Hss это материал: Что такое HSS сталь? Виды и отечественные аналоги HSS.
alexxlab | 25.12.1994 | 0 | Разное
HSS-сверла. Что это? — РИНКОМ
HSS-сверла. Что это? — РИНКОМГлавная
Статьи
HSS-сверла. Что это? HSS-сверла. Что это?
25 мая 2018
Гирин Кирилл
В этой статье мы расскажем о HSS-сверлах в деталях. Изучив информацию, вы сможете без проблем выбрать и купить нужные инструменты в магазине.
- Чем отличаются HSS-сверла от твердосплавных моделей
- Маркировка HSS-сверл, их виды и отечественные аналоги
- Вольфрамовые HSS-сверла
- Молибденовые HSS-сверла
- Высоколегированные HSS-сверла
- Зарубежная маркировка HSS-сверл
- Рекомендации по выбору сверл HSS
Содержание
HSS-сверла — это сверла, изготовленные из быстрорежущей стали (High Speed Steel). Она также идет на производство:
- плашек;
- метчиков;
- фрез;
- и иных инструментов для металлообработки.


Фотография №1: HSS-сверла
В этой статье мы расскажем о HSS-сверлах в деталях. Изучив информацию, вы сможете без проблем выбрать и купить нужные инструменты в магазине.
Чем отличаются HSS-сверла от твердосплавных моделей
В первую очередь, HSS-сверла отличаются от твердосплавных по технологии изготовления материала.
- Быстрорежущую сталь получают путем добавления в углеродистую сталь вольфрама, хрома, молибдена и иных компонентов. Материал HSS-сверл обладает высокой прочностью.
- Твердый сплав — это композитный материал, изготовленный по технологии порошковой металлургии.Он состоит из частиц микронного размера. Основной компонент — карбид вольфрама. К дополнительным относятся карбид титана, карбид тантала и пр.
Твердосплавные инструменты от HSS-сверл отличаются более высокими твердостью и термостойкостью. Однако твердые сплавы имеют меньшую прочность..jpg)
Из-за сложной технологии изготовления твердосплавные инструменты стоят дорого. Цены на сверла из быстрорежущей стали значительно ниже.
Маркировка HSS-сверл, их виды и отечественные аналоги
Все сверла, изготовленные на основе HSS-стали, имеют соответствующую маркировку. Существуют три разновидности этой стали.
- Вольфрамовая (T1–T15).
- Молибденовая (М1–М36).
- Высоколегированная (М41–М62).
Вольфрамовые HSS-сверла
Из этой группы максимально широкое распространение получили сверла, изготовленные из четырех типов сталей.
- T1 (отечественный аналог — Р18). Из этой HSS-стали (18 % вольфрама) с высокими характеристиками (шлифуемость, прочность и износостойкость) изготавливают сверла и иные инструменты общего назначения.
- T2 (отечественный аналог — Р18Ф2). Сплав содержит 2 % ванадия. Его используют для изготовления чистовых и получистовых сверл, предназначенных для обработки среднелегированных конструкционных сталей.
- T3 (отечественный аналог — Р18K5Ф2). Сплав содержит 18 % вольфрама, 5 % кобальта и 2 % ванадия. Такие инструменты отличаются повышенными вторичной твердостью и износостойкостью, но имеют низкую шлифуемость. Сверла этого типа лучше всего подходят для обработки заготовок из высокопрочных, коррозионностойких и жаропрочных сталей и сплавов.
- T15 (отечественный аналог — Р12Ф5К5). Эта маркировка на HSS-сверлах означает, что в сплав кроме 12 % вольфрама добавлены ванадий (5 %) и кобальт (5 %). Эти инструменты отличаются высокими прочностью, вязкостью и износостойкостью. Их используют при сверлении труднообрабатываемых материалов.

Изображение №1: состав вольфрамовых HSS-сталей
Молибденовые HSS-сверла
Основной легирующий компонент сталей этой группы — молибден. Также в разных количествах могут содержаться:
Также в разных количествах могут содержаться:
- вольфрам,
- кобальт;
- ванадий;
- углерод;
- и иные компоненты.
Изображение №2: состав молибденовых HSS-сталей
Самое широкое распространение получили HSS-сверла, изготовленные из следующих типов молибденовых быстрорежущих сталей.
- M1. Из стали данной марки (8 % молибдена) производят инструменты общего назначения. Такие HSS-сверла отличаются высокими гибкостью и стойкостью к ударным нагрузкам. Красностойкость ниже, чем у аналогов.
- M2 (отечественный аналог — Р6М5). Это самый распространенный материал для производства HSS-сверл. Сплав содержит 6 % вольфрама и 5 % молибдена. Обладает сбалансированными прочностью, твердостью и теплостойкостью.
- M3 (отечественный аналог — Р6М5Ф3). Этот сплав также содержит 3 % ванадия. HSS-сверла из такой стали отличаются более низкой абразивной изнашиваемостью.
- M7. Основные легирующие компоненты — молибден (8,75 %), ванадий (2 %) и вольфрам (1,75 %). Сверла, изготовленные из этой HSS-стали, применяют для сверления твердых и толстолистовых металлов.
- M35 (отечественный аналог — Р6М5К5). Кроме вольфрама молибдена и ванадия данный сплав содержит кобальт (5 %), а также в небольших количествах марганец, кремний и никель. Преимущества этого материала — хорошая вязкость, отличная шлифуемость, тепло- и износостойкость. HSS-сверла, изготовленные из данного сплава, применяют при обработке заготовок из улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.

Высоколегированные HSS-сверла
Для производства высоколегированных HSS-сверл (обладающих высокой ударной вязкостью и эксплуатируемых в холодных условиях), используют сплавы молибденовой группы, которые подвергают специальной термической обработке.
Изображение №3: состав высоколегированных HSS-сталей
- M47 (отечественный аналог — Р2АМ9К5). В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
- M42. Содержит большое количество кобальта и молибдена (8 и 9,5 %, соответственно). HSS-сверла, изготовленные из этого сплава, отличаются повышенными красностойкостью и устойчивостью к истиранию. Такие инструменты применяют при обработке вязких и сложных металлов.
