразовых глаголов, таких как «work out».
Три компонента, критически важные для его оттачивания
В начале года я попросил всех в McKinsey поставить перед Новым годом одно обещание: укрепить навык благополучия. Я имею честь руководить фирмой, в которой работают преданные своему делу, способные к адаптации ученики, но для многих из нас приоритетом нашего благополучия является неестественное. Хотя существует несколько структурных факторов, закладывающих основу нашего благополучия, включая профессиональную стабильность, финансовую безопасность, уход за детьми/пожилыми людьми и комфортное жилье, существуют также элементы нашего благополучия, которые мы можем рассматривать как навык, который нам необходимо развивать и укреплять.
И, как и в случае с любым другим навыком, нам нужно будет полагаться на поддержку других, чтобы улучшить его. Мы учимся и обучаем навыкам, связанным с решением проблем, общением и лидерством. Мы пишем цели для себя и стремимся быть честными в отношении нашего прогресса в этих областях. Как бы это выглядело, если бы такое же внимание было направлено на улучшение нашего благополучия?
Существует множество действенных способов, с помощью которых руководители могут разрабатывать и поощрять свои команды к интеграции благополучия в ежедневные, еженедельные или ежемесячные намерения, размышления и практику. В работе и в жизни я обнаружил, что полезно сосредоточиться на благополучии с точки зрения трех компонентов: тела, ума и цели.
Позаботьтесь о своем теле Всю свою жизнь я спал по восемь часов в сутки. И по мере того, как я продолжал учиться в своей профессиональной жизни, я утверждал, что еда, физические упражнения и сон имеют решающее значение для производительности и продуктивности.
Питание необходимо для питания нашего организма. А регулярные физические упражнения — будь то кардио, силовые тренировки или просто движение, например, прогулка с собакой или игра с детьми — приносят пользу как нашему физическому, так и эмоциональному здоровью.
Количество и качество сна обеспечивают восстановление и обновление, что помогает нам мыслить более ясно и более эффективно общаться с другими людьми. Мы обнаружили, что сон имеет огромное значение, когда речь идет об эффективном лидерском поведении при решении проблем, поиске различных точек зрения, поддержке других и сосредоточении внимания на результатах.
Я бы также посоветовал руководителям групп подумать об отдыхе после сна и оценить, как ваши команды встраивают периоды восстановления в рабочий день. Аналогия, которую я использую со своими коллегами по работе, — это концепция высокоинтенсивных интервальных тренировок (HIIT). Мы выкладываемся на пределе своих возможностей, когда перед нами стоит задача, но тогда мы должны выделить время для отдыха и восстановления. Если мы каждый раз будем обеспечивать надлежащее восстановление, то сможем рассчитывать на более высокие уровни производительности в будущем.
Удивительно, что мы живем в мире, где приложение на вашем смартфоне может помочь вам посвятить время развитию самосознания и умственной устойчивости. Но вам не нужно использовать приложение или какую-либо формальную структуру, чтобы практиковать осознанность, которая представляет собой просто практику осознания своего тела, ума и чувств в настоящий момент, чтобы развить способность полностью сосредоточиться в любом месте и по желанию. .
Еще один инструмент, который мы можем отточить для поддержания нашего психического благополучия, — это эмоциональная гибкость. Эмоциональная гибкость — это практика признания чувств, неуверенности и источников стресса в нашей жизни, а также наращивание способности справляться с ними, ориентируясь на действия. Я видел, как стресс на работе проявляется в напряженных, реактивных ситуациях.
Лидеры могут помочь своим командам, моделируя психическое здоровье. Зарезервируйте время, чтобы настроиться на себя и свою команду. Честно найдите время, чтобы отключиться, в том числе от технологий. Отказаться от видеоконференций, электронной почты и цифровых эхо-запросов, которые привязывают нас к нашим телефонам, сложнее и важнее, чем когда-либо.
