Инструменты для разметки металла: приспособления, применяемые при разметке, какие существуют приборы и как их нужно применять для нанесения заготовок деталей – rocta
alexxlab | 07.11.1991 | 0 | Разное
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Балочные системы. Определение реакций опор и моментов защемления |
⇐ ПредыдущаяСтр 2 из 5Следующая ⇒ Под разметкой понимают нанесение контура детали посредством точек и линий на заготовку. Она применяется в производстве весьма обширно, несмотря на значительные трудовые затраты. По особенностям выполнения ее подразделяют на плоскостную и пространственную. Первая осуществляется в пределах одной плоскости. Пространственная разметка подразумевает увязку точек и линий на разных плоскостях заготовки. Для разметочных работ используется разметочный инструмент. Далее рассмотрены инструменты, применяемые при разметке в слесарном деле. Разметочные приспособления: Одна из разниводностей приспособлений для разметки деталей — чертилки. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Рейсмасы рассчитаны на нанесение параллельных линий и проверку установки заготовки при пространственной разметки. Это приспособление представлено установленной на стойке с основанием чертилкой. Последнюю возможно расположить на стойке любым образом. Для точных работ служит штангенрейсмас со шкалой. Для обычных вариантов применяют масштабные линейки либо концевые меры длины для повышения точности. Разметочные циркули рассчитаны на перенос на заготовку линейных размеров, создание окружностей для изогнутых деталей вроде гребных винтов, деление углов и отрезков, измерение. На особо точную разметку и нанесение больших окружностей рассчитан разметочный штангенциркуль. От обычного он отличается наличием микрометрического винта. Включает штангу-линейку с двумя ножками, снабженными закаленными сменными иглами. Подвижная ножка оснащена нониусом, а ее игла перемещается по шкале, обеспечивая возможность нанесения окружностей в различных вертикальных плоскостях. 9. Назвать приемы подготовки поверхности металла к разметке.  К пространственной разметке приступают после того, как проведут подготовительные работы. К пространственной разметке приступают после того, как проведут подготовительные работы.1. Изучат чертеж, подготовленный к разметке заготовки, чтобы ясно представить пространственную форму заготовки и все места, подлежащие последующей обработке. Проверят заготовку по размерам, указанным в чертеже, по форме и припускам на обработку, по основным размерам. 2. Проверят пригодность заготовки, на которой не должно быть раковин, пузырей, трещин, перекосов, отколов (от удара молотком заготовка не должна издавать дребезжащий звук, так как это говорит о том, что в ней имеется трещина). Все поверхности заготовки должны быть очищены от грязи, окалины и остатков формовочной смеси. 3. Выберут базу для разметки, чтобы разметка была точной, все размеры следует откладывать только от разметочных баз. При выборе баз необходимо руководствоваться следующими правилами: если заготовка имеет обработанную поверхность, от которой исходят все размеры на чертеже, то за базу принимают эту поверхность; если заготовка имеет бобышки, приливы или литые отверстия, то за базу разметки принимают центровые или осевые линии, от которых исходят остальные размеры; при выборе базы разметки необходимо учитывать перекосы, смещения, а у некоторых деталей — толщину стенок. 4. Подготовят приспособления ,необходимые для установки и выверки деталей. 5. Окрасят поверхности, на которые будут наноситься разметочные риски. При выполнении этого упражнения краситель наносят на торцовые (круглые) плоскости В и боковые плоскости основания подшипника по всему периметру . 6. Установят размечаемую деталь на плоскость разметочной плиты. ⇐ Предыдущая12345Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Тактические действия в защите История Олимпийских игр История развития права интеллектуальной собственности |
|
Последнее изменение этой страницы: 2020-12-19; просмотров: 91; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
 Все правила по сольфеджио
Все правила по сольфеджио
 Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.016 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.016 с.)Разметочный инструмент | Чем и как следует размечать заготовки
Разметка является важнейшим этапом подготовительных работ. В разметке нуждаются те поверхности, которые будут подвергаться обработке.
От точности разметки будет зависеть качество конечного результата обработки.
Разметка актуальна практически для всех сфер ремонта, строительства и производства. Особенно актуальной разметка является для следующих областей:
- Слесарное производство
- Столярное дело
- Малярные операции
Важность разметки выражена народной пословицей: «Семь раз отмерь, один раз отрежь». В обзоре пойдет речь о том, как выбрать разметочный инструмент.
Содержание
- Классификация инструментов для разметки
- Инструмент для измерения и соблюдения геометрии
- Инструмент для графической разметки
- Дополнительно
Классификация инструментов для разметки
Всю серию разметочных инструментов можно разделить на 3 категории:
- Измерительные
- Для соблюдения геометрии
- Для создания линий
Перечисленные выше категории разметочных инструментов используются в паре. Обычно инструменты для измерения и контроля геометрии комбинируются. Ярким примером комбинированного инструмента является линейка. К числу таких инструментов можно отнести и транспортир.
Дополнительно инструмент для разметки можно классифицировать по материалу заготовки, которая размечается. В этом случае инструмент можно разделить на несколько категорий:
- Для разметки металла
- Для разметки древесины и других мягких материалов
Конечно, существуют инструменты для разметки пола, стен, потолка и прочих поверхностей. Но в этих случаях стандартные инструменты разметки будут малоэффективными. Для создания разметки на поверхностях с большой площадью обычно используют лазерные уровни и графические построители.
Теперь подробнее про виды инструментов для разметки.
Инструмент для измерения и соблюдения геометрииЕсли к точности разметки предъявляются повышенные требования, то мастеру не обойтись без точного измерительного инструмента. К числу такого инструментария можно отнести:
- Рулетку
- Калиброванную скобу
- Всевозможные шаблоны
- Уголок
- Центроискатель
Измерительный инструмент дает возможность точно отмерять: расстояние между точками, длину линий, межцентровые промежутки, углы и пр.
- Линейка – базовый инструмент для измерения прямых линейных размеров. Среднестатистическая линейка имеет длину около 30 (см). Но встречаются и более длинные модели, вплоть до 100 (см).
В продвинутых линейках используется и метрическая шкала, и дюймовая. Для разметки заготовок обычно используются металлические линейки. Хотя этот инструмент может быть и пластиковым, и даже деревянным.
Широкое распространение получила линейка в форм-факторе складного метра. Такая линейка состоит из 10 сегментов по 10 (см). Сегменты соединены между собой при помощи шарниров. Это дает возможность компактно хранить достаточно длинный метровый измеритель.
- Рулетка – в отличии от линейки, которая имеет весьма ограниченную длину, данный инструмент способен измерять куда большие линейные размеры.
Среднестатистическая бытовая рулетка имеет шкалу длиной 3 (м). Существуют и более длинные рулетки, вплоть до 10 (м) и даже более того.
Рулетка хороша тем, что разметочная шкала сматывается в «рулет». Отсюда и название, «рулетка». Такой измерительный инструмент просто хранить, легко переносить с места на место и удобно транспортировать на большие расстояния.
Простота использования рулетки обусловлена наличием в устройстве механизма автоматического сматывания ленты. Но в длинных рулетках лента обычно сматывается вручную, рукояткой.
- Скоба – этот измерительный инструмент имеет весьма узкую сферу применения. Калиброванные скобы применяются в основном в серийном производстве каких-то определенных деталей.
