Iso 50 конус шпинделя: Хвостовики инструмента с конусностью 7:24
alexxlab | 10.06.2023 | 0 | Разное
Хвостовики инструмента с конусностью 7:24
Основное назначение инструментального конуса 7:24 – станки с ЧПУ оснащённые узлом для автоматической смены инструмента. Данный тип конуса лишён недостатков присущих конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка. Кроме того конус 7:24 обладает большей площадью осевого упора влияющего на точность установки, возможностью замены штревелей предназначенных для затягивания и фиксации в шпинделе специальным механизмом.
Размерность конусной части обозначается цифрой от 10-ти до 80-ти после наименования стандарта, которых существует несколько.
- ISO. Международный стандарт ISO 7388, созданный на основе немецкого DIN. Пример обозначения: ISO30.
- DV, SK. Немецкие стандарты DIN 2080, аналог отечественного ГОСТа 25827-93 исполнения 1, и DIN 69871 аналогичный ГОСТу 25827-93 исполнения 2. Примеры обозначения: SK50, DV40.
- BT. Японский стандарт MAS 43 BT.
 По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.
По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.
 По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.
По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.Национальные стандарты других стран, например американские ANSI B5.18 с обозначением конуса как NMTB и NST, ANSI B5.50 обозначающийся литерами CAT, CV, или французский NFE 62540 не получили у нас широкого распространения.