В эпоху COVID-19 сотрудники нуждаются и требуют более качественной поддержки психического здоровья. Среди работодателей психическое здоровье является одной из главных проблем здоровья рабочей силы с 9из 10 опрошенных работодателей отметили, что COVID-19 влияет на поведенческое здоровье и/или производительность их сотрудников. Ведущие компании осознают важность решения проблемы психического здоровья и принятия мер.
Некоторые ключевые стратегии, особенно для сотрудников, испытывающих стресс, включают открытие линий связи между руководством и сотрудниками; понимание и устранение воздействия психологических расстройств, психических заболеваний и расстройств, связанных с употреблением психоактивных веществ, на рабочую силу; знание признаков психического расстройства; предоставление помощи; а также принятие и поощрение заботы о себе. Конечно, конкретная форма, которую принимают эти стратегии, будет варьироваться от одного человека к другому, в зависимости от того, где они находятся на континууме психического здоровья.
Определение цели и воплощение ее в жизнь создает смысл и глубокое чувство связи с другими. Меня унижает работа моих коллег, которые заботятся о других, делятся своим состраданием и служением, не ожидая ничего взамен.
Используя наши коллективные таланты, McKinsey за последние двенадцать месяцев добилась значительных успехов: поддержала продовольственные банки и связанные с ними организации по борьбе с голодом, создала онлайн-рынок талантов, чтобы помочь работникам, пострадавшим от COVID-19.и зачисление более 15 000 учащихся в нашу Академию лидерства чернокожих.
Я предвижу будущее, в котором мы будем ценить благополучие как навык, необходимый для организационного и индивидуального успеха. Как лидеры, мы обязаны формировать положительные привычки и уделять первоочередное внимание благополучию наших коллег и сверстников в сочетании с их техническими навыками. Безусловно, наступающий год потребует от нас стойкости и проверит наши навыки благополучия. Давайте вместе добиваться прогресса.
Что такое процесс хонингования и определить, что каждая операция и машина преформирует?
▲
Разработано
- Главная /
- Технология /
- Что такое хонингование?
Хонинговальные станки представляют собой инструменты для шлифования металла и процесс с использованием твердого инструмента и скоропортящихся абразивных камней для исправления диаметра
- Форма
- Поверхностная обработка
- Позиционные допуски отверстий
Процесс хонингования был разработан для улучшения геометрии отверстия, контроля размеров, окончательной отделки поверхности и структурирования поверхности. Процесс хонингования обеспечивает окончательный размер и создает желаемый рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Зачем хонинговать?
Экономичный метод обработки для:
- Удаление припуска
- Генерация требовательных
- Допуски на отверстия
- Полировка канала ствола
- Финишная обработка отверстий практически любого материала, например: напыляемые покрытия, компьютерная графика, керамика и т. д.
Определение хонингования (процесс):
Процесс хонингования обеспечивает окончательный размер и создает желаемый финишный рисунок на внутренней поверхности труб или отверстий цилиндров. Финишная обработка выполняется путем расширения абразивных камней подходящей зернистости и сорта по рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Хонинговальные станки выполняют три операции
Во-первых, это процесс снятия припуска, при котором отколовшийся металл удаляется и достигает основного металла.
Во-вторых, создается финишный рисунок, чтобы обеспечить наилучшую возможную поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонингование обеспечивает чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование выполняется с помощью алмазного абразива, хонинговального инструмента типа расточной оправки. Этот тип хонинговального инструмента производит прямое, круглое и неконическое отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленчатого вала двигателя и распредвала. Поскольку размер достигается за один проход, на готовой детали нет штриховки. Регулируемый однозаходный инструмент расширяет хонинговальные бруски с помощью конуса, аналогичного стандартному инструменту. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни только расширяются для достижения размера. Другое отличие заключается в том, что хонинговальный инструмент длиннее стандартного инструмента, а суперабразивное покрытие покрывает всю длину инструмента. Однопроходный хонинговальный станок сужается примерно на семь дюймов и имеет конечную секцию размера 2,5 дюйма. См. фотографию на следующей странице. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Когда следует выбирать однопроходную оснастку?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, используются для различных операций, связанных с особыми потребностями, связанными с хонингованием полостей:
- Хонинговальные станки малого диаметра (обычно в пределах 2 дюймов)
- Высокопроизводительные объемы
- Снижение стоимости на деталь
- Сокращение времени простоя при смене инструмента
- Повторяемая точность для допусков на размеры, таких как размер отверстия, круглость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и эльбор).
