Инструмент для нарезания наружной резьбы как называется – Инструменты для нарезки резьбы. Виды и работа. Применение
alexxlab | 26.03.2020 | 0 | Разное
Чем нарезать резьбу – виды и назначение инструмента
Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.
Содержание
- Внутренняя резьба
- Наружная резьба

Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 52 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Коническая | 1/16” — 2” |
| Трубная | 1/16” — 6” |
| Трапецеидальная | 5,6 — 90 мм |
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
tehnouzel.ru
Инструмент для нарезания внутренней резьбы
Часто владельцы частных загородных домов сталкиваются с необходимостью формирования коммуникаций для газо- и водопровода. Для этого используется труба.
Крепление тройника на резьбу на трубе
В таких коммуникациях применяются соединения разъемного типа, которые необходимы для разбора при ремонте или замене необходимых элементов. Для обеспечения такого соединения применяется нарезание внутренней резьбы.
Cодержание статьи
Как и чем выполняется?
Перед тем как детально ознакомится с методиками и инструментами для нарезки, следует разобраться, что подразумевается под этим процессом.
Нарезание внутренней резьбы – это специальная механическая обработка заготовки с целью получения нарезки во внутренней ее части. Заготовкой может быть труба или цилиндр. Для создания внутренней резьбы применяется специальный резьбой инструмент – метчик.
В процессе нарезки трубка или цилиндр приобретают выступы-витки и специальные канавки, которые закручиваются в спираль и чередуются друг с другом.
Для того, чтобы цилиндр или трубка с нарезами была правильно закреплена, применяются:
При создании резьбы используется специальный резьбовой инструмент. При начертании схематического изображения внутренней резьбы на чертежах обозначение точного количества витков затруднительно, и занимает много времени.
 Муфта с внутренней резьбой
Муфта с внутренней резьбойПоэтому в рамках чертежа цилиндр или трубка с внутренней нарезкой изображаются условно в независимости от особенностей профиля:
- расположенная на стержне – обозначение с помощью сплошных основных линий;
- расположенная во внутреннем диаметре – обозначение с помощью сплошных тонких линий с учетом всей длины с фаской;
- если цилиндр или трубка с внутренней резьбой проецируются в рамках чертежа на плоскость, то обозначение внутреннего диаметра выполняется тонкой линией или дугой равной ¾ окружности цилиндра;
- сплошная тонкая линия, пересекающая цилиндр или трубку на схематическом изображении наносится на расстоянии не менее 0,6 мм от основной линии. Правильно выполненное обозначение – это когда тонкая линия не превышает размер шага резьбы;
- сбег обозначается с помощью тонких линий, которые проводятся под углом в 30° по отношению к центру оси;
- если внутренняя резьба, которой обладает цилиндр или трубка должна быть обозначена на схематическом изображении как невидимая, она обозначается штриховыми линиями с ориентировкой на внутренний диаметр;
- длина внутренней резьбы включает в себя сбег и фаску, как правило, на чертеже указывается только один параметр длины с учетом всего профиля;
- при обозначении многоходной резьбы обозначению подвергается ход, при этом в скобках указывается размер шага и его значение.
Виды инструмента
Выполнять нарезку можно, используя инструменты различных типов. Это может быть:
- Внутренний резьбовой инструмент может правильно нарезать квадратную, треугольную, круглую или трапецеидальную нарезку. Инструмент отличается скошенными гранями, что при осуществлении нарезки помогает избежать трения боковых граней со стенками создаваемой резьбы.
- Токарный резец также может быть использован для нарезки трубного соединения внутреннего типа. Он включает в себя главную и вспомогательную режущую кромку. Резьбовой инструмент отличается простотой крепежа и может быть проходным, отрезным, фасонным и расточным.
- Резец фасочного типа предназначается для снятия внутренней фасочной нарезки со сложной формой.
- Мечник предназначается для внутренней нарезки в домашних условиях. Работа выполняется с помощью специальной плашки, изготовленной с применением твердого сплава и выполненной в виде гайки, оснащенной режущими канавками
Нюансы работы
В заготовке высверливается отверстие с определенным диаметром и производится удаление фаски. Это нужно для того, чтобы инструмент мог беспрепятственно войти. Заранее следует определиться с диаметром сверла.
Отверстие в трубе при этом может быть сквозным (через всю толщину) или глухим. Для того чтобы профиль был максимально чистым, рекомендуется использовать три метчика.
Первый создаст предварительный проход, он обозначается посредством верхней риски, в верхней части мечника.
Второй резьбовой инструмент завершает нарезку внутренней резьбы, на нем имеется обозначение в две риски. Третий резьбовой инструмент создает окончательный профили и оснащен тремя рисками.

Соединение труб с резьбой
Для того чтобы правильно сформировать соединение, нужно действовать постепенно и в результате появится четкий профиль. При этом первые два метчика следует использовать для тех отверстий, диаметр которых колеблется от 2 до 3 мм.
Для того чтобы правильно произвести нарезку, нужно осуществлять повторы оборотных движений – это поможет стальной стружке быстрее скалываться с мечника.
Если нарезание проводится в глухом отверстии, то инструмент периодически выворачивается в обратном направлении, с целью удаления с поверхности металлических опилок.
Далее инструмент смазывается техническим маслом и солидолом, после чего продолжается нарезка внутренней резьбы.
Процесс нарезки (видео)
Советы по работе
Для качественного результата следует помнить:
- нежелательно выполнять нарезку в тех отверстиях, которые выполнены с помощью литья или штамповки. В таких случаях перед выполнением работ отверстия предварительно рассверливаются для получения нужного внутреннего диаметра трубы или цилиндра;
- процесс нарезки начинается только после закрепления изделия в сверлильном станке с помощью плавающих или реверсивных патронов;
- правильно нарезать резьбу поможет предварительное охлаждение инструмента смазкой;
- для обеспечения строгой перпендикулярности витков необходимо использовать сверлильный кондуктор, служащий для надежной фиксации изделия;
- если нарезка проводится в изделии из жаропрочного сплава, то нужно применять резьбовой набор мечников, зубья в котором располагаются в шахматном порядке;
- нарезка в изделиях, изготовленных из алюминиевого или цинкового сплава, делается с помощью станков, которые обеспечивают принудительную подачу шпинделя, обеспечивающего легкий ход режущего инструмента;
- во избежание брака резьбы следует правильно устанавливать мечник и обеспечить его смазочно-охлаждающей жидкостью;
- тугая резьба формируется в результате подбора мечника с неправильными размерами, по этой же причине может возникнуть конусность. Во избежание таких последствий необходимо работать мечником требуемой конструкции;
- запрещается нарезка, при которой резьбовой мечник вставляется в патрон сверлильного станка или в патрон электродрели. В таком случае регулировка усилия и угла атаки будет невозможна. Это приведет к поломке инструмента и некорректным виткам.
Другие похожие статьи по теме:
trubypro.ru
Как называется инструмент для нарезания резьбы на металлическом стержне? название забыл))
Лерка и Метчик.
есть лерка. есть плашка. ну а спивом хорошо воблу, а после глашку или если есть машку.
лерка или по другому плашка (кто как называет)
Для нарезания внешней резьбы используется ПЛАШКА
Плашка, в простонародье лерка! А для внутренней резьбы – метчик)))
Лерка ! род женский !
