Инструмент для клепки заклепок – Заклёпочник ручной – как пользоваться механическими клещами
alexxlab | 27.10.2019 | 0 | Разное
Сам себе мастер: Ручная клепка молотком: мой опыт
 Раньше я клепал абы как, примитивным инструментом. Но однажды решил делать заклепки «красивыми». И притом по ГОСТу. Чего уж там, делать – так как следует. К стандарту я обратился также из экономии: зачем выдумывать чего-то, если можно использовать готовенькое. Первым делом выяснил размеры самых ходовых заклепок, со стержнем диаметром 2, 3, 4 мм, по ГОСТ 10299-80: Потом приступил к изготовлению инструмента.
Раньше я клепал абы как, примитивным инструментом. Но однажды решил делать заклепки «красивыми». И притом по ГОСТу. Чего уж там, делать – так как следует. К стандарту я обратился также из экономии: зачем выдумывать чего-то, если можно использовать готовенькое. Первым делом выяснил размеры самых ходовых заклепок, со стержнем диаметром 2, 3, 4 мм, по ГОСТ 10299-80: Потом приступил к изготовлению инструмента. Клепальный инструмент
Для ручной клепки, кроме молотка, нужны поддержка, натяжка, обжимка. Поддержка служит опорой при расклепывании стержня заклепки. Она имеет лунку, в которую плотно входит полукруглая закладная головка заклепки. Натяжка служит для осаживания листов, подлежащих клепке, вдоль стержня заклепки. По оси натяжки выполняется глухое отверстие, в которое входит стержень заклепки. Обжимка служит для формирования замыкающей полукруглой головки заклепочного соединения. Она представляет собой стальной стержень, на конце которого сделана лунка соответствующего размера. 
Изготовление клепального инструмента
Поддержки делаю из чего придется. Взял, в частности, стальной брусок в форме параллелепипеда. На нем есть и узкие грани и широкие. На всех гранях сделал лунки нескольких стандартных размеров. Ибо места клепки бывают разные. В том числе и узкие, куда не очень-то подлезешь. Так что и поддержки приходится делать всякие. Лунки высверливаю как в поддержках, так и в обжимках. Размер лунки должен близко соответствовать стандартному размеру заклепочной головки (см. таблицу выше). Для проделывания лунок изготовил специальный инструмент, отдельно для каждого размера заклепок. Лунку делаю так. Сначала засверливаю её обычным сверлом по металлу. Потом углубляю полукруглой шарошкой, сделанной из сверла же. И, наконец, снимаю последние микроны путем шлифования с помощью простого инструмента – шлифовала. Готовность лунки определяю просто: хорошо ли, т.е. полностью, вровень с краями и без «люфта», входит в нее головка стандартной заклепки. Шлифовал представляет собой стальной стержень того же диаметра, что и лунка, рабочий конец которого имеет ту же полукруглую форму. Смачиваю лунку водой, насыпаю в нее немного шлифпорошка, вставляю шлифовал в патрон дрели, включаю дрель и шлифую лунку. Причем стержень шлифовала не держу все время вертикально; он должен описывать конус, опрокинутый вершиной в лунку. 
При изготовлении шлифовала можно особо не хлопотать, придавая полукруглую форму его рабочей части. Достаточно для начала грубо наметить такую форму. А уже в ходе работы эта часть отшлифуется и сама собой сделается гладкой, блестящей, идеальной полусферической формы. Видимо, это предельная, равновесная форма для стержня типа шлифовала, неизбежно возникающая при механическом воздействии такого рода. Другой способ довести лунку до кондиции – с помощью абразивных шарошек – себя не оправдал. Абразив из шарошки быстро выкрашивается, размер шарошки быстро меняется и перестает соответствовать лунке. Третий способ – ударное воздействие: надо положить в лунку стальной шарик и стукнуть по нему молотком. Желательно, чтобы у лунки и шарика диаметры были равны. Конечно, такой способ проще. Но насколько он эффективен, судить не берусь, не пробовал. Поскольку лунок приходится делать не одну, а несколько, то вот еще один мотив следовать стандарту: все лунки получаются одинаковыми, что для меня немаловажно.
Процесс клепки
Процесс клепки в общем не мудрен. В соединяемых листах материала просверливаю отверстие диаметром на 0,1-0,3 мм больше диаметра стержня заклепки. Если планирую соединять детали не одной, а двумя заклепками и более, то учитываю возможность смещения деталей относительно одна другой при клепке. Тогда действую в такой последовательности. Делаю отверстие в одном конце «пачки» соединяемых листов и полностью произвожу клепку. Потом то же самое делаю в другом конце «пачки», затем в промежутке, если это необходимо, по принципу: дырка – заклепка, дырка – заклепка. При таком порядке действий мне не приходится пересверливать отверстия. – Итак, снизу в готовое отверстие вставляю заклепку. Подкладываю под нее поддержку так, чтобы головка заклепки входила в лунку.
– Осаживаю склепываемые детали натяжкой.
– Укорачиваю стержень заклепки, оставляя свободный конец длиной 1,5 диаметра стержня для формирования замыкающей головки.
– Ударами молотка сверху немного осаживаю стержень.
– Ударами молотка сверху-сбоку сгоняю металл стержня книзу, в основание формируемой головки. Надо отметить, что это самый важный и ответственный этап. Для получения качественной клепки нужна качественная проковка металла.
Важно, чтобы в теле головки не оставалось пустот, чтобы головка своим основанием плотно, без пустот, налегала на поверхность склепываемой детали.