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость/объем охлаждающей жидкости
- Охлаждающие жидкости на масляной или водной основе могут использоваться для однопроходного хонингования, хотя масло является наиболее распространенным
Однопроходный процесс хонингования ограничен типами и объемами удаляемого материала. В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на втулке инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, которые производят относительно небольшое количество стружки, например, прерывистые или короткие отверстия. Он наиболее эффективен (но не ограничивается) при хонинговании чугуна и порошковых металлов.
Области применения, в которых требуется хонингование большой длины материала, небольшие количества и/или необходимость удаления большого количества материала, не являются лучшими деталями для однопроходного хонингования. Скорее, их лучше всего обслуживать с помощью обычного хонингования штрихов. Во многих случаях обычное хонингование ходом также может обеспечить превосходную геометрию размеров для таких применений.
Почему хонинговальные станки/системы?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований к хонингованию. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства. Мы также предлагаем услуги по реконструкции и модернизации существующих машин. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков/систем позволяет хонинговать отверстия диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными. Barnes Stroke Honing & Finishing Systems ставит своей главной целью инновации и обслуживание клиентов, постоянно исследуя и разрабатывая новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Почему однопроходные хонинговальные станки/системы?
Линия однопроходных хонинговальных/чистовых станков Barnes подходит для различных однопроходных хонинговальных работ. Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для небольших объемов производства в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить требования больших объемов производства для самых требовательных компаний. Наши однопроходные хонинговальные станки спроектированы и изготовлены с минимальными требованиями к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки с одной детали на другую.
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Посетите сайтLapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайтBarnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий.
Посетите сайт Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
Посетите сайтELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите сайтaba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba.
Посетите сайт Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных областей применения в г. Фульда (Германия).
Посетите сайтKEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайтМикрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования.
Посетите сайт MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.Peter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года. В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger. Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
Вместо отказа […] суждение, мы должны t t o отточить . клатном.нет клатном.нет | En lugar de rechazar el [. клатном.нет клатном.нет |
Вместо этого самый экономичный вариант […] может быть до […] посмотрите, какие комбинации редактирования и корректуры существующего материала будут be s t отточить t o p erfection. bcnfreelance.com bcnfreelance.com | La opcin ms rentable puede puede ser analizar y revisar el material ya Existente para mejorarlo y actizarlo. bcnfreelance.com bcnfreelance.com |
