Ит 1м технические характеристики: ИТ-1М – станок токарно-винторезный облегченный: технические характеристики
alexxlab | 01.11.1985 | 0 | Разное
Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Как своими руками сделать вакуумный стол для ЧПУ
Вакуумные столы очень дорогие, поэтому разумно сконструировать стол самостоятельно, под индивидуальный размер и потребности поэтапно у себя дома.
Вопрос-Ответ
Какой принцип работы станков с ЧПУ ?
Принцип работы станка с ЧПУ – система использования станочного оборудования с числовым программным управлением с целью высокоточной обработки деталей.
Вопрос-Ответ
Как создать управляющую программу для станка с ЧПУ
Создание управляющей программы для станка с ЧПУ – это ответственный процесс, так как на основании кода выпускаются партии изделий. Самостоятельное программирование возможно, но отнимает много времени и требует тщательного прочтения инструкции.
Самостоятельное программирование возможно, но отнимает много времени и требует тщательного прочтения инструкции.
Токарный
Технические характеристики токарного станка 16У04П, инструкция по эксплуатации
Токарный-винторезный станок повышенной точности16У04П. Назначение, область применения станка. Габаритные размеры рабочего пространства, схемы.
Лазерный
На что способны лазерные станки с ЧПУ по металлу
Лазерный станок с ЧПУ по металлу – это машина, которая в первую очередь предназначена для бесконтактной обработки металла. В чем же ее особенность?
Вопрос-Ответ
В чем особенность станков с ЧПУ для резки пенопласта
Читайте о станках для резки пенопласта, на которых изготавливаются фигурные элементы по новой технологии в режиме 2d и 3d с помощью компьютерной программы.
Токарный
Технические характеристики токарного станка ДИП 500, схемы
Один из самых распространенных токарных станков ДИП 500 продолжает оставаться востребованным в металлообрабатывающей области. Характеристики в статье.
Фрезерный
Создание фрезерного станка с ЧПУ по металлу своими руками
ЧПУ устройства – из числа сложных, но многим умельцам под силу самодельный фрезерный станок сделать собственноручно. Достаточно иметь подробное описание, комплектующие, необходимый инструмент.
Вопрос-Ответ
Шаговой двигатель для ЧПУ: как определиться с выбором?
Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное – заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Главное – заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Токарный
Технические параметры токарного станка 1К62
Выпускаемый тяжелой промышленностью, токарный станок модели 1К62 давно знаком специалистам по обработке металлов как надежный и простой в обращении агрегат.
Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Как в домашних условиях сделать ЧПУ станок на Arduino
Создать ЧПУ на Ардуино – сравнительно несложно. Но многие воспринимают это как вариант для пользователей-непрофессионалов, считая, что такой подход устроит лишь «чайников».
Вопрос-Ответ
Системы ЧПУ от компании Fanuc
ЧПУ Fanuc – высокоточное микроконтроллеры высочайшего качества. Благодаря универсальности к системам выпускаются токарные, сверлильные, презеционные и другие производственные станки, а также производственные работы и другое оборудование.
Токарный
Обзор станков с ЧПУ для резьбы по дереву: видео, принцип действия
Деревообрабатывающие станки с ЧПУ для резьбы по дереву – это популярный агрегат, с помощью которого можно получить материалы различных форм и размеров.
Фрезерный
Обзор фрезеров на 4-5 осей по металлу с ЧПУ
Среди многообразия фрезерного оборудования, у фрезера ЧПУ 4-5 осей по металлу – отличная репутация и высокая функциональность. Такие станки заслуживают внимания предприятий и частных лиц, приобретающих эту технику.
Такие станки заслуживают внимания предприятий и частных лиц, приобретающих эту технику.
Фрезерный
Рекомендации по выбору фрезерного станка с ЧПУ
Задача фрезерных станков – высокоточная обработка заготовок с любого материала. Какое же оборудование с ЧПУ выбрать для предприятия или домашней мастерской?
Токарный
Технические характеристики, принцип работы и схемы токарного станка 16К20
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
Сверлильный
Как работает сверлильный станок с ЧПУ по металлу?
Плюсы и минусы сверлильного станка с ЧПУ по металлу. Некоторые модели, их описание и характеристики.
Некоторые модели, их описание и характеристики.
Вопрос-Ответ
Релейная защита трансформаторов
Силовые масляные трансформаторы – самые дорогостоящие элементы оборудования распределительных подстанций. Подробности в статье.
Вопрос-Ответ
Характеристика и описание программы для управления ЧПУ станком Mach4
Mach4 программа для управления ЧПУ станками – программа, предназначенная для автономного контроля за станочным оборудованием с ЧПУ.
Вопрос-Ответ
Сборка направляющих и кареток для ЧПУ станка своими руками
Собирая станок с ЧПУ своими руками и определяясь с его комплектующими, важно правильно подобрать направляющие и каретки, которые по ним передвигаются.
Токарный станок 163: технические характеристики, паспорт, схемы
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.
Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
Назначение и область применения
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.

Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Описание паспорта и руководства на 163 (Тбилиси)
Паспорт на станок 163 (Тбилиси)
Завод изготовитель: Станкостроительный завод имени С.М.Кирова (Тбилиси)Год документации: —
Описание станка
Универсальный токарно-винторезный станок модели 163 (Тбилиси) предназначен для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (13 квт) дают возможность использовать его как скоростной с применением резцов из быстрорежущей стали и твердых сплавов. Использование механизма увеличения шага дает возможность увеличения подач: при оборотах шпинделя до 80 об/мин — в 16 раз, при оборотах шпинделя от 100 — 315 об/мин — в 4 раза.
Руководство по эксплуатации.
Содержание: Паспорт и руководство по эксплуатации 1. Назначение и область применения станка 2. Распаковка и транспортировка станка — Указания по распаковке и транспортировке — Схема транспортировки станка 3. Фундамент станка, монтаж, установка — Указания по установке станка — Установочный чертёж 4. Паспорт станка — Общие сведения, основные данные, характеристика узлов, дополнительные данные о станке — Общий вид станка — Спецификация органов управления станка — Габарит рабочего пространства. Посадочные и присоединительные базы станка. — Механика главного движения — Механика подач — Таблица нарезаемых резьб — Сведения о ремонте станка — Изменения в станке 5. Краткое описание конструкции и работы станка — Спецификация основных групп станка — Список шестерён станка, корригированных сдвигом инструмента — Кинематическая схема станка — Спецификация зубчатых и червячных колёс, червяков винтов и гаек — Описание кинематической схемы станка — Специфические особенности отдельных узлов — Схема расположения подшипников — Спецификация подшипников качения 6. Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности. 9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
Электрооборудование станка — Принципиальная электросхема — Условные обозначения на принципиальной электросхеме — Монтажная электросхема — Монтажная схема панели электрошкафа — Размещение электрооборудования на станке — Описание электросхемы станка — Указания по эксплуатации и обслуживанию электрооборудования станка — Спецификация электрооборудования 7. Смазка станка — Указания по обслуживанию смазочной системы станка — Схема смазки — Спецификация к схеме смазки 8. Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопасности. 9. Настройка и наладка станка и режимы работы 10. Регулирование станка и устранение нарушений в нормальной работе Приложение: 1. Акт приёмки 2. Ведомость комплектации станка 3. Материалы по запасным деталям
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Как заказать
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить информацию немедленно
В Советском Союзе наибольшее практическое применение заслужил . А токарно-винторезный станок 163 является предшествующей ему версией. Это оборудование предназначено для токарной обработки крупных и средних заготовок. Данная модель также пользовалась огромной популярностью, как в самом СССР, так и за его пределами. Ведь это неприхотливая машина, нуждающаяся в минимальном внимании со стороны человека.
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Модификации токарного винторезного станка
163 – первая модель серии, начало выпуска 1956 год.
1Д63А – станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси)
1М63 — следующее поколение серии, станок заменил модель 163
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год
1М63Ф101 – токарно-винторезный станок с УЦИ, начало серийного выпуска 1976 год
1М63Б, 1М63БГ, 1М63БФ101 – станки повышенной мощности
1М63Д, 1М63ДФ101 – станки выпускались станкостроительным заводом им. Кирова (г. Тбилиси)
Кирова (г. Тбилиси)
1М63М, 1М63МФ101, 16Р30 — станки повышенной мощности
1М63РФ3 — токарно-винторезный станок с ЧПУ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку — в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина — не менее 1300 мм, а диаметр стальных канатов — не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.

Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Токарный станок 16Б16КП: технические характеристики, схемы
Технические характеристики оборудования
Винторезная машина имеет широкий спектр техособенностей:
- мощность электрического мотора обеспечивает функционирование привода основного хода и достигает 7,5 кВт. А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
- предельная длина обтачиваемой заготовки – 1,46 метра, а предельные размеры изделия, закрепляемые в центрах машины, 1,5 метра;
- автоматическая коробка передач;
- нарезка резьбы проходит с помощью выбора работником шага, устанавливающимся им исходя из вида заготовки;
- максимальное сечение обтачиваемой над станиной заготовки не должно быть более 40 сантиметров, а над суппортом – 21 сантиметра;
- количество обращений шпиндельного устройства в прямом движении – от 25 до 2500 об.
 /мин., а в реверсивном – от 25 до 1250 оборотов в мин.;
/мин., а в реверсивном – от 25 до 1250 оборотов в мин.; - в прямом движении шпиндельное устройство обладает 21 степенью скорости, а в реверсивном – 18;
- привод машины – от 2-скоростного электромотора вместе с коробкой скоростей и переборкой, программирующей 12 степеней частот оборотов шпиндельного механизма в любом из 2 диапазонов;
- поперечные подачи варьируются от 0,025 до 1,4 мм, а продольные – от 0,05 до 2,8 мм на вращение;
- диапазон передвижения суппорта по винту составляет 75 сантиметров (вдоль) и 22 сантиметров (поперёк). Максимальный отрезок его передвижения по валику – 50 сантиметров;
- подшипники качения создают жесткую и высокоточную опору;
- направляющие кареток и пары качения винтов обладают импульсивной автосмазкой;
- привод подач обеспечивает бесступенчатую регулировку подач;
- загруз и выгрузка деталей осуществляется вручную.
Данные технические параметры дают возможность машине пользоваться популярностью даже через 50 лет с даты её выпуска. Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Габариты и вес машины
Винторезная машина имеет небольшие размеры и вес для станка с подобным функционалом:
- ширина – 1110 миллиметров;
- высота – 1505 миллиметров;
- длина – 2270 миллиметров;
- масса – 2 тонны.
Назначение и область применения
Станок 16б16кп предназначается для исполнения разных токарных работ в центрах, цангах или в 3 или 4-кулачковом патроне, для нарезки разной резьбы плашкой либо метчиком. Непохоже на большинство иных марок, подобная машина предназначается для более тщательного обтачивания, в связи с чем его не рекомендуется применять в черновую. Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
Сведения о производителе токарно-винторезного станка 16Б16кп
Производитель универсального токарного станка 16Б16кп — Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей — 8, числом оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В 1935 году завод первым в СССР изготовил резьбофрезерный станок модели 561, а с военного 1941 года приступает к выпуску целой гаммы резьбофрезерных полуавтоматов: 5А63, 5А64, 5М63, 5М64.
В годы войны завод освоил выпуск токарно-винторезного станка 1615
и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616
, в шестидесятых годах модели —
1В616 и 1А616
, а с начала семидесятых годов начался выпуск серии
16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616
станок токарно-винторезный универсальный, Ø 320 - 1А616к
станок токарно-винторезный с АКП, Ø 320 - 1А616П
станок токарно-винторезный повышенной точности, Ø 320 - 1Б811
станок токарно-затыловочный, Ø 250 - 1Е811
станок токарно-затыловочный, Ø 250 - 1П611
станок токарно-винторезный универсальный, Ø 250 - 16Б16
станок токарно-винторезный универсальный, 320 - 16Б16А
станок токарно-винторезный особо высокой точности, Ø 320 - 16Б16КА
станок токарно-винторезный особо высокой точности с АКП, Ø 320 - 16Б16П
станок токарно-винторезный повышенной точности, Ø 320 - 16Б16КП
станок токарно-винторезный повышенной точности с АКП, Ø 320 - 16Б16Ф3
станок токарный патронно-центровой с ЧПУ, Ø 320 - 16Б16Т1
станок токарный с ЧПУ, Ø 320 - 16Д16АФ1
станок токарно-винторезный особо высокой точности с УЦИ, Ø 320 - 561
станок резьбофрезерный, Ø 400 х 700 - 1615
станок токарно-винторезный универсальный, Ø 320 - 1616
станок токарно-винторезный универсальный, Ø 320 - 1716ПФ3
станок токарный с ЧПУ, Ø 320 - 5350А
станок шлицефрезерный полуавтомат, Ø 150 - Samat 400
станок токарно-винторезный повышенной точности, Ø 320 - Умелец
станок токарный настольный, Ø 175
Конструктивные узлы и механизмы станка
Машина имеет ряд основных узлов:
- Суппорт.

- Коробка подач.
- Коробка передач.
- Бабка задняя.
- Основная станина.
- Фартук.
Механизмы:
- защитные детали. Имеется механизм защиты работника и агрегатных узлов от стружки, образующейся при исполнении работ. Это существенно увеличивает степень безопасности и время службы машины;
- в винторезную машину внедрен механизм, отвечающий за изменение передач. Это значительно увеличило функциональную надежность винторезного станка;
- электрическое оборудование. Основными деталями электросистемы являются 4 асинхронных электромотора винторезной машины с различными мощностями. Почти все элементы расположены в особом шкафу;
- токарная машина имеет продольные отключающие упоры, защитное устройство от излишних нагрузок, механизм блокирования подач во всех направлениях.
Общий вид токарно-винторезного станка 16Б16КП
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Фото токарно-винторезного станка 16Б16кп
Расположение основных узлов токарно-винторезного станка 16Б16кп
Обозначение составных частей станка
| Поз | Наименование | 16Б16 16Б16П | 16Б16К 16Б16KП | 16Б16А | 16Б16КА |
| 1 | Коробка передач (гитара) | 16Б16П. 080 080 | 16Б16П.080 | 16Б16А.080 | 16Б16А.080 |
| 2 | Электрооборудование | 16Б16П.195 | 16Б16КП.195 | ||
| 3 | Бабка шпиндельная | 16Б16П.020 | 16Б16П.020 | 16Б16А.020 | 16Б16А.020 |
| 4 | Охлаждение | 16Б16П.251 | 16Б16П.251 | 16Б16П.251 | 16Б16П.251 |
| 5 | Резцедержатель | 16Б16П.048 | 16Б16П.048 | 16Б16П.048 | 16Б16П.048 |
| 6 | Суппорт | 16Б16П.045 | 16Б16П.045 | 16Б16П.045 | 16Б16П.045 |
| 7 | Каретка | 16Б16П.051 | 16Б16П.051 | 16Б16А.051 | 16Б16А.051 |
| 8 | Бабка задняя | 16Б16П.330 | 16Б16П.330 | 16Б16П.030 | 16Б16П.030 |
| 9 | Привод ускоренного хода | 16Б16П.159 | 16Б16П.159 | 16Б16П.159 | 16Б16П.159 |
| 10 | Тумба правая | 16Б16П. 017 017 | 16Б16П.017 | 16Б16П.017 | 16Б16П.017.01 |
| 11 | Фартук | 16Б16П.062 | 16Б16П.062 | 16Б16A.061 | 16Б16A.061 |
| 12 | Станина | 16Б16П.011 | 16Б16П.011 | 16Б16А.011 | 16Б16А.011 |
| 13 | Коробка подач | 16Б16П.070 | 16Б16П.070 | 16Б16А.070 | 16Б16А.070 |
| 14 | Коробка скоростей | 16Б16П.024 | АКП 109-6,3 | 16Б16П.024 | АКП 109-6,3 |
| 15 | Шкивы главного привода | 16Б16.162 | 16Б16.162 | 16Б16.162 | 16Б16.162 |
| — | Шкаф управления | ШОС 5906 | ШОС 5906 | ||
| — | Система смазки | 16Б16П.240.000 | 16Б16П.240.000-03 | 16Б16П.240.000 | 16Б16П.240.000 |
| — | Устройство разгрузки направляющих | 16Б16А.062 | 16Б16А.062 |
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Шпиндельная бабка
Узел запускается коробкой скоростей ременной передачей и приемочным шкивом 7 с уплотнением 4. Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Прочное фиксирование рукояточной оси, предотвращающей проворачивание, обеспечивает подпружиненный шарик, располагающийся на задней стенке корпуса станины машины в стакане. Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
- резьбу с повышенным шагом в 4 и 16 раз;
- правые и левые резьбы;
- многозаходные резьбы при работе с переборками 1:4 и 1:16 с количеством заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую — с количеством заходов 2, 3, 4, 6, 12.

Электрооборудование токарно-винторезного станка 16Б16КП
Схема электрическая принципиальная токарно-винторезного станка 16Б16кп
Электрическая схема токарного станка 16Б16кп
Схема расположения электрооборудования на станке предоставлена на рис. 16.
