Импульсный сварочный аппарат своими руками: Импульсный сварочный аппарат | Полезное своими руками
alexxlab | 27.05.2023 | 0 | Разное
Как самостоятельно собрать импульсный сварочный аппарат
Содержание
- 1 Преимущества и особенности
- 2 Мини-аппарат
- 2.1 Настройка и проверка мини-аппарата
- 3 Видео
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Обмотка | Количество витков | Диаметр проводника, мм |
|---|---|---|
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений.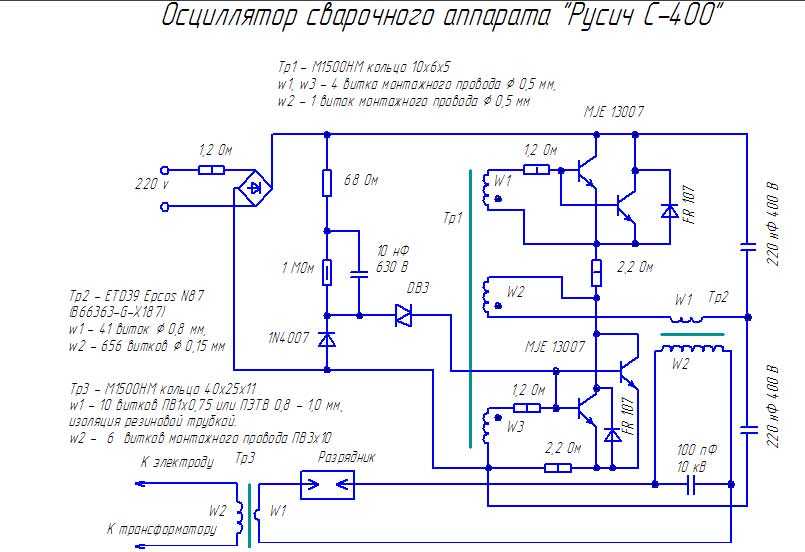 Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
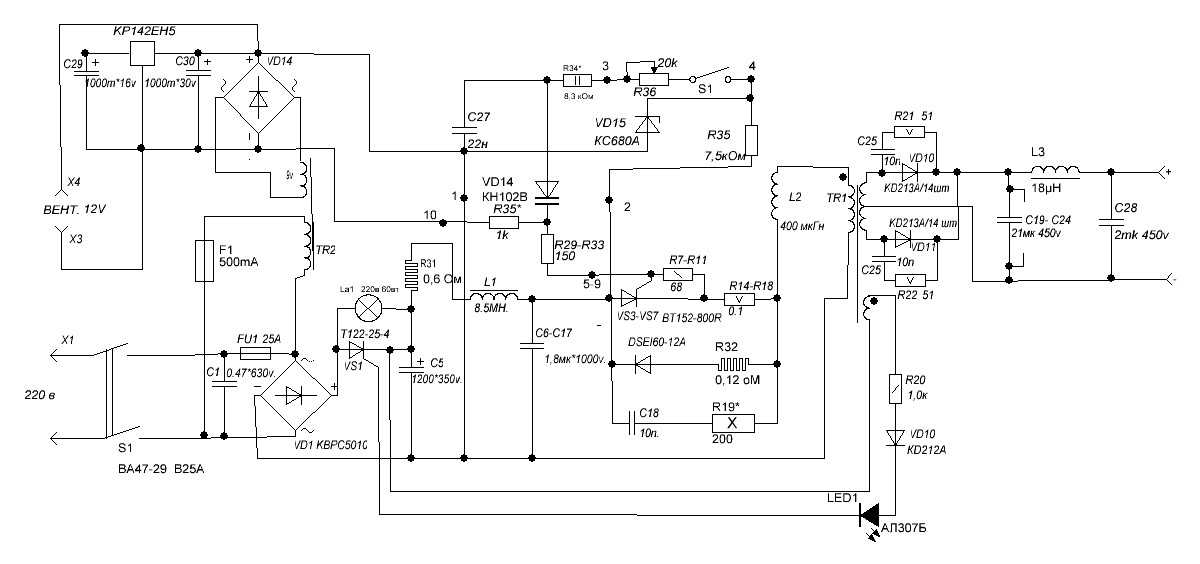
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.

Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Изделие | Сердечник | Обмотки |
|---|---|---|
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
Инверторно-импульсный сварочный аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.
- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом.
 Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования. - В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.
Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.
Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф.
 Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать. - Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром.
 Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора). - В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку. Для этого подсоединяют проводник длиной 2-2,5 м.
- Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку.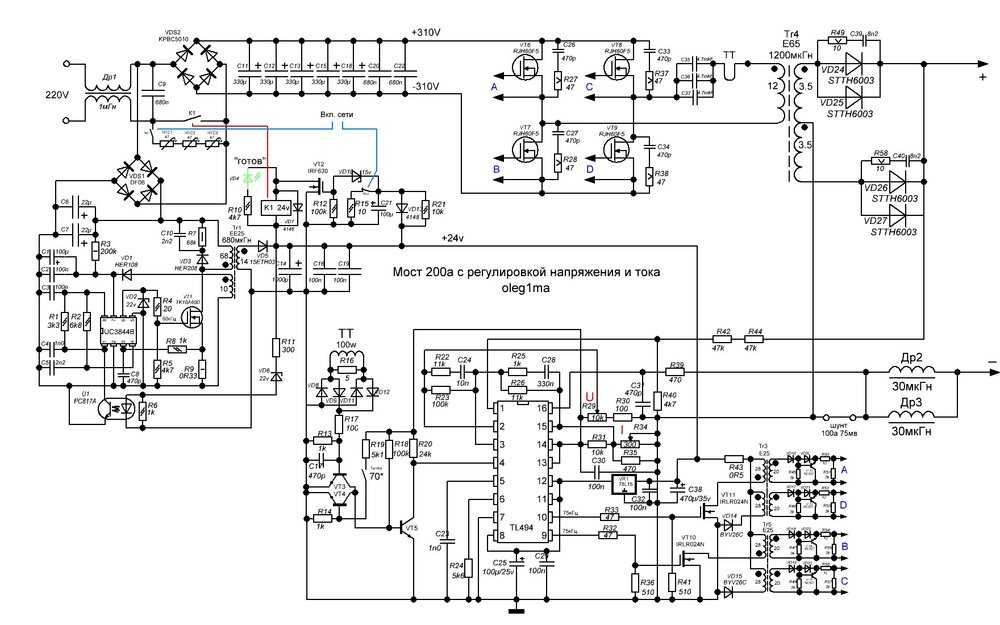 Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Оцените статью:
Самодельный импульсный сварочный аппарат – Электрика в доме
Skip to content
- Поиск
Найти:
[an error occurred while processing the directive]
Переносной инвекторно импульсный сварочный аппарат с выносным сварочным пистолетом предназначен для сваривания листовой нержавеющей стали толщиной 0,08-0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
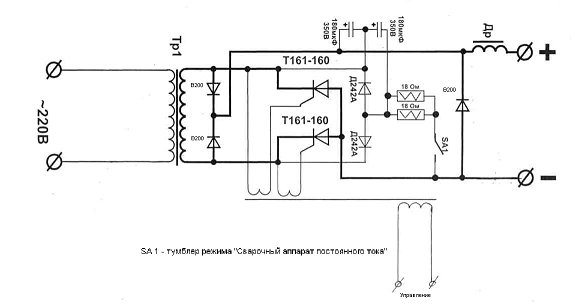
Описание работы
Аппарат работает следующим образом. При замыкании контактов выключателя SA1 см. рис.1 напряжение питания 220 В поступает на первичную обмотку трансформатора TV1. Конденсатор С1, подключенный через замкнутые контакты переключателя SA3 к выпрямительному мосту Д5-Д8, заряжается. Первичная обмотка трансформатора TV2 обесточена, так как тринистор VS1 закрыт.
