Инвертор сварочный принцип работы схема: Принцип работы сварочного инвертора: устройство и характеристики
alexxlab | 27.01.1994 | 0 | Разное
Сварка инверторная для начинающих схема и видео
Сварка инверторная
Сравнительно недавно появилось оборудование, которое существенно облегчило жизнь большинству профессиональных и начинающих сварщиков. Сварка инверторным аппаратом позволяет значительно облегчить технику выполнения сварочных работ, применение нового способа преобразования электрического тока позволило существенно уменьшить габариты и вес оснащения.
Принцип работы инвертора
Если в обычных трансформаторных устройствах для дуговой сварки повышение силы тока в сварочной дуге достигалось путем преобразования электродвижущей силы тока в обмотках, то схема инверторного аппарата работает по совершенно другому принципу.
- Источником питания для инвертора служит обычная бытовая электрическая сеть переменного тока, имеющая частоту 50 Гц.
- Выпрямляющая схема устройства выполняет преобразование переменного в постоянный ток, после чего происходит его окончательное сглаживание при помощи специального фильтра.

- Инвертором называется основной электрический узел устройства. С его помощью происходит обратное преобразование постоянного тока в переменный, но при этом, частота, получаемая на выходе, уже измеряется десятками килогерц. В зависимости от модели это значение может достигать 50-60 кГц. Смысл данного двойного преобразования, схема которого на первый взгляд многим непонятна, состоит в том, что для понижения напряжения высокочастотного тока требуются трансформаторы гораздо меньших объемов и веса.

Для сравнения — сварка инвертором при силе тока 160А требует применения трансформатора с массой всего в 0,25 кг, тогда как по старой технологии вес устройства составлял бы уже 18 кг.
- Полученный высокочастотный ток понижается до расчетного напряжения (в бытовых устройствах обычно 60-90 В), в результате сила тока составляет минимально необходимые для сварки 120-200 А.
Плюсы сварочного инвертора
Кроме уже озвученного небольшого веса, который делает аппарат оптимальным для бытового применения, инверторная схема обеспечивает еще целый ряд преимуществ:
- Возможность применения электродов предназначенных как для постоянного, так и для переменного тока.
 Это имеет большое значение, когда предполагается сварка чугуна, цветного металла или различных сплавов.
Это имеет большое значение, когда предполагается сварка чугуна, цветного металла или различных сплавов. - Устройство обеспечивает возможность регулировки силы сварочного тока в значительном диапазоне, благодаря этому может выполняться аргонодуговая сварка инвертором с применением неплавящихся электродов из вольфрама.
- Схема управления большинства современных устройств инверторного типа позволяет реализовать множество функций, существенно облегчающих выполнение сварочного процесса. К ним можно отнести возможность облегченного розжига дуги, функции предотвращающие залипание электрода в разных режимах работы.
Минусы инверторной аппаратуры
Для того чтобы быть объективным, следует упомянуть и негативные качества инвертора.
- Основной недостаток, который определяется сложностью устройства, это цена установки. Разница по стоимости между инвертором и обычным сварочным трансформатором достигает приличной суммы. Инвертор минимум в 2-3 раза дороже.
- В связи с тем, что схема устройства собрана с применением полупроводниковых деталей, как и любое электронное устройство, инвертор очень чувствителен к пыли.

- Кроме того многие модели боятся отрицательных температур, эксплуатация при значительных морозах может стать проблематичной.
- Существенно сковывает движения сварщика, особенно на первых порах, короткая длина сварочного кабеля, она не должна превышать 2,5 метров.
На что обращать внимание при выборе инвертора
Для того чтобы сварка инвертором принесла только качественный результат, и оставила приятные впечатления от работы, следует со всей серьезностью отнестись к выбору устройства. В зависимости от того, зачем вам нужен инвертор, необходимо выбирать между профессиональной и бытовой моделью, они имеют существенные различия.
- Большинство бытовых устройств требуют регулярного прекращения работ для остывания. В таком случае сварка инвертором может выполняться на протяжении 15-20 мин, затем должен следовать перерыв, время которого должно быть приблизительно вдвое больше.
