Инверторный сварочный аппарат своими руками – схема и сборка инверторной сварки
alexxlab | 13.08.2020 | 0 | Разное
Сварочный инвертор своими руками: схема и сборка
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку. Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.
Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
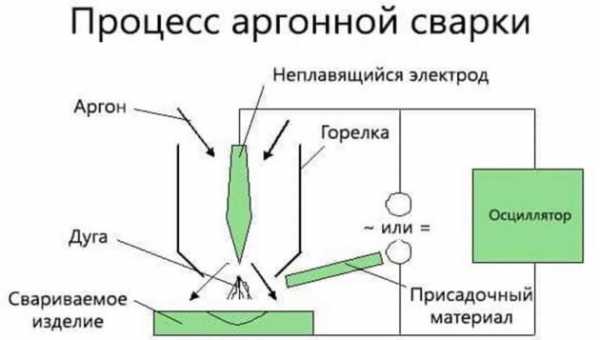
Технологический процесс аргонной сварки
Главное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
Вторым по важности будет необходимость подключения осциллятора. Он нужен для розжига электрической дуги при использовании вольфрамового электрода. Кроме того, зажигать нужно на угольной пластине, а гасить вдали от свариваемых деталей.
Осциллятор для сварки
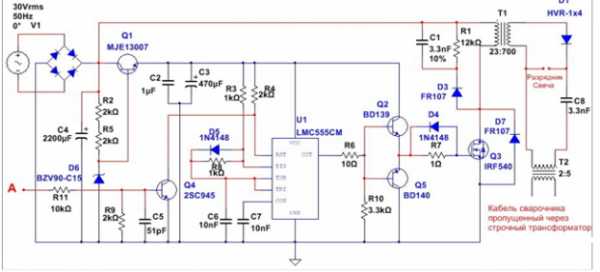
Схема для осциллятора
При сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током

Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.
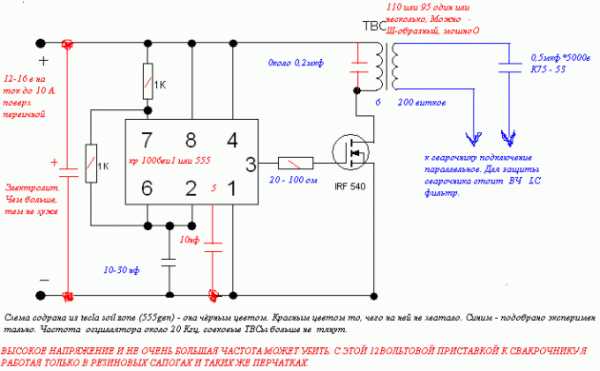
На базе таймера NE555.
Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
Необходимые материалы для изготовления аппарата
Для изготовления аппарата аргонной сварки из инвертора своими руками потребуется несколько частей:
- инвертор, подходящий для сварки ММА;
- баллон с аргоном;
- TIG-горелка;
- шланги и кабели для соединения;
- осциллятор;
- редуктор.
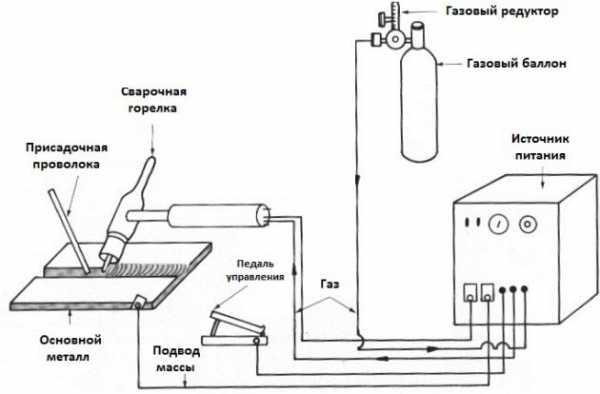
Схема сварки переменным током
Если есть возможность, то лучше воспользоваться заводскими блоками. Можно сказать, это будет аппарат для ММА с дополнительными модулями. Но самодельная установка выйдет по стоимости в два раза дешевле, чем покупка заводского агрегата с TIG-режимом.
При покупке обязательно нужно обратить внимание на горелку — нужна рассчитанная на диаметр вольфрамовых стержней и ток силой до 200 А. Такие параметры предусмотрены в некоторых моделях для бытового использования, они гораздо дешевле промышленных. В интернете можно найти способы изготовления горелки, но стоит учесть, что заводское качество и широта настроек лучше, чем у самодельных агрегатов, а по цене сборка будет минимально отличаться от покупки готовой.