– И, наконец, обжимкой окончательно оформляю замыкающую головку. Читайте также:
calluse.blogspot.com
Заклепочник для резьбовых заклепок: классификация, виды, использование
В прошлом веке заклепки применяли весьма обширно в качестве крепежных элементов. В настоящее время они вытеснены во многих отраслях, однако в некоторых случаях сохранили актуальность. Далее рассмотрен резьбовой заклепочник, служащий для работ с резьбовым вариантом данных крепежных элементов.

Классификация
Заклепочник представлен монтажным инструментом, служащим для соединения деталей с применением заклепок. Он позволяет расплющить кромки заклепок особым образом для обеспечения надежной фиксации, сохранив внутреннюю резьбу. Современные модели рассчитаны на соединение деталей толщиной 0,3-6 мм и различные заклепки. При этом следует учитывать, что данные инструменты ориентированы на конкретный тип крепежа, то есть приспособления для вытяжных и резьбовых заклепок отличаются.
По устройству их дифференцируют на несколько типов.
- Ручной заклепочник для резьбовых заклепок выполнен в виде плоскогубцев или пассатижей. Он функционирует по принципу рычага за счет усилий оператора. Модели данного типа наиболее обширно распространены, прежде всего, ввиду простоты и малой стоимости. Ручные резьбовые заклепочники подразделяют на одно- и двуручные. Они отличаются по особенностям применения. Более легкие инструменты первого типа подходят для крепежных элементов диаметром до 5 мм, а двуручные модели способны работать с элементами диаметром 6,4 мм.
- Принцип функционирования пневматических моделей основан на использовании сжатого воздуха. Данные заклепочники значительно более сложны и громоздки ввиду того, что им необходим компрессор в качестве источника воздуха. Поэтому в основном их применяют в промышленности.
- В пневмогидравлических инструментах используется гидравлическая система с поршнем. Как и пневматические модели, они подходят для крупных резьбовых заклепок. Такие приспособления называют также заклепочными пистолетами.
- Аккумуляторные заклепочники функционируют на энергии источника тока. Благодаря этому они автономны как ручные модели и не требуют применения ручного труда как пневматические инструменты для установки резьбовых заклепок.
Правила использования
Независимо от типа заклепочника, работы по созданию заклепочных соединений включают несколько этапов:
- Прежде всего, осуществляют подготовку рабочих поверхностей. Основное назначение данных работ состоит в обеспечении плотного прилегания и надежной фиксации дрели. С этой целью поверхности выравнивают, очищая от заусенцев, краски и т. д. с применением напильника либо шлифовальной машины.
- Далее их плотно совмещают. После этого в точке расположения отверстия наносят отметку в виде углубления с использованием чертилки и кернера. Затем проделывают отверстие путем сверления. Важно выполнить его перпендикулярно плоскости материала. Кроме того, необходимо использовать соответствующее диаметру резьбовой заклепки сверло. Так, для крепежных элементов диаметром 6,4 мм требуется 6,2 мм сверло. К тому же в случае применения элементов с потайной головкой для их скрытия потребуется осуществлять зенкование.
- Наконец, производят скрепление. Предварительно в заклепочник монтируют шток с резьбой определенного диаметра и накручивают на него крепежный элемент. Необходимо проконтролировать тщательность фиксации последнего, иначе возможно откручивание резьбовой заклепки. Крепеж помещают в отверстие, обеспечивая плотное примыкание головки к поверхности. Инструмент располагают перпендикулярно поверхности и приводят в действие. При этом шток производит давление на резьбовую заклепку, обеспечивая ее деформацию. Для надежного крепления требуется максимальное усилие. По завершении работ шток выворачивают. Наконец, следует убедиться в правильном монтаже крепежа, проверив отсутствие перекосов, зазоров, деформации резьбы.
- В случае неправильной установки потребуется извлечь резьбовую заклепку. Осуществить это возможно несколькими методами. Один из них предполагает применение дрели со сверлом большим, чем диаметр резьбы. В результате крепеж разделится на стержень и головку. Кроме того, можно сточить головку также дрелью и выбить остатки крепежа.
Таким образом, заклепочник не меняет объем работ, но ускоряет и упрощает их. От используемого варианта заклепочника зависит скорость сжатия крепежей. Так электрические модели обеспечивают скорость работы до 50 заклепок в минуту.
Самодельные инструменты
Весьма просто создать самодельный заклепочник. Для его изготовления требуются болт, гайка и желательно подшипник. При этом необходимо, чтобы болт свободно входил в заклепку. На нем фиксируют гайку. Подшипник применяется для предотвращения заклинивания последней при работе, а также обеспечивает равномерное распределение давления. Между крепежом и подшипником следует надеть несколько шайб. Их точное количество определяют на основе глубины проникновения резьбовой заклепки в материал.
Принцип применения такого заклепочника следующий. Совместив его с отверстием, выкручивают головку винта, придерживая гайку. Для этого используют ключи. При выкручивании болт воздействует на резьбовую заклепку, вызывая ее деформацию. Для упрощения применения рекомендуется использовать болт с шестигранной внутренней головкой, позволяющей применять рычаг. К тому же с применением токарного станка возможно усовершенствовать конструкцию, придав болту резьбу разного диаметра. Кроме того, нужно учитывать, что в случае применения болта из мягкого материала возможно его заклинивание в резьбовой заклепке. В целом самодельные клепальники подходят для разового применения. В случае постоянных работ такого рода следует использовать заводские аналоги.
Применение
Использование заклепочников, естественно, связано с применением заклепок, поэтому следует рассмотреть основные их особенности. Заклепки представлены крепежными элементами в виде стержня круглого сечения с головкой. Среди них резьбовые варианты считают наиболее технологичными. От обычных крепежей они отличаются наличием резьбы.