 В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.Зарубежная маркировка HSS-сверл
Как мы уже отметили выше, маркировка HSS означает, что сверло по металлу, изготовлено из быстрорежущей стали. Зарубежные производители инструментов добавляют различные дополнительные обозначения, которые говорят об используемых технологиях и иных особенностях. Расскажем о маркировках распространенных HSS-сверл.
- HSS-R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
- HSS-G. Режущие части таких инструментов подвергают шлифовке при помощи боразона (CBN). Сверла HSS-G получили максимально широкое распространения из-за сочетания высоких эксплуатационных характеристик и доступности.
- HSS-E (HSS-Co8, HSS-Co5 и др.). Эта маркировка указывает на высокое содержание кобальта в сплаве. Такие сверла подходят для обработки вязких и сложных металлов.
- HSS-G TiN. Такие сверла имеют напыление из нитрида титана. Оно значительно повышает твердость инструмента и его термостойкость (на 2300 HV и до 600 °C, соответственно).
- HSS-G TiAlN. Такие сверла имеют напыление из нитрида титана, легированного алюминием. Оно еще больше увеличивает твердость инструмента и его термостойкость (на 3000 HV и до 900 °C, соответственно).
- HSS-E VAP. Так маркируют сверла, основное предназначение которых — обработка заготовок из нержавеющей стали. К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.

Фотография №2: сверло с напылением из нитрида титана
 К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.Рекомендации по выбору сверл HSS
На выбор сверл HSS напрямую влияют следующие факторы.
- Марка обрабатываемой стали. От нее зависит выбор инструмента по материалу изготовления.
- Оборудование, которое нужно оснастить сверлом. Покупайте сверла с хвостовиками, подходящими к имеющейся в наличии технике.
- Частота использования. Если ищете HSS-сверло для разовых работ, подойдут недорогие модели. Если же инструментом будете пользоваться часто, не экономьте на качестве.
Подробную информацию о выборе сверл по металлу для различных работ вы найдете в этой статье (поставить ссылку на страницу со статьей №1).
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 апреля 2022
Как выбрать сверло
10 января 2022
Сверление рельс
9 декабря 2021
Способы заточки ступенчатых сверл
22 июля 2021
Рейтинг сверл по металлу
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie.
Принимаю
?>
Виды и назначения сверл HSS — маркировка, параметры, производители
Главная » Сверление
Просмотров 2.2к. Опубликовано Обновлено
Содержание
- 1 Что характерно для стали HSS
- 2 Как маркируют отечественные изделия
- 3 Как принято обозначать на Западе
- 4 Рекомендации по выбору
Из-за огромного разнообразия представленных в продаже сверл простому обывателю иногда сложно определиться с подходящим вариантом. Особенно следует быть внимательным к выбору инструмента для сверления металлических или стальных поверхностей: ошибки в этом случае чреваты серьезными поломками. Специалисты в подобных ситуациях рекомендуют пользоваться сверлами по металлу HSS.
Содержание
- Что характерно для стали HSS
- Как маркируют отечественные изделия
- Как принято обозначать на Западе
- Рекомендации по выбору
Что характерно для стали HSS
Обозначение «HSS» указывает на сталь быстрорежущего типа, из которой производятся приспособления для резки. Речь в первую очередь идет о сверлах, фрезах, плашках и метчиках. По своим характеристикам этот высокоуглеродистый материал немного напоминает твердые сплавы, отличаясь от них большей прочностью и дешевизной. Уровень твердости здесь может достигать 62-64 единицам (шкала HRC).
Существует три основные разновидности этой стали:
- Вольфрамовая. Дороговизна этого компонента объясняет факт практически полного отсутствия вольфрамовых сталей в широком доступе.
- Молибденовая. Более распространенный вариант, имеющий в своем составе ванадий и углерод: это придает ему высокую абразивную стойкость.
- Высоколегированная.
Если в составе сплава имеется вольфрам, это придает ему «красностойкость»: благодаря ей инструмент продолжает оставаться острым после достижения температуры, при которой материал раскаляется докрасна (примерно + 530 градусов).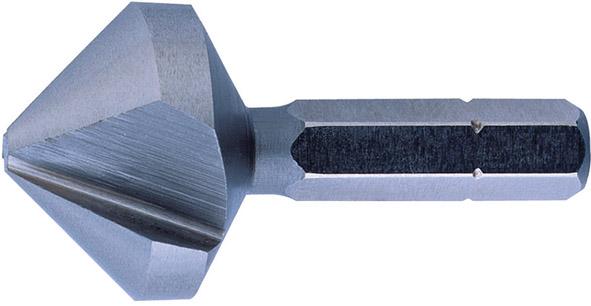 Кобальт делает сплавы еще более красностойкими и износостойкими.
Кобальт делает сплавы еще более красностойкими и износостойкими.
Как маркируют отечественные изделия
Маркировка быстрорежущей стали отличается только числовыми обозначениями (буква везде одинаковая – «М»).
Цифра же содержит указание на различные характеристики материала:
- М1. Из этой стали делают продукцию универсального назначения. Обладает большой гибкостью и хорошо переносит механические воздействия. Уровень красностойкости здесь невысокий.
- М2. Данный материал чаще всего служит основой производства универсальных сверл. Марка М2 имеет высокую красностойкость, что позволяет режущим приспособлениям длительное время сохранять свою функциональность.
- М7. Из этого материала в основном производят изделия значительной мощности, которые должны быть не только гибкими, но и надежными. Сверла по металлу марки М7 используются для сверления твердых поверхностей большой толщины.
- М50. Сверла, изготовленные из этого сплава, обычно применяются в портативных приспособлениях, где значительный изгиб инструмента выступает наиболее распространенной причиной поломок. Уровень красностойкости здесь ниже, по сравнению с другими марками.
- М35. Для обозначения этого материала может также использоваться аббревиатура HSSE. Кобальт здесь присутствует в большем количестве, что делает материал более красностойким, по сравнению со сталью М2. Есть и обратный эффект – из-за этого ударные нагрузки инструментами переносятся не так хорошо.
- М42. Доля кобальта здесь очень значительна, что объясняет другое название сплава – «суперкобальт». Изготовленные из М42 инструменты, наряду с отличной красностойкостью, очень хорошо переносят истирание. Из стали данного типа в основном производятся инструменты для работы со сложными неподатливыми материалами.