Та же проблема и с рукавом. Самостоятельная сборка даст плохо гнущийся и тяжелый, а приобретение готового вполне сопоставимо по цене электрического и газового шланга, плюс разъемы для подключения к горелке и инвертору.
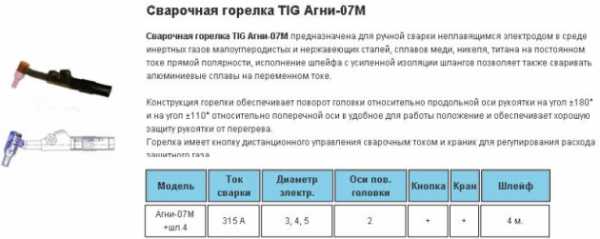
Горелка для аргонной сварки
Пошаговая инструкция по изготовлению
Изготовление агрегата аргонной сварки своими руками состоит из нескольких последовательных действий:
- Подключение осциллятора к инвертору.
- Подключение кабелей: масса к «+» клемме осциллятора, провод от горелки — к «-» клемме. Если планируется варить алюминий, то подключение обратное.
- Горелка подключается к сварочному рукаву с газовым шлангом и питанием.
- К газовому баллону прикручивается редуктор, и через него подсоединяется газовый шланг.
- Осциллятор подключается к блоку питания на 6 Вт, а инвертор в сеть с 220 В.

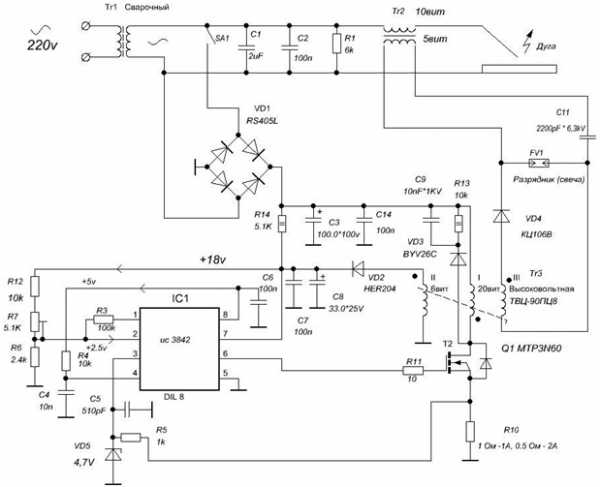
Схема инверторного сварочного аппарата
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Видео: Сварочный инвертор из ATX блока питания
promzn.ru
Сварочный инвертор своими руками: конструкция, характеристики
Домашнее хозяйство требует наличия определенных инструментов. Сварочные работы производятся с использованием инвертора, который широко востребован в обиходе. Изготовить сварочный инвертор своими руками не составит особого труда и финансовых вложений, достаточно иметь небольшие познания электрики, чтения чертежей. Качественный инвертор на рынке стоит не малых денег, а более доступные аналоги могут не соответствовать требуемым параметрам.
 Сварочный инвертор своими руками
Сварочный инвертор своими рукамиХарактеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей. Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.

Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока. Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.

Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
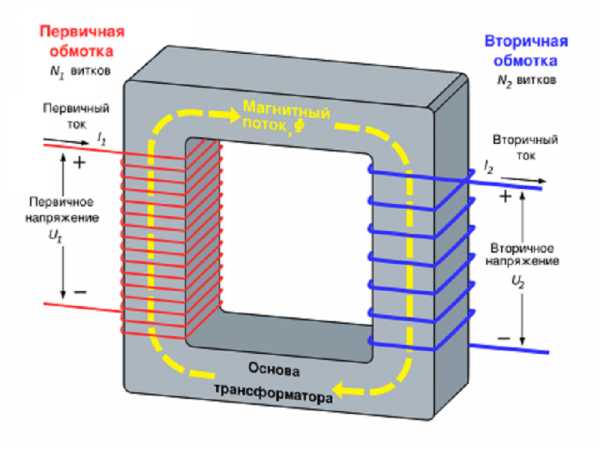
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
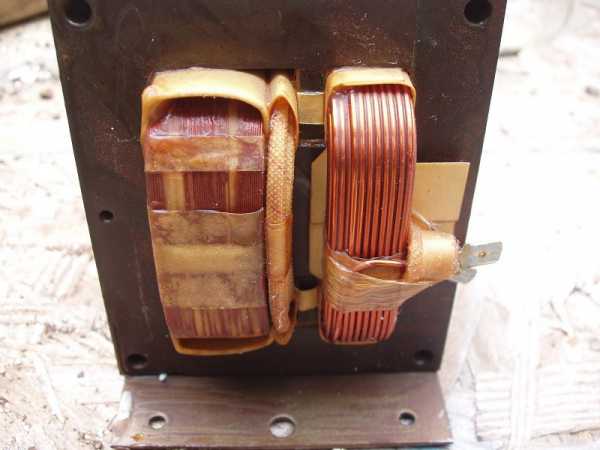
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.

Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Конструкция сварочного аппарата
Основой для аппарата является корпус, возможно использовать системный блок от компьютера формата АТХ, рекомендуется поискать на разборках более старые модели, так как металл использовался толще и качественнее. Также подходит металлическая канистра, при этом случае необходимо вырезать отверстия для вентиляции, установить дополнительные крепления.
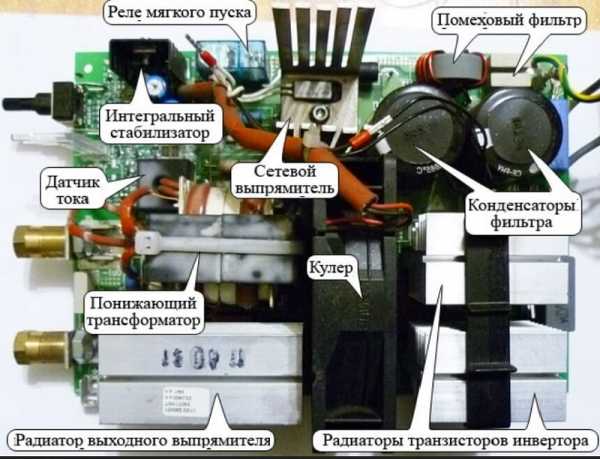
Устройство сварочного инвертора
Ферритовый материал используется для обмотки трансформатора блока питания своими руками. Намотка проволоки на сердечник производится по всей ширине, это даст возможность улучшить производительность устройства, устранить перепады напряжения. Медная проволока применяется в самодельном сварочном инверторе, марки ПЭВ-2, стеклотканью изолируется первичная обмотка.
Функция силового блока состоит в понижении силы тока.
Трансформаторы устанавливаются с зазором, между ними прокладывается газетная бумага. Витки наматываются своими руками в несколько слоев первичной обмотки, затем в три слоя накладывается вторичная обмотка. Для защиты от короткого замыкания используется прокладка, не пропускающая ток.
Для предостережения от короткого замыкая отводятся силовые проводники в разные стороны, для охлаждения используют вентилятор.
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.
Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.

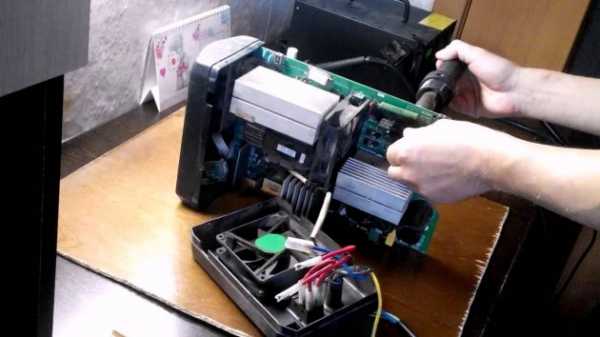
Проверка соединений инвертора мультиметром
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.

Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочный инвертор своими руками и как его сделать максимально дешево
Намотка трансформатора медной жестью
Берем медную полоску жести 40 мм, толщиной 0.3 мм, начинаем делать намотку. В качестве термопрослойки подойдет обычная бумага с кассового аппарата, можно использовать и ксероксную бумагу, но она имеет немного хуже механические характеристики. Нужно чтобы она была прочная и не рвалась при намотке, более того, ее длина большая и работать будет удобнее.
Наматывать толстым проводом, как делают некоторые народные умельцы, нельзя, так как данное изобретение будет работать на высокочастотных токах, они не задействуют сердцевину в толстом проводнике. В итоге у нас получится сильный перегрев трансформатора, он не проработает даже несколько минут. Это называют «Skin эффектом» в высокочастотных приборах.
Убрать этот эффект несложно, достаточно просто использовать медную ленту, причем очень тонкую, она будет иметь большую площадь, за счет чего проводить ток и не нагреваться. Вторичную обмотку лучше будет скомпоновать из 3 полос меди, которые будут отделяться друг от друга фторопластовой прослойкой. Обмотка бумагой с кассового аппарата снова осуществляется как при первичной обмотке. Единственный недостаток такого материала – он будет темнеть при нагреве, хотя его физико-механические свойства не пропадают, поэтому пусть себе темнеет на здоровье.