Отечественное станкостроение выпускает станки и оборудование с инструментальным конусом немецкого стандарта DIN (SK – Steil Kegel, «крутой конус») аналогичного ГОСТу 25827-93, в котором также отображен типоразмер «25827-93 исполнения 3» совместимый со станками изготовленными до 1994 года, в которых зажим осуществляется не цангой захватывающей штревель за головную часть, а вращающимся валом с резьбой выполняющим как зажим с остановкой после достижения необходимого усилия, так и разжим инструмента.
Типоразмеры конусов стандартов DIN 2080 и ГОСТ 25827-93 исполнения 1
Виду отсутствия пояска с канавкой предназначенного для захвата манипулятором инструментального магазина и отсутствия возможности установки штревеля для автоматического зажима, возможно применение на станках с ручной сменой инструмента и фиксированием длинным шомполом (штревелем) через внутреннее отверстие шпинделя.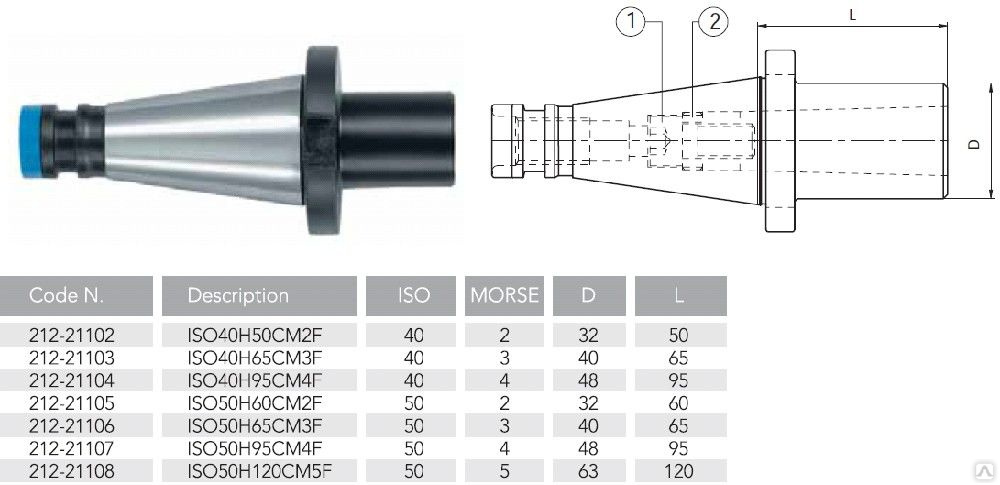
| N конуса | D | D1 | d1, H7 | d2, a10 | L h22 | l | l1 | a ±0,2 | l2, min | l3, min | l4, min | l5, min | M | h max | b h22 |
| 30 | 31,75 | 50,0 | 13,0 | 17,4 | 68,4 | 48,4 | 3,0 | 1,6 | 8,0 | 5,5 | 24,0 | 34,0 | М12 | 16,2 | 16,1 |
| 40 | 44,45 | 63,0 | 17,0 | 25,3 | 93,4 | 65,4 | 5,0 | 1,6 | 10,0 | 8,2 | 32,0 | 43,0 | М16 | 22,5 | 16,1 |
| 45 | 57,15 | 80,0 | 21,0 | 32,4 | 106,8 | 82,8 | 6,0 | 3,2 | 12,0 | 10,0 | 40,0 | 53,0 | М20 | 29,0 | 19,3 |
| 50 | 69,85 | 97,5 | 25,0 | 39,6 | 126,8 | 101,8 | 8,0 | 3,2 | 12,0 | 11,5 | 47,0 | 62,0 | М24 | 35,3 | 25,7 |
Типоразмеры конусов стандартов DIN 69871 и ГОСТ 25827-93 исполнения 2
Предназначены для применения на станках с автоматической сменой инструмента.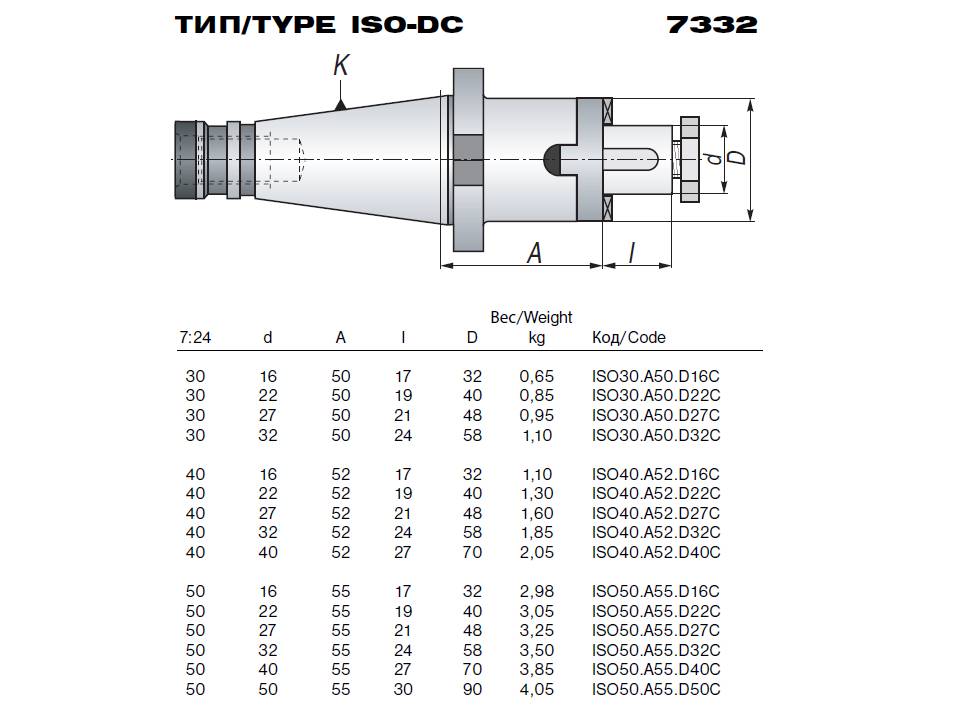 Основные размеры конических хвостовиков в зависимости от номера указаны в таблице.