Как принято обозначать на Западе
Сверло из аналогичного материала на Западе маркируются, как «HSS».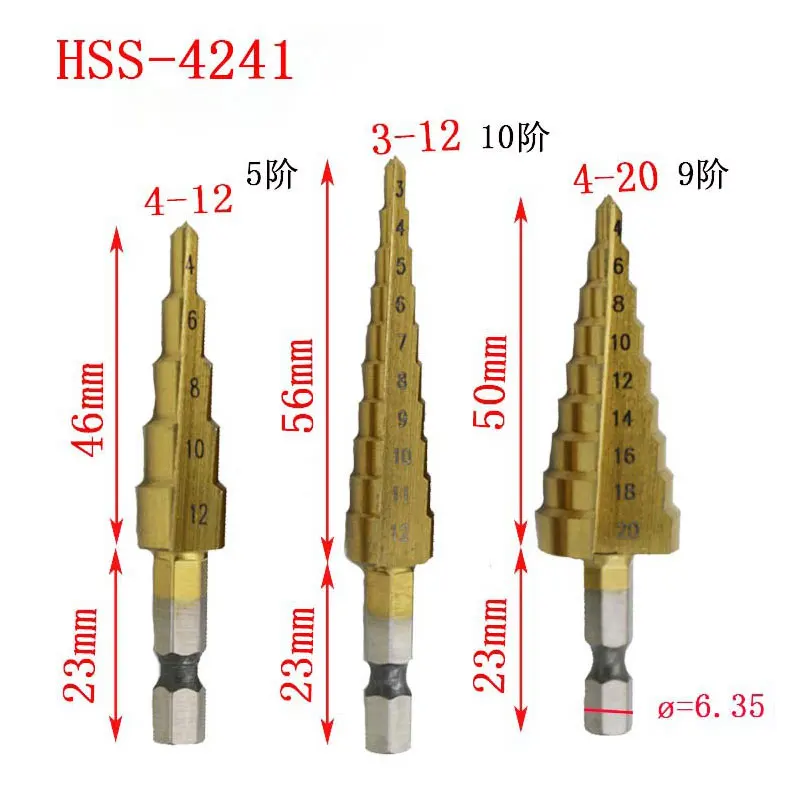 Наличие дополнительных буквенных указателей помогает сложить представление о способе легирования.
Наличие дополнительных буквенных указателей помогает сложить представление о способе легирования.
Расшифровка принятых на западе обозначений:
- HSS(R). Наименее стойкие сверла, изготовленные методом роликового обкатывания в режиме высокого нагревания.
- HSS G. Режущую кромку здесь шлифуют боразоном. Это самые популярные инструменты, что объясняется их высокой стойкостью. Во время сверления эффект вибрации здесь минимален.
- HSS E. Литера «E» дает понять, что в составе имеется кобальт. Сверл данного типа можно проделывать отверстия в сложных материалах повышенной вязкости (на отечественном рынке таким образом помечаются сплавы М35). В некоторых случаях производитель может более точное указывать процентное содержание кобальта (к примеру, HSS-Co 5 или HSS-Co8).
- HSS G TiN. В качестве напыления в данном случае применяется нитрид титана. Это позволяет сделать поверхностный слой инструмента на порядок тверже, при увеличении стойкости к нагреву до + 600 градусов.
- HSS G TiAIN. Указание на напыление сверл нитридом титана, который дополнительно легирован алюминием. Таким образом достигается увеличение прочности защитного слоя почти на 3000 HV. Сопротивляемость нагреву увеличивается почти на 900 градусов.
- HSS E VAP. Предназначены для сверления нержавеющих оснований: налипание стружки здесь практически не происходит. Поломки изделий этой серии случаются крайне редко, а отверстия получаются очень качественными.
- HSS 4241. Маркированными подобным образом приспособлениями обрабатывают деревянные, пластиковые и алюминиевые изделия.

Рекомендации по выбору
Подбирая сверло по металлу, желательно покупать продукцию известных брендов, где и заточка на высшем уровне, и сплав прочный и качественный:
Ruko. Отличный вариант в соотношении цена/качество. Рекомендуется обратить внимание на модели TL 3000, отличающиеся своей многофункциональностью и титановым напылением. Эти сверла хороши в тех случаях, когда при работе образуется средняя и длинная стружка.
Bosch. Известный мировой бренд разнообразных ручных строительных инструментов и их комплектующих. Особенно ценят продукцию Bosch профессиональные строители.
Haisser. Очень мощные сверла, которые применяются в промышленности и быту. Они способны переносить самые экстремальные нагрузки благодаря титановому сплаву и особенной заточке.
«EKTO». Продукция этого отечественного производителя на порядок дешевле, чем у западных аналогов, при неплохом качестве и продолжительности службы. Рекомендуется в основном для бытового применения.
Понимание спецификаций материалов HSS: какой ASTM следует указать для HSS?
Майк Мэнор, PE, MLSE
Технический консультант, Институт стальных труб
Более 100 Спецификации Американского общества по испытаниям и материалам (ASTM) относятся к трубам и трубной продукции. Если сосредоточиться на спецификациях, относящихся к полым конструкционным профилям (HSS), этот список можно сузить, но как узнать, какой ASTM применим к какому случаю? Когда применяется A500, A53 или A513? Очень легко запутаться в цифрах и не знать, для чего нужна каждая спецификация и почему она важна. В этой статье будет разъяснено назначение многих спецификаций ASTM и то, как они применяются к HSS. Кроме того, в этой статье будут показаны ресурсы STI, доступные для помощи профессионалам в области дизайна.
В этой статье будет разъяснено назначение многих спецификаций ASTM и то, как они применяются к HSS. Кроме того, в этой статье будут показаны ресурсы STI, доступные для помощи профессионалам в области дизайна.
Обзор спецификаций ASTM
*Горячее цинкование для защиты от коррозии также доступно для других спецификаций ASTM, но не указано конкретно в спецификацииПолезные ресурсы Института стальных труб
STI располагает множеством ресурсов, которые помогут разработчикам предоставить информацию о доступности , геометрические свойства и средства проектирования для различных спецификаций ASTM HSS. Соответствующие ресурсы перечислены ниже со ссылкой на веб-сайт и кратким описанием каждого из них.