лерка для наружней и метчик для внутренней нарезки резьбы
КЛУП -сантехнический <img src=”//otvet.imgsmail.ru/download/6fa731c46c20214bb0798132e5403b16_i-658.jpg” >
Такой? <a href=”/” rel=”nofollow” title=”50319284:##:rems/rezbonareznoj-instrument/rezbonareznoy-klupp/”>[ссылка заблокирована по решению администрации проекта]</a>
резьбонарезной инструмент для этих целей называется плашка, а если это труба, или стержень большого диаметра, то клупп: drovosek-profi.ru/catalog/rezbonareznoy_instrument
touch.otvet.mail.ru
Инструмент для нарезания наружной резьбы
Инструмент для нарезания наружной резьбы. Для нарезания наружной резьбы применяют следующий резьбонарезной инструмент [c.182]| Фиг. 131. Инструмент для нарезания наружной резьбы | 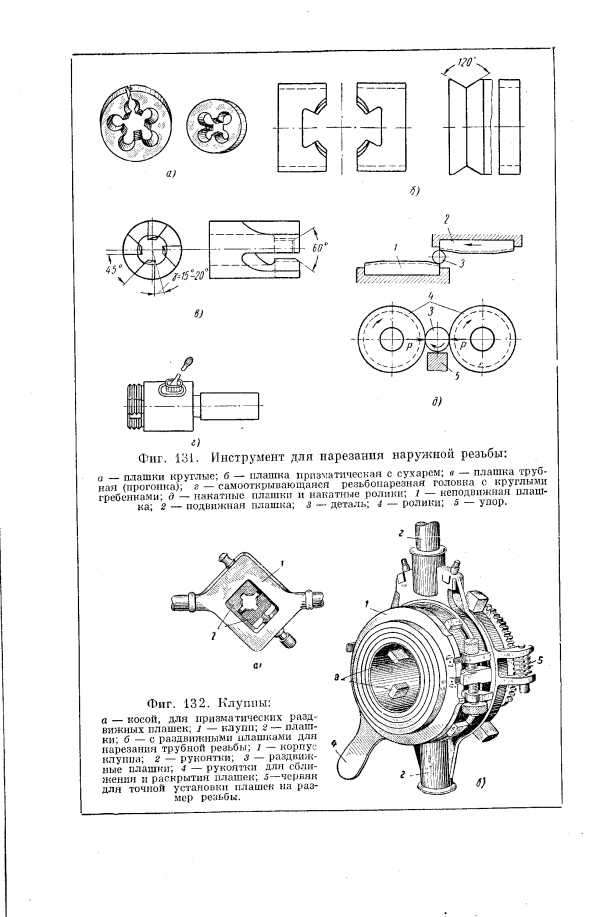 |
Инструменты для нарезания наружной резьбы [c.258]
Прецизионный винторезный полуавтомат 103 предназначен для нарезания наружных и внутренних цилиндрических и конических, однозаходных и многозаходных резьб. Особенности полуавтомата укороченная кинематическая цепь от шпинделя до ходового винта коробка скоростей размещена в нижней части станины и соединена со шпинделем станка через ременную передачу шпиндель разгружен от натяжения ремня привода главного движения станок снабжен коррекционной и температурной линейками, что обеспечивает обработку резьб с особо точным шагом в качестве режущего инструмента для нарезания наружных резьб применяют фасонные дисковые резцы, внутренних — специальные резцы или гребенки. [c.162]
Круглые плашки, или мрт, являются самым простым инструментом для нарезания наружных резьб 3-го класса точности диаметром до 52 мм. Круглыми плашками можно работать вручную и на станках. Плашками можно также производить калибровку более крупных резьб, предварительно нарезанных с небольшим припуском по среднему диаметру. Главным образом применяются неразрезные плашки, обеспечиваюш,ие большую точность и чистоту резьбы. Если резьба получается с завышенным средним диаметром или если плашка изнашивается по резьбе, то ее разрезают по перемычке шлифовальным камнем и регулируют иа размер. [c.209]
ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ [c.200]
Круглая плашка (фиг. 66) представляет собой металлорежущий инструмент для нарезания наружной резьбы. Число стружечных канавок г колеблется от трех до семи для резьб с номинальным диаметром ВТ 1 до 52 мм. [c.106]
Инструменты для нарезания наружных резьб. Для нарезания наружной резьбы применяют плашку, представляющую собой цельное илн разрезное кольцо с резьбой на внутренней поверхности (рис. 68, а, [c.59]
Рнс. 68. Инструменты для нарезания наружных резьб [c.59]
Резьбовые детали всегда парные, например гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы (метчики, резцы и др.) и на инструмент для нарезания наружной резьбы (плашки, гребенки, фрезы и др.). [c.172]
Назовите способы и инструмент для нарезания наружной и внутренней резьбы. [c.176]
Инструменты и приспособления для нарезания наружной резьбы [c.333]
Конструкция плашки — инструмента, применяемого для нарезания наружной резьбы, принципиально аналогична конструкции метчика. Если метчик представляет собой стальной закаленный [c.258]
Нарезание резьбы резцами на токарно-винторезных станках применяется в единичном и мелкосерийном производстве. Этот способ малопроизводителен и требует высокой квалификации рабочего. Малая производительность объясняется тем, что для нарезания резьбы необходимо делать большое количество проходов. Например, для нарезания наружной метрической резьбы 2-го класса точности с шагом 1,5—6 мм необходимо делать от 10 до 20 проходов, а для нарезания наружной резьбы с шагом 3—20 мм трапецеидального и прямоугольного профиля— от 12 до 32 проходов. Нарезание резцом дает повышенную точность в сравнении с другими способами. Точность резьбы зависит от точности ходового винта, от профиля режущего инструмента, а также от точности его установки. Особо точную резьбу нарезают на прецизионных токарно-винторезных станках, снабженных специальным корректирующим устройством для устранения погрешности шага ходового винта станка. [c.102]
Правую резьбу нарезают вращающимся инструментом с отставанием от вращения прутка, а свинчивание – обгоном. Нарезание левой резьбы осуществляют методом обгона. Для нарезания наружной резьбы широко применяют самораскрывающиеся резьбонарезные головки, позволяющие исключить операцию свинчивания. [c.402]
У гребенок для нарезания наружной резьбы направление витков противоположно направлению витков на нарезаемой детали у гребенок для внутренней резьбы направление витков инструмента и детали совпадает. [c.221]
Плашки. Плашкой называют режущий инструмент, предназначенный для нарезания наружной резьбы навинчиванием инструмента на [c.47]
Плашкой называется режущий инструмент, предназначенный для нарезания наружной резьбы путем навинчивания инструмента на деталь. [c.573]
Тип инструмента выбирается в зависимости от характера нарезаемой резьбы, расположения ее на детали, конструкции и размеров обрабатываемой детали и серийности производства. Так, для нарезания наружной резьбы на ходовом винте можно применять резец или фрезу. Однако применение фрезы требует наличия специального станка для фрезерования длинных резьб и в условиях индивидуального или серийного производства вряд ли целесообразно. Нарезание наружных коротких резьб на деталях небольшого размера может быть. осуществлено резцом, плашкой, резьбонарезной головкой, и выбор типа инструмента в каждом случае зависит от указанных факторов. [c.718]
Кроме ручных метчиков и круглых плашек, к слесарно-монтажным резьбонарезным инструментам относятся 1) клуппы для нарезания трубной резьбы, 2) клуппы косые, 3) резьбовые прогонки, которые предназначены для нарезания наружной резьбы. [c.168]
Плашка круглая (рис. 22, б) — инструмент для нарезания наружной треугольной резьбы а шагом до 2 мм. Иногда плашкой калибруют резьбу крупного шага после нарезания резцом. [c.46]
Для нарезания наружной резьбы на винторезных станках применяют следующие основные типы режущих инструментов 1) призматический резец, 2) гребенку дисковую, 3) резец дисковый, 4) гребенку тангенциальную, 5) резец тангенциальный, 6) дисковый-резец для внутренней резьбы. [c.127]
Для нарезания наружной” резьбы на винторезных станках применяют следующие основные типы режущих инструментов призматический резец, гребенку дисковую, резец дисковый, гребенку тангенциальную, резец тангенциальный. Для нарезания внутренней резьбы применяют дисковый резец для внутренней резьбы. [c.135]
