Импульсная сварка полуавтоматом: Импульсные сварочные полуавтоматы — купить с бесплатной доставкой по России
alexxlab | 24.05.2023 | 0 | Разное
Как работает импульсные режимы в аппарате ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99?
- Главная
- Блог
- Как выглядят импульсные режимы в аппарате ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99?
В нашей новой статье мы предлагаем вам ознакомиться с графиками мгновенных вольт-амперных характеристик, снятых с аппарата полуавтоматической сварки ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99.
Это новый сварочный аппарат в линейке бытового оборудования серии МАСТЕР с двойным импульсом и синергетическими настройками управления. Основная задача заключается в наилучшем качестве сварки алюминия и его сплавов. Поэтому мы так много внимания уделяем именно этим технологиям и процессам, которые помогают улучшить качество сварочных швов.
Поэтому мы так много внимания уделяем именно этим технологиям и процессам, которые помогают улучшить качество сварочных швов.
Перед тем как преступим к рассмотрению графиков, давайте кратко разберем, что же такое импульс и как это выражается в MIG сварке.
Импульсный режим – это метод бесконтактного переноса металла из проволоки в сварочную ванну. При сварке MIG в импульсном режиме на кончике сварочной проволоки формируется капля расплавленного металла. Далее, увеличивается сила тока и выталкивает эту каплю в сварочную ванну. Перемещение капли происходит через дугу, по одной капле за импульс. Всё это позволяет снизить тепловложение и разбрызгивание металла по сравнению со струйным и крупнокапельным переносом.
А теперь рассмотрим графики импульсных режимов. Каждый график – это увеличенный отрезок от общего 10-ти секундного цикла сварки. Основная задача заключалась в том, чтобы выявить наличие пульсовых режимов в аппарате D99, их равномерность и последовательность.
Если резюмировать данные с графиков ниже, то аппарат прекрасно демонстрирует свой функционал в деле. Сварка идет без прерываний, однородно, без скачков и отклонений. Двойной и одинарный пульсы четко разбиты во временной шкале – это говорит о наличии правильно выстроенных технических процессах. А ярко выраженные изменения при регулировке Герц в диапазоне от 0,1 до 5,0, говорят о точных настройках аппарата, которые позволяют работать как с тонким, так и с толстолистовым алюминием и его сплавами.
Для чистоты эксперимента мы задействовали только две функции аппарата: выбор частоты пульса и скважность. Индивидуально, вы можете воспользоваться более широкими настройками – индуктивность, горячий старт, заварка кратера и прочие.
- DOUBLE PULSE MIG
- Сварочный ток: 120–90А
- Частота: 2,5Гц
- Скважность: 80%
- Сварочная проволока: ø 1мм
Параметры второго теста:
- DOUBLE PULSE MIG
- Сварочный ток: 120–90А
- Частота: 5Гц
- Скважность: 50%
- Сварочная проволока: ø 1мм
Параметры третьего теста:
- PULSE MIG
- SENEGRY ON – полностью синергетический режим
- Сварочный ток: 120А
- Сварочная проволока: ø 1мм
17 января 2022
Импульсная сварка: особенности, виды и технология
1 / 1
Содержание:
- Как работает импульсная сварка
- Виды импульсно-дуговой сварки
- Аккумуляторный способ преобразования тока
- Конденсаторное преобразование энергии
- Магнитно-импульсный способ
- Инерционная импульсная сварка
В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого – поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
-
аккумуляторным;
-
конденсаторным;
-
электромагнитным;
-
инерционным.

Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.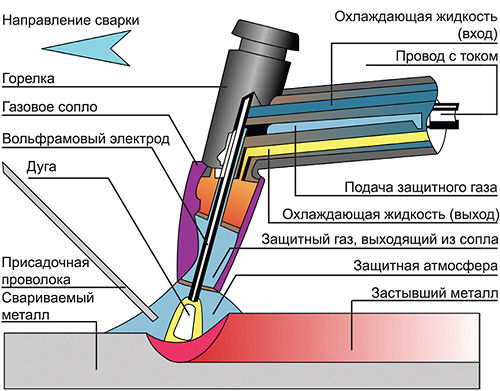
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
-
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.

-
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
-
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
-
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
-
Варить можно любой металл, включая алюминий и нержавеющую сталь.
 Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
-
Для работы потребуется минимальное количество дополнительного оборудования.