 Профессиональные модели изначально рассчитаны на эксплуатацию в течение смены (8 часов), существуют также устройства, применяемые в промышленности, некоторые из них могут работать практически круглосуточно.
Профессиональные модели изначально рассчитаны на эксплуатацию в течение смены (8 часов), существуют также устройства, применяемые в промышленности, некоторые из них могут работать практически круглосуточно. - Выбирая инвертор для дома, уточните величину имеющегося напряжения в сети. Если оно стабильно, и его величина соответствует норме, тогда вполне достаточно аппарата, рассчитанного на сварочный ток в 160 А. При наличии пониженного напряжения лучше всего остановиться на модели, выдающей 200 А, в противном случае схема может не обеспечить качество сварки.
Особенности выполнения сварки инвертором
Главное достоинство данного аппарата в том, что сварка инвертором может выполняться и не слишком опытным сварщиком.
- В трансформаторных устройствах существует прямая зависимость между выходным и входным напряжением, поэтому при существенных перепадах возникают существенные сложности в момент зажигания дуги, электрод попросту липнет к свариваемым деталям.
 Схема инверторного аппарата позволяет ликвидировать эту зависимость напряжений, поэтому зажечь дугу можно без особых усилий.
Схема инверторного аппарата позволяет ликвидировать эту зависимость напряжений, поэтому зажечь дугу можно без особых усилий. - Недостатком трансформатора является неспособность держать постоянную величину тока, поэтому часто возникает ситуация когда метал не проваривается полностью или наоборот, пережигается. Сварка инвертором этого недостатка не имеет, величина сварочного тока постоянная.
- При выполнении работы простым сварочным аппаратом большую роль играет поддержание стабильного размера дуги, от этого во многом зависит качество соединения. Для начинающего сварщика часто очень тяжело выдерживать этот параметр, но применение инвертора позволяет не так тщательно контролировать эту величину. Дело опять же в постоянстве сварочного тока, при котором минимальные изменения параметров дуги не оказывают влияния на качество шва.
- Сварка инвертором позволяет достаточно быстро освоить технологию выполнения вертикального шва. То, что инвертор позволяет избавиться от постоянного залипания электрода позволяет выполнять сварку прихватками даже не слишком искушенному сварщику.
Как видите, сравнение работы простым сварочным аппаратом и инверторным показывает преимущества применения именно последнего, поэтому существует целесообразность заплатить большую стоимость, и приобрести аппарат, схема которого позволит выполнить работу более просто и качественно.
Инвертор полуавтомат
Кроме устройств для ручной дуговой сварки, существуют и другие виды инверторной техники. К ним может быть отнесена сварка инверторная полуавтомат, предназначенная для работы в среде защитных газов (сварка MIG/MAG). В данном случае сварка инвертором осуществляется при помощи присадочной проволоки, которая подается в зону работ автоматическим устройством.
Выпускаемые модели также имеют небольшой вес и вполне могут применяться в бытовых условиях для сварки различных марок стали, алюминия, различных сплавов. Конструктивно чаще всего состоят из двух блоков — сварочный инвертор и устройство подачи проволоки. Существуют модели, которые позволяют выполнять и обычную дуговую сварку. Сварка инвертором такого класса отличается высокой производительностью, гарантирует получение шва надлежащего качества.
Сварка инвертором такого класса отличается высокой производительностью, гарантирует получение шва надлежащего качества.
Стоимость такого оборудования значительно выше, поэтому народными умельцами все чаще выполняется переделка стандартных инверторов, позволяющая работать ими в полуавтоматическом режиме.
Инверторная сварка TIG
Еще одна разновидность инверторных устройств — аргонодуговая сварка. Электрическая схема работает по стандартному для данного типа оборудования принципу преобразования высокочастотного напряжения, что обеспечивает стабильность дуги для сварки практически любых металлов.
