Инструмент для заклепок – Заклёпочник ручной – как пользоваться механическими клещами
alexxlab | 03.07.2020 | 0 | Разное
11.2 Инструменты для клепки
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.
Массу молотка выбирают в зависимости от диаметра заклепки.
Рисунок 11.2.1 Инструменты для ручной клепки (http://castle.pri.ee/?page_id=1155)
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3…5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Рисунок 11.2.2 Зачеканивание шва (Б. С Покровский В. А. Скакун «Слесарное дело» Москва 2003
Выбор заклепок. Независимо от применяемых инструментов и приспособлений склепываемые детали располагают таким образом, чтобы закладные головки заклепок находились сверху. Это позволяет вставлять заклепки предварительно.
Необходимое количество, диаметр и длину заклепок определяют расчетным путём. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов (пакета) и формы замыкающей головки.
Длина l (мм) стержня заклепки для образования замыкающей потайной головки (рисунок 11.2.3) определяется по формуле l = S + (0,8…1,2) d, где S – толщина склепываемых листов, мм; d – диаметр заклепки, мм.
Для преобразования замыкающей полукруглой головки l = S+(1,2…1,5)d.
Рисунок 11.2.3 Элементы
заклепки (Макиенко Н.И. Общий курс слесарного дела М.: Высш. шк.
, 1989.)
По расчетному (приближенному) значению подбирают ближайшее большее значение из числа длин заклепок, предусмотренных стандартами.
Расстояние от центра заклепки до края склепываемых листов должно составлять 1,5 d,
В зависимости от диаметра заклепки отверстия в склепываемых листах (пакетах) сверлят или пробивают. Диаметр отверстия должен быть больше диаметра заклепки (см. ниже).
|
Диаметр заклепки, мм |
2 |
2,3 |
2,6 |
3 |
3,5 |
4 |
5 |
6 |
7 |
8 |
|
Диаметр отверстия, мм |
2,1 |
2,4 |
2,7 |
3,1 |
3,6 |
4,1 |
5,2 |
6,2 |
7,2 |
8,2 |
|
Масса молотка, г |
100 |
100 |
100 |
200 |
200 |
400 |
400 |
500 |
500 |
500 |
Для установки вытяжных заклепок применяются степлеры различных конструкций.
Рисунок 11.2.4 Виды степлеров (коллаж автора)
Клепку крупногабаритных деталей выполняют широко с помощью пневматических и реже – с помощью электрических молотков.
Рисунок 11.2.5 Клепка кабины лайнера (proizvodstvo-sukhoi-superjet-100)
www.e-ope.ee
Инструмент для заклепки и виды заклепок
Инструмент для заклепки достаточно широко представлен на рынке и позволяет выполнять различные работы с разной отдачей.
Выбор заклепочника зависит от нескольких параметров:
1. Вид заклепки, которая будет устанавливаться:
а) Тяговые заклепочники
б) Резьбовые заклепочники
Заклепочник для резьбовых заклепок имеет резьбовой стержень, на который накручивается заклепка
2. Бытовой или профессиональный заклепочник:
а) Заклепочник для одной руки
Тяговый заклепочник, который используется одной рукой, как правило, имеет несколько накручиваемых насадок для разных диаметров заклепки, таких как 2,4 ; 3,2; 4; 4,8 ; 6 мм. Выбор заклепочника не зависит от длины заклепки вытяжной. Такой тип заклепочника удобен для небольших объемов работ бытового уровня.
б) Двуручный заклепочник
Заклепочник с двумя длинными ручками более удобен, так как нужно прилагать меньше усилий для монтажа, к тому же достаточно пары тройки жатий ручек для полного заклепывания.
в) Заклепочник гармошка
Так же, как и предыдущий заклепочник, легко использовать двумя руками, создает мощный рычаг, который снижает требуемое усилие, но нужно больше места для его растяжения, в сравнении с двуручным заклепочником простым.
3. Ручной или автоматический.