Данные крепежные элементы дифференцируют по исходному материалу на три вида.
- Медные резьбовые заклепки характеризуются высокой долговечностью, пластичностью, коррозионной устойчивостью. Ввиду названных свойств они подходят для применения во внешних условиях и легко обрабатываются. Поэтому они имеют повсеместное использование. В строительстве такие крепежи обычно применяют для фасадов, кровли, водосточных систем.
- Алюминиевые детали во многом сходны с медными: они пластичны, устойчивы к коррозии. Кроме того, такие крепежи легкие, нетоксичные и недорогие. Благодаря этому их применяют в химической и пищевой отраслях и в авиастроении. Однако в последнем случае ввиду невысокой прочности они подходят только для узлов, не подверженных большим нагрузкам.
- Модели из углеродистой стали характеризуются высокой прочностью при небольшой массе. Для защиты их от коррозии используется оцинковка. Резьбовые заклепки из нержавеющей стали более долговечны и обладают привлекательным внешним видом.
Также рассматриваемые крепежные элементы классифицируют по конструкции.
- Стандартные модели включают подвижную гильзу и стационарную резьбу.
- Варианты с потайным бортиком рассчитаны на тонкие листы материалов, где невозможно нарезать резьбу.
- Крепежи с уменьшенным бортиком предназначены для тонких листов материала. Отличаются монтажом на одном уровне с поверхностью материала.

Резьбовые заклепки позволяют соединять такие материалы, как металл, пластик и др. При этом возможно соединение нескольких листов материала и монтаж в точке соединения болтовых крепежей.
Резьбовые заклепки применимы на лицевой стороне. Прочность соединения во многом определяется их диаметром. Однако монтаж больших крепежных элементов сложнее и требует применения профессионального инструмента. Кроме того, необходимо использовать резьбовые заклепки длиной на несколько мм больше ширины скрепляемых деталей. Для примера, заклепочники применяют при монтаже автомобильных номеров, электроизмерительных приборов на щитках, при сборке ограждений из листовых материалов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Обзор инструмента для установки вытяжных заклёпок
Эра цельнометаллических заклёпок прошла. Больше не нужно раскалять заклёпку до красна, и клепать её, формируя обратную головку молотком ударного действия, задействовав при этом нескольких рабочих и обеспечивая доступ с обеих сторон соединяемых материалов. Современная заклёпочная техника позволяет одному рабочему управляться со всем процессом даже при установке заклёпок большого размера.
Технология вытяжных заклёпок позволяет производить “слепую” установку заклёпок, то есть, устанавливать заклёпку имея доступ только с одной стороны рабочей поверхности. Более подробно процесс установки вытяжных заклёпок мы рассмотрели в статье “Устройство вытяжных заклёпок | Основные термины и понятия.” Современные заклёпочники достаточно просты в обращении, не прихотливы в обслуживании, не требуют больших физических усилий и позволяют оператору создавать надёжные заклёпочные соединения в одиночку, зачастую, работая даже одной рукой.
Не смотря на то, что новые технологии сильно упростили процесс создания заклёпочного соединения, к нему не стоит подходить легкомысленно. Мы уже говорили о видах вытяжных заклёпок и о том, как правильно подобрать материал заклёпки. Настало время поговорить на тему выбора инструмента для установки вытяжных заклёпок. А здесь есть с чем разбираться – на сегодняшний день на рынке заклёпочной техники представлено огромное количество заклёпочного инструмента на любой бюджет, для выполнения любого технического задания и осуществления любого объема работ – от гаражных самоделок, до крупнейших производственных линий.

Классификация заклёпочного инструмента для вытяжных заклёпок
Для начала, давайте классифицируем весь заклёпочный инструмент по принципу их действия. Существует 6 основных групп:
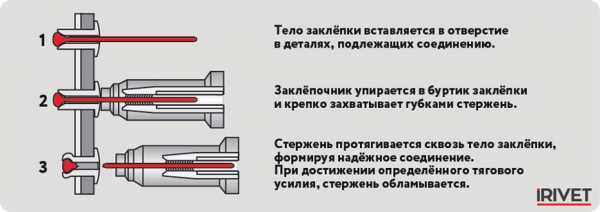
Вне зависимости от типа инструмента, механизм установки вытяжной заклёпки у всех заклёпочных инструментов один: надёжно упираясь в буртик заклёпки, они захватывают зажимными губками её стержень и, протягивая головку стержня сквозь тело заклёпки, расширяют его, тем самым формируя обратную головку.
Рассмотрим каждую группу в отдельности.
Ручной инструмент для установки вытяжных заклёпок
Это самый простой вид клепального инструмента. Ручной заклёпочник представляет из себя механический инструмент, который приводится в действие физической силой оператора.
В настоящее время, на рынке заклёпочной техники представлен большой выбор ручного инструмента для вытяжных заклёпок. Этот вид заклёпочников является самым недорогим, хотя цена может отличаться в зависимости от типа и марки инструмента.
Ручной заклёпочный инструмент – это хороший выбор для небольшого объема работ, предпочтительно с заклёпками небольших размеров. Также на этот вид инструмента стоит обратить внимание, если ваш бюджет ограничен. Не следует забывать при этом, что с ручным инструментом вам не достичь высокой производительности.
Чаще всего встречаются три разновидности таких заклёпочников:
Кистевой заклёпочник
Установка заклёпки производится одной рукой посредством сжатия рукоятей инструмента кистью (как при работе с кусачками или пасатижами), от сюда и название “кистевой”. Этот тип инструмента лучше всего использовать при небольшом объеме работ с вытяжными заклёпками из алюминия малого диаметра.
