Индукционные плавильные печи: Индукционные тигельные печи для плавки металла 100-20000 кг
alexxlab | 24.05.2023 | 0 | Разное
Индукционная плавильная печь с алюминиевым корпусом емкостью до 3 тн
Тиристорные среднечастотные индукционные печи успешно эксплуатируются в литейных цехах как больших металлургических заводов с крупносерийными заказами, так и на малых частных предприятиях с мелкосерийными заказами.
Индукционная плавильная печь используются для плавления и литья стали, чугуна, меди, алюминия и их сплавов.
Основные преимущества использования индукционных плавильных печей с алюминиевым корпусом:
– высокая производительность по плавке и высокая скорость нагрева металла при низких эксплуатационных затратах
– эффективное энергосбережение
– равномерный, гомогенный состав расплава
– низкий пережог металла
– легкий контроль управления температурой
Индукционная плавильная печь поставляется с системой управления на базе PLC, которая позволяет контролировать технологические параметры процесса, в т.ч. температуру расплава и время плавки с функцией контроля энергозатртат.
Система управления печи обеспечивает контроль безопасности эксплуатации, в том числе по следующим условиям
– автоматическое отключение питания печи при открытии двери доступа к шкафу питания тиристорных преобразователей частоты ТПЧ
– система контроля состояния футеровки
– система контроля температуры и давления охлаждающей жидкости
– система контроля изоляции
Стандартные модели индукционных плавильных печей серии GW с параллельным подключением питания:
Модель Емкость Мощность Время Емкость Частота
тн кВт цикла, мин тр-ра, кВт кГц
GW-0,1T-100KW/2.5S 0.1 100 30 120 2,5
GW-0,15T-160KW/1S 0.15 160 45 200 1,0
GW-0,25T-250KW/1S 0.25 250 50 315 1,0
GW-0,35T-300KW/1S 0. 35 300 60 350 1,0
35 300 60 350 1,0
GW-0,5T-400KW/1S 0.5 400 60 500 1,0
GW-0,75T-500KW/1S 0.75 500 60 600 1,0
GW-1T-700KW/1S 1.0 700 60 900 1,0
GW-1,5T-900KW/1S 1.5 900 60 1000 1,0
GW-2T-1200KW/0.5S 2.0 1200 60 1500 0,5
GW-3T-1800KW/0.3S 3.0 1800 60 2250 0,3
1. Индукционные печи GW-0,1T – GW-1T имеют напряжение питания 380 VAC, печи GW-1,5T – GW-3T – 380/660 VAC, печи GW-5T – GW-10T – 660/1000 VAC
2. Индукционные печи серии GW могут производиться в различном исполнении в зависимости от максимальной рабочей температуры:
Нерж. сталь – 1700 гр. С, сталь – 1650 гр. С, чугун- – 1450 гр. С, медь -– 1150 гр. С, латунь – – 1000 гр. С, алюминий – – 780 гр. С, цинк – – 400 гр. С и т.д.
сталь – 1700 гр. С, сталь – 1650 гр. С, чугун- – 1450 гр. С, медь -– 1150 гр. С, латунь – – 1000 гр. С, алюминий – – 780 гр. С, цинк – – 400 гр. С и т.д.
3. Время плавки и расход мощности на тонну зависит от загрузки, температуры, формы и веса сырья, навыкам персонала и прочим факторам.
4. Емкость печи выше указана для плавильной печи стали/чугуну
Индукционная печь серии GW по запросу Покупателя может также поставляться с ТПЧ последовательного соединения или ТПЧ средней частоты DUAL-TRACK.
Основные узлы и части индукционной плавильной печи серии GW:
– плавильный узел с тиглем
– шкаф питания среднечастотного ТПЧ
-комплект водоохлаждаемых кабелей
– система контроля футеровки
– система выталкивания (проедания) футеровки
– гидравлическая станция
– блок компенсационный конденсаторной батареи
– пост управления наклоном печи
– панель управления оператора контроля плавки
– ЗИП шкафа ТПЧ
– Документация
Опционально комплект печи может включать в себя:
– система охлаждения
– разливочные ковши
Вакуумные индукционные плавильные печи | Cesterm.
 com
comВакуумные индукционные печи применяются для плавки и разливки различных металлов и сплавов, причем наибольшее распространение получили плавильные печи с наклоняемым тиглем внутри стационарного кожуха. Принцип работы печей заключается в том, что в огнеупорном тигле, установленном в вакуумной камере, при помощи высокочастотного индуктора расплавляют твердую шихту (отходы специальной заготовки, чистые металлы и ферросплавы) и рафинируют жидкий металл; печи могут работать и на жидкой садке.