а) Ручной заклепочник
Все усилие на заклепывание трансформируется из ручного усилия
б) Пневматический заклепочник
Пневматический заклепочник срабатывает от нажатия кнопки, усилие практически нулевое, задействована сила воздуха, нагнетаемого компрессором
в) Электрический заклепочник
Позволяет заклепывать благодаря лектрическому току от аккумулятора по нажатию кнопки
Заклепки подразделяются на несколько видов
При принятии решения какие заклепки купить, нужно разобраться в их видах. Заклепки строительные делятся на 3 основных вида вытяжные, резьбовые и забивные.
Вытяжные, или тяговые заклепки, представляют собой шпильку с круглым наконечником, на которую одето тело заклепки, с одной стороны оно упирается в наконечник, с другой имеет ободок. При вытяжении шпильки из тела заклепки круглый наконечник расплющивает тело заклепки с одной стороны, а с другой ободок прижимается к прикрепляемому материалу.
Они различаются материалом, из которого они сделаны:
а) Заклепки стальные (сталь сталь)
б) Заклепки комбинированные (стальной стержень и алюминиевое тело заклепки, алюминий сталь)
в) Заклепки медные
г) Заклепки алюминиевые
д) Заклепки нержавеющие
е) Заклепки окрашенные (могут быть из различных материалов)
Любая заклепка металлическая, так как только свойства металла подходят для соединения тонколистовых изделий.
Заклепки могут иметь разную форму и размер бортика:
а) Стандартный
б) Увеличенный
в) Уменьшенный
г) Выпуклый
Способы крепления 31.01.2018 12:22:07
krepcom.ru
Как сделать самодельный инструмент для заклепок » Изобретения и самоделки
Как сделать заклепки и сделать инструмент, чтобы сделать заклепки.
Как и все мои вещи, этот проект легкий и дешевый. И работает.
Этот инструмент предназначен для изготовления заклепок диаметром 6 мм, но вы можете увеличить или уменьшить его.
Дрель (желательно сверло с колонной, но подойдет любая дрель, если у вас устойчивая рука)
Сверло по металлу немного больше диаметра заклепки, который вы хотите сделать. Я использовал 6,5 мм. 6.2 был бы лучше.
Запчасти
Головка дешевого молотка
Для заклепок
6-миллиметровый пруток из мягкой стали
Шаг 1: Вы делаете математику
Выясните, какой длины хотите стержень ваших заклепок. В моем случае мне нужно, чтобы стержень заклепки был 10 мм.
Определите необходимый размер головки заклепки. Обычный расчет для головки заклепки составляет 1,5 х диаметр. Для нашей 6 мм заклепки это будет 9 мм (дух).
Сложите их вместе, и это даст нам глубину основного отверстия.
Шаг 2: Это ваш пилотный этап

Просверлите пробное отверстие до конца через молоток, я имею в виду «инструмент для заклепки». Причина этой дыры станет очевидной позже.
Шаг 3: Ты знаешь тренировку

Используя пилотное отверстие, просверлите основное отверстие на определенной глубине (здесь 19 мм). Убедитесь, что вы настолько точны, насколько можете. Если у вашей тренировки есть направляющая глубины, хорошо. Если этого не произойдет, вы можете пометить сверло малярной лентой.
Если вы не привыкли сверлить металл, главное – использовать достойное сверло, медленно сверлить и наносить небольшую каплю масла на металл, который вы сверляете. В противном случае тепло от трения может привести к затвердеванию самого пятна, которое вы сверляете, и сделать его невозможным. Не так хорошо …
Инструмент завершен.
Шаг 4: вырезать заготовку заклепки

Вырежьте заготовку заклепки из 6 мм стержня. Это должна быть глубина отверстия (19 мм) плюс 9 мм для головки.
Шаг 5: Сделать заклепку
Вставьте пробел в ваш новый блестящий инструмент. Он должен выступать примерно на 9 мм. Немного в любом случае не должно иметь большого значения.