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей М1, М2, МЗ и М4.
Коробка скоростей главного привода станков 16B16, 16Б16П, 16Л20, 16Л20П и 16Г16 имеет две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Коробка скоростей станков 16Б16К, 16Б16КП, 1620К, 16Г16К, 16Л20КП имеет семь электромагнитных муфт, с помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя S 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя М1 главного привода.
Станок снабжен электрошкафом.
На ставке могут применяться следующие напряжения: силовая цепь — трехфазная, 50 или 60 Гц, 220, 380, 400, 415 или 440 В; цепь управления переменного тока — 110 В, постоянного тока — 24 В; цепь местного освещения — 24 В; цепь сигнализации — 29 В.
Задняя бабка
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2.
Станина станка
Монтируется на 1 тумбе. Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Кинематическая схема токарного станка модели 16Б16КП
Кинематическая схема токарного станка модели 16Б16кп
- А — АКС — автоматическая коробка скоростей АКП 109-6,3 для станков 16Б16К, 16Б16КП, 16Е16КП
- а — бабка шпиндельная
- б — резцедержатель
- в — суппорт
- г — бабка задняя
- д — фартук
- е — каретка
- ж — коробка скоростей для станков 16Б16, 16Б16П, 16Г16
* для частоты вращения шпинделя 16. .1600 об/мин
.1600 об/мин
** для частоты вращения шпинделя 25..2500 об/мин
Фартук
У фартука есть 4 пары сцепных муфт, дающих возможность производить прямое и реверсивное движение суппорта и салазки. Управление движением салазки и нижней частью суппорта производится ручкой, направление запуска которой соответствует направлению их движению. Пуск быстрых передвижений суппорта в 4 направлениях позволяет осуществить добавочное нажимание кнопки IB, которая расположена в ручке. При этом происходит запуск электрического мотора ускоренных ходов, который путём ременной передачи посылает движение ходовому валу.
Смазывание деталей узла делается внедренным в крышку поршневым насосом. В узле установлен блокиратор, предотвращающий совместный пуск подач маточной гайки и суппорта. В нём также установлено специальное защищающее устройство, предохраняющее от перегрузки и рассчитанный на наибольший показатель усилия отключения (6000 ± 500)H. При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
Расположение органов управления токарно-винторезным станком 16Б16КП
Расположение органов управления токарным станком 16Б16кп
Перечень органов управления токарно-винторезным станком 16Б16КП
- Табличка с поясняющими графическими символами
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- Кнопка аварийная
- Кнопка включения электродвигателя главного движения
- Рукоятка включения нормального или увеличенного шага
- Рукоятка изменения направления нарезки
- Табличка с поясняющими графическими символами
- Рукоятка включения переборов
- Указатель нагрузки
- Лампа сигнальная
- Рукоятка включения электрооборудования станка в сеть
- Рукоятка включения насоса охлаждения
- Рукоятка переключения скорости электродвигателя главного движения
- Рукоятка управления АКП — автоматической коробкой передач
- Рукоятка поперечной подачи суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт крепления каретки к станине
- Рукоятка подачи верхней части суппорта
- Кнопка включения электродвигателя ускоренных ходов каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Винт поперечного смещения задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт натяжения ремня электродвигателя ускоренного хода
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Гайка регулировки усилия отключения фартука по упору
- Рукоятка включения муфты перегрузочного механизма фартука
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Кнопка включения реечной шестерни
- Маховик ручного перемещения каретки
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка управления коробкой скоростей
- Винт натяжения ремня привода шпиндельной бабки
- Винт натяжения ремня электродвигателя главного движения
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.

- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.

- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Токарно винторезный станок ИТ-1М | REAA
ansor
Я люблю строить самолеты!
- #1
Продам абсолютно новый токарно-винторезный станок ИТ-1М в кунге (с кунгом вместе) со всем оборудование кунга как на фото (комплектация может немного отличаться). Центр на бабке и патрон (3-х или 4-х кулачковый)в наличии. Цена 150т.р. В наличии 4 станка.
Центр на бабке и патрон (3-х или 4-х кулачковый)в наличии. Цена 150т.р. В наличии 4 станка.
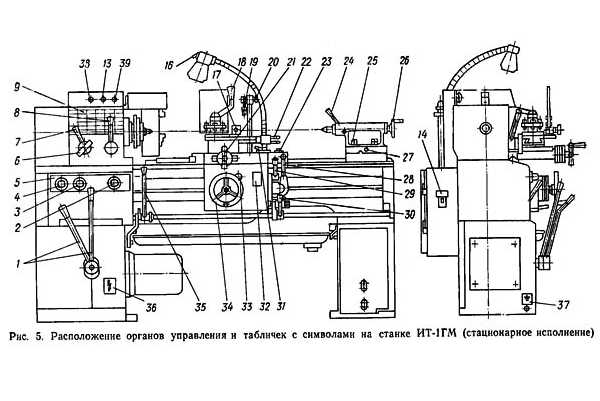
Технические характеристики:
Станки модели ит-1м предназначены для выполнения разнообразных токарных и винторезных работ в патроне, на планшайбе и в цетрах. На станке осуществляются обточка, расточка, торцовка, сверление и нарезание метрической, дюймовой, модульной и питчевой резьбы.
Класс точности по ГОСТ 8-82Е Н
Наибольший диаметр обрабатываемой заготовки, мм:
– над станиной 400
– над выемкой 550
– над суппортом 225
Наибольшая длина обрабатываемой заготовки (РМЦ), мм 1000, 1400
Наибольшая длина обработки в выемке, мм 300
Цетр в шпинделе по ГОСТ 13214-79 Морзе 5АТ8
Конец шпинделя по ГОСТ 12593-72 6К
Диаметр прутка, проходящего через отверстие в шпинделе, мм 36
высота резца, устанавливаемого в резцедержателе, мм 25
Количество скоростей шпинделя 12
Пределы частоты вращения шпинделя, мин-1 28… 1250
Количество продольных / поперечных подач 50 / 50
Пределы подач, мм/об:
– продольных 0,05. .. 6,0
.. 6,0
– поперечных 0,025… 3,0
Шаг нарезаемой резьбы:
– метрической, мм 0,25… 112
– модульной, модуль 0,25… 56
– дюймовой, ниток на один дюйм 56… 1
– питчевой, питч 56… 1
Габаритные размеры станка, мм:
– длина (соответствует РМЦ) 2165, 2585
– ширина 960
– высота 1500
Масса станка без принадлежностей и приспособлений (соответствует РМЦ), кг : 1140, 1330
IMG_1697.JPG
68,8 КБ Просмотры: 143
IMG_1696.JPG
35,5 КБ Просмотры: 134
IMG_1698.JPG
65,4 КБ Просмотры: 132
ansor
Я люблю строить самолеты!
- #2
Ещё
IMG_1699.
 JPG
JPG47,6 КБ Просмотры: 100
IMG_1700.JPG
61,9 КБ Просмотры: 93
IMG_1701.JPG
59,7 КБ Просмотры: 101
ansor
Я люблю строить самолеты!
- #3
Ещё
IMG_1702.JPG
57 КБ Просмотры: 100
IMG_1703.JPG
61,3 КБ Просмотры: 111
IMG_1704.
 JPG
JPG51 КБ Просмотры: 107
VeSiL
Я люблю строить самолеты!
- #4
Мощность мотора кВт, откуда везти?
ansor
Я люблю строить самолеты!
- #5
Тип мотора АО32/4, мощность 3кВт. Находится в Московской области.
Находится в Московской области.
fan444
Авиация это моя жизнь
- #6
Ну, сколько? Можно в личку.
ansor
Я люблю строить самолеты!
- #7
fan444, это Вы о чём? :-/
fan444
Авиация это моя жизнь
- #8
150 за один станок?
ansor
Я люблю строить самолеты!
- #9
Естественно за один. :IMHO
:IMHO
ansor
Я люблю строить самолеты!
- #10
Осталось 2 станка. :~)
ansor
Я люблю строить самолеты!
- #11
Изменение цены! 160т. р. в комплектации станок+кунг+фрезировочное приспособление+универсальная планшайба+трёхфазный синхронный генератор мощностью 12 или 15 кВт. При добавлении к комплектации, сверлильного+шлифовального+заточного станка, цена 180т.р.
р. в комплектации станок+кунг+фрезировочное приспособление+универсальная планшайба+трёхфазный синхронный генератор мощностью 12 или 15 кВт. При добавлении к комплектации, сверлильного+шлифовального+заточного станка, цена 180т.р.
AROMATIC
Летать? Летать не страшно, страшно не летать.