Основные размеры конических хвостовиков в зависимости от номера указаны в таблице.
| N конуса | D | d1 | d2, max | d3, H7 | L -0,3 | l ±0,1 | l1, -0,1 | l2, min | l3, min | M | l4, -0,3 | h -0,4 | h1, -0,4 | b h22 | b1, -0,3 |
| 30 | 31,75 | 50,0 | 44,3 | 13,0 | 47,8 | 3,2 | 19,1 | 5,5 | 24,0 | М12 | 15,0 | 16,4 | 19,0 | 16,1 | 15,0 |
| 40 | 44,45 | 63,55 | 56,25 | 17,0 | 68,4 | 3,2 | 19,1 | 8,2 | 32,0 | М16 | 18,5 | 22,8 | 25,0 | 16,1 | 18,5 |
| 45 | 57,15 | 82,55 | 75,25 | 21,0 | 82,7 | 3,2 | 19,1 | 10,0 | 40,0 | М20 | 25,0 | 29,1 | 31,3 | 19,3 | 24,0 |
| 50 | 69,85 | 97,5 | 91,25 | 25,0 | 101,75 | 3,2 | 19,1 | 11,5 | 47,0 | М24 | 30,0 | 35,5 | 37,7 | 25,7 | 30,0 |
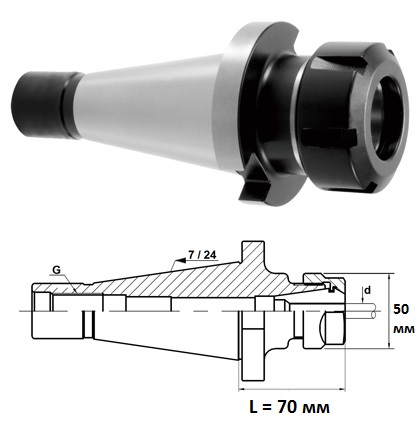
Типоразмеры конусов определяемых ГОСТом 25827-93 исполнения 3
Не имеющий зарубежных аналогов типоразмер, предназначенный для станков произведённых до 01.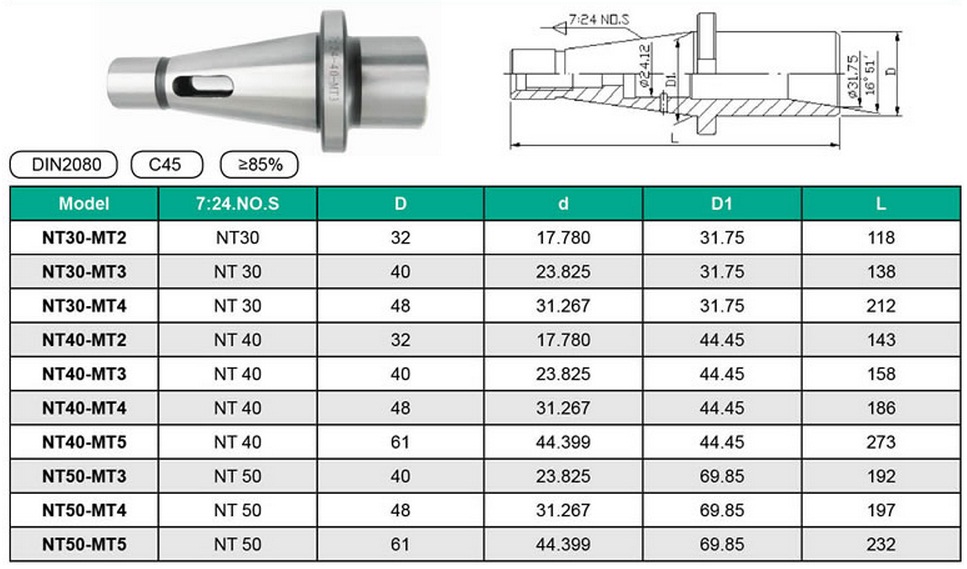 01.1994 года, в том числе оснащённых автоматическим зажимом и инструментальным магазином с манипулятором.