Теперь нагрейте заклепку, пока она не станет горячей, горячей, горячей. Вы можете сделать это в кузнице или с помощью паяльной лампы. Если вы используете паяльную лампу, вы можете оставить заклепку в инструменте, поскольку заклепка будет нагреваться намного быстрее, чем инструмент.
Теперь бей, пока не получишь заклепочную головку. На самом деле, ударьте его разумно осторожно, чтобы начать, вы хотите, чтобы он рос, а не наклонился. Это может быть немного проще, если ваш молоток имеет шаровой конец.
Существуют различные формы заклепки, на которые вы можете пойти; круглая, плоская, пуговичная, квадратная. Пример здесь слегка расклеен, поскольку он подходит для проекта, над которым я работаю. Пока головка шире вала, она будет работать.
Шаг 6: Что же это за пробная дыра?
Скорее всего, заклепка не захочет выходить из инструмента сама по себе, поскольку тепло и удары заставили ее расширяться.
Переверните инструмент, вставьте старое сверло, аккуратно постучите по нему, чтобы вытолкнуть заклепку.
Шаг 7: Полюбуйтесь на заклепку

Шаг 8: А как насчет другого конца?
Проткни свою заклепку через то, что ты хочешь заклепать. 9 мм должен выступать. Нагрейте паяльной лампой. Ударить его, чтобы сформировать голову, как раньше. Готово.
Источник
izobreteniya.net
Клепальный молоток – многофункциональный инструмент + Видео
Клепальный молоток достаточно широко используется на различных сборочных предприятиях, когда есть необходимость провести качественную клепку холодными или горячими заклепками. В бытовом секторе с этой задачей справляется иной тип инструмента – заклепочник. Разберемся, в чем же разница!
Заклепочник – принцип действия
Сам принцип действия клепального молотка и заклепочника, как говорят в Одессе, две большие разницы. В некотором смысле такой молоток является представителем «старой школы», тогда как заклепочник является более современным вариантом создания крепежей. Как выглядит обычная заклепка, большинство из нас имеет четкое представление – это металлический стержень определенного диаметра, со «шляпкой» с одной стороны. Заклепка вставляется в подготовленное отверстие, прижимается с той стороны, где шляпка, и молотком (на предприятиях – клепальным молотком) второй конец также расклепывается до образования шляпки. Таким образом, два листа материала надежно крепятся между собой.
Современные заклепки имеют совершенно иную конструкцию. Вытяжная заклепка состоит из гильзы и стержня, и процесс клепания (если его можно еще так назвать) выглядит следующим образом – крепеж вставляется в заранее подготовленное отверстие, и стержень вытягивается специальным инструментом. Гильза, которая находится в отверстии, под давлением расплющивается и притягивается к шляпке с обратной стороны. Когда заклепка достаточно прочно затянута, лишний стержень срезается. Вот и весь принцип работы заклепочника – заметьте, без единого удара!
В отличие от обычной, резьбовая заклепка без стержня, стягивается крепеж благодаря внутренней резьбе, которая потом же используется для других нужд. Деформируется лишь стенка непосредственно возле листа, что позволяет скреплять даже очень тонкие листы металла. Чем больше диаметр заклепки, тем надежнее получится соединение. Процесс установки такого крепежа совершенно прост – заклепка накручивается на шток заклепочника и до упора вставляется в отверстие, когда же инструмент упирается в заклепку и вытягивает шток, происходит «расклепывание» стенки. На все про все – около секунды времени.
Но самое главное отличие от традиционного способа клепания заключается даже не в скорости получения заклепки (на что у мастера уйдет около секунды) и не в отсутствии ударов – при использовании такого крепежа вам не нужен доступ к обратной стороне!
То есть клепать таким образом вы можете уже смонтированные конструкции. Совершенно два разных принципа, но в итоге один результат – мы имеем стойкий к вибрациям, «тягучий» крепеж, который заметно выигрывает перед той же сваркой. Сварка от вибрации растрескается, тогда как заклепка, максимум, немного разболтается. Различие в двух типах заклепки разве что во внешнем виде – все же представители «старой школы» имеют более аккуратный вид с обеих сторон, тогда как вытяжная заклепка хорошо выглядит лишь с лицевой стороны.