- #12
Еще в продаже?
ansor
Я люблю строить самолеты!
- #13
Те, что были, как говорится сплыли, но пришли ИТ-1М новые, состояние такое же как на фото, но комплектация другая.
Все вопросы в личку. :IMHO
ansor
Я люблю строить самолеты!
- #14
Есть ещё один станок ИТ-1М комплектный.
ansor
Я люблю строить самолеты!
- #15
Есть ещё два новых станка 1978 и 1989г. в. Комплектация: кунг со всем оборудованием, станок ИТ-1М с 4-х кулачковым патроном, сверлильный станок 2М112 или ВС-327(415), два люнета(подвижный и неподвижный), поводковый патрон, фрезеровальное приспособление, шлифовальное приспособление, синхронный генератор 15-16кВт. Цена в такой комплектации 170т.р. Вопрос уменьшения цены, за счёт уменьшения комплектации решаем.
в. Комплектация: кунг со всем оборудованием, станок ИТ-1М с 4-х кулачковым патроном, сверлильный станок 2М112 или ВС-327(415), два люнета(подвижный и неподвижный), поводковый патрон, фрезеровальное приспособление, шлифовальное приспособление, синхронный генератор 15-16кВт. Цена в такой комплектации 170т.р. Вопрос уменьшения цены, за счёт уменьшения комплектации решаем.
ansor
Я люблю строить самолеты!
- #16
Комплектные станки закончились. :~)
Cockpitter
Я строю кабину МиГ-29 и Су-27
- #17
Здравствуйте!
Как будут новые поступления – прошу зарезервировать один комплектик. Интересует комплектация как в посте #14.
Интересует комплектация как в посте #14.
С уважением,
ansor
Я люблю строить самолеты!
- #18
Cockpitter сказал(а):
Здравствуйте!
Как будут новые поступления – прошу зарезервировать один комплектик. Интересует комплектация как в посте #14.С уважением,
Нажмите, чтобы раскрыть…
Оставьте в личку № телефона. :question
Фрезерный станок 6Р12: технические характеристики, схемы, советы
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.
Гарантия и ремонт
Заводская гарантия на данное оборудование составляет 1 год. Сам агрегат должен подвергаться регулярному осмотру и диагностике, особенно при продолжительной и непрерывной работе. Наиболее часто встречающиеся поломки:
Сам агрегат должен подвергаться регулярному осмотру и диагностике, особенно при продолжительной и непрерывной работе. Наиболее часто встречающиеся поломки:
- засверления и заезды на поверхности стола;
- не включается станок;
- не работает индикатор сети;
- переборка шпиндельного узла;
- износ цанги;
- износ конуса шпинделя;
- сбит центр шпинделя;
- шпиндель не вращается или вращается с замедлением;
- резкое прерывание работы;
- разжатие цанги при работе.
При капитальном и восстановительном ремонте проводятся следующие работы:
- разборка станка с промывкой и протиркой всех деталей;
- замена подшипников в электродвигателях;
- замена приводных ремней;
- замена изношенных частей, шестерен, подшипников;
- смазка всех подвижных элементов конструкции;
- переборка насосов системы охлаждения.
После ремонта станок необходимо в обязательном порядке проверить на холостом ходу, проконтролировать шум, нагрев и точность обработки. При проверке работоспособности станка изготавливают тестовую деталь.
При проверке работоспособности станка изготавливают тестовую деталь.
Консольно-фрезерный станок 6Т12 относится к оборудованию, которое предназначено для работы с деталями из чугуна, стали, различных сплавов. Агрегат отличается надежностью и жесткостью, является продолжением аналогичных агрегатов серии Р.
Используется в условиях единичного и серийного производства для различных отраслей промышленности. Станок является унифицированным и способен работать в трех режимах: автоматическом, толчковом и ручном. Основное преимущество для промышленности – высокая производительность и долгий срок службы данного оборудования.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Технические характеристики
Расположение компонентов
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.

Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
6р12 Не работает подача стола.
Нажимая на кнопку, Вы, снимаете фиксацию и поворачиваете диск, вибирая необходимую подачу, после чего досылаете грибок до упора.
На одной оси с грибком посажен диск с отверстиями, в которые входят концы (в виде ступенчатых штифтов) зубчатых поршень-реек. Поворот грибка приводит во вращение диск и сообщает движение парам реек, связанных через посаженные на них вилки с блоками зубчатых колес. При плохой смазке, засорении, износе или деформации механизмов коробки переключения грибок не досылается.
При плохой смазке, засорении, износе или деформации механизмов коробки переключения грибок не досылается.
Грибок может досылаться, но отжиматься, если неисправен пружинно-шариковый фиксатор. Недовод грибка ведет к неполному зацеплению колес и неравномерному износу (по краям) или поломке зубьев, а также отключению рабочей подачи (кулачковая муфта не сцепляется по этой же причине). Иногда фрезеровщик прижимает грибок ногой, но конечно так работать нельзя.
Отладьте фиксацию: снимите грибок, ослабьте контрящий винт и отвинтите втулку, выпадут шарики и пружина. На грибке есть винт-фиксатор штока кнопки, тоже следует разобрать. Почистив, смажьте индустриальным маслом и соберите. Ввинчивают втулку до положения, в котором при нажиме на кнопку, шток фиксируется шариками (на штоке есть проточка), но не намертво, после чего втулка законтривается.
Разбирать всю коробку переключения подач без крайней необходимости не следует- довольно сложно.
Смазка поршень-реек, реечных колес, вилок коробки переключения происходит разбрызгиванием и затекающим маслом при работающей системе смазки коробки подач.
Крайние положения стола при продольной подаче ограничиваются упорами, нажимающими на рукоятку продольных перемещений. Упоры перемещаются по боковому пазу стола и ограничены винтами, предотвращающими их установку на расстоянии большем хода. Аналогично работают упоры поперечной и вертикальной подачи.
Концевые поперечной и вертикальной подачи стоят с левой стороны консоли под рукояткой включения данных подач (в нише между корпусом узла рукоятки и коробкой переключения подач). Основная рукоятка механически связана с дублирующей.
Примерно по центру салазок есть крышка, кажется пластиковая, сняв которую, увидите два конечных выключателя продольной подачи, на них через коромысло производится давление от центральной рукоятки включения продольной подачи или от боковой дублирующей.
Внутри коробки переключения подач тоже есть микрик (доступ к нему через окно в цилиндрическом корпусе). При досылании грибка диск давит на микрик и отключает рабочую подачу, чтобы зубчатые колеса вошли в зацепление без усилия, вращаясь по инерции.
Извиняйте, что много текста, проще Вам по паспорту разобраться, на сайте есть для моделей разных лет выпуска, правда принципиальных отличий я не заметил.
Изменено 8 сентября, 2015 пользователем Morygin
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12
Инструкция по эксплуатации вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Скачать бесплатно «Инструкция по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Обзор BMW 1M Coupe – цена, характеристики и время 0-60
Обзоры
- Главная
- BMW
- 1 Series
BMW 1M Coupe помог ввести турбонаддув в модельный ряд M Car. Обзор и видео здесь
BY: EVO TEAM
6 мая 2020
6 мая 2020
EVO Rating
Цена
от £ 40 000
- . Сейчас нет в продаже
BMW 1-series M Coupe или 1M Coupe, если вы не хотите использовать неуклюжее название для того, что находится в невероятно мощном автомобиле. Пробивной по своим характеристикам, стилю и цене. Запущенный в 2011 году с ценником в 40 000 фунтов стерлингов, он выглядел дорого для 1-й серии, но значительно уступал собственному BMW M3 и Porsche Cayman S, автомобилям, которым он серьезно бросил вызов ради откровенного удовольствия. То, что подержанные экземпляры продаются немногим меньше двух лет спустя, свидетельствует о том, насколько хорошо BMW оценивает рынок. А как хороша машина…
То, что подержанные экземпляры продаются немногим меньше двух лет спустя, свидетельствует о том, насколько хорошо BMW оценивает рынок. А как хороша машина…
Двигатель, производительность и время разгона до 60
BMW 1M был одним из первых автомобилей M, в которых использовался турбонаддув; это, возможно, раздражало пуристов, но его двигатель – пояс и большая часть его привлекательности. Задние колеса приводит в движение красивая гладкая шестиступенчатая механическая коробка передач с 3-литровым рядным шестицилиндровым двигателем мощностью 335 л.с. В 1495-килограммовом купе 1M он разгоняется до сотни за 4,8 секунды, а максимальная скорость ограничена электроникой на уровне 155 миль в час, хотя мы видели указанную скорость 170 миль в час на немецком автобане без ограничений.