- Инструмент возможностей производителей HSS (бесплатный онлайн-ресурс):
- Это база данных, в которой перечислены производственные возможности производителей-членов STI. Инструмент позволяет разработчикам искать по форме и размеру быстрорежущей стали, чтобы увидеть, производится ли она регулярно, по запросу или не производится вообще. Кроме того, при выборе определенного размера доступна контактная информация производителей.
- Это база данных, в которой перечислены производственные возможности производителей-членов STI. Инструмент позволяет разработчикам искать по форме и размеру быстрорежущей стали, чтобы увидеть, производится ли она регулярно, по запросу или не производится вообще.
- Брошюры, статьи и другие материалы ASTM (бесплатно):
- A500
- A1065
- A1085
- Руководство по проектированию из быстрорежущей стали, том 1 (бесплатная загрузка):
- В этом руководстве STI есть таблицы свойств круглого, квадратного и прямоугольного геометрического сечения из быстрорежущей стали для нескольких вариантов ASTM.
- Руководство по проектированию из быстрорежущей стали, том 2 и том 2A:
- Эти руководства STI содержат расчетные таблицы для круглых, квадратных и прямоугольных колонн и балок из быстрорежущей стали в помощь проектировщикам.
 Кроме того, при выборе определенного размера доступна контактная информация производителей.
Кроме того, при выборе определенного размера доступна контактная информация производителей.Спецификации ASTM, относящиеся к производству быстрорежущей стали
A53: Стандартные технические условия для труб, стальных, черных и горячеоцинкованных, оцинкованных, сварных и бесшовных ), что означает, что они должны пройти испытание гидростатическим давлением. Другие места, где можно использовать трубу A53, включают обычные паровые, водяные и воздушные линии. С точки зрения конструкции, они имеют минимальный предел текучести 30 тыс. фунтов на кв. дюйм (класс A) или 35 тыс. фунтов на кв. дюйм (класс B), что значительно ниже, чем спецификации HSS, такие как A500. Существует высокий допуск 12,5% по толщине, поэтому AISC требует, чтобы номинальная толщина была уменьшена в 0,9 раза.3 для проектных расчетов. Исходя из сочетания меньшей прочности и дополнительных испытаний, секции труб менее эффективны и менее рентабельны для конструкций. Поэтому STI рекомендует зарезервировать трубы A53 для неконструкционных применений.
Другие места, где можно использовать трубу A53, включают обычные паровые, водяные и воздушные линии. С точки зрения конструкции, они имеют минимальный предел текучести 30 тыс. фунтов на кв. дюйм (класс A) или 35 тыс. фунтов на кв. дюйм (класс B), что значительно ниже, чем спецификации HSS, такие как A500. Существует высокий допуск 12,5% по толщине, поэтому AISC требует, чтобы номинальная толщина была уменьшена в 0,9 раза.3 для проектных расчетов. Исходя из сочетания меньшей прочности и дополнительных испытаний, секции труб менее эффективны и менее рентабельны для конструкций. Поэтому STI рекомендует зарезервировать трубы A53 для неконструкционных применений.
A513: Стандартные технические условия на механические трубы из углеродистой и легированной стали, сваренные электросваркой сопротивлением0004» (ASTM 2020a). Приложения для A513 включают различные промышленные, сельскохозяйственные и транспортные применения. В механических трубах допуски на размеры имеют решающее значение для трубных фитингов, в то время как прочность элемента менее важна. В результате A513 не требует каких-либо физических требований, таких как минимальный предел текучести, предел прочности или относительное удлинение в основной части спецификации, но остается в качестве опции в разделе «Дополнительные требования», которые зависят от размера трубы и должны быть указаны покупатель. В зависимости от типа трубки предел текучести основан на проценте смещения или удлинения в широком диапазоне от 23ksi до 100ksi. Кроме того, толщина стенок труб обычно очень тонкая и номинально указывается в калибрах проволоки. При заказе трубок в компании A513 необходимо убедиться, что куплен и поставлен правильный размер/марка. Поэтому STI рекомендует использовать трубки A513 для неструктурных применений.
В результате A513 не требует каких-либо физических требований, таких как минимальный предел текучести, предел прочности или относительное удлинение в основной части спецификации, но остается в качестве опции в разделе «Дополнительные требования», которые зависят от размера трубы и должны быть указаны покупатель. В зависимости от типа трубки предел текучести основан на проценте смещения или удлинения в широком диапазоне от 23ksi до 100ksi. Кроме того, толщина стенок труб обычно очень тонкая и номинально указывается в калибрах проволоки. При заказе трубок в компании A513 необходимо убедиться, что куплен и поставлен правильный размер/марка. Поэтому STI рекомендует использовать трубки A513 для неструктурных применений.
A500: Стандартные технические условия на холоднодеформированные сварные и бесшовные конструкционные трубы из углеродистой стали круглого и фасонного сечения , клепаные или болтовые конструкции мостов и зданий, а также для общестроительных целей» (ASTM 2021a). HSS, соответствующие стандарту A500, представляют собой холоднодеформированные трубы из углеродистой стали, которые изготавливаются либо сварным, либо бесшовным способом. При сварке каждый HSS изготавливается из плоского стального листа с двумя противоположными краями, сваренными вместе с помощью процесса контактной электросварки (ERW), который включает одновременное приложение давления и сильного электрического тока для плавления и ковки стали вместе.
HSS, соответствующие стандарту A500, представляют собой холоднодеформированные трубы из углеродистой стали, которые изготавливаются либо сварным, либо бесшовным способом. При сварке каждый HSS изготавливается из плоского стального листа с двумя противоположными краями, сваренными вместе с помощью процесса контактной электросварки (ERW), который включает одновременное приложение давления и сильного электрического тока для плавления и ковки стали вместе.
В версию стандарта A500 2021 года внесены важные изменения, влияющие на прочность и размеры быстрорежущей стали, охватываемой стандартом, которые отражены в этом описании. Марка C является преобладающим доступным материалом с пределом текучести 50ksi и пределом прочности на растяжение 62ksi для всех форм HSS, включая круглые. Большинство HSS, производимых внутри страны, имеют двойную маркировку для классов B и C. Таким образом, STI рекомендует использовать класс C по умолчанию для структурных примечаний к проекту.