Кроме того, повторная оценка системы юридической помощи Суда, инициированная Судом proprio motu в 2007 году, завершилась одобренным Комитетом отчетом о функционировании системы юридической помощи Суда и [. предложений по его изменению,30 […] has only serve d t o hone t h e existing system, ma ki n g it m o re в ответ на […] фактические потребности юридических […] команд, действующих в ходе разбирательства, оставаясь при этом верными принципам, лежащим в основе системы юридической помощи Суда, в частности, экономичности, прозрачности, равенства состязательных возможностей и объективности. icc-cpi.int icc-cpi.int | Adems, una revaluacin del sistema de asistencia letrada de la Corte iniciada motu propio por la Corte en 2007 y que culmin en el informe del Comit de Presupuesto y Finanzas sobre el funcionamiento del sistema de asistencia letrada de la Corte y propuestas para su modificacin [. (ICC-ASP/6/CBF.1/1) га […] servido pa ra dar ma yor eficacia al sistema existsen te , hacindole m s […] в случае необходимости […] de los equipos jurdicos представляет en las acctuaciones y responseiendo al mismo tiempo a los principios que subyacen en el sistema de asistencia letrada de la Corte, в частности ла экономия, ла прозрачность, ла игуальдад де медиос и ла objetividad. icc-cpi.int icc-cpi.int |
Профессиональный веб-сайт подтверждает […] a company im ag e , hones b r an d identity a n d it i s мощный коммерческий инструмент . stilogo. stilogo.com | Профессиональный веб-сайт […] vali da la im age n de l a e mpres a, af ia nza la mar ca y funciona como […] Herramienta Comercial Potsima. stilogo.com stilogo.com |
It i s a lso extremely importan t t o hone t h e messages used, because they находятся […] то, что останется в головах людей, когда все закончится. архив.eurordis.org архив.eurordis.org | Тамбин […] муй импо rt ante perfilar los me nsajes que se utilizan, porque e s lo q 4 ue 905 [. en la mente de las personas una vez todo ha terminado. архив.eurordis.org архив.eurordis.org |
Y o u хонингование y o ur Навык с ручкой вместо весла, обнажите свою душу на бумаге и SE N D IT I . America.gov America.gov | Afila su per icia c on un lpiz en lugar de un remo, desnuda su alma en el pape l 9 0523y 90 50523 lo env a al editor de […] для повторного просмотра. America.gov America.gov |
It h a s helpe d t o hone t h e Navy’s skills before every major conflict со времен Второй мировой войны. puertorico-herald.org puertorico-herald.org | La base h a contrib ui do a pulir las t cnicas d e la M ar ina antes de cada conflicto import an te de sde la Seg unda Gu erra Mundial. puertorico-herald.org puertorico-herald.org |
Игрушка тоже […] activity centre that stimulates baby’s imagination and h el p s it hone i t s co-ordination skills with many games, lights and fun sound [… ] эффектов. babytrain.es babytrain.es | Mis Primeros Pasos Musicales тамбин эс ип центро де actividades кон много juegos divertidos, luces у graciosos efectos sonoros. babytrain.es babytrain.es |
And to our desig ne r s it c a n make all the difference, as th e y hone a n d уточнить […] глиняный прототип, пока они не найдут идеальный […] выражение энергии в движении. ford.co.uk ford.co.uk | Y para nuestros dis e adore s esto p uede mar car la dif er encia, y a que perfilan y r ef inan […] el prototipo en arcilla hasta que […] дан с выражением perfecta de energa en movimiento. форд. форд.эс |
It i s u p to yo u t o hone y o ur skills and become [ …] Лидером, которым нужно быть, чтобы оказывать долгосрочное положительное влияние. jci.cc jci.cc | Д ep ende de ti perfeccionar tu s h abili da 905 […] convertirte en elder que tienes que ser para crear un impacto positivo duradero. jci.cc jci.cc |
I s it p o ss ибл e t 9после установки первого кабеля? easyfiber.fr easyfiber.fr | Es posi bl e volv er a pasar ca bles tra s la i nsta la cin de [. кабель грунтовки? easyfiber.fr easyfiber.fr |
В соответствии с решением 2005/36 Исполнительного совета необходимо […] и уместно задать четкое направление для […] the role of UNOPS in the broader United Nations system, one th a t hones t h e identity of the organizatio n a s it s u pp Принципы реформы Организации Объединенных Наций. daccess-ods.un.org daccess-ods.un.org | Por consiguiente, de consiguiente de conciguiente con la decisin 2005/36 de la Junta, es imprescindible y, al mismo tiempo, oportuno establecer una […] ориентацин Клара для [. Principios de la Reforma de las Naciones Unidas. daccess-ods.un.org daccess-ods.un.org |
Настоящие изменения […] будет служить e t o отточить t h e реформу […] сделать то, что хорошо для фермера. europarl.europa.eu europarl.europa.eu | Estas enmiendas servirn […] пар a poner a punto la r ef orma dando […] forma a una que sea positiva para el agricultor. europarl. europarl.europa.eu |