Двуручный рычажный заклёпочник
Установка заклёпки производится двумя руками посредством сведения рукоятей. Этот тип инструмента возможно использовать для установки заклёпок большего размера, в том числе из стали, так как длина рычагов снижает усилие, которое необходимо приложить для установки заклёпки. Существуют рычажные модели, рассчитанные на установку усиленных вытяжных заклёпок.
Шарнирно-рычажный заклёпочник
Установку заклёпки можно производить одной рукой, нажимая на рукоять и складывая инструмент, как гармошку. Данный инструмент рассчитан на установку вытяжных заклёпок в труднодоступных местах.
Насадка заклёпочник для установки вытяжных заклёпок
Это относительно новый вид инструмента на рынке заклёпочной техники. Насадка-заклёпочник представляет из себя клепальную головку – адаптер с шестигранным хвостовиком, который устанавливается в быстрозажимной патрон сверлильного инструмента. Насадка-заклёпочник работает со всеми типами сверлильного инструмента: дрелью, шуруповёртом или перфоратором при условии наличия функции реверса.
Существует несколько видов насадок-заклёпочников – некоторые из них работают только с алюминиевыми заклёпками небольших размеров и рассчитаны на домашнее использование, в то время, как другие рассчитаны на профессиональную работу с заклёпками больших размеров из стали и нержавеющей стали.
Этот вид инструмент имеет ряд преимуществ, как перед ручным, так и перед аккумуляторным инструментом.
Например, оператор практически не тратит сил на работу с насадкой – заклёпка устанавливается за счет усилия сверлильного инструмента, в следствии чего, растёт производительность. С другой стороны, насадка заклёпочник достаточно компактна и универсальна. Она помещается в кейс с шуруповёртом и вам не нужно носить с собой 2 кейса (один с шуруповёртом, другой с заклёпочником). Вам не придётся приобретать дополнительный аккумулятор к заклёпочнику и таскать с собой ещё одно зарядное устройство – наверняка у вас уже есть второй аккумулятор для вашего шуруповёрта и этого больше чем достаточно!
О всех преимуществах и недостатках насадки заклёпочника можно узнать в нашей статье “Насадка -заклёпочник | Новое применение шуруповёрта”.
Еще один фактор, который может помочь вам принять решение – цена. Насадка заклёпочник не на много дороже хорошего ручного инструмента, но в то же время, чуть ли не на порядок дешевле аккумуляторного заклёпочника.
Насадка заклёпочник хорошо подойдёт для выполнения среднего объема работ. В зависимости от модели, насадка заклёпочник способна устанавливать, как небольшие заклёпки из алюминия, так и заклёпки из нержавеющей стали большого диаметра. Этот инструмент не предназначен для установки усиленных заклёпок, равно, как и для выполнения очень большого объёма работ, для этого лучше обратить внимание на аккумуляторный заклёпочный инструмент. С особенностями работы с насадкой – заклёпочником для установки вытяжных заклёпок вы можете ознакомиться в нашей статье “Насадка для вытяжных заклёпок | 9 практичных советов”.
Электрический инструмент для установки вытяжных заклёпок
Еще один интересный вид инструмента – это электрический заклёпочный инструмент.
Выгода от приобретения сетевого заклёпочника очевидна – он намного эффективнее ручного инструмента, при этом он гораздо дешевле аккумуляторного заклёпочного инструмента, к тому же, подключившись к сети 220 вольт, вам не придётся заботиться о постоянной подзарядке аккумуляторов – вы можете работать без вынужденных остановок (особенно это актуально для фасадных работ, когда при низких температурах аккумуляторные батареи разряжаются очень быстро).
Добрая доля электрического заклёпочного инструмента производится в Азии. Крупным европейским игрокам на рынке заклёпочной техники не очень интересно развивать это направление – они сфокусированы на развитии более удобного аккумуляторного и более эффективного пневматического инструмента. Не смотря на это, электрические заклёпочники стали очень популярными на российском рынке.
Как правило, встречается 2 типа электрозаклёпочников: полуавтоматические и автоматические. Полуавтоматический электрический заклёпочник по сути представляет из себя насадку-заклёпочник установленную на электрический привод. Такой инструмент считается капризным и не очень удобным в работе. После установки заклёпки необходимо перевести инструмент в режим реверса для того, чтобы удалить отработанный стержень заклёпки. Автоматический электрический заклёпочник самостоятельно выбрасывает отработанный стержень, что значительно ускоряет и упрощает процесс. Еще одна новинка на рынке сетевых заклёпочников – блок питания Gesipa от Российского представительства немецкой компании. Ориентируясь на нужды Российского рынка, компания разработала сетевой адаптер, который устанавливается в стандартное гнездо инструментов линейки -bird от Gesipa, превращая ваш аккумуляторный заклёпочник (Accubird, Powerbird или Firebird) в электрический! Блок питания имеет несколько степеней защиты и полностью защищает ваш инструмент от повреждения вследствие скачков напряжения или перегрева. Больше информации о выборе электрического заклёпочного инструмента вы найдёте в нашей статье “Обзор электрических заклёпочников для вытяжных заклёпок”.
Если ваш объем работ слишком большой для того, чтобы устанавливать заклёпки вручную, но в то же время, бюджет ограничен и не позволяет купить дорогостоящий аккумуляторный инструмент – присмотритесь к электрическим заклёпочникам!
