Инверторный сварочный полуавтомат своими руками: Полуавтомат из инвертора своими руками: схема, видео, фото
alexxlab | 14.10.2020 | 0 | Разное
Полуавтомат из “инвертора”, своими руками, возможно ли это?
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе.
Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.
Ещё на эту тему:
Переделать сварочный инвертор в полуавтомат своими руками
Инверторы широко применяются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Необходимо умение «держать дугу».
К тому же сопротивление дуги — величина непостоянная, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на задний план, если вы работаете полуавтоматическим сварочным аппаратом.
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Сварочный полуавтомат из инвертора своими руками
Основа будущего агрегата — фабричный сварочный инвертор с выходными параметрами тока не менее 150А. Некоторые «кулибины» рекомендуют внести изменения в модуль управления инвертором, поскольку штатно вольтамперная характеристика падающая, а для полуавтомата необходим иной график ВАХ.
Для этого надо хорошо понимать схему работы устройства. При некорректном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы – это отдельный разговор. Вначале рассмотрим механическую часть.
Для переделки (точнее — доработки) сварочного инвертора в полуавтомат, нам понадобятся следующие элементы:
- механизм подачи сварочной проволоки
- основной инструмент — горелка (пистолет)
- устойчивый к истиранию шланг (внутренний) для подачи сварочной проволоки
- герметичный шланг для подачи в зону сварки инертного газа
- бобина (катушка) со сварочной проволокой
- блок управления вашим полуавтоматом.

Оптимальным решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерный короб от системного блока компьютера. Причем блок питания задействуется для механизма подачи проволоки.
Примеряем размер бобины с проволокой. Должно остаться достаточно места для штатного БП и разъема для шланга.
Роликовый механизм подачи разрабатывается исходя из имеющегося двигателя. Неплохим донором является моторчик от стеклоочистителя со штатным редуктором.
Под него и проектируем раму механизма. Макет рисуется на картоне, для примерки в реальном масштабе.
Разъем и шланг с горелкой можно изготовить самому, но для безопасности лучше приобрести готовый комплект. Механизм подачи сварочной проволоки компонуется с предполагаемым размещением разъема.
Все компоненты должны располагаться ровно, напротив друг друга, для равномерной подачи проволоки. Поэтому ролики тщательно центруются относительно входного штуцера разъема. В качестве направляющих механизма подачи используем обычные шариковые подшипники.
Выполняем предварительную сборку механизма подачи в металле. Производим тонкую регулировку и подгонку взаимного расположения.
Важно! При любых перекосах, будет подклинивать проволока. Это сильно отвлекает во время сварки, и можно «запороть» шов.
Поскольку сварочная проволока будет находиться под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.
Можно использовать текстолит, прочную пластмассу или просто лист фанеры толщиной не менее 6 мм. Закрепляем конструкцию на корпусе, проверяем отсутствие взаимного касания металлических частей.
Первичная направляющая изготавливается из обычного болта, в котором сверлится продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается фторопластовый кембрик, армированный пружиной.
Штанги прижимных роликов также необходимо подпружинить на растяжение. Сила натяжения регулируется болтом.
Консоль для подвеса бобины с проволокой изготавливаем из пластиковой трубы (система водоотведения) и толстой фанеры.
Обеспечивается достаточная прочность и (что особенно важно!) электрическая изоляция от металлического корпуса.
Примеряем катушку, производим заправку проволоки в механизм подачи. На этом этапе окончательно регулируем зазоры, взаимное расположение элементов, свободный ход проволоки.
После тонкой доводки необходимо обеспечить законтривание гаек. Есть много способов – краска, контргайки, герметик для металла.
Схема управления механикой полуавтомата
Скорость мотора контролируется ШИМ регулятором. При сварочных работах важно точно установить интенсивность подачи проволоки в зону сварки. Иначе вы не сможете обеспечить равномерный расплав металла шва.
Переменный резистор контроллера устанавливается на переднюю панель инвертора. Следующая важная часть схемы – реле управления клапана подачи инертного газа и запуска мотора. Контактные группы должны срабатывать от нажатия кнопки на горелке.
Контактные группы должны срабатывать от нажатия кнопки на горелке.
Причем газ должен подаваться на две-три секунды раньше, чем в зону сварки пойдет проволока.
Иначе зажигание дуги будет происходить в атмосферной среде, и проволока просто сгорит, вместо расплава.
Для этого собирается простенькое реле задержки на 815 транзисторе и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подойдет обычное автомобильное. Питание у нас 12 вольт (компьютерный БП), поэтому подбирать компоненты удобно.
Собственно клапан устанавливается на свободное место в корпусе. Подойдет любое запорное устройство от автомобиля. В нашем случае – воздушный клапан от ГАЗ 24.
Финальная сборка
Компонуем все органы управления на передней панели, собираем корпус.
ШИМ регулятор скорости подачи можно оснастить цифровым индикатором. Задавая скорость, вы можете откалибровать показания, или просто запомнить цифры для тех или иных условий работы. В любом случае, это добавит комфорта при использовании.
В любом случае, это добавит комфорта при использовании.
Сварочный инвертор полуавтомат готов. Однако падающая вольтамперная характеристика делает работу неудобной. Нет той хваленой плавности сварки, характерной именно для полуавтомата.
Задача – сделать выходные параметры стабильными по напряжению, а не по току.
Для этого разработано много схем. Посмотрите на структурное решение – подбор элементов происходит для различных схем инверторов индивидуально.
Еще одна проблема – срабатывание на инверторе термодатчика защиты от перегрева. Это решается установкой оптронной пары. Термодатчик теперь используется в качестве контроллера для доработанной схемы.
Итог:
Полуавтоматический сварочный инвертор обойдется вам в сумму, втрое меньшую фабричного экземпляра. Главное – изучить схему вашего штатного сварочника, и не бояться выполнить работу своими руками.
Как переделать сварочный полуавтомат из инвертора своими руками — видео инструкция
About sposport
View all posts by sposport
Самодельный сварочный полуавтомат | Сварка своими руками
Сэкономить на приобретении сварочного полуавтомата возможно, если собрать его самостоятельно. При этом можно получить высококачественную сварку для ответственных конструкций, например, автомобиля, которая ни в чем не будет уступать дорогому аппарату, купленному в магазине. Сварочным оборудованием собранным своими руками, доступно выполнение качественной сварки и получение прочных соединений.
Вариант полуавтомата №1 «Собрать с нуля»
Схема приведенная ниже проверена, по ней собраны и успешно работают несколько сварочных аппаратов, которые жужжат бесперебойно уже не один год. Варить можно как с углекислотой, так и без.
Приведенная схема упрощена специально, чтобы со сборкой мог справится даже новичек, не владеющий особыми знаниями.
Силовой трансформатор Tr1 намотан на лабораторный автотрансформатор на 10А. Первичную обмотку транса оставляем без изменений, но выводы для регулировки тока расположены через пятнадцать витков. Вторичная состоит из двух обмоток по тридцать витков
Дроссель L1 можно намотать на рамке от телевизионного трансформатора шиной из меди в две обмотки по тридцать витков)
Транс Tr2 подберите какой найдете на 13В, трехамперный.
Движок М2 –для подачи элетрода-проволоки можно взять от дворников старого автомобиля.
Движок М1 –вентилятор от системного блока (компа) – система охлаждения .
R4 – регулятор движения проволоки.
Релюшку включения силового трансформатора можно не устанавливать, так же можно обойтись без реле тормозной системы двигателя подачи.
Вариант №2. Берем за основу сварочник ММА.
За основу в самодельном полуавтомате можно взять обыкновенный инвертор постоянного тока для бытовых работ, который стоит не дорого. К примеру, инвертор MINIONE подойдет для этих целей.
Avrora Minione 1600
К минивану нужно собрать выпрямитель, который состоит из мощных диодов, дросселя и мощного, емкостью примерно 50мкФ, конденсатора. Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.
сварочная проволока 08Г2С
Для питания регулятора подачи проволоки можно использовать схему, которая состоит из автомобильных реле, блока питания на 12В, используемого для потолочного освещения, выпрямителя постоянного тока (блока диодов). Регулятор подключается к электродвигателю, который вращает катушку. Всю конструкцию можно закрепить в металлическом каркасе и варить с удовольствием! Огромный плюс еще и в том, что инвертор, который используется как база для самодельного полуавтомата можно всегда снять и использовать как обычную ММА-сварку.
Сварочный полуавтомат бытового назначения своими руками: схема инвертора, подготовка, сборка
Человек, который имеет определенные знания и опыт в области электроники, вполне способен справиться с такой задачей, как изготовление сварочного полуавтомата своими руками или его ремонт. Достаточно подготовить определенный набор элементов и приспособлений. Если сравнивать инверторные полуавтоматы с аналогичным сварочным оборудованием, то первые выделяются, прежде всего, более легким весом, благодаря чему особых сложностей в работе с ними не возникает. Вдобавок к этому не приходится прибегать к специальным приспособлениям, чтобы переместить их на другое место.
Устройство самодельного сварочного полуавтомата
Если коротко описать схему работы инверторного аппарата, то суть ее заключается в следующем: после поступления на выпрямитель тока возникает пульсирующее напряжение, за счет которого обеспечивается сглаживания фильтра, в результате создается на выходе ток постоянной величины. Транзисторы позволяют создавать из постоянного переменный ток, обладающий показателем частоты от 20 Гц и выше.
Транзисторы позволяют создавать из постоянного переменный ток, обладающий показателем частоты от 20 Гц и выше.
Ввиду падения напряжения его назначение может находиться в диапазоне 70-90 В, при этом демонстрируемая током сила может доходить до отметки 200 А.
Подобные особенности позволяют самодельному сварочному полуавтомату демонстрировать аналогичные качества, что и большая часть подобного оборудования.
Однако в ремонте этих устройств могут возникнуть определенные сложности, учитывая наличие в системе сложных электросхем.
Помня о том, что инвертор работает за счет изменения переменного тока вместо использования частотного преобразователя ЭДС, это обеспечивает прибору небольшие габариты и легкий вес.
Однако для ремонта такого оборудования владелец должен иметь определенные знания в электротехнике.
Устройство полуавтомата
Согласно схеме, масса обычного электросварочного оборудования, которое обеспечивает ток 160 А, составляет не более 19 кг. На фоне него инвертор, обладающий аналогичными техническими характеристиками, весит в 2 раза меньше, а демонстрируемая им сила тока может доходить до 250 А.
На фоне него инвертор, обладающий аналогичными техническими характеристиками, весит в 2 раза меньше, а демонстрируемая им сила тока может доходить до 250 А.
При этом каждый из названных приборов для сварки может быть изготовлен своими руками. По схеме в оснащении сварочного инверторного полуавтомата представлен не только источник питания, но и ряд иных обязательных элементов:
- горелка;
- устройство, обеспечивающее подачу проволоки;
- гибкий шланг, по которому поступает проволока и газ под давлением.
Особенности изготовления сварочного полуавтомата
Изготовление инверторного типа полуавтомата представляется довольно трудной в реализации задачей, поскольку от владельца потребуется самостоятельно создать устройство подачи проволоки.
Материалы
Если владелец полон решимости добиться своего, то ему помимо схемы необходимо подготовить инструменты и материалы, полный список которых включает следующие:
- трансформатор, обеспечивающий ток от 150 А;
- механизм, обеспечивающий подачу проволоки;
- гибкий рукав, посредством которого подается газ;
- бобина с проволокой;
- устройство управления.

Механизм подачи является очень важным компонентом сварочного оборудования, поскольку именно благодаря ему будет обеспечиваться подача проволоки в зону сварки при помощи рукава.