Инструментами для накатывания наружной резьбы служат резьбонакатные плашки и ролики, а для внутренней — раскатники. Инструменты для резьбы — фасонные с профилем, который соответствует обратной форме профиля впадины нарезаемой резьбы треугольной, трапецеидальной и т. п. Профили инструментов бывают одинарные (однозубые, однониточные) и групповые (многозубые, многониточные). Одинарный профиль соответствует впадине одного шага резьбы, а групповой — захватывает несколько шагов. Инструменты с групповым профилем обычно называют гребенками. Нарезание гребенками производительнее, так как в работе участвует одновременно несколько режущих кромок. [c.270]
Резьбонарезные головки (винторезные) служат для нарезания наружной резьбы за один проход. Процесс нарезания головкой подобен нарезанию круглой плашкой — головка навертывается на нарезаемую заготовку. Головка — сборный инструмент, оснащенный обычно четырьмя гребенками (плашками). [c.280]
Плашки являются размерным многолезвийным инструментом и предназначены для нарезания наружных резьб. Плашка представляет собой гайку с тремя отверстиями, [c.189]
Стандартизация резьб. Нарезание наружной резьбы на боковой поверхности винтов обычно производят плашками, а внутренней резьбы в отверстиях гаек — метчиками. Существуют и другие способы изготовления резьб точение, фрезерование, накатка. Для взаимозаменяемости винтов и гаек и сокращения номенклатуры инструмента типы и размеры резьб стандартизованы. По форме профиля различают резьбы (рис. 11.2) а — прямоугольную, б — трапецеидальную, в — упорную, г — треугольную. [c.287]
Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам. [c.648]
Для композитов с термопластичной матрицей могут успешно применяться такие специальные виды механической обработки, как токарно-автоматные операции, нарезание наружной резьбы, нарезание и шевингование зубчатых колес, строгание, развертывание, вырубка и пробивание отверстий. Так как эти процессы требуют для их реализации специального оборудования и инструмента, для них не существует единой стандартной технологии. [c.415]
Инструмент для нарезания резьбы внутренней— метчики (см, табл. 51), наружной — плашки (табл. 54, 55, 57, 58). [c.253]
Основным инструментом для нарезания резьбы являются метчики и плашки. Внутреннюю резьбу, т. е. резьбу в отверстиях, нарезают метчиками, для нарезания же (калибровки) наружной резьбы применяют плашки. Для закрепления и вращения метчиков используют воротки. [c.47]
Плашки (рис. 1,с) —режущий инструмент для нарезания наружной резьбы, выполненный в виде закаленной цельной или разрезанной гайки с прорезями, образующими режущие кромки. Различают плашки для нарезания (нарезные) и для накатывания (накатные) резьбы. К группе плашек можно отнести резьбонарезные и резьбонакатные самооткрывающиеся головки для наружных резьб. Как и у метчиков, подача определяется конструкцией плашки или соответствующей гребенки у головки. [c.10]
| Рис. 3.19. Однопрофильные инструменты для нарезания наружной резьбы а — обычный профильный резец б и в — дисковые незатылованный и затылованный профильные резцы соответственно | 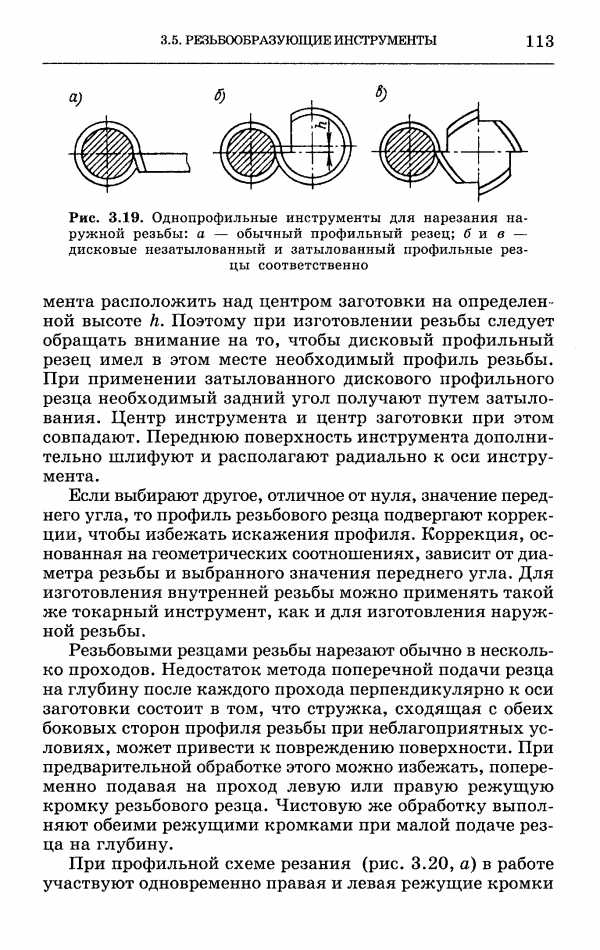 |
Вручую нарезают наружную резьбу инструментом клуппом с раздвижными, нераздвижными или цельными плашками. Наиболее прост по устройству инструмент для нарезания наружной механической резьбы на болтах и стержнях. Такой клупп, называемый косым, показан на рис. 81, а и б. [c.142]
Плашка, как и метчик, является paз 5epным многолезвийным инструментом, но предназначена для нарезания наружных резьб. Она представляет собой гайку (рис. 125), в которой с помощью отверстия 2 образо- [c.261]
Направление вращения рабочих шпинделей в многошпиндельных автоматах не меняется в процессе обработки, нарезание наружных и внутренних резьб на них плашками и метчиками проводится так же, как на автоматах продольного точения, вращающимся инструментом. Ввиду правого вращения рабочих шпинделей нарезание резьбы идет благодаря отставанию инструмента, а свинчивание (сбег) — путем обгона вращающейся заготовки. Методом обгона на этих автоматах нарезается левая резьба. Для нарезания наружной резьбы на многошпиндельных автоматах ширсг.о применяются самооткрывающиеся резьбонарезные головки, которые позеоляют исключить операцию свинчивания. После нарезки резьбы головка раскрывается и быстро отходит назад. [c.312]
Для нарезания наружной резьбы в настоящее время широко применяют самооткрывающиеся резьбонарезные головки, которые обладают перед другими инструментами, нарезающими наружную резьбу, следующими преимуществами [c.81]
Нарезание резьбы. Для нарезания наружной резьбы применяют резьбонарезные головки с круглыми гребенками. Для получения внутренней резьбы пользуются метчиками. Инструмент должен быть изготовлен из быстрорежущей стали с широким и круглым профилем зуба и углом заточки 60°. Для отвода стружки метчики должны быть с тремя канавками. Перо не должно быть широким во избежание увеличения трения и опасности забивания канавки стружкой. Углы режущей кромки передней 7= 15°, заднейа = 5 – -8°. При нарезании резьбы производится смазка резьбового инструмента маслом, пчелиным воском, тальком и т. п. [c.548]
Вращающаяся резцовая головка представляет собой сборный инструмент, в виде кольца со вставными резьбонарезными резцами (обычно 4) с пластинками из твердого сплава (рис. 174, в). Резцовую головку называют вихревой или скоростной, так как твердый сплав допускает применять высокую скорость резания. Режущие кромки резцов расположены по кругу и обращены внутрь кольца для нарезания наружной резьбы и наружу — для нарезания внутренней резьбы (в отверстиях). Резцовую головку в особой бабке устанавливают вместе с двигателем на токарно-винторезный станок на специальной плите вместо верхнего суппорта. Головка установлена эксцентрично относительно оси заготовки и охватывает заготовку, зажатую в патроне или в центрах станка. Ось головки, как и у дисковой резьбонарезной фрезы, наклонена к оси вращения заготовки на угол Та подъема резьбы. [c.283]
Метчик является основным инструментом для нарезания внутренних, преимущественно крепежных, резьб с наружными диаметрами до 52 мм в глухих и сквозных отверстиях. Метчиками нарезают однозаходные резьбы как вручную, так и на токарных станках. В единичном и мелкосерийном производствах используют ма-щинно-ручные метчики для нарезания резьб при слесарно-сборочных операциях такие метчики изготовляются в комплекте из 2 — 3 штук (рис. 6.6). В комплекте из трех метчиков первый (черновой) выполняет 60%, средний (получистовой) — 30% и третий (чистовой) — 10% всей работы. Для отличия первого, второго и третьего метчиков комплекта на хвостовике нанесено соответству- [c.236]
Техника безопасности при сверлении и развертывании отверстий. Резьба, ее назначение. Профили и системы резьб. Инструменты для нарезания внутренней и наружных резьб. Приемы нарезания внутренней и наружной резьбы вручную. Механизация приемлв нарезания резьбы — специальные приспособления, резьбонарезатели, универсальные и резьбонарезные станки. [c.296]
mash-xxl.info
инструменты для нарезания резьбы – это… Что такое инструменты для нарезания резьбы?