Есть кнопка MDM, которая частично или полностью отключает системы стабилизации и контроля тяги, а кнопка M изменяет приемистость. В отличие от больших автомобилей M, эта кнопка не программируется; Положительным моментом является отсутствие технологической путаницы, когда вы просто хотите быстро заняться своим делом.
Больше отзывов
Подробные обзоры
- BMW M140i обзор
Отзывы
- Обзор AC Schnitzer ACS1 20229 – тюнингованный BMW M135AMGi 30006
- Обзор BMW 128ti 2021 года – у первого переднеприводного хот-хэтча BMW есть преимущество перед GTI?
- Birds Обзор BMW M140i – британский тюнер дорабатывает заднеприводный хот-хэтч BMW где его ближайшая вещь к преемнику, BMW M135i, получает электронную настройку.
Каково водить машину?
Странно, когда ручная коробка больше не является нормой в спортивном автомобиле. Переключение передач у BMW легкое, но все же есть ощущение, что внутренности сделаны из нейлона. Это прекрасно.
1M чувствует себя все время загруженным на ухабистых участках дороги, но на самом деле он борется только с большими сжатиями, когда ему не хватает хода подвески. Чего он не делает, так это валяется. Каждое действие с короткой колесной базой с дороги внизу или с прямым, мощным рулевым управлением вызывает немедленную реакцию, поэтому вы постоянно вовлечены.
 Небольшой сгусток возбудимой энергии, если использовать собачью аналогию, он похож на терьера.
Небольшой сгусток возбудимой энергии, если использовать собачью аналогию, он похож на терьера.Рядная шестерка с двойным турбонаддувом от 1M просто потрясающая. Он почти утилитарен в том, как он доставляет свой огромный удар, но ему все же удается иметь классическую ноту BMW — суровую, но аристократичную. Трудно поверить, насколько быстр 1M размером с пинту, пока вы не испытаете его, но временами это почти тревожит. Нет сомнений, что это в основном связано с обилием крутящего момента 1M на низких и средних оборотах, который правильно толкает это маленькое купе по дороге. Функция Overboost обеспечивает дополнительные 37 фунт-футов для коротких рывков, пиковый крутящий момент увеличивается до 369фунт-фут. Это серьезное ворчание, особенно для чего-то такого размера.
Короткая колесная база 1M и отсутствие крена означают, что он может чувствовать себя довольно резво на пределе, но с дросселем, установленным в режим Sport (единственный параметр, который вы можете изменить), у вас есть идеальный инструмент для удержания задних колес.
 крутитесь столько, сколько хотите – когда-то в сторону, кажется, что он стабилизируется, хотя с шин сбрасывается много протектора. Распределение веса «50/50» и дифференциал M позволяют получить чрезвычайно интересные моменты с выключенным контролем тяги, но вам нужно быть быстрым в своих реакциях.
крутитесь столько, сколько хотите – когда-то в сторону, кажется, что он стабилизируется, хотя с шин сбрасывается много протектора. Распределение веса «50/50» и дифференциал M позволяют получить чрезвычайно интересные моменты с выключенным контролем тяги, но вам нужно быть быстрым в своих реакциях.Наши основные замечания касаются слегка бесчувственного рулевого управления и тормозов, которые слишком легко выходят из строя при интенсивном использовании, особенно на трассе. Это было слабым местом автомобилей BMW M в течение многих лет, но, похоже, идет на поправку с моделями последнего поколения. Купите подержанный 1M, и это область, созревшая для обновления.
Соперники
На момент запуска BMW 1M Coupe обошел Porsche Cayman R, Nissan 370Z и Audi TT RS в групповом тесте, а в нашем конкурсе evo 2011 evo Car of the Year он показал впечатляющие результаты, разделив первое место подиум с McLaren 12C и Porsche 911 GT3 RS 4.0, в результате чего Cayman R (снова), а также Lamborghini Aventador, Ferrari FF, Jaguar XKR-S и его недавно выпущенный старший брат BMW M5.
 В то время как стоимость большого седана V8 резко падает на рынке подержанных автомобилей, талант 1M отражается на инвестиционном потенциале проданных автомобилей.
В то время как стоимость большого седана V8 резко падает на рынке подержанных автомобилей, талант 1M отражается на инвестиционном потенциале проданных автомобилей.Что еще мне нужно знать?
Возможно, самой сложной альтернативой покупке 1M в настоящее время является автомобиль, который фактически заменил его, BMW M135i. Хотя хот-хэтч и блестящий, он не является прямой заменой; это не полноценная М-машина, у нее нет нормального дифференциала, и это не купе. Ему также будет сложно сохранить свою стоимость, тем более что, в отличие от 1M, он не ограничен 450 единицами в Великобритании. Нет, если вы хотите увидеть, на что похож «следующий 1М», лучше всего подойдет версия M2 грядущего купе 2-й серии…
Цена и дата выпуска
BMW 1M продан за 40 000 фунтов стерлингов, но в настоящее время снят с производства.
Specifications
Engine In-line 6-cyl 2979cc, twin turbo Max power 335bhp @ 5900rpm Max torque 369lb ft @1500-4500rpm 0–60 4,8 с (заявлено) Максимальная скорость 155 миль в час (ограничено) Полные технические характеристики BMW 1M
РЕКЛАМА
Для тех из вас, кто увлекается техникой, вот технические характеристики нового 1M.
 По словам Мэтта Рассела, бренд-менеджера М NA, он разделяет колею M3, спереди и сзади с точностью до миллиметра. Следует отметить, что колесная база на четыре дюйма короче, чем у 1M, по сравнению с M3.
По словам Мэтта Рассела, бренд-менеджера М NA, он разделяет колею M3, спереди и сзади с точностью до миллиметра. Следует отметить, что колесная база на четыре дюйма короче, чем у 1M, по сравнению с M3.А для тех из вас, кто пропустил наш всесторонний тест-драйв 1M, вот некоторые наши мысли с трассы:
«1M на трассе вызывает привыкание. Это сочетание отличного звука, отличного шасси и идеально подобранной силовой установки. Его более короткая колесная база делает его намного более маневренным, чем более крупные автомобили, и весь этот крутящий момент, доступный почти на холостом ходу, сделает 1M убийцей на любой трассе с избытком медленных поворотов. Эта штука ужасно быстрая, она просто сильно выкапывает из углов. Широко откройте дроссельную заслонку, и вы получите дополнительный крутящий момент от функции форсирования примерно на пять секунд, чего достаточно, чтобы с головой погрузиться в следующий поворот.
Но все дело в том, насколько легко управлять этой машиной.
 Он прощающий, уверенный в себе, исключительно быстрый, с великолепным набором тормозов и отличным рулевым управлением и чувством руля. Если вы когда-нибудь собираетесь участвовать в трек-днях (особенно если вы любите трек-дни), этот автомобиль должен быть в верхней части шорт-листа».
Он прощающий, уверенный в себе, исключительно быстрый, с великолепным набором тормозов и отличным рулевым управлением и чувством руля. Если вы когда-нибудь собираетесь участвовать в трек-днях (особенно если вы любите трек-дни), этот автомобиль должен быть в верхней части шорт-листа».Если вы все еще не уверены, что это настоящий автомобиль М, взгляните на технические характеристики ниже.
