Искусственный мрамор из полиэфирных смол своими руками: Искусственный мрамор — как сделать своими руками?
alexxlab | 27.06.1986 | 0 | Разное
Как сделать искусственный мрамор своими руками. Информационный строительный сайт |
Отделочные работы с использованием натурального камня — очень дорогостоящее удовольствие. Подобрать натуральный мрамор соответствующего тона достаточно проблематично. Освоить производство искусственного мрамора своими руками не очень сложно. Важный момент при изготовлении искусственного мрамора – правильно сделанная форма для отливки.
Содержание
- Состав и особые свойства искусственного мрамора
- Технология изготовления искусственного мрамора с бетонным наполнителем
- Литьевой мрамор на основе полиэфирных смол
- Изготовление искусственного мрамора из гипса
По сути, искусственный мрамор, технология изготовления которого изложена в этой статье является сплавом акриловых смол и минеральных наполнителей. Такой материал имеет достаточную прочность, а при изготовлении искусственного мрамора своими руками, ему можно придать необходимую форму. Это может быть столешница на кухню или для барной стойки, ступеньки, мойка, раковина или оригинальная ваза для сада.
Состав и особые свойства искусственного мрамора
Основным компонентом литьевого мрамора является полиэфирная смола и пигментные минеральные красители и отвердители. Освоив методику смешивания можно получить разводы и пятна, практически не отличимые от пятен и прожилок на натуральном мраморе.
- Материал не горюч и диэлектрик, т.е. не проводит электрический ток, поэтому его можно использовать при любых отделочных работах без ограничений. Стойкость к щелочным препаратам и химическим растворителям способствует его гигиеничности и позволяет использовать в качестве столешниц и кухонных моек.
- Состав литьевого мрамора имеет однородную структуру, не расслаивается, стойкий к коррозии и экологически чистый материал. Внешняя поверхность литьевого мрамора – гелькоут, имеет декоративно – защитные функции. В качестве наполнителя используются полиэфирная смола, смешанная с минеральной разноцветной крошкой и пигментными красителями. Для получения прочной массы добавляется отвердитель.

- Более простые методы изготовления искусственного мрамора предполагают использование в качестве наполнителя цементно — бетонные смеси и щебень. Зачастую используется галька, кварцевый мелкий щебень и подкрашенный песок.
Технология изготовления искусственного мрамора с бетонным наполнителем
Этот метод очень простой и доступный, как по технологии изготовления, так и по затратам. Благодаря этому, такой метод пользуется широкой популярностью. Столешницы и кухонные доски отличаются высокой прочностью, а при изготовлении используются экологически чистые материалы.
- Прежде всего вам понадобится форма (матрица) из полиуретана, пластика, гипса или другого подходящего материала. Можно изготовить из уголка или дерева рамку, а днище сделать стеклянным. Важно, чтобы поверхность отливочной формы была идеально гладкой и сухой, а рамка разъемной, для удобства изъятия готового изделия. Форму можно заказать в мастерской, но это достаточно дорого.

- Внутренняя поверхность формы промазывается гелькоутом. Гелькоут различаются по цвету и среде использования. Выберите влагостойкий гелькоут и только после его окончательного просыхания, можно заполнить форму бетонным или гипсовым раствором – наполнителем. В качестве пластификатора, наполнителя используется гашеная известь или глина.
- Подготовьте наполнитель для основной массы изделия. Для этого смешайте песок и цемент в соотношении 2:1, добавьте в качестве наполнителя щебень или гальку и пластификатор. Тщательно перемешайте, желательно в миксере до получения однородной массы. В разные сектора емкости с наполнителем, неравномерными порциями добавляется пигментный краситель и перемешивается до создания прожилок и пятен.
- Форма, выставляется в строго горизонтальном положении и в нее небольшими порциями выливается масса искусственного жидкого мрамора. Следите за тем, чтобы заполнились все пустоты матрицы. Излишки раствора удаляются шпателем, сверху накройте заливку полиэтиленовой пленкой.
 В зависимости от толщины, искусственный мрамор сохнет от 24 часов в естественных условиях и при плюсовой температуре. Просохшая плита извлекается из формы, обрабатывается шлифовальной машиной и прозрачной политурой.
В зависимости от толщины, искусственный мрамор сохнет от 24 часов в естественных условиях и при плюсовой температуре. Просохшая плита извлекается из формы, обрабатывается шлифовальной машиной и прозрачной политурой.
Литьевой мрамор на основе полиэфирных смол
Этот метод несколько дороже, но в результате получается красивая фактура внешнего покрытия. Материал очень прочный и легкий, устойчивый к внешним механическим и химическим воздействиям.
- Первый вариант — готовится полимербетон. Берется 20-25% полиэфирной смолы и 80-75% наполнителя. В этом качестве можно использовать кварцевый песок или иной нейтральный цветной минерал, мелко истолченный в крошку.
- Во втором случае — вместо полиэфирной смолы можно использовать смесь бутакрила с АСТ-Т в соотношении 50х50 и добавьте 50% щебня или кварцевого песка. Окраска производится пигментами на акриловой основе.
- Форма заполняется и шпателем разравнивается по поверхности матрицы.
 В качестве наполнителя можно использовать доску ДСП, вырезанную на 5 см меньше контура формы. Ее вдавливают в массу, а выступившие излишки разравнивают по тыльной стороне отливки.
В качестве наполнителя можно использовать доску ДСП, вырезанную на 5 см меньше контура формы. Ее вдавливают в массу, а выступившие излишки разравнивают по тыльной стороне отливки. - Просохшее и отвердевшее изделие изымается из формы и его можно легко обрабатывать. Оно поддается шлифованию, сверлению и другим механическим обработкам.
Изготовление искусственного мрамора из гипса
Изготовление искусственного мрамора из гипса в домашних условиях – процесс доступный и не требует особых затрат.
- Для начала готовится вода, в нее добавляется сухой гипс, столярный клей и растворенная в скипидарной горячей ванночке, смола. В тщательно размешанную смесь добавляются акриловые красители или пигмент и размешивают, до получения разводов и прожилок.
- Для получения молочного цвета искусственного мрамора, на 200 грамм белого гумилакса, добавляют 1000 технического спирта и 50 сухого гипса. Для коричневого или кофейного тона берется оранжевый гумилакс.
 Для получения черной политуры используется анилиновая краска.
Для получения черной политуры используется анилиновая краска. - Жидкая масса заливается в пластиковую или полиуретановую форму. Для удаления излишков воды и более быстрого схватывания, масса сверху присыпается сухим гипсом. Через 8 — 10 часов изделие можно извлечь из формы. Для создания водоустойчивой лицевой поверхности, ее обрабатывают кремнекислым калием.
- Можно погрузить в ванну или обильно промазать кистью с обеих сторон. После просыхания поверхность полируется мягким фетром или аналогичным абразивным средством с добавлением политуры нужного оттенка. Поверхность обрабатывается до получения идеально гладкой зеркальной поверхности.
Можно ли сделать гибкий мрамор своими руками и его применение
Предлагаем Вам для изготовления литьевого камня (мрамора), декоративных изделий акриловую смолу с улучшенными физико-химическими показателями.
После полимеризации акриловой пластмассы мономер в готовом изделии практически отсутствует. Вследствие этого акриловая смола обладает высокой биологической индифферентностью к биологическим объектам, другими словами она абсолютно безвредна для человека!
Предлагаемая акриловая смола не токсична по сравнению с эпоксидными и полиэфирными смолами, и представляет собой самотвердеющую смолу на основе сополимера акриловой группы типа жидкость-отвердитель. Не содержит стирол. Стирол (фенилэтилен, винилбензол) — это бесцветная жидкость со специфическим запахом, практически нерастворима в воде, хорошо растворима в органических растворителях, хороший растворитель полимеров. Пары стирола раздражают слизистые оболочки, предельно допустимая концентрация их в воздухе 0,005 мг/дм³. Стирол очень токсичен!
Акриловая смола с отвердителем твердеет под воздействием катализатора, при комнатной температуре.
УФ акриловая смола – это бесцветная акриловая смола, застывающая под влиянием ультрафиолета. В её состав входит всего один компонент, поэтому она не нуждается в смешивании с катализатором.
Жидкая консистенция смолы позволяет добавлять в нее различные наполнители органические и минеральные. В качестве наполнителя обычно используют мраморную крошку. Добавление красителей позволяет производить литьевой мрамор разных цветов. В целом объем наполнителей в акриловом или искусственном камне составляет примерно 70%.
Для работы с акриловой смолой желательно использовать камеру дегазации и придерживаться технологии заливки.
Окрашивается акриловая смола специальным красителем для смол.
Свойства и характеристики
Материал обычно состоит из тонкой прослойки мраморной, гранитной, кварцевой крошки, которой особым способом покрывается гибкое основание. Таким образом, облицовка образуется из трех ключевых компонентов – каменной крошки, акриловой дисперсии в качестве связующего звена, гибкого основания (обычно нетканое полотно).
Эластичный материал весьма востребован в качестве наружной и внутренней отделки. Его часто используют в облицовке тех поверхностей, которые сложно обшить с помощью плитки и натурального камня. Облицовка проявляет антистатические свойства, не нуждается в специфическом уходе, обладает впечатляющими эксплуатационными возможностями. При внешнем исполнении, весьма близком по эстетическим характеристикам к натуральному, отделка проявляет малый вес и реализуется в доступном ценовом сегменте.
Средняя толщина изделий варьируется в пределах 2-3 мм, вес каждого квадратного метра обшивки не превышает 3 кг. Рабочий режим температур не накладывает ограничений даже для регионов с суровыми зимами, притом материал выдерживает нагревание до 600°С, класс морозостойкости – F7.
Структура гибкого мрамора:
- нетканая основа;
- слой акрилового клея, отвечающий за такие характеристики, как прочность и эластичность;
- прослойка из крошки – это может быть рисунок, прожилки, имитирующие натуральный срез;
- защитная пропитка, которая в процессе нанесения слегка прикатывается.

Готовое изделие подвергается тщательной сушке. В итоге образуется экологичное покрытие, не боящееся механического воздействия, утративший целостность участок легко восстановить с помощью кусочка аналогичного по цветовой гамме материала.
Физико-химические свойства акриловой смолы
| Водопоглощение в холодной воде, % не более | 0,5 |
| Максимальное напряжение при изгибе, МПа, не менее | 65 |
| Твердость при вдавливании шарика, МПА, не менее | 30 |
| Температура размягчения, ºС, не менее | 80 |
| Напряжение при сжатии при относительной деформации не более 25%, МПа, не менее | 63 |
| Плотность при 20С, гр./см.куб. | 0,98 |
| Время полного отверждения композиции при температуре 23±2, ºС, час. | 2 |
| Время набухания (жизни), при 23 ºС, мин. | 10-50 |
Акриловые смолы имеют различные названия:
- АСТТ;
- Бутакрил,
- Технакрил…
Срок годности акриловой смолы — 6 мес. при соблюдении условий хранения.
при соблюдении условий хранения.
Фасовка: Смола продается в канистрах по 5, 10, 20 литров. Отвердитель, в зависимости от заказанного количества смолы — входит в комплект поставки.
Акриловая смола (базовая), 10 кг.
6800 руб Купить
Акриловая смола прозрачная (бесцветная), 5 кг.
4200 руб Купить
Акриловая смола прозрачная (бесцветная), 10 кг.
7200 руб Купить
Акриловая смола УФ, 5 кг.
4400 руб Купить
Акриловая смола УФ, 10 кг.
7600 руб Купить
Формы выпуска
На профильном рынке можно встретить 2 вариант гибкого мрамора:
- в виде обоев. Толщина листа редко превышает 1 мм, ширина полотнища может достигать 100 см, максимальная длина – 260 см;
- плитка. Здесь толщина изделий находится в диапазоне 2-5 мм, классические вариации габаритов – 34х55,5 см, 34х55 см, 16х26,5 см, 8х26,5 см. Такой богатый номенклатурный ряд способен удовлетворить любые эстетические запросы.

Представленные формы выпуска способствуют созданию уникального дизайна поверхности, рулонная вариация нашла широкое применение во внутренней отделке, для наружной более целесообразно использование толстых плиточных серий.
Изготовление гипсового камня
В производстве декоративного каменного материала часто применяют строительный гипс. Из него готовят смесь, консистенция которой должна быть похожа на густую сметану. При замешивании также используют пигмент необходимого цвета.
Подготовленную смесь выливают в силиконовую форму только до половины её высоты. Матрицу предварительно смазывают солидолом. Потом укладывают мелкую металлическую сетку для усиления прочности камня. Затем форму заполняют до краёв смесью, в которой отсутствует пигмент.
Заполненную матрицу встряхивают несколько раз, чтобы гипсовая смесь равномерно распределилась в форме. Если процесс отверждения происходит быстро, тогда при замешивании используют молоко. Оно уменьшает скорость схватывания смеси.
Преимущества и недостатки
Пластичность и малый собственный вес способствуют повсеместному применению материала для обшивки конструкций любых размеров и форм. С помощью гибкого мрамора легко преобразить ландшафтный дизайн – облагородить ограждения, создать панно, украсить фонтаны.
Продукция обладает следующими достоинствами:
- пожаробезопасность,
- экологичность,
- антистатический эффект,
- небольшая масса,
- неподверженность воздействию перепадов температур,
- водостойкость,
- отсутствие вредных для здоровья компонентов,
- пластичность, легкость разрезания,
- паропроницаемость.
Простота монтажа – еще одна причина, благодаря которой облицовка обрела повсеместную популярность.
С помощью гибкого мрамора можно сделать презентабельное и благородное покрытие
Нельзя забывать и о недостатках. Материл может обладать высокой стоимостью, если он был изготовлен непосредственно в карьере. Рельефная либо абразивная поверхность может сузить допустимую область применения, усложнить регулярный уход за ней. При производстве используются акрилаты, поэтому готовую облицовку нельзя очищать с помощью моющих средств, в составе которых присутствует щелочь.
При производстве используются акрилаты, поэтому готовую облицовку нельзя очищать с помощью моющих средств, в составе которых присутствует щелочь.
Химические добавки для изготовления изделий из бетона
1. Фибра представляет собой легкие синтетические волокна длиной 6, 12, 20, 40 мм. с малой плотностью (0,91 г/см3), но высокими прочностными характеристиками (170-260 МПа). Основная область применения фибры — дисперсное армирование, осуществляемое в самых разных вяжущих. Полипропиленовое волокно получило наибольшее распространение, так как имеет низкую себестоимость, не подвержено коррозии, не утяжеляет бетонные конструкции и штучные изделия, а также демонстрирует очень медленное физическое старение. Использование полипропиленовой фибры не предполагает какого-то дополнительного оборудования — ее доля вводится в состав раствора как стандартный компонент. Фибра способна улучшить прочностные характеристики бетона, уменьшить усадку бетонных изделий, что позволяет повысить трещиностойкость конструкций.
2. Суперпластификатор С-3 — разработка российских специалистов. Является аналогом зарубежных суперпластификаторов типа «Майти 100» (Япония), сикамент, мельмент (Германия), не уступая им по качеству. Суперпластификатор С-3 в количестве 0,2 — 0,7% от массы цемента позволяет получать литые самоуплотняющиеся, практически не требующие вибрации бетонные смеси, а при снижении расхода воды затворения — бетоны повышенной прочности при неизменной подвижности смеси. Можно использовать оба эти эффекта частично, т. е. получать смеси повышенной подвижности по сравнению с исходной и одновременно несколько увеличивать прочность бетона за счет снижения расхода воды. Наиболее эффективные области применения суперпластификатора С-3 — производство изделий из бетонна с высокими эксплуатационными свойствами и отличным внешним видом.
Описание химических добавок
Сферы применения
Во внутреннем оформлении материал актуален в качестве отделки жилых помещений, детских комнат, прихожих, коридоров, ванных и санузлов. Из него выполняют кухонные фартуки с прекрасными эксплуатационными свойствами. Близость к природной фактуре создает благоприятные условия для обшивки каминов и реставрации каминных полок.
Из него выполняют кухонные фартуки с прекрасными эксплуатационными свойствами. Близость к природной фактуре создает благоприятные условия для обшивки каминов и реставрации каминных полок.
Также гибкий мрамор прекрасно проявляет себя в фасадных работах – из него выполняют облицовку, отделывают колонны, создают функциональные и практичные покрытия. Отдельного внимания заслуживают фрески – в подобном исполнении колоритные изображения многие годы сохраняют изначальную яркость и форму.
Гибкий мрамор в фасадных работах
Имитация камня не разрушается под непрерывным воздействием влажности, поэтому она востребована в качестве отделки в саунах, бассейнах. Облицовка образует устойчивое покрытие, безопасное и гигиеничное, простое в уходе, ремонтопригодное.
Из гибкого камня выполняют светящиеся блоки и шары, актуальные в ландшафтном дизайне. Их размещают на лестницах, под потолком, у входных дверей, на подъездных дорожках.
Об особенностях материала
Выше уже было отмечено, что искусственный мрамор имеет много преимуществ перед полимербетоном. Материал не подвергается горению, а также не проводит электричество и тепло. Это позволяет использовать его в местах с повышенными температурами (радиаторы отопления, печи, камины) и т. п.
Материал не подвергается горению, а также не проводит электричество и тепло. Это позволяет использовать его в местах с повышенными температурами (радиаторы отопления, печи, камины) и т. п.
Подобный мрамор практически не взаимодействует с химическими элементами, такими как щелочь, бензин, ацетон и т. п. Любого рода загрязнения достаточно легко удалить, поэтому он подойдёт для использования в общественных туалетах и аналогичных местах.
Еще один важный показатель — это долговечность, а также экологичность литьевого камня. Проведенные экспертизы показали, что даже при нагревании материал не выделяет вредных веществ. Именно благодаря своим уникальным качествам он широко используется во всех сферах, тем более что оборудование для производства искусственного мрамора не сложное, да и цена на него небольшая.
Особенности промышленного производства пластичного камня
Изначально технология производства держалась в секрете первым производителем, но по мере распространения этой гибкой облицовки другие компании научились имитировать эксплуатационные и эстетические свойства, разработали новые методики, среди которых превалируют классическая и насыпная.
Классическая
Согласно первоначальному алгоритму все производственные процессы обустраивались в карьерах, где присутствуют наружные пласты песчаника. Важно, чтобы природное сырье было доступным для обширного среза. Значительная часть манипуляций подразумевает ручной труд, процесс минимально механизирован.
Пласт песчаника шлифуют так, чтобы добиться гладкой поверхности, на него наносят полимерный клей и накладывают тканевую основу. На солнце связующий состав полимеризуется, далее основа снимается вместе со слоем сырья. Заготовку сушат на солнце. В итоге образуется дорогостоящий материал с эксклюзивным рисунком.
Насыпной
Основывается на мелкофракционных материалах, их смешивают с пигментами. Шаблон покрывают стекловолокном с клеящим составом. На обработанной ткани распределяют сыпучее сырье, фиксируют эту заготовку на шаблоне, трамбуют с помощью резинового валика. Форму сушат, после чего материал вынимают из шаблона, стряхивают частицы, которые не пропитались клеем.
Из чего изготавливают мрамор?
В его составе содержится смола, акриловая или полиэфирная, а также мраморная крошка. Для придания материалу того или иного оттенка можно добавить красящие минералы. В любом случае соотношение смолы и природных кристаллов должно быть 4:1. А в качестве альтернативного связующего сырья можно использовать строительный гипс, цементный или известковый раствор. Однако они не могут придать такую же прочность искусственному мрамору, как смола.
Порядок проведения работ
- Подготовка матрицы. Форму полируют и наносят на ее внутреннюю часть сначала материал, защищающий от адгезии, а затем гелькоут. Для этого применяют чашечный распылитель или специальную установку.
- После отвержения гелькоута связующее сырье, наполнитель CaMg(CO3)2 и пигменты смешивают с помощью миксера. Затем сырье помещают в форму. Для удаления воздуха матрицы проходят через вибрацию. После этого их содержимое оставляют затвердевать (применяется «Бутанокс» М-50).

- После того как изделия приобретают необходимую твердость, их извлекают из матриц и при необходимости обрабатывают дополнительно.
Технология «домашнего» литья искусственного мрамора
Изготовить данный материал можно своими руками. Для этого следует приобрести сырье, формы для заливки (необязательно самые дорогие), пленку, смеситель и кисточку и действовать согласно представленной ниже инструкции.
Вместо использующегося в промышленном производстве наполнителя CaMg(CO3)2 можно использовать гальку, а вместо отвердителя «Бутанокса» М-50 — цемент.
Для изготовления искусственного камня своими руками понадобятся:
- речной песок — 2 части,
- цемент — 1 часть,
- вода в пропорции — 0,2 от части,
- красящий пигмент и пластификатор — по 1% от веса цемента,
- галька — 25% от общего объема,
- гелькоут.
Несмотря на очевидные преимущества натуральных материалов, они являются дорогим удовольствием, по этой причине многие обращают внимание на искусственный мрамор. Существуют различные способы, как своими руками изготовить его, простейшая технология доступная в домашних условиях – это отливка в формах.
Существуют различные способы, как своими руками изготовить его, простейшая технология доступная в домашних условиях – это отливка в формах.