- инструменты для нарезания резьбы
- инструме́нты для нареза́ния резьбы́
- основными инструментами для нарезания резьбы как вручную, так и на станках являются метчики и плашки. Метчик служит для образования резьбы внутри предварительно просверлённого отверстия. Представляет собой закалённый стержень с винтовой нарезкой и прорезанными вдоль него канавками, которые образуют режущие кромки. Для работы метчик закрепляют в воротке (при нарезке вручную) или в патроне сверлильного станка (при машинном способе нарезки). Плашки применяют для нарезания наружной резьбы на болтах, винтах, шпильках и т. п. деталях. При работе плашку устанавливают в плашкодержателях или клуппах (ручная нарезка) либо в специальных оправках (для станочной нарезки). Изготовляют метчики и плашки из углеродистой или быстрорежущей стали как для метрической, так и для дюймовой (трубной) резьбы.
Энциклопедия «Техника». — М.: Росмэн. 2006.
.
- инженерная психология
- интегральная схема
Смотреть что такое “инструменты для нарезания резьбы” в других словарях:
вороток — см. в ст. Инструменты для нарезания резьбы. Энциклопедия «Техника». М.: Росмэн. 2006 … Энциклопедия техники
клупп — см. в ст. Инструменты для нарезания резьбы. Энциклопедия «Техника». М.: Росмэн. 2006 … Энциклопедия техники
метчик — см. в ст. Инструменты для нарезания резьбы. Энциклопедия «Техника». М.: Росмэн. 2006 … Энциклопедия техники
плашка — см. в ст. Инструменты для нарезания резьбы. Энциклопедия «Техника». М.: Росмэн. 2006 … Энциклопедия техники
плашкодержатель — см. в ст. Инструменты для нарезания резьбы. Энциклопедия «Техника». М.: Росмэн. 2006 … Энциклопедия техники
слесарные работы — Рис. 1. Разметка. Рис. 1. Разметка: 1 прямоугольная заготовка с обработанной кромкой, принимаемой за базу; 2 нанесение разметочных линий чертилкой. слесарные работы обработка заготовок и деталей, преимущественно металлических, выполняемая… … Энциклопедия «Жилище»
Резьбонарезной инструмент — металлорежущий инструмент для получения резьбы (См. Резьба) на различных деталях. К Р. и. относятся резьбовые резцы (См. Резец), Метчики, плашки (См. Плашка), резьбонарезные головки (См. Резьбонарезная головка), резьбовые фрезы (См.… … Большая советская энциклопедия
домашняя мастерская — Рис. 1. Общий вид мастерской. Рис. 1. Общий вид мастерской. домашняя мастерская предназначается главным образом для изготовления и ремонта предметов домашнего обихода и мебели, декоративных элементов интерьера, различных приспособлений, садового … Энциклопедия «Жилище»
Открытый стандарт — (в технике) общедоступная и не секретная техническая спецификация, у которой либо отсутствует правообладатель (общественное достояние), либо же правообладателем является общественная организация, не совпадающая тождественно с производителем … Википедия
Буравчик — – резьбовой конической конец шурупа, служащий для нарезания резьбы в деревянном или пластмассовом изделии при образовании соединения. [ГОСТ 27017 86] Рубрика термина: Скобяные изделия Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
Книги
- Проектирование металлорежущих инструментов, И.И. Семенченко, Расчет и конструирование металлорежущих инструментов: 1) роль инструмента в народном хозяйстве; 2) геометрические и конструктивные элементы режущих инструментов; 3) требования, предъявляемые… Категория: Сельхозмашины Издатель: ЁЁ Медиа, Производитель: ЁЁ Медиа, Подробнее Купить за 2591 грн (только Украина)
- Проектирование металлорежущих инструментов, И.И. Семенченко, Расчет и конструирование металлорежущих инструментов: 1) роль инструмента в народном хозяйстве; 2) геометрические и конструктивные элементы режущих инструментов; 3) требования, предъявляемые… Категория: Технологии, инженерия, сельское хозяйство Серия: – Издатель: ЁЁ Медиа, Подробнее Купить за 2003 руб
dic.academic.ru
Виды резьбы и методы ее нарезки
При соединении деталей и монтаже сооружений различного типа чаще всего применяют резьбовые элементы. Резьба надежно крепит детали и надолго сохраняет прочность конструкции. Помимо прочности резьбовые крепления отличаются универсальностью, неоднократностью применения, легкостью в применении и способностью соединять тяжелые элементы.
По виду нарезка выглядит как спираль, нанесенная на металлический стержень или на внутреннюю часть кольца из металла.

Классификация резьбы
Соединения с резьбой могут быть различными, как и сама резьба. Спираль может находиться снаружи: внешняя нарезка и внутри: внутренняя. Может располагаться справа налево или слева направо, быть прямоугольной, квадратной или в виде трапеции. Основание бывает в виде конуса или цилиндра.
Метрическая резьба
Если рассматривать профиль метрической резьбы, то можно увидеть равносторонний треугольник с углом в 60 градусов. Такие соединения используются наиболее часто и могут иметь различный шаг: крупный, средний и мелкий.
- Коническое метрическое соединение применяется при необходимости качественной фиксации деталей без клея, герметиков и других составляющих.