Шасси и подвеска Codification of Reference Gearbox – K Gear Ratios I – 4.11 II – 2.315 III – 1.542 IV – 1.  179
179V – 1 VI – 0.846 VII – – Reverse Ratio – 3.727 Final Drive Ratio – 3.154 Тип рулевого управления/передаточное отношение – Реечная шестерня/12,5 Передние тормоза/диаметр – / мм / дюйм Вентиляцион. Диск / 360 / 14,2 Задние тормоза / диаметр – / мм / дюйм Вентиляционн. Disc / 350 / 13.8 Tire Type, Front – 245/35 ZR19 93Y Tire Type, Rear – 265/35 ZR19 98Y Tire Type , Фронт ш.  Спортивный пакет
Спортивный пакет– нет Тип шин, задние с. Спортивный пакет – na Wheels, Front – 9.0J x 19 Light alloy Wheels, Rear – 10.0J x 19 Light alloy Wheels, Front w . Спортивный пакет – нет Колеса, задние с. Пакет Sport – н/д Performance Максимальная скорость км/ч / миль/ч 250/155 Максимальная скорость с. Sport Package km/h / mph na Acceleration, 0-60 mph s 4.7 Acceleration, 0-100 Km/h s 4.  9
9Экономия топлива, оценка EPA – город миль на галлон 19 Fuel Economy, EPA Estimate – Highway mpg 26 Fuel Economy, EPA Estimate – Combined mpg 21 Approximate Range km / miles 475 / 300 Engine N54B30T0 Type / Cylinders / Valves per Cylinder Inline / 6 / 4 VANOS Engine Management System BMW MS D81 Direct Injection Induction System Twin turbo w/ overboost Boost Pressure / Overboost bar 0. 8/1.0Displacement cm³ / inch³ 2979 / 181.8 Stroke mm / inch 89.6 / 3.53 Bore mm / inch 84 / 3.31 Power SAE hp / rpm 335 / 5800 Torque *Overboost ft lbs / rpm 332 – 370* / 1500 Compression Ratio / Fuel type 10.2 / Premium Body Preliminary Компания дверей / вместимость сидения -0,5 Длина автомобиля мм / дюйм 4373 / 172,2 . Высота автомобиля. Без нагрузки мм/дюйм 1420/55,9 Колесная база мм/дюйм 2660/104,7 27 70099 M / FT 115 / 37,7 Трек, спереди мм / дюйм 1541 / 60,7 , задняя часть мм / дюйм. Плековой клетчаток, спередимм / дюйм 1372 / 54,0 Ширина на плече, задний мм / дюйм 1357 / 53.4 .8 mm / inch 1053 / 41.5 Effective Leg Room, Rear mm / inch 816 / 32.1 Effective Head Room, Front mm / inch 962 / 37.9 Эффективная головная комната, задняя мм / дюйм 943 / 37,1 Объем туловища ACC SAE1100 FT³ 10 FULATIOP 999999.0098 53 / 14 Curb Weight kg / lbs 1495 / 3296 Weight Distribution Front/Rear % 51.7 / 48.3 Gross Vehicle Weight Rating (GVWR) kg / lbs 1930 / 4255 Payload kg / lbs 360 / 794 Axle Load Limit, front kg / lbs 940 / 2072 Предельная нагрузка на ось, задняя кг / фунты 1030 / 2271 2016 BMW M2 Vs.
1M CoupeПрошло около трех лет с тех пор, как BMW->ke178 прекратил выпуск 1-й серии M Coupe, высокопроизводительного автомобиля, который многие называют самым захватывающим продуктом, выпущенным брендом со времен оригинального E30 M3, и Мюнхен, наконец, выпустил преемника компактное купе.->ke141 Он называется M2 и вызвал много шума среди пуристов BMW.
Есть много причин, чтобы восхищаться M2.->ke3901 Он не только легче и доступнее, чем M4,->ke4183, но и более компактен, что должно сделать вождение на треке намного более увлекательным. По сути, это все, что было у 1M Coupe, и еще кое-что. Короче говоря, это современное воплощение оригинального E30 M3 — -> ke2366, автомобиля, который считается лучшим дорожным автомобилем M, когда-либо созданным BMW.
Но чем M2 отличается от своего трехлетнего предшественника? Есть ли у него то, что нужно, чтобы заставить нас забыть о 1M Coupe? На первый взгляд, M2 и быстрее, и мощнее, но спортивный автомобиль — это нечто большее, чем просто количество лошадиных сил и время прохождения круга.
Купе 1M уже является иконой для энтузиастов BMW, потому что в Мюнхене их было построено очень мало. Ухоженные экземпляры стоят так же дорого, как производительный Bimmer 2016 модельного года.У M2 есть большая пара ботинок, не говоря уже о том, что BMW зашла так далеко, что продвигала его как духовного преемника E30 M3 и Turbo 2002 года. Вот это смелое заявление. Поскольку M4 получил много критики за то, что он слишком большой и тяжелый, M2 должен сделать шаг вперед и занять место, где 1M Coupe был самым легким и проворным современным автомобилем M. Это большое давление как для BMW, так и для M2.
Конечно, этот спор разрешит испытание в реальных условиях, но вряд ли это произойдет до 2016 года, когда M2 должен появиться в автосалонах. Тем не менее, теперь, когда новое купе открыто, пришло время поближе взглянуть на M2 и 1M, чтобы выяснить, какой из них выглядит лучше на бумаге.
Продолжайте читать всю историю.
Технические характеристики
- Модель: bmw-m2-vs-1m-coupe
Технические характеристики
- Модель: 2017 BMW M2 Vs. 1M Coupe
- Двигатель/двигатель: рядный-4
- Мощность: 138
- Трансмиссия: шестиступенчатая механическая
Технические характеристики
- Модель: 2016 BMW M2 Vs. 1M Coupe
- Двигатель/двигатель: V8
- Мощность: 740
- Крутящий момент: 719
Внешний вид
Когда в 2013 году компания BMW решила переименовать купе 3-й серии/M3 в 4-ю серию/M4, она также постановила, что купе 1-й серии должно продолжаться как 2-я серия. Таким образом, хотя M2 и 1M Coupe имеют разные названия, они примерно одинакового размера и, в некоторой степени, все еще имеют несколько общих компонентов. Однако, как и многие изменения в дизайне, M2 немного короче, чем купе 1M. В частности, он на 4,2 дюйма длиннее и на два дюйма шире, а его колесная база на дюйм длиннее.
В то же время M2 примерно такой же ширины, как M4, что придает ему более агрессивный вид. С другой стороны, 1M Coupe больше похож на оригинальный E30 M3 из-за его более компактных размеров, чего BMW не удалось достичь с M2 в своем стремлении к агрессивности, а не к форме.Конечно, агрессивный дизайн имеет значение, но именно более компактные размеры, как у E30, сделали 1M Coupe большим хитом среди поклонников BMW.
Переходя к стилю, M2 определенно лучше выглядит из двух. Но не по очевидным причинам. В то время как новые автомобили обычно выглядят лучше, чем их предшественники, M2 выигрывает не потому, что он только что сошел с конвейера, а потому, что 1M не так бросается в глаза. Здесь 1M Coupe теряет очки просто потому, что Bimmers начала 2010-х годов были не совсем красивыми. Как бы мне ни нравилась простая задняя часть 1M, я не в восторге от его фар и того, как капот двигателя переходит в решетку радиатора.
В общем, это ничья, так как идеальный автомобиль здесь должен сочетать стиль M2 с более узким и коротким кузовом 1M.
Сравнение внешних размеров
BMW M2 BMW 1M Vehicle Length 176.2 Inches 172 Inches Vehicle Width 73 Inches 71 Inches Vehicle Height 55.5 Inches 56 Inches Wheelbase 106 Inches 105 Inches Интерьер
Различия между ними значительно больше внутри, и три года кажутся большим, если сравнить эти кабины. Это особенно верно, когда вы замечаете количество углеродного волокна в M2. Естественно, 1M Coupe выглядит устаревшим по сравнению с M2, но это не значит, что его интерьер оскорбителен. Он довольно спартанский, а некоторые пластмассы выглядят дешевыми, но это не мешает владельцам развлекаться за рулем.
Мне он действительно нравится, особенно чистая приборная панель и дверные панели из алькантары.Переходя к M2, достаточно беглого взгляда, чтобы понять, что делает его таким привлекательным. Конечно, огромное количество углеродного волокна и алюминия помогают, но M2 также отличается свежим дизайном, многослойной приборной панелью и множеством гаджетов. Он выглядит острым и спортивным, в то время как 1M… ну… слишком обыденный.
А вот и техника. В то время как 1M Coupe поставлялся с последней моделью BMW в 2012 году, M2 имеет множество интересных функций, которые не были доступны в то время. Информационно-развлекательная система не только работает лучше, но и имеет гораздо больше функций. У меня есть такие приложения, как GoPro и M Laptimer, которые позволяют гонщику записывать свой опыт на трассе без необходимости покупать и подключать всевозможные гаджеты. Там есть все, что вам нужно, и все, что вам нужно сделать, это активировать их с помощью сенсорного контроллера iDrive.
Я уверен, что вы можете получить одинаковое удовольствие от обоих автомобилей, но M2 — лучший выбор, если вы увлекаетесь технологиями или хотите серьезно заняться анализом и улучшением времени прохождения круга.
Трансмиссия
Хотя оба купе оснащены 3,0-литровыми рядными шестицилиндровыми двигателями с турбонаддувом, у этих агрегатов нет ничего общего. M2 оснащен переработанной версией шестицилиндрового силового агрегата M235i с турбонаддувом Twin-Scroll, высокоточным непосредственным впрыском, Valvetronic, а также поршнями и шатунными подшипниками, заимствованными у более нового агрегата S55 M4.