Graffeo сказал, что клуб выбрал грамотность для проекта обслуживания […] потому что это была область […] которые, по их мнению, они могли бы оказать влияние0524 d позволить члену s t o отточить t h 4ei навыки лидерства. Rotary.org Rotary.org | Graffeo indic que club opt por desarrollar un proyecto de alfabetizacin como iniciativa del […] Club, porque se trata de […] UN rea e n la c ua L Podran ejercer Iffectencia y upmiti R A LOS SO CIO S PREFECCIONAR S US DOT ES ES . Rotary.org Rotary.org |
It e n ha nces contras t t o hone v i su все детали и усилить ваше восприятие глубины. dk.oakley.com dk.oakley.com | Мехора-эль- […] contr as te pa ra afinar lo s det al les y ajustar su per ce pcin de la pro fundi da д. es.oakley.com es.oakley.com |
Собрание Тамаст – это обучение на собственном опыте […] семинар, в котором приняли участие и t s отточить t h ei […] навыков в дружеской атмосфере. ouc.com ouc.com | Una reunin de Toastmasters es un high prcticoen el […]
cual los p artic ipa nte s perfeccionan l as hab ilida24 9052 [. y de liderazgo en un agradable ambiente. espanol.ouc.com espanol.ouc.com |
Эти методы включают цифровые, согласованные и национальные инициативы, а также […] главная цель я s t o хонингование i n o n опции […] для привлечения внимания общественности. ue2008.fr ue2008.fr | Entre estos mtodos: el recurso a procedimientos […] numricos, Concertados y Nacionales, Allowe Especialmente Determinar los […] благовония ti вос адаптадос ан ма терия […] общественный счет. ue2008.fr ue2008.fr |
Тренировочная помощь D U S Hone W H AT Мы. | Эль Таллер Нос Аюд a afinar lo que bamos a discutir”, dice. es.4children.org es.4children.org |
У меня будет возможность y t o отточить м y l 9052 […] и тесно сотрудничаем с руководством Moffitt и Университета Южной Флориды. moffitt.org moffitt.org | Tendr la o po rtuni da de perfeccionar mi for maci n direccin […] y de trabajar estrechamente con la direccin ejecutiva de […] Моффит и Университет Южной Флориды. moffitt.org moffitt.org |
Европейской комиссии не нужно заново изобретать свои политические инструменты, а скорее mu s t отточить t h e 9052. eur-lex.europa.eu eur-lex.europa.eu | La Comisin Europea не нуждается в повторном изобретении для использования в политических инструментах, sino ms bien adapter aquellos que estnactualmente disponibles. eur-lex.europa.eu eur-lex.europa.eu |
When so instal le d , it i s n ot necessar y t o hone t h e отверстие втулки […] после установки и посадка втулки будет правильной. danly.com danly.com | S i se instala de es ta форма, нет необходимости выпрямления […] la superficie interior de la perforacin del buje, y ste se ajusta correctamente. danly.com danly.com |
Такие инструменты […] позволить им мех th e r заточить т ч еи r навыки во время […] , способствуя успеху национальных произведений культуры коренных народов. wipo.int wipo.int | Инструменты Estos les […] разрешение r n pon er a punto s us tcni ca s al tiempo […] Que contribuirn al xito de las Producciones Culturales Nacionales Indgenas. wipo.int wipo.int |
Ориентация модели на длинную […] срок помощи s t o отточить a se […] необходим, особенно в экономически сложных условиях. robertbosch.es robertbosch.es | La Orientacin a largo plazo del modelo agudiza la mirada para lo esencial, especialmente en un […] entorno qu e supone u n reto econmico. robertbosch.es robertbosch.es |
способ тренировки a n d заточка c o mm Объединение и лидерские качества. ouc.com ouc.com | forma de p ra ctica r y perfeccionar las habi li […] comunicativas y de liderazgo. espanol.ouc.com espanol.ouc.com |
Как сотрудник Малаве, Асеведо будет участвовать в еженедельном […] семинар по лидерству с коллегами и преподавателями из [. и опыт, необходимый для разработки […] лидеров, которые будут служить городу, штату и нации с отличием. www1.cuny.edu www1.cuny.edu | Como becada, Анна semanalmente participara en семинариос де liderazgo […] junto a sus compaeros y profesores a travs […] de CUN Y, para adquirir las h ab ilidades, […] conocimientos y experiencias necesarias […] que debe de tener un buen lder que servir a una ciudad, estado o pas. www1.cuny.edu www1.cuny.edu |
C HE C K IT до HONE HONE . через Google. owasp.org owasp.org | Comprubala в год в год afinar tu nive l de comprobacin […] через Google. owasp.org owasp.org |