При помощи скобы можно легко и быстро определять расстояние между точками. Какие еще виды инструментов для разметки существуют.
- Шаблон – тот же трафарет, посредством которого можно переносить на поверхность заготовок любые графические элементы, от одиночных точек и линий до сложных чертежей, а также цифр и букв.
Чаще всего шаблоны применяются при серийном изготовлении деталей.
Шаблоны ценятся за простоту использования и высокую точность разметки. Для нанесения графической разметки нужно лишь правильно расположить трафарет на поверхности заготовки. Для установки шаблона обычно используются так называемые базовые точки.
Конечно, в шаблонах не обошлось и без минусов. Основным их недостатком является трудоемкость в изготовлении.
- Уголок – инструмент, который позволяет сделать разметку с точным соблюдением угла 90˚.
Существует несколько разновидностей уголков:
- Плоские
- Для установки на торце
Плоские уголки позволяют делать разметку на ровных поверхностях, вдали от края заготовки.
Дополнительно встречаются уголки с упором на нижней стороне. Упор предназначен для стыковки с краем заготовки. В данном случае появляется возможность сделать точную разметку относительно какой-то из сторон заготовки.
Для разметки чаще всего используются металлические уголки и модели из алюминиевого сплава. Но встречаются и пластиковые уголки. В прошлом широкое распространение имели уголки на основе древесины.
Но встречаются и пластиковые уголки. В прошлом широкое распространение имели уголки на основе древесины.
- Центроискатель – тот же транспортир, но с подвижным указателем.
В категорию разметочного инструмента для измерения и соблюдения геометрии дополнительно можно включить малки, отволоки, рейсмусы и многие другие приспособления. Список инструментов из данной категории настолько широк и разнообразен, что в рамках одного обзора не получится описать всю номенклатуру.
Нередко в мастерских можно встретить уникальные измерительные и контрольные инструменты. Использование уникальных приспособлений характерно для мастерских и производственных участках, в которых налажено серийное производство заготовок.
Как выбрать разметочный инструмент для нанесения линий и точе.
Инструмент для графической разметкиДля создания точек и линий следует использовать соответствующий инструмент. Для графического построения разметки используют:
- Чертилки
- Карандаши
- Мел
- Краску
Инструменты для нанесения графической разметки принято считать расходным материалом.
- Чертилка – приспособление для разметки на металлических поверхностях. Рабочая часть данного инструмента представлена заостренным кончиком.
Острие чертилки оставляет на металле хорошо заметную царапину.
Существует множество разновидностей чертилок. Классическая чертилка представлена стержнем длиной 70-100 (мм) и диаметром около 3 (мм). Острие расположено лишь на одном конце.
Дополнительно встречаются чертилки с загнутым острием вместо тыльной тупой стороны. Загнутое острие предназначено для нанесения разметки в труднодоступных местах, а также при работе из неудобного положения.
Есть чертилки со стационарным и съемным острием. Чертилки могут отличаться типом ручки.
Тело чертилки создается обычно из доступной углеродистой стали. Само же острие изготавливается прочного сплава. В некоторых случаях на острие из углеродистой стали наносится напыление в виде более прочного металла.
Перед разметкой металлической заготовки рабочую поверхность тщательно зачищают и красят.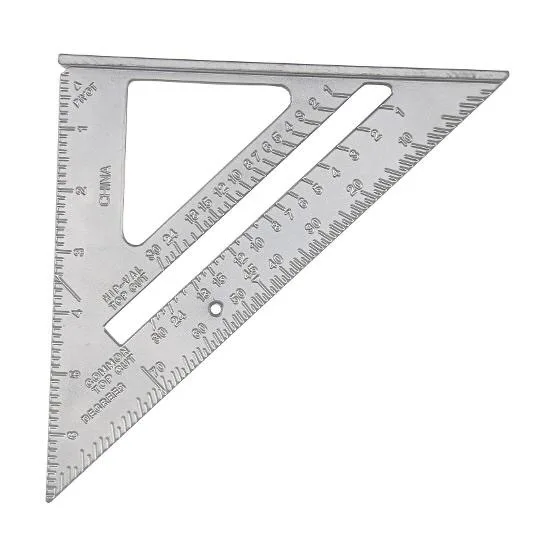 В роли красителя обычно используют медный купорос или раствор из мела и столярного клея.
В роли красителя обычно используют медный купорос или раствор из мела и столярного клея.
Разметка на окрашенной металлической поверхности будет хорошо заметной даже издалека.
- Карандаш – классический чертежный инструмент. Построение точек и линий производится за счет графитового стержня.
Для создания разметки на заготовках обычно используют простой карандаш увеличенного диаметра. Касательно чертежных карандашей, они предназначены больше для бумаги.
Если размечается заготовка темного цвета, то обычно используют карандаш с контрастным цветом. Для заготовок с темной поверхностью хорошо подходит белый разметочный карандаш. В цветных карандашах используется тот же графитовый стержень, но с добавлением красителя.
- Мел – простой и доступный по цене инструмент для разметки.
Мелом обычно делают разметку для черновых заготовок. Дополнительно мел используется в тех случаях, когда к точности разметки не предъявляется особых требований.
Дополнительно мел используется в тех случаях, когда к точности разметки не предъявляется особых требований.
Мел для разметки обычно представлен стержнем длиной 50-100 (мм) и диаметром около 10-15 (мм). Профиль мелка может быть как округлым, так и многоугольным. В мелках не используется заточенное острие, как в карандашах или чертилках. По этой причине мелом не получится сделать разметку повышенной точности.
- Краска – линии и точки размечаются красителем на основе акрила или полиэфирных смол. Это классические виды красок на масляной или другой не растворимой в воде основе.
Чаще всего для разметки используется краска в баллончиках.
Как и мел, краска применяется для создания черновой разметки. Ключевым преимуществом краски перед другими видами разметочных инструментов является высокая стойкость к атмосферным и механическим воздействиям. Краску просто так не сотрешь, как это можно сделать с мелом или тем же графитовым карандашом.
Дополнительно
Разумеется, в каждом деле, которое требует разметки заготовок, имеется своя специфика. Это находит реальное отражение на инструментах для разметки и методах нанесения линий.
Среди разметочных инструментов нет универсальных моделей, которые одинаково хорошо подходили бы для нанесения разметки на разные по размеру и материалу заготовки.
Мастер должен иметь запас разнотипных разметочных инструментов.
Чертилка слесарная по металлу: ГОСТ, назначение, изготовление
Инструменты для нанесения рисок
В сущности, любая разметка означает нанесение углубленной контурной или точечной насечки. Эту функцию позволяет выполнить широкий спектр инструментов, среди которых чертежные приспособления, штангенрейсмасы и стандартные рейсмасы, циркули пружинного типа и керн – инструмент, который является простейшим представителем этой группы. И напротив, многофункциональные приспособления реализуют задачи нанесения меток в качестве вспомогательных. К таким относятся, например, модели, позволяющие находить и центрировать детали. Это специальные разновидности кернов, угольников, транспортиров и т. д.
К таким относятся, например, модели, позволяющие находить и центрировать детали. Это специальные разновидности кернов, угольников, транспортиров и т. д.