- Дюймовая нарезка имеет также профиль в виде треугольника, но не равностороннего, а с вершиной равной 55 градусов. В России практически не используется, в основном можно встретить в зарубежных элементах и сооружениях.
- Трапецеидальная в отличие от конической и дюймовой имеет трапециевидный профиль или обрезанный треугольник верхний угол которого равен 30 градусов. Чаще используется в деталях, испытывающих высокие нагрузки.
- Упорная резьба также представлена в виде трапеции, все стороны которой различны. Может встречаться в системах с односторонней нагрузкой, например, прессах или домкратах.
- Прямоугольная или квадратная нарезка может иметь разный профиль и размер шага в зависимости от мест применения.
- Круглая резьба способна выдержать повышенные нагрузки и имеет длительный срок эксплуатации без потери качества соединения в любых условиях, в том числе при загрязнении химическими и иными веществами.

Инструменты для нарезания резьбы
Самым распространенным инструментом для нанесения внутренней резьбы является метчик или винт со специальными режущими краями. Имеет рабочую часть, которая непосредственно нарезает резьбу и хвостовик, служащий основой для закрепления инструмента.
Метчики могут быть машинными и ручными
Если необходимо нарезать резьбу размером 8-18 мм достаточно одного метчика. Резьба до 24 мм нарезается двумя метчиками один – черновой, второй чистовой. Для резьбы до 52 мм потребуется набор из трех инструментов.
Черновой метчик имеет одну риску на хвостовике, там же указывается и шаг нарезки. Две риски на хвостовике обозначают метчик, применяемый для углубления резьбы, и три – чистовой метчик.
Для удобства использования были разработаны комбинированные инструменты, состоящие из двух участков с разными режущими элементами. Первая часть метчика проводит нарезку, вторая – углубляет. Конические метчики применяются для сквозных отверстий, цилиндрические для глухих.
Вид метчика, шаг нарезки, диаметр выбирается индивидуально в каждом конкретном случае исходя из необходимых свойств и характеристик будущей резьбы.
Работа с метчиком для нарезки резьбы
Перед началом работы выбирается желаемый диаметр метчика и с помощью сверла просверливается отверстие меньше необходимого, что облегчит последующую работу. Диаметр сверла необходимый для того или иного метчика желательно брать из специальных таблиц.
Инструмент при работе обязательно нужно держать строго перпендикулярно рабочей поверхности с постоянным добавлением смазки. Как только сделали несколько витков инструментом, он вытаскивается и удаляется образовавшаяся металлическая стружка.
Наружную нарезку изготовить сложнее, поэтому ее формируют на специальном промышленном оборудовании с применением плашек.
- Круглые плашки цельные позволяют получить наружную резьбу высокого качества. Перед работой плашки крепятся в специальном устройстве и надежно фиксируются.
- Плашки разрезные имеют две части, что сказывается на качестве получаемой нарезки. Используются для элементов, не требующих высокого качества и не несущих на себе высокие нагрузки.
- Раздвижные плашки применяются для нарезки труб любого диаметра.
Плашка представляет собой цилиндрическую деталь в виде гайки, внутри которой расположены разрезающие пластины из особо прочного металла. Стружка, образуемая в процессе работы, удаляется через специальные отверстия.
Метчики и плашки позволяют сделать внутреннюю и наружную нарезку на любых деталях и элементах, а также обновить заржавевшие и стершиеся соединения.
Нарезка резьбы электрическим инструментом – видео
www.stroy.ru
Способы образования резьбы и резьбонарезные инструменты — Режущий инструмент

Способы образования резьбы и резьбонарезные инструменты
В современном машиностроении резьбы образуют методом лезвийной обработки резцами, гребенками, фрезами, метчиками, плашками и резьбонарезными головками, методом абразивной обработки одно- и многониточными шлифовальными кругами и методом пластической деформации резьбонакатными плашками, роликами, головками и раскатниками. Выбор способа обработки и вида резьбообразующего инструмента зависит от твердости заготовки, требуемого качества резьбы, типа производства и наличного оборудования. Поэтому номенклатура инструментов и режущие материалы, которыми они оснащаются, очень разнообразны В подавляющем большинстве случаев лезвийные резьбонарезные инструменты делают из быстрорежущих сталей, только ручные метчики, а также плашки — из низколегированных инструментальных сталей. Твердые сплавы и сверхтвердые материалы применяют реже, в основном для резцов и метчиков, с целью повышения производительности или для нарезания резьбы в материалах закаленных или обладающих высокими абразивными свойствами (некоторые пластмассы). Метчики малых размеров делают целиком из твердого сплава, а более крупные — с напаянными или приклеенными режущими пластинами. Для резцов предпочтительнее многогранные неперетачиваемые пластины, закрепляемые механически.
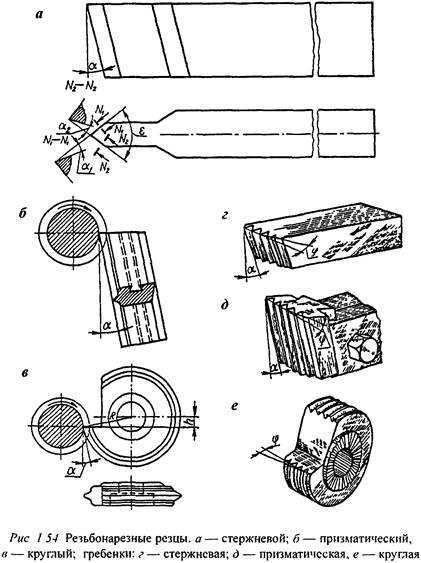
Резьбонарезные резцы и гребенки являются наиболее простыми режущими инструментами, предназначенными для нарезания наружных и внутренних резьб самых различных профилей на токарных станках. По конструкции, принципу обеспечения размеров обработки и требуемых геометрических параметров они представляют собой фасонные резцы стержневые (рис. 1.54, а, г), призматические (рис. 1.54, б, д) и круглые (рис. 1.54, в, е) с профилем впадин нарезаемой резьбы. Однониточные конструкции с профилем одной впадины резьбы (рис. 1.54, а—в) называют просто резьбонарезными резцами, а многониточные (рис. 1.54, г—е) — резьбонарезными гребенками.
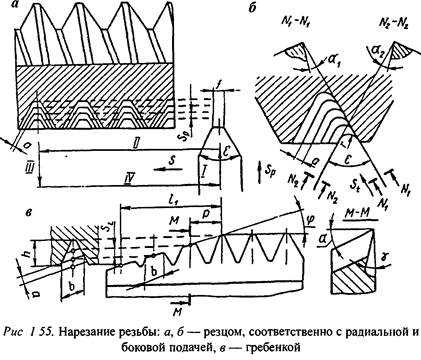
Поскольку обрабатываемый профиль не кольцевой, а винтовой, то резцы и гребенки работают не с радиальной подачей, а осевой S (рис. 1.55), равной шагу нарезаемой резьбы. Полный профиль резьбы образуется за несколько проходов. Установка инструментов на глубину резания производится перед началом прохода подачей инструментов в радиальном направлении Sp (рис. 1.55, а) или вдоль боковой поверхности профиля резьбы St (рис. 1 55, б). При втором способе, более предпочтительном, резание облегчается, так как нет встречных потоков стружки с противоположных кромок инструмента, но точность профиля нарезанной резьбы несколько ниже. Поэтому при использовании второго способа образования резьбы последние проходы должны быть выполнены с радиальной подачей на врезание.