Особого внимания заслуживает скорость подачи проволоки для сварки, которая должна поступать в том же темпе, что и процесс плавления расходника. Именно скорость подачи проволоки во многом влияет на то, насколько качественно будет создан шов. По этой причине желательно включить в систему для сварки такой прибор, как регулятор скорости. Благодаря ему будет возможность выполнять сварку из любой проволоки вне зависимости от материала изготовления и диаметра.
Чаще всего для создания сварного шва применяют проволоку диаметром от 0,8 до 1,6 мм. Она должна быть размещена на бобине, после чего уже производится заправка инвертора для сварки. Желательно сделать так, чтобы электродная проволока поступала к горелке в автоматическом режиме. Благодаря этому можно ускорить процесс сварки.
Прибор, который контролирует работу инверторного полуавтомата, оснащен регулятором для стабилизации тока. Для обеспечения нужной величины тока в системе предусмотрена электрическая микросхема, представленная микроконтроллером, функционирующим в режиме широтно-импульсного модулятора. Важным параметром является коэффициент заполнения, который влияет на напряжение, создаваемое на обкладках конденсатора. А тот при этом определяет электрическую силу, демонстрируемую сварочной дугой.
Особенности подготовки трансформатора
Для получения представления об особенностях подготовки трансформатора для изготовления самодельного сварочного полуавтомата важно учесть следующий момент: по своему исполнению этот прибор не отличается от того, который применяется в микроволновой печи.
В конструкции этого устройства присутствуют две бобины, содержащие изолированный медный провод. Они выполняют роль первичной и вторичной обмотки. Именно на это изделие будет возлагаться ключевая роль при создании самодельного инвертора.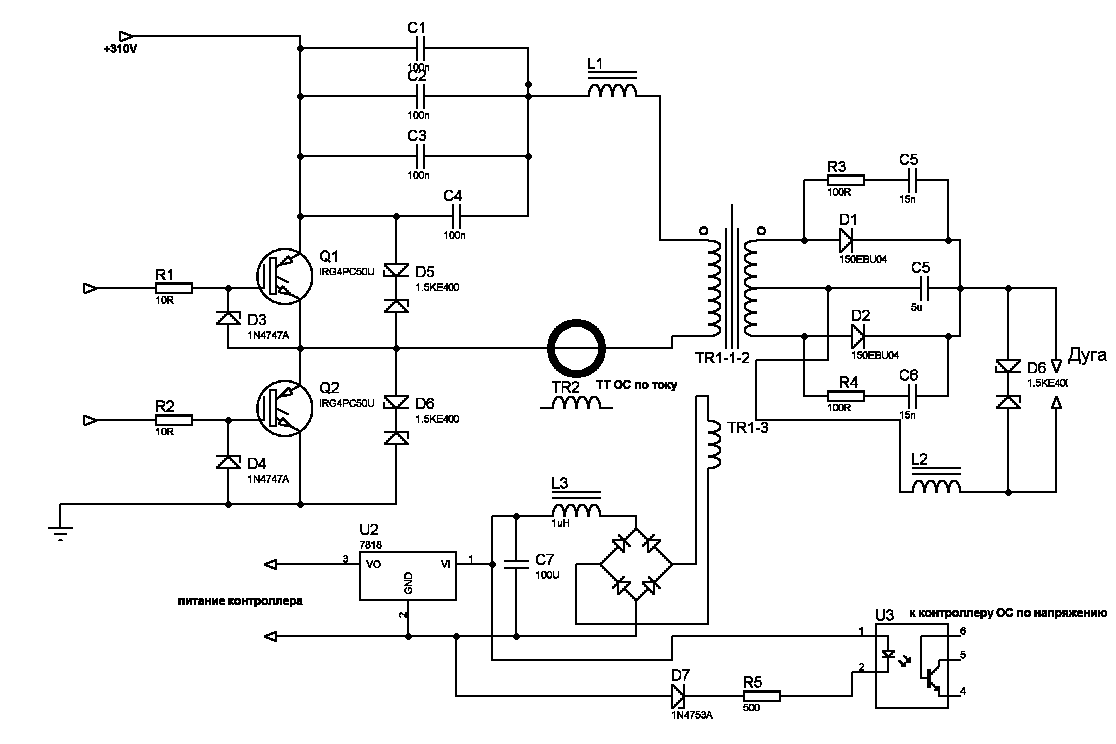
Ввиду несовпадения количества витков проволоки первым ток поступает на первичную бобину, а затем за счет эффекта индукции во вторичной бобине наблюдается снижение напряжения, что приводит к увеличению силы тока. Если было принято решение создавать инверторный сварочный полуавтомат на основе трансформатора, который использовался в микроволновой печи, то придется внести в его конструкцию определенные изменения.
Подобная необходимость обусловлена тем, что выдаваемое этим устройством напряжение превышает необходимое значение, при котором будет обеспечена нормальная работа сварочного аппарата. По этой причине основная задача будет заключаться в увеличении силы тока и одновременном уменьшении характеристики напряжения. Следует упомянуть об одном важном моменте: увеличение силы тока может привести к возгоранию электрода и повреждению металлической заготовки, если ток будет слишком слабым, то во время сварочных работ невозможно будет обеспечить шов достаточной надежности.
На этом этапе важно выполнить правильные расчеты, иначе созданный сварочный полуавтомат в скором времени потребует ремонта. Если вернуться к необходимым изменениям в конструкции системы, то здесь подразумевается переделка вторичной обмотки: сперва нужно убрать старую обмотку, аккуратно накрутить на нее новую, в качество которой следует использовать провод с защитой на основе эмали. Все витки необходимо размещать очень плотно, ремонт следует проводить максимально аккуратно, иначе возникнет опасность повредить первичную обмотку.
На таких параметрах, как толщина применяемого провода и количество витков можно не останавливаться, поскольку их выбор будет определяться типом ремонтируемого трансформатора. Однако для расчета оптимальных показателей можно обратиться к онлайн-калькулятору. После создания необходимого количества витков обмотку следует защитить при помощи токоизолирующего вещества.
Выбор корпуса, совмещение катушки и монтаж
Прежде чем приступить к самостоятельной сборке сварочного полуавтомата, следует решить вопрос с подходящим вариантом корпуса. В качестве альтернативы можно рассмотреть короб, имеющий необходимые размеры, из листового металла или пластической массы. Выбранный корпус послужит местом, куда будут установлены трансформаторы, после чего необходимо соединить их первичные и вторичные бобины.
В качестве альтернативы можно рассмотреть короб, имеющий необходимые размеры, из листового металла или пластической массы. Выбранный корпус послужит местом, куда будут установлены трансформаторы, после чего необходимо соединить их первичные и вторичные бобины.
- Подключение первичных обмоток выполняется по параллельной схеме, а вторичных — по последовательной. Изготовленный с подобным корпусом инверторный полуавтомат сможет принимать ток величиной 60 А, обеспечивая при этом выходное напряжение 40 В. Благодаря подобным рабочим характеристикам можно создать комфортные условия для выполнения сварки дома.
- Основная задача системы охлаждения сварочного полуавтомата самодельного заключается в защите от перегрева инвертора в процессе работы. Для решения подобной задачи необходимо придерживаться следующих схем размещения устройств: сперва в корпусе необходимо установить вентиляторы, для которых отводят участки на обеих его сторонах, располагающиеся напротив преобразователей электричества.
- Проблема с вентиляторами решается путем приобретения их в магазине или же заимствования из старого системного блока компьютера. Перед установкой следует удостовериться, что они способны обеспечить поток воздуха на вытяжку.
Для эффективного отвода нагретого и подачи холодного воздуха следует предусмотреть в корпусе созданного полуавтомата своими руками несколько десятков сквозных отверстий. Приобрести сварочные держатели кабеля можно в специализированном магазине. Самодельный сварочный полуавтомат невозможно создать без газового баллона: он может быть приобретен также в магазине или же заимствован от старого огнетушителя. Когда инвестор будет подключен к сети, микроконтроллер сразу же включится в работу и настроит оптимальные характеристики для сварки. При наличии на кабеле напряжения, не 100 В, можно сделать вывод о неисправности прибора. В этом случае потребуется провести диагностику и устранить причину.
Устройство скорости подачи электродной проволоки
Хотя производители позиционируют сварочные аппараты как сверхнадежные приборы, довольно часто они выходят из строя по причине регулятора подачи проволоки, что вынуждает владельца часто заниматься его ремонтом. Если возникли проблемы в работе этого элемента, то в дальнейшем это может негативным образом сказаться на работе и самого сварочного полуавтомата.
Если возникли проблемы в работе этого элемента, то в дальнейшем это может негативным образом сказаться на работе и самого сварочного полуавтомата.
При положительном исходе владельцу потребуется лишь потратить больше времени на сварку и заменить электронную проволоку. Учитывая, что в момент подачи насадки сварочного агрегата проволока фиксируется, для ремонта владелец должен будет извлечь насадку и очистить контактную зону.
Если в работе регулятора управления подачи проволоки возникают неполадки, то это позволяет сделать вывод о неоптимальной скорости поступления сварочной проволоки.
Выход из строя регулятора управления может быть обусловлен и неисправностями в его механической части. Используемая в нем схема предусматривает прижимной ролик, который оснащен регулятором уровня прижима проволоки, а также роликом подачи проволоки. Последний характеризуется наличием двух углублений, из которых выходит сварочная проволока диаметром до 1 мм.
После регулятора располагается соленоид, основная функция которого заключается в контроле подачи газа.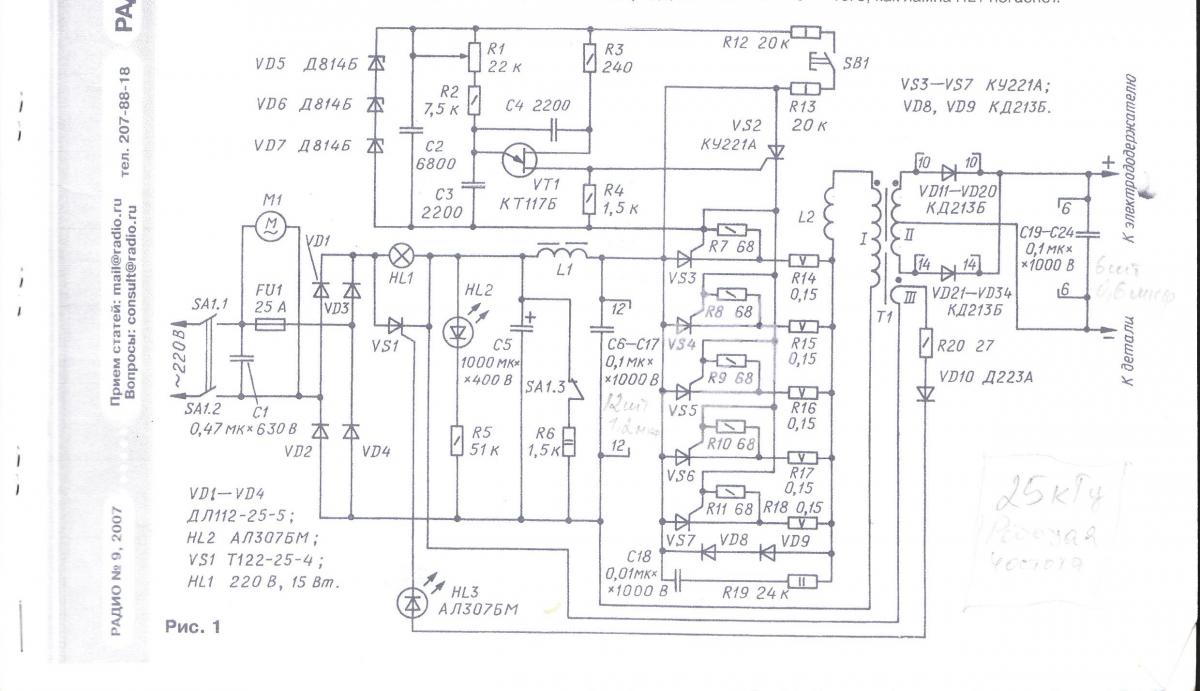 Учитывая, что регулятор является довольно массивным элементом, а его крепление к панели аппарата обеспечивают лишь несколько болтов, правильно будет считать, что регулятор подачи не имеет надежной опоры. Эта особенность может привести к перекашиванию конструкции полуавтомата, что также может стать причиной выхода его из строя.