Устройство и технические характеристики
Большая часть мерительного инструмента нормируется требованиями ГОСТ. В системе стандартов, принятых в нашей стране их можно насчитать не менее сотни. На основании ГОСТ, предприятия – изготовители имеют право выпускать собственные технические условия (ТУ) на выпуск той или иной продукции. Надо понимать, что инструмент, производимый на основании ТУ никоим образом, не уступает тому, который отвечает требованиям ГОСТ. Но исторически сложилось так, что если на паспорте, который доложен сопровождать любую инструментальную продукцию, указан, к примеру, ГОСТ 20162-90, то такая продукция вызывает большее доверие со стороны потребителей.
Технические характеристики нутрометра
Между тем устройство измерительных инструментов и приборов ничем не отличается от тех, которые произведены на основании ТУ. Это не касается той инструментальной продукции, которая изготовлена кустарным образом, и их показаниям доверять нельзя по определению.
Это не касается той инструментальной продукции, которая изготовлена кустарным образом, и их показаниям доверять нельзя по определению.
Требования к измерительным приборам и инструментам, как уже отмечалось выше, определены в ГОСТ. В качестве примера того, какие требования предъявляются к мерительному инструменту, можно рассмотреть линейку измерительную, ГОСТ 427.
В нем определено, какие виды, и формы металлических линеек производят. Определено, какие виды шкал могут быть нанесены, на поверхность инструмента. В этом же документе регламентированы допуски на габаритные размеры, указаны предельные отклонения, которые касаются разметки металлической линейки.Определен материал, из которого допустимо изготавливать этот класс инструмента, и описаны покрытия, которые наносят на поверхность изделия.
ГОСТ очень серьезно подходит к порядку приемки готовой продукции. Кроме того, не менее тщательно определены порядок хранения, упаковки и транспортировки груза.
Кроме того, не менее тщательно определены порядок хранения, упаковки и транспортировки груза.
Виды чеканки
В зависимости от формы предмета и сложности рисунка чеканка бывает:
- Ажурной, по виду похожей на металлические кружева. Работу начинают с высечения фона, затем по подготовленным линиям проводят завершающую высечку. Поскольку толщина ажурных перегородок невелика, при проведении отжига необходимо следить, чтобы они не расплавились. Ажурную чеканку часто наносят на объемные предметы как финишную отделку.
- Контурной, которая чеканится на листовом металле без заранее нанесенного рельефа. Визуально такая чеканка схожа с гравировкой, но отличается от нее выпуклыми или вогнутыми формами. Этот способ применяют для изготовления декоративных элементов интерьеров и для нанесения орнамента на плоские поверхности.
- На объемных предметах. Самый трудный по выполнению вид чеканки, так как рисунок выбивают на изогнутой поверхности. Однако опытные мастера справляются с работой без особых затруднений.

- Рельефной. Ее также относят к категории сложных видов. Работу начинают с выколачивания контуров рисунка, затем изображение делают рельефным. На завершающем этапе выравнивают детали изображения и полируют.
Что представляет собой разметочная операция?
Сразу следует определиться, что разметка – это не обязательно фиксация расстояния от одной точки до другой при устройстве той или иной конструкции. По мере усложнения производственных и строительных нормативов повышается и технологичность разметочных процессов. В ходе этого действия мастер на стройплощадке или оператор на производственной линии может определять параметры заготовки, характеристики ее расположения относительно других объектов и т. д. Современный инструмент для разметки позволяет фиксировать такие показатели, как длина, ширина, высота и угол.
Некоторые модели типа угольников также ориентированы на изначальное определение, насколько объект, его параметры или расположение соответствуют требованиям. Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Инструмент для разметки на плоскости
Отличительной чертой инструмента, рассчитанного на выполнение измерений и рисок в одной плоскости, является заточенность под базовые геометрические расчеты. С помощью таких приспособлений пользователь указывает границы контуров, межосевых расстояний, наносит риски, фиксирует угловые отклонения. Схожие действия выполняются и пространственными моделями разметки, но их отличает как раз минимальная продуктивность в работе на одной плоскости. Итак, к плоскостной группе инструментов такого типа относится угольник слесарный, различные чертила, транспортиры, линейки и т. д
Важно отметить, что для таких операций требуются и вспомогательные приспособления, которые не имеют отношения непосредственно к измерениям и разметкам. Например, в этом качестве используют упоры и кондукторы
Например, в этом качестве используют упоры и кондукторы
Не всегда подобного рода действия являются первичными при выполнении архитектурных и проектировочных мероприятий. Такой инструмент задействуют и в поверке существующих конструкций. Если требуется внести корректировки, то могут использоваться, к примеру, чертилка по металлу или штихель. Он позволит с высокой точностью построить точки, по которым в дальнейшем будет устанавливаться новая конструкция или объект.
Изготовление мормышки своими руками
Каждый уважающий себя рыболов, имеет в собственном арсенале несколько разновидностей мормышек чертиков. Кто-то использует покупные изделия, а кто-то пытается создать их собственноручно.
И последний вариант обладает многими весомыми преимуществами, включая:
- Доступную стоимость.
- Отличающуюся форму, вес и игру.
- Практичность.
- Уловистость.
Не все магазинные модели способны вызвать интерес у полосатого хищника или другой рыбы, поэтому в некоторых случаях нет другого выхода, как сделать приманку из подручных средств.
В настоящее время применяется несколько способов изготовления приманки в домашних условиях. Ее создают на основе разного сырья, но если говорить о самоделках, то, как правило, это оловянные, припойные или свинцовые изделия, которые способны легко расплавляться под воздействием низких температур.
Чтобы изготовить приманку необходимо руководствоваться одной из многих существующих методик. Кто-то из рыболовов подготавливает специальную форму, в которую заливает материал, создавая сразу несколько мормышек одновременно. Другие же берут припой, спаивая между собой все детали, чтобы получить нужную форму. Есть еще одна группа людей, которые просто скрепляют между собой два цевья из крючков, наматывая сверху проволоку. Таким образом получается очень необычная форма чертика. Главное — не бояться проявить фантазии, так как это позволит создать приманку практически любой формы.
Изготовление собственными руками
Домашний умелец не ограниченный жёсткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, необходимого размера, формы. Квалифицированные мастера, даже на больших фирмах, где имеется возможность пользоваться фабричным изделием полагают, что выполненная собственными руками модель лучше. Рукодельная чертилка предусматривает частные характерности работника, характерности совершения операций. Удобная рукоять уютнее в работе, потому как часто необходимо прикладывать большие усилия при нанесении маркировки.
Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, необходимого размера, формы. Квалифицированные мастера, даже на больших фирмах, где имеется возможность пользоваться фабричным изделием полагают, что выполненная собственными руками модель лучше. Рукодельная чертилка предусматривает частные характерности работника, характерности совершения операций. Удобная рукоять уютнее в работе, потому как часто необходимо прикладывать большие усилия при нанесении маркировки.
Вариантов множество, к примеру:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из очень прочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства дома предполагают наличие нужного инструмента, опытов работы. Решить, как выполнить собственными руками чертилку в этом случае, это выбор мастера. Среди наиболее распространенных вариантов отмечают такие:
Решить, как выполнить собственными руками чертилку в этом случае, это выбор мастера. Среди наиболее распространенных вариантов отмечают такие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукояти и режущего острия.
Во время работы с абразивным инструментом необходимо не забывать, что непозволительно нагревать заготовку. Возникновение окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в данном случае. Используются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для производства собственными руками чертилки будет применение швейных игл. Для их изготовления берется очень прочная углеродистая сталь. Сделав ручку, можно из древесины или остальных материалов, вставляют зажимной механизм для иглы. Заранее ее делают короче до необходимого размера. Еще легче применять швейные иглы можно сняв шток с поломанной машинки.