Пневматический клепальный молоток – многофункциональный инструмент
Этот молоток – на самом деле весьма многофункциональный инструмент, по своей конструкции он очень напоминает отбойный молоток, а с помощью соответствующего зубила такие инструменты легко переоборудовать в обрубочные, чеканочные и разрыхляющие молотки. Именно поэтому он еще и производится, такая многофункциональность ценится профессионалами. Главная особенность клепальщика – в создании мощного импульса с медленным ударом, благодаря чему оператору удается формировать заклепки без особых усилий, не повреждая окружающие части металла.
Клепальные молотки способны обрабатывать заклепки особо больших диаметров до 36 мм, в холодном и горячем состоянии. В зависимости от привода, инструменты такого типа делятся на электрические и пневматические. Электрический клепальный молоток – достаточно большая редкость, поскольку по мощности он заметно уступает пневматическим моделям. Пневматические клепальные молотки гораздо производительнее и надежней, к тому же, они существенно безопасней, что играет роль на больших предприятиях.
В поисках клепального молотка – на что обратить внимание?
В отличие от многих инструментов подобного типа, клепальные молотки имеют средние скорости ударов – от 1500 до 3000 уд/мин. Расход воздуха – от 300 л до 500 л за минуту, при среднем давлении в 5 бар. Соответственно, компрессор для такого инструмента должен быть достаточно мощным.
Существуют весьма компактные пистолетные модели клепальных молотков, которыми удобно работать с небольшими заклепками из стали и алюминия 4-6 мм в диаметре. Масса таких инструментов – в пределах 3 кг. Клепальные инструменты, предназначенные для расклепки стальных и алюминиевых заклепок диаметром в 20 мм и больше, имеют похожую на отбойный молоток форму и весят в два раза больше компактных моделей, при этом расход воздуха, его давление и количество ударов идентичны компактным моделям.
При покупке таких инструментов следует обращать внимание на ударную силу, которой обладает та или иная модель. Средний показатель для пневматических молотков – от 5 до 10 Дж, для электрических он на порядок меньше. При больших объемах работы немаловажно приобретать инструменты с хорошей виброзащитой – современные технологии позволяют инструментам поглощать до 75 % вибрации, что существенно сказывается на производительности труда и здоровье операторов, ведь сильная вибрация способна вызвать так называемую вибрационную болезнь, от которой немеют руки.
Пневматические заклепочники – для вытяжных заклепок!
Имея на предприятии установленную магистраль для сжатого воздуха или компрессор, вы сможете перейти на работу с пневматическими и пневмогидравлическими вытяжными заклепочниками, которые работают с современным крепежом. Движение штока возможно благодаря пневмогидравлическому приводу, поршнем которого является сам шток. Инструмент преобразовывает низкое давление пневмосети в более высокое давление масла, благодаря чему и возможны тяговые усилия штока.
Процесс работы довольно простой – сжатый воздух выталкивает поршень, который взаимодействует с поршнем гидравлическим. Гидравлика с усилием в 15-20 раз больше воздействует на шток инструмента, который тянет стержень заклепки, охваченный зажимами, до тех пор, пока стержень не оторвется. Стержень, отслуживший свое, перемещается в контейнер для отходов, который затем чистится оператором. Инструменты для резьбовых заклепок оборудованы также пневмодвигателем, который позволяет вкручивать и выкручивать крепежи.
Промышленные модели рассчитаны на постоянную, беспрерывную эксплуатацию – их ресурс рассчитан на 1 млн и более циклов, к ним предъявляются повышенные требования к комфортной эксплуатации и обслуживанию инструмента. Такие же требования предъявляются и к профессиональным инструментам, однако их ресурс рассчитан на более щадящие условия использования время от времени в рамках определенных объектов или проектов – они рассчитаны на 300-500 тысяч циклов.