A500 охватывает трубки с максимальным общим периметром 88 дюймов. Например, это означает, что максимальный размер квадратного HSS будет составлять 22 дюйма x 22 дюйма. HSS отечественного производства доступны в размерах до 22 дюймов для квадратных форм, 34 дюймов для прямоугольных форм и 28 дюймов для круглых форм с номинальной толщиной стенки до 1 дюйма. В соответствии с A500 максимальная номинальная толщина составляет 1 дюйм, но из-за допуска по толщине в 10% раздел B4.2 AISC 360-16 требует, чтобы расчеты, включающие толщину, умножались на коэффициент 0,9.в 3 раза больше номинальной толщины. Максимальный радиус угла для прямоугольных и квадратных форм составляет 3*t, но свойства сечения рассчитываются на основе разных значений в зависимости от типа свойства для учета средних значений. Например, значения гибкости для b/t и h/t основаны на угловом радиусе 1,5*t, а рабочая плоскость основана на 2,25*t.
A1085: Стандартные технические условия на холодногнутые сварные полые конструкционные профили из углеродистой стали (HSS)
Несмотря на то, что A500 был стандартом HSS на протяжении десятилетий, в некоторых областях A1085 может заполнить пробелы.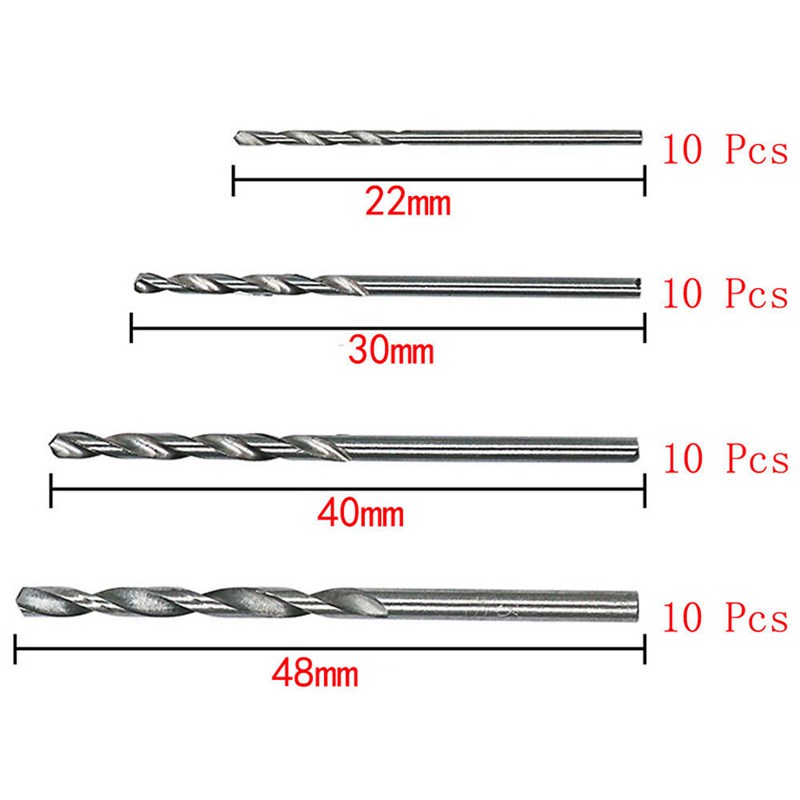 A1085 расширяет количество приложений, предоставляет дополнительные требования к тестированию и повышает эффективность элементов HSS за счет более жестких допусков и добавления диапазонов свойств вместо простого требования к минимальному или максимальному значению. Места, где используется этот материал, включают, помимо прочего, «здания, мосты, башни, краны, опоры и столбы знаков, морские производственные и буровые платформы, защитные конструкции от опрокидывания, защитные конструкции от падающих объектов и аттракционы. (АСТМ 2015). Обратите внимание, что A1085 в настоящее время производится внутри страны, хотя и не хранится в большинстве сервисных центров. Таким образом, мы рекомендуем связаться с производителем HSS, чтобы определить доступность, прежде чем указывать проект. Пожалуйста, отправьте запрос по адресу [email protected] прежде чем отправлять чертежи для строительства, и STI согласует наличие любого материала A1085.
A1085 расширяет количество приложений, предоставляет дополнительные требования к тестированию и повышает эффективность элементов HSS за счет более жестких допусков и добавления диапазонов свойств вместо простого требования к минимальному или максимальному значению. Места, где используется этот материал, включают, помимо прочего, «здания, мосты, башни, краны, опоры и столбы знаков, морские производственные и буровые платформы, защитные конструкции от опрокидывания, защитные конструкции от падающих объектов и аттракционы. (АСТМ 2015). Обратите внимание, что A1085 в настоящее время производится внутри страны, хотя и не хранится в большинстве сервисных центров. Таким образом, мы рекомендуем связаться с производителем HSS, чтобы определить доступность, прежде чем указывать проект. Пожалуйста, отправьте запрос по адресу [email protected] прежде чем отправлять чертежи для строительства, и STI согласует наличие любого материала A1085.
Как и у A500, максимальный периметр круглых, квадратных и прямоугольных труб составляет 88 дюймов, но максимальная толщина составляет всего 7/8 дюйма. Однако минимальный допуск по толщине составляет всего -5% от номинальной толщины. Таким образом, AISC позволяет рассчитать свойства сечения с полной номинальной толщиной. Это, наряду с минимальным допуском по массе -3,5%, повышает эффективность трубки из быстрорежущей стали. Что касается прочности, все трубы имеют минимальный предел текучести 50 тысяч фунтов на квадратный дюйм с максимальным значением 70 тысяч фунтов на квадратный дюйм, что приводит к более низкому коэффициенту сейсмической прочности (R y ), чем A500, что улучшает характеристики сейсмического отклика. Дополнительное требование испытания по Шарпи с V-образным надрезом 25 футо-фунтов при 40 ° F соответствует требованиям температурной зоны 2 AASHTO для использования в качестве основных элементов моста. Рис. квадратные формы HSS, которые выходят за рамки A500, тем не менее, есть некоторое совпадение с A500. Согласно STI HSS Capability Tool, минимальный доступный размер составляет 12 x 12 дюймов. A1065 также может быть указан для конических элементов.