ies or surveys, but those who had, f ou n d it a n o pportunit y t o hone t h ei r навыки создания и анализа […] информация. lachealthsys.org lachealthsys.org | nizativas, sino que han de ser capaces de encontra r el e quilibrio entre flexibilidad y coherencia lachealthsys.org lachealthsys.org 8 |
Служба поддержки водителей Scania предоставляет помощь на борту для [. до совершенства, выжимая максимум из каждой капли топлива. scania.com scania.com | Scania Driver Support of rece asistencia a bordo para lo conductores […] дезео так с де perfeccionar al m x imo su […] Периция аль-воланте, аль-мимо tiempo que […] aprovechan al mximo hasta la ltima gota de combustible. scania.com scania.com |
В зависимости от диаметра первого троса в ней , , , , , , , , , , , , и , S P OSSIBL E T O Hone A A A A A ALIGHLIBLE . чехол. easyfiber.fr easyfiber.fr | Seg n la se ccin del Primer Cable Presente en e l revestiiento, es возможно использовать дополнительные кабели для установки EasyFiber […] Dentro de los lmites de capacidad del recubrimento. easyfiber.fr easyfiber.fr |
значение, определение в кембриджском словаре английского языка
Примеры hining
hining
В английском языке многие причастия прошедшего и настоящего времени могут использоваться как прилагательные. Некоторые из этих примеров могут показывать использование прилагательного.
Вместо того, чтобы оттачивать и полировать хорошую музыкальную идею, он хотел следовать за мечтательной музой своего гения в каждой кроличьей норе.
Из Кембриджского корпуса английского языка
Возможно, уместно описать это как «вращающийся хонингование проблема», или просто хонингование проблема».
Из Кембриджского корпуса английского языка
Хонингование и визуальный осмотр повторялись до тех пор, пока все отверстия не были свободны от заусенцев.
Из Кембриджского корпуса английского языка
После долгих оттачиваний и дебатов их сократили до пяти, да и то четыре из этих пяти реально отражают две стороны одной медали.
Из Кембриджского корпуса английского языка
Рассмотрим теперь ситуацию для роторного хонингование проблема.
Из Кембриджского корпуса английского языка
Эмпатия требует гораздо большего, чем запоминание стереотипных ответов и оттачивание актерских навыков.
Из Кембриджского корпуса английского языка
Основываясь на данных о развитии, показывающих, как увеличивающаяся база знаний влияет на категоризационное поведение, предполагается, что некоторые из этих оттачиваний уже сделаны к двухлетнему возрасту.
Из Кембриджского корпуса английского языка
Дебаты своевременны, потому что каждая партия по-своему выстраивала семейную политику и оттачивала вопросы до всеобщих выборов.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
Во многих отношениях цель доклада состоит в улучшении детализации и уточнении законодательства.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
Существовала чрезмерная вибрация двигателя, которая была частично устранена путем полной расточки двигателя и хонингования цилиндра .
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
Вместо этого они, по-видимому, продолжили , оттачивая , вопреки надежде, что стороны соберутся вместе и внесут предложения.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
Есть сотни потенциальных политиков, оттачивающих свои навыки и повышающих ожидания своих избирателей.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
Авторы обычно очень тщательно оттачивают свои вступительные предложения.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
Состояние высокой готовности, которое должен поддерживать наш летный состав для участия в боевых действиях или подготовке к конфликту, позволяет лишь оттачивать навыки полетов на малых высотах, а не их создавать.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
. Мы должны рассмотреть возможность отшлифовать до горстки эффективных тел, а не продолжать суету тел, которые выросли за многие годы.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
.Эти примеры взяты из корпусов и из источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Обзор
молодожены
медовый месяц
жимолость
Гонконг
хонингование
гудок
сигналил
сигналить
хонки
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
- {{randomImageQuizHook.