Работа с большой продольной подачей привносит некоторые особенности в конструкцию рабочей части инструмента из-за сильною отличия рабочих углов от статических. Чтобы задние рабочие углы α1 и α2 (см. рис. 1.54, а) были одинаковыми, профиль резца поворачивают на угол подъема нарезаемой резьбы, он должен совпадать с направлением витков резьбы. Поэтому у стержневых и призматических резцов и гребенок профиль наклонен к опорной плоскости, а у круглых он выполняется винтовым.
Вторая особенность конструкции состоит в образовании на гребенках заборной части под углом φ (рис. 1.55, в), которая позволяет перераспределить работу между зубьями инструмента. В резании одновременно участвуют все зубья, находящиеся на заборной части, поэтому нарезание резьбы гребенками производительнее, чем резцами, число проходов может быть сокращено Зубья полного профиля за заборной частью гребенки выполняют роль калибрующих.
Оснащение резцов и гребенок твердыми сплавами и использование устройств, работающих по автоматическому циклу I—IV (см. рис. 1.55. а), резко повышают производительность при сохранении высокого качества нарезаемой резьбы.
Метчики и плашки — инструменты, предназначенные для нарезания внутренней и наружной резьбы соответственно на токарных, револьверных и сверлильных станках, токарных автоматах и полуавтоматах, специальных резьбонарезных станках, а также вручную. Нарезание резьбы метчиками может осуществляться по копиру, т.е. с принудительной осевой подачей (способ используется для нарезания точных резьб) или самозатягиванием, когда в начале работы к метчику прикладывают определенное осевое усилие, а после нарезания первых ниток усилие снимают, и за счет образовавшейся временной винтовой пары «метчик — нарезанные витки резьбы» метчик продолжает перемещаться в осевом направлении самостоятельно.
Метчик представляет собой винт, а плашка — гайку с канавками вдоль оси резьбы для образования режущих кромок. Элементы конструкции и геометрические параметры метчиков и плашек приведены на рис. 1.56 и 1.57. Назначение, обозначение и определение геометрических параметров такие же, как и у резца в статической системе координате координатными плоскостями, основная, проходящая через ось инструмента и рассматриваемую точку режущей кромки, плоскость резания, перпендикулярная к основной, и секущая плоскость, перпендикулярная к оси метчика.
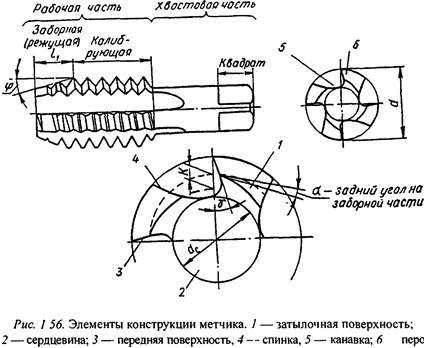
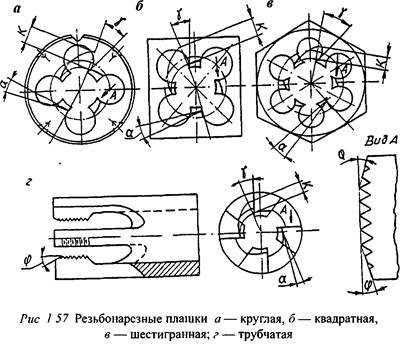
Метчик напоминает собой зенкер без круглошлифованных ленточек с нарезанной на нем резьбой. Кроме того, метчик и плашку можно представить как резьбонарезные гребенки, смонтированные в корпусе и расположенные так, чтобы витки их резьбы совпадали с нарезаемой. Заборную часть метчика и плашки для образования задних углов а затылуют по наружной поверхности на величину К, как фасонную фрезу (рис. 1.56, 1.57). С целью уменьшения трения по боковым сторонам резьбы метчик затылуют также и по профилю (по боковым сторонам) резьбы для образования небольших вспомогательных задних углов α1 (до 20′) Кроме того, затылование шлифованием выполняют с небольшой обратной конусностью, т.е с уменьшением диаметра метчика в сторону хвостовика на (0,05—0,1). 100. Эти приемы уменьшения трения часто недостаточны. Вязкие обрабатываемые металлы интенсивно налипают на боковые поверхности резьбы метчика. В некоторых случаях впадины резьбы метчика даже завариваются обрабатываемым металлом, что приводит к порче нарезаемой резьбы и даже поломке метчика. В таком случае используют специальные метчики — шахматные и корригированные.
Метчики с шахматным зубом — это метчики с нечетным числом перьев, зубья которых вырезают в шахматном порядке от зуба к зубу в обход по винтовой линии нарезки (рис. 1.58, а).
Метчики с шахматными витками имеют четное число перьев с полностью вырезанными витками резьбы через один, т.е. вырезают все зубья на одном витке, на следующем оставляют и т.д. (рис. 1.58, б).
В процессе работы шахматными метчиками витки резьбы детали могут упруго деформироваться в направлении А (рис. 1.58, в): давление и трение на боковых контактных поверхностях резьбы метчика уменьшается.
Зубья и витки резьбы вырезают на калибрующей части метчика, но если этого недостаточно, то можно вырезать зубья и на заборной части. Тогда оставшиеся режущие зубья будут срезать слой металла удвоенной толщины, уменьшится крутящий момент, но понизится стойкость метчика. Полные витки резьбы на заборной части не вырезают, так как оставшиеся режущие зубья будут перегружены каждый из них будет выполнять свою работу и работу всех последовательно удаленных перед ним зубьев (двух, четырех и т.д.).
Корригированные метчики обеспечивают наилучшие результаты по уменьшению трения: у них на 5° уменьшен угол профиля. В результате между зубьями метчика и обрабатываемой деталью образуются угловые зазоры по боковым сторонам резьбы (рис. 1.58, г). Требуемый профиль резьбы получают за счет коррекции обратной конусности по формуле
Высота остаточного несрезанного слоя металла h укладывается в микропрофиль поверхности с Ra= 1,0—0,4 мкм Однако следует помнить, что положительные результаты работы метчика достигаются только в случае сообщения ему принудительной осевой подачи, строго равной шагу нарезаемой резьбы.
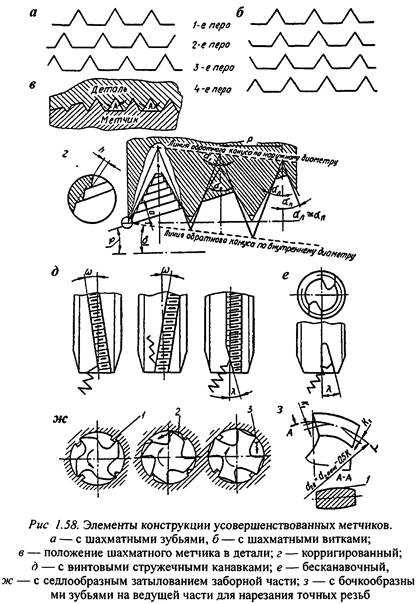
Метчики с винтовыми стружечными канавками или со скосом на передней поверхности под углом λ (рис. 1.58, д) выводят стружку из канавки, облегчая доступ СОЖ в зону резания и уменьшая крутящий момент. Поэтому они обладают повышенной стойкостью, реже ломаются.
Бесканавочные метчики (рис. 1.58, е) используют для нарезания резьб небольшого диаметра. Они обеспечивают большее число переточек, несколько более высокое качество резьбы и обладают повышенной прочностью, что особенно важно при нарезании резьбы в вязких металлах, когда мелкие метчики часто ломаются.