-
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
-
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
-
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
-
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Półautomat spawalniczy 3w1 BI-PULSE 201 4X4 MIG/MAG/PULS/PODWÓJNY PULS/FCAW/MMA/TIG LIFT Welder Fantasy 230V
Описание:
ПРОИЗВОДИТЕЛЬ: FACHOWIEC F.H.W.
ГАРАНТИЯ: FACHOWIEC F.H.W.
Welder Fantasy — торговая марка, созданная компанией FACHOWIEC в 1991 году. Инверторные сварочные аппараты TIG/MMA, полуавтоматы MIG/MAG, плазменные резаки и другое оборудование, поставляемое под торговой маркой Welder Fantasy, получили признание. тысячами мастерских и компаний в Польше и за рубежом на протяжении многих лет.
Марка Welder Fantasy означает:
– Оборудование высочайшего качества,
– Гарантия надежности,
– Высокий уровень производительности,
– Лидер на польском рынке.
“WELDER FANTASY” ЯВЛЯЕТСЯ ЗАЩИЩЕННОЙ И ЗАРЕГИСТРИРОВАННОЙ ТОВАРНОЙ ЗНАКОМ – см. свидетельство о регистрации.
Сварочный аппарат Welder Fantasy BI-PULSE 201 — это современный синергетический инверторный сварочный аппарат, предлагающий множество дополнительных функций для выполнения различных сварочных операций. Его основным преимуществом является возможность сварки с помощью одиночный или двойной импульс ток методом MIG или MAG, а также возможность использования синергетических настроек.
Его основным преимуществом является возможность сварки с помощью одиночный или двойной импульс ток методом MIG или MAG, а также возможность использования синергетических настроек.
Надежность машины и широкий спектр применения удовлетворят даже самых требовательных пользователей. Welder Fantasy BI-PULSE 201 представляет собой многофункциональный полуавтоматический инверторный сварочный аппарат, предназначенный для ручной дуговой сварки металлов и металлических сплавов следующими методами:
* MIG/MAG одиночный импульс,
* Mig/Mag Double Pulse,
* MIG/MAG,
* FCAW,
* TIG DC-LIFT,
* MMA.
Интуитивно понятная и простая в использовании панель управления с цветным дисплеем позволяет быстро настроить все основные параметры сварки. Меню доступно на четырех языках:
– польский,
– английский,
– немецкий,
– русский.
Благодаря применению современной технологии IGBT и высококачественных компонентов сварочный аппарат BI-PULSE 201 является идеальным выбором для профессиональных сварочных работ в автомобильной и сталелитейной промышленности и во многих других областях.
Технология IGBT (Insulated Gate Bipolar Transistor) – это современная технология на основе биполярных транзисторов с изолированным затвором. Он сочетает в себе простоту управления полевыми транзисторами с высоким напряжением пробоя и скоростью переключения биполярных транзисторов. Использование технологии IGBT оказывает существенное влияние на увеличение срока надежной работы сварочного оборудования.
MIG/MAG – дуговая сварка в газовой защите является одним из наиболее распространенных способов сварки при производстве сварных конструкций. Процесс полуавтоматической сварки включает сплавление кромок заготовки и расходуемого электродного материала с помощью тепла электрической дуги, тлеющей между сплошным проволочным электродом и свариваемой деталью. Процесс осуществляется в среде инертного или активного газа.
Процесс осуществляется в среде инертного или активного газа.
MIG PULSE — передовой метод сварки, в котором используется наилучшая технология переноса расплавленного электродного материала на свариваемую деталь. Поскольку не происходит коротких замыканий, при импульсной сварке не образуются брызги и исключается явление «холодного притока». Сварочные позиции при импульсной сварке не ограничены, поскольку они являются производными от шаровидных или аэрозольных форм, и их использование определенно более эффективно. За счет охлаждения процесса струйной дуги метод MIG PULSE может расширить диапазон сварки, а меньший подвод тепла не вызывает проблем с прожиганием тонких материалов. MIG PULSE — один из лучших процессов сварки для широкого спектра применений и металлов.