Однако минимальный допуск по толщине составляет всего -5% от номинальной толщины. Таким образом, AISC позволяет рассчитать свойства сечения с полной номинальной толщиной. Это, наряду с минимальным допуском по массе -3,5%, повышает эффективность трубки из быстрорежущей стали. Что касается прочности, все трубы имеют минимальный предел текучести 50 тысяч фунтов на квадратный дюйм с максимальным значением 70 тысяч фунтов на квадратный дюйм, что приводит к более низкому коэффициенту сейсмической прочности (R y ), чем A500, что улучшает характеристики сейсмического отклика. Дополнительное требование испытания по Шарпи с V-образным надрезом 25 футо-фунтов при 40 ° F соответствует требованиям температурной зоны 2 AASHTO для использования в качестве основных элементов моста. Рис. квадратные формы HSS, которые выходят за рамки A500, тем не менее, есть некоторое совпадение с A500. Согласно STI HSS Capability Tool, минимальный доступный размер составляет 12 x 12 дюймов. A1065 также может быть указан для конических элементов. Эти большие размеры, до максимального периметра 200 дюймов и толщины 1 дюйм, обычно используются для высоких колонн или элементов с длинными пролетами или большой нагрузкой. Доступны две марки стали: 50 и 50W. Марка 50W изготавливается с усиленной защитой от атмосферной коррозии. Оба сорта имеют минимальный предел текучести 50ksi; однако предел прочности при растяжении для марки 50 составляет 60 тысяч фунтов на квадратный дюйм по сравнению с 70 тысяч фунтов на квадратный дюйм для марки 50W. Поэтому поставщик не может заменить один сорт на другой без разрешения покупателя. Существует дополнительная опция, доступная в дополнительных требованиях к испытаниям с V-образным надрезом по Шарпи для использования в циклически нагруженных конструкциях.
Эти большие размеры, до максимального периметра 200 дюймов и толщины 1 дюйм, обычно используются для высоких колонн или элементов с длинными пролетами или большой нагрузкой. Доступны две марки стали: 50 и 50W. Марка 50W изготавливается с усиленной защитой от атмосферной коррозии. Оба сорта имеют минимальный предел текучести 50ksi; однако предел прочности при растяжении для марки 50 составляет 60 тысяч фунтов на квадратный дюйм по сравнению с 70 тысяч фунтов на квадратный дюйм для марки 50W. Поэтому поставщик не может заменить один сорт на другой без разрешения покупателя. Существует дополнительная опция, доступная в дополнительных требованиях к испытаниям с V-образным надрезом по Шарпи для использования в циклически нагруженных конструкциях.
Из-за размеров труб из быстрорежущей стали, указанных в спецификации A1065, трубы сначала изготавливаются путем холодной штамповки двух пластин в С-образные формы одинакового размера, которые составляют половину общего сечения. Эти две половинки затем свариваются вместе дуговой сваркой под флюсом (SAW) с обеих сторон, чтобы сформировать окончательную форму. Допуск по толщине для A1065 намного жестче, чем для A500, с минимальной толщиной на 0,01 дюйма меньше номинальной. Таким образом, AISC 360-16 позволяет рассчитывать свойства поперечного сечения с полной номинальной толщиной.
Допуск по толщине для A1065 намного жестче, чем для A500, с минимальной толщиной на 0,01 дюйма меньше номинальной. Таким образом, AISC 360-16 позволяет рассчитывать свойства поперечного сечения с полной номинальной толщиной.
A847: Стандартные технические условия на холоднодеформированные сварные и бесшовные высокопрочные низколегированные конструкционные трубы с улучшенной атмосферной коррозионной стойкостью. Во многих случаях сталь A847 можно оставить без краски при правильном воздействии атмосферы. Свойства сечения, максимальные размеры и производственные допуски аналогичны A500. Предел текучести такой же, как у A500 класса C, но требования к прочности на растяжение немного выше. Однако имейте в виду, что AWS не включает A847 в качестве предварительно квалифицированного основного металла. Таким образом, сварка может быть немного сложнее, но все же возможна, если процедура сварки подходит для стали и предполагаемого применения.
A252: Стандартные технические условия для сварных и бесшовных стальных трубчатых свай
-установочные бетонные сваи составного действия. Если A252 представлен в качестве замены для A500, существует много различий, о которых следует знать, прежде чем принимать решение о приемлемости замены. Во-первых, предел текучести и предел прочности при растяжении ниже. Во-вторых, допуск по толщине в 12,5% больше, чем позволяет A500. В зависимости от трех марок предел текучести составляет 30 тыс. фунтов на кв. дюйм, 35 тыс. фунтов на кв. дюйм или 45 тыс. фунтов на кв. дюйм, при этом класс 3 является наиболее распространенным на текущем рынке. В-третьих, у A252 очень минимальные требования к химическому составу. Таким образом, необходимо позаботиться о том, чтобы обеспечить свариваемость материала. Наконец, AISC 360-16 не включает A252 в качестве утвержденного материала. Это не означает, что A252 исключен из использования в 360-16, но инженер должен тщательно изучить материал в зависимости от предполагаемого использования.
Если A252 представлен в качестве замены для A500, существует много различий, о которых следует знать, прежде чем принимать решение о приемлемости замены. Во-первых, предел текучести и предел прочности при растяжении ниже. Во-вторых, допуск по толщине в 12,5% больше, чем позволяет A500. В зависимости от трех марок предел текучести составляет 30 тыс. фунтов на кв. дюйм, 35 тыс. фунтов на кв. дюйм или 45 тыс. фунтов на кв. дюйм, при этом класс 3 является наиболее распространенным на текущем рынке. В-третьих, у A252 очень минимальные требования к химическому составу. Таким образом, необходимо позаботиться о том, чтобы обеспечить свариваемость материала. Наконец, AISC 360-16 не включает A252 в качестве утвержденного материала. Это не означает, что A252 исключен из использования в 360-16, но инженер должен тщательно изучить материал в зависимости от предполагаемого использования.A501: Стандартные технические условия на горячедеформированные сварные и бесшовные конструкционные трубы из углеродистой стали
Насколько нам известно, нет отечественных производителей быстрорежущих сталей, которые производят быстрорежущие станки в соответствии с ASTM A501 для конструкционных применений. Если вас интересует дополнительная информация, отправьте запрос по адресу [email protected].