Как альтернативный вариант обмотки можно использовать обычный провод ПЭВ до 0.7 мм сечением. Его основное преимущество – большое количество жил, но данный вариант не является лучше, чем медные полосы, поскольку провода имеют большие воздушные зазоры между собой. То есть, площадь сечения будет примерно на 30% меньше, чем в случае с медью. Трансформатор нужно оборудовать вентилятором, поскольку будет нагреваться обмотка в любом случае. Можно взять обычный кулер из компьютерного системного блока на 220 В и на 0.15 ампер, можно немного больше.
Создаем «инфраструктуру» нашего блока
https://www.youtube.com/watch?v=jM8nvVddFNw
Первым делом стоит позаботиться о вентиляционной системе, которая будет предохранять инвертор от перегрева. Лучше всего подойдут вентиляторы из системного блока компьютера, желательно взять из Athlon 64, Pentium 4. Сейчас их можно будет купить примерно по 3-4 доллара на разборках. Достаточно поставить 6 вентиляторов, 3 из которых нужно направить непосредственно на обмотку двигателя. Нельзя забывать о заборщиках воздуха, нужно их сделать напротив вентиляторов, чтобы не препятствовать забору.
Далее устанавливаем силовой косой мост, на двух радиаторах, верхняя часть находится на одном конце, нижнюю часть прикрутить через слюдяную прокладку на другой мост. Выводы диодов должны размещаться навстречу транзисторам. На плату припаиваются конденсаторы в количестве до 14 штук по 0.15 мк и 630 В – они уменьшат резонансные выбросы, раздавая их на всю цепь питания.
Чтобы выбросы резонировали, а потери IGBT были минимальными, нужно установить в цепочку снабберы, которые будут содержать конденсаторы С15, С16. Ставить нужно только высококачественные устройства даже на самый простой сварочный инвертор, дешевые и непроверенные модели лучше не устанавливать. Идеально подойдут для этого дела модели СВВ81 или К78-2. Дело в том, что IGBT открываются намного быстрее, а вот обратный процесс занимает много времени. В это время емкость С16 и С15 будут заряжаться через установленный диод. Другими словами, снаббер возьмет всю мощь на себя, уменьшая количество тепла примерно в 4-5 раз.
Настраиваем аппарат и подгоняем под стандарт
https://www.youtube.com/watch?v=pNwIP1Jaq_0
Самодельный сварочный инвертор своими руками изготовить несложно, самый важный и относительно сложный этап – настройка данного устройства. Для начала нужно подать питание на ШИМ, не меньше и не больше чем 15 В, параллельно подаем еще разряд на кулер, чтобы было охлаждение, проверяем синхронность.
Нужно проверить срабатывания реле замыкания резистора через 2-8 секунд запитывания нашей платы ШИМ. Вместе с тем проверяем саму плату, нужно идентифицировать наличие прямоугольных импульсов после срабатывания реле (к оптронам). Далее подаем питание на мост, таким образом можно будет убедиться в его исправности, проверять лучше при силе тока не более 100 мА, ход выставить холостой.
Устройство и схема сварочного инвертора могут быть разными, но в любом случае следует удостоверится в правильности установки фаз трансформатора. Сделать это можно 2-лучевым осциллографом. Первый луч кидаем на первички, другой на вторичку. Нужно проследить, чтобы напряжение не прыгало выше 330 В на нижнем эмиттере, посмотреть на форму сигнала. Для определения рабочей частоты нашего устройства нужно проделать следующее: понижаем частоту ШИМ до тех пор, пока на нижнем IGBT не будет видно загиб. Это значение отмечаем, записываем, потом делим число на 2, приплюсовываем частоту перенасыщения. Например, при ЧП 30 это будет 30+15=45. Получаем рабочую частоту в 45 кГц.
Если вы сделали инверторный сварочный аппарат своими руками, тогда нужно будет проверить еще наличие шума на фазах трансформатора. Их быть не должно, в ином случае нужно будет еще проверить полярность, так как легко можно ошибиться. Подавать проверочное питание на мост можно через любой бытовой прибор, желательно 2200 Ватт. Идеально подойдет электрический чайник.
Важно: мосты драйвера нужно располагать под радиатором над IGBT, но, ни в коем случае, не ставить их ближе, чем на 3 сантиметра к резисторам. Проводники, которые соединяют оптроны и ШИМ, нельзя располагать неподалеку от источника помех, они должны быть очень короткими.
Теперь инверторная сварка своими руками сделана, далее уже надо будет проводить полевые испытания и согласно полученному результату подкорректировать настройки.
grounde.ru
Как сделать сварочный инвертор своими руками: схема сварочного инвертора (видео)
Собрать инвертор своими руками сварочный достаточно просто, имея небольшие знания в области электротехники и электроники. Любой домашний мастер, имеющий свободное время и необходимый уровень знаний, способен собрать самодельный инверторный сварочный аппарат.