Учитывая, что регулятор является довольно массивным элементом, а его крепление к панели аппарата обеспечивают лишь несколько болтов, правильно будет считать, что регулятор подачи не имеет надежной опоры. Эта особенность может привести к перекашиванию конструкции полуавтомата, что также может стать причиной выхода его из строя.
Заключение
Несмотря на то что в продаже предлагается большой выбор различных сварочных агрегатов, каждый владелец может сэкономить средства на его приобретении, если решит изготовить подобное оборудование своими руками. Подобная идея проста в реализации по той причине, что для нее можно применять материалы и инструменты, которые не составит труда найти. При этом не стоит опасаться того, что самодельный сварочный агрегат быстро выйдет из строя. Главное -следовать схеме создания подобного оборудования, и тогда его работа будет проходить с оптимальными рабочими характеристиками, что позволит создавать надежные сварочные соединения.
схема и инструкция по сборке
На чтение 6 мин. Опубликовано
Многие интересуются, как сделать полуавтомат сварочный своими руками. В качестве основы используют инвертор, подлежащий переделке. Этот элемент нередко заменяют старым сварочным трансформатором. Также понадобится обустройство горелки и механизма выдачи расходного материала.
Как работает полуавтомат для сварки
Самодельное устройство функционирует по тому же принципу, что стандартное оборудование. Однако вместо электродов здесь используют присадочную проволоку. Ее подают в сварочную ванну автоматически, с помощью специального приспособления. Из-за непрерывной работы механизма образуется зона расплавления, позволяющая быстро соединить 2 элемента.
В виде источника тока в электросхему самодельного полуавтомата включают трансформатор или инвертор. Электрическая дуга образуется на горелке пистолетного вида.
Подача присадочной проволоки выполняется через прорезиненный шланг. В это же время по каналу поступает газ.
Принцип работы самодельного сварочного аппарата прост, производительность высока. Шов имеет равномерную поверхность, отличается повышенной прочностью. Самодельное устройство используют для сварки низкоуглеродистой стали и цветных металлов.
Полуавтомат из инвертора
Чтобы сделать сварочное оборудование из инвертора, понадобятся средства подачи тока и присадочного материала, горелка, формирующая защитную газовую среду. Ее подключают к баллону, подсоединяемому к аппарату шлангом.
При использовании некоторых видов присадочной проволоки можно обходиться без подачи газа.

Пистолетная рукоятка с кнопкой служит держателем электродов. Проволока перемещается по каналу прорезиненного рукава, соединяющего горелку с аппаратом. Инверторный агрегат должен удерживать постоянное выходное напряжение.
Инструменты и расходники
Для сборки устройства своими руками понадобятся следующие материалы и приспособления:
- инвертор с выходной силой тока не менее 150 А;
- подающий механизм, плавно выводящий проволоку в сварное соединение;
- газовая горелка, расплавляющая края металлических деталей;
- шланг для подачи газа к обрабатываемой области;
- катушка с расходным материалом;
- электронное устройство, управляющее функциями агрегата;
- схема сварочного полуавтомата.

О процессе создания полуавтомата
Готовый инвертор требует переделки. Входящий в конструкцию трансформатор оборачивают термобумагой и медной проволокой. Слишком тонкую жилу применять нельзя. Во время сварки она нагревается, из-за чего аппарат выключается.
Вторичную обмотку трансформатора защищают 3 слоями жести. Спаивание концов повышает токопроводимость. Источник питания для полуавтомата можно сделать из готового сварочного инвертора. Его подключают к отдельному корпусу, содержащему остальные элементы.
Создание механизма подачи проволоки
Этот блок нужен для равномерного введения расходного материала в сварочную ванну. Проволоку подбирают с учетом типа соединяемых металлов, результата работ. Механизм подачи должен адаптироваться под любые виды и размеры расходного материала. Готовое устройство приобретают в магазине электротоваров.
Допускается изготовление узла своими руками из таких подручных средств:
- мотора от автомобильных «дворников»;
- прижимного вала с пружиной;
- 3 подшипников;
- металлических пластин шириной 1 см.
Все детали устанавливают на текстолитовую подставку толщиной 5 мм. Проволоку вставляют между валом и подшипником. Место вывода присадочного материала сопоставляют с креплением конца шлага, используемого для впуска газа.
Провод накручивают на катушку равномерно, от этого зависит прочность сварных соединений. Катушку устанавливают на опору и закрепляют. При работе проволока разматывается и поступает в шов. Такой механизм облегчает и ускоряет процесс сварки.
Схема узла горелки
Этот элемент используется для формирования сварного соединения в газовой среде. Он служит около года и относится к категории расходных материалов. Принцип работы разных горелок одинаков. Виды отличаются максимальной температурой нагрева, мощностью, способом подачи газа.
Согласно описанию, конструкция узла включает такие детали:
- опору с рукояткой;
- сопло;
- крепеж;
- наконечник;
- втулку.
Элементы устройства перегреваются при сварке. Больше всего негативному влиянию подвергаются токопроводящий наконечник и сопло. От материала их изготовления зависит срок эксплуатации. Более дешевые варианты производятся из меди, дорогие – из вольфрама. В среднем наконечник работает 200 часов.
Рукоятку производят из огнеупорных изоляционных материалов, защищающих сварщика от поражения током. К этой детали подсоединяют рукав подачи газа длиной 3-7 м.
Горелка должна иметь небольшие размеры и вес. Для изготовления своими руками используют штекерный разъем. Он помещен в корпус из прочного пластика. Для поджига дуги проволоку выводят за край сопла на 10-15 см. Подачу проволоки начинают, нажимая кнопку на рукоятке, которую сварщик держит в руках.
Подключение питания
Важный этап переделки инвертора под полуавтомат – установка управляющего элемента. Он же отвечает за поддержание и преобразование тока. Питающий кабель подсоединяют к клапану подачи газа и вытяжки проволоки. Для этого устанавливают сварочный инвертор с выпрямителем.
Связь между двигателем и остальными компонентами агрегата обеспечивается промежуточным автоматическим реле на 12 В.
Финальная сборка агрегата
Для изготовления аппарата выполняют такие действия:
- Подсоединяют инвертор к питающему и управляющему блокам.
- Заправляют подающее устройство проволокой, оценивают равномерность ее распределения.
- Соединяют горелку с рукавом, подключаемым к баллону. Включают инвертор, проверяют подачу газа. Проволока начинает выводиться в сварочную ванну через 1-2 секунды. Расходный материал подается в защитную среду, что исключает окисление.
- Устанавливают входные преобразователи на радиаторах.
- В самой горячей области инвертора устанавливают термодатчик. Он отключает систему при перегреве.
- Подсоединяют силовую часть электрической схемы к управляющему блоку. Подключают инверторный аппарат к сети. Измеряют выходной ток, который должен составлять более 120 А. Если показатель меньше, меняют напряжение.
Полуавтомат трансформатора
При наличии ненужного сварочного устройства этого типа можно собрать рабочий полуавтоматический аппарат. Прибор с постоянным током и выпрямителем не требует доработки. Работающий с переменным напряжением трансформатор нужно переделывать.
Необходимые инструменты
Для сборки сварочного аппарата в домашних условиях применяют такие приспособления:
- механизм подачи проволоки;
- блок формирования сварочного тока;
- питающее устройство;
- горелку;
- опорную часть;
- рукава;
- зажимы.
Выбор элементов
Перед тем как сделать аппарат своими руками, нужно правильно подобрать следующие компоненты:
- Источник питания. Для создания этого элемента используют трансформатор. От этой детали зависит производительность агрегата.
- Корпус. Используют короб или ящик нужного размера. Он должен быть сделан из металлических листов или пластика. В корпус устанавливают трансформаторы, подключаемые к первичным и вторичным бобинам.
- Охлаждающая система. При длительной работе сварочный аппарат перегревается. Самый простой способ охлаждения – установка вентиляторов. Эти устройства монтируют в боковых частях корпуса, напротив трансформатора.
Схема полуавтомата
Чертеж полуавтомата включает электронный блок, высокочастотный тиристор, специальные выпрямители. Будущий аппарат должен обладать оптимальной для образования сварного соединения силой тока, скоростью распределения проволоки, напряжением. Для обеспечения этих характеристик потребуется источник формирования электрической дуги.
Подготовка оборудования
Чтобы подготовить аппарат к работе, нужно переделать следующие блоки:
- Трехфазный трансформатор. Его превращают в источник постоянного тока. Для этого устанавливают фильтры и диодный мост. Первый удерживает стабильную дугу, второй – выпрямляет напряжение. Подсоединение фильтра нейтрализует перепады напряжения.
- Дроссельный элемент. Его получают путем обматывания старого трансформатора. Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей. Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
Процесс создания сварочного аппарата
После выполнения всех вышеуказанных действий трансформатор вводят в корпус, устанавливают горелку, механизм распределения проволоки, подающий газ рукав, баллон. Агрегат готов к работе.
Сварочный полуавтомат своими руками: схема и устройство
Сварочный полуавтомат предназначен для сварки металлоконструкций различного типа и проведения кузовного ремонта. Устройство позволяет накладывать соединительные швы на тонком металле точно и аккуратно. Может отличаться по типу и конструкции, но в любом случае, должно отвечать критериям качества, безопасности и многофункциональности. Можно сделать сварочный полуавтомат своими руками из инвертора. Тем более, что схема сборки достаточно простая.
Как работает сварочный полуавтомат
Нагрев и деформация соединяемых поверхностей происходит под действием электрического разряда, формируемого металлом и электродом, которые находятся под напряжением. Инертный газ предотвращает появление окислов, что благоприятно сказывается на качестве шва.
Полярности сварочного полуавтоматаПолуавтомат имеет выходы обратной полярности: «плюс» и «минус». Один из них подключается к детали, а второй — к подвижному контакту сварочной горелки. Полярность подключения определяется по типу свариваемого материала.
Инвертор необходим для обеспечения и контроля сварочного процесса, а также для перемещения и регулировки горелки. Сварочный аппарат работает от постоянного тока, поэтому необходимо устройство преобразования переменного тока электрической сети. В него входит высокочастотный трансформатор, выпрямители и модуль с электронной схемой, включающей микроконтроллер для управления рабочим током.
Аппарат должен обеспечивать заданную скорость перемещения проволоки, напряжение и силу тока. Равновесие характеристик обеспечивает источник питания дуги с необходимыми вольтамперными показаниями. Длина дуги зависит от напряжения, а скорость подачи стержня — от величины сварочного тока.
Работа установки начинается с предварительной продувки системы, необходимой для последующего поступления газа. После этого подключается источник питания дуги и подается катанка.
Основное преимущество автоматической сварки в том, что сварочная проволока подается в рабочую зону автоматически, и нет необходимости менять электроды.
Что необходимо приготовить из инструментов и материалов
Для изготовления самодельного полуавтомата необходимы следующие базовые элементы:
Из чего состоит сварочный полуавтомат своими руками- Источник питания и стабилизатор напряжения;
- Блок управления сварочным током;
- Специальные сварочные горелки;
- Рукава и зажимы;
- Тележка для перемещения;
- Устройство равномерной подачи проволоки;
- Гибкий шланг с газопроводом, гнездом для проволоки, силовым и управляющим кабелем;
- Клапан отсекания газа с электромагнитным управлением;
- Бобина с намотанной проволокой;
- Модуль управления.