01.1994 года, в том числе оснащённых автоматическим зажимом и инструментальным магазином с манипулятором.
| N конуса | D | D1, ±0,15 | D2, -0,5 | d1, H7 | d2, a10 | M | L h22 | l | l1 | a ±0,1 | l2, ±0,1 | l3, +0,5 | l4, min | l5, min | h -0,3 | b h22 | b1, -0,3 |
| 30 | 31,75 | 50,0 | 46 | 13,0 | 17,4 | М12 | 68,4 | 48,4 | 3,0 | 1,6 | 8,0 | 5,5 | 24,0 | 34,0 | 16,2 | 16,1 | 15,5 |
| 40 | 44,45 | 63,0 | 58,0 | 17,0 | 25,3 | М16 | 93,4 | 65,4 | 5,0 | 1,6 | 10,0 | 8,2 | 32,0 | 43,0 | 22,5 | 16,1 | 18,5 |
| 45 | 57,15 | 80,0 | 74,0 | 21,0 | 32,4 | М20 | 106,8 | 82,8 | 6,0 | 3,2 | 12,0 | 10,0 | 40,0 | 53,0 | 29,0 | 19,3 | 24,0 |
| 50 | 69,85 | 100,0 | 94,0 | 25,0 | 39,6 | М24 | 126,8 | 101,8 | 8,0 | 3,2 | 12,0 | 11,5 | 47,0 | 62,0 | 35,3 | 25,7 | 30,0 |
Типоразмеры конусов стандарта MAS 403 BT
Не имеющие отечественных аналогов конусные хвостовики японского стандарта JIS B6339. Применяются преимущественно на станках и оборудовании произведённом в азиатском регионе.
Применяются преимущественно на станках и оборудовании произведённом в азиатском регионе.
| N конуса | D | d1, h8 | d2 | d3, H8 | M | L ±0,2 | l max | l1 | l2, +0,5 | l3, min | h, -0,2 | b, h22 |
| 30 | 31,75 | 46,0 | 38,0 | 13,0 | М12 | 48,4 | 2,0 | 20,0 | 7,0 | 24,0 | 16,3 | 16,1 |
| 40 | 44,45 | 63,0 | 53,0 | 17,0 | М16 | 65,4 | 2,0 | 25,0 | 9,0 | 30,0 | 22,6 | 16,1 |
| 45 | 57,15 | 85,0 | 73,0 | 21,0 | М20 | 82,8 | 3,0 | 30,0 | 11,0 | 38,0 | 29,1 | 19,3 |
| 50 | 69,85 | 100,0 | 85,0 | 25,0 | М24 | 101,8 | 3,0 | 35,0 | 13,0 | 45,0 | 35,4 | 25,7 |
6ДМ83Г Горизонтальные консольно-фрезерные станки модели
- 6ДМ83Г Горизонтальные консольно-фрезерные станки модели
- Производитель: Завод Фрезерных Станков
- Код товара: 6ДМ83Г
- Доступность: На складе
- Дополнительное оснащение: ЧПУ, УЦИ
- Аналог станков: 6Т83Г, 6М83, 6М83Г, 6Р83, 6Р83Г, 6Т83 FW450 MR, FU450MR, 6Р83Г
- Описание
6ДМ83Г Горизонтальные консольно-фрезерные станки модели
Наименование параметров |
6ДМ82Г |
6ДМ83Г |
Размеры рабочей поверхности стола, мм |
400 х 1 250 |
400 х 1 600 |