Функциональные возможности сварочного инвертора.
На создание такого аппарата потребуется небольшое количество финансовых средств.
Изготовление силового трансформатора устройства
Изготовление инверторного сварочного аппарата начинается с изготовления или подготовки к установке в нем трансформатора. Намотка трансформатора для сварочного аппарата осуществляется медной жестью. Для изготовления обмотки трансформатора используется полоса медной жести шириной 40 мм, толщина которой составляет 0,3 мм. В качестве термопрослойки можно использовать обычную бумагу для кассовых аппаратов, в некоторых случаях допустимо использование ксероксной бумаги, но она обладает более низкими механическими качествами. При намотке трансформатора требуется, чтобы бумага, выполняющая роль термопрослойки, была прочной и не рвалась в процессе наматывания трансформатора. Стоит отметить, что используемая бумага от кассового аппарата имеет большую длину. Это является фактором, влияющим на удобство проведения процесса наматывания обмотки.
Конструкция силового трансформатора.
Осуществлять намотку при помощи толстого провода, как это делается многими умельцами, не рекомендуется. Дело в том, что трансформатор является устройством, работающим на высокочастотных токах, которые не задействуют центральную область толстого проводника. При использовании толстого медного провода в обмотке трансформатора получается сильный разогрев устройства, и трансформатор не в состоянии работать даже несколько минут подряд. Это явление носит название скин-эффекта в высокочастотных устройствах.
Этот эффект убирается путем использования медной ленты, при этом лента должна быть достаточно тонкой и широкой. За счет этого такой проводник будет проводить ток и не нагреваться. Вторичная обмотка формируется при помощи медных полос в количестве трех штук с фторопластовой изоляционной прослойкой между ними. В качестве термопрослойки во вторичной обмотке также используется бумага от кассового аппарата. В качестве альтернативы можно использовать и обычный провод марки ПЭВ, имеющий сечение до 0,7 мм. Основным преимуществом этого проводника является наличие большого количества тонких жил.
Трансформатор требуется оборудовать вентилятором для охлаждения, так как его обмотка в любом случае при прохождении тока будет нагреваться и потребует охлаждения. В качестве охлаждающего вентилятора можно использовать кулер от компьютерного блока.
Вернуться к оглавлению
Создание инфраструктуры сварочного блока
Принципиальная схема сварочного трансформатора.
В процессе осуществления сборки сварочного аппарата инверторного типа потребуется использование следующих инструментов и материалов, таких как:
- паяльник;
- отвертки;
- нож;
- ножовка по металлу;
- крепежные элементы;
- тонкостенный листовой металл;
- различные компоненты электронных схем.
В домашнем хозяйстве чаще всего собираются сварочные инверторы, рассчитанные на работу от обычной бытовой сети в 220 вольт, однако с таким же успехом и по аналогичной схеме можно собрать трехфазный сварочный аппарат, способный работать от промышленного напряжения, равного 380 вольт. Хотя обычные сварочные инверторы, работающие от бытового напряжения, являются более распространенными, трехфазный аппарат обладает своими преимуществами. Одним из таких преимуществ является более высокий КПД в работе, по сравнению с аналогами, работающими на однофазном токе.
В первую очередь требуется оборудовать блок вентиляционной системой, которая предотвращает внутреннее оборудование самодельных инверторов от перегревов в процессе работы. Лучшим вариантом системы охлаждения будет установка на собранный сварочный инвертор своими руками вентилятора от компьютерного блока на базе Атлон 64 Пентиум 4. Для создания нормального уровня вентиляции требуется установить в корпусе порядка шести вентиляторов. Для нормального охлаждения трансформатора на него потребуется направить потоки воздуха от трех вентиляторов. Нормальный забор воздуха для охлаждения должны обеспечивать правильно обустроенные заборщики. Решетки этих приспособлений не должны ничем перекрываться, чтобы обеспечить свободный поток свежего воздуха для охлаждения.
Монтирование платы, на которой располагается блок питания, осуществляется отдельно. Между силовой частью и платой блока питания монтируется защитная стенка из листового металла.
Вернуться к оглавлению
Создание электронного компонента устройства
Схема устройства инвертора для сварки.
После создания системы охлаждения осуществляется монтаж силового косого моста устройства. Этот компонент монтируется на двух радиаторах. Верхняя его часть располагается на одном конце, а нижняя прикручивается через прокладку из слюды на другой мост. Выводы диодов должны быть размещены в направлении навстречу транзисторам. На плате устанавливаются конденсаторы, служащие для уменьшения резонансных выбросов. Для этой цели потребуется установить 14 конденсаторов емкостью 0,15 мк и рабочим напряжением 630 вольт. Устанавливая конденсаторы, следует их раздать на всю цепь питания.