В 1M Coupe все было иначе. В отличие от M2, 1M не получил силовой установки M3. Видите ли, 1М был не совсем полноценным автомобилем М, а скорее транспортным средством, предназначенным для хранения запчастей. В то время как задний подрамник, компоненты подвески, алюминиевые амортизаторы, самоблокирующийся дифференциал и тормоза пришли непосредственно от M3, двигатель был позаимствован у Z4.
Таким образом, вместо безнаддувного V-8 1M получил тот же BMW N54B30TO, который предлагался в топовой версии Z4 sDrive35is. Не отказываясь от высокооборотистого безнаддувного двигателя в 1M, BMW дал пуристам M много причин не любить купе. Некоторые поначалу так и поступали, но быстро научились любить его за его мастерство на проселочных дорогах.Что касается цифр, то неудивительно, что M2 быстрее и мощнее из них двоих. Его недавно разработанная турбо-шестерка развивает мощность 365 лошадиных сил при 6500 об/мин и крутящий момент 343 фунт-фут при 1400 оборотах. Купе 1M, с другой стороны, поставлялось с 335 лошадьми при 5900 об / мин и 332 фунт-футом с 1500. Простая математика делает M2 мускулистее на 30 лошадиных сил и 11 фунт-футов. Это приятно, но не совсем впечатляет.
Спринт M2 от 0 до 60 миль в час также не впечатляет по сравнению с 1M. Конечно, M2 с DCT разгоняет вас до 60 миль в час за 4,2 секунды, что не так уж и чихает, но у 1M Coupe не было автомата, и сравнение здесь не может быть и речи.
При оснащении ручным управлением M2 требуется 4,4 секунды для того же теста, что делает его на 0,3 секунды быстрее, чем официальный спринт 1M от 0 до 60 в 4,7 тика. Я говорю «официальный», потому что многие журналы, в том числе Автомобиль и водитель , испытали спринт за 4,5 секунды, что всего на десятую секунду медленнее, чем у M2. Но скажем, М2 действительно на три десятых быстрее, чем 1М. Это далеко не ошеломляющий результат для автомобиля, который выигрывает от четырех дополнительных лет стремительного развития и более совершенной трансмиссии.Тем не менее, я должен отдать должное BMW за то, что 1M Coupe сократил круг Нюрбургринга на 14 секунд на M2.
Но, несмотря на то, что он не намного быстрее, чем 1M, M2 также побеждает в битве за мощность и производительность, потому что в конечном итоге важны цифры. Энтузиасты хотят более быстрые и мощные автомобили, и M2 здесь, чтобы доставить им удовольствие, даже несмотря на то, что ему нужна автоматическая коробка передач, чтобы заявить о себе.
Сравнение характеристик трансмиссии
BMW M2 BMW 1M BMW M2 BMW 1M inline-6 inline-6 Engine type 3.0 liters 3,0 литра Рабочий объем 365 л.с. при 6500 об/мин 335 л.с. при 5900 об/мин Engine power 343 LB-FT @ 1,400-5,560 RPM 332 LB-FT @ 1,500-4,500 RPM Engine Torque 155 MPH 155 MPH Top speed 4.4 seconds manual/4.2 seconds DCT 4.7 seconds 0-60 mph 7:58 8:12 Удельная мощность
Теперь давайте взглянем на отношение мощности к весу, так как эти цифры объяснят, почему M2 не намного быстрее купе 1M.
Хотя он легче, чем M235i, на котором он основан, M2 на самом деле значительно тяжелее, чем 1M. Версия с ручным управлением весит 3450 фунтов, что делает ее на 154 фунта толще своего предшественника. К сожалению, новые Bimmers довольно часто бывают тяжелее, так как весь этот дополнительный вес исходит от системы помощи и технических устройств, которые немцы продолжают добавлять в свои автомобили, чтобы основная масса клиентов была довольна (и раздражены пуристы M).
Для справки: самый легкий E30 M3 весил всего 2568 фунтов, а самый тяжелый весил не более 3000 фунтов. M4 весит более 3600 фунтов. Видишь, что я имею в виду?
Таким образом, в то время как M2 выигрывает от дополнительных 30 лошадей и 11 фунт-футов, его преимущество над 1M Coupe на самом деле менее существенно из-за дополнительного веса, который ему приходится толкать. В частности, удельная мощность M2 составляет 233,3 лошадиных силы на тонну для версии с механической коробкой передач и 229 лошадиных сил на тонну.
0,7 лошадиных сил на тонну для автоматической модели, а у 1M – 224 лошадиные силы на тонну.В двух словах, дополнительный вес снижает преимущество M2 в мощности над купе 1M с 30 до примерно 15 лошадиных сил.
Конечно, в целом это мало что меняет, так как M2 по-прежнему имеет лучшее соотношение мощности и веса, но я просто хотел отметить, что четырехлетнее купе 1M не сильно отстает.
Цены
В большинстве случаев подержанные модели предыдущего поколения значительно дешевле, чем совершенно новые версии, в основном потому, что стоимость автомобиля резко падает в тот момент, когда он покидает дилерский центр, и снижается еще больше по мере владения. Здесь все немного по-другому, поскольку 1M Coupe не является обычным серийным автомобилем.
В то время как M2, по слухам, поступит в продажу от 51 000 долларов (BMW еще не опубликовала официальные цены), хорошо обслуживаемый 1M с небольшим пробегом будет стоить больше. Это потому, что 1M производился всего пару лет и было построено всего 6 309 единиц.
Первоначально BMW планировала выпустить всего 2700 экземпляров, но спрос был настолько высок, что немцы решили поднять планку. Цены на подержанные 1M особенно высоки в США, где BMW продала всего 740 купе.Быстрый поиск на eBay привел меня к модели цвета Valencia Orange (всего 240 штук было продано в США) с пробегом всего 13 000 миль и стоимостью не менее 64 500 долларов. Конечно, это не означает, что продавец получит за это столько денег, но это не единственный 1M, торгующийся по цене более 50 тысяч долларов. Белая модель с пробегом всего 8 764 мили стоит 59 долларов.995 долларов, а другой с пробегом 42 319 миль стоит 52 850 долларов. Я также нашел четвертую модель по цене 48 900 долларов. У этого автомобиля пробег 32 250 миль, и он также окрашен в оранжевый цвет Valencia Orange, популярный цвет среди водителей 1M в США. Вероятно, самое время упомянуть, что 1M Coupe стоил около 46 000 долларов, когда дебютировал в Штатах.
В общем, можно с уверенностью предположить, что 1M Coupe в неношеном состоянии стоит как минимум так же дорого, как M2.
И это поднимает важный вопрос: стоит ли покупать совершенно новый M2 или покупать подержанный 1M Coupe? В то время как последний предложит вам более олдскульное предложение по сравнению с текущим M2 и в то же время редким автомобилем, может быть не такой уж хорошей идеей платить до 60 тысяч долларов за трех- или четырехлетний автомобиль. просто для того, чтобы припарковать в своем гараже мягкую коллекционную вещь. Если только вы не без ума от 1M Coupe или если он вам не нужен, чтобы пополнить свою коллекцию автомобилей M, то есть.Выбор M2 не только принесет вам все преимущества совершенно нового автомобиля, в том числе гарантию и отсутствие необходимости беспокоиться о том, какое обращение он получил при предыдущем владении, но и множество новых технологий, карбон -волоконная отделка, улучшенная экономия топлива и, вероятно, лучший ежедневный водитель.
Цены на подержанные купе 1M также, вероятно, упадут, как только M2 выйдет на улицы, но это не обязательно означает, что модели в хорошем состоянии будут стоить менее 40 тысяч долларов.
Большая загадка здесь заключается в том, будет ли ценность M2 расти с течением времени, но на самом деле это зависит от того, сколько единиц BMW сойдет с конвейера.Заключение
С точки зрения производительности, M2 не намного мощнее, чем 1M Coupe, но это компенсируется более агрессивным дизайном, автомобильными технологиями последнего поколения, улучшенной динамикой, отделкой из углеродного волокна и более широким доступность. M2, очевидно, является лучшим выбором для большинства водителей, которые ищут компактный трековый автомобиль, но я уверен, что большинство пуристов рассмотрят 1M просто потому, что это , а особый вид М-автомобилей, которые BMW выпускает не слишком часто. Это может показаться не таким, когда в наши дни так много автомобилей M, но 1M действительно уникальный автомобиль, который войдет в учебники истории как истинный духовный преемник E30 M3. С другой стороны, M2 все еще должен зарекомендовать себя как достойный преемник 1M Coupe, и для этого потребуется более чем восьмиминутный круг по Нюрбургрингу.
5 изображений
5 изображений
Технические характеристики Braven BRV-1M
Ниже вы найдете технические характеристики продукта и технические характеристики Braven BRV-1M.