Современные установки позволяют выполнять сварочный процесс с применением переменного и постоянного тока, выбор режима зависит от типа и свойств соединяемых металлов. Применение аргона обеспечивает надежную защиту сварочного соединения от воздействия атмосферного воздуха. Сварка TIG считается одним из самых прогрессивных методов выполнения сварочных работ, она незаменима при необходимости соединения алюминия и других цветных металлов. Сварка инвертором данного вида может применяться при работе с нержавейкой, титаном.
Сварка инвертором данного вида может применяться при работе с нержавейкой, титаном.
Некоторые производители поставляют на рынок устройства, способные выполнять сварку по всем перечисленным технологиям, такая универсальность делает подобное устройство для сварки незаменимым для небольших мастерских, частных автосервисов. А экономичность инвертора и его щадящее воздействие на электрическую сеть делает его самым оптимальным сварочным аппаратом для бытового применения.
Похожие статьи
- Типы и схемы сварочных аппаратов инверторного типа
- Сварочные инверторы из Китая
- Аппараты для сварки Aurora: что о них полезно знать?
- Сварочное оборудование Днипро-М: каковы его достоинства
Принцип построения и работа инверторных сварочных аппаратов — Меандр — занимательная электроника
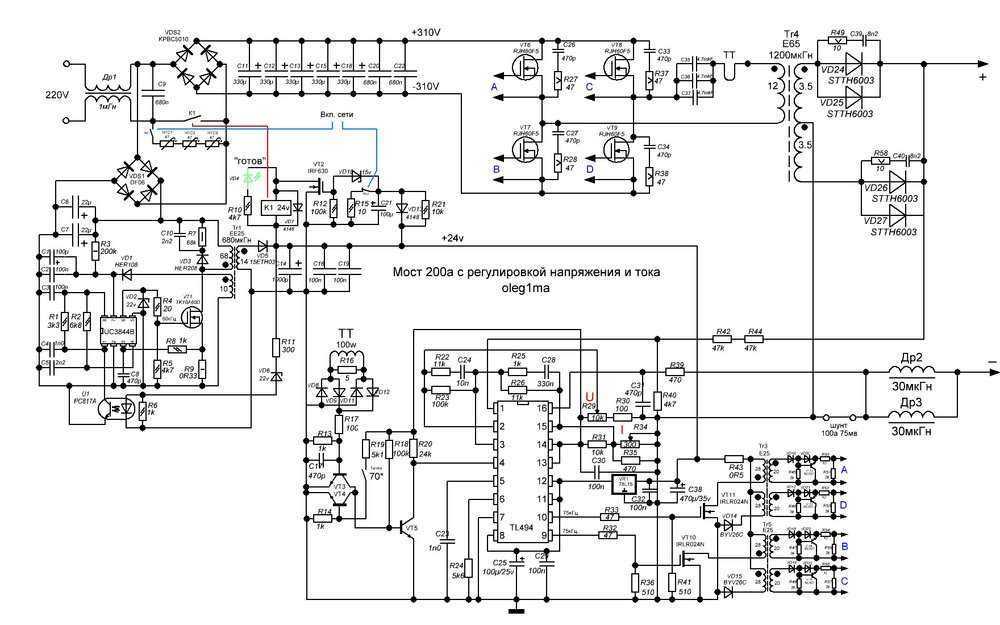
Довольно часто для построения сварочного инвертора применяют основные три типа высокочастотных преобразователей, а именно преобразователи включенные по схемам: асимметричный или косой мост, полумост, а также полный мост. При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
Все выше перечисленные преобразователи имеют свои плюсы и минусы. Разберемся с каждым в отдельности.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост.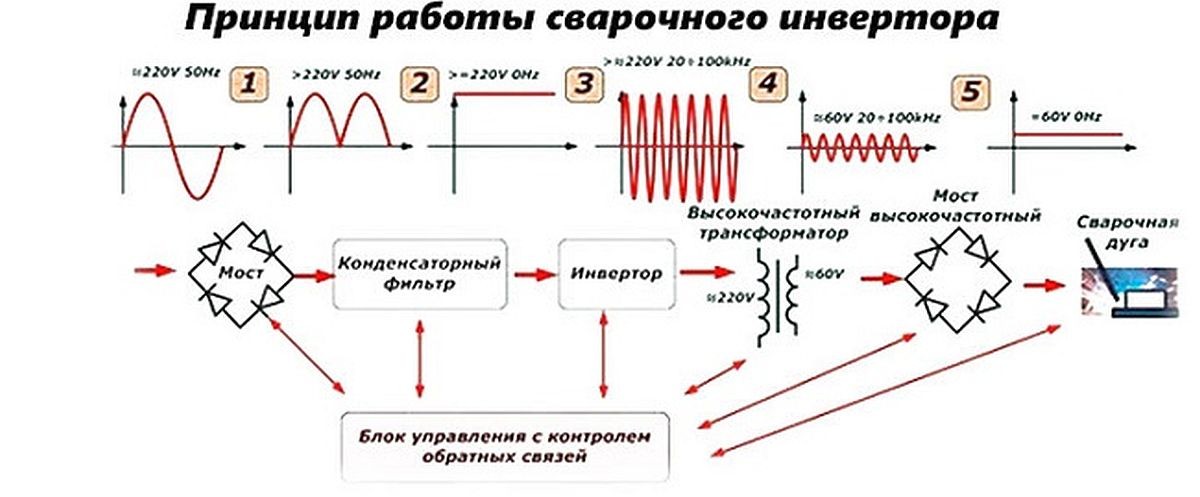 Выравнивание значения напряжения обеспечивается конденсаторами.
Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Изготовление сварочного инвертора из доступных деталей своими руками
Полное руководство по сварке электродом
Сварка электродом, также известная как ручная дуговая сварка металлическим электродом (ММА), относится к методу сварки, при котором присадочный стержень в электрододержателе служит сварочным электродом. Дуга горит между стержнем и заготовкой.