Для обеспечения резонации выбросов и уменьшения потерь IGBT, схема аппарата потребует в цепочку блока управления смонтировать снабберы, которые содержат конденсаторы. При осуществлении монтажа схемы необходимо использовать только качественные радиотехнические элементы, способные обеспечить надежность изделию. Дешевые и непроверенные конструктивные элементы в создаваемый сварочный инвертор своими руками устанавливать не стоит, так как это не гарантирует качества и долговечности работы устройства. Использование снаббера в конструкции аппарата позволяет снизить выделение тепла приблизительно в 4-5 раз.
Проводники, которые предназначены для управления затворками, крепятся при помощи пайки как можно ближе к транзисторам. Перед припаиванием эти проводники скручиваются попарно. Поперечное сечение в данном случае особого значения не имеет, а вот длина их не должна превышать значения в 150 мм.
Перед тем как осуществлять сборку силового блока и блока управления, требуется нарисовать схемы устройства этих узлов. Это нужно для того, чтобы обеспечить безошибочную сборку узлов устройства.
Собранная инверторная сварка своими руками оснащается блоком питания, который представляет собой классический флайбэк. Для настройки блока питания требуется методом подбора выбрать сопротивление того уровня, чтобы величина напряжения, подающегося на реле, равнялась 20-25 вольт.
На одном из используемых в конструкции радиаторов устанавливается термический датчик. При помощи этого компонента осуществляется контроль наиболее греющегося радиатора.
В блоке управления монтируется ШИМ-контроллер. Путем установки этого контроллера осуществляется контроль и стабилизация тока в электродуге. Посредством установки специального конденсатора определяется напряжение ШИМ, от которого в большой мере зависит качество выполняемых сварочных работ.
Вернуться к оглавлению
Осуществление настройки аппарата и подгонка его под стандарт
Полярность при сварке инвертором.
Самодельный инвертор изготовить достаточно просто, основной сложностью является правильная настройка устройства для работы. На начальном этапе осуществляется подача питания на ШИМ, напряжение питания должно составлять строго 15 вольт. Одновременно с подачей напряжения на ШИМ напряжение подается на двигатель кулера. Таким образом осуществляется тестирование работы системы охлаждения. Помимо этого, подача напряжения позволяет проверить синхронность работы устройств.
После проверки синхронности запуска системы охлаждения требуется протестировать срабатывание реле замыкания резистора, спустя 8 секунд после подачи напряжения на плату ШИМ. Параллельно сразу же после пуска устройства проверяется плата ШИМ на наличие прямоугольных импульсов сразу же после срабатывания реле. Следом после этого подается напряжение на мост устройства, подача напряжения позволяет проверить работоспособность моста. Тестирование оборудования следует проводить при силе тока не более 100 мА.
После того как собран инверторный сварочный аппарат, нужно провести проверку на наличие шумов на фазах трансформатора. Шумы должны полностью отсутствовать на любой из фаз трансформатора. В случае, если выявлен шум, необходимо проверить полярность компонентов аппарата. Дело в том, что в процессе сборки плат для сварочного аппарата можно с легкостью допустить ошибку. Подавать проверочное напряжение на мост можно при помощи любого бытового прибора с мощностью 2,2 Ватт.
После проверки устройства можно проводить полевые испытания, по результатам которых подстраиваются настройки инвертора.
expertsvarki.ru
По какому принципу работает схема инверторного сварочного аппарата своими руками
Применение инверторной сварки получило широкую, разностороннюю востребованность благодаря своей надежности и долговечности.
Существует схема инверторного сварочного аппарата, своими руками может быть даже изготовлена — настолько она простая.
Из каких материалов собирают аппарат
Выполнение любой работы требует наличие определенных материалов и инструментов.

Инверторный сварочник
Когда перед глазами находиться электрическая схема инверторного сварочного аппарата, своими руками собирают её без особых трудностей, с эффективностью следующих технических характеристик:
- 220 В. – напряжение
- 32 А. – входной силой тока
- 250 А. – с током на выходе
Это оборудование начинает работу не доставляя создателю проблем, производит сварку электродами от 3 до 5 мм. и дугой 10 мм., при этом КПД изделия не уступает магазинному сварочному прибору.