Стоимость первых и вторых достаточно высока и оправдывает себя лишь при больших объемах, для домашнего использования сгодятся дешевые одноразовые модели, в том числе и от ручной тяги. Такие инструменты совершенно не жаль выбрасывать в случае их поломки – гораздо проще и быстрее пойти и купить новый, ведь даже покупка нескольких таких моделей будет экономнее, чем покупка дорого заклепочника.
remoskop.ru
2.12. Клепальные работы и инструмент для клепки. Слесарное дело: Практическое пособие для слесаря
2.12. Клепальные работы и инструмент для клепки
Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
Заклепочные соединения применяются:
в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
в случаях соединения различных металлов и материалов, для которых сварка неприменима.
Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 29). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы.
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
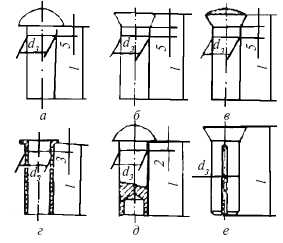
Рис. 29. Заклепки:
а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки.
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания головки. Диаметр отверстия под заклепку при горячей клепке должен быть на 1 мм больше диаметра заклепки.
Стальную заклепку диаметром до 14 мм можно расклепывать в холодном состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.
При клепке используются просверленные, проколотые или пробитые отверстия. При прочных, плотных и прочно-плотных заклепочных соединениях используются исключительно просверленные отверстия.
Заклепочные соединения бывают внахлестку, встык с одной накладкой, встык с двумя накладками симметрично, встык с двумя накладками несимметрично (рис. 30).
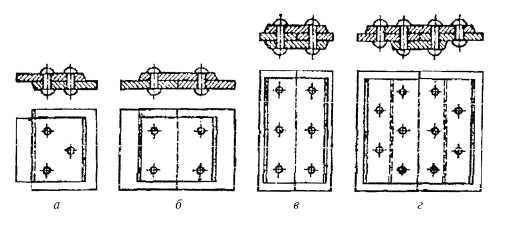
Рис. 30. Виды заклепочных соединений:
а – внахлестку; б – встык с одной накладкой; в – встык с двумя накладками, симметричные; г – встык с двумя накладками, несимметричные
С точки зрения прочности и плотности используются следующие виды заклепочных соединений: прочные, от которых требуется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности; прочно-плотные, от которых помимо механической прочности требуется также герметичность соединения. Последнее достигается увеличением головки и наличием подголовка заклепки, достаточно частым размещением заклепок подчеканкой обреза соединяемых листов и головок заклепок.
Заклепочные швы делятся на продольные, поперечные и наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок). Швы могут быть полные и неполные (рис. 31).
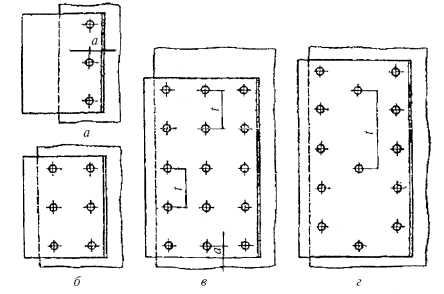
Рис. 31. Виды заклепочных швов:
а – однорядный; б – двухрядный; в – многорядный полный; г – многорядный неполный
Перед клепкой различных видов заклепочных соединений следует определить шаг клепки (шаг данного ряда – это расстояние между двумя ближайшими заклепками в этом ряду, шаг шва – это наименьшая кратность всех шагов в рядах) и расстояние от оси заклепок до края полосы.
В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка.
Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная; клепка давлением более качественна и бесшумна.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи.
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины – эксцентриковые и гидравлические.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
Неправильная клепка имеет место вследствие недогретой или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного для потайной головки.
Для клепки необходимо использовать исправный инструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой.