Дуга горит между стержнем и заготовкой.
Отличие от других методов сварки заключается в том, что присадочный стержень, служащий сварочным электродом при сварке ММА, постоянно укорачивается по ходу сварки. При сварке TIG и MIG/MAG расстояние горелки от заготовки должно оставаться постоянным в любое время. Однако при сварке ММА электрододержатель необходимо постоянно приближать к заготовке, чтобы поддерживать постоянное расстояние между электродом и расплавленным сварным швом. Это создает особые проблемы для сварки ММА.
Сварка STIC Области примененияСварка стержневыми электродами может использоваться практически в любых условиях, поэтому она является достаточно универсальным методом в сварочной промышленности. Он обычно используется на монтажных площадках, где требуется хороший доступ для сварочных аппаратов и где работы часто выполняются на открытом воздухе.
Сварка ММА является распространенным методом сварки, например, при сварке трубопроводов электростанций и на других участках сварки труб. Это также метод сварки, который предпочитают любители и небольшие ремонтные мастерские. Его также можно применять при подводной сварке, где используются наполнители, специально предназначенные для подводной среды.
Это также метод сварки, который предпочитают любители и небольшие ремонтные мастерские. Его также можно применять при подводной сварке, где используются наполнители, специально предназначенные для подводной среды.
Для сварки ММА требуется источник питания, кабель заземления и сварочный кабель с электрододержателем. Защитный газ отсутствует, так как сварочный электрод покрыт материалом, который выделяет защитный газ и шлак над расплавленной сварочной ванной. Многие сварочные аппараты TIG также подходят для сварки MMA.
Современные небольшие инверторные источники питания еще больше повышают мобильность и доступность. Источник питания можно, например, подключить к генератору с помощью длинных входных кабелей, расположив сварочный аппарат рядом с заготовкой. Самые маленькие источники питания в настоящее время весят всего 5 кг (10 фунтов).
Сварка MMA довольно популярна среди любителей, поскольку требуются только источник питания и стержни из присадочного материала. Защитный газ не требуется, и устройства обычно работают с током, полученным от обычной бытовой розетки.