Столешница из литого мрамора получается прочной, влагонепроницаемой и прекрасно имитирует настоящий камень. Единственная сложность состоит в правильном подборе параметров, поскольку тонкое изделие будет обладать повышенной хрупкостью, а толстое, несмотря на скромные размеры в один метр, иметь большой вес. Цвет для материала подбирают любой – белоснежный, голубой, серый, черный с пронизывающими прожилками, придавая ему зернисто-кристаллическую структуру.
Качественный литьевой мрамор получают, смешивая полиэфирную смолу с пигментными минеральными красителями, отвердителями. Более простой метод изготовления предполагает использование цементно-бетонной смеси с добавлением в нее крупного или мелкого кварцевого щебня, гальки, подкрашенного песка. Для освоения методики смешивания и получения необходимого цвета, текстуры с разводами и пятнами сначала потребуется попрактиковаться и попробовать приготовить литьевой мрамор в небольших объемах.
Искусственный камень не только прекрасно воспроизводит вид натурального материала, но и еще обладает такими положительными характеристиками, как:
- устойчивость к тепловому воздействию, открытому огню;
- высокие диэлектрические показатели, поскольку не является проводником электрического тока;
- стойкость к обработке любыми моющими средствами, кроме содержащих абразивные вещества;
- высокие гигиенические, экологические характеристики.
Читать также: Как правильно паять трубы из полипропилена
Этому во многом способствует однородная структура, которая в продолжение длительного срока эксплуатации не расслаивается, а внешняя поверхность, обработанная гелькоутом, обладает хорошими декоративно–защитными функциями.
Метод очень простой, доступный и требует минимальных вложений, поэтому пользуется широкой популярностью. Изготовленные по этой технологии столешницы, разделочные доски имеют высокую прочность, экологические характеристики.
Чтобы их сделать, потребуется форма, выполненная из пластика, полиуретана, гипса, другого подходящего материала. Если особых претензий к матрице нет, то ее можно изготовить самостоятельно из любых металлических уголков, деревянных брусков, используя в качестве днища заготовку из стекла. Основные требования к конструкции – поверхность должна быть идеально гладкой, сухой, а для удобства извлечения готового изделия еще и разъемной.
Подготовив форму, изнутри ее промазывают гелькоутом – специальным гелеобразным веществом, которое отличается по цвету, а также среде использования, поэтому следует выбирать влагостойкий вариант. Когда он окончательно высохнет, матрицу можно заполнять раствором, приготовленным из бетона или гипса. Если необходимо, то для повышения текучести и нормализации процессов гидратации в качестве пластификатора используют гашеную известь, глину.
Смесь подготавливают в миксере из песка с цементом в пропорции 2:1, применяя в виде наполнителя щебень, гальку.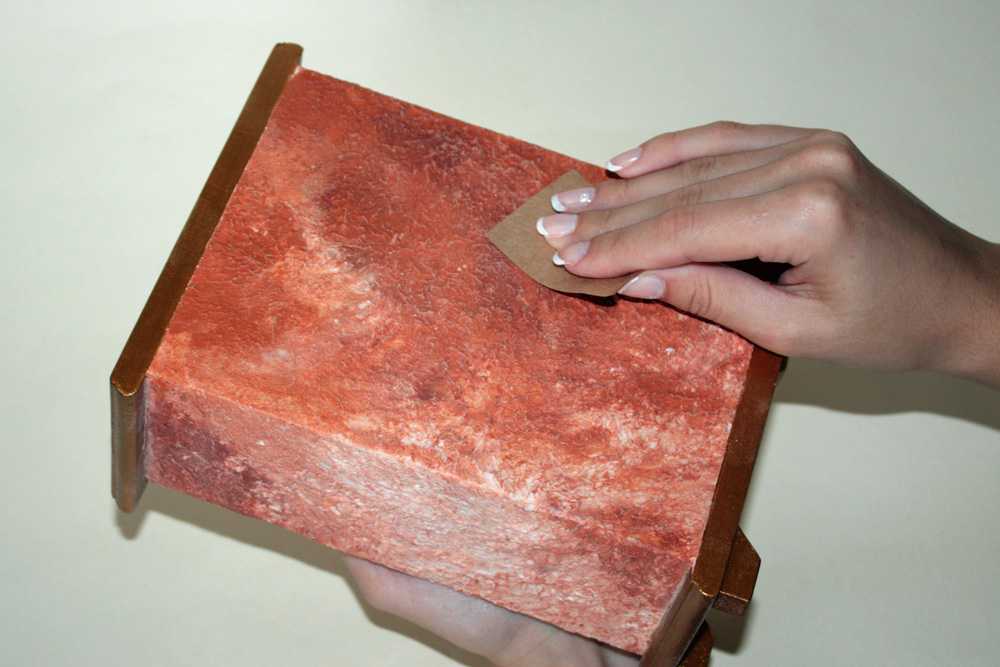 При получении однородной массы в емкость разными порциями начинают добавлять пигментный краситель и продолжают перемешивать до образования прожилок, пятен.
При получении однородной массы в емкость разными порциями начинают добавлять пигментный краситель и продолжают перемешивать до образования прожилок, пятен.
После этого подготовленную смесь небольшими порциями выливают в форму, выставленную в горизонтальной плоскости. На этом этапе важно, чтобы масса равномерно заполнила все пустоты, поэтому ее добавляют несколько больше требуемого объема. Немного выжидают, когда она растечется и излишки удаляют шпателем.
В завершение заливку укрывают полиэтиленовой пленкой и оставляют сохнуть в естественных условиях при плюсовой температуре минимум на 24 часа. В отдельных случаях, что зависит от толщины заготовки, время увеличивается. После извлечения просохшей плиты из формы ее обрабатывают шлифовальной машиной, далее – прозрачной политурой, которая образует на поверхности прочную и эластичную пленку.
По деньгам данный вариант обойдется несколько дороже, но готовое изделие получается прочным, легким, устойчивым к воздействиям физического и химического плана, а его фактура прекрасно имитирует натуральный материал.
Изготовление полимербетона для заливки в формы может осуществляться несколькими способами:
- Из полиэфирной смолы, одну часть которой смешивают с 4–5 частями наполнителя. Для этих целей хорошо подойдет кварцевый песок, другой нейтральный цветной минерал, истолченный в мелкую крошку.
- С использованием двухкомпонентной смеси АСТ-Т с бутакрилом (самозатвердевающей пластмассой). Входящие в ее состав порошок и жидкость разводят в соотношении 1:1 и, в зависимости от полученного объема, добавляют столько же щебня, кварцевого песка. Окраску в нужный цвет производят пигментами на акриловой основе.
Подготовив раствор, им заполняют форму, и поверхность разравнивают шпателем. После чего, прилагая усилие, уплотняют при помощи специальной заготовки. Ее можно вырезать из доски ДСП, размеры которой должны быть меньше контура матрицы. Изделие оставляют сохнуть. Далее его изымают из формы и подвергают дальнейшей обработке – обрезают, шлифуют, полируют, подготавливают необходимые отверстия или осуществляют прочие виды работ.
Гипс доступный, легкий в работе материал, поэтому изготовление из него в домашних условиях искусственного мрамора не потребует особых затрат и усилий. Вначале подготавливают емкость и в нее вливают воду, в которой затворяют сухой гипс со столярным клеем и растворенную в нагретой скипидарной ванночке смолу. Все составляющие тщательным образом перемешивают и, не останавливая процесс, начинают постепенно добавлять акриловые красители, пигмент, стремясь получить разводы и прожилки.
Для придания искусственному мрамору молочного цвета добавляют белого гумилакса, клея на основе каучука и латекса. Но если необходимы коричневые оттенки, кофейный тон, то подмешивают оранжевый гумилакс. Выраженную черную политуру можно получить, используя анилиновую краску.
Подготовленную массу заливают в форму, выполненную из пластика, полиуретана. Чтобы ускорить процесс схватывания и удалить из смеси лишнюю воду, дополнительно присыпают сверху сухим гипсом. Обычно после 8–10 часов изделие извлекают и оставляют окончательно просохнуть.
Придать лицевой поверхности водоустойчивые характеристики можно, обработав ее кремнекислым калием, для чего заготовку слегка погружают в ванну с раствором или наносят его при помощи кисти. Когда основание высохнет, по нему проходят мягким фетром, далее добавляя политуру нужного оттенка, полируют до получения идеального результата.
Хотя созданный своими руками искусственный материал обладает высокой прочностью, стойкостью к различным воздействиям, он нуждается в особом уходе. Следуя подсказкам специалистов, можно значительно продлить сроки его службы. Согласно им:
- нельзя применять средства для очистки, в состав которых входит олифа, силикон;
- губки, щетки, другие средства с грубым ворсом не годятся для уборки, поскольку способны повредить верхний защитный слой мрамора;
- протирать поверхность следует при помощи мягкой ткани, используя, вместо абразивных, средства исключительно на гелевой основе, а для регулярной очистки – обычное мыло;
- чтобы сохранить первоначальный глянцевый блеск изделия его необходимо протирать составом, приготовленным из жидкого мыла, растворенного в воде, а после чистым полотенцем.

Читать также: Цвета проводов в электронике
Искусственный мрамор является прекрасным и доступным украшением дома – кухни, ванной комнаты и других помещений. Подойдя со всей ответственностью к его изготовлению, а потом ухаживая должным образом и защищая от неблагоприятных воздействий, можно будет, сохранив привлекательный вид, продлить срок его службы.
Мрамор, имеющий прекрасные декоративные свойства, всегда ценился в строительстве. Но в силу дороговизны материала не каждый может позволить себе использовать его для оформления помещений. Поэтому в качестве альтернативы был разработан искусственный материал, имитирующий камень. Он был назван искусственным мрамором.
Технология самостоятельного производства
Для изготовления гибкого мрамора своими руками можно воспользоваться двумя проверенными методиками – с применением стекла либо тканой подложки.
Первый способ – простейший
Используется подложка с малыми свойствами растяжения, оптимальной может стать стеклоткань. Также понадобится акриловая камешковая штукатурка, ее выбирают по размеру фракций, форме включений, цвету. Состав наносят на основу в соответствии с инструкцией производителя, оставляют на указанное время, чтобы изделие полностью высохло. Далее заготовку нарезают на листы удобных размеров, они будут лучше гнуться, если предварительно их прогреть феном.
Также понадобится акриловая камешковая штукатурка, ее выбирают по размеру фракций, форме включений, цвету. Состав наносят на основу в соответствии с инструкцией производителя, оставляют на указанное время, чтобы изделие полностью высохло. Далее заготовку нарезают на листы удобных размеров, они будут лучше гнуться, если предварительно их прогреть феном.
Эта методика оставляет большой простор для творчества: можно использовать различные добавки, чтобы сымитировать фактуру натурального камня. Стеклоткань перед применением рекомендуется обжечь, чтобы снять парафиновый слой, нанесенный во время производства.
Второй способ
Кусок стекла нужных размеров натирают воском. Здесь подойдет даже рельефная поверхность, обернутая плотным полиэтиленом, в этом случае фактура готового изделия не будет гладкой. При данном способе производства в состав материала могут входить кварцевый песок, мраморная либо гранитная крошка мельчайших фракций.
Компоненты замешиваются в полимерном акриловом веществе или полиэфирной смоле, массу наносят на стекло и разравнивают с помощью валика. Через сутки можно снять листы со стекла и разрезать на удобные для монтажа фрагменты. Работать нужно очень аккуратно, так как материал крайне непрочный. Чтобы увеличить эксплуатационный ресурс самодельного отделочного материала можно воспользоваться уплотнителем – армирующей сеткой для штукатурки, марлей, стеклотканью.
Через сутки можно снять листы со стекла и разрезать на удобные для монтажа фрагменты. Работать нужно очень аккуратно, так как материал крайне непрочный. Чтобы увеличить эксплуатационный ресурс самодельного отделочного материала можно воспользоваться уплотнителем – армирующей сеткой для штукатурки, марлей, стеклотканью.
Технология искусственного мрамора
Отличительной особенностью литьевого камня является то, что можно получить совершенно любой окрас. Это достигается путём добавления различных пигментов. Вяжущим элементом является полиэфирная смола, именно эта составляющая влияет на прочность материала. Итак, всё начинается с того, что мы находим сырьё. Как правило, это песок, цемент, галька (используется в качестве наполнителя), вода, красители и пластификатор 1 %.
На вибрационном столе просеиваем материал, а затем из цемента, песка и гальки делаем раствор в бетономешалке. Перед этим подготавливаем формы, они должны быть чистыми и сухими. В смесь добавляется краситель, лучше, если пигментов будет несколько. Важно добиться однородности материала, именно поэтому весь процесс сопровождается постоянным перемешиванием. На заключительном этапе изделие заливается в форму и стоит там порядка 10 часов, после чего его можно извлекать. Как видите, оборудование для производства искусственного мрамора достаточно простое.
Важно добиться однородности материала, именно поэтому весь процесс сопровождается постоянным перемешиванием. На заключительном этапе изделие заливается в форму и стоит там порядка 10 часов, после чего его можно извлекать. Как видите, оборудование для производства искусственного мрамора достаточно простое.
Правила работы с гибким мрамором
На предварительном этапе подготавливается основание – выравнивается, очищается, стены нужно тщательно загрунтовать. Технология монтажа эластичного материала аналогична поклейке обоев, специфика проявляется лишь во время оформления внешних углов и в том случае, если необходимо подбирать рисунок.
Монтаж гибкого мрамора похож на обычную поклейку обоев
Резку покрытия осуществляют с помощью строительного ножа, для получения ровного среза лучше воспользоваться линейкой. Перед тем, как наклеивать заготовки, рекомендуется разложить листы на ровной поверхности, чтобы увидеть, каким в итоге будет готовое полотно, убедиться, что образующийся рисунок гармоничен.
Для работы понадобится специальный клей, его наносят кисточкой либо валиком и на гибкий мрамор, и на основание, притом сначала составом покрывают облицовку и оставляют ее на 3-5 минут. Далее осторожно берут материал за края, чтобы не повредить, прикладывают его к нужному участку и разглаживают всю поверхность. Важно не передержать мрамор намазанным клеем, потому что более длительное впитывание может стать причиной появления деформаций. Монтаж выполняется непременно сухими чистыми руками.
Внутренние углы оформить легко – достаточно согнуть материал по аналогии с обоями. Для внешних углов такая операция противопоказана, так как велик риск возникновения трещин на лицевом слое. Единственный адекватный способ оклейки – нарезание материала и внимательная стыковка. Если позаботиться о подборе рисунка, линия стыка не будет заметна. В данном случае швы не нуждаются в затирке.
Специалисты рекомендуют использовать финишное защитное покрытие и во влажных помещениях, и во внешней, и во внутренней облицовке.![]() Для его нанесения используется кисть либо валик, имеющий средний ворс. Нужно предотвращать образование подтеков, при высыхании от них невозможно избавиться. После того, как будут покрыты 2-3 кв. метра, нужно вернуться на предыдущий участок и осмотреть его под разными углами, выявляя наличие подтеков. Если они заметны, достаточно еще раз пройтись по ним кистью либо валиком.
Для его нанесения используется кисть либо валик, имеющий средний ворс. Нужно предотвращать образование подтеков, при высыхании от них невозможно избавиться. После того, как будут покрыты 2-3 кв. метра, нужно вернуться на предыдущий участок и осмотреть его под разными углами, выявляя наличие подтеков. Если они заметны, достаточно еще раз пройтись по ним кистью либо валиком.
Пара слоев защитного состава практически не скажутся на эстетических свойствах облицовки, но они способны существенно увеличить эксплуатационный ресурс отделки, используемой в интерьере сухих помещений. Для усиленной защиты фасадов и влажных зон понадобится 2-4 слоя, для глянцевого эффекта нужно создать более 5 слоев.
Нюансы эксплуатации
При правильной финишной обработке искусственного мрамора любого происхождения изделия из него будут служить годами. Одним из способов увеличения долговечности камня является поверхностное окрашивание и покрытие водно-акриловым лаком.
Это особенно актуально для камня, используемого во внешней отделке, так как водно-акриловый лак не поддается влиянию солнечных лучей.
В результате мраморный элемент декора не поменяет свой цвет и не покроется неприятными желтыми пятнами в течение 10−15 лет.
При установке изделия следует избегать сильной затяжки крепежных элементов. Мраморная плита, установленная с перекосом или с сильным давлением на углы, может не выдержать нагрузки и лопнуть. При облицовке помещений с повышенной влажностью необходимо следить за состоянием сантехники, предупреждать появления протечек и попадание камня под прокапывание.
Падение тяжелых предметов с острыми углами может повредить мрамор. Не стоит резать продукты прямо на столешнице, используйте разделочные доски.
Очистку поверхности нужно производить с использованием только жидких чистящих средств. Составы с абразивами разрушают защитное покрытие искусственного камня, наносят микроцарапины, в которых накапливаются остатки пищи, пыли и другие загрязнения. От жестких щеток и металлических сеток следует отказаться, отдав предпочтение мягким тканям.
Читать также: Напряжение насыщения биполярного транзистора
Также рекомендуется не реже чем раз в год после очистки покрывать искусственный мрамор грунтовкой по бетону. В этом случае он прослужит намного дольше.
Изделия, имитирующие натуральные камни, обладают высокой прочностью, устойчивостью к химическим веществам, экологичностью, ударо- и теплостойкостью, а также прочими преимуществами. Мрамор искусственный изготавливается из бетона, гипса и полиэфирной смолы и применяется не только для облицовки домов, но и при изготовлении…
Искусственный мрамор своими руками: технология изготовления
Далеко не каждому доступна отделка поверхностей натуральными материалами, ввиду высокой цены на изделия, работы. Процесс подразумевает не только укладку мрамора на определенную поверхность, но и его обработку, которая производится специализированным инструментом. Различное количество полимербетонов относятся к подкатегориям искусственного мрамора.
Отделка мрамором в больших объемах может быть выполнена своими руками, путем организованного производства в домашних условиях. Очевидным плюсом является производство необходимого по форме, консистенции искусственного мрамора, который уникален и не встретится на рынке. Общий состав принадлежностей для изготовки искусственного мрамора при домашних условиях не меняется от требуемой формы изделия.
Очевидным плюсом является производство необходимого по форме, консистенции искусственного мрамора, который уникален и не встретится на рынке. Общий состав принадлежностей для изготовки искусственного мрамора при домашних условиях не меняется от требуемой формы изделия.
Искусственный мрамор
Содержание
Свойства искусственного мрамора
Основными составляющими искусственного мрамора являются полиэфирные смолы, которые отличаются износостойкостью, прочностью. При изготовлении используются сплав минеральных наполнителей, красителей, различных акриловых смол. Состав искусственного мрамора меняется в зависимости от работ, типа изделия. Более бюджетные вариации подразумевают использование измельченного кварцевого щебня, гальки, бетонно-цементной смеси, подкрашенного песка.
Однородная структура является очевидным плюсов, материал не расслаивается и не горюч. Искусственный мрамор не проводит электрический ток, не горит, используется в различных сферах. Изделия в виде аксессуаров на кухонных, ванных принадлежностях могут отличаться отличными антикоррозийными свойствами, стойкостью к очистным химическим составам.
Изделия в виде аксессуаров на кухонных, ванных принадлежностях могут отличаться отличными антикоррозийными свойствами, стойкостью к очистным химическим составам.
Искусственный мрамор в интерьере
Разновидностей материала несколько вариаций, он делится на литьевой, оселковый, жидкий состав. Существует множество разновидностей, которые применяются на производствах и промышленностях. Основное предназначение материала – отделка фасадов и офисов, изготовление столешниц, фонтанов, кухонной утвари.
Литьевой мрамор
Основа материала состоит из нейтрального минерала, кварцевой крошки, дробленого мрамора и прочих, соединяется с полиэфирной смолой. Добавленный минерал позволять превратить жидкий мрамор в подобие гранита, яшмы или малахитового камня. Чтобы изготовить состав, понадобится подготовить ингредиенты, предварительные растворы:
- Смешанная смола полиэфирного типа, соотношении один к четырем с минералом. Данный тип раствора относится к полимер бетонным, необходим для последующего использования при изготовлении искусственного мрамора.

- Бутакриловый раствор изготавливается путем смешивания АСТ-Т, бутакрила в пропорциях 1 к 1. К полученной смеси прибавляется половина объема измельченного щебня.
Литьевой мрамор своими руками изготавливается с использованием следующих вспомогательных веществ: речной песок, гелькоут, пигмент и пластификатор. Соблюдение этапов производства позволит изготовить качественное изделие:
- Гелькоутом промазывается форма для изделия.
- Подготовленный раствор выкладывается в форму, излишки удаляются.
- Форма накрывается герметичной пленкой, оставляется на 12 часов в сухом месте.
- Готовый камень извлекается их формы, просыхает при хорошо проветриваемом помещении или на свежем воздухе.
Литьевой мрамор
Затвердевший камень можно дополнительно отшлифовать для появления блеска. Процесс изготовления не отнимает множество сил и времени, однако составляющие компоненты не всегда находятся в свободной продаже, а цена конечного изделия высока. Исходя из этого, стоит рассмотреть аналогичные способы изготовления искусственного мрамора из других компонентов.