Наибольшее перемещение стола, мм – продольное – поперечное – вертикальное |
850 400 400 |
1000 400 400 |
Пределы подач стола, мм/мин (бесступенчатое регулирование) – продольной – поперечной – вертикальной |
10…. 10…..2800 10…..900 |
10…..2800 10…..2800 10…..900 |
Ускоренное перемещение стола, мм/мин – продольное – поперечное – вертикальное |
3 000 3 000 1 000 |
3 000 3 0001 000 |
Конус шпинделя |
ISO 50 |
ISO 50 |
Пределы частот вращения шпинделя, мин -1 |
16…..1 600 |
16…..1 600 |
Количество частот вращения шпинделя |
21 |
21 |
Габаритные размеры станка, мм |
2 280 х 2 110 х 1 700 |
2 280 х 2 110 х 1 700 |
Масса станка, кг |
3 250 |
3 300 |
Класс точности |
Н |
Н |
 .2800
.2800Комплектация
Поставляются по требованию заказчика за отдельную плату: |
6Д82Г. |
6Д82Г.100.110 Оправка /конус 7:24 №50/ (D27) с цапфой |
6Д82Г.100.120 Оправка /конус 7:24 №50/ (D32) с буксой |
6Д82Г.100.130 Оправка /конус 7:24 №50/ (D22) с цапфой |
6Д12.100.110 Оправка /конус 7:24 №50/ (D40) для торцовых фрез |
ДП 30 Ключ торцовый ДО 010.00-88 (для оправки 6Д12.100.110) |
6Д12.100.120 Оправка /конус 7:24 №50/ (D32) для торцовых фрез |
ДП 35 Ключ торцовый ДО 010.00-88 (для оправки 6Д12.100.120) |
6Д12.100.140 Оправка /конус 7:24 №50/ (D27) для торцовых фрез |
6Д82Г. |
6Д82Г.100.160 Втулка переходная /конус 7:24 №50/ (на конус Морзе №4) |
6Д82Г.100.170 Втулка переходная /конус 7:24 №50/ (на конус Морзе №3, №2) |
6Д12.100.160 Патрон цанговый (с комплектом цанг) /конус 7:24 №50/ |
7036-053 Универсальная делительная головка (УДГ-Д250) |
7204-0003 Стол поворотный круглый D250 ГОСТ 16936 |
7200-0220 Тиски станочные ГОСТ 16518 |
6Д82Г.14.000 Накладная долбежная головка |
 10.900 Серьга
10.900 Серьга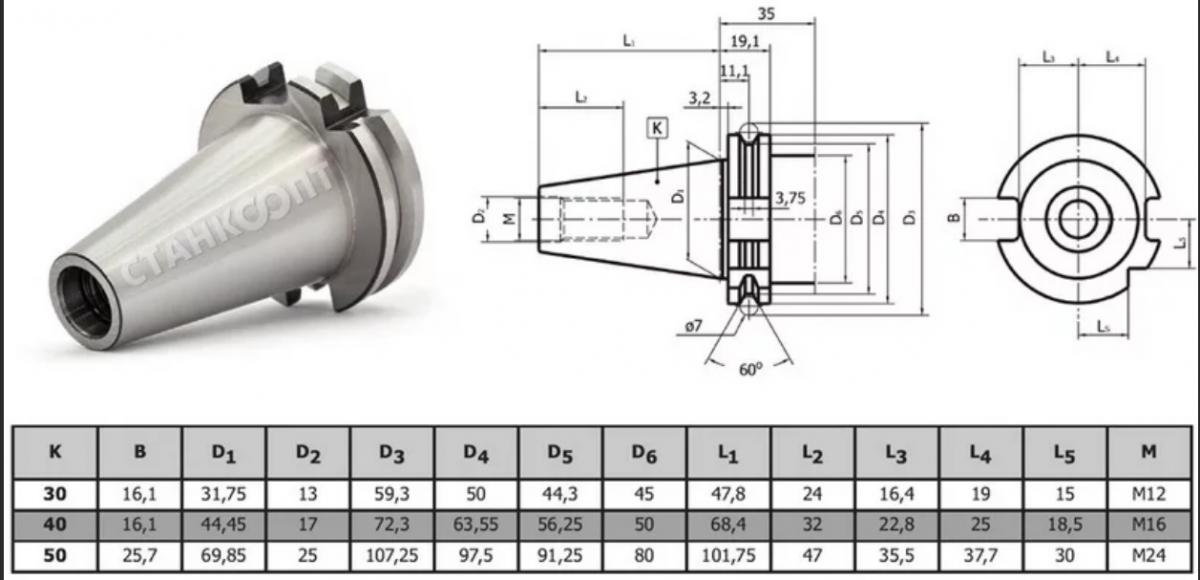 100.150 Втулка переходная /конус 7:24 №50/ (на конус Морзе №5)
100.150 Втулка переходная /конус 7:24 №50/ (на конус Морзе №5)держателей инструментов крутой конусной Din ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
- Продукты
- Держатели инструментов
- DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
Steep Steep Steep.