Печи откачиваются диффузионными насосами, обеспечивающими достаточно низкие остаточные давления − меньше 10 Па.
Каталог вакуумных индукционных плавильных печей:
- Индукционные плавильные печи непрерывного действия
- Индукционные плавильные печи периодического действия
- Индукционные плавильные печи для выращивания монокристаллов
- Индукционные плавильные печи направленной кристаллизации
- Индукционные плавильные печи ускоренной закалки
- Индукционные плавильные печи быстрой кристаллизации
Различают вакуумные печи полунепрерывного и периодического действия. Различие в построении процесса относится к загрузке, разгрузке и вакуумированию печи.
Различие в построении процесса относится к загрузке, разгрузке и вакуумированию печи.
- В печах периодического действия операции по установке и выгрузке форм или изложниц, зачистке, подготовке и загрузке тигля выполняются при открытой, заполненной воздухом плавильной камере.
- В печах полунепрерывного действия все эти операции производятся без нарушения вакуума. Это облегчает получение металла высокого качества, т. к. устраняет дополнительное поглощение воздуха элементами конструкции печи, находящимися внутри плавильной камеры.
Современные ИВП периодического действия выпускаются в двух исполнениях: с тиглем, наклоняющимся внутри неподвижной плавильной камеры, и в двухкамерном исполнении – с плавильной камерой, поворачивающейся совместно с тиглем и соединенной с неподвижной разливочной камерой с помощью поворотного уплотнения. В первом случае разливка производится непосредственно в изложницу или форму (обычно через приемную воронку), во втором металл поступает к изложнице или форме, находящейся в камере разливки, по футерованному желобу, проходящему сквозь поворотное уплотнение.
Обычно ИВП полунепрерывного действия имеет герметичные шлюзовые камеры для подачи шихтовых материалов. В необходимых случаях ИВП снабжаются нагревательными устройствами для нагрева форм, а также для подогрева шихты (до 500-900ºС) и её обезгаживания; ИВП снабжаются устройствами для пробивки мостов шихты, зачистки тигля и измерения температуры расплава, а также необходимым количеством смотровых окон. Печи для приготовления сплавов имеют также дозаторы для подачи в тиглях присадок и устройство для отбора проб металла. В некоторых случаях предусматриваются подогрев сливного носка печи и сливного желоба с помощью нагревателей сопротивления, а также устройство для удаления шлака. Для осуществления центробежного литья выпускаются печи специального исполнения со столом, вращающимся со скоростью 100-800 об/мин.
Преимущества вакуумной плавки с индукционным нагревом
- Возможность длительной выдержки жидкого металла в глубоком вакууме.

- Высокая степень дегазации.
- Возможность производить дозагрузку печи в процессе плавки, активного воздействия на интенсификацию процессов раскисления и рафинирования в любой момент плавки.
- Возможность эффективного контроля и регулирования состояния расплава по его температуре и химическому составу в течение всего процесса.
- Особая чистота получаемых отливок за счет отсутствия любых неметаллических включений.
- Возможность производить быстрый нагрев (прямой нагрев за счет тепла, выделяемого в расплаве), а следовательно, высокая скорость плавок и высокая производительность.
- Высокая гомогенность расплава за счет активного перемешивания металла.
- Произвольная форма сырья (кусковые материалы, брикеты, порошок и т.д.).
- Высокая экономичность и экологическая чистота.
Низкочастотная индукционная плавильная печь мощностью 25 кВт, 1–20 кГц — Scientific Solutions отпуск штампов, предварительный подогрев под сварку и плавка партий металла свыше 4 фунтов.
 Они не ограничиваются ферромагнитными материалами, поэтому можно эффективно использовать и цветные металлы.
Они не ограничиваются ферромагнитными материалами, поэтому можно эффективно использовать и цветные металлы.Система состоит из трех основных компонентов: источника питания, компенсирующего конденсатора/трансформатора и индукционной катушки/плавильного тигля. Наши нагреватели автоматически настраиваются на наилучшую резонансную частоту для достижения наиболее эффективных общих результатов нагрева в соответствии с требованиями наших клиентов, включая проникновение тепла, эффективность нагрева, рабочий шум и электромагнитную однородность. Двумя нашими самыми популярными низкочастотными машинами являются плавильные печи с расплавителем для заливки плитки и нагревательные печи для ковки с автоматической подачей.