При нарезании глухих резьб в конце резания перед передней поверхностью метчика остаются корни стружки 1 (рис 1.58, ж) которые при вывертывании метчика попадают под затылочную поверхность 2 и часто приводят к скалыванию вершин режущих зубьев. Седлообразное затылование заборной части обеспечивает срезание корней спиночными кромками 3, и выкрошивания зубьев не наблюдается.
По способу применения и назначению стандартами предусмотрены метчики машинные, машинно-ручные, ручные или слесарные, гаечные и конические. Конструктивно они несколько отличаются друг от друга.
Машинно-ручные метчики предназначены для нарезания резьбы на станках и вручную. Профиль резьбы шлифован и затылован. Метчики малых диаметров и метчики с крупным шагом резьбы делают в комплекте из двух штук с целью уменьшения крутящего момента для предохранения от поломок мелких метчиков и облегчения нарезания крупных резьб вручную.
Ручные метчики применяют для нарезания резьбы вручную. Отличаются от машинно-ручных тем, что профиль резьбы у них нс шлифован и не затылован. Трение на рабочих поверхностях и крутящий момент при работе велики из-за неточностей изготовления и коробления метчиков при закалке. Поэтому ручные метчики делают в комплекте из двух или трех штук с распределением припуска но площади вырезаемой впадины: для первого метчика — 60 %, второго — 30 и третьего — 10 %. Для их различения на хвостовике возле квадрата нанесены кольцевые риски: одна на первом метчике, две на втором и три на третьем (чистовом). Их можно различить и по резьбе: полный профиль резьбы имеет только чистовой метчик.
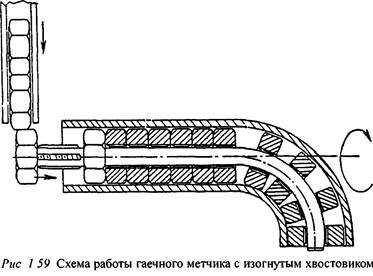
Гаечные метчики выпускаются для нарезания гаек. Работают они без вывертывания. Отличаются от машинно-ручных удлиненной заборной частью и длинным хвостовиком, на который в процессе работы нанизываются гайки. После заполнения хвостовика гайками метчик вынимается из патрона и гайки высыпаются.
На специальных гайконарезных станках-автоматах используются гаечные метчики с изогнутым хвостовиком, который служит поводком для передачи крутящего момента (рис. 1.59).
Конические метчики предназначены для нарезания конических резьб. Резьба рабочей части выполнена на конусе. Режут они всей длиной рабочей части.
Форма заборной части метчиков зависит от принятой схемы резания: генераторной, профильной или комбинированной (рис. 1.60). У метчиков генераторной схемы резания резьба нарезана на цилиндре. Заборная часть образована путем затылования шлифованием конуса по наружной поверхности с углом уклона φ (рис 1.60, а). Метчики профильной схемы резания имеют полнопрофильную резьбу, образованную на конусе заборной части, т.е. на заборной части резьба коническая с углом уклона φ (рис. 1.60, б) У метчиков комбинированной схемы резания заборная часть сочетает элементы первой и второй конструкций (рис. 1.60, в).
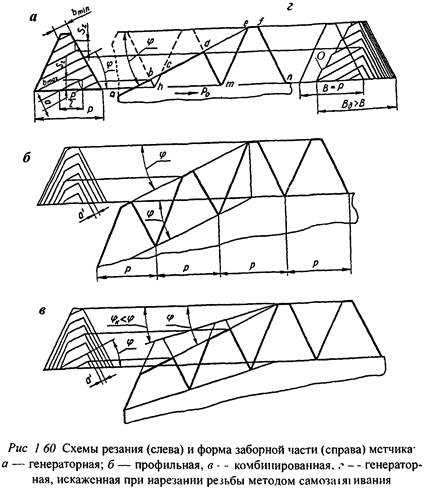
По профильной и комбинированной схемам резания (рис. 1.60, б, в) работают конические метчики с углами φ (рис. 1.60, б) и φк (рис. 1.60, в), равными углу уклона нарезаемой резьбы. В метчиках для цилиндрических резьб могут использоваться все три схемы резания.
Генераторные метчики получили наиболее широкое распространение при нарезании цилиндрических резьб, так как они просты в изготовлении и работают в более благоприятных условиях. Основную работу резания выполняют главные (вершинные) режущие кромки ab, cd и еf, расположенные на образующей заборного конуса. Генераторную схему резания можно видоизменить так, чтобы каждый режущий зуб метчика срезал слой металла не по всей ширине впадины резьбы, а только на половине ширины, но с удвоенной толщиной. Такую схему резания называют прогрессивной. Она обеспечивает уменьшение крутящих моментов и применяется только при нарезании крупных резьб, в основном трапецеидальных. На главных режущих кромках метчика в этом случае вышлифовывают уступы в шахматном порядке от зуба к зубу в обход по винтовой линии.
Профильные и комбинированные метчики в производстве сложнее, режут полным профилем. Вершинные и боковые режущие кромки метчиков выполняют приблизительно одинаковую работу резания. Встречные потоки стружки усложняют ее деформацию, отвод и размещение в канавках. В результате — большие крутящие моменты и выше шероховатость поверхностей резьбы, нарезанной в вязких металлах. Поэтому используются они для нарезания цилиндрических резьб крайне редко (только для резьб повышенной точности в хрупких материалах, таких, как чугун и бронза).
Пониженная точность резьбы, нарезанной генераторными метчиками методом самозатягивания, вызвана осевой составляющей силы резания Р0. Под ее воздействием на опорных боковых кромках bh, dm, fn метчика (рис. 1.60, а) возникают большие давления, кромки внедряются в материал боковых сторон только что образованных витков резьбы и снимают с них дополнительную стружку. Закон винтового движения метчика нарушается: за один оборот он перемещается на величину, меньшую шага резьбы. Реальная схема резания приобретает вид, изображенный на рис. 1.60, г. Искажается профиль резьбы. Впадина резьбы становится шире (Вд>В), а ее средний диаметр — больше среднего диаметра резьбы метчика. Это явление называют разбиванием резьбы по среднему диаметру. Чем больше разбивание, тем больше разброс размеров резьбы в партии нарезанных деталей и ниже точность резьбонарезания. Боковое резание в указанных условиях осуществляют не только опорные кромки зубьев заборной части метчика, но и опорные кромки калибрующей части Наибольшее разбивание наблюдается на первых витках резьбы (меньше опорных кромок воспринимает силу Р0), в результате чего резьба по среднему диаметру становится конической или корсетной.
Сила перемещения шпинделя сверлильного станка при нарезании резьбы самозатягиванием направлена в сторону Р0 и приводит к усилению отмеченных явлений.
Профильные и комбинированные метчики в условиях работы самозатягиванием также отстают по шагу и осуществляют дополнительное боковое резание, но толщина дополнительного бокового среза меньше расчетной толщины а’ теоретической схемы резания (см. рис. 1.60, б, в). Поэтому осевые силы очень слабо влияют на искажение впадины резьбы и разбивание.
Уменьшить разбивание резьбы от воздействия осевой силы при нарезании резьбы по генераторной схеме можно путем создания условий, когда эта сила воспринимается не опорными кромками метчика, а специальными элементами конструкции метчика, станка или приспособления. Кроме того, разбивание уменьшается при уменьшении осевой силы или ограничении режущей способности опорных кромок метчика.