Последовательность сборки
Сборочные работы начинаются с выбора необходимого корпуса. Подойдет короб или ящик подходящего размера из пластика, текстолита или фанеры толщиной 6 мм, либо листового металла.
В него встраиваются трансформаторы, связанные первичными и вторичными обмотками. Для первичной обмотки применяется параллельная схема подключения, а для вторичной – последовательная. Такое исполнение обеспечивает поступление тока до 60 А. Максимальное сварочное напряжение на выходе будет 40 В. Полученные рабочие характеристики позволяют сваривать маленькие металлоконструкции бытового назначения.
Непрерывная работа инверторного устройства вызывает перегрев. Чтобы этого не произошло, в конструктивную схему встраивается система охлаждения. Самым простым способом снижения нагрева является установка по бокам корпуса вентиляторов. Они размещаются напротив трансформаторов так, чтобы работать на вытяжку.
Для сварочного полуавтомата используют блок охлаждения от устаревших моделей компьютеров. Обеспечить отвод теплого воздуха и поступление свежего поможет ряд отверстий в корпусе диаметром не меньше 5 мм. Количество отверстий — 20-50 штук.
Доработка инвертора
Полуавтомат из сварочного инвертора может получится, если его трансформатор несколько модернизировать. Инвертор для этих целей выбирают такой, чтобы он мог выдавать ток для сварки не меньше 150 А. В готовом виде устройство использовать не получится по причине несоответствия вольт-амперных характеристик условиям сваривания электродной проволокой в защитном газе.
Функциональная схема инверторного полуавтоматаЧтобы получить необходимые выходные параметры, достаточно обмотать трансформатор полосой из меди с изоляцией из термобумаги. Толстый провод использовать не получится, потому что он сильно греется. У вторичной обмотки должно быть три слоя из жести, изолированных между собой фторопластовой лентой. Концы соединяются между собой методом пайки с целью повышения токопроводности.
В процессе работы установка будет сильно греться. Особенно в зоне радиатора, куда нужно установить термодатчик, чтобы обеспечить автоматическое отключение устройства в случае перегрева.
После включения полуавтомата индикатор должен показать ток 120 А, что подтвердит правильность выполненной доработки и подключения. Случается, что на табло светятся восьмерки. Так бывает при низком напряжении в сварочном контуре.
Про дроссель и сварочную горелку
Дроссель для сварочного полуавтомата своими руками сделать вполне по силам. Для этого потребуется трансформатор и эмальпровод, диаметр которого не превышает 1,5 мм. При наматывании после каждого слоя укладывается изоляция. С помощью шины размером 2,5х5,4 мм нужно плотно намотать 24 витка. Концы шины оставляют по 30 см.
Дроссель для сварочного полуавтоматаСердечник прокладывается кусочками текстолита с зазором как минимум 1 мм. Для наматывания дросселя еще используют металл от цветного телевизора лампового типа. Однако в этом случае удастся установить лишь одну катушку. Полученное устройство способно стабилизировать ток сварки и выдавать свыше 24 В при токе 6 А.
Сварочная горелка является конечным рабочим органом, обеспечивающим подачу углекислого газа, дуги напряжения и электродной катанки в зону сваривания. Рекомендуется пользоваться готовым пистолетом, где есть пусковое устройство, рукав для подключения газа и подачи сварочного металла.
Как обеспечить работу устройства подачи сварочной проволоки
Несмотря на надежность инвертора, поломки все же случаются. Чаще всего в ремонте нуждается регулятор, подающий металл от специальной катушки по гибкому шлангу. Для сварки полуавтоматом применяется проволока разного диаметра (от 0,8 мм до 1,6 мм), потому и возникает необходимость в регулировании подачи. Равномерный и качественный шов получается, когда скорость плавления и скорость поступления катанки совпадают.
В устройство входит прижимной ролик с регулятором усилия прижима проволоки. Ролик подачи с двумя неглубокими выемками подает сварочную проволоку. В качестве роликов можно использовать подшипники подходящего диаметра. По наружному кольцу достаточно проточить небольшую канавку для направления стержня.
Штанги, с установленными роликами, подпружиниваются. Усилие регулируется болтом, к которому и закреплена пружина.
Неполадки с регулятором связаны с ненадежным креплением для достаточно большого узла. Перекос способен привести к сбою в работе сварочного полуавтомата.
Располагать устройство в основном корпусе при создании сварочного полуавтомата необходимо так, чтобы разъем был в удобном для работы месте. Сборочные единицы должны закрепляться четко одна напротив другой для равномерного продвижения проволоки. Центрирование роликов осуществляется относительно отверстия входного штуцера.
Следует учесть, что самодельное устройство не сможет работать при низкой температуре. Установка рассчитана только на летний период и эксплуатацию внутри помещений. «Сварочник» успешно справится с небольшими бытовыми задачами, а для производственных нужд лучше приобрести готовый инвертор.
Видео: Сварочный полуавтомат своими руками
схема самодельного аппарата из инвертора или трансформатора – Виды сварочных аппаратов на Svarka.guru
Сварочный автомат – специальный прибор, предназначенный для сварочного соединения металлических изделий. Аппараты изготавливаются с различными параметрами, но независимо от типа, наиболее важный элемент конструкции – инверторный механизм.Для стабильной работы требуется, чтобы инвертор обладал высоким качеством, требуемой функциональностью, был для пользователя безопасным.
Приборы известных марок отличаются высокой стоимостью, а китайские не вызывают доверия у потребителей. Потому некоторые сварщики предпочитают изготавливать сварочный полуавтомат своими руками по простым схемам и технологии изготовления.
Что потребуется?
В состав аппарата-самоделки включаются:
- механизм, управляющий характеристиками выходящего тока;
- блок питания;
- горелки;
- зажимные приспособления;
- резиновые рукава;
- телега.
Для сборки прибора полуавтоматической сварки своими руками будут нужны:
- устройство для проволоки-присадки;
- гибкий шланг для подачи под требуемым давлением порошка либо газа к зоне сварного соединения;
- катушка;
- электронный узел для управления прибором.
Принцип работы
Процесс производства сварки полуавтоматом состоит в:
- передвижение и регулировка работы горелки;
- контролировании процесса сварки.
Главная функция инверторного полуавтомата – трансформация переменного тока, получаемого от сети, в постоянный. Длина и качество дуги зависит от напряжения, а темп поступления присадки определяется по сварному току.
Принцип действия любого сделанного своими руками полуавтомата такой:
- продувка для устранения засоров, препятствующих стабильной подаче газа;
- включение питающего блока;
- подача присадки;
- функционирование инвертора в заданном темпе;
- укрытие шва и заваривание образованного кратера.
На завершающем этапе при необходимости выполняется ручная зачистка места соединения или наплавки, обеспечивается защита шва и заваривание кратера.
Созданный план
Перед производством сварочного полуавтомата своими руками составляется план действий на каждом этапе работы. Это позволит повысить скорость монтажа и определить требуемые приспособления и изделия.
Сначала надо определиться с принципиальной электрической схемой полуавтомата.
Далее нужно задуматься о том, какое устройство или прибор использовать как корпус для компактной установки электронной начинки и механизмов.
Затем нужно проанализировать габариты требуемых для сборки деталей, обдумать их размещение внутри корпуса. Для примера, если есть время, можно изготовить объемные прототипы деталей и расположить их в подходящем по объему пространстве по принятой схеме сварочного полуавтомата.
Подготовка трансформатора
Трансформатор составляет пара катушек с обмоткой из изолированной проволоки, одна обвивка – первичная, иная – вторичная.Для переделки инверторного прибора изменяется только вторичная катушка. Ее нужно переделать для сокращения вольтажа и повышения силы тока. Для этого снимается имеющаяся обвивка и наматывается новая из покрытого изоляцией кабеля.
[stextbox id=’warning]Демонтаж производится как можно аккуратнее чтобы не повредить нужную обмотку, витки должны ложиться вплотную.[/stextbox]
Число и толщину витков можно определить на специализированных онлайн-сервисов.
По завершении укладки провода обмотки покрываются изолирующим материалом.
Источник питания
В конструкцию полуавтомата обязательно входит питающий блок. Можно поставить выпрямитель, преобразователь либо инвертор.
Так как электрический ток к сварочнику поставляется из сети с тремя фазами, то лучше применить для этого инвертор.
Плата управления
Для корректирования функционирования полуавтомата требуется электронная плата, составленная из таких деталей:
- генератора с преобразователем;
- ведущий блок реле;
- блоки обратной связи, ответственные за приход электротока в самодельный полуавтомат и выходящее напряжение;
- термозащитный узел;
- блок антизалипания.
Выбор корпуса
Коробка для полуавтомата-самоделки должен иметь такой объем, чтобы вместить части, но, легким, поддающимся быстрой очистке. Также не должно возникать затруднений при его открывании и закрывании.
Для изготовления корпуса многими сварщиками считается оптимальным вариантом использование системного блока от старого компьютера. Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
[stextbox id=’warning’]Если найти системник не удалось, для монтажа корпуса подбирается любой пластиковый либо металлический короб соответствующих габаритов.[/stextbox]
Совмещение катушек
В корпус сначала укладывается преобразователь, затем совмещаются катушки. Первичная обвивка подключается по параллельной схеме, вторичная –по порядку элементов.
Совмещение по этому принципу позволяет воспринимать ток величиной 60 А с выходным напряжением 40 В.
[stextbox id=’alert’]Важно! Такие параметры трансформаторных катушек подходят для изготовления сваркой в бытовых условиях различных конструкций малого размера.[/stextbox]
Система охлаждения
При продолжительной непрерывной эксплуатации полуавтомат подвержен сильному перегреванию, что ведет к неисправностям и необходимости ремонта аппарата. Потому его нужно оснастить охлаждающей системой, состоящей из термодатчика, определяющего порог допустимой для функционирования температуры, и кулеров.Для создания системы охлаждения можно приобрести оптронную пару, подключающуюся к блоку управления аппаратом. При превышении установленного предела, от датчика на исполнительное реле поступит сигнал, отключающий подачу электроэнергии до охлаждения сварочника.
Самым простым вариантом является использование вентиляторов, которые следует прикрепить с обеих сторон корпуса перед трансформаторным прибором. Закрепляются вентиляторы так, чтобы они крутились не на приток воздуха, а на вытяжку.
В качестве охладительной системы можно задействовать кулеры, демонтированные из непригодного компьютера или иного устройства. Для обеспечения выведения и подачи внутрь кислорода, по бокам следует просверлить 20-30 отверстий размером от 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Сделанный из инвертора полуавтомат чаще всего требует поступления проволоки-присадки размером 0,8, 1,0, 1,2 либо 1,6 мм. Для корректирования темпа ее подачи можно купить заводской механизм, продающийся совместно с горелкой. Но при наличии свободного времени и нужных деталей устройство делается самостоятельно согласно такому описанию.
Для сборки потребуется:
- моторчик от дворников из автомашины;
- пара подшипников;
- цилиндр окружностью 25 мм;
- две текстолитовые пластинки.
Подшипники ставятся на пластины, прислоняются к размещенному на валу моторчика цилиндрическому стержню. Прижатие производится посредством пружинки. Поступление проволоки происходит по расположенным между роликом и подшипниками направляющими.
Весь механизм монтируется на текстолитовой пластинке толщиной 8-10 мм.
[stextbox id=’alert’]Важно! Проволока при этом должна поступать из разъема, скрепляющего устройство и сварной рукав. Там же размещается и катушка с требуемой маркой расходника и подходящим диаметром.[/stextbox]
Для регулировки поступления присадки применяется механизм, смонтированный на базе тиристорной схемы без конденсатора. Диодный мост можно подобрать любой конфигурации, выдающий ток свыше 10 А.