Аккумуляторный инструмент для установки вытяжных заклёпок
Этот вид заклёпочников, безусловно, один из самых удобных и эффективных заклёпочных инструментов. Пожалуй, самый большой плюс аккумуляторных заклёпочников – это мобильность, которую они предоставляют. С таким инструментом, вы можете работать на сборочной линии, на кровле, на выезде или на подвесной люльке не заботясь о проводах и шлангах. Хороший инструмент последнего поколения позволяет устанавливать до 2000 заклёпок на одном заряде аккумулятора, а это, если тратить на установку одной заклёпки десять секунд, пять с половиной часов бесперебойной работы!
Большинство из них оборудованы встроенным подвесом, который позволит надежно закрепить инструмент на монтажном поясе. Кроме того, почти все аккумуляторные заклёпочники снабжены ёмкостью для сбора отработанных стержней, в которую оторванный стержень попадает в конце цикла установки вытяжной заклёпки. Хорошие аккумуляторные заклёпочники устанавливают заклёпку в одно нажатие – весь цикл установки происходит автоматически.
Аккумуляторный заклёпочный инструмент рассчитан на большой объем работ. Работаете ли вы на выезде или на сборочной линии – при правильной эксплуатации и своевременном обслуживании, хороший аккумуляторный инструмент будет служить долго и быстро окупит расходы на его приобретение. Стоит ли говорить о производительности? Беспроводные заклёпочники последнего поколения тратят на установку заклёпки меньше времени, чем пневматический инструмент, который до недавнего времени считался самым быстрым.
Сомнения может вызвать стоимость такого инструмента. Действительно, аккумуляторный заклёпочник последнего поколения стоит дорого, но благодаря новым технологиям производительность такого инструмента выросла в разы. Да и срок службы увеличился значительно – новые бесконтактные электромоторы практически не подвержены износу!
Если вам требуется надёжный заклёпочный инструмент высокой производительности для работы вдали от сети электропитания и пневмолинии, очевидно, что аккумуляторный заклёпочный инструмент – ваш выбор. Если же у вас очень большой объем, высокие требования к производительности и при этом есть пневмолиния – обратите свое внимание на следующую группу заклёпочного инструмента.
Пневматический инструмент для установки вытяжных заклёпок
 Правильно называть этот инструмент пневмогидравлическим, потому что в нём, как правило, используется два контура – пневматический и гидравлический. Пневматический контур воздействует на гидравлический, который, в свою очередь, отвечает за установку заклёпки.
Правильно называть этот инструмент пневмогидравлическим, потому что в нём, как правило, используется два контура – пневматический и гидравлический. Пневматический контур воздействует на гидравлический, который, в свою очередь, отвечает за установку заклёпки.
Этот вид заклёпочников считается самым быстрым в работе (установка заклёпки занимает доли секунды) и самым надёжным (отсутствие электронных компонентов и минимум механики делают его практически безотказным). При правильно выставленном давлении воздуха, наличии фильтра и лубрикатора на пневмолинии, а также при своевременном обслуживании, пневмогидравлический инструмент прослужит долго и очень долго. Конечно, как и везде, в этой группе существует большой разброс по стоимости, в зависимости от производителя и функционала модели заклёпочника.
Если у вас большой объем работ, установлены конкретные требования к взрывобезопасности на производстве и есть возможность установки пневмолинии – пневмогидравлический инструмент для вас просто незаменим.
Полностью автоматические станции для установки вытяжных заклёпок
Автоматические заклёпочные станции – это абсолютно другой уровень оборудования. Станции полностью автоматизируют рабочий процесс и самостоятельно осуществляют весь цикл установки вытяжной заклёпки – от подачи и позиционирования заклёпки, до её установки и отводе отработанного стержня. Подобное оборудование может полностью управляться с компьютера, по заданной оператором программе и, благодаря установленным сенсорам, предоставлять полный отчет о произведённой работе, в том числе об ошибках и их возможных причинах. Подобные автоматические станции могут работать, как отдельно стоящее оборудование или быть встроенными в сборочную линию, например, управляться промышленным роботом.
Конечно же – подобное оборудование стоит не дешево. Но и применять его есть смысл только на больших сборочных линиях с очень большим объемом работы. Поэтому автоматические станции для установки вытяжных заклёпок используются в основном на крупных производственных предприятиях.
Если вы столкнулись с задачей, где вам необходимо устанавливать вытяжные заклёпки в труднодоступных рабочих зонах, предлагаем вам ознакомится с нашей статьёй “Установка вытяжных заклёпок | монтаж в труднодоступных зонах”.
Если у вас остались вопросы по выбору заклёпочного инструмента для вытяжных заклёпок, оставляйте комментарии под статьёй – мы постараемся дать развёрнутый ответ в ближайшее время.
Если вам нужна помощь в выборе инструмента для выполнения вашей технической задачи свяжитесь с нами – наши специалисты помогут вам определиться с выбором.
Если вы уже сделали свой выбор и готовы приступить к работе по установке заклёпок, рекомендуем вам ознакомиться с нашей статьёй “Установка заклёпок | Несколько советов по созданию надёжного соединения”.