Оселковый мрамор
Получение состава из гипса производится путем затворенной смеси воды и клея, которая наносится на изделие, шлифуется до блеска. Мрамор из гипса тонируется до получения необходимого результата, основной внешний вид походит на лазурит, малахит и другие виды материалов. Производство не требует дорогих материалов, необходимо правильно заготовить раствор, следуя нескольким шагам:
- Столярный клей с сухим гипсом замешивается водой.
- Далее необходимо добавить смолу в растопленном виде.
- После равномерного размешивания добавляется пигмент.
- Перемешивание происходит до появления разводов, вкраплений естественного типа.
- В подготовленную форму заливается раствор, удаляются излишки смеси с использованием сухого гипса.
- Затвердевание происходит в течении 8-12 часов, зависит от температуры окружающей среды и влажности.
- Водоустойчивые свойства придаются кремнекислым калием, который наносится поверх изделия.
- Полировка производится с помощью специализированных абразивных средств, за не имением их возможно воспользоваться мягким фетром.

Важно знать, что для готового изделия с натуральным цветом, используется специальная смесь. Искусственный мрамор из гипса получается более натуральным, если смешать гумилакс объемом 200 гр, литр спирта, 50 грамм гипса.
Оселковый мрамор
Анилиновая краска придаст изделию черный оттенок, а оранжевый гумилакс будет выглядеть более светлым цветом. Оселковый мрамор, изготовленный своими руками наиболее доступен, ввиду дешевизны ингредиентов. Конструкция получается легкой и прочной, с успехом используется в жилых помещениях.
Искусственный мрамор с бетонным наполнителем
Доступный для производства метод, не сложное изготовление из подручных средств, малые затраты делают бетонный наполнитель одним из популярных мраморов в использовании. Получить искусственный мрамор достаточно просто, технология производства похожа на литьевой способ получения, однако имеются свои нюансы:
- Форма промазывается изнутри влагостойким гелькоутом, полностью высыхает.
- Подготавливается бетонная смесь с применением глины или гашеной извести.

- Наполнитель приготавливается из смеси 2 к 1 речного песка и цемента, небольшого количества гальки. Состав заливается водой, примерно на 80% от объема тары, пигмент для натурального цвета добавляется при соотношении 1 процент от все массы раствора. Перемешивание происходит миксером, продолжительность операции от 30 секунд до минуты.
- Полученный раствор разливается по формам, полностью заполняя свободные места, излишки удаляются шпателем или другим подручным инструментом.
- Высыхание происходит при накрытой форме от 24 часов, после чего материал обрабатывается шлифовальной машинкой.
Готовое изделие позволит не тратить время на изготовку, но не сможет в полной мере отвечать необходимым параметрам.
Мрамор с бетонным наполнителем
Наиболее доступным является молотый искусственный мрамор, отличающийся прочностью, высокой устойчивостью к воздействию влаги. Жидкое изделие используют при трудновыполнимых формах, его возможно резать ножом, изготавливать любые изделия.
Технология изготовления
Производство готового изделия не составляет большого труда и не затратное, понадобится несколько подручных материалов для изготовления форм, шлифовальный станок. Искусственный мрамор своими руками получается при соблюдении технологического процесса, достаточно следовать нескольким простым шагам. Производство искусственного мрамора дает возможность получить готовое изделие желаемого типа, придать строению уникальности, обеспечить должный вид.
Подготовительные работы
Перед любыми работами понадобятся необходимые материалы. Для получения искусственного мрамора понадобятся:
- Наполнитель, который подбирается при соответствии с бюджетом. В идеале используется мраморная крошка, для более дешевого процесса стоит обратить внимание на дробленый щебень, кварцевый песок или цементно-песчаная смесь.
- В зависимости от рецепта, желаемого результата, подбирается полиэфирная смола, желательно на спиртовом составе, максимально насыщенная.

- Важные параметры высокой прочности достигаются путем применения отвердителя.
- Цвет изделию придают подготовленные красители.
Наполнители для изготовления искусственного мрамора своими руками
Необходимые для производства искусственного мрамора своими руками материалы возможно приобрести в специализированных магазинах на строительных рынках. Только после всех подготовительных работ возможно начинать работы по изготовлению смеси материала.
Приготовление раствора
Раствор изготавливается в специальной емкости. Подготовленные ингредиенты смешиваются при соответствии с пропорциями и рецептом, основные требование при смешивании это отсутствие комков, однородная масса на выходе. При небольших объемах возможно использовать электродрель со специальной насадкой для размешивания, похожую на бабочку. Большие объемы замешиваются строительным миксером.
Подготовка и заполнение формы
Перед изготовлением формы необходимо определить, целесообразно ли производство разборной формы, ведь бывают конструкции, которые изготавливаются один раз. Основные материалы для изготовки форм – гипс, полиуретан, пластик и другие. Прочность формы зависит от объема, массы раствора. Поточное производство подразумевает разделение на сектора, данный способ используют когда делается несколько изделий из однородного состава.
Основные материалы для изготовки форм – гипс, полиуретан, пластик и другие. Прочность формы зависит от объема, массы раствора. Поточное производство подразумевает разделение на сектора, данный способ используют когда делается несколько изделий из однородного состава.
Формы необходимо предварительно отполировать, нанести материал, чтобы исключить адгезию. Гелькоут распыляется на поверхности специальным чашечным устройством, затем отстаивается до полного затвердения. После заливки материала, необходимо удалить пузыри воздуха. Вручную выполняется данная процедура протыканием массы по всей площади, для более быстрого, автоматизированного процесса понадобится вибростол.
Затвердевание зависит от объема изделия, температуры окружающей среды. Заливка производится небольшими слоями для полного заполнения формы. Появление трещин на поверхности искусственного мрамора избегается путем герметизации полиэтиленом или другим доступным материалом.
Обработка готовой плиты и последующий уход
Готовая плита обрабатывается шлифовальной машинкой до получения блеска. Финишная полировка производится фетром, для более выраженного блеска используется полироль, цвет которой зависит от изделия.
Последующий уход требует особой внимательности, агрессивные моющие средства могут оцарапать поверхность, удалить блеск. Удаление загрязнений производится мягкой тканью или специальной губкой. Для сохранения блеска разводится раствор моющего средства с водой. Блеск сохраняется путем натирания полотенцем после мойки.
Использование
Процесс изготовления отличается в зависимости от материалов, предназначения конструкции. Изделия из искусственного типа мрамора широко распространены при отделке жилых помещений, административных зданий. Плитка из искусственного мрамора применяется для изготовления лестниц, фасадов зданий, других сферах.
Плитка из искусственного мрамора
Дешевый материал, по сравнению с натуральными камнями, используется повсеместно благодаря безотходному производству, простотой ухода. Мрамор заменяется искусственным камнем, применяется при различных сферах строительства, некоторые формы и виды используются отдельными видами промышленности. Искусственный гранит своими руками возможно изготовить на примере литьевого способа, однако процесс потребует больших усилий, как следствие измененного технологического процесса.
Мрамор заменяется искусственным камнем, применяется при различных сферах строительства, некоторые формы и виды используются отдельными видами промышленности. Искусственный гранит своими руками возможно изготовить на примере литьевого способа, однако процесс потребует больших усилий, как следствие измененного технологического процесса.
Изготовление столешницы из искусственного камня своими руками
Главная » Стройматериалы » Кирпич, блоки, плиты
Как самому сделать столешницу? Различные варианты – из листов на основе акриловых и полиэфирных смол, напыление жидкого камня и литье. Технология изготовления формы.
Опубликовано: Рубрика: Кирпич, блоки, плитыАвтор: Andrey Ku
Неповторимый вид любому помещению придаст столешница, изготовленная из искусственного камня своими руками. Она прочна и надежна, устойчива к бытовой химии, имеет влагостойкую поверхность. Сейчас в магазинах продаются столешницы из натурального и искусственного камня по высокой цене. Изготовленная самостоятельно обойдется намного дешевле и будет единственной в своем роде.
Она прочна и надежна, устойчива к бытовой химии, имеет влагостойкую поверхность. Сейчас в магазинах продаются столешницы из натурального и искусственного камня по высокой цене. Изготовленная самостоятельно обойдется намного дешевле и будет единственной в своем роде.Из чего можно сделать каменную столешницу?
В магазинах можно найти такие материалы для столешницы: листовой камень из акриловых смол, листы с полиэфирной основой, жидкий камень (готовая смесь), смолы и все компоненты для самостоятельного изготовления искусственного камня. В составе искусственного камня, кроме связующего элемента – смол, имеются наполнители из крошки и минеральные пигменты.
Компоненты для изготовления искусственного камняИскусственный камень из акриловых смол выдерживает максимальную температуру 180 °С. Такая столешница требует осторожности, на нее нельзя ставить горячую посуду. Лучше использовать ее в ванной. Столешница из полиэфирных смол способна выдержать 600 °С.
Привлекательные качества искусственного камня
Материал имеет хорошие эксплуатационные и декоративные свойства, которые позволяют использовать его для столешниц:
- Высокая прочность.
 Столешницы из искусственного камня не боятся ударов. Следов от ножа при нарезке продуктов не остается. Материал устойчив к трещинам, царапинам и сколам.
Столешницы из искусственного камня не боятся ударов. Следов от ножа при нарезке продуктов не остается. Материал устойчив к трещинам, царапинам и сколам. - Экологичные и гигиеничные свойства. Материал без микропор, не впитывает влагу, микроорганизмы в его толще не распространяются. На нем не остаются следы от продуктов, а все компоненты не опасны при непосредственном контакте с пищей.
- Пригодность для ремонта. Повреждения на поверхности удаляют с минимальными затратами, применяя несложные технологии. Это могут сделать организации, предоставляющие подобные услуги. Если имеется надлежащий инструмент, то эта работа по силам и хозяину.
- Пластичность. Умельцы разогревают материал обычным строительным феном и придают ему самую замысловатую форму. Возможности для дизайна безграничны, функциональность и внешний вид легко приспособить под интерьер.
Существует множество пигментов, что позволяет выбрать наиболее подходящий для интерьера цвет. Структура и цвет распределяются равномерно по всей поверхности. Столешницы из искусственного камня используют в различных помещениях. Богатые цветовые оттенки позволяют удачно вписать их в помещение любого стиля и назначения. А также искусственный камень приятно теплый на ощупь.
Столешницы из искусственного камня используют в различных помещениях. Богатые цветовые оттенки позволяют удачно вписать их в помещение любого стиля и назначения. А также искусственный камень приятно теплый на ощупь.
Из отдельных листов создают столешницы больших размеров. Части соединяются специальным клеем, места соединений шлифуются, и швы исчезают. Улучшается внешний вид и повышается гигиеничность, ведь труднодоступные места отсутствуют. Убирать такую столешницу легко, благодаря гладкой поверхности без царапин. Можно применять обычные моющие средства или убирать без них. Сильнодействующие химические вещества брать не рекомендуется.
Листовой материал как основа – алгоритм создания изделия
Наличие инструментов и навыков позволит сделать столешницу самостоятельно. Вам нужен лист искусственного камня. Его обычные размеры – 376×76 см, толщина 3–12 мм. Понадобится также толстая (30 мм) фанера. Использование вместо нее ДСП нежелательно: материал впитывает влагу, набухает и может разрушить столешницу. Также пригодится двухкомпонентный клей в тюбике (150 мл). Лучше покупать листы для столешницы большей толщины. Работать с ними легче, изделие получается более прочным.
Также пригодится двухкомпонентный клей в тюбике (150 мл). Лучше покупать листы для столешницы большей толщины. Работать с ними легче, изделие получается более прочным.
Вам понадобятся такие инструменты и приспособления:
- шлифмашина;
- электролобзик;
- дисковая пила;
- фрезер с твердосплавными лезвиями;
- дрель;
- направляющая шина;
- струбцины.
Вначале производим замеры. Записываем их и рисуем схему. Если планируется каменная столешница размером более одного модуля стенки, все элементы выставляем по уровню. Затем на листе плотного картона или ватмана делаем чертеж в натуральную величину. Размечаем отверстия под мойку, варочную панель, краны. По нанесенным линиям бумага обрезается, мы получили макет столешницы.
Дальнейший процесс происходит так:
- Макет накладывается на лист, и контуры наносятся на поверхность. Не следует просто обводить их, возьмите длинную линейку, чтобы линии получились ровными.

- Используя направляющую шину, лист обрезаем по внешней стороне. Затем спил фрезеруем.
- В углах прямоугольных отверстий дрелью сверлим отверстия. Электролобзиком на малых оборотах вырезаем места под раковину, варочную панель. Отверстия для кранов вырезаем круглой фрезой, закрепленной в дрели.
- Из камня вырезается кромка, ее общая длина равняется внешнему периметру. Также нужна кромка для внутренних отверстий.
- Лист переворачиваем наизнанку, фрезой делаем канавку под кромку. Ее ширина равна толщине кромки, а по высоте после приклеивания она должна быть равной фанерному каркасу.
- Поверхности обезжириваем, наносим клей. Кромки устанавливаем в канавки и прижимаем струбцинами. После высыхания излишки клея удаляем стамеской.
В столешнице закругленной формы кромку крепят одним концом к столешнице, разогревают строительным феном для придания нужной формы и фиксируют. После остывания ее приклеивают.
Из фанеры нарезаются полосы шириной 7 см. Силиконовым клеем их крепим к изнанке вдоль кромок, при необходимости каркас усиливаем поперечными полосами фанеры. Возможные зазоры между кромкой и каркасом заполняем силиконом и выравниваем. Чтобы сгладить клеевые слои, после высыхания их фрезеруем. Также проводим шлифование фанеры, затем ее окрашиваем. Столешница переворачивается «лицом» вверх, фрезером округляется кромка, шлифуется поверхность.
Силиконовым клеем их крепим к изнанке вдоль кромок, при необходимости каркас усиливаем поперечными полосами фанеры. Возможные зазоры между кромкой и каркасом заполняем силиконом и выравниваем. Чтобы сгладить клеевые слои, после высыхания их фрезеруем. Также проводим шлифование фанеры, затем ее окрашиваем. Столешница переворачивается «лицом» вверх, фрезером округляется кромка, шлифуется поверхность.
У L-образной столешницы из двух частей торцы выравниваем, обезжириваем и склеиваем. Шлифование обеих частей проводим одновременно. Готовая столешница устанавливается на место. Крепятся пристеночные плинтусы или бортики высотой 3–6 см.
Композитные материалы – самостоятельное изготовление заготовки
Столешницу можно изготовить из готовой смеси жидкого камня или приготовить смесь самому. Готовая смесь применяется со строгим соблюдением инструкции изготовителя. Чтобы получить жидкий камень самому, покупаем необходимые компоненты: смолу, наполнитель, отвердитель, пигментный краситель. Смесь должна получиться не текучей, а достаточно густой. В емкость насыпаем гранулы наполнителя, заливаем смолой, все тщательно перемешиваем миксером. Добавляем краситель для нужного цвета и вводим отвердитель. Все перемешиваем 5 секунд. Отвердитель добавляется в смесь непосредственно перед применением.
Смесь должна получиться не текучей, а достаточно густой. В емкость насыпаем гранулы наполнителя, заливаем смолой, все тщательно перемешиваем миксером. Добавляем краситель для нужного цвета и вводим отвердитель. Все перемешиваем 5 секунд. Отвердитель добавляется в смесь непосредственно перед применением.
Необходимо сделать заготовку для матрицы. Используется ДСП толщиной 16 мм:
- на ДСП наносим линии по размерам изделия с учетом раковины и других отверстий;
- строго по линии электролобзиком выпиливаем заготовку и шлифуем;
- прикладываем к другому листу ДСП, с небольшим припуском обводим контуры, затем выпиливаем лобзиком;
- оба листа закрепляем струбцинами, фрезеруем, шлифуем торцы и поверхность;
- затем заготовки обезжириваем, склеиваем и скрепляем саморезами;
- после полимеризации клея сплошную заготовку опять фрезеруем и шлифуем.
Устанавливаем заготовку на ровную поверхность (проверяем уровнем) и приклеиваем бортики из ДСП или тонкой фанеры, которые выступают над поверхностью на желаемую толщину столешницы.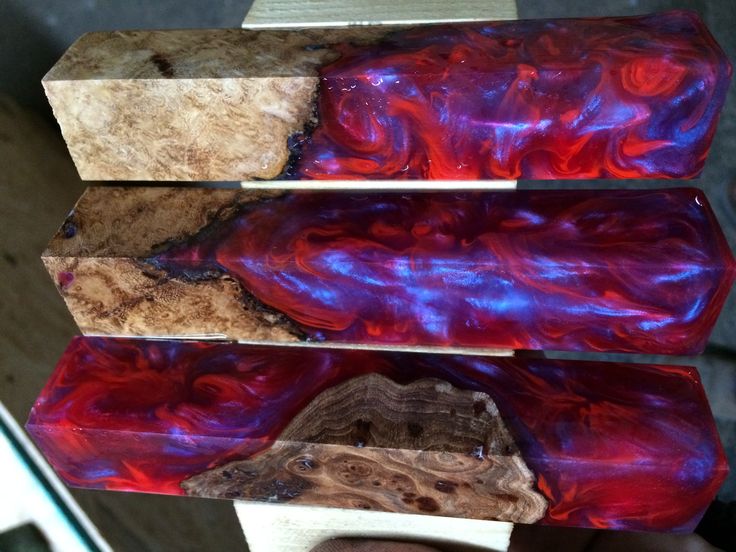 Дальше готовим форму, чтобы сделать камень своими руками. Вдоль бортиков наносим пластилин, придаем ему желаемую форму с помощью шаблонов. От того, насколько аккуратно выполнена эта операция, зависит качество торцов изделия. Затем на внутреннюю поверхность наносим антиадгезив.
Дальше готовим форму, чтобы сделать камень своими руками. Вдоль бортиков наносим пластилин, придаем ему желаемую форму с помощью шаблонов. От того, насколько аккуратно выполнена эта операция, зависит качество торцов изделия. Затем на внутреннюю поверхность наносим антиадгезив.
Столешница из жидкого камня – метод напыления или литьевой?
Столешницу из жидкого камня своими руками можно изготовить, применив один из вариантов: метод напыления или литьевой. Многие умельцы предлагают свой вариант, который отличается в деталях, но не сутью. Напыление существенно сокращает расходы по сравнению с литьевым методом. При литье изделие имеет несколько сантиметров толщины, а напылением создают столешницы в несколько миллиметров толщиной. Смесь для напыления готовится в таком соотношении: 60 % смолы, наполнителя 39 % и 1 % отвердителя.
Столешница из жидкого камняМетод напыления имеет два варианта, но в основе каждого лежит принцип напыления нетолстого слоя жидкого камня на обычную поверхность. Первый вариант называют методом прямого напыления. Отделку выполняют прямо на месте, например, столешницу покрывают жидким камнем, не снимая ее со стола. Элемент мебели очищают, обезжиривают, покрывают грунтовкой. После высыхания грунтовки распылителем наносят один или несколько слоев смеси. Готовую поверхность шлифуют и полируют. Чтобы применить метод напыления, нужен пневмораспылитель и компрессор с рабочим давлением 6–7 атмосфер.
Первый вариант называют методом прямого напыления. Отделку выполняют прямо на месте, например, столешницу покрывают жидким камнем, не снимая ее со стола. Элемент мебели очищают, обезжиривают, покрывают грунтовкой. После высыхания грунтовки распылителем наносят один или несколько слоев смеси. Готовую поверхность шлифуют и полируют. Чтобы применить метод напыления, нужен пневмораспылитель и компрессор с рабочим давлением 6–7 атмосфер.
Для второго способа под названием «обратный» требуется больше времени. Процесс происходит так: по поверхности матрицы пистолетом распыляем жидкий камень; через полчаса наносим грунтовку, чтобы не просвечивала основа; тонким слоем заливаем смесь, сверху выкладываем аналогичную заготовку и прижимаем грузом; убираем груз и поверх заготовки опять заливаем смолу. Во второй заготовке проделываем отверстия для выхода лишней смолы. После полной полимеризации изделие при необходимости шлифуем.
Подготовка формы при литьевом методе ничем не отличается от применения распыления. На первом этапе литья возможны два варианта: сразу заливают весь раствор, или поверхность сначала обрабатывают слоем гелькоута. Это материал на основе полимерных смол, имеющий повышенную прочность, устойчивость к ультрафиолету. Затем заливается раствор: около 20 % смолы, 78 % наполнителя и 1–2 % отвердителя. Как наполнитель, используется гранит, мрамор – крошка или более крупные фракции.
На первом этапе литья возможны два варианта: сразу заливают весь раствор, или поверхность сначала обрабатывают слоем гелькоута. Это материал на основе полимерных смол, имеющий повышенную прочность, устойчивость к ультрафиолету. Затем заливается раствор: около 20 % смолы, 78 % наполнителя и 1–2 % отвердителя. Как наполнитель, используется гранит, мрамор – крошка или более крупные фракции.
Изготовление столешницы из искусственного камня своими руками теоретически кажется несложным. На самом деле в работе встречаются ситуации, которые можно преодолеть, имея определенный опыт.
0
Понравилась статья? Поделиться с друзьями:
Искусственный мрамор своими руками технология изготовления
Широкую популярность в последнее время получило применение камня в качестве отделочного материала. Но не всегда строительные материалы такие как, например мрамор или натуральный гранит нам по карману (цены кусаются). Но ведь зачем платить больше, да к тому, же тратить свои нервы и время при выборе, когда есть вариант создать искусственный мрамор своими руками в домашних условиях?