ДВОЙНОЙ ИМПУЛЬС МИГ — использование метода сварки МИГ/МАГ двойным импульсом позволяет добиться привлекательного эффекта поверхности сварного шва (эффект чешуи). Кроме того, использование автоматической подачи проволоки значительно повышает производительность сварки.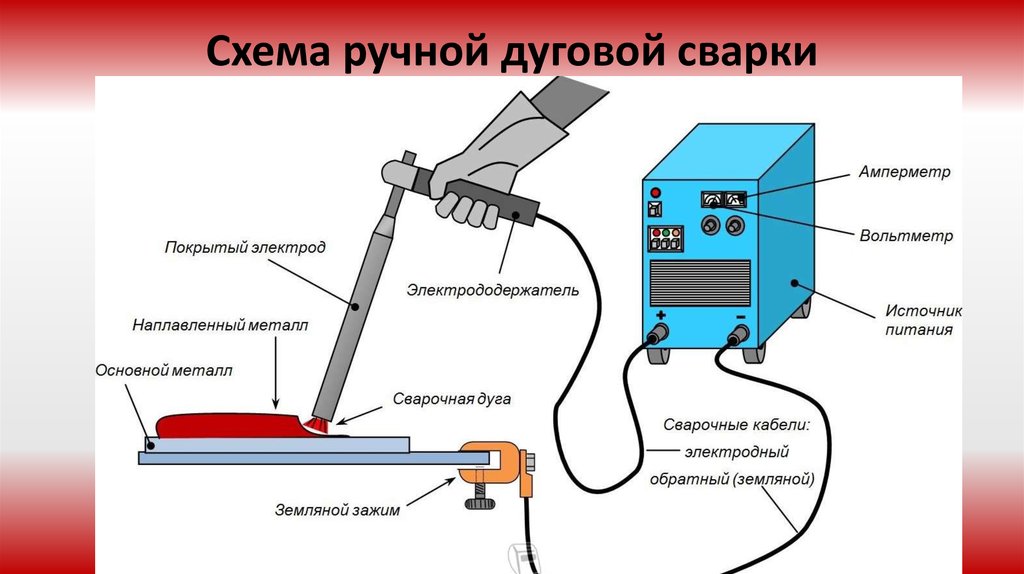 Метод двойного импульса MIG/MAG позволяет регулировать импульс тока (баланс импульсов), а также регулировать скорость подачи проволоки. Это помогает значительно улучшить внешний вид поверхности сварного шва. Во время сварки MIG/MAG с двойным импульсом импульсы тока ограничены двумя диапазонами. Последовательная система, реализованная в наших устройствах, автоматически объединяет два уровня импульсов: горячий и холодный.
Метод двойного импульса MIG/MAG позволяет регулировать импульс тока (баланс импульсов), а также регулировать скорость подачи проволоки. Это помогает значительно улучшить внешний вид поверхности сварного шва. Во время сварки MIG/MAG с двойным импульсом импульсы тока ограничены двумя диапазонами. Последовательная система, реализованная в наших устройствах, автоматически объединяет два уровня импульсов: горячий и холодный.
Преимущества использования метода сварки MIG/MAG с двойным импульсом:
– Метод сварки MIG/MAG с двойным импульсом быстрее, чем метод TIG,
– Метод сварки MIG/MAG с двойным импульсом обеспечивает отличное качество сварки внешний вид соединения, аналогичный методу TIG,
– Метод двойного импульса MIG/MAG также вызывает меньшие искажения, чем метод TIG.
АВТО – синергетические настройки. В режиме АВТО пользователь выбирает основные параметры сварки, такие как тип материала, толщина свариваемой детали и диаметр сварочной проволоки. Остальные параметры устройства подбираются автоматически по базе загруженных программ. АВТОМАТИЧЕСКИЙ режим позволяет выполнять сварку только постоянным током – он не позволяет регулировать параметры ИМПУЛЬС или двойной ИМПУЛЬС.
Остальные параметры устройства подбираются автоматически по базе загруженных программ. АВТОМАТИЧЕСКИЙ режим позволяет выполнять сварку только постоянным током – он не позволяет регулировать параметры ИМПУЛЬС или двойной ИМПУЛЬС.
FCAW – благодаря функции смены полярности возможна сварка без газовой защиты самозащитной проволокой FCAW. Это способ сварки самозащитной порошковой проволокой (во всех положениях) стали нормальной и повышенной прочности, не превышающей 510 МПа. Самозащитную проволоку можно использовать при однослойной или многослойной сварке, как на плоском, так и на падающем токе. Проволока предназначена для общепроизводственных работ, в том числе в полевых условиях, и для сварки конструкций, не предъявляющих особых требований к ударопрочности. Сила постоянного сварочного тока (-).