Данный материал соответствует запросам: заклепочники ручные, заклепочник ручной как пользоваться, заклепочник ручной какой лучше, заклепочник вытяжной ручной, как выбрать заклепочник ручной, клепальник ручной, клепочник ручной, заклепочник вытяжной, инструмент для заклепок, заклепочник для вытяжных заклепок, насадка заклепочник, заклепочник насадка на шуруповерт, насадка заклепочник на дрель, насадки для заклепок, rivedrill, rivedrill e95h, заклепочник rivedrill, заклепочник электрический, клепальник электрический, электрозаклепочник, заклёпочник Absolut sk 1005, аккумуляторный заклепочник, заклепочник accubird, gesipa accubird, клепальник аккумуляторный, заклепочник сетевой, заклепочник пневматический, пневмогидравлический заклёпочник, пневмозаклепочник, пневмозаклепочник для вытяжных заклепок, заклепочник усиленный, клепальник пневматический, клепочный пистолет, клепальный пистолет, заклепочник силовой, заклепочник двуручный
irivet.ru
Инструмент для клепки – Энциклопедия по машиностроению XXL
Выбирая оборудование или инструмент для клепки, кроме конструктивных факторов, определяющих удобство его использования, следует также учитывать размеры и материал заклепки, а при обратном методе клепки — также толщину склепываемых деталей и материал, из которого они изготовлены. [c.297]Обжимки и другой давящий инструмент для клепки изготовляется из инструментальной углеродистой стали У-8. Рабочая и ударная части на длине 15—30 мм должны быть закалены и отпущены до твердости с = 48 с – 52. [c.47]
Ручной механизированный инструмент для клепки. Механизация клепальных работ сводится в первую очередь к массовому применению пневматических молотков. [c.278]
Данные об инструментах для клепки приведены в табл. 23. [c.41]
Рабочий процесс поршневого компрессора. Воздух повышенного давления находит широкое применение в самых разнообразных отраслях техники, а именно в двигателях, работающих сжатым воздухо.м, в пневматических инструментах для клепки, сверления, чеканки, в воздушных кузнечных молотах, для очистки литья и т. д. Поскольку сжатый воздух является аккумулятором работы, для получения его необходима затрата работы в специальных машинах — так называемых компрессорах, которые могут быть поршневыми или турбинными. Мы разберем работу поршневого компрессора как более простой машины. [c.190]
Ручной и подвесной механизированный инструмент для клепки [c.326]
Изделия — Конструкции — см. Конструкции изделий – Понятие 13 — Служебное назначение 106 — Технические требования 15, 107 Измерение – Понятие 89 Инструмент для клепки 394 [c.634]
| Рис. 87. Специальный механизированный инструмент для клепки |  |
Инструмент для ручной клепки. Основным инструментом для выполнения клепальных работ служит слесарный молоток с квадратным бойком, а вспомогательным — поддержка, натяжка и обжимка (фиг. 216). [c.278]
| Фиг. 216. Инструмент для ручной клепки а — прямая поддержка, закрепленная в тисках б — обжимка для расклепывания трубчатых заклепок в — натяжка. | 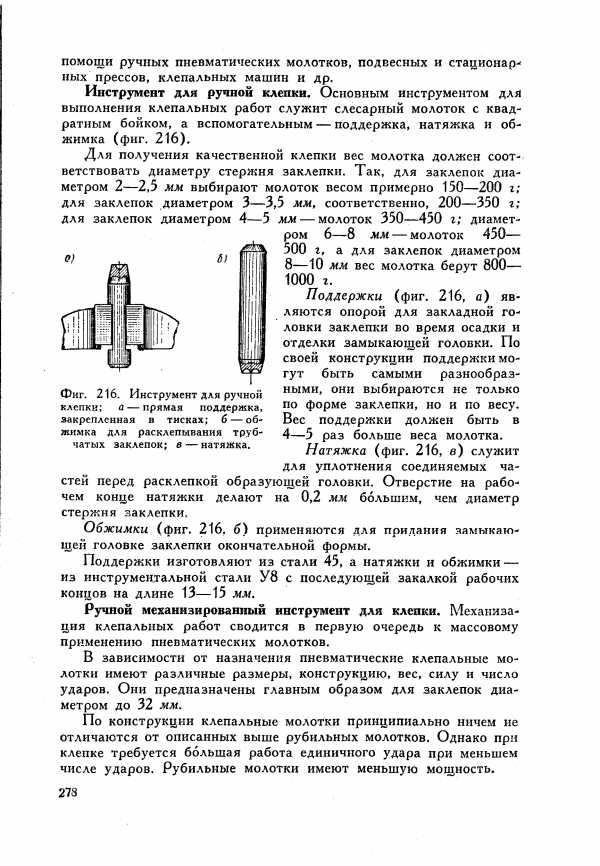 |
Инструмент для ручной клепки натяжки, обжимки (см. табл. 23), поддержки, молотки. [c.273]
При горячей клепке каждую заклепку выдерживают под давлением рабочего инструмента для предупреждения ее вытяжки. Постановку заклепок для уменьшения смещения отверстий и выпучивания соединяемых листов следует вести вразброс. [c.827]
По окончании горячей клепки каждую заклепку выдерживают под давлением рабочего инструмента для предупреждения ее вытяжки. Заклепки при сборке крупных узлов следует ставить вразброс, закрепляя в промежутках монтажными болтами это уменьшает опасность смещения отверстий и выпучивание соединяемых листов. [c.233]
Для получения качественного заклепочного соединения работу следует производить только исправным инструментом. При пользовании пневматическим инструментом давление воздуха в сети не должно быть ниже требуемого, т. е. обычно 5—5,5 ат. При пониженном давлении работа удара молотка резко падает, а время, потребное для клепки, возрастает. [c.295]
При сборке рам применяют гидравлические установки для клепки моделей ЗИЛ-5Н-366, ГАЗ-82-63К МАЗ-62-350. Использование гидравлического инструмента вместо пневматического не требует нагрева заклепки, позволяет снизить шум, трудоемкость работ и повысить качество клепки. Усилие клепки гидравлическими скобами устанавливается в зависимости от диаметра заклепки. Для заклепок из сталей 10 и 15 усилие клепки ориентировочно можно принять по табл. 30.4. [c.301]
Клепку начинают. после обработки всех отверстий. Последовательно вынимают по одному технологическому болту, вставляют заклепку и расклепывают. Для клепки рам применяют стационарное и переносные клепальные установки. Применение гидравлического инструмента вместо пневматического позволяет снизить шум, трудоемкость и повысить качество клепки. [c.161]
Инструменты для ручной клепки. Ручную клепку осуществляют при помощи слесарного молотка с квадратным бойком, поддержки, натяжки и обжимки (рис. 66). [c.87]
Максимальная механизация и автоматизация сборочных операций является одной из важнейших задач в усовершенствовании технологии сборки. В настоящее время в отечественной и зарубежной промышленности имеется много примеров частичной и полной автоматизации сборки машин. Первым этапом в усовершенствовании сборочного производства является применение более совершенных механизированных инструментов, оборудования и устройств, таких, как дрели, машины для клепки, тарированные ключи, машины для автоматической сборки, паяния и склеивания деталей, различные стенды. [c.210]