Но ведь зачем платить больше, да к тому, же тратить свои нервы и время при выборе, когда есть вариант создать искусственный мрамор своими руками в домашних условиях?
Искусственный мрамор уже давно применяют для изготовления таких изделий как раковины, подоконники, барыне стойки, столешницы и многое другое. Огромный плюс данного материала заключается в том, что с ним очень легко работать, чем и объясняется такое широкое применение в отделке мрамора. Все что нам необходимо перед тем как сделать искусственный мрамор своими руками — это приготовить форму для отливки детали.
Искусственный мрамор — это простое соединение акриловой смолы с минеральным наполнителем. Этот материал по твердости легко сравним с натуральным камнем, и он очень простой в обработке, может принять абсолютно любую форму. Так же достаточно большим плюсом искусственного камня от натурального является теплота, он на ощупь теплый и приятный. Кстати, по стойкости к износу искусственный материал ничем не уступает натуральному.
Основные составляющие искусственного продукта
В основе искусственного мрамора заложены полиэфирные смолы. Они и являются основным элементом прочности этого уникального материала. Еще в состав входят наполнители и цветовые пигменты (красители). При правильном смешивание красителей мы получаем на материале так званый эффект мрамора (имитированные прожилки, разводы, пятна). Так же в ходе производства искусственного мрамора можно добиться любой окраски материала.
Уникальности искусственного мрамора:
- Пожаробезопасный материал, не горюч, не токсичен, не проводит напряжение. И это объясняет его широкое применение в сфере электрооборудования, для отделки печей, духовок, радиаторов отопления.
- Искусственный камень совсем не реагирует на химические элементы, что используют в бытовой химии (щелочам, растворителям, кислотам), поэтому широко применяется для столешниц на кухне. Так же искусственный материал стоек к бензину и ацетону.
- Технология изготовления материала позволяет добиться хорошей удароустойчивости для выдерживания всевозможных ударов.
 Конечно в пределах разумного.
Конечно в пределах разумного. - Не гниет, не расслаивается, легко чистятся обычными моющими средствами или водой. Всевозможные пятна, от самых стойких продуктов легко удаляются и не оставляют следов. Даже когда Вы случайно оставите непогашенную сигарету на столешнице, то на ней не останется никаких следов. Поэтому часто мрамор используют для изготовления именно кухонных столешниц.
- Относиться к экологично-чистым видам материалов. Не выделяет токсичных ядов даже при нагревании, поэтому на столешницу с такого материла можно с чистой душой ставить горячие кастрюли.
Все эти уникальности обеспечивают данному продукту широчайший круг применений в любой сфере деятельности.
Искусственный мрамор технология изготовления
Прежде всего, для изготовления искусственного мрамора своими руками выделите отдельное помещение, так как способ изготовления подразумевает работу с химическими веществами. Выберите место там где по больше пространства, для размещения форм, что бы не чувствовать себя загнанным в угол, а чувствовали себя свободно.
1. Перед тем как приступить непосредственно к технологии изготовления продукта проверьте список всех составляющих для изготовления мрамора: матрица из полиуретана для готового изделия, две части песка (речного). Одна часть цемента, воды 0,2 части, краситель (с расчетом примерно один процент от части цемента), галька для наполнения, пластификатор (рассчитывается, как и краситель, один процент от веса цемента), смеситель и пленка (целлофановая).
2. Сначала изготавливают формы для будущего изделия. Они не должны быть загрязненными или мокрыми. Так же заранее надо будет приготовить смесь для изготовления, для этого берем и смешиваем цемент, песок и гальку. Перемешиваем до тех пор, пока вся эта сухая масса не станет однородной, пока все не приобретет один цвет, после тщательного перемешивания добавляем красители, благодаря чему искусственный мрамор и становиться похож на натуральный мраморный камень, появляются прожилки, пятна и разводы.
В этом случае имеет смысл цитата: «чем хуже, тем лучше», от неравномерности размещения красителя в массе и зависит естество искусственного мрамора и более высокая схожесть с натуральным.
3. Наступает момент добавить воды в эту сыпучую массу, добавляем порядка 0.8 % плюс пластификатор и тщательно мешаем. Через некоторое время перемешивания смесь приобретает пластичность, именно тогда следует вылить всю остальную воду, приготовленную для изготовления продукта. Теперь берем смеситель и все это тщательно перемешиваем, именно этому моменту нужно уделить особое внимания, поскольку именно от однородности этой массы завесит качество мрамора.
4. Приготовленную смесь в домашних условиях помещаем в заранее приготовленную форму детали, при помещении смеси нужно стараться запихнуть в форму как можно больше эластичной массы выгоняя оттуда воздух. Чтобы пористость изделия была как возможно ниже и не появлялись раковины после извлечения с форм прямо на поверхности изделия, в большой промышленности для этого используют специальные виброплощадки.
Положили на площадку форму со смесью, и при помощи вибрации смесь утрамбовывается, придавая продукту высокую прочность и долгий срок службы. В домашнем производстве тоже при наполнении формы смесью своими руками необходимо придавать ей вибрации, только тогда продукт приобретет высокое качество и желаемый внешний вид.
В домашнем производстве тоже при наполнении формы смесью своими руками необходимо придавать ей вибрации, только тогда продукт приобретет высокое качество и желаемый внешний вид.
5. После правильного наполнения все лишнее удаляем с краев формы шпателем и накрываем ее толстой целлофановой пленкой. Приготовленному изделию дают время для полного затвердения, это происходит в течении десяти — двенадцати часов. После затвердения аккуратно убирают пленку из изделия и извлекают его с формы.
6. Приготовленные мрамора по такой технологии плиты можно использовать для разнообразной отделки помещения, так же можно немного постараться и доработать продукт, придавая ему нужную форму. Полуденный материал обладает низкой пористостью, поэтому он стоек к различного рода обработке и внешним воздействиям.
Поделиться с друзьями:
Твитнуть
Поделиться
Поделиться
Отправить
Класснуть
Статьи – Агломераты – Производство изделий из камня
Главная
Информация
Статьи
Все плюсы подоконников из искусственного камня
Если вы не знаете, какую выбрать столешницу для кухни или какой подоконник оптимальнее для того или иного помещения, имеет смысл рассмотреть вариант из агломерата. Давайте разберемся , почему именно агломерат будет предпочтительнее остальных материал…
Давайте разберемся , почему именно агломерат будет предпочтительнее остальных материал…
Подробнее
Агломерат, что это такое?
Если вкратце – это искусственный камень, который состоит из щебня разных горных пород, таких как гранит, кварцит и мрамор. Связующим элементом являются полиэфирные смолы или цемент.
Подробнее
Кварцевый агломерат или акриловый камень – что выбрать?
Кварцевый агломерат – это материал, полученный соединением кварца и полиэфирной смолы. Кварц – не только один из самых распространенных минералов, но еще и один из самых прочных. Его содержание в агломерате составляет 95%, оставшиеся 5% прихо…
Подробнее
Кварцевый агломерат или натуральный камень? Сравнение материалов
Кварцевый агломерат – это комбинация минерала кварца и полиэфирной смолы. Иногда агломерат называют искусственным камнем, что не совсем верно, потому что кварца в нем 95%, то есть это натуральный природный материал.
Иногда агломерат называют искусственным камнем, что не совсем верно, потому что кварца в нем 95%, то есть это натуральный природный материал.
Подробнее
Подоконники из искусственного камня: 5 советов по выбору
Подоконники из искусственного камня широко распространены в сфере отделки жилых помещений – квартир и частных домов. Они универсальны, устойчивы к влаге и прямым механическим воздействиям, экологичны. Однако при выборе такого подоконника нужно учитыв…
Подробнее
Столешница под раковину в ванную – почему лучше агломерат?
Сегодня столешницы из агломерата (кварца) – один из самых популярных вариантов. Потому что агломерат, получаемый из кварцевой крошки и полиэфирных смол, обладает исключительными показателями прочности и долговечности. А еще он невероятно крас…
Подробнее
Какой материал лучше для столешницы в ванной
Столешницы их искусственного камня для ванной многими воспринимаются как единственно возможный вариант. Почему именно агломерат (искусственный камень), ведь он дороже откровенно бюджетных ДСП и МДФ. Рассказываем подробно
Почему именно агломерат (искусственный камень), ведь он дороже откровенно бюджетных ДСП и МДФ. Рассказываем подробно
Подробнее
5 причин выбрать ступени из искусственного камня
Ступени из искусственного камня – популярное строительное решение, у которого однако много альтернатив. Ступени между этажами в домах также делают из натурального камня, бетона, дерева, металла и стекла.
Подробнее
Белая столешница из искусственного камня
Белый цвет прекрасно смотрится на кухне, придавая больше света и легкости этому помещению, но встает вопрос, насколько практично такое решение и как за ним ухаживать. Как поведет себя светлая поверхность после контакта с разлитым вином, овощами, фрук…
Подробнее
Причина популярности искусственного камня для столешницы
Столешница – ключевая деталь интерьера кухни, она выполняет как практичную, так и эстетическую роль. К этому кухонному предмету предъявляются повышенные требования, она должна быть прочной, долговечной, стойкой к высоким температурам, влаг…
К этому кухонному предмету предъявляются повышенные требования, она должна быть прочной, долговечной, стойкой к высоким температурам, влаг…
Подробнее
Почему кухонная столешница из агломерата – это практичное решение?
Кварц – один из самых прочных и твердых природных материалов, широко используемых в отделке жилых помещений. Современные технологии позволяют улучшить его качества с позиции практического применения, например кухонная столешница из кварцевого агломер…
Подробнее
Столешницы Dekton – преимущества испанского агломерата
Бренд Dekton – название нового сверхплотного каменного материала, появившегося в Испании в 2013 году от компании Cosentino Group. Процесс изготовления и состав камня отличается от кварцевого агломерата, но по свойствам они практически идентичны, оба …
Подробнее
Все преимущества искусственного камня из кварца
Кварцевый агломерат (или кварцевый искусственный камень) — это композит на основе натуральных компонентов. По составу он состоит на 95% из кварца, природных и безопасных для человека красящих пигментов и полиэфирных смол. Кварц перемалывается в крошку,…
По составу он состоит на 95% из кварца, природных и безопасных для человека красящих пигментов и полиэфирных смол. Кварц перемалывается в крошку,…
Подробнее
Где лучше покупать столешницу из искусственного камня
Искусственный камень благодаря своим свойствам постепенно заменяет природные материалы – кварц, гранит, мрамор.
Подробнее
Выбираем между кварцевым агломератом и натуральным кварцем
Современные технологии не стоят на месте, в том числе в сфере строительных материалов. Кварц – один из самых твердых материалов на земле, уступающий только драгоценным камням.
Подробнее
Где купить столешницу из кварцевого агломерата от производителя
Искусственный кварцевый агломерат, за счет развития технологий и применения современного оборудования стал одним из самых популярных материалов для применения в качестве столешниц, моек, раковин, ступеней и подоконников.
Подробнее
Почему выбирают столешницы Radianz
Кварцевый агломерат Radianz выпускается компанией Samsung. Южнокорейская корпорация использует в своей работе актуальные для нее принципы, а именно инновационный подход, высокое внимание к качеству материалов на любой стадии производства. Применяемые…
Подробнее
Серые столешницы из камня
Серый цвет многогранен и привлекателен своей неповторимой глубиной оттенков и фактур. Столешница, созданные из кварцевого агломерата серого цвета сделает интерьер кухонного пространства или ванной комнаты благороднее, мягче, уютнее. Оттенок камня может…
Подробнее
Композиции искусственного мрамора на основе смолы – Alcan Chemicals Limited
Настоящее изобретение относится к композициям искусственного мрамора на основе смолы, которые могут быть отлиты в изделия, обладающие превосходной прозрачностью и высокой устойчивостью к разрушению горячей водой.
До сих пор было известно производство мрамороподобных изделий путем литья или горячего прессования, в котором используется полимеризуемая композиция, которую получают путем добавления стеклянного наполнителя или гидроксида алюминия к ненасыщенной полиэфирной смоле с образованием смолы. матрица. Пример первой композиции можно найти в JP-8052114, тогда как пример последней можно найти в JP-622469.61.
Однако эти известные композиции часто дают неудовлетворительные результаты только тогда, когда должны быть изготовлены ванны или подобные изделия, требующие устойчивости к горячей воде. Это связано с тем, что при использовании гидроксида алюминия в качестве наполнителя для искусственного мрамора обнаруживается тенденция к отслаиванию поверхности между матрицей из ненасыщенной полиэфирной смолы и наполнителем из гидроксида алюминия, когда изделие контактирует с горячей водой. Это межфазное отслоение серьезно ухудшает внешний вид изделия из-за побеления или помутнения его поверхности. По этой причине стеклянный наполнитель до сих пор обычно использовался в изделиях, подобных искусственному мрамору, таких как ванны, кухонные рабочие поверхности, умывальники или рукомойники, от которых требуется устойчивость к горячей воде. Однако обрабатываемость мрамороподобных изделий, включая резку, сверление или полировку, в значительной степени зависит от твердости используемого наполнителя. Гидроксид алюминия имеет твердость по шкале Мооса 3, в то время как стеклянный наполнитель тверже первого и имеет твердость по шкале Мооса 6. требуется рабочая сила, но также необходимы некоторые специализированные инструменты для их обработки и обработки. Кроме того, при замешивании полимеризуемой смеси, содержащей стеклянный наполнитель, металлические части месильной машины истираются стеклянным наполнителем, и полученный металлический порошок вводят в полимеризуемую смесь, тем самым чернея мрамороподобное изделие, сформированное из него. Чтобы избежать этой проблемы, необходимо нанести покрытие из титана или стекла на части месильной машины, которые должны контактировать со стеклянным наполнителем.
По этой причине стеклянный наполнитель до сих пор обычно использовался в изделиях, подобных искусственному мрамору, таких как ванны, кухонные рабочие поверхности, умывальники или рукомойники, от которых требуется устойчивость к горячей воде. Однако обрабатываемость мрамороподобных изделий, включая резку, сверление или полировку, в значительной степени зависит от твердости используемого наполнителя. Гидроксид алюминия имеет твердость по шкале Мооса 3, в то время как стеклянный наполнитель тверже первого и имеет твердость по шкале Мооса 6. требуется рабочая сила, но также необходимы некоторые специализированные инструменты для их обработки и обработки. Кроме того, при замешивании полимеризуемой смеси, содержащей стеклянный наполнитель, металлические части месильной машины истираются стеклянным наполнителем, и полученный металлический порошок вводят в полимеризуемую смесь, тем самым чернея мрамороподобное изделие, сформированное из него. Чтобы избежать этой проблемы, необходимо нанести покрытие из титана или стекла на части месильной машины, которые должны контактировать со стеклянным наполнителем.
С другой стороны, также чрезвычайно трудно формовать искусственные ванны, подобные мрамору, и подобные им, которые должны иметь превосходную устойчивость к горячей воде, используя гидроксид алюминия в качестве наполнителя для смоляной смеси, из которой искусственный мрамор статью надо сделать. Причины двоякие; (1) во-первых, проблема с ненасыщенной полиэфирной смолой, которая является одним из основных материалов для искусственного мрамора, и (2) во-вторых, проблема с гидроксидом алюминия. Что касается первой проблемы (1), где водонепроницаемость самой ненасыщенной полиэфирной смолы, например ее водопоглощение и устойчивость к гидролизу, недостаточны при использовании гидроксида алюминия в качестве наполнителя, сама смола имеет тенденцию к белеют при контакте с горячей водой. Что касается последней проблемы (2), (а) между ненасыщенной полиэфирной смолой и наполнителем из гидроксида алюминия имеет тенденцию происходить межфазное отслоение из-за плохой адгезии между ними, вызванной примесями растворимой соды, присутствующими на поверхности гидроксида алюминия, и из-за проникновение воды на поверхность раздела между ними, и (b) растворимые компоненты соды, которые существуют в основном на поверхности гидроксида алюминия в качестве примеси (такие «растворимые компоненты соды» не относятся к общему содержанию соды в гидроксиде алюминия), растворяются в водой, при этом либо гидроксид алюминия растворяется в полученном щелочном растворе, либо ненасыщенная полиэфирная смола гидролизуется тем же раствором, вызывая тем самым отбеливание полученного изделия из мрамора.
Авторы настоящего изобретения серьезно изучили вышеупомянутые проблемы и в результате обнаружили, что мрамороподобные изделия с полупрозрачностью и высокой устойчивостью к горячей воде могут быть изготовлены путем литья с использованием (А) ненасыщенной полиэфирной смолы, имеющей особой рецептуры и отличной стойкостью к горячей воде и (B) гидроксиду алюминия со специальной обработкой поверхности. На основе такого открытия они разработали настоящее изобретение.
Соответственно, настоящее изобретение направлено на создание композиции искусственного мрамора на основе смолы для изготовления мрамороподобных изделий, обладающих превосходной прозрачностью и высокой устойчивостью к горячей воде, которые сравнимы с изделиями, изготовленными из искусственного мрамора, содержащего стеклянный наполнитель, с использованием ( А) ненасыщенная полиэфирная смола с отличной устойчивостью к горячей воде в качестве матрицы и (В) гидроксид алюминия со специальной поверхностной обработкой в качестве наполнителя, где компоненты (А) и (В) присутствуют в специально определенном соотношении .
В частности, в соответствии с настоящим изобретением предлагается композиция искусственного мрамора на основе литьевой смолы, состоящая по существу из 100 частей по массе ненасыщенной полиэфирной смолы и от 50 до 350 частей по массе гидроксида алюминия типа гиббсита, который имеет имеет поверхностную обработку этиленненасыщенным силановым связующим агентом и характеризуется тем, что:
(А) ненасыщенная полиэфирная смола состоит из от 40 до 70 мас.% альфа-, бета-этиленненасыщенного полиэфира, имеющего ряд- средняя молекулярная масса 2000 или более и концентрация двойной связи 2,00×10 -3 моль/г или более и от 30 до 60 мас.% полимеризуемого ненасыщенного мономера; и
(B) гидроксид алюминия типа гиббсита имеет удельную поверхность по БЭТ 2,5 м 2 /г или менее, измеренную по адсорбции газообразного азота, и имеет содержание растворимой соды 0,01% по массе или менее, как Na 2 O, растворимая сода в основном присутствует на поверхности в виде примеси.
Ненасыщенная полиэфирная смола (А) с превосходной стойкостью к горячей воде, используемая в настоящем изобретении, содержит от 40 до 70 мас.% альфа, бета-этиленненасыщенного полиэфира, который предпочтительно получают путем поликонденсации насыщенная двухосновная кислота или ее ангидрид, или альфа,бета-ненасыщенная двухосновная кислота или ее ангидрид, и многоатомный спирт, среднечисловая молекулярная масса которых составляет 2000 или более, а концентрация двойных связей составляет 2,00×10 -3 моль/г или более, и от 30 до 60% по весу полимеризуемого ненасыщенного мономера, причем сумма этих двух компонентов составляет 100% по весу. Гидроксид алюминия (В), поверхность которого была специально обработана и который также используется в настоящем изобретении, представляет собой гидроксид алюминия типа гиббсита, полученный традиционным методом Байера. Он имеет удельную поверхность по БЭТ 2,5 м 2 /г или менее, измеренную с помощью адсорбции газообразного азота, и был обработан таким образом, чтобы иметь содержание растворимой соды 0,01% по весу или менее (как Na 2 O), существующие в основном на поверхности в виде примеси. Кроме того, его поверхность была обработана предпочтительно 0,2 вес.% или более, а более предпочтительно от 0,5 до 2 вес.% силановым связующим агентом, имеющим в молекуле этиленовую двойную связь.
В соответствии с настоящим изобретением композиция смолы для отливки искусственного мрамора с превосходной прозрачностью и превосходной стойкостью к горячей воде состоит по существу из 100 массовых частей ненасыщенного полиэфира (А) и от 50 до 350 массовых частей алюминия гидроксид (Б).
Альфа-бета-этиленненасыщенный сложный полиэфир в ненасыщенной полиэфирной смоле (А) относится к типу, получаемому обычным способом, например, путем поликонденсации альфа, бета-ненасыщенной двухосновной кислоты или насыщенной двухосновной кислоты или их ангидрида и многоатомный спирт в атмосфере инертного газа при температуре от 150° до 250°С, имеющий кислотное число в диапазоне от 5 до 50 и среднечисловую молекулярную массу в диапазоне от 800 до 10 000. Когда ненасыщенная полиэфирная смола используется в настоящем изобретении, она должна иметь среднечисловую молекулярную массу 2000 или более при измерении в виде полистирола с помощью жидкостной хроматографии и концентрацию двойных связей 2,00×10 9 . 0017 -3 моль/г или более. (В данном изобретении среднечисловая молекулярная масса выражается как эквивалентное значение полистирола, определенное с помощью жидкостной хроматографии, а также концентрация двойных связей соответствует типу, обнаруженному в альфа, бета-этиленненасыщенном сложном полиэфире.) Если смола имеет среднечисловая молекулярная масса менее 2000 имеет тенденцию к высвобождению низкомолекулярных компонентов альфа, бета-этиленненасыщенного полиэфира из отвержденного изделия (которое можно назвать «матрицей смолы»), которое изготавливается из него, когда изделие попал в контакт с горячей водой. С другой стороны, смола с концентрацией двойных связей менее 2,00×10 -3 моль/г имеет тенденцию к получению отвержденного изделия, в которое легко проникает вода, что приводит к растворению низкомолекулярных компонентов альфа, бета-этиленненасыщенного полиэфира, непрореагировавших полимеризуемых ненасыщенных мономеров и различных добавок. В результате трудно поддерживать достаточную стойкость к горячей воде самой ненасыщенной полиэфирной смолы.