рис.1 напряжение питания 220 В поступает на первичную обмотку трансформатора TV1. Конденсатор С1, подключенный через замкнутые контакты переключателя SA3 к выпрямительному мосту Д5-Д8, заряжается. Первичная обмотка трансформатора TV2 обесточена, так как тринистор VS1 закрыт.
При нажатии на кнопку переключателя SA3 заряженный конденсатор С1 подключается к управляющему электроду тринистора через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора TV2. Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода. Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналов элементов этой цепи, максимальная длительность импульса ( без учета внутреннего сопротивления тринистора) примерно равна: iи =R1C1 =100× 1000× 10-6=0,1 с
За это время ток во вторичной обмотке может достигать 300…250 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Оптимальный режим сварки устанавливается подстроечным резистором R1.
Рис.1
Конструкция
Конструктивно сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким многожильным кабелем. На шасси силового блока размещены почти все элементы устройства.
Устройство сварочного пистолета показано на рис. 2 Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезированных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2, лампа подсветки 8 с кнопочным выключателем 4 «Подсветка», микропереключатель 6 «Импульс». Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм2 . Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода. Держатель изготавливается из медного бруска прямоугольного или квадратного сечения. Электродом служит медный пруток диаметром 8 мм. Электрод должен быть надежно закреплен в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для припаивания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1,5 мм. Для приваривания фольги применяют электрод с плоским рабочим торцем.
Держатель изготавливается из медного бруска прямоугольного или квадратного сечения. Электродом служит медный пруток диаметром 8 мм. Электрод должен быть надежно закреплен в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для припаивания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1,5 мм. Для приваривания фольги применяют электрод с плоским рабочим торцем.
Возможности аппарата можно значительно расширить. Если использовать омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные лужёные проводники диаметром до 0,3 мм. Очень хорошо такие проводники привариваются к любым лужёным и посеребреным деталям, а также к медной не лужёной фольге.
Детали
Трансформатор TV1 может быть любым, обеспечивающий на вторичных обмотках напряжение 8…10 в (для заряда конденсатора) и 3…6 в (для питания лампы подсветки).
Трансформатор TV2 набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2, 08. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 мм2 . Такого же сечения изготавливают «заземляющий» соединительный проводник вторичной обмотки. Его длина должна быть не более 2…2,5 м. Между первичной и вторичной обмотками трансформатора, необходимо в качестве изоляции, уложить несколько слоёв лакоткани.
Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 мм2 . Такого же сечения изготавливают «заземляющий» соединительный проводник вторичной обмотки. Его длина должна быть не более 2…2,5 м. Между первичной и вторичной обмотками трансформатора, необходимо в качестве изоляции, уложить несколько слоёв лакоткани.
Д1-Д4 Д232А
Д5-Д8 Д226Б
VS1 ПТЛ-50
С1 1000мкФ-25 В
R1 100 Ом
Эксплуатация
Правильно собранный аппарат начинает работу сразу, без какого-либо налаживания. Качество сварки зависит от выбранного сварочного тока, который устанавливается подстроечным резистором R1 «режим».
Категории
- Делай сам
Предыдущая статья Подключение стиральной машинки
Следующая статья Подключение трехфазного двигателя к однофазной сети
[an error occurred while processing the directive]
СИНЕРГЕТИКА ПРОТИВ.
 НЕСИНЕРГИЧЕСКАЯ СВАРКА МИГ
НЕСИНЕРГИЧЕСКАЯ СВАРКА МИГСварка МИГ может быть запутанным процессом, если вы не понимаете взаимосвязь, происходящую между параметрами, которые вы устанавливаете на сварочном аппарате, вашим основным материалом, вашим типом проволоки и вашим типом газа. Синергетическая сварка MIG предназначена для облегчения трудностей и времени, необходимых для поиска идеального сварного шва.
Существует два различных типа импульсных процессов GMAW: синергетический и несинергетический, и каждый из них имеет свои преимущества.
Синергетическая сварка
Синергетическая сварка MIG (GMAW) — это разновидность импульсной сварки MIG и наиболее распространенный метод — просто потому, что это самый простой способ для сварщиков установить хорошие параметры сварки.