Общий
Торговая марка Храбрый Модель БРВ-1М | BRV1MRBG Продукт Кредл/док-станция EAN 081772 Язык Английский Тип файла АН-56 (PDF) Колонки
Выходные аудиоканалы – каналы Количество динамиков 1 Количество водителей – Аудио
номинальная мощность RMS – Ш Порты и интерфейсы
Технология подключения Проводная и беспроводная связь Профили Bluetooth А2ДП,АВРКП,ХФП,ХСП AUX вход ✓ USB-подключение ✓ Bluetooth ✓ разъем 3,5 мм ✓ Wi-Fi ✗ Дизайн
Тип продукта – Цвет продукта Черный, красный Код международной защиты (IP) IPX7 Функции защиты Ударопрочный, водостойкий Переключатель включения/выключения ✓ Вес и размеры
Ширина 162,6 мм Глубина 71,1 мм Высота 38,1 мм Масса 544 г Производительность
Рекомендуемое использование Универсальный Встроенный микрофон ✓ Содержимое упаковки
Количество в упаковке 1 шт. Другие особенности
Руководство ✓ Сила
показать большеТип источника питания Аккумулятор Срок службы батареи (макс.) 12 ч Аккумуляторная технология Литий-ионный (Li-Ion) Емкость батареи 2200 мАч Портативная Bluetooth-колонка BRV-1M сочетает в себе универсальность и высокое качество звука в компактном прочном корпусе.
Полностью водонепроницаемый, BRV-1M имеет ударопрочный корпус из прочной резины, закрывающий все порты. Аксессуар Action Mount, входящий в комплект поставки, совместим с системами крепления GoPro, а это означает, что нет никаких оправданий тому, чтобы оставить музыку в своем следующем приключении. Благодаря 12 часам воспроизведения и встроенному блоку питания на 2200 мАч для зарядки устройств с USB-разъемом, BRV-1M, несомненно, создан для поездок.Водонепроницаемость IPX7
Обладая сертификатом водонепроницаемости IPX7, BRV-1M защищен от дождя и брызг. Его можно даже полностью погрузить в воду на 1 метр на срок до 30 минут. Его прочный корпус и ударопрочная рама делают его готовым к любым приключениям на открытом воздухе.
12 часов игрового времени
Берите с собой только самое необходимое. BRV-1M имеет часы воспроизведения и встроенный блок питания на 2200 мАч для зарядки вашего смартфона, когда в нем мало заряда.
Универсальный дизайн
Включает в себя аксессуар Action Mount и привязной ремень для уникального индивидуального прослушивания.
Характеристики проектора Hitachi BZ-1M 3LCD
Особенности Характеристики Сравните с аналогичными проекторами конкурентов
Особенности Характеристики Сравните с аналогичными проекторами конкурентов
+ Добавить в список сравнения
Рассчитать проекционное расстояние
Основные моменты
Рассчитать проекционное расстояние
Проектор Hitachi BZ-1M представляет собой Ультракороткофокусный WXGA (UST) Проектор. Эта лампа на основе проектор способен отображать 2500 люмен при максимальной яркости с родным разрешением 1280×800. Внутренняя технология 3LCD представляет собой инновационный трехчиповый дизайн, отличающийся тем, что обеспечивает яркие, реалистичные изображения с большей яркостью цветов и более широкой цветовой гаммой.
Этот проектор был впервые доступен для покупки в октябре 2011 года, и Hitachi больше не выпускает его.Загрузка продукта
Лист продукта
Руководство пользователя
Полезные ссылки
- Рекомендуемая производителем розничная цена
- н/д
- Статус
- Снято с производства в августе 2013 г.
- Освобожден
- Октябрь 2011 г.
- Гарантия
- 3 года
- Отзывы пользователей
- (1) Обзор этого проектора
- Переключение на английские единицы
- Яркость белого
- 2500 ANSI-люмен / 1700 люмен (эко)
- Яркость цвета
- 2500 люмен CLO
- Разрешение
- 1280×800
- Соотношение сторон
- 16:10 (WXGA)
- Контраст
- 2000:1 (полный вкл/выкл)
- Динамическая диафрагма
- Да
- Тип дисплея
- 1 см 3LCD чипы
- Обработка цвета
- 8-битный
- Видеорежимы
- 720p, 1080i, 1080p/60, 1080p/50, 525p, 576i, 576p, 1125i, 480p, 480i
- Режимы данных
- МАКС 1600×1200
- Тип лампы
- Лампа UHB 210 Вт
- Срок службы лампы
- 3000 часов / 5000 часов (эко)
- Модель лампы
- DT01181 Купить сменную лампу
- Объектив в комплекте
- Фиксированное фокусное расстояние , ручная фокусировка
- Дополнительные линзы
- №
- Сдвиг объектива
- Нет
- Проекционное расстояние
- 0,4 м – 0,7 м Рассчитать проекционное расстояние
- Размер изображения
- 156 см – 276 см
- Проекционное отношение
- 0,30:1 (Д:Ж)
- Цифровой зум
- Да
- Цифровой трапецеидальный искажение
- Горизонтальный и вертикальный
- Размер проектора
- 8 см x 35 см x 30 см (ВxШxГ)
- Вес
- 3,9 кг
- Звуковой шум
- 35 дБ / 29 дБ (эко)
- Внутренние динамики
- 10,0 Вт моно
- Мощность
- 300 Вт 100–240 В
- Соединительная панель
Композитный: RCA
HDMI
Сеть: RJ-45
RS232: 9-контактный разъем DB-
S-видео
USB x 2
Вход VGA: Dsub-15pin x 2
- Особенности
Интерактивный
Короткофокусный настенный кронштейн
Режим черной доски
- Дополнительные функции
- Ультракороткофокусный объектив. ЕВРОПЕЙСКАЯ МОДЕЛЬ – НЕДОСТУПНА В США.
По сравнению с конкурентами
ЦенаAgeLamp LifeWarrantyПопулярность
Аналогичные проекторы
InFocus INL146
- Разрешение: 1280×800 DLP
- Яркость: 3100 ANSI люмен
- Источник света: Лазер
Рекомендуемая производителем розничная цена: 1169 долларов США
Январь 2022 Модель
Dukane ImagePro 8230W
- Разрешение: 1280×800 3LCD
- Яркость: 3000 ANSI люмен
- Источник света: Лампа
1060 долларов США
Июнь 2015 Модель
Dukane ImagePro 8933WC
- Разрешение: 1280×800 3LCD
- Яркость: 3000 ANSI люмен
- Источник света: Лампа
$681
Февраль 2017 Модель
Все аналогичные проекторы
ANSI LUMENS — это наиболее распространенный стандарт измерения яркости в отрасли.
ANSI
показатель светового потока измеряет самый яркий белый цвет, который может воспроизвести проектор, в среднем девять
измерения люксметра, сделанные по всему проецируемому изображению.Яркость, указанная производителем:
2500 ANSI-люменПОКУПАТЕЛЬ, ОСТОРОЖНО Либо в характеристиках яркости этого проектора не указаны принятые в отрасли единица измерения, или по нашим расчетам маловероятно, что этот проектор способен производя указанную производителем спецификацию яркости.
Яркость, указанная производителем:
2500 ANSI-люменТехнические характеристики удлинителя светодиодной ленты Smart LED 1 м 8719514261525
Дизайн и отделка
- Цвет
белый
- Материал
пластик
Дополнительная функция/аксессуар, вкл.
- Регулируемая точечная головка
Нет
- Диммируемый с дистанционным управлением
Нет
- Встроенный светодиод
Да
- Выключатель на проводе
Нет
- Адаптер питания в комплекте
Нет
- Пульт дистанционного управления в комплекте
Нет
- Центральная часть
Да
Световые характеристики
- Индекс цветопередачи (CRI)
80
Разное
- Специально разработан для
Функциональный
Потребляемая мощность
- Напряжение
12 В
Размеры и вес изделия
- Высота
0,22 см
- Длина
100 см
- Вес нетто
0,05 кг
- Ширина
1.
2
см
Сервис
- Гарантия
2 года(а)
Технические характеристики
- Срок службы до
15 000 часы)
- Приспособление с общим световым потоком
800
- Светлый цвет
2700-6500 (RGB)
- Светильник с диммированием
Да
- светодиод
Да
- Встроенный светодиод
Да
Лампа- Вт в комплекте
11
- IP-код
IP20
- Класс защиты
Класс III
Размеры и вес упаковки
- EAN/UPC – продукт
8719514261525
- Вес нетто
0,048 кг
- Вес брутто
0,077 кг
- Высота
16.
200
см- Длина
4.700 см
- Ширина
7.