Как правило, большинство искусственных мраморов, формируемых методом литья, покрывают прозрачным гелькоутом (слоем прозрачной смолы) на их поверхности, чтобы придать им привлекательный внешний вид. При желании использование такого прозрачного гелькоута также может быть использовано в настоящем изобретении. В этом случае желательно, чтобы смола, используемая в слое прозрачного гелевого покрытия, представляла собой ненасыщенную полиэфирную смолу того же типа, что и смола, используемая в подложке из смоляной матрицы. Предпочтительно выбирают смолу, имеющую более низкое водопоглощение и лучшую стойкость к горячей воде, чем смола, используемая в подложке из смоляной матрицы. В таком предпочтительном случае могут быть получены мрамороподобные изделия, обладающие лучшей устойчивостью к горячей воде, с улучшенной устойчивостью не только к обесцвечиванию, такому как побеление, но также и к образованию пузырей из-за проникновения воды на поверхность раздела между слоем гелькоута и подложка из смоляной матрицы.
Примеры альфа, бета-ненасыщенных двухосновных кислот и их ангидридов, которые можно использовать для получения альфа-бета-этиленненасыщенных полиэфиров по настоящему изобретению, включают малеиновую кислоту, галогенированные малеиновые кислоты, фумаровую кислоту и малеиновый ангидрид. Примеры двухосновных кислот и их ангидридов, которые также можно использовать для получения сложных полиэфиров, включают фталевую кислоту, фталевый ангидрид, изофталевую кислоту, терефталевую кислоту, тетрагидрофталевый ангидрид, гет-кислоту, янтарную кислоту, адипиновую кислоту и себациновую кислоту. Среди них особенно предпочтительными являются изофталевая кислота и терефталевая кислота.
Многоатомные спирты, которые можно использовать для получения альфа,бета-этиленненасыщенных полиэфиров, включают, например, этиленгликоль, 1,2-пропиленгликоль, 1,3-пропиленгликоль, диэтиленгликоль, дипропиленгликоль, 1,3 -бутандиол, неопентилгликоль, аддукты бисфенола А с оксидом пропилена или оксидом этилена, гидрированный бисфенол А и глицерин. Прежде всего, особенно предпочтительными являются неопентилгликоль, аддукты бисфенола А с пропиленоксидом или этиленоксидом и гидрированный бисфенол А.
В качестве примеров полимеризуемых ненасыщенных мономеров, которые могут быть использованы в настоящем изобретении, могут быть упомянуты стирол, винилтолуол, параметилстирол, метакриловая кислота, метилметакрилат, этилметакрилат, бутилметакрилат, 2-этилгеилметакрилат, лаурилметакрилат, глицидилметакрилат, акриловая кислота, 2-этилгексилакрилат, лаурилакрилат, триметилолпропандиметакрилат, аллилметакрилат, диаллилфталат и аллилдигликолькарбонат. Прежде всего, особенно предпочтительным является стирол. Эти мономеры можно использовать либо по отдельности, либо в виде смеси двух или более полимеризуемых ненасыщенных мономеров. Отношение полимеризуемого ненасыщенного мономера к альфа, бета-этиленненасыщенному сложному полиэфиру составляет от 30 до 60 мас.%. Если пропорция составляет менее 30 мас.%, стойкость ненасыщенной полиэфирной смолы к горячей воде будет снижаться. С другой стороны, если она составляет более 60 мас.%, усадка отвержденного изделия будет настолько большой, что композиция смолы не будет пригодна для литья.
Гидроксид алюминия со специальной поверхностной обработкой, используемый в настоящем изобретении, представляет собой гидроксид алюминия типа гиббсита, полученный методом Байера, который имеет удельную поверхность по БЭТ 2,5 м 2 /г или менее при измерении по азоту. методом газовой адсорбции и имеет содержание растворимой соды 0,01% по весу или менее в виде Na 2 O, растворимая сода находится на поверхности в виде примеси. Поверхность гидроксида алюминия (В) обрабатывают силановым связующим агентом, имеющим этиленовую двойную связь в молекуле, таким как гамма-метакрилоксипропилтриметоксисилан или винилтриэтоксисилан, в количестве предпочтительно по меньшей мере 0,2%, и более предпочтительно от 0,5 до 2,0 мас.% по отношению к гидроксиду алюминия. Поверхностную обработку можно осуществить, просто смешав два компонента вместе.
Причина ограничения содержания растворимой соды на поверхности гидроксида алюминия до 0,01% по весу или менее заключается в целях усиления связи между гидроксильной группой гидроксида алюминия и силановым связующим агентом. Если гидроксид алюминия, подлежащий обработке, имеет содержание растворимой соды более 0,01% по весу, избыточное содержание растворимой соды будет растворяться в горячей воде при контакте с ней, и в результате образуется адекватная связь между гидроксидом алюминия. и силановый связующий агент не будет получен. Таким образом, силановый связующий агент не проявлял бы достаточного действия.
Поскольку силановый связующий агент имеет функциональную группу с двойной этиленовой связью, эта функциональная группа способна связываться с ненасыщенной полиэфирной смолой (А) через полимеризуемый ненасыщенный мономер, тем самым образуя прочную трехмерную структуру с гидроксидом алюминия (В) и ненасыщенной полиэфирной смолой (А). Прочная трехмерная структурная связь предотвращает межфазное отслаивание между ненасыщенной полиэфирной смолой (А) и гидроксидом алюминия (В), и, соответственно, дополнительно улучшается водостойкость отвержденного изделия, сформированного из композиции смолы. Когда количество силанового связующего агента, используемого для обработки поверхности гидроксида алюминия (А), составляет менее 0,1% по весу, эффект, достигаемый этим агентом, может быть недостаточным. Однако добавление агента в количестве более 2 мас.% является экономически невыгодным, поскольку не будет достигнуто большего эффекта, а стоимость будет излишне завышена.
Гидроксид алюминия (В) имеет удельную поверхность по БЭТ 2,5 м 2 /г или менее, измеренную по адсорбции газообразного азота, и предпочтительно имеет средний размер зерна от 3 до 80 микрон. Если бы он имел удельную поверхность по БЭТ более 2,5 г/м 2 , площадь контакта между гидроксидом алюминия и горячей водой была бы слишком большой, когда горячая вода проникает в искусственное мрамороподобное изделие, изготовленное из композиции смолы. . В результате не только сопротивление горячей воде изделия будет ниже, но и текучесть композиции смолы будет ниже во время литья, так что ухудшится технологичность композиции смолы. Кроме того, потребуется много труда для удаления компонентов растворимой соды с поверхности гидроксида алюминия, а также потребуется большее количество силанового связующего агента для достижения желаемой стойкости к горячей воде. Это невыгодно с точки зрения стоимости производства предполагаемых мрамороподобных изделий.
В соответствии с настоящим изобретением гидроксид алюминия (В) диспергируют в ненасыщенном сложном полиэфире (А) таким образом, что доля гидроксида алюминия (В) находится в диапазоне от 50 до 350 частей по массе, 100 весовых частей ненасыщенной полиэфирной смолы (А). Если доля составляет менее 50 массовых частей, то усадка смоляной композиции при литье и ее отверждении будет слишком велика, в результате чего полученные изделия будут деформированы или растрескаются, или будут неравномерными по цвету. . Если, с другой стороны, пропорция превышает 350 массовых частей, полупрозрачность полученных продуктов будет потеряна, а их устойчивость к горячей воде будет снижена. Для диспергирования гидроксида алюминия (В) с обработанной поверхностью в смоле можно использовать низкоскоростную мешалку или высокоскоростную мешалку, или машину для диспергирования пигмента, или месильный валок того типа, который используется при производстве красок.
В дополнение к гидроксиду алюминия (В) и ненасыщенной полиэфирной смоле (А) различные добавки, такие как наполнители, ингибиторы полимеризации, волокнистые армирующие агенты, термопластичные смолы в качестве агентов с низкой усадкой, красители и т. известные средства до уровня ниже того, который ингибирует действие настоящего изобретения во время, до или после этапа диспергирования.
В качестве наполнителя, который можно использовать вместе с гидроксидом алюминия (В), упоминаются, например, карбонат кальция, тальк, глина, диоксид кремния, оксид алюминия, кварц, силикат кальция и стеклянные наполнители. С учетом прозрачности и стойкости продуктов к горячей воде предпочтительно использовать стеклянный наполнитель, поверхность которого обработана этиленненасыщенным силановым связующим агентом. В качестве ингибитора полимеризации, используемого в изобретении, упоминаются, например, гидрохинон, бензохинон, трет-бутилгидрохинон, метохинон и трет-бутилкатехол. В качестве армирующего волокна материала упоминаются, например, стекловолокно, измельченное волокно и винилоновое волокно. В качестве термопластичной смолы, используемой в качестве агента с низкой усадкой, упоминаются, например, полистирольные полимеры и сополимеры стирола и винилацетата.
При отверждении композиции искусственной смолы для литья мрамора по настоящему изобретению от 0,3 до 3,0 массовых частей отвердителя добавляют в композицию обычным способом на 100 массовых частей ненасыщенной полиэфирной смолы в композиции . Если отверждение композиции должно происходить при температуре от комнатной до примерно 80°С, отвердитель, который обычно используется при литье, например органический отвердитель на основе перекиси, такой как перекись метилэтилкетона, перекись бензоила, можно использовать гидропероксид кумола, трет-бутилпероксибензоат или бис-(4-бутилоклогексил)пероксидикарбонат, или азосоединенный отвердитель, необязательно в сочетании с металлическим мылом, таким как нафтенат кобальта или октенат кобальта, или амин, такой как N, N-диметиланилин или N,N-диэтиланилин, или органическое соединение металла, такое как ферроцен, в зависимости от применения таких продуктов. Во избежание любого нежелательного изменения цвета готового изделия с течением времени желательно отвердить компаунд на основе смолы по изобретению либо бис-(4-бутилциклогексил)пероксидикарбонатом, либо комбинацией этого соединения и другого отвердителя. при температуре закалки от 40° до 80° С.
Настоящее изобретение будет описано более подробно с помощью следующих примеров:
ПРИМЕРЫ 1-6
Толстые плиты, подобные искусственному мрамору, каждая из которых имеет размер 140 мм × 140 мм и толщину 8 мм и имеет слой гелькоута толщиной 0,3 мм в качестве покрытия на одной его поверхности формировали из ненасыщенного полиэфира (А), определенного ниже, гидроксида алюминия (В), как указано в таблице (примеры 1-6), и отвердителя.
Для примеров 1 и 2 использовали гидроксид алюминия (В), имеющий средний размер зерна 50 микрон, удельную поверхность по БЭТ 0,3 м 2 /г, измеренное по адсорбции газообразного азота, общее содержание соды (как Na 2 O) 0,21% по массе и белизна 90%. Для примеров 3-6 соответствующие значения составляли 5 микрон, 2,3 мкм 2 /г, 0,07 вес.% и 99% соответственно. Эти гидроксиды алюминия обрабатывали перед использованием гамма-метакрилоксипропилтриметоксисиланом в количествах, указанных в таблице.
Для формирования подложки из смоляной матрицы 100 частей по весу ненасыщенной полиэфирной смолы на основе терефталевой кислоты, продаваемой Nippon Upica Co. под торговым наименованием «6424» и имеющей изменение веса 0,72% при погружении при 100°C.- кипячение воды в течение 300 часов, среднечисленная молекулярная масса 2500 и концентрация двойной связи 2,38×10 -3 моль/г, 200 массовых частей определенного гидроксида алюминия (В) и 1,0 массовых частей отвердителя, продаваемого под торговой маркой “Perkerdox-18” компанией Kayaku Akzo Co., замешивали, дегазировали, отливали в литейную форму и затвердевают при 60°С в течение 10 минут, а затем при 80°С в течение 40 минут.
Для формирования слоя гелькоута, 100 весовых частей ненасыщенной полиэфирной смолы на основе изофталевой кислоты, продаваемой под торговым наименованием “UG 514” компанией Nippon Upica Co. и имеющей изменение веса 0,57% при погружении на 100°C .- кипячение воды в течение 300 часов, среднечисловая молекулярная масса 2800 и концентрация двойной связи 2,89×10 -3 моль/г и 1,0 части по массе отвердителя, продаваемого под торговой маркой “Perkerdox-16” компанией Kayaku Akzo Co., смешивали и наносили на слой смоляной матрицы, а затем отверждали при 60°C. в течение 40 минут.
Каждый из подготовленных таким образом образцов мраморовидной толстой пластины фиксировали в аппарате периодического действия с одной поверхностью для погружения, в котором поверхность гелькоута площадью 120 мм × 120 мм находилась в контакте с горячей водой. В этих условиях было проведено непрерывное испытание погружением в горячую воду при температуре 9°С.4°±1°С. Через 120 часов и 300 часов испытуемый образец вынимали из аппарата и проверяли на предмет изменения цвета, такого как побеление или пожелтение.
Полученные результаты представлены в таблице. Можно видеть, что во всех примерах изобретения №№ 1-6 не наблюдалось изменения цвета. Это показывает, что эти образцы были устойчивы к горячей воде в течение длительного периода времени.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 7
Толстая плита, похожая на искусственный мрамор, имеющая те же размеры, что и в примерах с 1 по 6, и имеющая слой гелькоута толщиной 0,3 мм в качестве покрытия на одной ее поверхности, была сформирована из ненасыщенной полиэфирной смолы, как определено ниже. , гидроксид алюминия (В), как указано в таблице, и отвердитель.
Используемый гидроксид алюминия (В) имел средний размер зерна 50 микрон, удельную поверхность по БЭТ 0,3 м 2 /г, измеренную по адсорбции газообразного азота, общее содержание соды (как Na 2 O) 0,21% по весу и белизной 98%, и его поверхность перед использованием обрабатывали тем же силановым связующим агентом, который использовался в примерах с 1 по 6. ненасыщенной полиэфирной смолы на основе изофталевой кислоты, имеющей изменение веса 4,50% при погружении в кипящую воду при 100°С на 300 часов, среднечисловую молекулярную массу 1800 и концентрацию двойных связей 260×10 -3 моль/г, 200 весовых частей определенного гидроксида алюминия (В) и 1,0 весовых частей отвердителя, продаваемого под торговой маркой “Perkerdox-16” компанией Kayaku Akzo Co. , обрабатывали в тех же условиях. как в примерах с 1 по 6.
Для формирования слоя гелькоута использовали ту же ненасыщенную полиэфирную смолу, что и в примерах с 1 по 6, при тех же условиях, что и в примерах с 1 по 6.
Приготовленный таким образом образец пластины тестировали и оценивали в тех же условиях, что и в примерах с 1 по 6.
Полученные результаты представлены в таблице. Видно, что вся поверхность образца после погружения в горячую воду через 120 часов заметно побелела и потеряла свой первоначальный привлекательный вид.
СРАВНИТЕЛЬНЫЕ ПРИМЕРЫ 8-13 и ПРИМЕР 14
Толстые пластины из искусственного мрамора, каждая из которых имеет размер 140 мм × 140 мм и толщину 8 мм и имеет слой гелькоута толщиной 0,3 мм в качестве покрытия на одной их поверхности. образованный из ненасыщенной полиэфирной смолы (А), как определено ниже, гидроксида алюминия (В), как указано в таблице (примеры 8-14), и отвердителя.
Для примеров 8-10 использовали гидроксид алюминия (В), имеющий средний размер зерна 5 микрон, удельную поверхность по БЭТ 2,3 м 2 /г, измеренную по адсорбции газообразного азота, общее содержание соды ( как Na 2 O) 0,07 мас. % и белизной 99%. Для примеров 11-14 соответствующие значения составляли 50 микрон, 0,3 мкм 2 /г, 0,21 вес.% и 98% соответственно. Все эти гидроксиды алюминия, за исключением используемых в сравнительных примерах 8 и 13, были обработаны перед использованием тем же силановым связующим агентом, который использовался в примерах с 1 по 6.
Для формирования подложки из смоляной матрицы: 100 частей той же ненасыщенной полиэфирной смолы (А), которая использовалась в примерах с 1 по 6, 200 частей по массе определенного гидроксида алюминия (В) и 1,0 части по массе отвердителя. продается под торговой маркой “Perkerdox-16” компанией Kayaku Akzo Co. при тех же условиях, что и в примерах с 1 по 6.
использовали и обрабатывали в тех же условиях, что и в примерах с 1 по 6.
Каждый из приготовленных таким образом образцов пластин обрабатывали и оценивали в тех же условиях, что и в примерах с 1 по 6.
Полученные результаты показаны в таблице. Можно видеть, что вся поверхность образцов из примеров 8-13 после погружения в горячую воду значительно побелела через 300 часов. Таким образом, все эти образцы потеряли свой первоначальный привлекательный вид после испытания погружением в горячую воду.
В примере 14, в котором использовалось только очень небольшое количество силанового связующего агента, произошло некоторое побеление, но только через 300 часов. Для некоторых применений такой степени стабильности в горячей воде достаточно.
| ТАБЛИЦА |
| ______________________________________ |
| Используемый оксид алюминия Результаты испытания методом поверхностного погружения одного растворимого силана Связывание с содой После содержания Агент, использованный 120 ч. ± 1°С при 94°С ± 1°С.0161 3 0.008 0.2 A A 4 0.008 0.5 A A 5 0.008 1.0 A A 6 0.008 2.0 A A 7* 0.006 0.5 C C 8* 0.018 0.0 C C 9* 0.018 1.0 B C 10* 0. 018 2.0 B C 11* 0.012 0.0 C C 12* 0,012 0,5 Б В 13* 0,006 0,0 Б В 14 0,006 0,1 А В |
| __________________________________________ |
Примечания: A = Без изменений B = Немного побелел C = Значительно побелел Силановый связующий агент; Гаммаметакрилоксипропилтриметоксисилан * Сравнительный.
Мрамороподобные изделия, полученные отливкой композиций на основе смолы по настоящему изобретению, обладают хорошей прозрачностью и высокой устойчивостью к горячей воде. Кроме того, было обнаружено, что композиции на основе смолы по изобретению обладают лучшей технологичностью по сравнению с обычными композициями на основе смолы, содержащими стеклянный наполнитель. Таким образом, первые превосходят вторые по стоимости.
Поскольку композиции на основе смолы по изобретению содержат гидроксид алюминия, они могут поглощать тепло, соответствующее теплоте разложения в атмосфере с повышенной температурой, такой как огонь. То есть подложка матрицы смолы, которая сформирована из композиции на основе смолы по изобретению, может быть сделана огнеупорной благодаря включению в нее гидроксида алюминия.
Соответственно, мрамороподобные изделия, которые должны быть изготовлены из композиций на основе смолы по настоящему изобретению, могут широко использоваться в различных областях, таких как внутренняя отделка ванных комнат, кухонных рабочих поверхностей, рукомойников или рукомойников, а также как и другие детали зданий и автомобилей, как и любой обычный материал FRP. Соответственно, настоящее изобретение имеет хорошую промышленную полезность.
Изделия для литья из полиэфирной смолы
Ручка дверцы шкафа из смолы
Узнайте, как отлить смолу и сделать ручки для шкафа своими руками, следуя этому простому шагу за шагом.
Обзор сложного силиконового литья
Это учебное пособие предназначено для всех серьезных производителей форм и подробно объясняет все, что вам нужно знать, чтобы создавать передовые формы из силиконовой резины для различных применений. Вы также можете приобрести силиконовую формовочную резину RTV555 в Crafty Corner.
Силиконовая резиновая разъемная форма для свечей
В этом подробном руководстве объясняется весь процесс литья силиконовой резины. Вы также можете приобрести силиконовую формовочную резину в Crafty Corner.
Силиконовая формовочная резина
Силиконовая резина является идеальным материалом для изготовления форм для отливок и других предметы, используемые в скульптуре, спецэффектах и таксидермии. Подробнее…
Полиэфирная смола
Полиэфирная смола представляет собой малопиковую экзотермическую ненасыщенную смолу, используемую для изготовления изделий из искусственного мрамора и стеклопластика. Он может быть вощеным, невощеным; продвигаемые и не продвигаемые. Полиэфирная смола обладает хорошей прозрачностью, светлым цветом и высоким глянцем. Эта смола наиболее пригодна для изготовления; Высококачественный искусственный мрамор, ониксовый мрамор, прозрачное прозрачное литье, а также используемые в процессе твердой наплавки.
Вязкость полиэфирной смолы довольно низкая, чтобы способствовать хорошему смачиванию, быстрому высвобождению пузырьков и приему большого количества наполнителя, что обеспечивает легкую обработку. Он идеально подходит для изготовления различных предметов литья, таких как полы, раковины для ванных комнат, столешницы, ванные комнаты, стены из искусственного мрамора, R.T.M. и подобный ониксовый мрамор.