Клепка. В настоящее время клепка во многих случаях заменена более производительной электросваркой. Однако в ряде отраслей машиностроения она еще широко применяется, Б частности в авиационной технике, для конструкций, работающих прн высоких температурах и давлениях, в производстве слесарно-монтажного инструмента, для прочных соединений неметаллических деталей с металлами и т. д. [c.275]
ВИДЫ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ КЛЕПКИ [c.381]
Инструменты и приспособления для клепки. Различают клепку ручную и механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки. [c.382]
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ КЛЕПКИ [c.348]
Пассивным называется инструмент, на котором производится обработка металла ковкой или правкой, или служащий опорой при клепке, а также инструмент для удержания нагретого металла или заклепок, при помощи которого захватывают, удерживают и поворачивают нагретые поковки или заклепки в процессе их обработки или клепки. [c.183]
Для клепки рам применяют стационарные или переносные установки. При использовании гидравлического инструмента вместо пневматического можно снизить шум, трудоемкость и повысить качество клепки. На скобе 2 переносной гидравлической клепальной установки смонтирован рабочий цилиндр 1 (рис. 182). На неподвижный боек 7 устанавливают головку заклепки 6 со скрепляемыми деталями 4 к 5. Подвижный боек 3, перемещаясь к заклепке, сжимает ее, а затем формирует головку. [c.248]
Виды заклепочных соединений. Инструменты и приспособления для клепки [c.132]
Механизированный инструмент и специальное оборудование для клепки 327 [c.327]
В зависимости от типа и вида машин и оборудования, а также от вида и характера ремонта используются соответствующий инструмент, приспособления и оборудование. Однако общим /(ля любого вида ремонта является следующий инструмент слесарный — молотки, постоянные п раздвижные ключи, зубила, напильники, ножовки, отвертки, выколотки, различного рода съемники, шаберы универсальный мерительный — линейки, штангенциркули и др. электрический и пневматический — дрели, гайковерты и др. При ремонте оборудования могут понадобиться паяльные лампы и инструмент для пайки. В ряде случаев при ремонте может понадобиться оборудование для 1 азовой или электрической сварки и резки, инструмент для клепки, приспособления для гибки, обжатия и развальцовки труб, а также вибрационные машинки для резки металла. Во всех стучаях для работы слесарей-ремонтников необходимы верстаки с тисками. [c.218]
Многие отверстия, особенно отверстия в стыковых поясах под клепку, а таклдополнительной обработке— рассверливанию, т. е. зенкованию и зеикерова-нию. Инструментом для зенкования являются зенковки, а для зенкерования — зенкеры. [c.41]
В производстве гнутой мебели, для изготовления строганого шпона, паркетной фризы, в музыкальной промышленности (для корпусов народных инструментов) используется также в обозо- и машиностроении, для клепки П0 Д сливочное масло, детских лыж, ружейных лож, весел, обувных колодок, каблуков, шпуль, ткацких челноков, чертежных принадлежностей (линеек, треугольников и др.) [c.21]
Пневматический молоток (рис. 3) применяется для вырубки зубилом канавок и полостей в деталях штампов, обрубки кромок, вырубки дефектных мест, для расчеканки пуансонов в пуансоно-держателях и для клепки. Молоток МР-4 имеет силу удара 0,9 кГ и делает до 3500 ударов в минуту. Состоит из корпуса 7, системы воз-духораспределения 6, стального бойка 5, ствола 4, обоймы 3 для инструмента, пускового курка 2 и штуцера I для шланга со сжатым воздухом Масса молотка 4,2 кг габаритные размеры ЗООХ70X Х250 мм. [c.27]
Рассмотренная классификация представляет несомненный интерес, она, безусловно, более диалектична, более динамична, чем все предыдущие, так как в ее основу положены более общие внутренние признаки. Особый интерес классификация Л. Н. Кошкина представляет еще и потому, что его классификация рабочих машин и классификация технологических процессов представляют органическое целое. Как видно из самих классификаций, низшему классу технологических процессов (обработка точкой) соответствует и низший класс рабочих машин, со сложными прерывными движениями инструмента и заготовки и с противоречием между технологическим и транспортным движениями. Высшему же классу технологических процессов (обработка поверхностью и объемом) соответствует и высший класс рабочих машин, с простейшими непрерывными движениями инструмента и заготовки и зависимостью технологического и транспортного движений. Классификации Л. Н. Кошкина особенно ценны тем, что они указывают принципиальные пути развития техьюлогических процессов и конструкций машин. Классификации ясно и определенно указывают, что высшая степень непрерывности и автоматизации производственных процессов может быть достигнута при соответствии высшего класса технологических процессов высшему классу рабочих машин. При несоответствии того и другого имеют место промежуточные решения, не удовлетворяющие ни конструкторов, ни технологов. Классификация Л. Н. Кошкина ясно указывает на первостепенное значение технологического процесса по отношению к конструкции рабочей машины. (Например, всем известно, что попытки создания конструкции автомата для клепки заклепок представляли большие труд- [c.35]
mash-xxl.info
Клепальные работы и инструмент для клепки
СЛЕСАРНОЕ ДЕЛО
213. Что такое клепка?