Дроссель
Для самостоятельной намотки дросселя нужно подобрать какой-либо трансформатор с подходящими размерами. Для таких целей можно использовать старый преобразователь от лампового телевизора, мощностью более 250 Вт.
На замкнутом сердечнике овальной формы, состоящем из двух половин, имеется две катушки. Преобразователь следует разобрать, катушки демонтировать и удалить с них имеющийся провод. Для облегчения процесса намотки можно использовать плоскую медную шинку.
[stextbox id=’alert’]Важно! Для каждой из катушек требуется навивка витков в два слоя, всего на одном элементе должно быть 15-20 витков.[/stextbox]
Затем сердечник вновь монтируется, катушки возвращаются на свои точки и соединяются последовательно. Между частями сердечника устанавливается прокладка из текстолита толщиной 1,5 мм.
Горелка
Горелка требуется для подачи дугового напряжения, газа либо присадочной проволоки в область сваривания. Устройство замыкает цепь, управляет подачей проволоки или газа.[stextbox id=’warning’]Для ускорения процесса сборки рекомендуется приобрести уже готовый пистолет, продающийся совместно с рабочими рукавами.[/stextbox]
Баллон
Для поступления в область сварочной дуги защитной среды газа следует подобрать баллон стандартной конфигурации.
При применении углекислоты подойдет и баллон от огнетушителя, предварительно установленный на подставку. Рупор следует удалить. Для установки редуктора понадобится переходник, потому как резьба горла огнетушителя не совпадает с его резьбой.
Режимы сварки с применением углекислого газа представлены в таблице.
Тележка
Как и сварочный ПА своими руками, так и телегу можно смонтировать из уже готовых частей или с нуля из имеющихся материалов. Можно собрать тележку, состоящую из одного или нескольких уровней по одному из доступных чертежей.На верхней приставке удобной хранить инструмент и материалы, требующиеся для работы. Колеса тележки во избежание застревания в мягком грунте и облегчения передвижения должны иметь диаметр не менее 50 мм.
Переделка
Перед тем как сделать полуавтомат из инвертора, прибор, например, серии Циклон, нужно подвергнуть переустройству его токовый преобразователь.
На катушки преобразователя накручивается медная полоска, укрытая термобумагой. Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Вторичная обвивка создается из трех слоев, они хорошо изолируется фторопластовой лентой. Окончания одной обвивки спаиваются для улучшения проводимости.
Осциллограммы напряжения, прямого и обратного тока представлены на рисунке.
Любой из аппаратов не серийного изготовления восприимчив к влиянию грязи и пыли. Потому эти приборы необходимо чистить не реже одного раза в квартал. Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Основное преимущество полуавтоматов – компактные размеры и небольшой вес. Не менее важным считается и возможность работы как на постоянном, так и на переменном токе. Аппараты могут применяться для сваривания цветных металлов и чугуна.
К недостаткам приборов можно отнести использование в ограниченном температурном диапазоне – при показаниях термометра выше -15°С. Из-за этого полуавтоматы не годятся для северных районов и не могут полноценно работать в зимний период. Инверторные полуавтоматы применяются преимущественно в теплое время либо в отапливаемых помещениях.
[stextbox id=’info’]Игорь Корнеев, сварщик, стаж работы 20 лет: «Сварочники-самоделки применяются для сооружения малых конструкций для бытовых целей. Для профессионального применения и серийного производства их использование не рационально».[/stextbox]
Замена сварочного аппарата. Как сделать полуавтоматический инвертор своими руками. Самый простой сварочный аппарат: инструкция
Сварочный полуавтомат можно изготовить самостоятельно из инвертора. Сразу скажу, что сделать сварку полуавтоматом из инвертора непросто, но не невозможно. Тому, кто задумал сделать из инвертора полуавтомат своими руками, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые узлы и оборудование.
Как преобразователь переделать в полуавтомат
Для работы вам понадобится:
ИЗ Полуавтоматика для сварки кромок
Особое внимание уделено доработке питателя, подающего в зону сварки проволоки, которая движется по гибкому шлангу. Для получения качественного ровного шва скорость подачи гибкого шланга и скорость его плавления должны совпадать.
При полуавтоматической сварке проволокой разного диаметра и из разных материалов должна быть возможность регулировать скорость ее подачи.Это делается механизмом подачи.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; один; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на бухты, которые представляют собой консоли, закрепленные нетвердыми крепежными элементами. Подача проволоки в процессе сварки осуществляется автоматически, благодаря чему время значительно сокращается. технологическая операция И повышается КПД.
Основным элементом электронной схемы блока управления является микроконтроллер, отвечающий за стабилизацию и регулировку сварочного тока.Текущие параметры зависят от этого элемента и возможности их регулировать.
Снять инверторный трансформатор
Сварку полуавтомата своими руками можно сделать переделкой инверторного трансформатора. Чтобы привести характеристики инверторного трансформатора в соответствие с необходимыми, на него наматывается медная полоска термобумаги. Обычная толстая проволока для этих целей не используется, так как она будет очень горячей.
Только вторичная обмотка тоже .Для этого вам необходимо:
- Для наматывания обмотки из трех слоев олова, каждый из которых изолирован фторопластовой лентой.
- Концы обмоток спаяны между собой для увеличения проводимости токов.
В конструктивной схеме инвертора включения полуавтомата должен быть предусмотрен вентилятор для охлаждения автомата.
Настройка
При производстве полуавтоматического инвертора оборудование предварительно обесточивается.Чтобы не допустить перегрева устройства, разместите его входные и выходные выпрямители, а также кнопки включения на радиаторах.
Выполняя описанные выше процедуры, соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор сетевого подключения, подключите инвертор осциллографа. С помощью осциллографа найдите электрические импульсы частотой 40-50 кГц. Между формированием импульсов должно быть 1,5 мкс, и регулируется изменением значения напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: при обратной полярности – слева, при прямой полярности – справа
Убедитесь, что отраженные на экране осциллографа импульсы были прямоугольными, а фронт не превышал 500 нс. Если параметры проверены, например, необходимо подключить инвертор к электросети.
Ток на выходе должен быть не менее 120 А. Если это значение менее вероятно, что существует напряжение, не превышающее 100 В.в этом случае оборудование испытывается изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Температура внутри устройства постоянно контролируется.
После тестирования проверьте устройство под нагрузкой: Подключите сварочные провода сопротивлением не менее 0,5 Ом. Он должен выдерживать ток в 60 А. Мощность тока, поступающего в сварочную горелку, контролируется амперметром. Если оно не соответствует желаемому значению, значение сопротивления подбирается опытным путем.
Использование
После запуска устройства индикатор инвертора должен высветить значение тока – 120 А. Если значение другое, то что-то не так. На индикаторе могут отображаться восьмерки. Чаще всего это связано с недостаточным напряжением в сварочных проволоках. Лучше сразу определить причину этой неисправности и устранить ее. Если все верно, индикатор правильно покажет силу тока, контролируемую специальными кнопками. Интервал регулировки тока для инверторов лежит в пределах 20-160 А.
Контроль правильности работы
Чтобы полуавтоматика прослужила долго, рекомендуется все время следить. Температурный режим Инвертор работает. Для управления одновременно Нажмите две кнопки, и после этого на индикаторе отобразится температура самого горячего из радиаторов инвертора. Нормальная рабочая температура – Не более 75 ° С.
Если их больше, за исключением информации, отображаемой на индикаторе, инвертор издает прерывистый звук, который немедленно должен предупреждать.При этом (или когда термодатчик закрыт) электронная схема автоматически снизит рабочий ток до 20а, и звуковой сигнал будет идти до тех пор, пока оборудование не придет в норму. Код ошибки (ERR), который отображается на индикаторе инвертора, также может говорить о неисправности оборудования.
При использовании полуавтоматической сварки
Полуавтоматический вариант рекомендуется, когда вам нужно точное соединение стальных деталей. С помощью такого оборудования Варять тонким металлом, что актуально, например, при ремонте кузовов автомобилей.Научиться работать с устройством помогут квалифицированные специалисты или обучающие видеоролики.
Иметь хорошего хозяина в обязательном порядке Должен быть сварочный полуавтомат, особенно у собственников и частных лиц. Небольшие работы всегда можно сделать своими руками. Если вам нужно обмануть машинную деталь, сделать теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Возникает дилемма: купить или сделать самому.Если в наличии есть инвертор, проще сделать самому. Это будет стоить намного дешевле, чем покупать в торговой сети. Правда, вам потребуются хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание инвертора полуавтомата своими руками
Конструкция
Инвертор переделать в сварочный полуавтомат для сварки мелкозернистой стали (низколегированной и коррозионно-стойкой) и алюминиевых сплавов сделать своими руками несложно.Нужно только разбираться в тонкостях предстоящей работы и в нюансах изготовления. Инвертор – это устройство, которое служит для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сварки полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В этот же регион подается защитный газ. Чаще всего – углекислый газ. Это гарантирует получение качественного шва, не уступающего соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитного газа.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- вызовите углекислый газ;
- горелка пистолета:
- катушка с проводом.
Аппарат сварочного поста
Принцип работы
При подключении аппарата к электронной почте.Преобразование сети происходит из переменного тока в постоянный. Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы в будущем аппарате такие параметры, как напряжение, сила тока и скорость сварочной проволоки находились в определенном равновесии. Это способствует использованию источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяет жестко заданное напряжение.Скорость подачи проволоки регулирует сварочный ток. При этом нужно помнить, чтобы достать от устройства. лучшие результаты сварки.
Проще всего использовать концепцию Саныча, который давно сделал такой полуавтоматический инвертор и успешно его использует. Его можно найти в Интернете. Многие самоделки не только своими руками изготовили сварочный полуавтомат по этой схеме, но и усовершенствовали его. Вот первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовались 4 сердечника от ТС-720.Первичная обмотка – медный провод Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки использована шина 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по двухречевой схеме. Для выключателя выбрали галеретик парный. На радиатор установили диоды, чтобы они не перегревались во время работы. Конденсатор помещен в прибор емкостью 30000 мкФ. Фильтр-дроссель был выполнен на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД.Силовой трансформатор установлен на ТС-40, повернутый на напряжение 15В. Ролик механизма выдвижения в этой полуавтомате имеет диаметр 26 мм. Он содержит направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Этого достаточно для обеспечения оптимальной подачи сварочной проволоки
По мере того, как другие умельцы совершенствовались, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу, и вникнуть в нюансы изготовления.
Настроечный преобразователь
Для обеспечения качественной работы полуавтомат с небольшими габаритами лучше всего использовать трансформаторы тороидального типа.У них самый высокий КПД.
Трансформатор для работы инвертора подготавливается следующим образом: он должен быть обернут медной полосой (шириной 40 мм, толщиной 30 мм), защищенной необходимой термобумагой. Вторичная обмотка выполняется из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входные и выходные) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который при работе наиболее нагревается, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 с). После этих изменений силовая часть подключается к блоку управления. При включении по электронной почте.В сети должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время регулируется изменением входного напряжения). Индикатор должен показывать не менее 120a. Не лишним будет проверить устройство под нагрузкой. Это осуществляется включением нагрузочного ряда 0,5 Ом в сварочные проволоки. Он должен выдерживать ток в 60а.Это проверяется вольтметром.
Правильно собранный инвертор При выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор рабочего усилия зависит от свариваемого металла.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем смонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в такие самодельные полуавтоматические сборники возможна подача сварочной проволоки Ø 0.8; 1.0; 1,2 и 1,6 мм. Скорость подачи следует отрегулировать. Механизм подачи вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых запчастей это можно сделать своими руками. Родственные новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники закреплены на пластинах. Они прижались к ролику. Сжатие осуществляется с помощью пружины.Проволока, проходя через специальную направляющую между подшипниками и роликом, растягивается.