 конус DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)
конус DIN ISO 7388-1 SK30/SK40/SK50 (ранее DIN 69871)Традиционный интерфейс для фрезерных шпинделей DIN ISO 7388-1 (ранее 69871) отличается чрезвычайно прочной конструкцией. Область его применения варьируется от чистовой обработки до черновой обработки в тяжелых условиях. Резцедержатель втягивается в фрезерный шпиндель с помощью дополнительной натяжной шпильки. Центрирование происходит через конический контакт. Поэтому DIN ISO 7388-1 (ранее 69871) в первую очередь подходит для приложений со скоростью вращения шпинделя до 12 000 об/мин.
Технические характеристики DIN ISO 7388-1 (ранее DIN 69871)
крутой конус SK30
- Держатели инструментов. Конус с классом допуска AT3
- Угол конуса: 8° 17’50” +4”
- Вкл. отверстие для чипа данных Ø 10 мм
- Форма ADF: внутренняя подача СОЖ через центр (форма AD) и через манжету (форма AF)
| СК30 | Д1 | Д2 | D3 макс. | Д4 | Д5 | Д6 | Л1 | Л2 | Л3 | L4 мин. | Л5 | Т | Т1 | В1 | В2 | В3 |
| [мм] | 31,75 | 13 | 43 | 50 | – | 10 | 47,8 | 19,1 | 15,9 | 35 | 11,1 | М12 | 4,65 | 16,1 | 16,4 | 19 |
Крутой конус SK40
- Державки цементируемые 60 – 2 HRC
- Прочность на растяжение в сердцевине не менее 950 Н/мм2
- Конусность с качеством допуска AT3
- Угол конуса: 8° 17’50” +4”
- Вкл. отверстие для чипа данных Ø 10 мм
- Форма ADF: внутренняя подача СОЖ через центр (форма AD) и через манжету (форма AF)
| SK40 | Д1 | Д2 | D3 макс. | Д4 | Д5 | Д6 | Л1 | Л2 | Л3 | L4 мин. | Л5 | Т | Т1 | В1 | В2 | В3 |
| [мм] | 44,45 | 17 | 48 | 63,55 | 54 | 10 | 68,4 | 19,1 | 15,9 | 35 | 11,1 | М16 | 4,65 | 16,1 | 22,8 | 25 |
крутой конус SK50
- Держатели инструментов, закрепленные на 60-2 HRC
- Прочность на растяжение в ядре не менее 950 Н/мм2
- . ’50” +4”
- Вкл. отверстие для чипа данных Ø 10 мм
- Форма ADF: Подача охлаждающей жидкости внутрь через центр (форма AD) и через манжету (форма AF)
| SK50 | Д1 | Д2 | D3 макс. | Д4 | Д5 | Д6 | Л1 | Л2 | Л3 | L4 мин. | Л5 | Т | Т1 | В1 | В2 | В3 |
| [мм] | 69,85 | 25 | 78 | 97,5 | 84 | 10 | 101,75 | 19,1 | 15,9 | 35 | 11,1 | М24 | 4,65 | 25,7 | 35,5 | 37,7 |
Подача СОЖ DIN ISO 7388-1 (ранее DIN 69871)
Согласно DIN ISO 7388-1 (ранее DIN 69871), доступны 3 варианта внутренней подачи СОЖ:
- Форма A: нет внутренней подача СОЖ
- Форма AD: Центральная подача СОЖ через стопорную ручку.
 Требуется ретенционная ручка с центральным отверстием.
Требуется ретенционная ручка с центральным отверстием. - Форма AF: Боковая подача СОЖ через манжету. Требуется герметичная удерживающая ручка.
Зажимные устройства Haimer с конусом согласно DIN ISO 7388-1 (ранее DIN 69871) выполняются в форме AD/AF, если не указано иное.
Если не указано иное, держатели инструментов поставляются в форме AD. Отверстия на буртике для формы AF затем закрываются пластиковыми дюбелями и фиксируются стопорными винтами.
Для перехода на форму AF необходимо открыть отверстия на буртике, наполовину отвинтив стопорный винт. Извлечение винтов вместе с дюбелями с помощью плоскогубцев.