Совсем иной, сегодняшний подход к решению проблемы рекомендуют находчивые умельцы. В сети можно выбрать набор электронной чертилки. Работает она по принципу дуговой гравировки
В сети можно выбрать набор электронной чертилки. Работает она по принципу дуговой гравировки
Для реализации идеи важно знать принципы электробытовой техники, опыты работы с устройствами. Хотя напряжение питание маленькое, подойдёт даже шнур от компьютерного порта USB, нужно выполнять технику безопасности
Для производства чертилки с твердосплавной напайкой необходим алмазный круг. Обыкновенный абразивный материал не управится с задачей, его можно лищь подпортить. При заточке инструмент не боится перегрева, но все равно температуру следует контролировать. В большинстве случаев крепится победит на латунном припое, который может расплавиться. Умно воспользоваться услугами специалистов заточки. В домашних условиях чертилка с твердосплавной насадкой может послужить долгое время после одной заточки.
Какой бы вариант изготовления не подобрал домашний мастер, он должен понимать, что работа стоит данных усилий.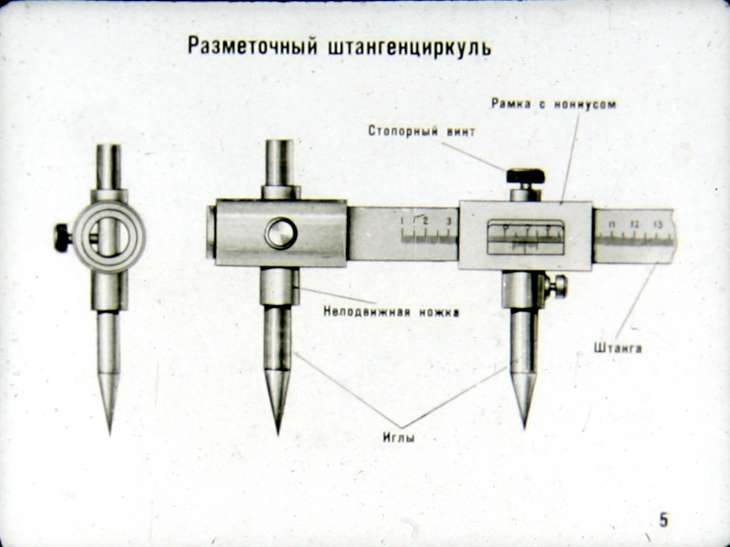 Разметка на металле при помощи слесарной чертилки качественнее, точнее, чем подобная процедура с применением маркера, карандаша или мела.
Разметка на металле при помощи слесарной чертилки качественнее, точнее, чем подобная процедура с применением маркера, карандаша или мела.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов.
 Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре. - Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.
 п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру. - Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Виды слесарных работ и их назначение
Общепринятой является следующая классификация слесарных работ:
- подготовительные,
- обработка в размер,
- подгоночные.

Как правило, у слесаря есть определенная узкая специализация. И один специалист может быстро и качественно выполнять лишь определенный вид работ. Есть, конечно, своего рода специалисты широкого профиля. Но это, как правило, молодые рабочие, которые только недавно вышли из стен учебного заведения и лишь осваивают азы профессии. Им нельзя доверить действительно сложную и ответственную работу.
О назначении тех или иных видов работ говорит их название. Так, подготовительные работы направлены на обеспечение подготовки к процессу, обработка в размер – воздействие на материал и заготовку инструментом с целью придания ей заданной формы, пригоночные – сборка и доводка деталей и узлов.
Классификация измерительных инструментов
При проведении работ, связанных с изготовлением различных деталей, ремонтных и строительных работ и пр. применяют контрольно-измерительные инструменты. Предприятия, занимающиеся производством этой продукции, выпускают множество видов измерительного инструмента – ручной, универсальный, цифровой и пр.
К ручному измерительному инструменту относят такие, как — линейки, рулетки, угольники, штангенинструмент, микрометрический и пр. Большая часть ручного инструмента относится к универсальному измерительному инструменту. Такие изделия можно применять при проведении замеров большей части деталей и узлов.
Ручные измерительные инструменты
Для выполнения точных замеров применяют инструмент с установленным на нем лазером. Такие изделия применяют в строительстве – это уровни, дальномеры, и другие изделия, предназначенные для выполнения разметки фронта работ или проведения геодезических исследований. Лазерный измерительный инструмент отличается простотой в эксплуатации, точностью снятых показаний. Большая часть такого инструмента может передать полученные данные для дальнейшей обработки в компьютер.
Строительный измерительный инструмент нашел свое применение на строительной площадке. Он отличается простотой в эксплуатации, ручной, не отличается высокой точностью. В то же время на стройплощадке применяют инструмент, использующий лазерный луч. Это позволяет выполнять замеры с точностью до долей миллиметра.
Это позволяет выполнять замеры с точностью до долей миллиметра.
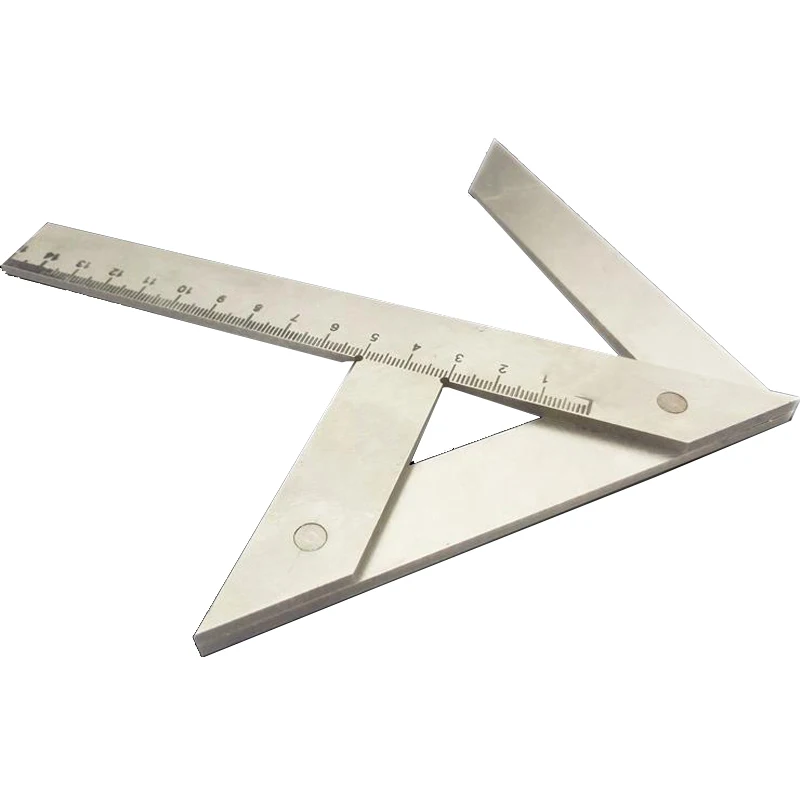
Измерительный и разметочный инструмент применяют перед началом работ. С его помощью производят разметку заготовок, обрисовывают контуры будущей детали и только после этого приступают к ее изготовлению. В плотницких и столярных работах применяют следующие инструменты – складной метр, рулетку, уровень, в том числе и гидравлический. Кроме этого, используют и такие, как рейсмус, циркули, угольники разных размеров. Существуют и такие приборы, как ерунок или малка. Для работы с металлом применяют другие приборы, например, штангенрейсмас или штангенциркуль с разметочными губками. Для работы с металлом целесообразно использовать и так называемые слесарные линейки, изготавливаемые из качественной нержавеющей стали и имеющие цену деления от 1 до 0,5 мм. Кроме этого, в производстве применяют лекала, их используют для разметки сложных дуговых линий.