Наилучшие результаты обеспечиваются при нарезании резьбы по копиру, когда метчику сообщается осевое перемещение, строго соответствующее шагу нарезаемой резьбы (осевая сила воспринимается деталями копира), или при изготовлении передней резьбовой направляющей части у чистового метчика комплекта (осевая сила воспринимается резьбой направляющей части).
Осевая сила резания уменьшается в случае правых винтовых стружечных канавок с ω=30° у метчиков для нарезания правой резьбы и при выборе соответствующих геометрических параметров метчика [133, 134; 268].
Ограничение режущей способности опорных боковых кромок метчика достигается уменьшением величины затылования метчика по профилю (меньше задние углы α1 у боковых режущих кромок), изготовлением метчиков незатылованными по профилю или затылованны- ми не на всей ширине пера (осевая сила воспринимается не кромками, а опорными боковыми площадками резьбы метчика с α1=0), затыло- ванием резьбы метчика по профилю на калибрующей части в обе стороны от середины пера (при заходе калибрующей части метчика в отверстие осевая сила воспринимается бочкообразными опорными площадками 1 боковых сторон зубьев метчика) (см. рис. 1.58, з).
Уменьшение разбивания резьбы, вызываемого радиальными колебаниями метчика от биения шпинделя станка, радиального биения кромок метчика на заборной части и другими причинами, достигается уменьшением масштабности этих факторов или ограничением радиальных колебаний метчика принудительным направлением его по приспособлению или нарезаемому отверстию.
Резьбонарезные головки предназначены для нарезания внутренних и наружных резьб и представляют собой как бы сборные конструкции метчиков и плашек, перья которых могут перемещаться в радиальном направлении и раскрываться на величину, достаточную для того, чтобы после окончания нарезания резьбы головку не свинчивать, а просто снять с детали в осевом направлении.
Поэтому резьбонарезные головки, обладая всеми преимуществами сборных инструментов, обеспечивают более высокую производительность резьбообработки и позволяют регулировать размеры.
Принципиальные схемы конструкций резьбонарезных головок представлены на рис. 1.61, их называют самооткрывающимися, так как в конце нарезания резьбы плашки автоматически утопают (рис. 1.61, а) или расходятся (рис. 1.61, б—г) для отвода головок в исходное положение. При подготовке к работе головка закрывается вручную в случае работы на токарных и револьверных станках. Такие головки называют невращающимися. У вращающихся головок для токарных автоматов открывание и закрывание головки осуществляется автоматически.
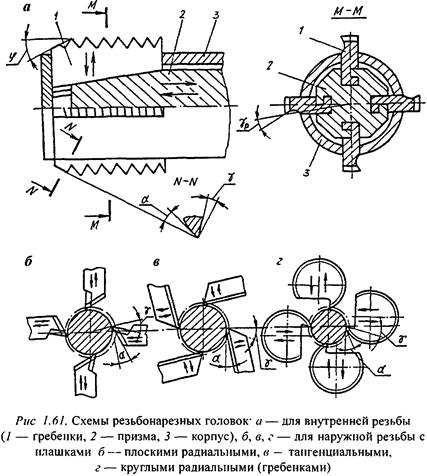
Режущие элементы плашек к головкам для внутренних резьб по конструкции, способу образования и геометрическим параметрам такие же, как и перья у метчика.
Плашки и гребенки к головкам для наружных резьб представляют собой резьбонарезные гребенки или резьбонарезные фасонные резцы.
Нарезание резьбы головками осуществляется в основном методом самозатягивания, при котором под воздействием осевых сил происходит подрезание опорных сторон витков нарезаемой резьбы так же, как и при нарезании метчиками. Только средний диаметр резьбы нарезаемого болта становится меньше. Конструкция круглых резьбонарезных гребенок позволяет уменьшить подрезание путем ограничения режущей способности опорных кромок за счет уменьшения задних углов. Так как α=arcsin(K-x)/R (рис. 1.62), а величина К — константа головки, то уменьшить угол при вершине α, а одновременно и боковые задние углы на опорных кромках можно, увеличив х — превышение кромки гребенки над центром детали. Заточка передней поверхности под углом λ увеличивает значение х в сторону калибрующих ниток, что особенно желательно. Кроме того, угол λ совместно с углом ω, который называется углом отвода стружки, направляет стружку по подаче головки. Более высокая точность резьбообработки, простота конструкции и изготовления, а также большее, чем у других типов головок, число переточек обеспечили головкам с круглыми радиальными гребенками преимущественное распространение в машиностроении
Резьбонарезные фрезы (дисковые и гребенчатые) предназначены для фрезерования наружных и внутренних резьб.
Дисковые фрезы являются разновидностью фасонных. Зубья остроконечные, последовательно смещены относительно друг друга в осевом направлении. В результате на боковых сторонах фрезы зубьев в два раза меньше, чем на периферии (рис 1.63, а). Каждый зуб работает только вершинной и одной боковой кромкой. Нет встречных потоков стружки. Очень малая толщина среза боковой кромкой увеличивается вдвое, уменьшается крутящий момент и повышается стойкость фрез. Все это благоприятно сказывается на их работе.

Па станке фрезу устанавливают под углом подъема резьбы т (рис. 1.63, б) и сообщают ей вращение (главное движение). Обраба- !ываемая деталь вращается и согласованно перемещается в осевом направлении на один шаг за полный оборот (движения круговой и осевой подачи). Дисковые фрезы применяют для нарезания резьб крупного шага, в основном трапецеидальных, червяков и других резьб, кроме прямоугольных.
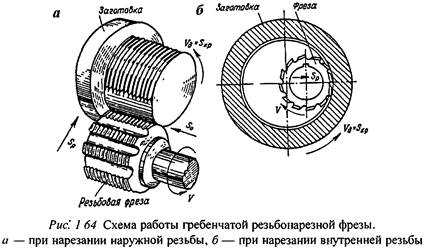
Гребенчатые фрезы — это тоже фасонные фрезы, но с затыло- ванным зубом. Расположение зубьев кольцевое. В процессе работы фреза вращается со скоростью резания при одновременном согласованном вращении и поступательном перемещении заготовки или фрезы (рис. 1.64). В начале работы фреза перемещается еще и в радиальном направлении до врезания на полную высоту профиля нарезаемой резьбы. Полная резьба на детали образуется за 1,25 оборота заготовки Четверть оборота необходима для исправления профиля нарезанной резьбы по высоте на участке врезания. Фрезы используют в основном для остроугольной резьбы небольшого шага. Для нарезания резьб с мелким шагом резьбу на фрезе делают с удвоенным шагом, но на всех четных зубьях смещают ее в осевом направлении на величину шага по отношению к нечетным зубьям.
Резцовые головки для скоростного фрезерования используют для нарезания крупных, преимущественно наружных резьб ходовых винтов и червяков в крупносерийном и массовом производстве по методу наружного и внутреннего касания. Их иногда называют головками для вихревого нарезания резьбы.
Широкое распространение, как более производительные, получили головки, работающие по методу внутреннего касания. Конструктивно они представляют собой корпус в виде кольца с установленными в нем твердосплавными резцами, работающими по схеме рис. 1.65. Обработка ведется на токарном станке. Деталь закрепляется в центрах. Головка с отдельным приводом устанавливается на суппорте токарного станка, вращается и вместе с суппортом перемещается в осевом направлении на шаг резьбы за один оборот детали. Производительность обработки из-за высокой скорости резания в 2,5—3 раза выше, чем фрезами.

Смотрите также
rezh-instrument.ru