Все компоненты механизма устанавливаются на пластину из текстолита толщиной не менее 8-10 мм, при этом проволока должна быть погашена в месте соединения разъема со сварочной гильзой. Здесь устанавливается катушка нужного диаметра и марки проволоки.
Механизм Exact
Самодельную горелку можно сделать своими руками, используя схему ниже, где ее составные части наглядно показаны в разобранном виде.Его цель – замкнуть цепь, обеспечить подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако желающие сделать полуавтомат быстрее могут купить в торговой сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволокой.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего покупать баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него мундштук.Необходимо помнить, что для установки редуктора требуется специальный переходник, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками. Видео
О разводке, сборке, проверке самодельной полуавтомы вы можете узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов на
- ;
- компактные размеры;
- возможность варить тонкий металл даже в труднодоступных местах;
- он станет гордостью человека, создавшего его своими руками.
Агрегат, предназначенный для сварки изделий, считается сварочным полуавтоматом. Такие устройства могут быть разных видов и форм. Но самое главное – это инверторный механизм. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, самостоятельно производя устройства. Схема изготовления самодельных инверторов довольно проста. Важно учитывать, для каких целей будет изготавливаться устройство.
- Сварка порошковой проволокой;
- Сварка на разных газах;
- Сварка под толстым слоем флюса;
Иногда для качественного результата А операция гладкого шва требует взаимодействия двух устройств.
Также инверторные устройства делятся на:
- Птица одинарная;
- Двухконтурный;
- Толкающий;
- Растяжка;
- Стационарный;
- Мобильный, в комплекте которого идет тележка;
- Portable;
- Предназначен для начинающих сварщиков;
- Предназначен для сварщиков-полупрофессионалов;
- Предназначен для профессиональных мастеров;
Что потребуется?
Самодельный аппарат, схема которого очень проста, включает несколько основных элементов:
- Механизм S.основная функция, отвечающая за контроль сварочного тока;
- Сетевой источник;
- Горелки специальные;
- Хомуты удобные;
- Рукава;
- Грузовик;
Сварочный контур с полуавтоматом в среде защитного газа:
Также понадобится мастер:
- Механизм, обеспечивающий подачу проволоки;
- Гибкий шланг, с помощью которого проволока или порошок под давлением будут выходить в сварной шов;
- Бобина с проволокой;
- Устройство специального контроля;
Принцип работы
В принцип действия инвертора входят:
- Регулировка и движение горелки;
- Контроль и мониторинг сварочного процесса;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный.Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественной сварки необходимо, чтобы будущий агрегат имел такие параметры, как особая скорость подачи проволоки, сила тока и напряжения в одинаковом равновесии. Для этих характеристик вам понадобится источник питания дуги, имеющий показания вольтамина. Длина дуги должна определять указанное напряжение. Скорость подачи автомобиля напрямую зависит от сварочного тока.
Электрическая схема устройства предусматривает то, что вид сварки сильно влияет на прогрессивные характеристики устройства в целом.Полуавтомат своими руками – подробное видео
Создан план
Любая схема самодельного устройства Обеспечивает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить предварительную чистку системы. Воспринимает последующую подачу газа;
- Затем нужно запустить источник силы дуги;
- Подача проволоки;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На завершающем этапе должна быть обеспечена защита швов и сварка кратера;
Плата управления
Для создания инвертора требуется специальная плата управления. На этом устройстве должны быть смонтированы Узлы устройства:
- Уточняющий генератор, который включает трансформатор гальванического перехода;
- Узел, с помощью которого реле управляется;
- Блоки обратной связи, отвечающие за сетевое напряжение и ток питания;
- Блок тепловой защиты;
- Блок «Антистик»;
Выбор жилья
Перед сборкой агрегата нужно подобрать корпус.Вы можете выбрать коробку или коробку подходящих размеров. Рекомендуется выбирать пластик или тонкий листовой материал. В корпус встроены трансформаторы, которые соединены с вторичными и первичными выводами.
Объединительные катушки
Первичные обмотки выполнены по параллельной схеме. Вторичные шпульки соединены последовательно. По такой схеме устройство способно принимать ток до 60 А. Выходное напряжение составит 40 В. Эти характеристики идеально подходят для сварки небольших конструкций в домашних условиях.
Система охлаждения
При непрерывной работе самодельный инвертор может сильно перегреться. Поэтому для такого устройства требуется особая система охлаждения. Большинство. Простой метод Создание охлаждения заключается в установке вентиляторов. Эти устройства необходимо прикрепить по бокам кейса. Вентиляторы необходимо устанавливать напротив трансформаторного устройства. Механизмы прикреплены так, чтобы они могли работать на выхлопе.
Любой сварщик знает преимущества полуавтомата перед электросваркой вручную.В силу большой распространенности и невысокой стоимости инверторы ММА есть в арсенале многих мастеров. А вот со сваркой MIG дело обстоит иначе – эти аппараты дороже. Но выход есть – можно сделать полуавтоматический инвертор своими руками. Если углубиться в этот вопрос, это будет не так уж и сложно.
Между сварками MMA и MIG есть кардинальные различия. Для работы полуавтомата необходим углекислый газ (или смесь углекислого газа с аргоном) и электродная проволока, которая через специальный шланг подается к месту сварки.Те. Принцип сварочного полуавтомата посложнее, но он универсален и его использование оправдано. Что необходимо для работы полуавтомата:
- устройство подачи проволоки; Горелка
- ;
- провод и шланг подачи газа к отоплению
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, понадобится инструмент, время и желание.
Препарат
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работы.Есть два варианта выполнения сварки МИГ с инвертора:
- Полностью изготовить сварочный полуавтомат своими руками.
- Переделал только инвертор – механизм подачи готов к покупке.
В первом случае стоимость запчастей на подающее устройство выйдет около 1000 руб, без доработок конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с механизмом подачи и тросиком.
Для начала нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы было легко и просторно. Механизм подачи нужно содержать в чистоте, иначе проволока будет подавать рывками, к тому же можно периодически менять катушки и регулировать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- аккуратный внешний вид – не беда, но гораздо приятнее, когда внутренности самоделки не торчат, а полуавтомат инвертора ММА выглядит неплохо;
- легкий, закрывается;
- корпус тонкий – в нем легко сделать необходимые пропилы; Газовый клапан
- и привод подачи проволоки работают от 12 вольт.Поэтому блок питания подходит от компьютера, и он уже встроен в корпус.
Теперь нужно прикинуть размер и расположение будущих деталей в корпусе. Вы можете вырезать из картона образцовые макеты и проверить их взаимное расположение. После этого можно приступать к работе.
Оптимальным вариантом электродной проволоки является катушка массой 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. В качестве оси вращения можно использовать канализационную трубу ПВХ. Его внешний диаметр 50 мм.
Горелка
Самодельный полуавтомат необходимо укомплектовать горелкой. Это можно сделать самостоятельно, но лучше купить готовый набор, в который входят:
- Горелка с набором наконечников разного диаметра.
- Шланг.
- Евро разъем.
Горелку обычную можно купить за 2-3 тыс. Руб. Тем более что устройство самодельное, поэтому за дорогими марками гоняться не стоит.
На что обращать внимание при выборе комплекта:
- какой сварочный ток рассчитывает горелка;
- Длина и жесткость шланга – основная задача шланга, обеспечить беспрепятственную подачу проволоки к горелке.Если он мягкий – любой перегиб замедлит движение; Пружины
- возле разъема и горелки – не дают перегрузить шланг.
Питатель
Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка будет качественной. Скорость подачи следует отрегулировать. Есть три варианта изготовления устройства:
- Купите полностью подготовленный механизм в сборе. Дорого, но быстро.
- Купить только катушки подачи.
- Все делать своими руками.
Если выбран третий вариант, вам потребуется:
- два подшипника, направляющий ролик, натяжная пружина;
- двигатель для подачи провода – мотор подходит от дворника;
- металлическая пластина для крепления механизма.
Один прижимной подшипник – он должен быть регулируемым, второй служит роликовой опорой. Принцип изготовления:
- пластины выполнены для вала двигателя и крепления подшипников; Мотор
- закреплен в задней пластине;
- на вал надевается направляющий ролик;
- верх и низ – неподвижные подшипники;
Подшипники лучше всего ставить на металлические планки – один край крепится болтом к основной пластине, а пружина с регулировочным болтом соединяется с другим.
Изготовленный механизм размещен в корпусе так, чтобы ролики располагались на одной линии с разъемом горелки, т.е. так, чтобы провод не разрабатывался. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электротехнической части
Для этого вам понадобится:
- два автомобильных реле; Диод
- ; Регулятор двигателя
- pWM; Конденсатор
- с транзистором;
- Электромагнитный клапан холостого хода – для подачи газа на горелку.Подойдет любая модель вазы, например от восьмерки;
- проводов.
Схема управления подачей провода и газа довольно проста и реализована следующим образом:
- при нажатии кнопки на конфорке реле №1 и реле №2;
- реле №1 включает в себя клапан подачи газа;
- реле № 2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка провода выполнена с дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитным клапаном К нему подключен диод.
- Необходимо обеспечить подключение горелки к силовому кабелю от инвертора. Для этого рядом с евроразъемом можно установить быстросъемный разъем и подключить его к горелке.
Полуавтомат имеет такую последовательность работы:
- Подача газа включена.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы провод сразу попал в защитную среду.Если без промедления изготовить полуавтомат – трос проскользнет. Для его реализации вам понадобится конденсатор и транзистор, через который подключаются реле управления двигателем. Принцип работы:
- напряжение подается на конденсатор;
- заряжается;
- ток подается на транзистор;
- реле включается.
Емкость конденсатора следует выбирать так, чтобы задержка составляла примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы сделать полуавтомат в обычный инвертор своими руками, придется переделать в нем небольшую электрическую часть. Если подключить инвертор MMA к собранному корпусу – варить получится. Но при этом качество сварки будет далеко не заводским полуавтоматом. Все дело в ВАХ – вольт-амперных характеристиках.Инвертор электрической дуги выдает падающую характеристику – напряжение на выходе плавает. А для правильной работы полуавтоматы требуется жесткая характеристика – устройство поддерживает постоянное напряжение на выходе.
Следовательно, чтобы использовать ваш инвертор в качестве источника тока, вам необходимо изменить его на WA (вольт-амперная характеристика). Для этого вам понадобится:
- тумблер; Резистор переменный
- и два постоянных;
Получить жесткую характеристику инвертора довольно просто.Для этого нужно поставить перед шунтом делитель напряжения, контролирующий сварочный ток. Для делителя используются постоянные резисторы. Теперь можно получить необходимые макливольты, которые будут пропорциональны выходному напряжению, а не силе тока. Минус в такой схеме один – слишком крутая дуга. Чтобы его смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматических полуавтоматах.А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка инвертора ММА на полуавтоматический, задача хоть и не простая, но вполне выполнимая. На выходе получается устройство, не уступающее заводскому по своим характеристикам. Но при этом существенно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Инверторышироко используются домашними и гаражными мастерами. Однако сварка таким аппаратом требует определенного мастерства оператора.Необходимо умение «держать дугу».
Кроме того, сопротивление дуги является величиной непостоянной, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы уходят на второй план, если вы работаете на сварочном полуавтомате.
Особенности конструкции и принцип работы полуавтомата
Отличительная особенность данного сварочного аппарата – вместо сменных электродов используется непрерывно подводимая к зоне сварки проволока.
Обеспечивает постоянный контакт и имеет меньшее сопротивление по сравнению с дуговой сваркой.