При сварке MIG параметры, устанавливаемые в дополнение к напряжению и скорости подачи проволоки, зависят от многих факторов. Эти факторы могут включать в себя такие вещи, как тип материала, который вы свариваете, размер используемой проволоки и газ, который вы используете для защиты.
Каждый из этих факторов по-разному влияет на сварной шов, и опытный сварщик MIG знает об этих эффектах и манипулирует параметрами сварки своего аппарата, чтобы справиться с ними. Синергетическая сварка рассматривает комбинацию этих факторов и «на основе их математических значений находится оптимальное сочетание параметров сварки.[1]». пластины пользователя и позволяет машине обрабатывать это за них.
Это может быть невероятно полезным как для новичков, так и для опытных сварщиков MIG. Начинающий сварщик, который впервые настраивает свою машину, может знать только несколько вещей об их настройке, например, какой тип защитного газа у них есть, размер проволоки и толщина свариваемого материала. Аппарат для синергетической сварки MIG может учитывать эти три фактора и задавать параметры, необходимые аппарату для оптимальной сварки, что значительно ускоряет процесс настройки по сравнению с обычным сварочным аппаратом MIG. Для опытных сварщиков MIG возможность перейти от сварки 16-го калибра к 1/8-дюймовому сварному соединению и отрегулировать только одну настройку на своей машине и снова быть готовым к сварке, сэкономит огромное количество времени.
[1] Кошик, Абхишек. «Оптимизация параметров процесса синергетической сварки МИГ мягкой стали». Int J Eng Res Technol (IJERT) 6, №. 11 (2017).
– Шелби Бекетт-Бласа, техник инженерной службы в Forney Industries
Более современные синергетические сварочные аппараты имеют различные комбинации расходных материалов и диаметров проволоки, включая набор мер для расходных материалов с флюсом и металлическим сердечником.
Поскольку уровень мощности автоматически подстраивается под скорость подачи проволоки по мере ее изменения, он позволяет оператору один раз предварительно выбрать материал и диаметр проволоки для любой операции сварки, а затем отрегулировать один элемент управления, управляющий скоростью подачи проволоки. Большинство считают это главным преимуществом синергетических сварочных аппаратов.
Три основные характеристики синергетического режима:
1.
Параметры импульса выбираются автоматически.
2. Частота или продолжительность импульса напрямую связаны со скоростью подачи проволоки.
3. Электронный контроль параметров обеспечивает равномерный провар и профиль сварного шва.
twi-global.com
Несинергический Сварочный
Теперь, когда мы рассмотрели синергетическую сварку, несинергетическая сварка MIG стала намного проще для понимания! Поскольку синергетические сварочные аппараты автоматически выбирают параметры импульса и скорость подачи проволоки, обратное верно для несинергетических сварочных систем; Сварочные аппараты, не использующие синергию, требуют индивидуальной настройки параметров импульса для каждой заданной скорости подачи проволоки.
Для получения дополнительной информации о синергетической и несинергетической сварке вы можете связаться с нашими экспертами по телефону 1-800-521-6038 доб.
 2
2
Аппараты для сварки ВИГ (GTAW), Аппараты для сварки ВИГ, Комплекты для сварки ВИГ на переменном токе
Toggle Nav
Поиск
Посмотреть как Сетка Список
4 позиции
Показывать
12 16 32
на страницу
Сортировать по Позиция наименование товара Цена Установить нисходящее направление
Посмотреть как Сетка Список
4 позиции
Показывать
12 16 32
на страницу
Сортировать по Позиция наименование товара Цена Установить нисходящее направление
Компания Longevity предлагает широкий выбор оборудования для сварки TIG. Давайте определим сварщиков TIG, чтобы лучше понять процесс сварки TIG. TIG расшифровывается как вольфрамовый инертный газ и также известен как газовая вольфрамовая дуговая сварка или GTAW. Сварка TIG — это более сложный процесс сварки, который, как правило, требует больше времени по сравнению со сваркой MIG или сваркой электродами. Благодаря тому, что он более деликатный и ручной, с подачей присадочной проволоки одной рукой и контролем нагрева с помощью горелки TIG, у вас есть потенциал для получения более качественных и прочных сварных швов.