Поделитесь на страничкеСледующая глава >
hobby.wikireading.ru
Оборудование, инструмент и приспособления, применяемые при ручной и механизированной клепке
Оборудование, инструмент и приспособления, применяемые при ручной и механизированной клепке
Категория:
Клепка
Оборудование, инструмент и приспособления, применяемые при ручной и механизированной клепке
В слесарном деле клепка различается по степени механизации работ. Основные виды клепки — ручная, выполняемая с помощью слесарного молотка, и механизированная, осуществляемая при помощи ручных пневматических молотков, подвесных и стационарных прессов, клепальных машин и др.
Инструмент для ручной клепки. Основным инструментом для выполнения клепальных работ служит слесарный молоток с квадратным бойком, а вспомогательным— поддержка, натяжка и обжимка.
Для получения доброкачественной клепки вес молотка должен соответствовать диаметру стержня заклепки. Так, для заклепок диаметром 2—2,5 мм выбирают молоток весом примерно 150—200 г; для заклепок диаметром 3—3,5 мм — соответственно 200—350 г; для заклепок диаметром 4—5 мм — молоток весом 350— 450 г; диаметром 6—8 мм —молоток весом 450—500 г, а для заклепок диаметром 8—10 мм — молоток весом 800—1000 г.
Поддержки являются опорой для закладной головки заклепки во время осадки и отделки замыкающей головки. По конструкции поддержки могут быть самыми разнообразными, они выбираются не только по форме заклепки, но и по весу. Вес поддержки должен быть в 4—5 раз больше веса молотка.
Натяжка служит для уплотнения соединяемых частей перед расклепкой образующей головки. Отверстие на рабочем конце натяжки делают на 0,2 мм большим, чем диаметр стержня заклепки.
Обжимки применяют для придания замыкающей головке заклепки окончательной формы.
Поддержки изготовляют из стали марки 45, а натяжки и обжимки — из инструментальной стали марки У8 с последующей закалкой рабочих концов на длине 13—15 мм.
Ручной механизированный инструмент для клепки.
Механизация клепальных работ сводится в первую очередь к массовому применению пневматических молотков.
В зависимости от назначения пневматические клепальные молотки имеют различные размеры, конструкцию, вес, силу и число ударов. Они предназначены главным образом для заклепок диаметром до 32 мм.
По конструкции клепальные молотки принципиально ничем не отличаются от описанных выше рубильных мо-лоткОв. Однако при клепке требуется большая работа единичного удара при меньшем числе ударов. Рубильные молотки имеют меньшую мощность.
Многоударный пневматический молоток позволяет расклепывать заклепку за 10—30 ударов (в зависимости от мощности применяемого молотка). Непрерывные удары продолжаются до тех пор, пока палец работающего нажимает на пусковой курок рукоятки.
Следует помнить, что клепка пневматическим молотком осуществляется двумя рабочими: один из них производит клепку, а второй является подручным. При применении переносных (подвесных) бугельных молотков Одноударного действия оказывается возможным отказаться от подручного.
Специальные прессы и машины для клепки. Прессовая клепка по сравнению с ударной имеет ряд преимуществ: качество клепки на прессах более высокое; отсутствует шум при работе; производительность труда выше, чем при ручной клепке.
Прессы для клепки подразделяются на ручные, подвесные и стационарные. В массовом производстве применяется автоматизированная клепка, выполняемая машинами-автоматами.
Ручные и подвесные прессы предназначены для склепывания заклепок диаметром до 6—7 мм.
Детали и узлы небольших размеров с небольшим числом заклепок при незначительной длине прямолинейных участков клепают обычно на прессах одиночной клепки. Деталь и .узлы больших размеров с большой протяженностью прямолинейных швов целесообразно клепать на прессах для групповой клепки.
Мелкие детали при клепке держат в руках; при клепке больших деталей и узлов применяют различные поддерживающие устройства, например рольганги, монорельсы и др.