Для производства понадобятся материалы из:
- электротехнической стали
- хлопковой ткани
- медных проводов
- стеклоткани
- текстолита
Нужно создать стабилизацию напряжения в аппарате, поэтому выполняют следующие обмотки:
- 100 вит. – первичной, используют проводник 0.3мм
- 15 вит. — вторичной ( таких 2 обмотки) с проводами 1 мм и 0.2 мм
- 20 вит. – для производства подойдет провод 0.35 мм
Схема инверторного сварочного аппарата Прораб состоит из элементов:
- блока питания
- силового блока
- драйверов
Для сборки прибора понадобятся комплект инструментов из:
- отверток
- паяльника
- ножа
- ножовки
- крепежных элементов
- металлического листа
- электродеталей входящих в схему
- медных полос
- термобумаги
Изготовление самостоятельно «прораба» позволит получить устройство характеризующееся:
- легким зажиганием электродов
- с предотвращением залипаний
- стабильной дугой
- возможностью работать с низким напряжением
- защитным элементом, предохраняющем прибор при повышении сетевого напряжения от сгорания
Обычно мастера используют сборку инверторов в бытовом применении для стандартной работы и потребляющими напряжение 220 в. Но существуют примеры, выполненных приборов с преобразованием схемы для потребления напряжения 380 В., действующих с помощью трех фаз.
По какому принципу работает аппарат
Сутью инвертора служит предоставление источника постоянного тока с обеспечением зажигания, с электрической дугой, сваривающей необходимые металлические детали. Принцип работы этих устройств заключен в высокочастотной токовой трансформации, обладающей определенной силой. Это позволяет уменьшить трансформаторный размер со стабилизацией выходного тока, хорошо регулируемой.

Сварочный инвертор своими руками
Нужные параметры получаются несколькими этапами:
- поступление сетевого тока происходит с первичным выпрямлением
- выполняется трансформация постоянного тока в высокочастотное значение
- с увеличением величины тока уменьшается напряжение
- в результате вторичного выпрямления, получают выход тока с нужным значением
С помощью диодных мостов происходят токовые выпрямления с изменением частот транзисторами, у которых имеется повышенная мощность. Высокочастотным трансформатором обеспечивают выходную нужную силу тока.
Что входит в состав аппарата
В описанных выше блоках, из которых состоит прибор, стоит отдельно отметить устройство, предназначенное стабилизировать входные сигналы, эта функция определена блоку питания. Этот элемент состоит из отдельной схемы как многообмоточный дроссель, управляемый транзисторами и конденсатором в нем происходит энергетическое накапливание. Дроссельная система управляется диодами. Предусмотрено отделение блока питания от других конструктивных деталей с помощью перегородки.
Сварочному инвертору принадлежит и основная деталь в виде силового блока. При его участии выполняется процедура преобразований, начинающаяся первичным током, который выпускает блок питания, а на выходе в заключении поступает необходимый сварочный ток.
Силовой блок состоит из плат:
- первичного и вторичного выпрямителей
- инверторного преобразователя
- высокочастотного трансформатора
Обязательно предусмотрено в конструкции охлаждение с помощью радиаторов, вентиляторов и стабилизацией сигналов на выходе дросселем.
Особенности управления и защиты
Создание систем управляющих и защищающих прибор является важной задачей во время самостоятельной сборки, они обеспечат надежную и устойчивую инверторную работу:
- По специальной микросхеме происходит сборка задающего генератора, он станет основной частью управляющему блоку. Необходимы будут и дополнения из резонансных дросселей и конденсаторов.
- С помощью трансформатора обеспечивается управление по каскадной системе. На основании защитной схемы, собираемой на силовом блоке, проводят защитные функции для всех электродеталей аппарата.
- Существует специальная плата, которая стоит на страже перегрузок, её нужно приобрести и впаять в схему. Выпрямители и преобразователи защищают снабберы, в них включены детали из резисторов и конденсаторов. Тепловую защиту выполняют с помощью термовыключателей.
От чего происходят поломки
Даже собранный домашним умельцем прибор требует к себе заботливого отношения не нарушающих эксплуатационных правил.
Выход из строя инструмент могут вызвать причины:
- попадание влаги в устройство от чего происходит короткое замыкание
- скопление пыли внутри прибора
- перегрузка аппарата
- постоянные перепады напряжения в сети
- некачественная сборка креплений, контактных колодок на выходе и входе кабелей
- использование элементов плохого качества при изготовлении
Для того чтобы собрать надежную аппаратуру, необходимо проверить на работоспособность собранные детали, не допускать перегрев, соблюдать достаточное охлаждение конструктивных элементов.