Если вас интересует дополнительная информация, отправьте запрос по адресу [email protected].
Заключительные мысли
Наличие такого большого количества опций ASTM — это прекрасно, так как, как гласит пословица, вы можете использовать правильный инструмент для работы. В этой статье обсуждались многие структурные и неструктурные варианты ASTM, доступные для HSS, но имейте в виду, что это не исчерпывающий список. Каждое приведенное выше описание дает приблизительное представление о том, когда может быть применим каждый ASTM, но дальнейшее чтение самого стандарта ASTM необходимо для понимания того, как узнать, когда каждый из них применяется, требования к допускам и другую конкретную информацию, о которой следует знать, прежде чем указывать. Для вашего следующего проекта, пожалуйста, посетите инструмент HSS Capability Tool на веб-сайте STI, чтобы узнать о наличии размеров HSS для нескольких спецификаций ASTM.
Ссылки
AISC, 2016. «Технические условия для зданий из конструкционной стали», ANSI/AISC 360-16 и комментарий, Американский институт стальных конструкций, Чикаго, Иллинойс.
AISC, 2017 г. «Руководство по стальным конструкциям, пятнадцатое издание», Американский институт стальных конструкций, Чикаго, Иллинойс.
ASTM, 2015. «Стандартные технические условия на полые конструкционные профили из углеродистой стали методом холодной штамповки (HSS)», ASTM A1085/A1085M-15. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
ASTM, 2018 г. «Стандартные технические условия на холоднодеформированные электросварные (дуговые) высокопрочные низколегированные конструкционные трубы фасонного профиля с минимальным пределом текучести 50 тысяч фунтов на кв. дюйм», ASTM A1065/A1065M-18. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
ASTM, 2019. «Стандартные технические условия для сварных и бесшовных стальных трубных свай», ASTM A252/A252M-19. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
ASTM, 2020а. «Стандартные технические условия для механических труб из углеродистой и легированной стали, сваренных контактной электросваркой», ASTM A513/A513M-20a. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
«Стандартные технические условия для механических труб из углеродистой и легированной стали, сваренных контактной электросваркой», ASTM A513/A513M-20a. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
ASTM, 2020b. «Стандартные технические условия для труб, стальных, черных и горячеоцинкованных, оцинкованных, сварных и бесшовных», ASTM A53/A53M-20, Американское общество по испытаниям и материалам, Западный Коншохокен, Пенсильвания.
ASTM, 2021а. «Стандартные технические условия на холоднодеформированные сварные и бесшовные конструкционные трубы из углеродистой стали круглого и фасонного сечения», ASTM A500/A500M-21. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
ASTM, 2021b. «Стандартные технические условия на холоднодеформированные сварные и бесшовные высокопрочные низколегированные конструкционные трубы с улучшенной стойкостью к атмосферной коррозии», ASTM A847/A847M-21. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
ASTM, 2021c. «Стандартные технические условия на горячедеформированные сварные и бесшовные конструкционные трубы из углеродистой стали», ASTM A501/A501M-21. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
ASTM, 2021d. «Стандартные технические условия на горячедеформированные сварные и бесшовные высокопрочные низколегированные конструкционные трубы», ASTM A618/A618M-21. Американское общество международных испытаний и материалов, Западный Коншохокен, Пенсильвания.
Олсон, К. (апрель 2015 г.). «ASTM A1085: обновление классической спецификации материала», Институт стальных труб.
Олсон, К. (январь 2021 г.). «Все, что вы всегда хотели знать о HSS, но боялись спросить», Modern Steel Construction, стр. 16–19.
Пакер, Дж. (февраль 2017 г.). «Термообработка быстрорежущей стали», Институт стальных труб.
STI, 2021. «Руководство по проектированию быстрорежущих станков, том 1, свойства сечения и информация о конструкции», Институт стальных труб.
«Руководство по проектированию быстрорежущих станков, том 1, свойства сечения и информация о конструкции», Институт стальных труб.
август 2022 г.
Скачать PDF
Спецификация ASTM: интервью с Ким Олсон
Наше последнее экспертное интервью с Ким Олсон привносит уникальный взгляд на обсуждение ASTM и лучших практик, возникающих при…
Читать статью
ИНСТРУМЕНТ ДЛЯ ПРОИЗВОДСТВА HSS
Вам нужно найти производителя, который может изготовить ваши размеры из быстрорежущей стали? Ознакомьтесь с нашим инструментом HSS Capability Tool.
Инструмент просмотра
Руководства по проектированию из быстрорежущей стали
Таблицы включают круглые, квадратные и прямоугольные таблицы свойств сечений из быстрорежущей стали, а также колонн и балок.
Руководство по заказу
1.3343 Марка быстрорежущей стали (HSS)
Что такое 1.3343? Марка 1.3343 — это сталь типа HSS. HSS относится к быстрорежущей стали. Класс определен в ISO 4957. Молибден обладает улучшенными свойствами в 1,3343 раза по сравнению с нержавеющей сталью, такой как UNS Grade S30400, особенно большей устойчивостью к щелевой коррозии, а также точечной коррозии в хлоридной атмосфере. Марка 1.3343 представляет собой вольфрамово-молибденовую сталь.
Класс определен в ISO 4957. Молибден обладает улучшенными свойствами в 1,3343 раза по сравнению с нержавеющей сталью, такой как UNS Grade S30400, особенно большей устойчивостью к щелевой коррозии, а также точечной коррозии в хлоридной атмосфере. Марка 1.3343 представляет собой вольфрамово-молибденовую сталь.
Что такое DIN EN ISO 4957? 1.3343 также указан в стандарте DIN EN ISO 4957. Это международный стандарт, определяющий инструментальные стали в деформируемом состоянии. Область применения стандарта распространяется на нелегированные инструментальные стали для холодной обработки, разрешенные инструментальные стали для холодной обработки, легированные инструментальные стали для горячей обработки и быстрорежущие инструментальные стали.