Полиэфирная смола может использоваться для прозрачного литья, поскольку она обладает низкой усадкой, высоким коэффициентом отражения, медленным эффектом пожелтения с течением времени.
ХАРАКТЕРИСТИКИ
| Полиэфирная смола имеет следующие характеристики: | ||||
|---|---|---|---|---|
| Внешний вид | Прозрачный | |||
| Вязкость при 30oC | от 3 до 6 пуаз | |||
| Время гелеобразования при 30oC | 4–7 минут | |||
| Время отверждения при 30oC | 13–20 минут | |||
| Пиковая экзотермическая температура | от 110°C до 125°C | |||
| Стабильность в темноте при температуре ниже 25oC | 6 месяцев | |||
НЕДВИЖИМОСТЬ
| Pure Resin Casting полиэфирная смола | ||||
|---|---|---|---|---|
| Водопоглощение, значение за 7 дней | 0,35% | |||
| Твердость по Барколу | 498 БХК | |||
| Температура тепловой деформации | 67,3oC | |||
| Удлинение при разрыве | 3,2% | |||
| Удельный вес жидкой смолы при 25oC | 1,13 кг/л | |||
| Объемная усадка при отверждении | 7% | |||
| Летучие вещества | 40–43 % | |||
| Прочность на изгиб | 115,3 МПа | |||
| Модуль упругости при изгибе | 3584,3 МПа | |||
| Прочность на растяжение | 65,1 МПа | |||
| Модуль упругости при растяжении | 4358,9МПа | |||
ПРИМЕНЕНИЕ
Полиэфирная смола для ламинирования работает лучше всего, когда она полностью отверждена. Для этого нужно использовать соответствующую комбинацию катализатора и ускорителя при комнатной температуре в течение достаточного периода времени. Обычно используется 1 процент катализатора. Обычно требуется от 1 до 1,5% катализатора вместе с 0,5% ускорителя.
Оба количества можно отрегулировать для более короткого или более длительного времени гелеобразования путем увеличения или уменьшения количества катализатора, ускорителя или того и другого. Однако, как правило, количество используемого катализатора не должно превышать 2 % и быть не менее 0,5 %, а количество ускорителя должно составлять от 0,4 % до 1 %. Обязательно измеряйте точно.
Ускоритель необходимо полностью смешать со смолой перед добавлением катализатора, чтобы избежать прямого смешивания, которое из-за бурной реакции может привести к ВЗРЫВУ.
Поскольку вязкость увеличивается по мере увеличения срока хранения смолы, можно добавить мономер стирола, чтобы снизить ее до желаемого уровня. Однако избыток добавленного мономера стирола повлияет на качество смолы.
Однако из-за трудностей с представлением информации, применимой ко всем ситуациям, никакие явные или подразумеваемые гарантии не даются, и пользователям рекомендуется провести собственные испытания, чтобы определить применимость приведенной выше информации и соответствие смолы SHCP их конкретным требованиям.
ХРАНЕНИЕ
Полиэфирная смола будет оставаться стабильной в течение примерно 6 месяцев с даты изготовления на заводе-изготовителе при условии, что смола хранится в темном месте и не подвергается воздействию влаги, а рекомендуемая температура хранения не превышает 25°C, а контейнеры нельзя открывать до тех пор, пока они не будут готовы. требуется для использования. Однако их стабильность заметно ухудшается при более высоких температурах, особенно при прямом воздействии солнечного света. Желательно закончить его в течение трех месяцев.
Crystal Clear
ОБЩЕЕ ОПИСАНИЕ
Crystal Clear представляет собой малопиковую экзотермическую ненасыщенную полиэфирную смолу ортофталевого типа для изготовления декоративных отливок. Он не вощеный, но рекламируется и может быть вощеным по запросу.
Чистый и прозрачный. Обладает малой усадкой и идеально подходит для изготовления различных литейных изделий, таких как бижутерия, украшения, панно, подносы и т. д.
СПЕЦИФИКАЦИЯ
| Полиэфирная смола Crystal Clear имеет следующие характеристики: | ||||
|---|---|---|---|---|
| Внешний вид | Прозрачный | |||
| Вязкость при 30oC | 3–4 пуаз | |||
| Время гелеобразования при 30oC | 30–50 мин | |||
| Время отверждения при 30oC | 60–80 мин | |||
| Усадка | 5% | |||
| Стабильность в темноте при температуре ниже 25oC | 6 месяцев | |||
ПРИМЕНЕНИЕ
Кристально чистая полиэфирная смола лучше всего работает, когда она полностью отверждена. Для этого нужно использовать соответствующую комбинацию катализатора и ускорителя при комнатной температуре в течение достаточного периода времени. Обычно используется 1% катализатора вместе с 0,5% ускорителя.
Корректировки для более короткого или более длительного времени гелеобразования могут быть достигнуты путем изменения количества используемого катализатора и/или ускорителя. Однако, как правило, количество используемого катализатора не должно быть более 2% или менее 0,5%, а количество ускорителя должно составлять от 0,4% до 1%. Обязательно измеряйте точно. При использовании с наполнителем, в зависимости от процентного содержания добавляемого наполнителя, количество катализатора необходимо соответствующим образом отрегулировать для достижения желаемого времени гелеобразования.
Перед добавлением катализатора убедитесь, что ускоритель полностью перемешан со смолой, чтобы избежать прямого смешивания, которое из-за бурной реакции может привести к ВЗРЫВУ.
Поскольку вязкость увеличивается по мере увеличения срока хранения смолы, можно добавить мономер стирола, чтобы снизить ее до желаемого уровня.
Однако из-за трудностей с представлением информации, применимой ко всем ситуациям, не дается никаких явных или подразумеваемых гарантий, и пользователям рекомендуется проводить собственные испытания, чтобы определить применимость приведенной выше информации и соответствие смолы их конкретным требованиям.
ХРАНЕНИЕ
Полиэфирная смола сохраняет стабильность при хранении в темноте и при температуре ниже 25oC. Однако их стабильность заметно ухудшается при более высоких температурах, особенно при прямом воздействии солнечного света. Поэтому их следует хранить в прохладном темном месте.
ЗАПРОСЫ И ПРОДАЖИ
Пожалуйста, свяжитесь с нами по электронной почте
Исследование по микроволновому отверждению ненасыщенной полиэфирной смолы и ее композитов, содержащих карбонат кальция
Полимеры (Базель). 2022 июль; 14(13): 2598.
Опубликовано онлайн 2022 июня 27. DOI: 10.3390/polym14132598
Qiufeng MO, Yifeng Huang, Lanyu MA, Wenqin Lai, Yihua Zheng, Yanming Li, Mengxue Xu, * и Zhimin Huang * . .93.3.93.3.93.3.93.3.93.3.93.3.93.3.93.3.93. Pizzi, академический редактор
Информация об авторе Примечания к статье Информация об авторских правах и лицензиях Заявление об отказе от ответственности
- Заявление о доступности данных
Технология микроволнового отверждения широко используется в полимерах и композитных материалах на их основе. Чтобы изучить его влияние на отверждение композитов из ненасыщенной полиэфирной смолы (UPR), содержащих карбонат кальция (CaCO 3 ) наполнителя, в этой статье впервые исследовано влияние мощности микроволн и времени облучения микроволнами на характеристики отверждения UPR. Затем к UPR добавляли частицы CaCO 3 для исследования эффекта микроволнового отверждения композитов UPR, содержащих CaCO 3 . Результаты показали, что микроволновое облучение может равномерно нагревать образец UPR и быстро вызывать реакцию роста цепи, что значительно сокращает время отверждения. Степень отверждения и продукты образцов после микроволнового отверждения соответствовали таковым при термическом отверждении. Добавление CaCO 3 могут увеличить скорость нагрева композитов UPR, что ускорит скорость отверждения UPR. Однако более высокая микроволновая мощность может привести к дефектам пор внутри композитов UPR с более высоким содержанием CaCO 3 , что приведет к снижению прочности. Таким образом, компактность образцов должна быть улучшена за счет уменьшения мощности микроволн и увеличения времени обработки микроволнами.
Ключевые слова: ненасыщенная полиэфирная смола, микроволновая печь, отверждение, карбонат кальция, микроволновая мощность
Ненасыщенная полиэфирная смола (UPR) представляет собой линейное полимерное соединение с многофункциональными группами. В молекулярной цепи ненасыщенного сложного полиэфира имеется большое количество сложноэфирных групп (-COOR) и двойных углерод-углеродных связей (C=C), а двумя концами цепи являются карбоксильные группы (-COOH) и гидроксильные группы (-OH). ) соответственно [1,2,3,4]. Благодаря хорошим механическим свойствам и техническим характеристикам после отверждения УПО широко используется в производстве искусственного камня, покрытий, литья, стеклопластиков и других отраслях промышленности [5,6].
Для отверждения UPR обычно требуется инициация инициатора, такого как пероксид метилэтилкетона и пероксид циклогексанона. Затем происходит реакция радикальной сополимеризации между С=С в молекулярной цепи ненасыщенного полиэфира и виниловыми мономерами с образованием полимера со стабильной трехмерной сетчатой структурой [7,8,9]. Однако инициаторы должны разлагаться и активироваться в условиях нагревания или индукции ускорителя. В противном случае скорость его разложения не может соответствовать требованиям процесса отверждения UPR [10,11,12]. В настоящее время основным методом отверждения УПО является традиционный процесс термического отверждения. Однако UPR является плохим проводником тепла и не может быть отвержден равномерно внутри и снаружи с использованием метода термического отверждения. Кроме того, скорость отверждения этого метода низкая, а потребление энергии велико [13]. В отличие от метода термического отверждения, микроволны представляют собой волны электромагнитной энергии, обладающие сильной проникающей способностью. Следовательно, микроволны могут излучать весь реактивный материал и изменять термодинамическую функцию всей системы, чтобы достичь эффекта нагрева материала внутри и снаружи одновременно. Другими словами, материал равномерно нагревается под действием микроволнового излучения без эффекта гистерезиса нагревания [14,15]. Кроме того, микроволновое излучение может заставить молекулы материала двигаться, сталкиваться и тереться с высокой скоростью за короткий промежуток времени, тем самым нагревая материалы, быстро нагревая их из-за диэлектрических потерь, тем самым уменьшая энергию активации реакции и молекулярную связь. прочность, значительно ускоряя скорость реакции и сокращая период реакции [16,17,18]. Известно, что УПО содержит большое количество полярных групп, таких как -ОН и -СООН, которые наделяют УПО волнопоглощающей способностью. Поэтому технологии микроволнового отверждения UPR уделяется большое внимание.
А. Р. Рахмат и др. [19,20] сравнивали микроволновое и термическое отверждение UPR и ненасыщенных полиэфирных/арамидных композитов. Было обнаружено, что микроволновое отверждение происходит намного быстрее, чем термическое отверждение, а композит, отвержденный микроволновым излучением, имеет более высокую плотность сшивки и лучшие механические свойства. Фэн и др. [21] провели численное моделирование и экспериментальные исследования по микроволновому отверждению блоков искусственного мрамора УПР. Результаты показали, что блоки искусственного мрамора, затвердевшие в микроволновой печи, достигли лучших общих характеристик, чем блоки естественного затвердевания, с точки зрения твердости и прочности, что эффективно увеличило промышленное производство искусственного мрамора UPR. Адефеми и др. [22] изучали прочность на разрыв ненасыщенных полиэфирных композитов, армированных алюминием и сажей, отвержденных микроволновым и обычным термическим методами соответственно. Результаты показали, что прочность на растяжение композитов, отвержденных с помощью микроволнового излучения, была улучшена по сравнению с термическим методом.
В различных областях применения УПО дефекты качества продуктов в значительной степени связаны с процессом их отверждения [23,24]. Следовательно, будет очень полезно провести углубленное обсуждение и исследование влияющих факторов и характеристик отверждения микроволнового отверждения для UPR. Кроме того, карбонат кальция обычно используется в качестве важного наполнителя в композитных материалах на основе UPR. Например, доля CaCO 3 в покрытиях достигает 30–50 %, а доля CaCO 3 в искусственном камне достигает 80–90% [25,26,27,28]. Поэтому в этой статье сначала изучались характеристики микроволнового отверждения UPR, а затем были представлены частицы CaCO 3 для исследования влияния наполнителей CaCO 3 на процесс микроволнового отверждения композитов UPR, что позволило бы получить основные данные и теоретические руководство по микроволновому отверждению композитов UPR.
2.1. Материалы
показывают молекулярную структуру ненасыщенного полиэфира (НП), стирола и инициатора пероксида метилэтилкетона (МЭКП, C 8 H 18 O 6 ). UPR был приобретен у Shanghai Jiyi Chemical Co., Ltd., в котором UP и стирол составляли примерно 65% и 35% по массе соответственно. МЭКП был поставлен компанией Shanghai McLean Biochemical Technology Co., Ltd., Шанхай, Китай. Порошок карбоната кальция был менее 800 меш. В процессе отверждения силиконовый материал использовался в качестве формы контейнера для композитов UPR и UPR. Размер образцов 50×50×45 мм 3 . Генератором микроволн служила бытовая микроволновая печь (Midea, M1-230E, Фошань, Китай). Микроволновая частота микроволновой печи составляла 2450 МГц, а ее пятиступенчатая выходная мощность составляла 136 Вт, 264 Вт, 440 Вт, 616 Вт и 800 Вт соответственно.
Открыть в отдельном окне
Молекулярные структуры UPR, стирола и МЭКП.
2.2. Отверждение композитов UPR
2.
2.1. Подготовка образцаCaCO 3 порошок добавляли в UPR при перемешивании со скоростью 1500 об/мин в течение 10 мин. Далее добавляли 1,0 мас.% МЭКП, непрерывно перемешивая в течение 10 мин при 1000 об/мин и выдерживая 60 мин для удаления пузырьков воздуха. Были получены неотвержденные композиты UPR с массовой долей CaCO 3 0%, 10%, 30% и 50% соответственно. Композит UPR без CaCO 3 частиц был назван образцом UPR. Начальная температура образцов составляла 20 ± 2 °С.
2.2.2. Термическое отверждение
Композиты UPR, приготовленные на этапе (1), переносили в силиконовую форму и затем отверждали в печи при 90 °C в течение 120 мин. В то же время термометр использовался для контроля температурных данных в центре образца. После снижения температуры до комнатной (20 ± 2 °С) образцы были готовы к испытаниям.
2.2.3. Микроволновая сушка
Неотвержденные образцы помещали в микроволновую печь, и для исследования влияния мощности микроволн и времени микроволнового облучения на неотвержденные образцы композита UPR применяли однофакторный переменный метод. После обработки микроволнами температуру образцов непрерывно контролировали с помощью термометра.
Процесс отверждения UPR показан на . Нестабильный МЭКП сначала разлагался при нагревании или микроволновом излучении с выделением активных кислородных радикалов (реакция I), которые могли быстро воздействовать на С=С молекулярных цепей УП и молекул стирола. Затем C=C открывали для образования новых свободных радикалов с неспаренными изолированными электронами (реакция II и реакция III). В дальнейшем свободные радикалы мономеров УП и стирола быстро участвуют в реакции полимеризации сшивки и образуют трехмерную структуру. В реакции IV эти реакции могут представлять собой разветвление между стиролом и мономерами UP, гомополимеризацию стирольных мономеров, а также внутримолекулярное сшивание и внутримолекулярную циклизацию мономеров UP [23, 29].,30].
Открыть в отдельном окне
Схема отверждения UPR.
2.3. Характеристики
Температура поверхности образцов измерялась с помощью карманного тепловизора (FLUKE PTi120). Поперечное сечение наблюдали с помощью микроскопа (ZQ-601). Чтобы облегчить наблюдение за распределением пор внутри образцов, каждый из образцов перед наблюдением сначала окрашивали синим маркером. Прочность образцов на сжатие определяли на электронной универсальной испытательной машине (WDW-300, Китай). Скорость испытания составляла 5 мм/мин, и все образцы композитов UPR на прочность на сжатие были повторены шесть раз. Измерения с помощью дифференциальной сканирующей калориметрии (DSC, Q20, TA Instruments Company, США) были проведены для исследования характеристик отверждения образца UPR и сравнения его степени отверждения после термического отверждения и отверждения в микроволновой печи. Температура испытаний варьировалась от 40 °С до 300 °С при скорости нагрева 10 °С·мин -1 в атмосфере азота. Поток азота составлял 30 мл/мин. Степень отверждения (α) рассчитывали по уравнению (1) [20].
α=HT-HRHT×100%
(1)
где H T – полная теплота реакции (Дж/г), H R – остаточная теплота реакции (Дж/г).
Затвердевание UPR оценивали с помощью инфракрасной спектроскопии с преобразованием Фурье (FTIR, Nicolct IS 10, ThermoFisher, Waltham, MA, USA) в диапазоне волновых чисел 550–4000 см −1 . Размер шага сканирования и время сканирования составляли 2 см -1 и 32 раза соответственно. Пик поглощения около 1716 см -1 (вызванный валентными колебаниями карбонильной группы) использовали в качестве эталона для расчета степени конверсии UPR при двух методах отверждения. Скорость превращения UPR рассчитывали по уравнению (2).
αP=1-A981s/A1716sA981l/A1716l
(2)
где α P – коэффициент конверсии УПР, А981s — площадь пика поглощения отвержденного UPR при 981 см −1 , A1716s — площадь пика поглощения отвержденного UPR при 1716 см −1 , A981l — площадь пика поглощения жидкого УПО при 981 см -1 , а А1716л – площадь пика поглощения жидкого УПО при 1716 см -1 .
3.1.
Микроволновые характеристики отверждения UPRотображают влияние мощности микроволн и времени микроволнового облучения на температуру образцов UPR. Повышение мощности микроволн и увеличение времени облучения микроволнами могло привести к повышению температуры образцов УПО. При изменении мощности микроволн со 136 Вт до 800 Вт температура образцов внезапно и резко возрастала после облучения микроволнами в течение примерно 200 с, 100 с, 45 с, 35 с и 25 с соответственно. Это указывало на то, что в течение этого периода UPR вызывал реакцию радикальной сополимеризации, и система быстро выделяла большое количество тепла. Кроме того, можно сделать вывод, что самоускоряющаяся реакция разложения инициатора МЭКП происходила только тогда, когда температура образцов превышала 65 °C [31,32].
Открыть в отдельном окне
Влияние мощности СВЧ и времени СВЧ-облучения на температуру УПО.
Для дальнейшего анализа процесса отверждения УПО при СВЧ-обработке контролировали температуру образцов после СВЧ-облучения мощностью 800 Вт в течение 30 с, и температурные данные приведены в а. После микроволнового облучения в течение 30 с с увеличением времени выдержки температура образца быстро увеличивалась и достигала максимума 181 °С при 9мин. В это время реакция аддитивной полимеризации системы ускорилась, образовалась трехмерная сеть и возникло явление гелеобразования [33]. В дальнейшем температура демонстрировала примерно линейный тренд снижения, что свидетельствовало о том, что образец может вступить в стадию цепных реакций роста после 30 с микроволнового облучения. Кроме того, из тепловизионных фотографий видно, что температура поверхности образца была одинаковой на разных стадиях реакции (а-1–а-3). Он продемонстрировал, что микроволновое излучение может обеспечить равномерный нагрев образца УПО, что приводит к отверждению системы в целом. Напротив, из б видно, что температурная кривая образца при термостатической термообработке имеет три очевидных этапа. На первом этапе температура образца медленно увеличивалась за счет теплообмена. В конце концов, он вступил в стадию цепных реакций роста после нагревания в течение примерно 24 минут, что было намного медленнее, чем при микроволновом методе отверждения. На этой стадии скорость полимеризации увеличивается, а температура быстро растет. Через 30 мин система вступила в стадию обрыва цепи, и ее температура начала медленно падать. Выяснилось, что микроволновое отверждение может значительно сократить время отверждения UPR.
Открыть в отдельном окне
( a ) Температура образца УПО с увеличением времени выдержки после микроволнового облучения мощностью 800 Вт в течение 30 с. ( b ) Температура образца UPR с временем термоотверждения при 90 °C в течение 120 мин.
показаны результаты ДСК жидкого UPR и отвержденных образцов при микроволновом отверждении (800 Вт, 30 с) и термическом отверждении (90 °C, 120 мин) соответственно. Из этого видно, что кривая ДСК жидкого УПР показывает большой экзотермический пик после нагревания до 97 °C, а энтальпия поглощения жидкого УПО при отверждении составила 234,5 Дж/г. После микроволнового отверждения значение энтальпии образца уменьшилось до 13,62 Дж/г. Значение энтальпии поглощения образца, отвержденного термическим отверждением, составило 9,43 Дж/г. Как показано на , согласно уравнению (1), α двух отвержденных образцов были очень близки: 94,19% и 95,98% соответственно. Это показало, что эффект отверждения UPR при микроволновом отверждении мощностью 800 Вт в течение 30 с соответствовал эффекту термического отверждения при 90 ° C в течение 120 минут.
Открыть в отдельном окне
Кривые ДСК жидкого УПО и отвержденных образцов с микроволновым и термическим отверждением соответственно.