Как собрать прибор
- Чтобы выполнить сборку трансформатора, необходима медная полоса, в пределах 40 на 0.3 мм., ею проводят наматывание. Термопрослойкой может послужить бумага из кассовых аппаратов или ксероксов с достаточной прочностью и длиной.
- Не следует использовать толстые провода для намоток, чтобы не случалось перегревов, поэтому применяют изделия из тонкой медной ленты с большей площадью проводимости. Выполнение вторичной обмотки компонуют трехполосной медью и отделяют между собой фторопластом.
- С помощью бумаги обматывают вторичный слой подобно первичному. Она может потемнеть во время рабочего процесса, но не потеряет своих свойств. Можно использовать, в виде альтернативного варианта для обмотки, обычный провод, имеющий сечение 0.6 мм. Он имеет большое жильное количество. Но из-за воздушных зазоров уменьшается площадь по сечению, что меньше по сравнению с применением медных деталей.
- Предусмотреть перегрев обмоток нужно в любом случае, для этого устанавливают вентиляционную систему. Мастера советуют приобрести вентиляторы в магазинах специализирующихся в сфере разборок компьютеров. Понадобится около шести штук извлеченных изделий, их направляют на двигатель, а напротив этой системы сооружают воздушные заборщики. Затем происходит установка силового косого моста, с помощью двух радиаторов. При этом верхний участок располагают с одного конца, прикручивание нижней части выполняют на другом мосту. Диодные выводы размещают так, чтобы они встречались с транзисторами. Происходит пайка конденсаторов, уменьшающих резонансный выброс и распределяющих по всей цепи.
- Инверторный прибор нуждается в надежном корпусе, его можно подобрать или изготовить лично из листового металла. Основанием послужит гетинаксовая пластина, её толщина должна быть 0.5 см. Трансформаторное устройство прикрепляют скобами, произведенными из проволочной меди. Электронные платы выполняют из фольгированного текстолита. Магнитопроводной монтаж осуществляют с предусмотренными зазорами между проводниками, чтобы воздух свободно циркулировал.
- Чтобы аппарат автоматически управлялся во время рабочего процесса необходимо купить специальное контролирующее устройство, отвечающее за стабильность сварочных токов и напряжения. Для удобства в использовании самодельным инструментом на корпусе монтируют управляющие процессом кнопки.
К ним принадлежат:
- регистр, включающий аппарат
- тумблер переменных резисторов, для регулировки сварочного тока
- кабельные зажимы
- световые сигналы
Все элементы можно приобрести на распродажах электродеталей, выкрутить из находящихся в доме микроволновок, компьютеров. Только в обязательном порядке нужно проверить пригодность деталей полученных от приборов, вышедших из строя, не подлежащих ремонту.
Способы диагностики
Каждый электротехник уверен, что сборка инверторного прибора для сварки различных элементов, после её завершения не является окончательной процедурой. Важным этапом считается подготовить собранный механизм к рабочему процессу. Только после этого выяснится работоспособность всех электродеталей спаянных по схеме, необходимо провести и должную настройку аппарата.

ТО сварочных аппаратов
Первоначальным проверочным действием является подача напряжения в количестве 16 В на установленное устройство, исполняющего функции контролера ШИМ. Кроме всего происходит и включение вентиляторной системы, с её помощью аппарат защищен от перегрева даже в момент испытания устройства, затем проводят проверку работы контролёра.
После зарядки конденсаторов подают питание на реле, с их подачи происходит проверка резисторов. Нельзя подавать ток сразу на резистор. Может создаться аварийная ситуация при неправильной сборке элементов. Нужно дождаться релейного срабатывания, а через некоторое время после подключения контролера проверяют резистор на произошедшие замыкания.
Правильная пайка выполнит необходимое срабатывание реле, в плате произойдет импульсное формирование, которые проверяются осциллограммой.
Использование осциллографа, контролирующих измерительных приборов, амперметра, тестеров, нужны каждому человеку, занятому сборкой оборудования по электрическим схемам. Потому что проверке подлежит каждый элемент, припаянный в устройстве. Возможно неправильное подключение трансформаторных фаз, в этом случае инвертор покажет некорректную работоспособность с появлением шума. Нужно взять осциллограф с двумя лучами, один из них присоединяют в первичную обмотку другой во вторичную. На экране устройства покажутся импульсы, и только правильное подключение выявит одинаковые сигналы.
По трансформаторным шумам и показаниям инструментов определяются с выводами о необходимости доработок в самодельном аппарате. Следует провести испытание механизма на возможность непрерывной работы, для этого начинают включение на несколько секунд, при отсутствии нагревания радиаторов, увеличивают время тестирования.
Как ремонтировать сварочные инверторы — на обучающем видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
foxremont.com