Защитный газ не требуется, и устройства обычно работают с током, полученным от обычной бытовой розетки.
Обзор сварочного оборудования Kemppi MMA
Сварочные электроды STICKСварочный электрод представляет собой прямую сварочную проволоку фиксированной длины, покрытую присадочным материалом. Сварочный электрод имеет фиксирующую головку, с помощью которой он крепится к электрододержателю. На другом конце электрода имеется запальная головка, которой приклеивается заготовка для зажигания дуги. Качество или торговое наименование электрода указывается возле фиксирующей головки в покрытии. Обычно также указывается идентификатор класса AWS.
Диаметр сварочного электрода относится к диаметру металлического стержня внутри электрода. Целью покрытия на поверхности металлического стержня является защита места сварки от воздействия окружающего воздуха, образование шлака для поддержки сварного шва и облегчение создания дуги.
STICk Техника сварки Перед сваркой рекомендуется проверить состояние источника сварочного тока, кабелей, электрододержателя и заземляющего зажима. Если источник питания имеет пульт управления и пульт дистанционного управления, их функциональность также должна быть пересмотрена. Необходимо проверить качество и прочность сварочных электродов и они должны соответствовать заготовке. Покрытие на электроде должно быть неповрежденным.
Если источник питания имеет пульт управления и пульт дистанционного управления, их функциональность также должна быть пересмотрена. Необходимо проверить качество и прочность сварочных электродов и они должны соответствовать заготовке. Покрытие на электроде должно быть неповрежденным.
Сварку начинают резким ударом сварочного электрода по дну разделки. После этого верните сварочный электрод в исходное положение, не растягивая дугу, и легко перемещайте электрод, следя за шириной расплавленной сварочной ванны. Переместите сварочный электрод так, чтобы рукоятка была направлена вперед. Граница образовавшегося шлака видна после расплавленного шва. Он должен быть за расплавленным сварным швом. Расстояние от границы шлака до расплавленного шва можно регулировать сварочным током и углом держателя электрода.
Во время сварки концентрируйтесь на длине дуги и делайте ее как можно короче. Длина дуги легко увеличивается по мере уменьшения размера электрода во время сварки. Поначалу это движение может быть несколько трудно контролировать, но к нему легко привыкнуть.
Когда сварочный электрод закончился, необходимо удалить шлак с предыдущего шва и очистить его стальной щеткой. Зажгите следующий электрод немного перед предыдущим сварным швом, а затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
Выключите сварочный электрод, слегка переместив его назад к завершенному сварному шву, а затем подняв электрод прямо от заготовки.
Соединение деталей: 5 различных типов сварки
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом с использованием тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева.
Здесь мы обсудим некоторые из наиболее распространенных методов сварки, используемых в промышленности, и где они используются.
Обратите внимание, что упомянутые здесь виды сварки относятся только к металлам. Ниже приведены наиболее распространенные методы сварки металлообработки, используемые сегодня.
Ниже приведены наиболее распространенные методы сварки металлообработки, используемые сегодня.
Как следует из названия, дуговая сварка использует электрическую дугу для плавления материалов перед их соединением. Источник питания используется для создания электрической дуги между электродом (который может быть как плавящимся, так и неплавящимся) и основным металлом для расплавления металлов в точке контакта.
Зона сварки обычно защищена каким-либо защитным газом, паром или шлаком. Это связано с тем, что атмосферный воздух может взаимодействовать со сварочной ванной и вызывать окисление.
Эта электрическая дуга может создавать температуры выше 6300°F (3500°C), что достаточно для плавления металлов, таких как углеродистая сталь.
Существуют различные типы дуговой сварки, например, дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка под флюсом (SAW), плазменная дуговая сварка (PAW).