Механический измерительный инструмент можно подразделить на пять классов:
- бесшкальный;
- штангенинструмент;
- головки;
- зубчато-рычажный;
- микрометрический.
К первому классу относят линейки – поверочные и лекальные. С их помощью проверяют прямолинейность поверхности. Она может быть выполнена на просвет, или для этого используют щупы.Для контроля просвета поверочную линейку укладывают на контролируемую поверхность, например, на станочные направляющие. К мерительным устройствам этого класса относят поверочные плиты, концевые меры длины и многие другие.
Поверочная плита
Штангенинструмент состоит из двух контрольных поверхностей, между которыми и выставляют размер. Одна поверхность является частью штанги, на второй подвижной или закреплена контрольная линейка, на которую нанесены размерные риски. Они могут иметь разную цену деления в зависимости от точности инструмента.Инструмент этого класса применяют для замера внешних и внутренних размеров – штангенциркули, для выполнения замеров глубины паза. С помощью инструмента этого типа контролируют размеры зуба в шестерне.
Они могут иметь разную цену деления в зависимости от точности инструмента.Инструмент этого класса применяют для замера внешних и внутренних размеров – штангенциркули, для выполнения замеров глубины паза. С помощью инструмента этого типа контролируют размеры зуба в шестерне.
Измерительными головками называют устройства, которые преобразуют перемещения мерительного наконечника в движение стрелки на круговой размеченной шкале. Эти устройства применяют, например, для выполнения замеров биения детали, зажатой в патрон токарного станка. Для удобства работы с такой головкой, на заводском сленге ее называют «часы», применяют стойки или штативы. Измерительные головки разделяют на:
- пружинные;
- рычажно – зубчатые;
- рычажные.
Измерительные головки
У микрометрического инструмента главным элементов является шпиндель, на поверхность которого нанесена особо точная резьба. Этот инструмент способен проводить замеры с точностью до 0,01 мм. Микрометрический инструмент устанавливают в скобы,приспособления и пр. представители этого класса инструмента — микрометры, микрометрические нутро- и глубиномеры пр.
представители этого класса инструмента — микрометры, микрометрические нутро- и глубиномеры пр.
Особенности инструментов по металлу
В работе с металлическими заготовками требуется особый инструмент, которым можно будет выполнять углубленные разметки и проводить контуры на твердотельной поверхности. Обычная маркировка не всегда себя оправдывает, поэтому та же чертилка для работы с металлом или угольник слесарный выполняются из высокопрочных марок стали. Это же относится и к штангенциркулям. Присутствие в их составе стойких к износу рабочих наконечников обусловлено не только обеспечением возможности выполнения углубленной в основу разметки. Мягкие металлы подвержены деформации, из-за которой утрачивается нормативная точность. По этой причине изготовители инструмента применяют победитовые напайки и делают основу из сталей специальных марок.
В плане технологических приемов измерения данный инструмент в целом соответствует аналогам, предназначенным для дерева
В конструкционном отношении разметочный инструмент по металлу практически идентичен тем же циркулям и рейсмусам, но важно учитывать и другую особенность. Корпусная основа в части рукоятки, к примеру, может быть универсальной
Корпусная основа в части рукоятки, к примеру, может быть универсальной
Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом. Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами.
24473—80
(CT СЭВ
1296—781
•замен
MH 525—60, MH 526—60, MH 527—60
ОКП 39 2611
Постановлением Государственного комитета СССР по стандартам от 26 декабря 1960 г. HS 5997 срок введения установлен
1. Настоящий стандарт распространяется на прямые и изогнутые разметочные чертилки, предназначенные для разметки металлических и неметаллических материалов, изготовляемые для нужд народного хозяйства и для экспорта.
Стандарт полностью соответствует стандарту СТ СЭВ 1296—78.
2. Чертилки должны изготовляться типов:
1 — прямые односторонние;
2 — прямые односторонние с рукояткой;
3 — изогнутые двусторонние;
4 — изогнутые двусторонние с рукояткой.
Чертилки каждого типа должны изготовляться исполнений:
1 — со стальными ножами;
2 — с остриями ножек, оснащенными твердым сплавом.
3. Основные размеры чертилок должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
Издания официальное Перепечатка воспрещена
с 01.01 1981 г.
Несоблюдение стандарта преследуется по закону
★
Е
Переиздание. Декабрь 1982 г.
Тип 1
dr
Черт. 1
мм
Таблица 1
Обозначение чертилки исполнений | Применяемость | < | 1 (пред, откл* * 1717 \ | |
1 | 2 | -D 1 1 2 ‘ | ||
7840-1001 | — | 25 | 150 | |
7840—1002 | ||||
7840-1003 | — | 30 | 250 | |
— | 7840-1004 |
* Размер для справок.
Тип 2
Черт. 2
мм Таблица 2
Обозначение чертилки | Применяе мость | d> | Л | ||||
исполнений | не белее | Г | ITI7 | ||||
1 | 2 | пред, откд, а | 1 1 2 | ||||
7840-1005 | —. | з | 6 | 125 | 70 | ||
— | 7840-1006 | V | |||||
7840-1007 | — | е | 8 | 150 | 80 | ||
— | 7840-1008 | О | |||||
7840-1009 | — | 5 | 8 | ОЛЛ | 00 | ||
— | 7840-1011 |
Тип 3
Черт.
1
2
7840-1012
30*
—
7840-1013
7840-1014
—
60е
—
7840-1015
7840-1016
—
90°
—
7840-1017
Тиш 4
а
Черт. 4
Таблица 4
Размеры в мм
Обозначение чертилки исполнений | Приме няемость | й. не болёе | 4, | t | К не более | X | ||
2 | t | „ . IT17 Пред, откл. ±- 2 | ||||||
7840-1018 | 3 | 6 | 150 | 60 | 30 | 30° | ||
— | 7840-1019 | |||||||
7840-1021 | — | 60е | ||||||
— | 7840-1022 | |||||||
7840-1023 | — | 90* | ||||||
— | 7840-1024 | |||||||
7840-1025 | —■ | 5 | 8 | 200 | 75 | 40 | 30* | |
— | 7840-1. | |||||||
7840-1027 | — | 60* | ||||||
— | 7840-1028 | |||||||
7840-1029 | — | 90* | ||||||
— | 7840-1031 | |||||||
7840-1032 | — | 5 | 250 | 100 | 50 | 30° | ||
— | 7840-1033 | |||||||
7840-1034 | — | 60* | ||||||
— | 7840-1035 | |||||||
7840-1036 | — | со 1 о о | ||||||
— | 7840-1037 |
 026
026Пример условного обозначения разметочной чертилки типа 4, исполнения 1, длиной /=150 мм с острием, изогнутым под углом 30°, с хромовым покрытием толщиной 9 мкм: Чертилка 7840-1018 Х9 ГОСТ 24473—80
Изменение Л 1 ГОСТ 24473—80 Инструмент разметочный. 3518
3518
Дата введения 01.01.91
Пункт 1. Иключить слова: «прямые и изогнутые».