Клепка — это операция получения неразъемного соеди* нения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
214. Назвать виды заклепок в зависимости от формы головки и области их применения.
Заклепочные соединения применяются:
1. В конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях S8
к надежности соединения, когда сварка этих соединении технологически затруднена или невозможна.
2. Когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжений.
3. В случае соединения различных металлов и материалов, для которых сварка неприменима.
Для выполнения заклепочных соединений применяются следующие виды заклепок, с полукруглой головкой, с потайной головкой, с полу потайной головкой, трубчатая, взрывная, разрезная Кроме этих видов заклепок, показанных на рис 33, применяются заклепки с плоско-конической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
215. Назвать материалы, из которых изготовляются заклепки.
Заклепки изготовляются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы
216 Из каких частей состоит заклепка?
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки.
Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
217 Как измеряется длина отдельных видов заклепок, а также диаметра
Рис. 33 Заклепки: А — с полукруглой головкой, б — с потайной воловкой, в — с полупотайной головкой, г — трубчатая, д — взрывная, е — разрезная |
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки. 89
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания голощщд
218. Каким должен быть диаметр бтверстия при горячей клепке?
Диаметр отверстия d0 под заклепку при горячей клепке должен быть la 1 Мм больше диаметра заклепки:
DQ = d3 – f – 1 мм.
219. До какого диаметра заклепок можно применять холодную клепку?
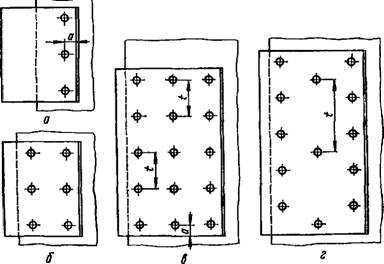
Рис. 34. Виды заклепочных соединений; а — внахлестку; б — встык с одной накладкой; в встык с двумя накладками, симметричные; г — встык с двумй накладками, несимметричны!. |
Стальную заклепку с диаметром d9 до 14 мм мож$о расклепывать в холодном состоянии. Заклепки с диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.
220. Какие отверстия используются при клепке? При клепке используются просверленные, проколотые
Или пробитые отверстия. При заклепочных соединениях прочных, плотных и прочно-плотных используются исключительно просверленные отверстия.
221. Назвать виды заклепочных соединений. Заклепочные соединения бывают: внахлестку, встык
С одной накладкой, встык с двумя накладкамй симметрично, встык С двумя накладками несимметрично (рис. 34),
222. Назвать виды заклепочных соединений в зависимости от их прочности и плотности.
С точки зрения прочности и плотности используются следующие виды соединений: прочные, от которых тре-
буется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности, и прочно-плотные, от которых пбмимо механической прочности требуется также герметичность соединения, достигаемая увеличением головки и наличием подголовка заклепки, достаточно частым их размещением и подчеканкой обреза соединяемых листов и головок заклейок.
Рис. 35. Виды заклепочных швов: А — однорядный; б — двухрядный; в — многорядный полный; г — многорядный неполный. |
223. Назвать виды заклепочных швов. Заклепочные швы делятся на продольные, ноыеречные
И наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок).
Швы могут быть полные и неполные (рис. 35).
224. Что нужно определить перед тем, как приступить к клепке различных видов заклепочных соединений?
Перед тем, как приступить к клепке разных видов за – клот/очных соединений, следует определить шаг t (шаг данного ряда — это расстояние между двумя ближайшими
91
Заклепками в этом ряду, шаг шва — это наименьшая кратность всех шагов в рядах), а также расстояние оси заклепок от края полосы а (рис. 35).
225. Какова формула для определения полной длины заклепки с полукруглой головкой?
Для определения длин заклепок применяются следующие формулы:
Для заклепок с полукруглой головкой
Для заклепок с потайной головкой
1 d2 Zj Ь ^ d* 3 ‘ для заклепок с полупотайной головкой
Для заклепок с конической головкой
Где I — длина заклепки; dQ — диаметр отверстия под заклепку; d — диаметр тела заклепки; s — сумма толщин металла или материала, подлежащего склепыванию; D — диаметр головки заклепки; h — высота головки заклепки; т — высота сферической части полупотайной головки.
226. Какие используются методы клепки?
В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка.
Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная, клепка давлением более качественна и бесшумна.
227. Назвать инструмент, используемый для ручной и механической клепки.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи. 92
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры под головки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины — эксцентриковые ч гидравлические.
228. Назвать несколько способов нагревания заклепок.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
229. Назвать ошибки при клепке.
Неправильная клепка появляется вследствие недогре – той или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного сверлом для потайной головки.
230. Какие правило безопасности нужно соблюдать при клепке?
Для клепки прежде всего нужно использовать исправный иструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки не касаться рукой обжимки.
262. Что такое пайка? Пайка — это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления …
4. Что такое шероховатость поверхности? Поверхности всех деталей после механической обработки не являются идеально гладкими, так как режущие кромки инструмента оставляют на поверхности следы в виде определенных неровностей и гребешков …
1. Что ты знаешь о слесарном деле? Слесарное дело — это ремесло — умение обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и другого …
msd.com.ua