Применение дуговой сварки:
- Судостроение
- Автомобильная промышленность
- Строительство
- Машиностроение
Преимущества дуговой сварки:
- Подходит для высокоскоростной сварки
- Простой сварочный аппарат
- Мобильность благодаря простоте оборудования
- Может работать от переменного или постоянного тока
- Превосходные температуры
Недостатки дуговой сварки:
- Не подходит для сварки тонких металлов
- Требуются квалифицированные сварщики
- Нельзя использовать для реактивных металлов, таких как алюминий или титан
MIG или сварка металлов в среде инертного газа — это еще один метод сварки, в котором для создания сварных швов используется электрическая дуга. Однако в MIG используется непрерывный сплошной проволочный электрод, который нагревается и подается в сварочную ванну из сварочной горелки. Два основных материала сплавляются вместе, образуя соединение.
Два основных материала сплавляются вместе, образуя соединение.
При сварке MIG расплавленный электрод облегчает соединение двух металлов. Следовательно, MIG идеально подходит для соединения разнородных металлов. Через сварочную горелку также подается защитный газ, чтобы гарантировать, что сварочная ванна не взаимодействует с воздухом, окисляя зону сварки.
Некоторые из популярных применений сварки MIG:
Самые популярные
- Используется для большинства видов сварки листового металла
- Изготовление сосудов под давлением и стальных конструкций
- Автомобильная промышленность и производство товаров для дома
Преимущества сварки MIG:
- Обеспечивает высокое качество сварки
- Мелкие брызги от сварки
- Может использоваться для соединения разнородных металлов
- Может быть полностью или полуавтоматическим
- Хорошая скорость сварки
Недостатки сварки MIG:
- Не подходит для сварки снаружи
- Не подходит для толстых металлов
- Требуется подготовка металла
При сварке вольфрамовым электродом в среде инертного газа (TIG) используется неплавящийся вольфрамовый электрод для создания дуги между металлами. Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом, например, аргоном или гелием. Также иногда используется присадочный металл.
Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом, например, аргоном или гелием. Также иногда используется присадочный металл.
Сварка ВИГ может работать как от источников питания переменного, так и постоянного тока. Одним из самых сильных сторон сварки TIG является то, что ее можно использовать для сварки цветных металлов, таких как алюминий, медь, магний, медь, никель, титан и т. д.
Некоторые из популярных применений сварки TIG включают:
- Аэрокосмическая промышленность и авиастроение
- Автомобильная промышленность
- Ремонт кузова автомобиля
Преимущества сварки TIG:
- Очень чистые сварные швы
- Обеспечивает высокую степень контроля для сварщика
- Может использоваться с наполнителем или без него
- Может выполняться вручную или автоматически
- Создает прочные сварные швы
Недостатки сварки TIG:
- Длительность
- Требуются квалифицированные сварщики
- Нельзя использовать для более толстых металлических соединений
Дуговая сварка с флюсовой проволокой (FCAW) использует электрод с непрерывной подачей проволоки, источник питания постоянного напряжения и оборудование, аналогичное сварке MAG. Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса.
Если внешний защитный газ не используется, процесс основывается на защите, обеспечиваемой самим электродом с флюсовой сердцевиной. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.
Некоторые из популярных областей применения дуговой сварки с флюсовой проволокой:
- Производственные предприятия
- Судостроение
- Промышленные трубопроводы
- Железные дороги
- Техническое обслуживание и ремонт
Преимущества дуговой сварки порошковой проволокой:
- Отличное проплавление
- Подходит для более толстых швов
- Гибкость в плане перемещения и ориентации резака
- Самая высокая скорость наплавки металла
Недостатки дуговой сварки порошковой проволокой:
- Может привести к включению шлака
- Порошковая проволока дороже
- Сварка часто не эстетична
Газовая сварка использует тепло концентрированного пламени для плавления металлов и их последующего соединения. Возможна газовая сварка с присадочным металлом или без него.
Возможна газовая сварка с присадочным металлом или без него.
Пламя контролируется сварочной горелкой. К сварочной горелке подсоединены баллон с кислородом и баллон с топливным газом. Сварщик может контролировать пламя, контролируя количество газов, подаваемых в горелку, с помощью регулятора давления.