Реклама:
Читать далее:
Приемы ручной и механизированной клепки
Статьи по теме:
pereosnastka.ru
Как заклепать заклепку – использование различных соединений + видео
На сегодняшний день самый надежный вариант крепежных соединений – неразъемный, и, имея на руках специальные инструменты, можно не задумываться над вопросом, как заклепать заклепку. Далее мы расскажем, как именно выполняются подобные крепежи.
1 Существующие виды клепок – типы и назначение
Что собой представляет этот крепеж? Изначально, исторически, это металлический стержень, реже – пластинка. Всегда с закладной головкой с одной стороны (шляпкой, ограничивающей движение элемента в отверстии) и замыкающей – на другом конце. Впервые использовался для изготовления доспехов, таких как латы и кольчуги, а также для соединения некоторых элементов холодного и раннего огнестрельного оружия. Если закладная головка имеется изначально, то замыкающая возникает вследствие процесса осадки (расклепывания) или же при помощи специального инструмента за счет деформации вытяжным стержнем. Логично, что осадка применяется к литым или штампованным, цельнометаллическим элементам, а деформация стержнем возможна только при использовании пустотелых (трубчатых) вытяжных заклепок. Также существуют взрывные и разрезные варианты.

Разнообразные виды заклепок
Рекомендуем ознакомиться
Итак, мы знаем, что рассматриваемые нами крепежные элементы являются неразъемными, что обеспечивает зачастую высокую надежность. Но прочность соединения зависит в первую очередь от материала, поэтому мы сначала рассмотрим разновидности клепок именно по этой характеристике. Наиболее распространенные – алюминиевые крепежи, во многих производственных процессах, а также в ряде ремесел используются медные и латунные стержни. Все эти материалы не имеют высокую степень надежности и годятся лишь там, где нет больших нагрузок, для крепежа декоративных деталей. Помимо прочего, существуют стальные клепки, в том числе и из нержавейки, они обеспечивают достаточно прочное соединение и пригодны даже для сборки несущих конструкций и машиностроения.
Очень важно при монтаже металлических деталей использовать клепки из того же материала, что и соединяемые элементы.
2 Способы применения – как соединить 2 пластины?
Прежде, чем использовать заклепки, нужно знать, как правильно клепать те или иные детали. Существует немало способов соединения, но делятся они, как правило, на 3 вида. Прочные крепежи используются исключительно там, где присутствуют определенные нагрузки. Герметичные, как это понятно из названия, нужны для того, чтобы обеспечить герметичность в местах соединения листов или каких-либо деталей. И, наконец, прочно герметичные выполняют обе функции. Следует отметить, что для второго типа, то есть для герметичных заклепок, закладные головки делают усиленными.

Вытяжные заклепки
Наиболее распространенный способ соединения – внахлест, при этом применяется он не только к листовому прокату, но и к деталям сложной формы. Этот вариант также называют односрезным. Под воздействием разнонаправленных нагрузок, например, при растягивании, такой шов может легко деформироваться. Более прочным является соединение встык, с использованием одной или двух (по обе стороны от шва) накладок, но такой вариант, называемый также многосрезным, сильно утяжеляет конструкцию и приводит к большему расходу материала. Установка заклепок при крепеже может быть цепной или шахматной, вторая более надежная, но очень трудоемкая.
Закладные головки бывают самых разных форм. Наиболее часто используемые – полукруглые и потайные. Первые полностью перекрывают собой отверстие, как шляпка винта, а для вторых канал развальцовывается с тем, чтобы имеющая форму перевернутого срезанного конуса головка полностью поместилась в лунке. Во втором случае поверхность детали остается гладкой, поскольку клепание происходит заподлицо, и разрушение таких заклепок становится затруднительным. Также существуют полупотайные форм-факторы (с небольшой округлой выпуклостью), плоские, плоскоконические, конические и овальные.