Таблица 1
Степень отверждения для отвержденных образцов UPR.
| Sample | H (J/g) | α (%) |
|---|---|---|
| Liquid UPR | 234. 50 | |
| Микроволновая сушка | 13,62 | 94,19 |
| Термическое отверждение | 9.43 | 95.98 |
Открыто в отдельном окне соответственно. На жидком образце УПО были обнаружены два очевидных характерных пика при 981 см -1 и 912 см -1 , которые были приписаны валентным колебаниям С=С в УПП и стироле соответственно [20]. После отверждения спектры двух образцов, отвержденных термическим и микроволновым отверждением, не показали очевидных различий. Это указывало на то, что структуры отвержденных продуктов, полученных этими двумя способами отверждения, были примерно одинаковыми. В частности, два пика поглощения C=C были сильно ослаблены. Кроме того, пик поглощения при 777 см -1 , связанный с неплоскими изгибными колебаниями C-H на бензольном кольце, также был ослаблен. В сочетании с механизмом отверждения UPR () можно сделать вывод, что почти все связи C=C в UP вступали в реакцию, а часть стирола испарялась во время процесса отверждения UPR. Скорости конверсии UPR (α P ), рассчитанные по уравнению (2), показаны на рис. Результаты показали, что скорость превращения C=C в UP при микроволновом отверждении была близка к скорости термического отверждения. Эти результаты объясняют эквивалентные лечебные эффекты двух методов, что согласуется с результатами ДСК.
Открыть в отдельном окне
FTIR-спектры жидких и отвержденных образцов UPR с термическим и микроволновым отверждением.
Таблица 2
Степень превращения C=C в UP при двух методах отверждения.
| Sample | 1716 cm −1 | 981 cm −1 | α P (%) |
|---|---|---|---|
| Liquid UPR | 2450 | 356 | / |
| Microwave curing | 2250 | 22 | 93. 27 |
| Thermal curing | 2143 | 24 | 92.29 |
Open in a separate window
3.2. Характеристики микроволнового отверждения композитов UPR с CaCO
3 показаны кривые нагревания композитов UPR с различным содержанием CaCO 3 после микроволнового облучения в течение 30 с. При мощности СВЧ менее 616 Вт СВЧ-облучения в течение 30 с было недостаточно для инициирования самоускоряющейся реакции разложения МЭКП (а). Кроме того, температура композитов UPR обычно повышается с CaCO 9 .0023 3 содержимое при той же мощности микроволн. Причина заключалась в том, что скорость микроволнового нагрева была связана с мощностью микроволн, поглощаемой материалом на единицу объема, плотностью и удельной теплоемкостью материала [34,35]. Плотность и удельная теплоемкость CaCO 3 выше, чем у UPR, поэтому можно сделать вывод, что CaCO 3 обладает более сильной волнопоглощающей способностью, чем UPR. Там образцы с более высоким содержанием CaCO 3 показали более высокие температуры при том же микроволновом облучении. b отображает температуру композитов UPR при различном времени выдержки после 30 с микроволнового облучения (800 Вт). С увеличением CaCO 3 образцы достигли максимальной температуры после выдержки в течение 9 мин, 9 мин, 8 мин и 5 мин соответственно. Можно сделать вывод, что добавление частиц CaCO 3 в УПО может сократить время, необходимое для вступления в стадии реакций роста и обрыва цепи, уменьшая время отверждения УПО. Однако более низкое соответствующее содержание UPR означает меньшее количество свободнорадикальных мономеров, доступных для реакции в композитах UPR. Таким образом, поскольку CaCO 3 увеличилось, общее количество реакций уменьшилось, что привело к уменьшению общего экзотермического эффекта и максимальной температуры композитов УПО.
Открыть в отдельном окне
( a ) Температура композитов УПО, содержащих CaCO 3 при различной мощности СВЧ в течение 30 с. ( b ) Температурные кривые композитов UPR после микроволнового облучения мощностью 800 Вт в течение 30 с.
Отвержденные композиты UPR, содержащие CaCO 3 частиц анализируются с помощью FTIR, и результаты показаны на рис. Как и в образце УПО, два пика поглощения, соответствующие С=С, в спектрах трех композитов УПО сильно ослаблены. Основываясь на уравнении (2), степень превращения C=C в UP достигала 92%. Это показало, что степень отверждения композитов UPR, содержащих CaCO 3 , близка к степени отверждения образца UPR. Присутствие частиц CaCO 3 не оказывало существенного влияния на отвержденные продукты УПО с использованием СВЧ-облучения.
Открыть в отдельном окне
Спектры ИК-Фурье-спектрометрии и скорость конверсии С=С композитов UPR в микроволновой печи мощностью 800 Вт в течение 30 с.
показывает поперечное сечение отвержденных композитов UPR при термическом (90 °C, 120 мин) и микроволновом (800 Вт, 30 с) отверждении. Как показано на рисунках a-1,b-1, при макроскопическом разрезе на образцах с 10–30% CaCO 3 не было видимых пор. Однако по микроскопической морфологии на образце с 10 % CaCO 9 были обнаружены поры (100–200 мкм).0023 3 (а-2). На образце с 30% CaCO 3 (b-2) было распределено несколько пор размером от 100 до 300 мкм. Как показано на c-1, вблизи поверхности образца было большое количество видимых пор. с 50% CaCO 3 . Также было обнаружено, что объем образца значительно увеличился в процессе отверждения, и на его поверхности было видно множество пор (c-1 (вставка)), размер которых в целом уменьшился сверху вниз (в-2).Исходя из этих результатов, видно, что температура образца с 50% CaCO 3 увеличивался быстрее всего (), но плотность образца также была самой большой, что могло задерживать большое количество газа (стирола, воздуха) в системе. Со временем образовалось большое количество дефектов, которые остались внутри образца, что привело к снижению прочностных свойств образца.
Открыть в отдельном окне
Поперечное сечение отвержденных композитов UPR при микроволновом отверждении ( a-1–c-2 ) и термическом отверждении ( d-1–f-2 ).
Как показано на d-1–f-1, на макроскопическом поперечном сечении термически отвержденных образцов не было видно явных пор. Однако при тех же условиях термического отверждения с увеличением содержания СаСО 3 внутри отвержденных образцов оставалось все больше и больше микропор (г-2–е-2). Размер пор также увеличился, и наибольший размер пор составил около 150 мкм в образце с 50% CaCO 3 . Установлено, что внутренние дефекты образцов, отвержденных при 90 °С в течение 120 мин, меньше, чем у образцов, обработанных СВЧ мощностью 800 Вт в течение 30 с. Эти результаты показали содержание CaCO 3 в композитах UPR и метод отверждения имеет большое влияние на их компактность.
показывает прочность на сжатие отвержденных композитов UPR при двух методах отверждения. После микроволнового отверждения (800 Вт, 30 с) прочность на сжатие образцов (10 %, 30 % и 50 % CaCO 3 ) составила около 66 МПа, 84 МПа и 18 МПа соответственно. По сравнению с прочностью на сжатие образцов, отвержденных с использованием традиционного метода термического отверждения (90 °С, 120 мин), видно, что средняя прочность на сжатие образцов, содержащих 10 % CaCO 3 были относительно близки при двух методах отверждения. При 30% CaCO 3 средняя прочность на сжатие образцов, отвержденных микроволновым излучением, была несколько выше, чем у образцов, отвержденных термически. Однако при 50% CaCO 3 средняя прочность на сжатие образцов, отвержденных в микроволновой печи, была намного ниже, чем у образцов, отвержденных термически (124 МПа), из-за наличия большего количества пор в структуре. Для дальнейшего анализа причин этого явления были отобраны образцы, содержащие 50 % CaCO 9 . 0023 3 были отверждены в микроволновой печи мощностью 616 Вт в течение 35 с. Средняя прочность на сжатие отвержденных образцов составила около 74 МПа, что выше, чем у образцов, отвержденных в микроволновой печи мощностью 800 Вт в течение 30 с (18 МПа). Следовательно, когда содержание CaCO 3 было высоким, прочность на сжатие образца можно было улучшить за счет соответствующего снижения мощности микроволн и увеличения времени обработки микроволнами, тем самым улучшая прочность на сжатие образца.
Открыть в отдельном окне
Прочность на сжатие отвержденных композитов UPR при двух методах отверждения.
В этой работе были изучены характеристики микроволнового отверждения UPR и его композитов, содержащих CaCO 3 . Основные выводы перечислены ниже:
(1) Реакция свободнорадикальной сополимеризации образца UPR произошла после 25-секундной обработки микроволнами мощностью 800 Вт, быстрее, чем метод термического отверждения при 90 °C (24 мин). При двух методах отверждения температура всех образцов UPR должна превышать 65 ° C, прежде чем они вступят в стадию цепных реакций роста. Кроме того, результаты ДСК и FTIR показали, что степень отверждения и продукты отверждения образца UPR, полученные с помощью 30-секундного воздействия микроволн (800 Вт), соответствовали полученным при 120-минутном термическом отверждении (90 °C), что указывает на то, что микроволновое облучение ускоряет скорость отверждения UPR без изменения его отвердевающего эффекта.
(2) Добавление частиц CaCO 3 может привести к более быстрому вступлению образцов в стадии реакций роста и обрыва цепи в процессе отверждения, что сократит время отверждения образцов без изменения продуктов отверждения УПО. Однако увеличение количества CaCO 3 может привести к увеличению количества остаточных деформаторов пор в композитах UPR, тем самым снижая их прочность на сжатие. Дефекты можно исправить, уменьшив мощность микроволн и увеличив время обработки микроволнами. Эти вышеприведенные результаты откроют новые возможности для микроволнового отверждения композитов UPR.
Это исследование финансировалось Фондом естественных наук Гуанси (AD22035163 и 2020GXNSFAA159114), Фондом академии наук Гуанси (2021YBJ705) и Фондом естественных наук Гуанси (AA18242009), которым мы выражаем благодарность.
Программное обеспечение, Ю.З.; валидация, YH, LM и WL; формальный анализ, Ю.Л.; написание – обзор и редактирование, QM; надзор, MX; администрация проекта, З.Х. Все авторы прочитали и согласились с опубликованной версией рукописи.
Неприменимо.
Неприменимо.
Данные, представленные в этом исследовании, доступны по запросу у соответствующего автора.
Авторы заявляют об отсутствии конфликта интересов.
Примечание издателя: MDPI сохраняет нейтралитет в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
1. Гао Ю., Чжан Х., Хуанг М., Лай Ф. Бетон с ненасыщенной полиэфирной смолой: обзор. Констр. Строить. Матер. 2019;228:116709. doi: 10.1016/j.conbuildmat.2019.116709. [CrossRef] [Google Scholar]
2. Давалло М., Пасдар Х., Мохсени М. Механические свойства ненасыщенной полиэфирной смолы. Междунар. Дж. ХимТех Рез. 2010;2:2113–2117. [Google Scholar]
3. Адеоду А.О., Аняче К.О., Олуволе О.О. Моделирование микроволнового отверждения композитных материалов на основе ненасыщенных полиэфиров как руководство производственного процесса. Междунар. Дж. Матер. науч. заявл. 2014; 1:1–6. doi: 10.11648/j.ijmsa.20150403.18. [CrossRef] [Google Scholar]
4. Penczek P., Czub P., Pielichowski J. Ненасыщенные полиэфирные смолы: химия и технология. Ссылка. Матер. науч. 2005; 184:1–95. doi: 10.1007/b136243. [CrossRef] [Google Scholar]
5. Джонс Ф.Р. Пластические материалы Брайдсона. Баттерворт-Хайнеманн; Оксфорд, Великобритания: 2017. Ненасыщенные полиэфирные смолы; стр. 743–772. [CrossRef] [Google Scholar]
6. Атавале А.А., Пандит Дж.А. Ненасыщенные полиэфирные смолы. Эльзевир; Амстердам, Нидерланды: 2019. Ненасыщенные полиэфирные смолы, смеси, взаимопроникающие полимерные сетки, композиты и нанокомпозиты: современное состояние и новые вызовы; стр. 1–42. [Перекрестная ссылка] [Академия Google]
7. Delahaye N., Marais S., Saiter J.M., Metayer M. Характеристика ненасыщенной полиэфирной смолы, отвержденной стиролом. Дж. Заявл. Полим. науч. 1998; 67: 695–703. doi: 10.1002/(SICI)1097-4628(19980124)67:43.0.CO;2-R. [CrossRef] [Google Scholar]
8. Stuck M., Krenz I., Schulze Kökelsum B., Boye S., Voit B., Lorenz R. Повышение температуры стеклования ненасыщенных полиэфирных реактопластов: обычные ненасыщенные полиэфирные смолы. Дж. Заявл. Полим. науч. 2021;138:49825. doi: 10.1002/прил.49825. [CrossRef] [Google Scholar]
9. Hong C., Wang X., Pan Z., Zhang Y. Термодинамика и кинетика отверждения ненасыщенной полиэфирной смолы с различной длиной цепи насыщенной алифатической бинарной карбоновой кислоты. Дж. Терм. Анальный. Калорим. 2015; 122:427–436. doi: 10.1007/s10973-015-4682-1. [CrossRef] [Google Scholar]
10. Cao X., Lee L. J. Контроль усадки и остаточного стирола ненасыщенных полиэфирных смол, отвержденных при низких температурах: I. Влияние отвердителей. Полимер. 2003;44:1893–1902. doi: 10.1016/S0032-3861(03)00014-4. [CrossRef] [Google Scholar]
11. Матуськова Е., Винкларек Дж., Хонзичек Дж. Влияние ускорителей на отверждение ненасыщенных полиэфирных смол: кинетическая модель отверждения при комнатной температуре. Инд.Инж. хим. Рез. 2021;60:14143–14153. doi: 10.1021/acs.iecr.1c02963. [CrossRef] [Google Scholar]
12. Козиол М., Градонь П. Влияние присутствия стекловолокна на процесс отверждения ненасыщенной полиэфирной смолы. Композиции Теория Практика. 2018;18:191–195. [Академия Google]
13. Ramis X., Salla J.M. Влияние содержания инициатора и температуры на отверждение ненасыщенной полиэфирной смолы. Дж. Полим. науч. Часть Б Полим. физ. 1999; 37: 751–768. doi: 10.1002/(SICI)1099-0488(199
)37:8<751::AID-POLB2>3. 0.CO;2-V. [CrossRef] [Google Scholar]
14. Фэн Х., Инь Ю., Тан Дж. Микроволновая сушка пищевых и сельскохозяйственных материалов: основы и моделирование тепломассопереноса. Фуд инж. 2012; 4:89–106. doi: 10.1007/s12393-012-9048-x. [Перекрестная ссылка] [Академия Google]
15. Салтиэль К., Датта А.К. Достижения в области теплопередачи. Эльзевир; Амстердам, Нидерланды: 1999. Тепломассоперенос в микроволновой обработке; стр. 1–94. [CrossRef] [Google Scholar]
16. Хаги А.К., Аманифард Н. Анализ тепломассопереноса при микроволновой сушке пищевых продуктов. Браз. Дж. Хим. англ. 2008; 25: 491–501. doi: 10.1590/S0104-66322008000300007. [CrossRef] [Google Scholar]
17. Юсофф Р., Аруа М.К., Несбитт А., Дэй Р.Дж. Отверждение полимерных композитов с использованием микроволнового трансферного формования смолы (RTM) J. Eng. науч. Технол. 2007; 2: 151–163. [Академия Google]
18. Уоллес М., Эттвуд Д., Дэй Р.Дж., Хитли Ф. Исследование микроволнового отверждения системы эпоксидной смолы PR500. Дж. Матер. науч. 2006; 41: 5862–5869. doi: 10.1007/s10853-006-0321-3. [CrossRef] [Google Scholar]
19. Рахмат А.Р., Дэй Р.Дж. Характеристики отверждения композита, армированного ненасыщенным полиэфиром/арамидом: микроволновая печь в сравнении с тепловой энергией. Дж. Текнол. 2003; 39: 83–96. doi: 10.11113/jt.v39.444. [CrossRef] [Google Scholar]
20. Рахмат А.Р., Хитли Ф., Дэй Р.Дж. Сравнение микроволнового и термического отверждения ненасыщенной полиэфирной смолы. Пласт. Резиновые композиты. 2003; 32: 257–264. дои: 10.1179/146580103225002740. [CrossRef] [Google Scholar]
21. Feng T., Ding H., Gao D., Zhang Z. Численное моделирование и эксперимент по отверждению блоков искусственного мрамора из ненасыщенной полиэфирной смолы под воздействием микроволнового излучения. IEEE транс. Плазменные науки. 2016;44:2485–2492. doi: 10.1109/TPS.2016.2603179. [CrossRef] [Google Scholar]
22. Адеоду А., Даниян И., Азиз Т., Омохимория С. Влияние микроволнового отверждения на свойства растяжения композитов с полимерной матрицей, армированных частицами. Доп. Матер. 2015; 4:1–8. doi: 10.11648/j.am.20150403.14. [Перекрестная ссылка] [Академия Google]
23. Ян Ю. С., Ли Л. Дж. Формирование микроструктуры при отверждении ненасыщенных полиэфирных смол. Полимер. 1988; 29: 1793–1800. doi: 10.1016/0032-3861(88)-X. [CrossRef] [Google Scholar]
24. Нурацци Н.М., Халина А., Сапуан С.М., Лайла А.Д., Рахмах М. Поведение ненасыщенной полиэфирной смолы при отверждении и межфазное напряжение сдвига волокна сахарной пальмы. Дж. Мех. англ. науч. 2017;11:2650. doi: 10.15282/jmes.11.2.2017.8.0242. [CrossRef] [Google Scholar]
25. Baskaran R., Sarojadevi M., Vijayakumar C.T. Механические и термические свойства нанокомпозитов ненасыщенный полиэфир/карбонат кальция. Дж. Рейнф. Пласт. Композиции 2011;30:1549–1556. doi: 10.1177/0731684411424630. [CrossRef] [Google Scholar]
26. Zhang Z., Zhu S. Микропоры в ненасыщенных полиэфирных смолах, содержащих поли(винилацетат) и композитах с карбонатом кальция и стеклянными волокнами. Полимер. 2000;41:3861–3870. doi: 10.1016/S0032-3861(99)00540-6. [CrossRef] [Google Scholar]
27. Джохари А.Н., Исхак М.Р., Леман З., Юсофф М., Асыраф М. Влияние CaCO 3 в пултрузионном композите стекловолокно/ненасыщенная полиэфирная смола на поведение ползучести при изгибе с использованием обычных и Методы принципа температурно-временной суперпозиции. Полимеры. 2020;65:792–800. doi: 10.14314/полимеры.2020.11.6. [CrossRef] [Google Scholar]
28. Wahono S., Irwan A., Syafri E., Asrofi M. Получение и определение характеристик нановолокон целлюлозы рами/CaCO 3 ненасыщенных полиэфирных смол. ARPN Дж. Инж. заявл. науч. 2018;13:746–751. [Google Scholar]
29. Актас А., Кришнан Л., Кандола Б., Бойд С.В., Шеной Р.А. Исследование моделирования отверждения системы ненасыщенной полиэфирной смолы для моделирования отверждения композитов, армированных волокном, в процессе вакуумной инфузии. Дж. Компос. Матер. 2015;49: 2529–2540. doi: 10.1177/0021998314549820. [CrossRef] [Google Scholar]
30. Лима М.С., Коста К.С., Коэльо Дж.Ф., Фонсека А.С., Серра А.С. Простая стратегия замены стирола мономерами на основе собрерола в ненасыщенных полиэфирных смолах. Зеленый хим. 2018;20:4880–4890. doi: 10.1039/C8GC01214H. [CrossRef] [Google Scholar]
31. Chi J., Wu S., Shu C. Анализ теплового взрыва пероксида метилэтилкетона с помощью неизотермических и изотермических калориметрических приложений. Дж. Азар. Матер. 2009 г.;171:1145–1149. doi: 10.1016/j.jhazmat.2009.06.125. [PubMed] [CrossRef] [Google Scholar]
32. Lin W., Wu S., Shiu G., Shieh S., Shu C. Расчет температуры самоускоряющегося разложения (SADT) пероксида метилэтилкетона с использованием адиабатического калориметр и модель. Дж. Терм. Анальный. Калорим. 2009; 95: 645–651. doi: 10.1007/s10973-008-9164-2. [CrossRef] [Google Scholar]
33. Вайгаонкар С., Бабу Б., Раджпут А. Исследования отверждения ненасыщенной полиэфирной смолы, используемой в изделиях из стеклопластика. Индийский Дж. Инж. Матер. науч. 2011;18:31–39. [Google Scholar]
34. He C.L., Ma S.J., Su X.J., Mo Q.H., Yang J.L. Сравнение характеристик микроволнового поглощения гематита, магнетита и пирита. Дж. Микроу. Силовой электромагнит. Энергия. 2015;49:131–146. doi: 10.1080/08327823.2015.11689903. [CrossRef] [Google Scholar]
35. He C.L., Ma S.J., Su X.J., Chen Y.Q., Liang Y.S. Калориметрическое исследование микроволнового поглощения некоторых твердых материалов. Дж. Микроу. Силовой электромагнит. Энергия. 2013; 47: 251–261. дои: 10.1080/08327823.2013.11689862. [PubMed] [CrossRef] [Google Scholar]
Материалы на основе ненасыщенной полиэфирной смолы | Продукция
Для обработки твердых поверхностей модульных бань до дорог.