Почему 1.3343 называется инструментальной сталью AISI M2? Инструментальная сталь AISI M2 является американским эквивалентом марки 1.3343, поэтому ее часто называют или переходно используют с инструментальной сталью AISI M2.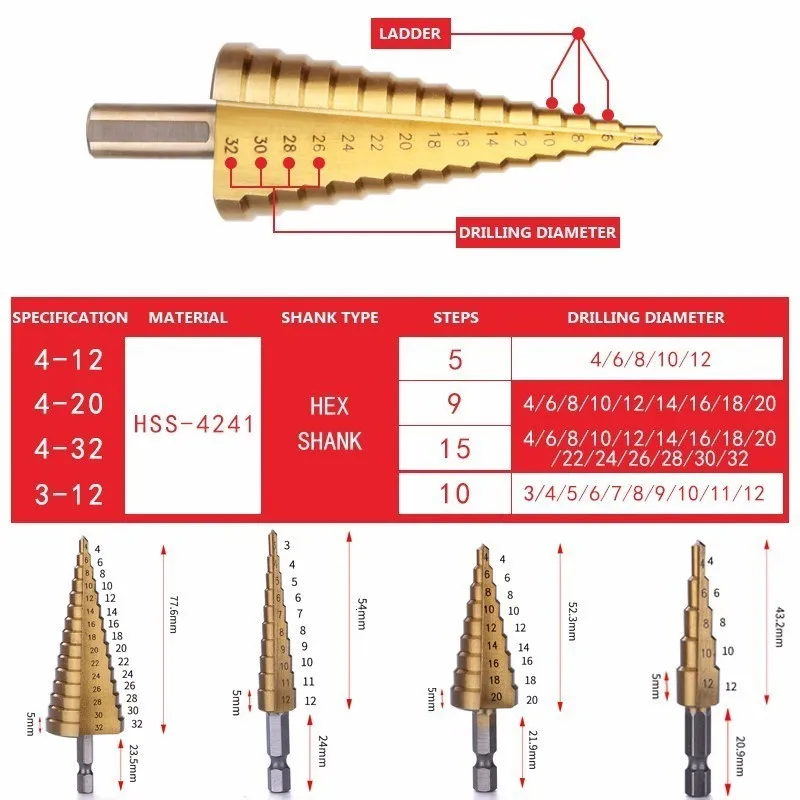
Доступные формы на рынке : Ниже приведены доступные формы стали 1.3343 на мировом рынке:
- Плоские прутки
- Блоки
- Круглые стержни
- Квадратные стержни
- листов
Размерные характеристики сталей 1.3343 : применимая толщина для этого материала 1.3343, согласно онлайн-статистике на рынке, начинается от 2 мм до 200 мм в зависимости от процессов. Однако ширина этого материала варьируется и доступна в диапазоне от 10 до 100 мм. Поскольку он доступен в различных формах, размеры должны быть подтверждены торговцами, производителями и дилерами. Стальные круглые прутки доступны диаметром от 2 до 200 мм.
Ориентировочный химический состав стали 1.3343 : Химический состав этой марки указан ниже:
- Максимальное процентное содержание Carbon (C) составляет 0 . 94 процентов.
- Максимальное процентное содержание ванадия (V) составляет 2,1 процентов, а минимальное значение составляет 1,70 процентов.
- Минимальное процентное содержание Хрома (Cr) составляет 3,8 процентов, а максимальное процентное содержание хрома составляет 4,50 процентов.
- Максимальное процентное содержание кремния (Si) составляет 0,45 процентов.
- Максимальное процентное содержание молибдена (Mo) составляет 5,2 процентов, а минимальное значение составляет 4,7 процентов.

- Минимальный процент Вольфрам (W) составляет 5,9 .
Остальной процент железа (Fe) с незначительными примесями.
Механические свойства стали 1.3343 : Ниже приведены некоторые механические свойства материала HSS M2:
- Предел текучести рассматриваемой стали выражается в ньютонах на миллиметры и должен составлять не менее 3250 Н/мм2 ( МПа).
- Относительное удлинение стали 1. 3343 зависит от процесса термообработки и толщины, но обычно указывается 40%. Удар по Изоду
- без насечки составляет 67 Дж.
- Максимальная твердость по Роквеллу составляет около 62-65 по шкале C. Модуль упругости
- составляет от 190 до 210 гигапаскалей.
 3343 зависит от процесса термообработки и толщины, но обычно указывается 40%.
3343 зависит от процесса термообработки и толщины, но обычно указывается 40%.Эквивалентные марки материалов в других международных стандартах :
- Эквивалентная марка этого типа в США – M2
- В обозначении JIS соответствующий материал обозначается как сплав SKH51.
- HS6-5-2 также является эквивалентным классом.
Инструментальный материал из быстрорежущей стали
Применение сталей 1.3343: Применение согласно
- Изготовление инструментов общего назначения
- Изготовление горячештампованных насадок
- Изготовление штампов для холодной экструзии
- Изготовление спиральных сверл
- Изготовление фрезерных инструментов
- Изготовление пил по металлу
- Изготовление пластиковых форм
- Изготовление протяжных инструментов и метчиков
- Изготовление экструзионных цилиндров и матриц
- Изготовление сегментов циркулярной пилы
- Изготовление прецизионных режущих инструментов
- Изготовление износостойких винтов, резьбовых инструментов и т. д.
 д.
д.Процессы термической обработки: Применяются различные процессы термической обработки:
- Для кованого нагрева его медленно и равномерно нагревают до 900 градусов Цельсия, затем быстро нагревают до температуры ковки 1000-1150 градусов Цельсия.
- Отжиг подходит после деформационного упрочнения или горячей обработки. Нагрев со скоростью 220 градусов по Цельсию в течение одного часа, постепенно увеличивая температуру до 850 градусов по Цельсию.
- Снятие напряжения рекомендуется после того, как инструмент подвергся тяжелой механической обработке или заземлению. Для снятия напряжения деталь нагревают до температуры от 675 до 725 градусов Цельсия.
- Закалка деталей производится в два этапа. Сначала нагрев от 400 до 500 градусов Цельсия, затем до 850-900 градусов Цельсия. Окончательная температура затвердевания составляет 1200-1250 градусов Цельсия. Отопление осуществляется повсюду в течение длительного времени. Затем производится закалка в соли или теплом масле.