3 Простое решение – используем механический клепальный инструмент
Наиболее часто сегодня используются вытяжные клепальные элементы, которые особенно удобны, если необходимо прикрепить деталь к поверхности, противоположная сторона которой недоступна. Они представляют собой трубку с развальцовкой на одном из торцов (аналог закладной головки), в канале которой проходит стержень со шляпкой на ровном конце клепки. С развальцованной стороны выдвинута большая часть стержня, с которой и происходит сцепление зажима инструмента, для последующего протягивания сквозь трубку. Ровный ее конец сминается шляпкой стержня и образует замыкающую головку.

Заклепки для металла
Однако следует учитывать, что при соединении двух деталей вытяжной клепкой расширяется и ее канал, поэтому края отверстий должны быть прочными, не подвергающимися деформации. Поэтому для крепежа пластин из достаточно мягкого материала, будь то пластик или алюминий, должны применяться закладные втулки из стали или же шайбы с обеих сторон соединяющихся деталей. То же касается и соединений, которые должны быть подвижными, шарнирными, к ним также применимы в комплексе с шайбами втулки, причем длина их должна превышать суммарную толщину скрепляемых пластин.
4 Соединение при помощи цельнометаллических клепок – оковка головок
В отличие от вытяжных, обычные литые или штампованные клепальные элементы нужно устанавливать с применением определенных прилагаемых к замыкающему концу усилий. Это может быть прессование или же целенаправленные удары для расплющивания выходящего из отверстия конца стержня. Второй вариант больше всего напоминает ковку, тем более что выполняется он холодным или горячим способом. Если толщина клепки не превышает 1 сантиметр, можно использовать холодную оковку замыкающей головки. Если же диаметр больше 10 миллиметров, то необходимо накаливание крепежного элемента для облегчения расплющивания его конца.

Инструмент для заклепки
Как правило, перед тем, как расклепать горячим способом заклепку, ее нагревают в горне, после чего устанавливают в отверстие и несколькими сильными ударами делают плоскую замыкающую шляпку. При этом снизу должна располагаться наковаленка с лункой под закладную головку. Для холодного способа применяется специальный инструмент – боек с лункой полукруглой формы, при помощи которого формируется ровная полусфера путем деформации выходящего из отверстия конца в пределах выемки. Оковка обычным молотом дает такой же результат, если бить по торцу, направляя удары слегка вскользь, от центра к краям, но такая головка будет менее аккуратная.
5 Как удалить заклепку – несколько доступных способов
Как мы уже говорили, рассматриваемый тип соединения является неразъемным, однако, если все-таки необходимо разобрать конструкцию, детали которой склепаны между собой, можно использовать несколько разных методов. Самый распространенный, который обычно применяется к вытяжным, взрывным и разрезным типам крепежей, а также там, где имеют место потайные головки – высверливание. Для этого сверло, соответствующее предположительному или точно известному диаметру отверстия, устанавливается точно в центр закладной или замыкающей головки, после чего делается лунка на необходимую глубину или же сквозной канал. После этого несколькими точными ударами можно легко выбить клепку.

Инструмент для удаления заклепок
Второй способ несколько трудоемкий, однако, вполне эффективный для головок, которые хорошо видны над поверхностью, то есть для полукруглых и конических. Вам понадобится специальное зубило, напоминающее формой стамеску, с помощью которого необходимо срубить шляпку, нанося резкие и сильные удары по тыльному концу рукоятки. Также может подойти и остро заточенная стамеска, однако этот инструмент рекомендуется использовать только для заклепок небольших диаметров. Крепежные элементы со стержнем около 1 сантиметра и более таким способом срезать очень сложно.
Самый простой метод для удаления заклепок с выступающими головками – применить угловую шлифовальную машину, в просторечии именуемую болгаркой. На нее лучше всего установить для этой цели отрезной диск, и, подведя сбоку к головке, аккуратно срезать ее. Если при этом есть вероятность повредить поверхность детали, с которой удаляется соединение, рекомендуется использовать грубый шлифовальный диск, при помощи которого головка просто аккуратно стачивается до основания. Далее, установив любой достаточно острый инструмент, например, пробойник, можно сильным ударом молотка легко выбить стержень заклепки из отверстия.
tutmet.ru