Пункт 2. Исключить слово: «изогнутые».
Пункт 3 дополнить примечанием: «Примечание. Черт. 1—4 не определи* «от конструкцию чертилок»;
чертеж 1. Размер dИсключить знак оноски: *; таблица 1, Графа di. Исключить знак сноски и сноску;
IT 17
таблицы 1, 2. Графа I. Заменить слова: «пред. откл. ± —?г * на «пред, отка»
£ЫТ17»;
чертеж 2. Заменить обозначение: d2 на d\\
л IT17
таблица 2. Графа а. Заменить слова: «не более» на «пред. откл. ± “j” *3
графа d2. Заменить обозначение: d2 на dx\ дополнить словами: «пред, откл, IT 17 —o’ >;
1117
графа Исключить предельное отклонение: ± “Tj— *
чертеж 3. Заменить размеры: 5 шах на 5, 50 шах на 50*;
размер 50*. Стрелку продлить до контура;
чертеж дополнить сноской: «* Размер для справок»;
чертеж 4. Заменить размер: h на А*;
чертеж дополнить сноской: «* Размер для справок»;
чертеж дополнить размером li, как показано на чертеже; заменить обозначение: h на 12.
(Продолжение см* с. 174)
(Продолжение изменения к ГОСТ 24478—80}
таблица 4. Графа d. Заменить слова: «не более> на «пред. откл. ±
IТ17 2 *
графа J. Заменить слова и размер’ «пред. откл. £ d=ITI7»* 150 на 160;
* г 1Т17
графа 1и Исключить слова: «пред. откл. ± —** «1 на h\
графа А*. Исключить слова: «не более>;
таблицу дополнить графой — 1\: | |
1-2 | и |
60 | 80 |
75 | 90 |
100 1 | 190 |
(ИУС № 2 1990 г.) |
IT17
—2~» на «пред, откл заменить обозначение*
Инструмент для пространственной разметки
Уже отмечалось, что устройства для пространственной разметки не всегда целесообразно использовать для работы в одной плоскости. Однако инструмент для плоскостных построений вполне годится для некоторых операций с объемными фигурами. Главным отличием пространственного измерения под разметку является именно работа в нескольких плоскостях. Стандартная ситуация, когда устройства для разметки такого типа используются в фиксации параметров на одной плоскости, после чего проверяется количество прилегающих осей.
Главным отличием пространственного измерения под разметку является именно работа в нескольких плоскостях. Стандартная ситуация, когда устройства для разметки такого типа используются в фиксации параметров на одной плоскости, после чего проверяется количество прилегающих осей.
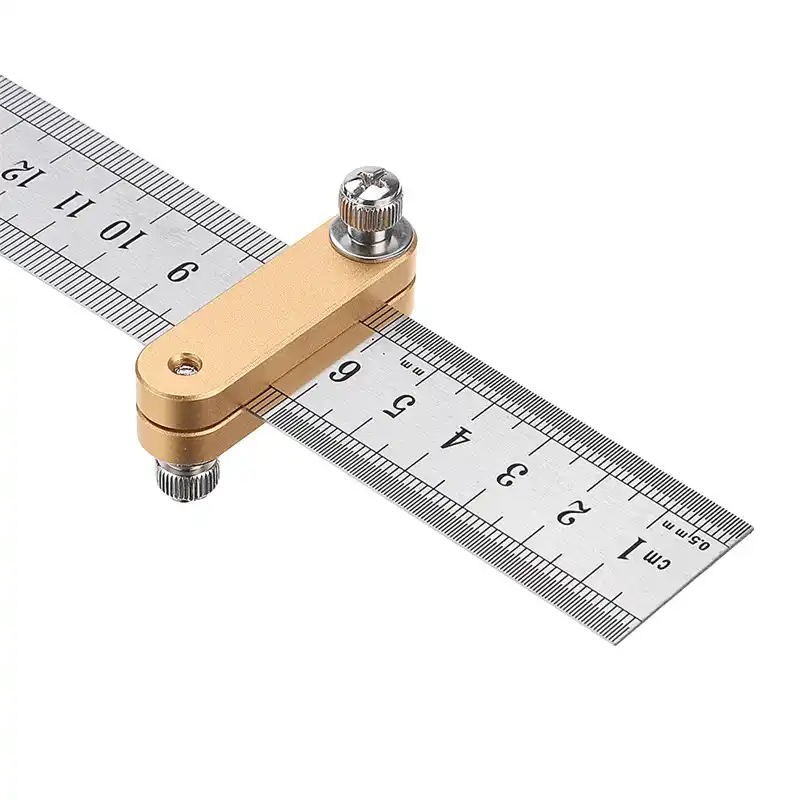
Специализированным инструментом для таких операций можно назвать вертикальную линейку и рейсмус. К слову, иногда также задействуется в качестве платформы для измерений горизонтальная плита – ее применение гарантирует корректность положения заготовки на базовой плоскости. В работе с объемными предметами также используется штангенциркуль с победитовыми напайками, обеспеченный стопорным винтом. Данный инструмент применяют и для оценки основных параметров объекта, и для выполнения рисок при необходимости.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т. п.
п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
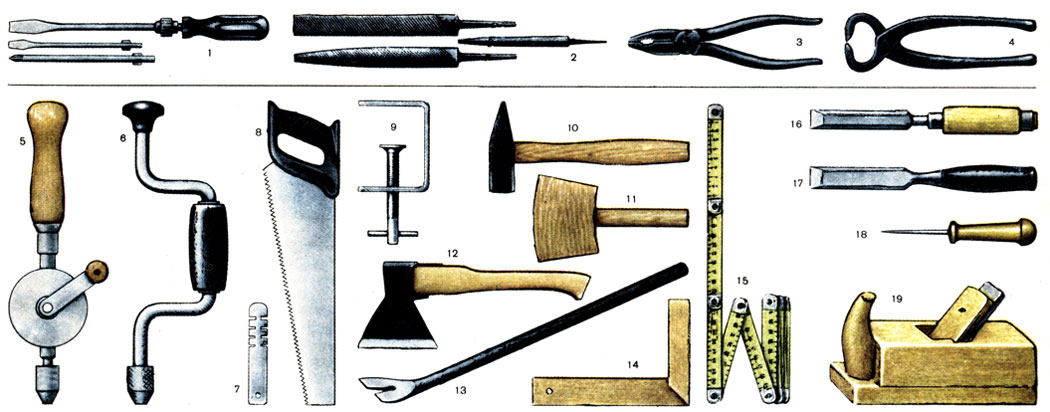
Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.
Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.
Ударный и разметочный инструмент:
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок.
 С помощью цековок выполняют зачистку торцовых поверхностей.
С помощью цековок выполняют зачистку торцовых поверхностей. - Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
- Микрометрические приборы, нутромеры.
- Меры длины: плоскопараллельные концевые, угловые призматические, штриховые.
- Поверочные плиты, щупы, лекальные линейки, угольники.

- Радиусные и резьбовые шаблоны.
- Приборы для измерения углов: угломеры, уровни, синусные линейки.
- Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
Заключение
В выборе подходящего приспособления для разметки важно учитывать задачи, которые планируется с его помощью выполнять. При всех достоинствах универсальных инструментов производители все же рекомендуют обращаться к специализированным моделям
Например, качественный слесарный разметочный инструмент значительно превосходит в точности модификации, ориентированные также на плотницкие и столярные работы. Правда, если речь идет о бытовом применении в частном хозяйстве, то может пригодиться и многофункциональный инструмент. Все-таки главное в операциях разметки – это аккуратность и внимательность самого исполнителя. От подготовительных мероприятий до финального кернения рисок каждый этап следует выполнять не спеша и с многоразовыми проверками результата.
Стальные штампы, типоразмеры и держатели
GT SCHMIDT занимается производством инструментов для маркировки стали с момента своего первого открытия в 1895 году. Уже более 125 лет мы поставляем практически во все отрасли самые качественные и надежные стальные штампы, стальные тип, держатели штампов и держатели типов.
Мы предлагаем широкий ассортимент инструментов для маркировки стали как для ручного, так и для машинного применения. Мы производим ручные штампы и держатели прямого типа ручного типа. Если вы занимаетесь маркировкой роликами, маркировкой прессом или маркировкой вращающимися роликами, у нас есть тип стали, стальные штампы, держатели машинного типа и опорные приспособления, необходимые для вашего приложения маркировки деталей.
Свяжитесь с нами
ПОСМОТРЕТЬ ВСЕ НАШИ ШТАМПЫ, ТИПЫ, МАТРИЦЫ И ДЕРЖАТЕЛИ
Стальные штампы
Тип стали
Стальные штампы
Типодержатели и держатели штампов
Общая информация о маркировке стали
ОБЩИЕ РЕКОМЕНДАЦИИ ПО НАНЕСЕНИЮ МАРКИРОВКИ: НАЛИЧИЕ СИМВОЛОВ, РАЗМЕР СИМВОЛОВ И ИНТЕРЕС
Символы с отступом
Размер символов следует определять путем измерения лицевой стороны инструмента, как показано на рисунках символов ниже. Инструменты Sharp Face и Aerocut измеряются на вершине выгравированной поверхности. Символы в стиле Flat Face и Outline измеряются по внешнему краю или общему размеру выгравированного лица.
Инструменты Sharp Face и Aerocut измеряются на вершине выгравированной поверхности. Символы в стиле Flat Face и Outline измеряются по внешнему краю или общему размеру выгравированного лица.
Рельефные символы
Они являются исключением и измеряются от оттиска, а не от лицевой стороны штампа. Размер определяется высотой отпечатка в точке, где приподнятая часть встречается с фоном.
Символы с тиснением
Размер символа с тиснением измеряется в точке, где скос мужского штампа соприкасается с фоном.
ИНСТРУМЕНТЫ ДЛЯ МАРКИРОВКИ СТАЛИ GT SCHMIDT ДОСТУПНЫ В ОДНОМ ИЗ СЛЕДУЮЩИХ ПЯТИ ЛИЦ.
SHARP FACE
Символы с острым торцом используют острую кромку, где инструмент соприкасается с деталью. Острый инструмент для лица проникает легче, чем другие стили.
AEROCUT FACE
Гравированная поверхность Aerocut образует специально разработанную закругленную поверхность для маркировки оттисков с минимальным напряжением в точке контакта.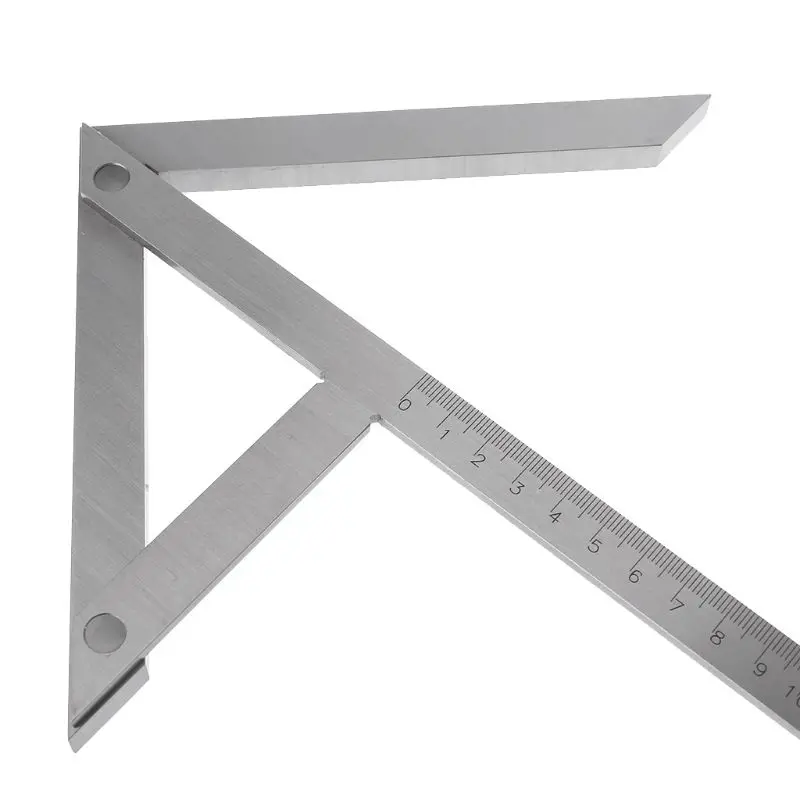
FLAT FACE
Плоские символы используются для создания более широкого впечатления. Эта поверхность часто используется на латуни или других цветных металлах или когда оттиск должен быть заполнен цветом.
КОНТУР ЛИЦА
Они имеют две резкие линии лица, чтобы создать впечатление двойной линии контурного символа. Этот стиль часто используется для выделения торговых названий или дизайнов.
AEROCUT DOT FACE
Эти поверхности имеют специально закругленные прерывистые поверхности для минимально возможного напряжения. Они рекомендуются для фитингов высокого давления, самолетов и других деталей, где острые инструменты могут нарушить молекулярную структуру металла.
РАЗМЕР СИМВОЛОВ И ИНТЕРЕС
Определение требований к размеру символов для вашего Знака:
Существует естественная тенденция выбирать больший размер символов, чем требуется. Это приведет к тому, что матрица может оказаться слишком длинной для области маркировки, или требования к тоннажу могут быть излишне увеличены.
Каждая буква или цифра занимает пространство, ширина которого равна высоте. Дроби (1/2, 1/4 и т. д.) составляются с символами в ряд, а не друг над другом. Дробь будет занимать место, равное буквам или цифрам того же размера.
Например, символы 1/8″ расположены через 8 интервалов в дюйме. Маркировка слова “ЗАКАЛЕННОЕ” с помощью символа 1/8″ заняла бы один дюйм. То же чтение в символах размером 3/32 дюйма даст отметку длиной 3/4 дюйма.
При наличии особых требований наш логотип, штампы или шрифт могут быть увеличены на большую площадь или сжаты, чтобы можно было наносить легенду на ограниченном участке.
РАССТОЯНИЕ СТАНДАРТНОГО ТИПА
Расстояние стандартного типа легко определить. Пробел равен размеру символа, умноженному на общее количество символов в чтении. (т. е. если используется символ размером 1/16 дюйма, а слово из восьми символов будет иметь длину 1/2 дюйма). Символы сжатого и расширенного стиля уменьшат и увеличат эти размеры соответственно.