Индукционный нагрев подразумевает не внешнее применение тепла, а внутреннее выделение тепла в самой заготовке. Этот процесс позволяет обойтись без длительных периодов нагрева и обеспечивает ограниченное введение тепла локально и точно по времени, таким образом достигая высокой степени эффективности и максимального использования энергии. По сравнению с традиционными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности практически в неограниченном диапазоне применений.
По сравнению с традиционными методами нагрева индукционный нагрев обеспечивает максимальный уровень качества и эффективности практически в неограниченном диапазоне применений.
Основные принципы индукционного нагрева известны и применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на методах бережливого производства и акцент на улучшенном контроле качества привели к повторному открытию индукционной технологии, а также к разработке полностью контролируемых твердотельных индукционных источников питания. Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева факел или открытое пламя воздействуют непосредственно на металлическую деталь. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.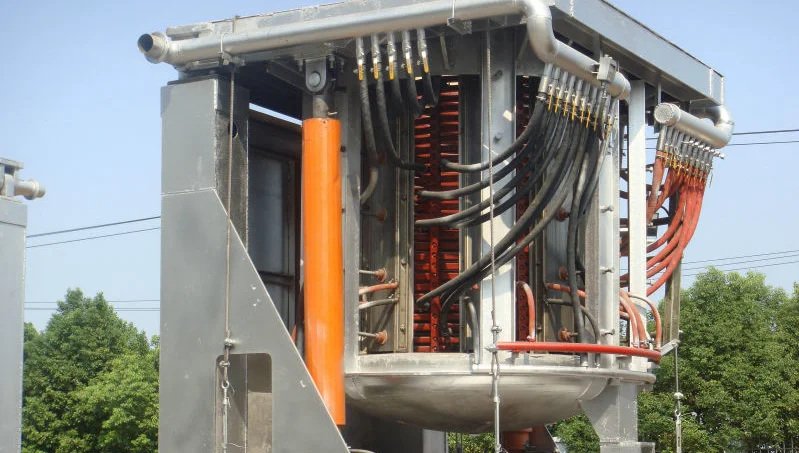 Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не вступает в прямой контакт с пламенем, сам змеевик не нагревается, а продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не вступает в прямой контакт с пламенем, сам змеевик не нагревается, а продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает иметь базовое понимание принципов электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в пределах магнитного поля, в ней будет индуцироваться электрический ток.
В базовой установке индукционного нагрева твердотельный ВЧ источник питания пропускает переменный ток через медную катушку, а нагреваемая деталь помещается внутрь катушки. Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут вопреки удельному электрическому сопротивлению металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут вопреки удельному электрическому сопротивлению металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев напрямую работает только с проводящими материалами, обычно металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический токоприемник, который передает тепло непроводящему материалу.
МАГНИТНЫЕ ИЛИ НЕМАГНИТНЫЕ
Магнитные материалы легче нагревать. В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса. Во время процесса индукционного нагрева магниты естественным образом оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале проницаемости от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса. Во время процесса индукционного нагрева магниты естественным образом оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале проницаемости от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛСТАЯ ИЛИ ТОНКАЯ
При использовании проводящих материалов около 80 % эффекта нагрева приходится на поверхность или «кожу» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые детали, особенно если большие детали необходимо прогреть полностью. Исследования показали зависимость между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубоко проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
Исследования показали зависимость между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубоко проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же процесс индукции для нагрева двух одинаковых по размеру кусков стали и меди, результаты будут совершенно разными. Почему? Сталь наряду с углеродом, оловом и вольфрамом имеет высокое удельное электрическое сопротивление. Поскольку эти металлы сильно сопротивляются протеканию тока, тепло накапливается быстро. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с температурой, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Внутри индукционной катушки переменное магнитное поле, необходимое для индукционного нагрева, создается за счет потока переменного тока. Таким образом, конструкция катушки является одним из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильную схему нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, в то же время позволяя легко вставлять и снимать деталь.
Индукционные катушки обычно изготавливаются из медных трубок – чрезвычайно хороших проводников тепла и электричества – диаметром от 1/8″ до 3/16″; более крупные медные змеевики изготавливаются для таких применений, как нагрев полосового металла и нагрев труб. Индукционные катушки обычно охлаждаются циркулирующей водой и чаще всего изготавливаются на заказ в соответствии с формой и размером нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтовую, круглую или квадратную форму; или быть выполнены как внутренние (часть внутри катушки) или внешние (часть рядом с катушкой). Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает протекание тока и количество тепла, индуцированного в детали. Это соотношение называется эффективностью связи катушки.
Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает протекание тока и количество тепла, индуцированного в детали. Это соотношение называется эффективностью связи катушки.
Индукционные плавильные печи: преимущества интеграции ЧМИ и ПЛК
Отрасли, специально занимающиеся добычей и очисткой металлов, перешли от традиционных методов к использованию индукционных плавильных печей. Доказано, что интеграция ЧМИ и ПЛК улучшает процесс.
По Чарли Парсана, индукция электронагрева 22 августа 2014 г.
Индукционные плавильные печи доказали свою эффективность в сырьевой промышленности. Отрасли, специально занимающиеся добычей и очисткой металлов, перешли от традиционных методов к использованию индукционных плавильных печей. Тем не менее, есть определенные усовершенствования, которые, будучи интегрированными в индукционную плавильную печь, имеют тенденцию улучшать процесс, совершенствуя каждый аспект.
Понимание ЧМИ и ПЛК
Два усовершенствования обеспечивают лучший контроль над индукционной плавильной печью. Традиционные методы предполагают значительный контакт с людьми, что в то же время может быть опасным. Именно здесь человеко-машинный интерфейс (ЧМИ) и программируемый логический контроллер (ПЛК) снижают вероятность материализации непредвиденных опасностей.
ЧМИ
ЧМИ действует как мост между пользователем и машиной. Программное обеспечение связывает эти две функции, так что у пользователя есть графический дисплей, который он или она может использовать для управления печью. На дисплее отображается подробная информация о машине, а также об оборудовании и процессах, чтобы ее можно было контролировать и контролировать должным образом.
ПЛК
Система автоматически контролирует работу, и исходя из потребностей оператора, она соответствующим образом балансируется. Учитывая опасный сценарий, в котором должна работать рабочая сила, система действует как барьер, защищающий себя и людей, работающих с ней, от вреда.
Учитывая опасный сценарий, в котором должна работать рабочая сила, система действует как барьер, защищающий себя и людей, работающих с ней, от вреда.
Преимущества
Преимущества соответствующих систем безграничны. Вы заметите значительные изменения в операциях, как только они будут введены в действие. Эти преимущества наверняка заставят вас пересмотреть свое мнение об индукционных плавильных печах как об идеальном инструменте для металлообрабатывающей промышленности. Вот некоторые из преимуществ, которые они предоставляют:
- С расширенными инструментами в вашем распоряжении задача управления системой становится намного проще. Вы можете анализировать проблемы быстро и без каких-либо хлопот. Предоставленный графический интерфейс иллюстрирует каждую деталь, давая вам лучшее представление о вашей работе и о том, как ей не хватает производительности.
- Эти системы работают независимо, без вмешательства оператора. Несмотря на то, что необходимо предварительно определить конфигурации, как только это будет сделано, весь процесс будет автоматизирован, что снизит любой контакт человека с потенциально опасной средой.

- В зависимости от ваших требований вы можете настроить систему таким образом, чтобы цикл спекания соответствовал вашим стандартам. Очевидно, что не все обрабатывающие производства работают одинаково. С лучшим контролем вы можете работать на основе ваших методов производства.
- Эти системы очень удобны в использовании. Они не только просты в использовании, но и могут работать без какой-либо специальной подготовки. Кроме того, разнообразие языков на выбор облегчает работникам, ответственным за техническое обслуживание оборудования, понимание операций.
- В случае возникновения проблемы в производственном цикле вам будет легче диагностировать проблему до того, как она может нанести значительный ущерб. Используя такие функции, как онлайн-блокировка, а также навигацию по отключению, вы можете легко диагностировать проблему, даже если вы находитесь за много миль.
- Доступ к этим системам возможен через Интернет. Это означает, что вы можете получить к ним доступ из любой точки мира в любое время.
 Эти системы подходят для любой отрасли, а также снижают вероятность любых задержек, которые могут привести к потере дохода.
Эти системы подходят для любой отрасли, а также снижают вероятность любых задержек, которые могут привести к потере дохода.
1. Экран приветствия
- Это 5-секундный таймер обратного отсчета. Задержка специально установлена, чтобы нормальный запуск микроконтроллера и блока питания стал стабильным.
1.1. Главный экран
Готовность: Лампа загорится зеленым, когда все блокировки исправны. Эта лампа становится красной, когда одна или несколько блокировок выходят из строя и инвертор выключается. Пользователь может перейти непосредственно к экрану отключения/блокировки, коснувшись индикатора готовности.