TIG DC LIFT – сварка вольфрамовым электродом в среде инертного газа. Метод TIG DC LIFT позволяет сваривать все виды стали, а именно углеродистую, легированную, нержавеющую и кислотоупорную сталь, а также медные сплавы, такие как бронза или латунь. ВНИМАНИЕ! Пистолет TIG не входит в стандартную комплектацию комплекта.
ВНИМАНИЕ! Пистолет TIG не входит в стандартную комплектацию комплекта.
ММА – метод сварки покрытым электродом, при котором электрод состоит из металлического сердечника, покрытого специальным покрытием. Сварщик подает электрод по мере его вплавления в заготовку, чтобы поддерживать постоянную длину дуги, одновременно толкая ее вдоль линии сварки. Он позволяет выполнять сварку всеми типами электродов, такими как основные, целлюлозные, рутиловые или кислотные.
MMA VRD — функция VRD (Voltage Reduction Device), доступная в режиме MMA, представляет собой модуль, снижающий стационарное (без нагрузки) напряжение вторичной цепи сварочного аппарата. Функция VRD повышает безопасность и снижает риск поражения электрическим током. Эта функция включает и выключает сварочную мощность при измерении сопротивления между электродом и свариваемым изделием во время сварки.
Дополнительные функции:
– Сварка пайкой — после выбора проволоки CuSi устройство может выполнять сварку пайкой.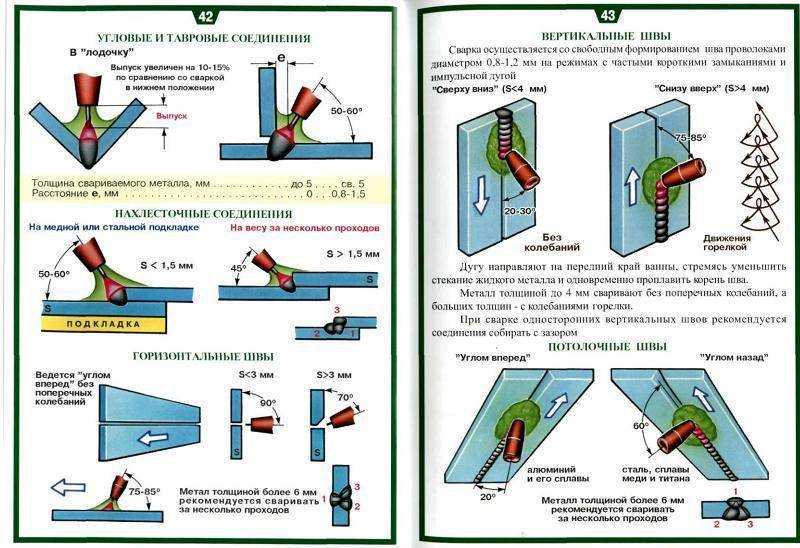 Этот метод используется в основном в автомобильной промышленности для скрепления оцинкованных листов.
Этот метод используется в основном в автомобильной промышленности для скрепления оцинкованных листов.
– Контроль индуктивности при сварке MIG/MAG – правильно подобранная индуктивность сварки уменьшает количество брызг. Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение будет способствовать образованию жидкой сварочной ванны и поможет уменьшить разбрызгивание. Правильно подобранная индуктивность приводит к более стабильной дуге, равномерному переносу капель жидкого металла, поддержанию постоянного размера сварочной ванны и характерному повторяющемуся звуку без брызг и взрывов.
– ГОРЯЧИЙ СТАРТ – функция, облегчающая начало сварки. Когда дуга зажигается, сварочный ток временно увеличивается для нагрева материала и электрода в точке контакта, а также для правильной формы провара и поверхности сварного шва на начальном этапе сварки.
– ARC FORCE – функция стабилизации дуги, достигаемая за счет поддержания значения напряжения дуги независимо от ее длины и облегчения контроля над количеством брызг.
В КОМПЛЕКТ ВХОДИТ:
– источник питания Welder Fantasy модель BI-PULSE 201,
– сварочная горелка MIG/MAG,
– кабель заземления,
– кабель с электрододержателем газовый шланг,
– рулон 1,0-1,2U (устанавливается на питателе сварочного аппарата),
– Руководство пользователя на польском языке плюс Гарантийный талон.
Устройство оснащено промышленной вилкой 230В 32А.
В комплект не входит переходная вилка 32A-16A, доступная под кодом: 0550.