ПРЯМОЙ ИНТЕРФЕЙС ДЛЯ ЛОГОТИПА
Прямой интервал между логотипами определяется так же, как и стандартный интервал между шрифтами. Каждый символ занимает пространство, равное размеру символа.
Интервал с логотипом с накаткой
Расстояние между логотипом с накаткой рассчитывается так же, как и с прямым логотипом, за исключением того, что перед и после чтения добавляется пробел, равный половине символа. Таким образом, бланк логотипа с накаткой на один символ длиннее, чем прямой логотип с тем же чтением.
Общие указания по маркировке
Глубина гравировки (стандарты GTS)
| Размер символов | Глубина |
| 3/64 дюйма | 0,012″ |
| 1/16″ | 0,014″ |
| 3/32 дюйма | 0,018″ |
| 1/8″ | 0,023″ |
| 5/32″ | 0,028″ |
| 3/16″ | 0,031″ |
| 7/32″ | 0,033″ |
| 1/4″ | 0,035″ |
| 5/16″ | . 040″ 040″ |
| 3/8″ | 0,050″ |
| 7/16″ | 0,055″ |
| 1/2″ | 0,060″ |
| 5/8 дюйма | 0,062″ |
| 3/4″ | 0,078″ |
| 1″ | 0,093″ |
Сверхглубокая гравировка
Требуется, когда материал удаляется с детали после нанесения маркировки и требуется нанести ненормально глубокую маркировку. Штампы для клеймения имеют очень глубокую гравировку и плоскую поверхность, чтобы фон горячего штампа не касался материала.
Гравировка с регулируемой глубиной
В некоторых случаях гравировка может быть меньше стандартной глубины. Товарные знаки и другие макеты надписей часто имеют неправильную форму, что может привести к неравномерному отпечатку. Выгравировав все символы и линии границ несколько мельче, матрица может «опуститься» (это означает, что матрица будет проникать в фон, так что вся метка будет одинаковой глубины). 0003
0003
Скосы
Угол или скос сторон выгравированных символов может изменяться в зависимости от конкретного применения. Однако на большинстве штампов для маркировки низкоуглеродистой стали выгравированы скосы под углом 45 градусов. Инструменты для клеймения или тиснения имеют более прямые стороны и плоские поверхности. Более тяжелые фаски и очень глубокая гравировка иногда используются для особо сложных работ по маркировке.
Требования к давлению для маркировки
Давление для маркировки одного символа Sharp Face (в тоннах)
Чтобы оценить требования к давлению при маркировке, умножьте тоннаж одного символа на количество знаков, которые должны быть нанесены. Чтобы отметить половину глубины, умножьте требуемый тоннаж на 0,75; чтобы отметить удвоенную глубину, умножьте требуемую тоннажность на 1,33; чтобы отметить трехкратную глубину, умножьте требуемую тоннажность на 1,7.
| Размер символов | Мягкая сталь | Мягкий алюминий | Инструментальная сталь | Глубина символов |
| 1/16 | 0,25 | 0,15 | 0,38 | . 003 003 |
| 3/32 | 0,5 | 0,3 | 0,75 | .004 |
| 1/8 | 0,75 | 0,45 | 1,13 | .006 |
| 5/32 | 1 | 0,6 | 1,5 | .007 |
| 3/16 | 1,88 | 1,13 | 2,82 | .008 |
| 1/4 | 2.1 | 1,26 | 3,15 | .010 |
| 5/16 | 3 | 1,8 | 4,5 | .013 |
| 3/8 | 4 | 2,4 | 6 | .016 |
| 7/16 | 4,75 | 2,85 | 7.13 | .016 |
| 1/2 | 5,7 | 3,42 | 8,55 | .017 |
| 5/8 | 7,5 | 4,5 | 11.25 | .020 |
| 3/4 | 9,25 | 5,55 | 13,88 | . 020 020 |
| 7/8 | 11 | 6,6 | 16,5 | .020 |
| 1 | 13 | 7,8 | 19,5 | .020 |



 Это может быть проблемой при использовании металлолома, когда вы сталкиваетесь с окрашенными или иным образом обработанными деталями.
Это может быть проблемой при использовании металлолома, когда вы сталкиваетесь с окрашенными или иным образом обработанными деталями.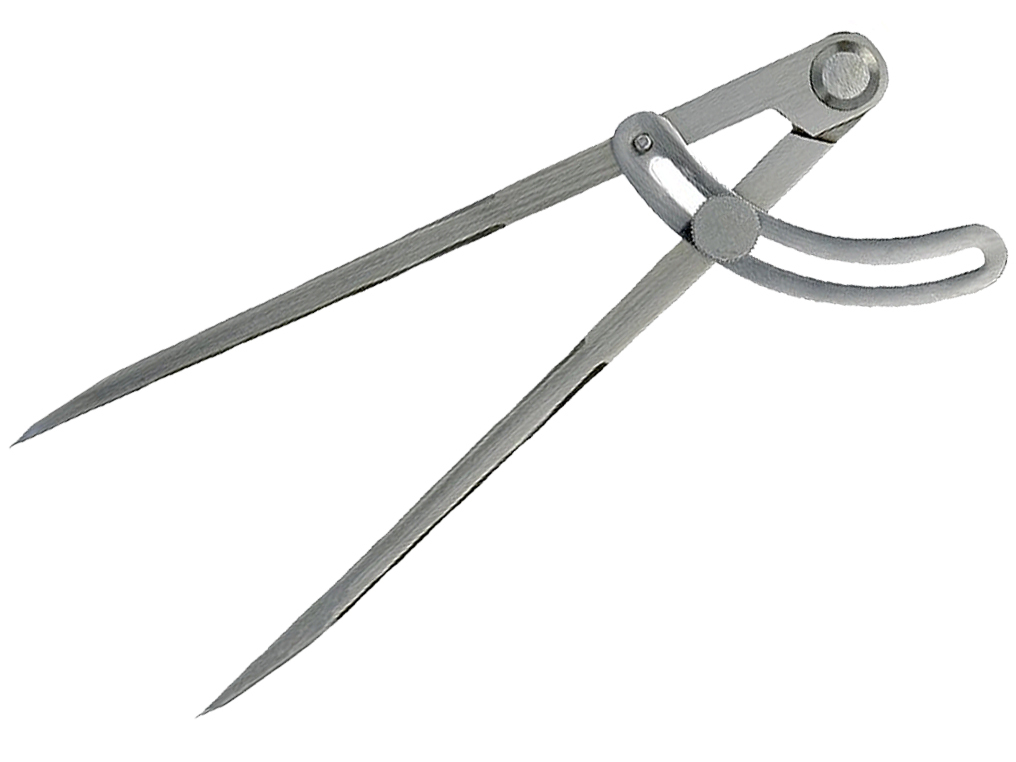 Я использую только заостренный кусок вольфрамового сварочного электрода. Вольфрам тверже стали и хорошо обрабатывается на настольном шлифовальном станке. Если самодельный писец тяжело держать, можно сделать для него ручку, чтобы было удобнее.
Я использую только заостренный кусок вольфрамового сварочного электрода. Вольфрам тверже стали и хорошо обрабатывается на настольном шлифовальном станке. Если самодельный писец тяжело держать, можно сделать для него ручку, чтобы было удобнее.