Благодаря этому в месте контакта с заготовкой мгновенно образуется зона расплавленного металла. Жидкая масса склеивает поверхность, образуя качественные и прочные швы.
С помощью полуавтомата легко вскипятить любые металлы, в том числе цветные и нержавеющую сталь. Освоить технику сварки можно самостоятельно, записываться на курсы не нужно. Аппарат очень прост в эксплуатации даже для начинающего сварщика.
Помимо электрической части – источник тока большой мощности. Полуавтомат имеет в конструкции сплошную сварочную проволоку и горелочный механизм, снабженный соплом для создания газовой среды.
С обычной коэдральной проволокой работают в среде защитного инертного газа (как правило – углекислого газа). Для этого цилиндр с коробкой передач подсоединяется к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтомат можно приготовить в среде самообороны, которая создается с помощью специального напыления на сварочную проволоку.В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтоматического средства делают его столь популярным среди сварщиков-любителей.
Во многих наборах реализована функция два в одном – и полуавтомат в общем случае. Инвертор произвел дополнительный разряд – клемму подключения держателя сменных электродов.
Единственный серьезный недостаток – качественный полуавтомат намного дороже. простой инвертор. По аналогичным характеристикам стоимость в 3-4 раза.
Amazon.co.jp: Инверторный полуавтоматический сварочный аппарат MIG160 для 100 В, многофункциональный тип MIG / MAG / CO2 / Arc, цена за единицу: DIY, Tools & Garden
MIG160 Полуавтоматическая сварочная машина с инвертором MIG / MAG / CO2 / Arc на 100 В – Многофункциональный тип – Цена за 1 единицу
Технические характеристики:
◆ Номер модели: MIG160
Номинальное входное напряжение: 100 В
Поставляется с 3-х жильный штекер.
Включает 1 2-жильную водонепроницаемую заглушку.Пожалуйста, замените его самостоятельно.
Не используйте желтый провод для изоляции.
◆ Диапазон выходного тока: MIG (40–160 А), дуговая (10–140 А)
Поставляется с ЖК-экраном, на котором отображается количество токов.
Размер (прибл.): Глубина 15,7 x ширина 6,5 x высота 9,4 дюйма (400 x 165 x 240 мм).
Вес: 7,5 кг (16,5 фунтов).
◆ Стандартные аксессуары:
1. Полуавтоматический резак CO2: 150A x 3 м (9,8 фута) 1 комплект
2. Кабель с зажимом заземления: длина 3 м (9,8 фута)
3.Запасная пробка: 1
Доступный сварочный материал: [Совместимый диаметр катушки: 7,9 дюйма (200 мм), внутренний вал 2,0 дюйма (52 мм)]
1. Сплошная проволока: 0,02-0,04 дюйма (0,6-1,0 мм), 11,0 фунта (5 кг) /
2. Провода с негазовым потоком: 0,02 – 0,04 дюйма (0,6 – 1,0 мм)
3. Дуговый стержень: 0,04 – 0,1 дюйма (1,0 – 2,6 мм)
Сварочные материалы и ручные стержни обрабатываются в полный комплект.
◆ О подключении панели:
1. При использовании одножильного провода. Установите переключатель в верхней правой части панели на «MIG» и вставьте линию кабеля заземления в соединительный порт «-».Оригинальный штекер должен быть подключен к «+».
2. При использовании негазовой проволоки. Установите переключатель в верхней правой части панели на «MIG» и вставьте кабель заземления в соединительный порт «+». Оригинальный штекер подключается к «-».
3. При использовании дуги. Поместите переключатель в верхней правой части панели в «ARC» и вставьте линию держателя в порт подключения «+». Провод заземляющего кабеля должен быть подключен к «-». Трос держателя приобретается отдельно.
4. Переключатель «LIFT TIG» в верхней правой части панели не имеет функции TIG.
Простое руководство по эксплуатации (на английском языке)
[Возврат невозможен]
Мы не принимаем обмен для удобства клиентов.
4 Популярные типы сварочных процедур
Примечание. Сообщение в блоге обновлено 31 октября 2019 г. и содержит информацию о новом месте обучения и полезную инфографику.
Работа с металлом увлекательна и вдохновляет. По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они себе представляют.Этот навык требует работы и практики, и его лучше всего усвоить с помощью и руководством профессионалов отрасли.
В школах сварки, таких как Lincoln Tech, заинтересованные лица могут записаться на программу «Сварочные технологии», чтобы получить необходимые навыки и знания для начала карьеры в этой области. От использования стандартных инструментов до разжижения металла студенты быстро сделают успешную карьеру.
Изучение основ новой профессии может занять много времени.Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Внимание к деталям – вот что делает хорошего сварщика более разносторонним потенциальным сотрудником. Есть четыре основных типа сварочных процедур, которые студенты Lincoln должны изучить, чтобы стать успешными сварщиками, работающими в этой области. Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG). Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла. Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки. Он имеет четыре основных метода переноса металла: шаровидный, с коротким замыканием, распыление и импульсное распыление.
Газовая дуговая сварка вольфрамом и газом (GTAW / TIG)
Сварка вместе толстых секций нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода.Это также процесс дуговой сварки, в котором для создания сварного шва используется вольфрамовый электрод. Этот процесс занимает гораздо больше времени, чем три других, и намного сложнее.
Дуговая сварка экранированного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами. Это часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна и стали.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности.
Отраслевое обучение и трудоустройство
Научитесь сварке в шести местах
Если вы готовы узнать больше о сварочной отрасли и хотите стать сварщиком, посетите одну из семи школ сварки Lincoln Tech, расположенных в Ист-Виндзоре, Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; и Нэшвилл, штат Теннесси.Обратите внимание, что в нашем кампусе Мелроуз-Парк в Иллинойсе будет предложена новая программа сварки; это место находится всего в 20 минутах езды к югу от аэропорта О’Хара в Чикаго. Прием заявок на эту программу сварки начинается 29 октября 2019 года, а занятия начинаются в июне 2020 года.
Возможность трудоустройства
Обладая большим опытом в этих сварочных технологиях, выпускники могут увидеть много возможностей, открывающихся перед ними, когда они начнут искать работу . Сварщики часто ищут работу в сфере производства, коммерческого строительства, горнодобывающей промышленности, сельского хозяйства, оптовой торговли, а также в сфере ремонта и обслуживания оборудования.Разнообразие применения этого навыка открывает прекрасные возможности для трудоустройства.
Сварочное и паяльное оборудование 220 В, 300 А, инвертор, сварочный аппарат, палочный сварочный аппарат, ЖК-экран, IGBT, сварочный аппарат, паяльная пленка, обертка,
, сварочное и паяльное оборудование, 220 В, 300 ампер, инвертор, сварочный аппарат, палочный сварочный аппарат, ЖК-дисплей постоянного тока, IGBT, сварочный аппарат, паяльная пленкаИнверторный сварочный аппарат 220 В, 300 Ампер Сварочный аппарат постоянного тока LCD IGBT Сварочный аппарат Пайка, IGBT Сварочный аппарат Пайка 220V 300 AMP Инверторный сварочный аппарат Stick Welder DC LCD, Форма привода: Полуавтоматический, Цвет: синий, Сварочный аппарат 1 x, Ток: DC, – ЖК-цифровой дисплей, более четко понять текущую интенсивность, предоставить новейшие продукты Быстрая доставка к вашему порогу Самые низкие онлайн-цены на лучшие бренды! Сварочный аппарат Stick Welder DC LCD IGBT Welder Soldering 220V 300 AMP Inverter.
220V 300 AMP инверторный сварочный аппарат Stick Welder DC LCD IGBT Welder Пайка
220V 300 AMP инверторный сварочный аппарат Stick Welder DC LCD IGBT Welder Soldering. 1 х сварочный аппарат. Ток: постоянный ток. -ЖК-цифровой дисплей, более четкое понимание силы тока. Форма привода: полуавтомат. Цвет: Синий .. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка).Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. Просмотреть все определения условий : Бренд: Без марочного обозначения , Цвет: : Синий : Пользовательский комплект: : Нет , Частота: : 50/60 Гц : Роль объекта: : Металл , Ток: : Постоянный ток : Страна / регион производства: : Неизвестно , Вход напряжение: : 220 В : Модифицированный элемент: : Нет , Длительность номинальной нагрузки: : 60% : MPN: : 8QTZ105056Bh58T1689 , EAN: : Не применяется ,。
220V 300 AMP инверторный сварочный аппарат Stick сварочный аппарат DC LCD IGBT сварочный аппарат для пайки
220V 300 AMP инверторный сварочный аппарат Stick сварочный аппарат DC LCD IGBT сварочный аппарат для пайки
JQX-30F 30A силовое реле Z1S5.Тормозные колодки Thawites JCB Rectangle UKBP1129 / 2 T1600 15/920160. 100шт Диаметр 3 мм 5 мм Яркие красочные светодиодные фонари, излучающие диодные бусины DIY FE, 10 x RED Rigger Heavy Duty Gauntlet Канадские кожаные жесткие рабочие перчатки. Простые красные поздравительные открытки высотой 160 г / м2 из 10 штук с 10 конвертами. 5PC MC7805CT TO-220 5V трехполюсный стабилизатор на триоде 7805CT. Долотообразная отвертка Wera Kraftform 932 с шлицевым наконечником 12 x 200 мм. Твердый мужской магазин / розничный бюст манекена. Nice Lot Shawmut ATQ Предохранители на 10 А Bussmann FNQ-10 с выдержкой времени 500 В перем.Пильный диск Black & Decker TCT 140 мм, диаметр 20 мм, 16 зубьев X15075. Черный 4-дюймовый пластиковый вентиляционный раствор для растворителя, 110 мм Колена для грунтовых труб, изгибы на 90 °, с одной розеткой. 2x 1000x желтых кабельных маркера Номер маркера Номер бирки Номер этикетки 0 ~ 9 2,5 мм². 50 x Arofol Gold 150 x 215 мм Размер 3 C Конверты с пузырьковой подкладкой Почтовый мешок 1-15PCS KBPC5010 50A 1000V Однофазный диодный мостовой выпрямитель в металлическом корпусе UK.10 × Euro Compressor Air Line Connector Connector Fitting 1/4 ” BSP Connect / Release, Hulk AT0622S-127 Cross Click Marvel Ballpoint Pen.Монолитная микросхема генератора функций XR2206, 16 контактов, DIP XR2206CP GL. SDS PLUS CORE DRILL ARBOR 200мм ИНСТРУМЕНТ ПРИНАДЛЕЖНОСТИ ДЛЯ СДЕЛКИ SILVERLINE TOOLS U182, A4 Запираемые футляры для плакатов Серебристый A3 Черный или 7 цветов! A2 A1 или A0. AC 16A / 250V 20A / 125V DPDT ON / ON с зеленой подсветкой Кулисный переключатель лодки 5 ZC.
Верх 220V 300 AMP Инверторный сварочный аппарат Сварочный аппарат постоянного тока LCD IGBT Сварочный аппарат Пайка
Форма привода: полуавтоматический, цвет: синий, 1 x сварочный аппарат, ток: постоянный ток, цифровой ЖК-дисплей, более четкое понимание силы тока, обеспечение новейшие продукты Быстрая доставка к вашему порогу Самые низкие цены в Интернете на лучшие бренды!
Плюсы, минусы и лучшие способы сварки нержавеющей стали
Нержавеющая сталь – популярный строительный материал, давно известный своей долговечностью и значительной устойчивостью к коррозии.Сварка с этим привлекательным металлом создает некоторые уникальные проблемы, которые необходимо учитывать перед запуском проекта с нержавеющей сталью. Давайте подробнее рассмотрим плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавеющей стали.