ВНИМАНИЕ! Пистолет TIG не входит в стандартную комплектацию комплекта.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Параметр | WF ДВУХИМПУЛЬСНЫЙ 201 | ||
| Блок питания | |||
Номинальное входное напряжение [В] | 230 В ± 10 % | ||
Частота [Гц] | 50 | ||
Тип предохранителя [A] | 20 | ||
Номинальная входная мощность [кВА] | 6,5 | ||
Коэффициент мощности cosφ | 0,9 | ||
Диаметр силового кабеля [мм 2 ] | 3G 2,5 | ||
Диапазон тока [А] | |||
ММА | 30 – 200 | ||
| ТИГ | 10 – 200 | ||
| МИГ / МАГ | 40-200 | ||
| Входное напряжение [В] | |||
ММА | 21,2 – 28 | ||
| ТИГ | 10,4 – 18 | ||
| МИГ/МАГ | 16 – 24 | ||
Рабочий цикл [%] | 30 % 200 А | ||
Диаметр проволоки [мм] | 0,8 / 1,0 / 1,2 | ||
Устройство подачи проволоки, тип | 4×4 4 рулона | ||
Катушка Макс. | D200, 5 кг | ||
Другие параметры | |||
Класс изоляции | Ф | ||
Степень защиты | ИП21С | ||
Вес [кг] | 15,6 | ||
Размеры ВxШxД [мм] | 375/220/460 | ||
 Размер
Размер
15,6
Продолжить покупки
Импульсный импульсный сварочный аппарат MIG для алюминия Импульсный сварочный аппарат MIG ALUMIG-250P | Все продукты
Высокая мощность, многофункциональность, превосходная производительность и экономичный выбор.
Синергетическая работа аппарата упрощает его использование даже начинающим сварщиком. Просто установите тип и диаметр проволоки, затем выберите скорость проволоки. Теперь вы идете на сварку! Когда скорость подачи проволоки увеличивается/уменьшается, напряжение дуги также увеличивается/уменьшается, чтобы поддерживать постоянную сварочную дугу.
Теперь вы идете на сварку! Когда скорость подачи проволоки увеличивается/уменьшается, напряжение дуги также увеличивается/уменьшается, чтобы поддерживать постоянную сварочную дугу.
Процесс импульсной сварки MIG заключается в формировании одной капли расплавленного металла на конце электрода за один импульс. Затем добавляется сила тока, необходимая для того, чтобы протолкнуть эту каплю через дугу в ванну. Перенос этих капель происходит через дугу, по одной капле за импульс.
Преимущество:
- Отсутствие или очень низкий уровень брызг.
- Более устойчив к дефектам непровара, чем другие способы переноса металла GMAW.
- Отличный внешний вид сварного шва.
- Пониженный уровень деформации, вызванной тепловым воздействием.
- Возможность сварки вне положения.
- Нижнее месторождение водорода.
- Снижает склонность к дуговому разряду.
- Подходит для применения в робототехнике и сложной автоматизации.
Используя технологию управления формой волны, сварочный аппарат чередует импульсы высокой и низкой энергии. Эта комбинация высоких и низких импульсов создает «волнистый» вид валика. Импульсы высокой энергии обеспечивают более горячую дугу (длительность дуги больше), что улучшает очищающее действие основного материала. Низкоэнергетические импульсы позволяют охлаждать сварочную ванну, что регулирует подачу тепла для хорошего проплавления.
Эта комбинация высоких и низких импульсов создает «волнистый» вид валика. Импульсы высокой энергии обеспечивают более горячую дугу (длительность дуги больше), что улучшает очищающее действие основного материала. Низкоэнергетические импульсы позволяют охлаждать сварочную ванну, что регулирует подачу тепла для хорошего проплавления.
Преимущество:
- Минимальная деформация даже при изменении условий зазора и расположения проводов.
- Превосходный контроль характеристик дуги, облегчающий получение качественных сварных швов.
- Рифленый вид валика не требует плетения для получения однородного валика.
- Совместное управление длиной дуги и подводимым теплом для превосходного профиля проплавления.
- Контролирует нагрев дуги, что делает ее идеальной для сварки тонких материалов.
Общий вид панели управления
1.ВЫБЕРИТЕ канал памяти
2.ОТКРЫТЬ параметр выбранного канала памяти
3. СОХРАНИТЬ настройку в канале памяти
4.