Чаще всего мы видим газовую комбинацию кислорода и ацетилена, которая способна производить 3200°C ( 5792 o F ). Другими горючими газами, которые также используются при газовой сварке, являются водород, бутан и пропан.
Некоторые из популярных применений газовой сварки:
- Изготовление листового металла
- Автомобильная и авиационная промышленность
- Соединение черных и цветных металлов
- Соединение тонких металлов
Преимущества газовой сварки:
- Легко переносимое оборудование
- Превосходный контроль пламени
- Низкая стоимость и обслуживание
- Может также использоваться для газовой резки
- Более дешевая стоимость снаряжения
Недостатки газовой сварки:
- Не подходит для очень тонких профилей
- Температуры ниже, чем при дуговой сварке
- Более твердый флюсовый экран
- Не подходит для реактивных металлов
Если эта статья заинтересовала вас, помните, что сварка — это обширная область, в которой постоянно разрабатываются новые методы соединения материалов.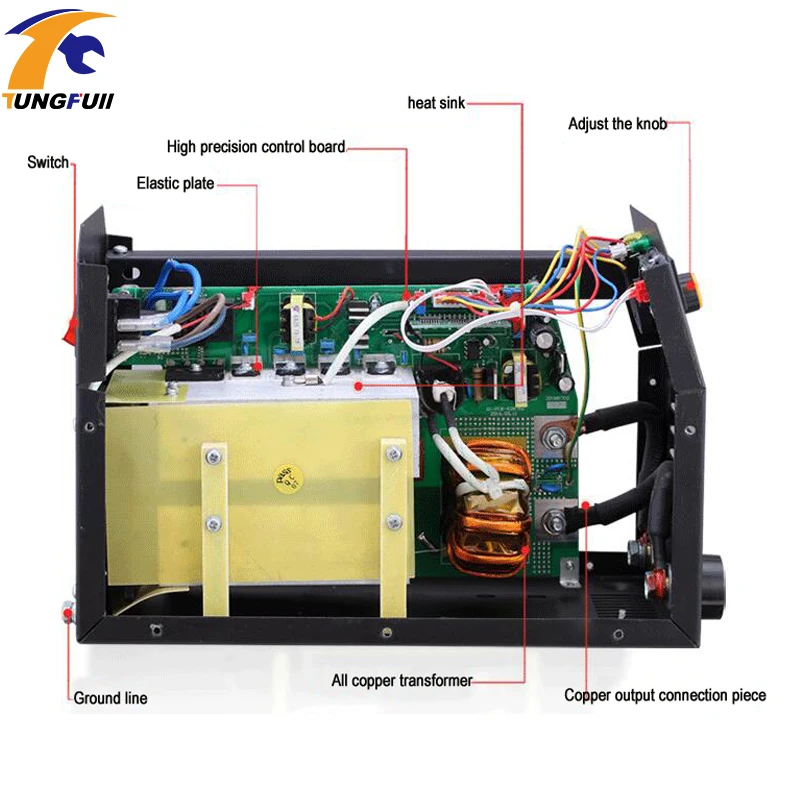 Это не только интересно само по себе, сварка является жизненно важной областью, поскольку большая часть оборудования, которое мы используем для создания сложных и обычных предметов, требует той или иной формы сварки.
Это не только интересно само по себе, сварка является жизненно важной областью, поскольку большая часть оборудования, которое мы используем для создания сложных и обычных предметов, требует той или иной формы сварки.
По этой причине сварка, вероятно, еще долгие годы останется важной частью различных отраслей промышленности.
Для вас
инновации
Мы находимся на пороге революции в пищевой промышленности. 3D-принтеры еды скоро найдут свое место на вашей кухне, как микроволновая печь, которую вы купили много лет назад. Однако этого не произойдет, пока устройство не подвергнется модернизации.
Дина Тереза | 29.08.2022
наукаИсследование 10 000 видов земных минералов может помочь нам обнаружить внеземную жизнь
Дина Тереза| 31.08.2022
инновацииБольше не литий: 4 способа хранения возобновляемой энергии в будущем
Амея Палеха| 17.