MCCB ON: Лампа горит красным, когда MCCB включен. Power Source Ready и Heat ON возможны только при включенном MCCB. Это также означает, что машина электрически находится под напряжением, и ни одна часть внутри панели или катушки не может быть физически затронута.
Нагрев включен: указывает, что питание включено и питание подается на катушку.
Ограничение: становится желтым, когда оборудование работает с максимальным напряжением или допустимым током. Лампа светится, когда оборудование работает в одном из следующих предельных состояний. В данных условиях выходная мощность не может быть увеличена, даже если потенциометр Power установлен на максимальное значение. Это связано с тем, что достигнут максимальный предел безопасной работы различных силовых компонентов, и теперь параметры управления инвертором установлены таким образом, чтобы они не превышали эти безопасные пределы. Обратитесь к следующей таблице для получения дополнительной информации о типах ограничений и их последствиях.
- Отключение: горит красным, когда оборудование отключается из-за избыточного напряжения или тока или по другой причине короткого замыкания. Подробное объяснение см. на экране № 9.3 (Сигнал отключения).
 Навигация по экрану также возможна при касании индикатора отключения.
Навигация по экрану также возможна при касании индикатора отключения. - A DC: Показывает постоянный ток в секции выпрямителя оборудования.
- В пост. тока: Показывает напряжение постоянного тока в секции выпрямителя оборудования.
- A Inv.: Показывает выходной ток инвертора.
- V Cap.: Показывает напряжение на плавильной катушке.
- Гц.: Показывает частоту, на которой работает оборудование, в Гц.
- PWR Ref.: Уставка мощности, устанавливаемая потенциометром управления мощностью, в кВт.
- Мин.: Показывает период включения текущей течки.
- Номер плавки: показывает количество плавок, уже проведенных с 00:00.
- IPF: Указывает выходной коэффициент мощности инвертора.
- кВтч: Единицы, потребляемые в течение текущего тепла. Он сбрасывается на ноль и перезапускается при нажатии кнопки «Окончание охоты» (на экране отчета о охоте). 9-) режим. Это информативное указание.
- EL Amp: Вертикальная гистограмма показывает ток утечки, протекающий по шкале включения заземления от 0 до 10 А.
 Зеленая линия указывает максимально допустимый ток EL, установленный пользователем, а оранжевая линия справа указывает мгновенный ток утечки. в системе. В идеале система должна быть настроена на ток утечки до 2 А. Средняя полоса показывает максимальное значение мгновенного тока ЭЛ. Максимальное значение можно сбросить, нажав кнопку RESET.
Зеленая линия указывает максимально допустимый ток EL, установленный пользователем, а оранжевая линия справа указывает мгновенный ток утечки. в системе. В идеале система должна быть настроена на ток утечки до 2 А. Средняя полоса показывает максимальное значение мгновенного тока ЭЛ. Максимальное значение можно сбросить, нажав кнопку RESET.
1.2. Блокировки
Готовые блокировки:
Исправное или неактивное состояние этого индикатора блокировки имеет зеленый цвет. В случае активного сигнала дисплей станет красным. Каждый индикатор отображается в виде двух разных показаний.
- Небольшой квадратный сигнал индикатора в главном блокировочном блоке: Этот красный цвет этого блока показывает, что соответствующая неисправность все еще не устранена. Зеленый цвет окна показывает, что неисправность устранена, но оператор должен подтвердить ее, нажав кнопку сброса.
- Основной дисплей блокировки: Зеленый цвет показывает, что сбоев нет и оборудование должно находиться в состоянии готовности.
 Красный цвет показывает, что неисправность не обслуживается оператором или неисправность не подтверждается оператором после ее устранения. Оператор должен подтвердить ошибку, нажав кнопку сброса на панели управления.
Красный цвет показывает, что неисправность не обслуживается оператором или неисправность не подтверждается оператором после ее устранения. Оператор должен подтвердить ошибку, нажав кнопку сброса на панели управления. - Пользователь может коснуться соответствующей блокировки, чтобы перейти к другому экрану с кратким описанием, а также фотографией датчика блокировки.
Эти блокировки кратко описаны ниже:
1.3. Сигнал срабатывания
Индикация срабатывания:
Лампа указывает на то, что сгенерировано соответствующее срабатывание. Это также выключит процесс нагрева/плавления. Существует два типа отключения:
- Аппаратное отключение: В столбце ОБОРУДОВАНИЕ отключение генерируется, когда OT-DTM обнаруживает высокое значение указанного параметра.
- Программное отключение: указанное в столбце ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ, отключение генерируется, когда микроконтроллер обнаруживает высокое значение указанного параметра во время обработки.