Гелькоут и верхнее покрытие используются в качестве материалов для поверхностного покрытия модульных ванн и столешниц умывальников, поскольку они не только защищают поверхность изделий из FRP (пластика, армированного волокном), но и обеспечивают превосходную отделку.
Богатая линейка продуктов TOMATEC включает около 15 типов сопутствующих товаров, атмосферостойкость, водостойкость и химическая стойкость которых были улучшены с использованием запатентованной технологии. Наше предложение включает в себя продукты, подходящие не только для продуктов FRP, но и для широкого спектра применений, таких как гидроизоляция и мощение дорог, крыш и заводских полов.
Гелькоут используется в качестве материала для поверхностного покрытия, чтобы сделать поверхность плоской при литье изделий из стеклопластика. Гелькоут TOMATEC может похвастаться отличной водостойкостью, что делает продукты устойчивыми к поверхностному покраснению и образованию пузырей, отличной устойчивостью к атмосферным воздействиям, что делает продукты устойчивыми к пожелтению и обесцвечиванию, а также отличной устойчивостью к химическим веществам в дополнение к отличной эффективности работы. Эти характеристики делают их подходящими для широкого спектра продуктов, от сантехнических изделий, таких как модульные ванны и столешницы для умывальников, до изделий для наружного применения, таких как наружная отделка автомобилей и лопасти для ветрогенераторов.
•Основные области применения: Резервуары для воды, бассейны, модульные ванны, автомобильные детали, покрытия, ветряные мельницы, прогулочные катера, яхты и т. д.
Вернуться наверх
Верхний слой обычно используется в качестве отделочного материала при наружных гидроизоляционных работах. Верхнее покрытие TOMATEC похоже на гелькоут: оно обладает отличной водостойкостью, что делает продукты устойчивыми к поверхностному покраснению и образованию пузырей, отличной устойчивостью к атмосферным воздействиям, что делает продукты устойчивыми к пожелтению и обесцвечиванию, а также отличной устойчивостью к химическим веществам в дополнение к отличной эффективности работы и используется в гидроизоляционных работах не только для балконов и крыш стандартных домов, но и для широкого спектра конструкций, таких как крыши зданий, парковочные конструкции, бассейны и аквариумы.
•Основные области применения: гидроизоляция балконов и крыш, бассейнов, аквариумов, внутренних поверхностей лодок и кораблей и т. д. краска гибридизированная с быстросохнущими элементами и высокой атмосферостойкостью. Это ОТЛИЧНО. Слабый запах и первоклассный продукт для контроля больничных помещений.
Характеристики:
• Отвердители не требуются. Наносить ручным валиком или распылителем.
• Отлипает через час при температуре 10 ℃ после нанесения покрытия.
• Неопасный продукт. Запах уменьшен до 1/4 от смолы на основе
ММА.
• Высший класс против синдрома больного дома.
Соответствует классу эмиссии формальдегида «F четыре звезды»
(Японские промышленные стандарты)
• Применяется термобарьерность.
•Основное применение: Коридор, Фабрика, Автостоянка, Набережная, велосипедная дорожка и т.д.
•Подходящее основание: Асфальтобетон с плотной фракцией, Асфальтобетон с открытой фракцией, Бетон.
Вернуться к началу
Заводские полы и бетонные конструкции на различных очистных сооружениях нуждаются в жестком покрытии, так как они подвергаются воздействию чрезвычайно агрессивной среды. Антикоррозионное верхнее покрытие TOMATEC представляет собой материал для поверхностного покрытия, основным компонентом которого является виниловый эфир, который способствует защите и продлению срока службы даже в таких условиях. Благодаря своей превосходной термостойкости, долговечности и устойчивости к химическим веществам он используется в местах, требующих высококачественной антикоррозионной обработки, таких как очистные сооружения и строительные котлованы. Кроме того, у нас также есть люди и экологически чистые продукты, не содержащие стирола, которые предотвращают образование и распространение загрязнителей окружающей среды.
•Основные области применения: Антикоррозийные работы для различных очистных сооружений, таких как очистные сооружения
Вернуться к началу
Тонеры TOMATEC представляют собой нетоксичные красители для стеклопластика. Для цветов мы используем стандартные цвета краски, определенные Японской ассоциацией производителей красок, в качестве основы для смешивания цветов в соответствии с запросом клиента. Кроме того, шпаклевки TOMATEC для FRP изготавливаются из тщательно отобранных наполнителей для склеивания и заполнения. Наше предложение включает в себя множество марок для удовлетворения различных требований клиентов в отношении применения, производительности, условий использования и т. д. Общие характеристики этих продуктов, которые очень ценятся клиентами из самых разных областей, включают хорошую стабильность при хранении, стойкость к изменению цвета после окрашивания. , хорошая дисперсность и хорошая удобоукладываемость (шпаклевка легко наносится и легко растекается).
• Основные области применения (тонеры): изделия из стеклопластика без гелевого покрытия, такие как септиктенки, промежуточное покрытие для гидроизоляции, окраска ламинированного пластика и т. д.
• основные области применения (шпатлевки): приклеивание изделия из дерева, заполнение углов, выравнивание неровностей перед ламинированием и т.д.
Вернуться к началу
BMC представляет собой готовый к формованию наполненный и армированный материал из термореактивной смолы для изготовления кухонных столешниц и умывальников. TOMATEC BMC производится путем смешивания минерального наполнителя, стекловолокна и красителя с ненасыщенной полиэфирной смолой в смесителе. Он способствует созданию привлекательных продуктов не только благодаря своим дизайнерским возможностям, как искусственный мрамор, но и благодаря своей превосходной стабильности размеров и высокой экономической эффективности.
• Основные области применения: Кухонные столешницы, умывальники, раковины и т. д.
Вернуться к началу
Набор синтетической мраморной смолы – Polymer Products (PHIL.) INC. Интернет-магазин
Набор синтетической мраморной смолы – Polymer Products (PHIL.) INC. Онлайн магазинБесплатная доставка при покупке на сумму не менее 800 филиппинских песо в ОТДЕЛЬНЫХ РАЙОНАХ . Узнать больше .
0,00 ₱ Тележка
Бесплатная доставка при покупке на сумму не менее 800 филиппинских песо
в ВЫБРАННЫХ ОБЛАСТЯХ .
11 Joe Borris St. , Bagong Ilog, Pasig City
Тел.: +63917-552-7163 (Globe), +63918-916-7430 (Smart)
0,00 ₱ Тележка
Семинар Наборы смолы Уплотнитель пола Средство для снятия воска Комплект чистящих средств обезжириватель Средство для чистки ковров и обивки Чистящие средства для ванной Прачечная Средство для мытья полов Специальные чистящие средства Кристаллизатор воска-герметика Ламинирование Гофрированный лист Витражи Плоский лист Художественные проекты Обработка поверхности Растворители и промышленные химикаты Наполнители, наполнители, добавки Очистительные машины Подушечки для рук Вспомогательные материалы из полиэфирной смолы Химически стойкая смола Полиэфирная смола Напольные коврики Выпустить воск Наполнитель для тела Основные/сэндвич-материалы Эпоксидная смола Углеродное волокно литье Инструменты Клеи и клеи DIY проекты Красители Напольный коврик Стекловолокно Лодка из стеклопластика Инкапсуляция Изготовление фигурок Бытовые чистящие средства Дезинфицирующие и дезинфицирующие средства Строительные материалы Чистящие средства Комната отдыха Композиты Ламинирующая пленка Поверхностный огнестойкий EIFS (система внешней/внутренней отделки) Эпоксидная смола
Семинар Наборы смолы Уплотнитель пола Средство для снятия воска Комплект чистящих средств обезжириватель Средство для чистки ковров и обивки Чистящие средства для ванной Прачечная Средство для мытья полов Специальные чистящие средства Кристаллизатор воска-герметика Ламинирование Гофрированный лист Витражи Плоский лист Художественные проекты Обработка поверхности Растворители и промышленные химикаты Наполнители, наполнители, добавки Очистительные машины Подушечки для рук Вспомогательные материалы из полиэфирной смолы Химически стойкая смола Полиэфирная смола Напольные коврики Выпустить воск Наполнитель для тела Основные/сэндвич-материалы Эпоксидная смола Углеродное волокно литье Инструменты Клеи и клеи DIY проекты Красители Напольный коврик Стекловолокно Лодка из стеклопластика Инкапсуляция Изготовление фигурок Бытовые чистящие средства Дезинфицирующие и дезинфицирующие средства Строительные материалы Чистящие средства Комната отдыха Композиты Ламинирующая пленка Поверхностный огнестойкий EIFS (система внешней/внутренней отделки) Эпоксидная смола
11 Joe Borris St. , Bagong Ilog, Pasig City
Тел.: +63917-552-7163 (Globe), +63918-916-7430 (Smart)
1 582,00 ₱
КоличествоНабор синтетической мраморной смолы
- Описание
Набор смолы из искусственного мрамора или синтетического мрамора содержит следующие предметы в одном наборе:
- Полиэфирная смола R10-60 (1 литр)
- Зеленый тонер (100 г)
- Красный тонер (100 г)
- P10-6106 Специальная смесь полиэстера (4 литра)
- Глина для лепки (1 фунт)
- Воск для снятия формы Dura Wax (1 л)
- Импортный пероксид метилэтилкетона (120 мл)
Свяжитесь с нами
Наши номера телефонов
Телефон: +63 2 86719837
+63 2 86719838
+63 917 552 7163
7 3 9 1 +63 0003
Интернет-магазин
Электронная почта интернет-магазина: [email protected]
Электронная почта для общих запросов: [email protected]
11 Joe Borris St. ,
Bagong Ilog, Pasig City
Регистр
Адрес электронной почты *
На ваш адрес электронной почты будет отправлена ссылка для установки нового пароля.
Ваши личные данные будут использоваться для поддержки вашего опыта на этом веб-сайте, для управления доступом к вашей учетной записи и для других целей, описанных в нашей политике конфиденциальности.
ЛИТЬЕ: Литой полимер – Введение и материалы
Выдержка из 10-го издания Руководства по применению композитов компании Cook Composites and Polymers жилых, промышленных и медицинских помещений. Линейка продуктов из литого полимера вышла за рамки оригинальных рынков кухонь и ванных комнат. Примерами изделий из литого полимера являются столешницы, раковины, ванны, душевые поддоны, стеновые панели, столешницы, подоконники, напольные покрытия, барные раковины, внутренние и внешние фасады, перила и мебель, и этот список продолжает расти. Литьевые полимеры включают три отдельные линейки продуктов:
• Искусственный мрамор — поверхность, покрытая гелем, наполненная карбонатом кальция, обычно пигментированная и/или с прожилками, непрозрачная на вид.
• Искусственный оникс — поверхность с гелевым покрытием, наполненная тригидратом алюминия, обычно с прожилками на непигментированном фоне и полупрозрачная по внешнему виду, демонстрирующая глубину, как у натурального оникса.
• Культурный гранит — поверхность с гелевым покрытием, заполненная специально разработанным гранитным наполнителем для придания ей разноцветного пятнистого вида.
Неограниченное разнообразие цветов, косметических дизайнов и форм, которые могут быть изготовлены или изготовлены, обеспечивают изделиям из литого полимера явные преимущества по сравнению с их натуральными аналогами. Кроме того, натуральные продукты пористые (что может стать источником роста бактерий) и легко окрашиваются, в то время как изделия из литого полимера не пористые и устойчивы к пятнам.
МАТЕРИАЛЫ
A. Гелевое покрытие
Использование гелькоута требуется для литых полимерных изделий из искусственного мрамора, оникса и гранита. Функция гелькоута заключается в защите детали от окружающей среды, обеспечивая химическую стойкость , водостойкость и устойчивость к атмосферным воздействиям (устойчивость к ультрафиолетовому излучению). Гелькоут также отвечает за косметический вид поверхности и долговечность детали. Это поверхность с гелевым покрытием, которая видна и, следовательно, является критическим аспектом детали.
Как пигментированные, так и прозрачные гелькоуты могут использоваться для производства литых полимерных изделий, хотя прозрачные гелькоуты, как правило, более популярны.
Пигментированные гелькоуты в основном используются для производства искусственного мрамора. Прозрачные гелевые покрытия придают детали глубину и объем. Художественные цвета и рисунки, такие как прожилки и гранитный эффект матрицы, видны сквозь прозрачный гелькоут. Прозрачный гелькоут также используется для производства искусственного мрамора, на который наносятся прожилки. Для оникса требуется прозрачный гелькоут, чтобы подчеркнуть прозрачность и глубину прожилок, чтобы они больше напоминали натуральный оникс. Прозрачный гелькоут также требуется, чтобы показать разноцветный эффект гранитного наполнителя.
Искусственный гранит можно изготовить одним из двух способов:
1) Наполнитель с эффектом гранита смешивают со смолой и заливают поверх прозрачного гелькоута.
2) Гранитная крошка, специально разработанная для распыления, смешивается со специально разработанным прозрачным гелевым покрытием, а затем распыляется на форму. За ним заливается стандартная мраморная матрица.
Прозрачные гелькоуты, используемые в производстве литьевых полимеров, специально разработаны для литьевых полимеров. Ключевые отличия от прозрачных гелькоутов, разработанных для других отраслей промышленности, заключаются в более низком цвете и более медленной скорости отверждения. Прозрачные гелькоуты, используемые для распыления гранитной крошки, также имеют различную вязкость и характеристики распыления.
Чтобы соответствовать требованиям к продуктам для ванных комнат, как пигментированные, так и прозрачные гелькоуты должны быть основаны на полиэфирных смолах ISO/NPG. Пожалуйста, обратитесь к части четвертой «Открытое формование» для получения дополнительной информации о гелькоутах.
B. Смола
Литейная смола смешивается с наполнителями для получения матрицы. Матрица придает отлитой детали структурную целостность. Поставщики смол составляют литьевые смолы из нескольких компонентов, включая полимер, реактивный мономер, промоторы, ингибиторы и специальные добавки. Конкретные используемые компоненты и количества определяются конечным применением, производственным процессом, требуемым поведением при отверждении, физическими свойствами конечного использования, а также требованиями и условиями производственного предприятия. Условия завода могут диктовать, что время гелеобразования и/или вязкость смолы должны варьироваться в зависимости от сезонных изменений температуры.
Ненасыщенные полиэфирные полимеры являются основой литейных смол. Искусственный мрамор, оникс и гранитные смолы основаны на ортофталевых полиэфирах.
Мономер выполняет две функции в полиэфирной смоле. Во-первых, он вступает в реакцию и сшивается с участками ненасыщенности в полимере с образованием сшитого термореактивного материала. Во-вторых, он снижает вязкость полимера до рабочего уровня. Наиболее распространенным мономером, используемым в литьевых смолах, является стирол.
Промоторы, также называемые ускорителями, расщепляют пероксидные катализаторы, используемые для отверждения литьевых смол, на свободные радикалы. Эти свободные радикалы атакуют участки ненасыщенности в полимере, подготавливая их к реакции с мономером. Промоторы, используемые в литьевых смолах, определяют поведение при отверждении, а также оказывают существенное влияние на цвет готовой детали. Как правило, чем выше уровень продвижения, тем темнее цвет отвержденной смолы. В результате типы и количества промоторов, используемых в литьевых смолах, варьируются в зависимости от скорости производства и требований к цвету для каждого применения.
Ингибиторы обеспечивают стабильность при хранении литьевых смол, а также помогают контролировать рабочее время или время гелеобразования. Свободные радикалы, образующиеся в полиэфирной смоле во время хранения или после добавления пероксидного катализатора, преимущественно реагируют с ингибиторами. Только после того, как все ингибиторы израсходованы, начинается процесс сшивания или отверждения.
В дополнение к вышеуказанным материалам в рецептурах литьевых смол можно использовать ряд других добавок, которые влияют на свойства. К ним относятся технологические добавки, такие как воздухоотделители и смачивающие вещества. Также можно использовать добавки, влияющие на эксплуатационные характеристики продукта, такие как поглотители УФ-излучения и светостабилизаторы для защиты от атмосферных воздействий.
C. Наполнители
Наполнитель представляет собой самую большую часть литой полимерной композиции. Тип используемого наполнителя зависит от литого полимерного изделия.
1) Искусственный мрамор —
a) Карбонат кальция (CaCO3) — типичным наполнителем для мрамора является карбонат кальция (измельченный известняк). CaCO3 добывается и измельчается до мелких частиц; размер измеряется в единицах, называемых сеткой. Частицы наполнителя сортируются через сита с отверстиями разного размера. Размер ячейки определяется количеством отверстий на линейный дюйм, при этом более низкие числа указывают на крупный или крупный размер частиц, а более высокие числа указывают на мелкий или мелкий размер частиц. Наполнители CaCO3 поставляются в виде «всех крупных» или «всех мелких» частиц или в виде предварительно смешанных мешков с крупными и мелкими частицами.
b) Доломит. Как и CaCO3, доломит представляет собой добываемый минерал, смесь карбоната кальция и карбоната магния. Он поставляется так же, как CaCO3. Доломит более абразивен, чем CaCO3, и поэтому может требовать большего обслуживания оборудования.
c) Легкие наполнители. Использование легких наполнителей в литых полимерных изделиях неуклонно растет. Легкие наполнители представляют собой полые сферы из стекла (кремнезема) или пластика. Они занимают пространство или объем, но не добавляют веса, что эффективно уменьшает вес данной детали без изменения ее размеров. Легкие наполнители используются с CaCO3. Их можно купить отдельно или предварительно смешать с CaCO3 до известного смещения веса. Как правило, эти наполнители требуют более высокого процентного содержания смолы для смачивания и поддержания текучей вязкости. Кроме того, из-за своего изолирующего эффекта легкие наполнители вызывают увеличение экзотермы отвердевающей части.
2) Искусственный оникс
а) Тригидрат алюминия (АТН) — предпочтительный наполнитель для культивированного оникса, АТН является побочным продуктом переработки бокситов при производстве алюминия. Оникс марки ATH намного ярче белого, чем CaCO3, что устраняет необходимость использования фонового пигмента. Это полупрозрачный гранулированный наполнитель, который обеспечивает визуальный эффект, подобный натуральному ониксу, и обладает дополнительными свойствами, действуя как антипирен. При температуре 410°F ATH выделяет частицы воды, замедляя горение и уменьшая образование дыма.
b) Легкие наполнители — не рекомендуются, так как это снижает прозрачность.
3) Искусственный гранит Наполнители с эффектом гранита также приобретают все большую популярность. Поставщики наполнителей имеют специально разработанные цвета и распределение частиц по размерам, чтобы получить гранит с разноцветными крапинками и придать продукту косметический текстурированный вид. Цветные гранулы могут представлять собой минералы грубого помола или синтетически изготовленные из пигментированных смол. Потребность в смоле будет сильно различаться в зависимости от размера гранул и их распределения. Существует разница между наполнителем с эффектом гранита, смешанным с матрицей, и гранитным наполнителем, наносимым распылением, смешанным с гелькоутом и распыленным; поэтому при покупке этих наполнителей необходимо учитывать способ применения.
Первоначально недорогие наполнители, если они не выбраны и не проверены должным образом, могут стать очень дорогими. Например, если используется слишком много крупнозернистого наполнителя, который впоследствии оседает, на обратной стороне образуется область, насыщенная смолой, что может вызвать коробление. Если используется слишком много тонкодисперсного наполнителя, вязкость будет очень высокой, что приведет к захвату воздуха. Если наполнители содержат слишком много влаги или станут влажными, они повлияют на гель и отверждение.
D. Катализатор/инициатор
Катализатор – это компонент, необходимый для «затвердевания» смеси полиэфирной смолы в твердую массу. Технически катализатор вызывает реакцию, но не участвует в ней. В композитной промышленности правильным термином является инициатор, который запускает реакцию и поглощается реакцией. Существует три распространенных типа инициаторов комнатной температуры, используемых в литьевых полимерах:
1) Перекись метилэтилкетона (MEKP) — наиболее широко используемый инициатор, MEKP представляет собой прозрачную жидкость, которая легко смешивается со смолой. Это самый экономичный выбор, и он доступен с различной «крепостью», чтобы обеспечить различные характеристики отверждения. Рекомендуемый диапазон составляет от 0,5% до 3% уровня катализатора в зависимости от количества смолы.
2) Перекись 2,4-пентадиона (2,4-PDO) — Этот инициатор, также известный как перекись ацетилацетона (AAP), обеспечивает быстрое отверждение и высокий пик экзотермы. Хотя это и удлиняет время гелеобразования, твердость по Барколу нарастает быстро. Как правило, 2,4-PDO используется при более низких температурах. Он доступен отдельно или предварительно смешан с MEKP; однако наиболее популярны предварительные смеси. В предварительных смесях MEKP контролирует время гелеобразования, а 2,4-PDO обеспечивает более высокую скорость отверждения и более высокий пик экзотермы. Рекомендуемый диапазон составляет от одного до двух процентов уровня катализатора в зависимости от количества смолы. Перекись 2,4-PDO выше двух процентов может препятствовать излечению. Единственным недостатком этого инициатора является то, что с некоторыми смолами цвет отвержденной отливки может иметь желтоватый оттенок.
(3) Гидропероксид кумола (ГПК) — ГПК снижает пик экзотермы и удлиняет время гелеобразования и отверждения.