Отверстия также можно снова загерметизировать. Доступен комплект для переоборудования, состоящий из дюбелей и стопорных винтов.
Внимание: Каждый дюбель предназначен только для одноразового использования!
F.50 ISO 50 – Шпиндельные головки/моторизованный шпиндель – EUROMA – Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
ISO 50 Конические шпиндельные головки F. 50 CO – Комплект из трех радиально-упорных подшипников RC – Конический роликоподшипник F.50 для мотор-шпиндельных головок с конусом ISO 50. Выбор типа подшипника зависит от области применения: Для сверления и фрезерования = F.50.RC – пара регулируемых конических роликоподшипников. Для операций растачивания и развертывания = F.50.CO — комплект из трех прецизионных радиально-упорных подшипников с предварительным натягом. По запросу может поставляться ряд различных держателей инструментов, таких как ABS, HSK и т. д.
50 CO – Комплект из трех радиально-упорных подшипников RC – Конический роликоподшипник F.50 для мотор-шпиндельных головок с конусом ISO 50. Выбор типа подшипника зависит от области применения: Для сверления и фрезерования = F.50.RC – пара регулируемых конических роликоподшипников. Для операций растачивания и развертывания = F.50.CO — комплект из трех прецизионных радиально-упорных подшипников с предварительным натягом. По запросу может поставляться ряд различных держателей инструментов, таких как ABS, HSK и т. д.
ISO 50 Конус шпиндельных головок ISO 50 ШПИНДЕЛЬНАЯ ГОЛОВКА КОНИЧЕСКИЙ РОЛИК УГЛОВОЙ КОНТАКТ ISO 50 ШПИНДЕЛЬНАЯ ГОЛОВКА БЕЗ ПРИВОДА КОД СБОРКИ 10108102 AC C ESSORI ES УПРАВЛЕНИЕ ВРАЩЕНИЕМ ШПИНДЕЛЯ СОЖ ЧЕРЕЗ УСТРОЙСТВО Ø 44 Обратитесь в инженерное бюро 3/8″ NPT МНОГОШПИНДЕЛЬНАЯ ГОЛОВКА ФЛАНЕЦ ГИДРАВЛИЧЕСКИЙ ЗАМОК ДЕРЖАТЕЛЯ ИНСТРУМЕНТА ГИДРАВЛИЧЕСКИЙ ЗАМОК ДЕРЖАТЕЛЯ ИНСТРУМЕНТА С ХЛАДАГЕНТОМ ЧЕРЕЗ НАСТРОЙКУ ПРИВОДА С СОЖ через соединение Фильтрация 60 мм
Все каталоги и технические брошюры EUROMA
Каталог ISA
18 страниц
Каталог CMT
44 страницы
Каталог Drillmatic
52 страницы
ТА 220
1 стр.
EX28
1 Стр.
DX22
1 стр.
TX12
1 стр.
DXP10
1 стр.
F.CN42.160 – Блоки управления Н.З.
2 страницы
F.CN16.130 – Блоки управления Н.З.
2 страницы
F.55 ISO 50 — шпиндельные головки/моторизованный шпиндель
2 страницы
F.
 40 ISO 40 — шпиндельные головки/моторизованный шпиндель
40 ISO 40 — шпиндельные головки/моторизованный шпиндель2 страницы
S.USP.150 – Пневматические направляющие
2 страницы
S.TV.201 – ШВП
2 страницы
S.UTV.250 – ШВП
2 страницы
B.X — Крепление барабана и циферблат
1 страниц
B.AC85 — патрон с фланцевым креплением
1 страниц
T.HH.700 – Поворотные столы HIRTH
2 страницы
T.
 P.271 – Пневматические поворотные столы
P.271 – Пневматические поворотные столы2 страницы
V.TA13P.T – Угловые головки
2 страницы
V.HT160 — Револьверная головка устройства смены инструмента
2 страницы
G.TL200 – Ручной линейный стол
1 страниц
Z.M — Модульная конструкция
2 страницы
M.6.50 – Блоки врезки
2 страницы
F.MUP10.60 — метчики
1 стр.
F.