Давайте определим сварщиков TIG, чтобы лучше понять процесс сварки TIG. TIG расшифровывается как вольфрамовый инертный газ и также известен как газовая вольфрамовая дуговая сварка или GTAW. Сварка TIG — это более сложный процесс сварки, который, как правило, требует больше времени по сравнению со сваркой MIG или сваркой электродами. Благодаря тому, что он более деликатный и ручной, с подачей присадочной проволоки одной рукой и контролем нагрева с помощью горелки TIG, у вас есть потенциал для получения более качественных и прочных сварных швов.
Являетесь ли вы энтузиастом или профессионалом, компания Longevity предлагает вам идеальный сварочный аппарат для сварки TIG. Компания Longevity предлагает аппараты для сварки TIG на переменном и постоянном токе, а также сварочные аппараты для сварки TIG, которые могут выполнять сварку TIG как на переменном, так и на постоянном токе. При сварке TIG вам понадобится переменный ток для сварки алюминия. У Longevity есть сварочные аппараты TIG с диапазоном силы тока от 160 ампер для пользователей, работающих самостоятельно, до 500 ампер для рынка промышленной сварки.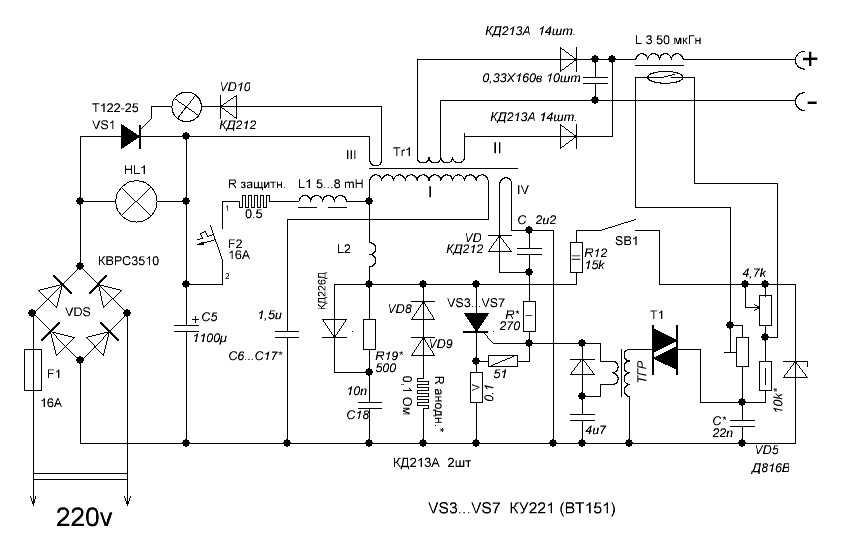
Все аппараты для сварки TIG Longevity в линейке TIGWELD имеют возможность сварки стержнем, а также с помощью переключателя. Большинство сварочных аппаратов Longevity TIG питаются как от 110 В, так и от 220 В, а некоторые сварочные аппараты TIG оснащены технологией PFC, которая позволяет сварщику работать от генератора или в местах, где есть проблемы с питанием.
Сварочные аппараты Longevity TIG — это портативные, мощные и оснащенные инверторной технологией чипсеты IGBT. Все наши сварочные аппараты протестированы на пылезащиту, водонепроницаемость, устойчивость к коррозии, вибрацию и падение, чтобы гарантировать, что у вас есть самое надежное оборудование из возможных. На сварочные аппараты Longevity TIG распространяется одна из лучших гарантий в отрасли, что позволяет нашим клиентам быть уверенными в том, что их инвестиции окупятся! Longevity также предлагает несколько ресурсов для улучшения ваших навыков сварки TIG, включая обучающие онлайн-видео, сварочные калькуляторы, техническую поддержку и форум по сварке, на котором собираются тысячи энтузиастов и профессионалов в области сварки.