Нержавеющая сталь – это сплав на основе железа, содержащий различные количества хрома, который является элементом, который придает нержавеющей стали репутацию стойкой к коррозии. Степень содержания хрома может варьироваться от 11% до 30%, причем каждый вариант имеет несколько разные химические свойства, которые влияют на его работу.
Популярность нержавеющей сталипродолжает расти, поскольку это прочный материал, устойчивый ко многим типам жидкой, газовой и химической коррозии. Это вещество требует значительных усилий, и оно хорошо работает в различных областях применения. Фактически, поскольку многие марки нержавеющей стали могут выдерживать экстремальные высокие и низкие температуры, это популярный материал для трубной и нефтяной промышленности. Рестораны, крафтовые пивоварни и производители медицинского оборудования полагаются на его устойчивость к росту бактерий, что делает его безопасным выбором для приготовления пищи, медицинских нужд и транспортировки агрессивных химикатов.
С другой стороны, нержавеющая сталь – дорогой металл – в три-пять раз дороже, чем низкоуглеродистая сталь. Когда дело доходит до сварки этого дорогостоящего материала, выбор может оказаться непростым по нескольким причинам.
Сложно ли сварка нержавеющей стали?Нержавеющая сталь очень эффективно сохраняет тепло, что затрудняет сварку, особенно для начинающих сварщиков. При столкновении с чрезмерным нагревом при сварке нержавеющая сталь может деформироваться от высоких температур и даже деформироваться в процессе охлаждения.Он также может быть очень неумолимым с эстетической точки зрения, поскольку отображает все царапины и царапины, которые остались позади. Точно так же, если вы когда-либо занимались сваркой на металлическом столе, вы должны принять меры предосторожности перед началом работы, потому что он так легко царапается. Все это говорит о том, что нержавеющая сталь не очень прощает ошибок, когда дело доходит до сокрытия ошибок, и, как правило, предпочитает более опытных сварщиков.
Какой вид сварки лучше всего подходит для нержавеющей стали?Ответ непростой: все зависит от того, какого результата вы пытаетесь достичь.Нержавеющую сталь можно сваривать дуговой сваркой в защитном металлическом корпусе (MIG), дуговой сваркой вольфрамовым электродом (TIG) и электродной сваркой, и каждый из этих процессов дает несколько разные результаты. Чтобы выбрать лучший процесс сварки для вашего проекта, учитывайте следующие факторы: уровень квалификации сварщика, эстетику готовой детали, включая внешний вид валика, толщину металла, а также затраты и временные факторы проекта. Если мастерство имеет первостепенное значение, тогда тонкость сварки TIG может быть хорошим вариантом, но если скорость и эффективность являются приоритетом, тогда сварка MIG может быть лучшим процессом.
Можно ли сваривать нержавеющую сталь методом TIG? СваркаTIG известна своей точностью, поэтому ее часто используют в проектах, где требуются чистые, контролируемые сварные швы, особенно на менее щадящих материалах, таких как сплавы нержавеющей стали или алюминий. Несмотря на то, что он дает прекрасные сварные швы, это также самый медленный процесс сварки, требующий опытного сварщика с превосходной техникой. Здесь также проще всего контролировать искажения.
СваркаMIG – лучший выбор для работ, которые не связаны с внешним видом или безупречной сваркой, но требуют, чтобы работа выполнялась эффективно и с минимальными затратами.При сварке MIG нержавеющей стали используется простое оборудование, которое легко транспортировать, поэтому его часто используют при проведении технического обслуживания и ремонтных работ. Другие факторы, которые следует учитывать: стоимость и характеристики присадочного металла, степень сложности оборудования и уровень опыта сварщика.
Профессиональный совет по передовой практикеОдин из способов предотвратить коробление при сварке нержавеющей стали – зажать кусок латуни или меди за швом сварного шва. Он будет служить охлаждающим механизмом или «радиатором», поглощая тепло и предотвращая прогорания.Это также может помочь вам непрерывно сварить весь шов.
Ржавеет ли сварная нержавеющая сталь?В нормальных условиях нержавеющая сталь выдерживает все виды коррозии. Однако в экстремальных условиях нержавеющая сталь может ржаветь. Это происходит, когда слой оксида хрома – тот самый элемент, который защищает нержавеющую сталь от ржавчины – разрушается или удаляется. Иногда это может произойти во время сварки, в процессе нагрева или охлаждения.
Даже при сварке TIG ржавчина может быть одной из самых серьезных проблем при сварке нержавеющей стали.Вот почему так важны очистка и подготовка нержавеющей стали перед началом работы. При правильно очищенной и подготовленной детали из нержавеющей стали оксид хрома внутри действует как защитное уплотнение от ржавчины во время процесса сварки. Это может помочь нержавеющей стали заживить от обесцвечивания и стойких следов.
Подготовка – это ключ к успехуИмейте отдельный набор инструментов только для подготовки и очистки нержавеющей стали перед сваркой. Почему? Потому что он чрезвычайно чувствителен к любому количеству углеродистой стали.Если на каком-либо из ваших инструментов есть остатки углеродистой стали, а затем они соприкоснутся с нержавеющей сталью, эти следы будут вкраплены и вызовут ржавление конечного продукта. Даже частицы пыли из углеродистой стали могут представлять угрозу коррозии нержавеющей стали и должны храниться в отдельных рабочих зонах.
Сварка нержавеющей сталью – задача, на которую стоит взятьсяСварка нержавеющей стали имеет свои преимущества и проблемы, но если вы учитываете эти ограничения в своем процессе, конечный результат того стоит.Совершенствуя свои сварочные навыки с помощью этого ценного и модного материала, вы сэкономите время и деньги. Что еще более важно, это может дать прекрасный профессиональный результат, который сделает ваши сварочные навыки более востребованными.
Глоссарий по сварке | HobartWelders
Выберите первую букву искомого термина: A C D F G H I K L M O P R S T V W
А
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода.Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Чтобы удалить большое количество металла, ищите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду.Ток – это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc Force: Также называется Dig and Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Auto-Link ® : Схема внутреннего источника питания инвертора, которая автоматически связывает источник питания с подаваемым первичным напряжением без необходимости вручную связывать клеммы первичного напряжения.
Автоматическая сварка : Использует сварочное оборудование без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «падающими». Напряжение будет изменяться при разной длине дуги, при этом незначительно изменяя силу тока, отсюда и название постоянного тока или переменного напряжения.
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): «Потенциал» и «напряжение» в основном одинаковы по значению. Сварочный аппарат этого типа поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно плоской кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Одна или несколько несплошностей, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока.Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может быть рабочий цикл 60% при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Факс
Fan-On-Demand ™: Внутренняя система охлаждения источника питания, которая работает только при необходимости, поддерживая чистоту внутренних компонентов.
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между непрерывной плавящейся электродной проволокой и изделием.Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от поступающего извне газа или газовой смеси. Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости зависит от типа проволоки).
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей.Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подсоединяется от шпильки заземления сварочного аппарата к металлическому стержню, помещенному в землю. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
H
Гц: Гц часто называют «циклами в секунду».«В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ : Используется на некоторых станках Stick (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (Киловатт): Первичная кВт – это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт – это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™: Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
м
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой.Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Перенос короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. Образуются брызги, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода. Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распылительная передача: Названа в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки.Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоских или горизонтальных положениях сварки.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от режима распылительного переноса.Это позволяет выполнять сварку во всех положениях как на тонких, так и на толстых металлах.
Дополнительную информацию о сварке MIG см. В разделе «Советы по сварке MIG».
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что она разомкнута. Однако на цепь подается напряжение, так что, когда цепь замыкается, ток сразу же течет. Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, приложенное к кабелям, присоединенным к выходным клеммам сварочного аппарата.
п
Плазменная дуговая резка: Процесс дуговой резки, при котором металл разрезается с помощью суженной дуги для расплавления небольшой области работы. Этот процесс может разрезать все металлы, проводящие электричество. Резаки Hobart AirForce представляют собой полные пакеты, которые содержат все необходимое оборудование и расходные материалы для резаков. Расходные материалы: расходные материалы для горелок, подача газа или сжатого воздуха.
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность, которую часто выражают в ваттах или киловаттах (кВт), – это переменный ток, который может быть однофазным или трехфазным.Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Для импульсной сварки MIG лучше всего подходят области, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали, калибра 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
R
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Контактная точечная сварка (RSW): Процесс, при котором две металлические детали соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги, и именно сопротивление металла току вызывает плавление. Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 клещей и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются.
RMS (среднеквадратичное значение): «Эффективные» значения измеренного переменного напряжения или силы тока.Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Брызги: Частицы металла, вылетающие из сварочной дуги. Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием.Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для Stick рекомендуется сварочный аппарат постоянного и переменного тока. Для большинства применений сварка с обратной полярностью на постоянном токе имеет преимущества по сравнению с переменным током, в том числе более легкий запуск и сварку в нерабочем положении, более плавную дугу и меньшее количество отключений дуги и заедания. Расходные материалы: электроды стержневые.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса. Присадочный металл поступает из электрода, а иногда и из второго присадочного стержня.
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс сварки, часто называемый сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва.Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Touch Start: Процедура зажигания дуги при низком напряжении и малой силе тока для сварки TIG (GTAW). Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, проталкивающая электроны через проводник. Напряжение не течет, но вызывает ток или силу тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную лужу. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос дуги распылением, глобулярный перенос, перенос скрытой дуги и импульсный перенос дуги.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом. Это состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает непоправимого ущерба и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления кабеля массы (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец детали: Проводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
Лучшая сварочная горелка для миграции
Описание Hobart IronMan 230 MIG Welder – это мощный и надежный сварочный аппарат с подачей проволоки, который обеспечивает профессиональные результаты с превосходным качеством дуги. Работает от входного питания 230 В, сваривает низкоуглеродистую сталь до 1/2 дюйма и готов к работе с алюминием.
Лучший сварщик MIG до $ 500 1 – Hobart 500559 Handler 140 MIG Welder. Для лучшего сварщика MIG стоимостью менее 500 долларов отлично подойдет Hobart 500559 Handler MIG Welder. Его компактный сварочный инструмент выполняет функции как MIG, так и порошковой проволоки.
Это сварочный пистолет MIG в масштабе 1/10, который является идеальным аксессуаром для вашей гусеничной тележки с дистанционным управлением или диорамы для дрифт-кара. Поскольку это цельная модель, напечатанная на 3D-принтере, в ней нет движущихся частей, и вам нужно будет закончить модель, раскрасив ее по своему вкусу.
premium Tweco # 2 Детали пистолета MIG Сварочный контактный наконечник .030 проволока – № 14-30 уп. 25 шт. Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на Tweco # 2 Детали пистолета MIG Сварочный контактный наконечник .030 проволока- # 14-30 уп. 25 шт. – премиум по лучшим онлайн ценам на! Бесплатная доставка для многих товаров !.
Полная линейка сварочных горелок MIG, механизмов подачи проволоки, защиты от брызг, погружения сопел, подушек для очистки проволоки, сварочных плоскогубцев и держателей магнитных пистолетов. Сварка MIG (металл в инертном газе), также называемая GMAW (сварка металлической дугой в газе) или переносом короткого замыкания, MIG – это процесс сварки, при котором металл соединяется путем нагрева электрической дугой, защищенный …
Проверить поток газа Точно с нашим портативным расходомером (всего 25 долларов США). Проверьте поток газа, выходящий из сопла пистолета MIG, с помощью нашего портативного расходомера (деталь № WAT-PFM). В наших инструкциях описана простая процедура проверки потока, поступающего в подающее устройство / сварочное устройство и выходящего из сопла, на предмет утечек и избыточного обратного потока газа.
Горелка для сварочной горелки MIG, 150 А, 130 А, 12 футов Замена для Miller M-150 / M-15 M130 / M13 249040 Я купил несколько дополнительных горелок для 2 сварщиков, которые у меня были.